WO2022259505A1 - Flavor source-containing rod comprising cap member at tip end - Google Patents
Flavor source-containing rod comprising cap member at tip end Download PDFInfo
- Publication number
- WO2022259505A1 WO2022259505A1 PCT/JP2021/022248 JP2021022248W WO2022259505A1 WO 2022259505 A1 WO2022259505 A1 WO 2022259505A1 JP 2021022248 W JP2021022248 W JP 2021022248W WO 2022259505 A1 WO2022259505 A1 WO 2022259505A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flavor source
- cap member
- nonwoven fabric
- cross
- wrapper
- Prior art date
Links
- 239000000796 flavoring agent Substances 0.000 title claims abstract description 162
- 235000019634 flavors Nutrition 0.000 title claims abstract description 162
- 239000000835 fiber Substances 0.000 claims abstract description 59
- 239000004745 nonwoven fabric Substances 0.000 claims description 165
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 63
- 244000061176 Nicotiana tabacum Species 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 56
- 238000010438 heat treatment Methods 0.000 claims description 53
- 238000011049 filling Methods 0.000 claims description 38
- 239000000463 material Substances 0.000 claims description 28
- 230000008569 process Effects 0.000 claims description 14
- 238000012545 processing Methods 0.000 claims description 13
- 230000006835 compression Effects 0.000 claims description 11
- 238000007906 compression Methods 0.000 claims description 11
- 150000004676 glycans Chemical class 0.000 claims description 7
- 229920001282 polysaccharide Polymers 0.000 claims description 7
- 239000005017 polysaccharide Substances 0.000 claims description 7
- 239000011148 porous material Substances 0.000 claims description 7
- 235000013311 vegetables Nutrition 0.000 claims description 7
- 239000008187 granular material Substances 0.000 claims description 5
- 229920000742 Cotton Polymers 0.000 claims description 4
- 244000025254 Cannabis sativa Species 0.000 claims description 3
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 claims description 3
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 claims description 3
- 238000004364 calculation method Methods 0.000 claims description 3
- 235000009120 camo Nutrition 0.000 claims description 3
- 235000005607 chanvre indien Nutrition 0.000 claims description 3
- 239000011487 hemp Substances 0.000 claims description 3
- 210000002268 wool Anatomy 0.000 claims description 3
- 241000208125 Nicotiana Species 0.000 claims 3
- 239000000123 paper Substances 0.000 description 48
- 238000002485 combustion reaction Methods 0.000 description 26
- 238000010586 diagram Methods 0.000 description 17
- 230000035699 permeability Effects 0.000 description 17
- 239000000126 substance Substances 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 12
- 239000003921 oil Substances 0.000 description 10
- 235000019198 oils Nutrition 0.000 description 10
- 239000002184 metal Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 241000196324 Embryophyta Species 0.000 description 7
- 229920001131 Pulp (paper) Polymers 0.000 description 7
- 229920002994 synthetic fiber Polymers 0.000 description 7
- 239000012209 synthetic fiber Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- 239000000443 aerosol Substances 0.000 description 6
- 239000002243 precursor Substances 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 5
- 239000002775 capsule Substances 0.000 description 5
- 229920002301 cellulose acetate Polymers 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 238000012856 packing Methods 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 238000009423 ventilation Methods 0.000 description 5
- GLZPCOQZEFWAFX-UHFFFAOYSA-N Geraniol Chemical compound CC(C)=CCCC(C)=CCO GLZPCOQZEFWAFX-UHFFFAOYSA-N 0.000 description 4
- 230000004323 axial length Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 239000002304 perfume Substances 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 4
- WWZKQHOCKIZLMA-UHFFFAOYSA-N Caprylic acid Natural products CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- BTANRVKWQNVYAZ-UHFFFAOYSA-N butan-2-ol Chemical compound CCC(C)O BTANRVKWQNVYAZ-UHFFFAOYSA-N 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000003205 fragrance Substances 0.000 description 3
- 239000000499 gel Substances 0.000 description 3
- CDBRNDSHEYLDJV-FVGYRXGTSA-M naproxen sodium Chemical compound [Na+].C1=C([C@H](C)C([O-])=O)C=CC2=CC(OC)=CC=C21 CDBRNDSHEYLDJV-FVGYRXGTSA-M 0.000 description 3
- 229920002689 polyvinyl acetate Polymers 0.000 description 3
- 239000011118 polyvinyl acetate Substances 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- OOCCDEMITAIZTP-QPJJXVBHSA-N (E)-cinnamyl alcohol Chemical compound OC\C=C\C1=CC=CC=C1 OOCCDEMITAIZTP-QPJJXVBHSA-N 0.000 description 2
- UFLHIIWVXFIJGU-ARJAWSKDSA-N (Z)-hex-3-en-1-ol Chemical compound CC\C=C/CCO UFLHIIWVXFIJGU-ARJAWSKDSA-N 0.000 description 2
- OXQOBQJCDNLAPO-UHFFFAOYSA-N 2,3-Dimethylpyrazine Chemical compound CC1=NC=CN=C1C OXQOBQJCDNLAPO-UHFFFAOYSA-N 0.000 description 2
- LCZUOKDVTBMCMX-UHFFFAOYSA-N 2,5-Dimethylpyrazine Chemical compound CC1=CN=C(C)C=N1 LCZUOKDVTBMCMX-UHFFFAOYSA-N 0.000 description 2
- 239000001934 2,5-dimethylpyrazine Substances 0.000 description 2
- AYJXHIDNNLJQDT-UHFFFAOYSA-N 2,6,6-Trimethyl-2-cyclohexene-1,4-dione Chemical compound CC1=CC(=O)CC(C)(C)C1=O AYJXHIDNNLJQDT-UHFFFAOYSA-N 0.000 description 2
- HJFZAYHYIWGLNL-UHFFFAOYSA-N 2,6-Dimethylpyrazine Chemical compound CC1=CN=CC(C)=N1 HJFZAYHYIWGLNL-UHFFFAOYSA-N 0.000 description 2
- MOMFXATYAINJML-UHFFFAOYSA-N 2-Acetylthiazole Chemical compound CC(=O)C1=NC=CS1 MOMFXATYAINJML-UHFFFAOYSA-N 0.000 description 2
- LNIMMWYNSBZESE-UHFFFAOYSA-N 2-Ethyl-3-methylpyrazine, 9CI Chemical compound CCC1=NC=CN=C1C LNIMMWYNSBZESE-UHFFFAOYSA-N 0.000 description 2
- DBZAKQWXICEWNW-UHFFFAOYSA-N 2-acetylpyrazine Chemical compound CC(=O)C1=CN=CC=N1 DBZAKQWXICEWNW-UHFFFAOYSA-N 0.000 description 2
- IGJQUJNPMOYEJY-UHFFFAOYSA-N 2-acetylpyrrole Chemical compound CC(=O)C1=CC=CN1 IGJQUJNPMOYEJY-UHFFFAOYSA-N 0.000 description 2
- WRMNZCZEMHIOCP-UHFFFAOYSA-N 2-phenylethanol Chemical compound OCCC1=CC=CC=C1 WRMNZCZEMHIOCP-UHFFFAOYSA-N 0.000 description 2
- WGAVDEVFJDQIMZ-UHFFFAOYSA-N 3,4-dimethyl-1,2-cyclopentanedione Chemical compound CC1CC(=O)C(=O)C1C WGAVDEVFJDQIMZ-UHFFFAOYSA-N 0.000 description 2
- XPCTZQVDEJYUGT-UHFFFAOYSA-N 3-hydroxy-2-methyl-4-pyrone Chemical compound CC=1OC=CC(=O)C=1O XPCTZQVDEJYUGT-UHFFFAOYSA-N 0.000 description 2
- IGIDLTISMCAULB-UHFFFAOYSA-N 3-methylvaleric acid Chemical compound CCC(C)CC(O)=O IGIDLTISMCAULB-UHFFFAOYSA-N 0.000 description 2
- GNKZMNRKLCTJAY-UHFFFAOYSA-N 4'-Methylacetophenone Chemical compound CC(=O)C1=CC=C(C)C=C1 GNKZMNRKLCTJAY-UHFFFAOYSA-N 0.000 description 2
- XCZPDOCRSYZOBI-UHFFFAOYSA-N 5,6,7,8-Tetrahydroquinoxaline Chemical compound C1=CN=C2CCCCC2=N1 XCZPDOCRSYZOBI-UHFFFAOYSA-N 0.000 description 2
- IUFQZPBIRYFPFD-UHFFFAOYSA-N 5-ethyl-3-hydroxy-4-methyl-2(5H)-furanone Chemical compound CCC1OC(=O)C(O)=C1C IUFQZPBIRYFPFD-UHFFFAOYSA-N 0.000 description 2
- OALYTRUKMRCXNH-UHFFFAOYSA-N 5-pentyloxolan-2-one Chemical compound CCCCCC1CCC(=O)O1 OALYTRUKMRCXNH-UHFFFAOYSA-N 0.000 description 2
- GHBSPIPJMLAMEP-UHFFFAOYSA-N 6-pentyloxan-2-one Chemical compound CCCCCC1CCCC(=O)O1 GHBSPIPJMLAMEP-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 2
- QSJXEFYPDANLFS-UHFFFAOYSA-N Diacetyl Chemical compound CC(=O)C(C)=O QSJXEFYPDANLFS-UHFFFAOYSA-N 0.000 description 2
- VLSVVMPLPMNWBH-UHFFFAOYSA-N Dihydro-5-propyl-2(3H)-furanone Chemical compound CCCC1CCC(=O)O1 VLSVVMPLPMNWBH-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- CRZQGDNQQAALAY-UHFFFAOYSA-N Methyl benzeneacetate Chemical compound COC(=O)CC1=CC=CC=C1 CRZQGDNQQAALAY-UHFFFAOYSA-N 0.000 description 2
- ZOZIRNMDEZKZHM-UHFFFAOYSA-N Phenethyl phenylacetate Chemical compound C=1C=CC=CC=1CCOC(=O)CC1=CC=CC=C1 ZOZIRNMDEZKZHM-UHFFFAOYSA-N 0.000 description 2
- LCTONWCANYUPML-UHFFFAOYSA-N Pyruvic acid Chemical compound CC(=O)C(O)=O LCTONWCANYUPML-UHFFFAOYSA-N 0.000 description 2
- 244000028419 Styrax benzoin Species 0.000 description 2
- 235000000126 Styrax benzoin Nutrition 0.000 description 2
- FINHMKGKINIASC-UHFFFAOYSA-N Tetramethylpyrazine Chemical compound CC1=NC(C)=C(C)N=C1C FINHMKGKINIASC-UHFFFAOYSA-N 0.000 description 2
- 244000269722 Thea sinensis Species 0.000 description 2
- DOOTYTYQINUNNV-UHFFFAOYSA-N Triethyl citrate Chemical compound CCOC(=O)CC(O)(C(=O)OCC)CC(=O)OCC DOOTYTYQINUNNV-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 229920006221 acetate fiber Polymers 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- IGODOXYLBBXFDW-UHFFFAOYSA-N alpha-Terpinyl acetate Chemical compound CC(=O)OC(C)(C)C1CCC(C)=CC1 IGODOXYLBBXFDW-UHFFFAOYSA-N 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 2
- SESFRYSPDFLNCH-UHFFFAOYSA-N benzyl benzoate Chemical compound C=1C=CC=CC=1C(=O)OCC1=CC=CC=C1 SESFRYSPDFLNCH-UHFFFAOYSA-N 0.000 description 2
- XUPYJHCZDLZNFP-UHFFFAOYSA-N butyl butanoate Chemical compound CCCCOC(=O)CCC XUPYJHCZDLZNFP-UHFFFAOYSA-N 0.000 description 2
- 238000009960 carding Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 235000019504 cigarettes Nutrition 0.000 description 2
- GJWSUKYXUMVMGX-UHFFFAOYSA-N citronellic acid Chemical compound OC(=O)CC(C)CCC=C(C)C GJWSUKYXUMVMGX-UHFFFAOYSA-N 0.000 description 2
- WTWBUQJHJGUZCY-UHFFFAOYSA-N cuminaldehyde Chemical compound CC(C)C1=CC=C(C=O)C=C1 WTWBUQJHJGUZCY-UHFFFAOYSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- HCRBXQFHJMCTLF-ZCFIWIBFSA-N ethyl (2r)-2-methylbutanoate Chemical compound CCOC(=O)[C@H](C)CC HCRBXQFHJMCTLF-ZCFIWIBFSA-N 0.000 description 2
- LZCLXQDLBQLTDK-UHFFFAOYSA-N ethyl 2-hydroxypropanoate Chemical compound CCOC(=O)C(C)O LZCLXQDLBQLTDK-UHFFFAOYSA-N 0.000 description 2
- XIRNKXNNONJFQO-UHFFFAOYSA-N ethyl hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)OCC XIRNKXNNONJFQO-UHFFFAOYSA-N 0.000 description 2
- SHZIWNPUGXLXDT-UHFFFAOYSA-N ethyl hexanoate Chemical compound CCCCCC(=O)OCC SHZIWNPUGXLXDT-UHFFFAOYSA-N 0.000 description 2
- PPXUHEORWJQRHJ-UHFFFAOYSA-N ethyl isovalerate Chemical compound CCOC(=O)CC(C)C PPXUHEORWJQRHJ-UHFFFAOYSA-N 0.000 description 2
- MMXKVMNBHPAILY-UHFFFAOYSA-N ethyl laurate Chemical compound CCCCCCCCCCCC(=O)OCC MMXKVMNBHPAILY-UHFFFAOYSA-N 0.000 description 2
- MVLVMROFTAUDAG-UHFFFAOYSA-N ethyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC MVLVMROFTAUDAG-UHFFFAOYSA-N 0.000 description 2
- YYZUSRORWSJGET-UHFFFAOYSA-N ethyl octanoate Chemical compound CCCCCCCC(=O)OCC YYZUSRORWSJGET-UHFFFAOYSA-N 0.000 description 2
- FKRCODPIKNYEAC-UHFFFAOYSA-N ethyl propionate Chemical compound CCOC(=O)CC FKRCODPIKNYEAC-UHFFFAOYSA-N 0.000 description 2
- CBOQJANXLMLOSS-UHFFFAOYSA-N ethyl vanillin Chemical compound CCOC1=CC(C=O)=CC=C1O CBOQJANXLMLOSS-UHFFFAOYSA-N 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000004108 freeze drying Methods 0.000 description 2
- IFYYFLINQYPWGJ-UHFFFAOYSA-N gamma-decalactone Chemical compound CCCCCCC1CCC(=O)O1 IFYYFLINQYPWGJ-UHFFFAOYSA-N 0.000 description 2
- GAEKPEKOJKCEMS-UHFFFAOYSA-N gamma-valerolactone Chemical compound CC1CCC(=O)O1 GAEKPEKOJKCEMS-UHFFFAOYSA-N 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000001087 glyceryl triacetate Substances 0.000 description 2
- 235000013773 glyceryl triacetate Nutrition 0.000 description 2
- LHGVFZTZFXWLCP-UHFFFAOYSA-N guaiacol Chemical compound COC1=CC=CC=C1O LHGVFZTZFXWLCP-UHFFFAOYSA-N 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- ZSIAUFGUXNUGDI-UHFFFAOYSA-N hexan-1-ol Chemical compound CCCCCCO ZSIAUFGUXNUGDI-UHFFFAOYSA-N 0.000 description 2
- AOGQPLXWSUTHQB-UHFFFAOYSA-N hexyl acetate Chemical compound CCCCCCOC(C)=O AOGQPLXWSUTHQB-UHFFFAOYSA-N 0.000 description 2
- 235000012907 honey Nutrition 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- MLFHJEHSLIIPHL-UHFFFAOYSA-N isoamyl acetate Chemical compound CC(C)CCOC(C)=O MLFHJEHSLIIPHL-UHFFFAOYSA-N 0.000 description 2
- PQLMXFQTAMDXIZ-UHFFFAOYSA-N isoamyl butyrate Chemical compound CCCC(=O)OCCC(C)C PQLMXFQTAMDXIZ-UHFFFAOYSA-N 0.000 description 2
- CDOSHBSSFJOMGT-UHFFFAOYSA-N linalool Chemical compound CC(C)=CCCC(C)(O)C=C CDOSHBSSFJOMGT-UHFFFAOYSA-N 0.000 description 2
- UWKAYLJWKGQEPM-LBPRGKRZSA-N linalyl acetate Chemical compound CC(C)=CCC[C@](C)(C=C)OC(C)=O UWKAYLJWKGQEPM-LBPRGKRZSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 235000013372 meat Nutrition 0.000 description 2
- 229940041616 menthol Drugs 0.000 description 2
- VAMXMNNIEUEQDV-UHFFFAOYSA-N methyl anthranilate Chemical compound COC(=O)C1=CC=CC=C1N VAMXMNNIEUEQDV-UHFFFAOYSA-N 0.000 description 2
- OSWPMRLSEDHDFF-UHFFFAOYSA-N methyl salicylate Chemical compound COC(=O)C1=CC=CC=C1O OSWPMRLSEDHDFF-UHFFFAOYSA-N 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- NUJGJRNETVAIRJ-UHFFFAOYSA-N octanal Chemical compound CCCCCCCC=O NUJGJRNETVAIRJ-UHFFFAOYSA-N 0.000 description 2
- CFNJLPHOBMVMNS-UHFFFAOYSA-N pentyl butyrate Chemical compound CCCCCOC(=O)CCC CFNJLPHOBMVMNS-UHFFFAOYSA-N 0.000 description 2
- SATCULPHIDQDRE-UHFFFAOYSA-N piperonal Chemical compound O=CC1=CC=C2OCOC2=C1 SATCULPHIDQDRE-UHFFFAOYSA-N 0.000 description 2
- 108090000623 proteins and genes Proteins 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229960002622 triacetin Drugs 0.000 description 2
- CYIFVRUOHKNECG-UHFFFAOYSA-N tridecan-2-one Chemical compound CCCCCCCCCCCC(C)=O CYIFVRUOHKNECG-UHFFFAOYSA-N 0.000 description 2
- IIYFAKIEWZDVMP-UHFFFAOYSA-N tridecane Chemical compound CCCCCCCCCCCCC IIYFAKIEWZDVMP-UHFFFAOYSA-N 0.000 description 2
- 239000001069 triethyl citrate Substances 0.000 description 2
- VMYFZRTXGLUXMZ-UHFFFAOYSA-N triethyl citrate Natural products CCOC(=O)C(O)(C(=O)OCC)C(=O)OCC VMYFZRTXGLUXMZ-UHFFFAOYSA-N 0.000 description 2
- 235000013769 triethyl citrate Nutrition 0.000 description 2
- IAEGWXHKWJGQAZ-UHFFFAOYSA-N trimethylpyrazine Chemical compound CC1=CN=C(C)C(C)=N1 IAEGWXHKWJGQAZ-UHFFFAOYSA-N 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000011240 wet gel Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- PHXATPHONSXBIL-UHFFFAOYSA-N xi-gamma-Undecalactone Chemical compound CCCCCCCC1CCC(=O)O1 PHXATPHONSXBIL-UHFFFAOYSA-N 0.000 description 2
- NPNUFJAVOOONJE-ZIAGYGMSSA-N β-(E)-Caryophyllene Chemical compound C1CC(C)=CCCC(=C)[C@H]2CC(C)(C)[C@@H]21 NPNUFJAVOOONJE-ZIAGYGMSSA-N 0.000 description 2
- PSQYTAPXSHCGMF-BQYQJAHWSA-N β-ionone Chemical compound CC(=O)\C=C\C1=C(C)CCCC1(C)C PSQYTAPXSHCGMF-BQYQJAHWSA-N 0.000 description 2
- FQTLCLSUCSAZDY-UHFFFAOYSA-N (+) E(S) nerolidol Natural products CC(C)=CCCC(C)=CCCC(C)(O)C=C FQTLCLSUCSAZDY-UHFFFAOYSA-N 0.000 description 1
- SFEOKXHPFMOVRM-UHFFFAOYSA-N (+)-(S)-gamma-ionone Natural products CC(=O)C=CC1C(=C)CCCC1(C)C SFEOKXHPFMOVRM-UHFFFAOYSA-N 0.000 description 1
- NFLGAXVYCFJBMK-RKDXNWHRSA-N (+)-isomenthone Natural products CC(C)[C@H]1CC[C@@H](C)CC1=O NFLGAXVYCFJBMK-RKDXNWHRSA-N 0.000 description 1
- XHXUANMFYXWVNG-ADEWGFFLSA-N (-)-Menthyl acetate Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@H]1OC(C)=O XHXUANMFYXWVNG-ADEWGFFLSA-N 0.000 description 1
- 239000001562 (3E)-3-propylidene-2-benzofuran-1-one Substances 0.000 description 1
- 239000001490 (3R)-3,7-dimethylocta-1,6-dien-3-ol Substances 0.000 description 1
- NGSZDVVHIGAMOJ-YHYXMXQVSA-N (3z)-3-propylidene-2-benzofuran-1-one Chemical compound C1=CC=C2C(=C/CC)/OC(=O)C2=C1 NGSZDVVHIGAMOJ-YHYXMXQVSA-N 0.000 description 1
- KJPRLNWUNMBNBZ-QPJJXVBHSA-N (E)-cinnamaldehyde Chemical compound O=C\C=C\C1=CC=CC=C1 KJPRLNWUNMBNBZ-QPJJXVBHSA-N 0.000 description 1
- NQBWNECTZUOWID-UHFFFAOYSA-N (E)-cinnamyl (E)-cinnamate Natural products C=1C=CC=CC=1C=CC(=O)OCC=CC1=CC=CC=C1 NQBWNECTZUOWID-UHFFFAOYSA-N 0.000 description 1
- CDOSHBSSFJOMGT-JTQLQIEISA-N (R)-linalool Natural products CC(C)=CCC[C@@](C)(O)C=C CDOSHBSSFJOMGT-JTQLQIEISA-N 0.000 description 1
- WUOACPNHFRMFPN-SECBINFHSA-N (S)-(-)-alpha-terpineol Chemical compound CC1=CC[C@@H](C(C)(C)O)CC1 WUOACPNHFRMFPN-SECBINFHSA-N 0.000 description 1
- WBYWAXJHAXSJNI-VOTSOKGWSA-M .beta-Phenylacrylic acid Natural products [O-]C(=O)\C=C\C1=CC=CC=C1 WBYWAXJHAXSJNI-VOTSOKGWSA-M 0.000 description 1
- JLIDRDJNLAWIKT-UHFFFAOYSA-N 1,2-dimethyl-3h-benzo[e]indole Chemical compound C1=CC=CC2=C(C(=C(C)N3)C)C3=CC=C21 JLIDRDJNLAWIKT-UHFFFAOYSA-N 0.000 description 1
- WEEGYLXZBRQIMU-UHFFFAOYSA-N 1,8-cineole Natural products C1CC2CCC1(C)OC2(C)C WEEGYLXZBRQIMU-UHFFFAOYSA-N 0.000 description 1
- POIARNZEYGURDG-UHFFFAOYSA-N 1-(2,6,6-trimethylcyclohexa-1,3-dien-1-yl)but-2-en-1-one Chemical compound CC=CC(=O)C1=C(C)C=CCC1(C)C POIARNZEYGURDG-UHFFFAOYSA-N 0.000 description 1
- BGTBFNDXYDYBEY-UHFFFAOYSA-N 1-(2,6,6-trimethylcyclohexen-1-yl)but-2-en-1-one Chemical compound CC=CC(=O)C1=C(C)CCCC1(C)C BGTBFNDXYDYBEY-UHFFFAOYSA-N 0.000 description 1
- GYSCBCSGKXNZRH-UHFFFAOYSA-N 1-benzothiophene-2-carboxamide Chemical compound C1=CC=C2SC(C(=O)N)=CC2=C1 GYSCBCSGKXNZRH-UHFFFAOYSA-N 0.000 description 1
- HNAGHMKIPMKKBB-UHFFFAOYSA-N 1-benzylpyrrolidine-3-carboxamide Chemical compound C1C(C(=O)N)CCN1CC1=CC=CC=C1 HNAGHMKIPMKKBB-UHFFFAOYSA-N 0.000 description 1
- RADIRXJQODWKGQ-HWKANZROSA-N 2-Ethoxy-5-(1-propenyl)phenol Chemical compound CCOC1=CC=C(\C=C\C)C=C1O RADIRXJQODWKGQ-HWKANZROSA-N 0.000 description 1
- RJASFPFZACBKBE-UHFFFAOYSA-N 2-Methylpropyl phenylacetate Chemical compound CC(C)COC(=O)CC1=CC=CC=C1 RJASFPFZACBKBE-UHFFFAOYSA-N 0.000 description 1
- JTXMVXSTHSMVQF-UHFFFAOYSA-N 2-acetyloxyethyl acetate Chemical compound CC(=O)OCCOC(C)=O JTXMVXSTHSMVQF-UHFFFAOYSA-N 0.000 description 1
- QGLVWTFUWVTDEQ-UHFFFAOYSA-N 2-chloro-3-methoxyphenol Chemical compound COC1=CC=CC(O)=C1Cl QGLVWTFUWVTDEQ-UHFFFAOYSA-N 0.000 description 1
- WHMWOHBXYIZFPF-UHFFFAOYSA-N 2-ethyl-3,(5 or 6)-dimethylpyrazine Chemical compound CCC1=NC(C)=CN=C1C WHMWOHBXYIZFPF-UHFFFAOYSA-N 0.000 description 1
- CFAKWWQIUFSQFU-UHFFFAOYSA-N 2-hydroxy-3-methylcyclopent-2-en-1-one Chemical compound CC1=C(O)C(=O)CC1 CFAKWWQIUFSQFU-UHFFFAOYSA-N 0.000 description 1
- WLJVXDMOQOGPHL-PPJXEINESA-N 2-phenylacetic acid Chemical compound O[14C](=O)CC1=CC=CC=C1 WLJVXDMOQOGPHL-PPJXEINESA-N 0.000 description 1
- MIDXCONKKJTLDX-UHFFFAOYSA-N 3,5-dimethylcyclopentane-1,2-dione Chemical compound CC1CC(C)C(=O)C1=O MIDXCONKKJTLDX-UHFFFAOYSA-N 0.000 description 1
- 239000001636 3-phenylprop-2-enyl 3-phenylprop-2-enoate Substances 0.000 description 1
- 235000007173 Abies balsamea Nutrition 0.000 description 1
- 241000208140 Acer Species 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229920001817 Agar Polymers 0.000 description 1
- 240000000662 Anethum graveolens Species 0.000 description 1
- 239000004857 Balsam Substances 0.000 description 1
- 235000005881 Calendula officinalis Nutrition 0.000 description 1
- 239000005973 Carvone Substances 0.000 description 1
- 235000013912 Ceratonia siliqua Nutrition 0.000 description 1
- 240000008886 Ceratonia siliqua Species 0.000 description 1
- WBYWAXJHAXSJNI-SREVYHEPSA-N Cinnamic acid Chemical compound OC(=O)\C=C/C1=CC=CC=C1 WBYWAXJHAXSJNI-SREVYHEPSA-N 0.000 description 1
- 244000037364 Cinnamomum aromaticum Species 0.000 description 1
- 235000014489 Cinnamomum aromaticum Nutrition 0.000 description 1
- 244000223760 Cinnamomum zeylanicum Species 0.000 description 1
- NQBWNECTZUOWID-MZXMXVKLSA-N Cinnamyl cinnamate Chemical compound C=1C=CC=CC=1/C=C/C(=O)OC\C=C\C1=CC=CC=C1 NQBWNECTZUOWID-MZXMXVKLSA-N 0.000 description 1
- 229930008398 Citronellate Natural products 0.000 description 1
- 235000005979 Citrus limon Nutrition 0.000 description 1
- 244000131522 Citrus pyriformis Species 0.000 description 1
- 244000228088 Cola acuminata Species 0.000 description 1
- 235000010205 Cola acuminata Nutrition 0.000 description 1
- 244000018436 Coriandrum sativum Species 0.000 description 1
- FKUPPRZPSYCDRS-UHFFFAOYSA-N Cyclopentadecanolide Chemical compound O=C1CCCCCCCCCCCCCCO1 FKUPPRZPSYCDRS-UHFFFAOYSA-N 0.000 description 1
- 240000004784 Cymbopogon citratus Species 0.000 description 1
- 235000017897 Cymbopogon citratus Nutrition 0.000 description 1
- GHVNFZFCNZKVNT-UHFFFAOYSA-N Decanoic acid Natural products CCCCCCCCCC(O)=O GHVNFZFCNZKVNT-UHFFFAOYSA-N 0.000 description 1
- LVGKNOAMLMIIKO-UHFFFAOYSA-N Elaidinsaeure-aethylester Natural products CCCCCCCCC=CCCCCCCCC(=O)OCC LVGKNOAMLMIIKO-UHFFFAOYSA-N 0.000 description 1
- 240000002943 Elettaria cardamomum Species 0.000 description 1
- GMEONFUTDYJSNV-UHFFFAOYSA-N Ethyl levulinate Chemical compound CCOC(=O)CCC(C)=O GMEONFUTDYJSNV-UHFFFAOYSA-N 0.000 description 1
- YIKYNHJUKRTCJL-UHFFFAOYSA-N Ethyl maltol Chemical compound CCC=1OC=CC(=O)C=1O YIKYNHJUKRTCJL-UHFFFAOYSA-N 0.000 description 1
- ICMAFTSLXCXHRK-UHFFFAOYSA-N Ethyl pentanoate Chemical compound CCCCC(=O)OCC ICMAFTSLXCXHRK-UHFFFAOYSA-N 0.000 description 1
- SWESETWDPGZBCR-UHFFFAOYSA-N Ethylvanillin glucoside Chemical compound CCOC1=CC(C=O)=CC=C1OC1C(O)C(O)C(O)C(CO)O1 SWESETWDPGZBCR-UHFFFAOYSA-N 0.000 description 1
- WEEGYLXZBRQIMU-WAAGHKOSSA-N Eucalyptol Chemical compound C1C[C@H]2CC[C@]1(C)OC2(C)C WEEGYLXZBRQIMU-WAAGHKOSSA-N 0.000 description 1
- 240000006927 Foeniculum vulgare Species 0.000 description 1
- 235000004204 Foeniculum vulgare Nutrition 0.000 description 1
- 229920002148 Gellan gum Polymers 0.000 description 1
- 241001071795 Gentiana Species 0.000 description 1
- 239000005792 Geraniol Substances 0.000 description 1
- GLZPCOQZEFWAFX-YFHOEESVSA-N Geraniol Natural products CC(C)=CCC\C(C)=C/CO GLZPCOQZEFWAFX-YFHOEESVSA-N 0.000 description 1
- MTAHGWGAEGVCLS-UHFFFAOYSA-N Hexyl phenylacetate Chemical compound CCCCCCOC(=O)CC1=CC=CC=C1 MTAHGWGAEGVCLS-UHFFFAOYSA-N 0.000 description 1
- 244000018716 Impatiens biflora Species 0.000 description 1
- 235000015164 Iris germanica var. florentina Nutrition 0.000 description 1
- 235000010254 Jasminum officinale Nutrition 0.000 description 1
- 240000005385 Jasminum sambac Species 0.000 description 1
- 235000015511 Liquidambar orientalis Nutrition 0.000 description 1
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- HYMLWHLQFGRFIY-UHFFFAOYSA-N Maltol Natural products CC1OC=CC(=O)C1=O HYMLWHLQFGRFIY-UHFFFAOYSA-N 0.000 description 1
- 240000004658 Medicago sativa Species 0.000 description 1
- 235000017587 Medicago sativa ssp. sativa Nutrition 0.000 description 1
- 235000006679 Mentha X verticillata Nutrition 0.000 description 1
- 235000002899 Mentha suaveolens Nutrition 0.000 description 1
- 235000001636 Mentha x rotundifolia Nutrition 0.000 description 1
- NFLGAXVYCFJBMK-UHFFFAOYSA-N Menthone Chemical compound CC(C)C1CCC(C)CC1=O NFLGAXVYCFJBMK-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- AMQJEAYHLZJPGS-UHFFFAOYSA-N N-Pentanol Chemical compound CCCCCO AMQJEAYHLZJPGS-UHFFFAOYSA-N 0.000 description 1
- GLZPCOQZEFWAFX-JXMROGBWSA-N Nerol Natural products CC(C)=CCC\C(C)=C\CO GLZPCOQZEFWAFX-JXMROGBWSA-N 0.000 description 1
- FQTLCLSUCSAZDY-ATGUSINASA-N Nerolidol Chemical compound CC(C)=CCC\C(C)=C\CC[C@](C)(O)C=C FQTLCLSUCSAZDY-ATGUSINASA-N 0.000 description 1
- 241000208134 Nicotiana rustica Species 0.000 description 1
- 235000010676 Ocimum basilicum Nutrition 0.000 description 1
- 240000007926 Ocimum gratissimum Species 0.000 description 1
- 235000019502 Orange oil Nutrition 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 244000062780 Petroselinum sativum Species 0.000 description 1
- MIYFJEKZLFWKLZ-UHFFFAOYSA-N Phenylmethyl benzeneacetate Chemical compound C=1C=CC=CC=1COC(=O)CC1=CC=CC=C1 MIYFJEKZLFWKLZ-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 241000508269 Psidium Species 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 244000178231 Rosmarinus officinalis Species 0.000 description 1
- 235000002911 Salvia sclarea Nutrition 0.000 description 1
- 244000182022 Salvia sclarea Species 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 239000004870 Styrax Substances 0.000 description 1
- 235000008411 Sumatra benzointree Nutrition 0.000 description 1
- 240000000785 Tagetes erecta Species 0.000 description 1
- 244000299461 Theobroma cacao Species 0.000 description 1
- 235000009470 Theobroma cacao Nutrition 0.000 description 1
- 235000007303 Thymus vulgaris Nutrition 0.000 description 1
- 240000002657 Thymus vulgaris Species 0.000 description 1
- 241001002356 Valeriana edulis Species 0.000 description 1
- 235000009499 Vanilla fragrans Nutrition 0.000 description 1
- 244000263375 Vanilla tahitensis Species 0.000 description 1
- 235000012036 Vanilla tahitensis Nutrition 0.000 description 1
- 235000014787 Vitis vinifera Nutrition 0.000 description 1
- 240000006365 Vitis vinifera Species 0.000 description 1
- 239000001887 acacia decurrens willd. var. dealbata absolute Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 239000008272 agar Substances 0.000 description 1
- 235000010419 agar Nutrition 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- OENHQHLEOONYIE-UKMVMLAPSA-N all-trans beta-carotene Natural products CC=1CCCC(C)(C)C=1/C=C/C(/C)=C/C=C/C(/C)=C/C=C/C=C(C)C=CC=C(C)C=CC1=C(C)CCCC1(C)C OENHQHLEOONYIE-UKMVMLAPSA-N 0.000 description 1
- OOCCDEMITAIZTP-UHFFFAOYSA-N allylic benzylic alcohol Natural products OCC=CC1=CC=CC=C1 OOCCDEMITAIZTP-UHFFFAOYSA-N 0.000 description 1
- OVKDFILSBMEKLT-UHFFFAOYSA-N alpha-Terpineol Natural products CC(=C)C1(O)CCC(C)=CC1 OVKDFILSBMEKLT-UHFFFAOYSA-N 0.000 description 1
- OBETXYAYXDNJHR-UHFFFAOYSA-N alpha-ethylcaproic acid Natural products CCCCC(CC)C(O)=O OBETXYAYXDNJHR-UHFFFAOYSA-N 0.000 description 1
- 229940088601 alpha-terpineol Drugs 0.000 description 1
- 239000001416 apis mellifera l. absolute Substances 0.000 description 1
- 239000001387 apium graveolens Substances 0.000 description 1
- 235000015197 apple juice Nutrition 0.000 description 1
- 239000001889 artemisia pallens wall. flower oil Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- DULCUDSUACXJJC-UHFFFAOYSA-N benzeneacetic acid ethyl ester Natural products CCOC(=O)CC1=CC=CC=C1 DULCUDSUACXJJC-UHFFFAOYSA-N 0.000 description 1
- 229960002130 benzoin Drugs 0.000 description 1
- 229960002903 benzyl benzoate Drugs 0.000 description 1
- GONOPSZTUGRENK-UHFFFAOYSA-N benzyl(trichloro)silane Chemical compound Cl[Si](Cl)(Cl)CC1=CC=CC=C1 GONOPSZTUGRENK-UHFFFAOYSA-N 0.000 description 1
- BGLUXFNVVSVEET-UHFFFAOYSA-N beta-angelica lactone Chemical compound CC1OC(=O)C=C1 BGLUXFNVVSVEET-UHFFFAOYSA-N 0.000 description 1
- NPNUFJAVOOONJE-UHFFFAOYSA-N beta-cariophyllene Natural products C1CC(C)=CCCC(=C)C2CC(C)(C)C21 NPNUFJAVOOONJE-UHFFFAOYSA-N 0.000 description 1
- 235000013734 beta-carotene Nutrition 0.000 description 1
- TUPZEYHYWIEDIH-WAIFQNFQSA-N beta-carotene Natural products CC(=C/C=C/C=C(C)/C=C/C=C(C)/C=C/C1=C(C)CCCC1(C)C)C=CC=C(/C)C=CC2=CCCCC2(C)C TUPZEYHYWIEDIH-WAIFQNFQSA-N 0.000 description 1
- 239000011648 beta-carotene Substances 0.000 description 1
- 229960002747 betacarotene Drugs 0.000 description 1
- OBNCKNCVKJNDBV-UHFFFAOYSA-N butanoic acid ethyl ester Natural products CCCC(=O)OCC OBNCKNCVKJNDBV-UHFFFAOYSA-N 0.000 description 1
- 235000013736 caramel Nutrition 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 235000005300 cardamomo Nutrition 0.000 description 1
- 239000000679 carrageenan Substances 0.000 description 1
- 235000010418 carrageenan Nutrition 0.000 description 1
- 229920001525 carrageenan Polymers 0.000 description 1
- 229940113118 carrageenan Drugs 0.000 description 1
- 235000015190 carrot juice Nutrition 0.000 description 1
- NPNUFJAVOOONJE-UONOGXRCSA-N caryophyllene Natural products C1CC(C)=CCCC(=C)[C@@H]2CC(C)(C)[C@@H]21 NPNUFJAVOOONJE-UONOGXRCSA-N 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000010627 cedar oil Substances 0.000 description 1
- 239000010628 chamomile oil Substances 0.000 description 1
- 235000019480 chamomile oil Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229960005233 cineole Drugs 0.000 description 1
- 229930016911 cinnamic acid Natural products 0.000 description 1
- 235000013985 cinnamic acid Nutrition 0.000 description 1
- KJPRLNWUNMBNBZ-UHFFFAOYSA-N cinnamic aldehyde Natural products O=CC=CC1=CC=CC=C1 KJPRLNWUNMBNBZ-UHFFFAOYSA-N 0.000 description 1
- 229940117916 cinnamic aldehyde Drugs 0.000 description 1
- 235000017803 cinnamon Nutrition 0.000 description 1
- 239000001507 cistus ladaniferus l. oil Substances 0.000 description 1
- 239000010632 citronella oil Substances 0.000 description 1
- QMVPMAAFGQKVCJ-UHFFFAOYSA-N citronellol Chemical compound OCCC(C)CCC=C(C)C QMVPMAAFGQKVCJ-UHFFFAOYSA-N 0.000 description 1
- 235000016213 coffee Nutrition 0.000 description 1
- 235000013353 coffee beverage Nutrition 0.000 description 1
- 235000020057 cognac Nutrition 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000010636 coriander oil Substances 0.000 description 1
- FYTRVXSHONWYNE-UHFFFAOYSA-N delta-octanolide Chemical compound CCCC1CCCC(=O)O1 FYTRVXSHONWYNE-UHFFFAOYSA-N 0.000 description 1
- 235000005911 diet Nutrition 0.000 description 1
- 230000000378 dietary effect Effects 0.000 description 1
- 239000001813 ethyl (2R)-2-methylbutanoate Substances 0.000 description 1
- 229940090910 ethyl 2-methylbutyrate Drugs 0.000 description 1
- 229940116333 ethyl lactate Drugs 0.000 description 1
- 229940093503 ethyl maltol Drugs 0.000 description 1
- LVGKNOAMLMIIKO-QXMHVHEDSA-N ethyl oleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCC LVGKNOAMLMIIKO-QXMHVHEDSA-N 0.000 description 1
- 229940093471 ethyl oleate Drugs 0.000 description 1
- 229940067592 ethyl palmitate Drugs 0.000 description 1
- 229940073505 ethyl vanillin Drugs 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- IFYYFLINQYPWGJ-VIFPVBQESA-N gamma-Decalactone Natural products CCCCCC[C@H]1CCC(=O)O1 IFYYFLINQYPWGJ-VIFPVBQESA-N 0.000 description 1
- OALYTRUKMRCXNH-QMMMGPOBSA-N gamma-Nonalactone Natural products CCCCC[C@H]1CCC(=O)O1 OALYTRUKMRCXNH-QMMMGPOBSA-N 0.000 description 1
- PHXATPHONSXBIL-JTQLQIEISA-N gamma-Undecalactone Natural products CCCCCCC[C@H]1CCC(=O)O1 PHXATPHONSXBIL-JTQLQIEISA-N 0.000 description 1
- JBFHTYHTHYHCDJ-UHFFFAOYSA-N gamma-caprolactone Chemical compound CCC1CCC(=O)O1 JBFHTYHTHYHCDJ-UHFFFAOYSA-N 0.000 description 1
- 229940020436 gamma-undecalactone Drugs 0.000 description 1
- 239000000216 gellan gum Substances 0.000 description 1
- 235000010492 gellan gum Nutrition 0.000 description 1
- 239000003349 gelling agent Substances 0.000 description 1
- HIGQPQRQIQDZMP-UHFFFAOYSA-N geranil acetate Natural products CC(C)=CCCC(C)=CCOC(C)=O HIGQPQRQIQDZMP-UHFFFAOYSA-N 0.000 description 1
- 229940113087 geraniol Drugs 0.000 description 1
- HIGQPQRQIQDZMP-DHZHZOJOSA-N geranyl acetate Chemical compound CC(C)=CCC\C(C)=C\COC(C)=O HIGQPQRQIQDZMP-DHZHZOJOSA-N 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 235000019674 grape juice Nutrition 0.000 description 1
- 229960001867 guaiacol Drugs 0.000 description 1
- 235000019382 gum benzoic Nutrition 0.000 description 1
- UFLHIIWVXFIJGU-UHFFFAOYSA-N hex-3-en-1-ol Natural products CCC=CCCO UFLHIIWVXFIJGU-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 244000023249 iris florentino Species 0.000 description 1
- GJRQTCIYDGXPES-UHFFFAOYSA-N iso-butyl acetate Natural products CC(C)COC(C)=O GJRQTCIYDGXPES-UHFFFAOYSA-N 0.000 description 1
- 229940117955 isoamyl acetate Drugs 0.000 description 1
- 229940094941 isoamyl butyrate Drugs 0.000 description 1
- FGKJLKRYENPLQH-UHFFFAOYSA-M isocaproate Chemical compound CC(C)CCC([O-])=O FGKJLKRYENPLQH-UHFFFAOYSA-M 0.000 description 1
- OQAGVSWESNCJJT-UHFFFAOYSA-N isovaleric acid methyl ester Natural products COC(=O)CC(C)C OQAGVSWESNCJJT-UHFFFAOYSA-N 0.000 description 1
- 239000001475 levisticum officinale koch root oil Substances 0.000 description 1
- 229940069445 licorice extract Drugs 0.000 description 1
- 229930007744 linalool Natural products 0.000 description 1
- UWKAYLJWKGQEPM-UHFFFAOYSA-N linalool acetate Natural products CC(C)=CCCC(C)(C=C)OC(C)=O UWKAYLJWKGQEPM-UHFFFAOYSA-N 0.000 description 1
- 229940043353 maltol Drugs 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000001525 mentha piperita l. herb oil Substances 0.000 description 1
- 239000001683 mentha spicata herb oil Substances 0.000 description 1
- 229930007503 menthone Natural products 0.000 description 1
- 229940102398 methyl anthranilate Drugs 0.000 description 1
- WBYWAXJHAXSJNI-UHFFFAOYSA-N methyl p-hydroxycinnamate Natural products OC(=O)C=CC1=CC=CC=C1 WBYWAXJHAXSJNI-UHFFFAOYSA-N 0.000 description 1
- 229960001047 methyl salicylate Drugs 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 239000001627 myristica fragrans houtt. fruit oil Substances 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- YKYONYBAUNKHLG-UHFFFAOYSA-N n-Propyl acetate Natural products CCCOC(C)=O YKYONYBAUNKHLG-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N n-hexanoic acid Natural products CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- WASNIKZYIWZQIP-AWEZNQCLSA-N nerolidol Natural products CC(=CCCC(=CCC[C@@H](O)C=C)C)C WASNIKZYIWZQIP-AWEZNQCLSA-N 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- LOKPJYNMYCVCRM-UHFFFAOYSA-N omega-pentadecalactone Natural products O=C1CCCCCCCCCCCCCCCO1 LOKPJYNMYCVCRM-UHFFFAOYSA-N 0.000 description 1
- 239000010502 orange oil Substances 0.000 description 1
- ZRSNZINYAWTAHE-UHFFFAOYSA-N p-methoxybenzaldehyde Chemical compound COC1=CC=C(C=O)C=C1 ZRSNZINYAWTAHE-UHFFFAOYSA-N 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920001277 pectin Polymers 0.000 description 1
- 239000001814 pectin Substances 0.000 description 1
- 235000010987 pectin Nutrition 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 235000019477 peppermint oil Nutrition 0.000 description 1
- 235000011197 perejil Nutrition 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229940081310 piperonal Drugs 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920006306 polyurethane fiber Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 229940090181 propyl acetate Drugs 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229940107700 pyruvic acid Drugs 0.000 description 1
- NJGBTKGETPDVIK-UHFFFAOYSA-N raspberry ketone Chemical compound CC(=O)CCC1=CC=C(O)C=C1 NJGBTKGETPDVIK-UHFFFAOYSA-N 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000010666 rose oil Substances 0.000 description 1
- 235000019719 rose oil Nutrition 0.000 description 1
- 235000013533 rum Nutrition 0.000 description 1
- 229940112950 sage extract Drugs 0.000 description 1
- 239000010670 sage oil Substances 0.000 description 1
- 239000010671 sandalwood oil Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- VQTLGLGPQXZERV-UHFFFAOYSA-M sodium;4-hydroxyundecanoate Chemical compound [Na+].CCCCCCCC(O)CCC([O-])=O VQTLGLGPQXZERV-UHFFFAOYSA-M 0.000 description 1
- UNYNVICDCJHOPO-UHFFFAOYSA-N sotolone Chemical compound CC1OC(=O)C(O)=C1C UNYNVICDCJHOPO-UHFFFAOYSA-N 0.000 description 1
- 235000019721 spearmint oil Nutrition 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000010676 star anise oil Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 239000006188 syrup Substances 0.000 description 1
- 235000020357 syrup Nutrition 0.000 description 1
- PINIEAOMWQJGBW-FYZOBXCZSA-N tenofovir hydrate Chemical compound O.N1=CN=C2N(C[C@@H](C)OCP(O)(O)=O)C=NC2=C1N PINIEAOMWQJGBW-FYZOBXCZSA-N 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 239000010678 thyme oil Substances 0.000 description 1
- 239000001585 thymus vulgaris Substances 0.000 description 1
- 229940098465 tincture Drugs 0.000 description 1
- RUVINXPYWBROJD-ONEGZZNKSA-N trans-anethole Chemical compound COC1=CC=C(\C=C\C)C=C1 RUVINXPYWBROJD-ONEGZZNKSA-N 0.000 description 1
- 239000001917 trigonella foenum graecum l. absolute Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- NQPDZGIKBAWPEJ-UHFFFAOYSA-N valeric acid Chemical compound CCCCC(O)=O NQPDZGIKBAWPEJ-UHFFFAOYSA-N 0.000 description 1
- MWOOGOJBHIARFG-UHFFFAOYSA-N vanillin Chemical compound COC1=CC(C=O)=CC=C1O MWOOGOJBHIARFG-UHFFFAOYSA-N 0.000 description 1
- FGQOOHJZONJGDT-UHFFFAOYSA-N vanillin Natural products COC1=CC(O)=CC(C=O)=C1 FGQOOHJZONJGDT-UHFFFAOYSA-N 0.000 description 1
- 235000012141 vanillin Nutrition 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- 239000001846 viola odorata l. leaf absolute Substances 0.000 description 1
- KPQMCAKZRXOZLB-AATRIKPKSA-N vomifoliol Chemical compound CC(O)\C=C\C1(O)C(C)=CC(=O)CC1(C)C KPQMCAKZRXOZLB-AATRIKPKSA-N 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- UHVMMEOXYDMDKI-JKYCWFKZSA-L zinc;1-(5-cyanopyridin-2-yl)-3-[(1s,2s)-2-(6-fluoro-2-hydroxy-3-propanoylphenyl)cyclopropyl]urea;diacetate Chemical compound [Zn+2].CC([O-])=O.CC([O-])=O.CCC(=O)C1=CC=C(F)C([C@H]2[C@H](C2)NC(=O)NC=2N=CC(=CC=2)C#N)=C1O UHVMMEOXYDMDKI-JKYCWFKZSA-L 0.000 description 1
- OENHQHLEOONYIE-JLTXGRSLSA-N β-Carotene Chemical compound CC=1CCCC(C)(C)C=1\C=C\C(\C)=C\C=C\C(\C)=C\C=C\C=C(/C)\C=C\C=C(/C)\C=C\C1=C(C)CCCC1(C)C OENHQHLEOONYIE-JLTXGRSLSA-N 0.000 description 1
Images









Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/04—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres having existing or potential cohesive properties, e.g. natural fibres, prestretched or fibrillated artificial fibres
- D04H1/26—Wood pulp
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/587—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives characterised by the bonding agents used
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
Abstract
Description
態様1
吸口端とは反対の先端部にキャップ部材、およびその下流に香味源充填物を備える香味源含有ロッドであって、
前記キャップ部材が天然繊維含有シートを含み、当該シートはその主面が前記香味源含有ロッドの長手方向に略平行であるように配置されている、香味源含有ロッド。
態様2
前記シートが乾式不織布または湿式不織布を含む、態様1に記載の香味源含有ロッド。
態様3
前記キャップ部材が、ラッパーを備え、当該ラッパー内に前記シートが充填されている、態様1または2に記載の香味源含有ロッド。
態様4
前記シートが乾式不織布であり、下記方法で算出される、前記ラッパー内部に充填された前記乾式不織布の圧縮率(A)が20%以上100%未満である、態様3に記載の香味源含有ロッド。
〔圧縮率(A)の算出方法〕
断面積(A1):前記キャップ部材のラッパーを取り外し、乾式不織布を取り出して測定される、キャップ部材の軸方向に垂直な面における当該乾式不織布の断面積
断面積(A2):前記キャップ部材の軸方向に垂直な面における、キャップ部材の内部の断面積 圧縮率(A)(%)=(断面積(A2)/断面積(A1))×100
態様5
前記シートが乾式不織布であり、当該乾式不織布が複数枚重ねられ、S字状形状に折りたたまれた状態で圧縮して前記ラッパー内部に充填されている、態様3または4に記載の香味源含有ロッド。
態様6
前記シートが、ギャザー加工が施された乾式不織布であり、
当該加工された1枚の乾式不織布が折たたまれて、または当該加工された複数枚の乾式不織布が重ねられ折たたまれて前記ラッパー内部に充填されており、かつ前記ギャザー加工によって設けられた稜線が前記前記キャップ部材の軸方向に略平行である、態様3または4に記載の香味源含有ロッド。
態様7
前記キャップ部材の軸方向端面において、前記乾式不織布間に間隙が視認されない、態様2~6のいずれかに記載の香味源含有ロッド。
態様8
前記シートが湿式不織布であり、下記方法で算出される、前記ラッパー内部に充填された前記湿式不織布の体積占有率(X)が10%以上60%未満である、態様2または3に記載の香味源含有ロッド。
〔体積占有率(X)の算出方法〕
断面積(X1):前記キャップ部材の軸方向に垂直な断面における湿式不織布の総面積
断面積(X2):前記キャップ部材の軸方向に垂直な断面におけるキャップ部材内部の断面積
体積占有率(X)(%)=(断面積(X1)/断面積(X2))×100
態様9
前記シートが、ギャザー加工が施された湿式不織布であり、
当該加工された1枚の乾式不織布が折たたまれて前記ラッパー内部に充填されており、かつ前記ギャザー加工によって設けられた稜線が前記キャップ部材の軸方向に略平行である、態様2、3、または8に記載の香味源含有ロッド。
態様10
前記天然繊維が、絹、毛、綿、麻、および植物パルプからなる群から選択される少なくとも一種の繊維である、態様1~9のいずれかに記載の香味源含有ロッド。
態様11
前記天然繊維が植物パルプである、態様10に記載の香味源含有ロッド。
態様12
前記キャップ部材の通気抵抗が2~30mmH2Oである、態様1~11のいずれかに記載の香味源含有ロッド。
態様13
前記香味源充填物の下流端に、さらに前記キャップ部材を備える、態様1~12のいずれかに記載の香味源含有ロッド。
態様14
前記香味源充填物が、たばこ刻、たばこシート、またはたばこ顆粒を含む、態様1~13のいずれかに記載の香味源含有ロッド。
態様15
前記香味源充填物が、非たばこ植物由来の材料を含む、態様1~14のいずれかに記載の香味源含有ロッド。
態様16
前記香味源充填物が、非たばこ植物繊維を原料とする多孔性材料を含む、態様1~15のいずれかに記載の香味源含有ロッド。
態様17
前記香味源充填物が、多糖類由来の材料を含む、態様1~16のいずれかに記載の香味源含有ロッド。
態様18
態様1~17のいずれかに記載の香味源含有ロッドを含む、非燃焼加熱型香味吸引器具。 The inventors have found that a cap member with relatively small diameter channels and not containing excessively large diameter channels solves the above problems. That is, the above problems are solved by the present invention described below.
A flavor source-containing rod comprising a cap member at the tip opposite the mouthpiece end and a flavor source filling downstream thereof,
The flavor source-containing rod, wherein the cap member includes a natural fiber-containing sheet, the main surface of which is arranged substantially parallel to the longitudinal direction of the flavor source-containing rod.
3. The flavor source-containing rod according to
Aspect 4
The flavor source-containing rod according to
[Method for calculating compression ratio (A)]
Cross-sectional area (A1): the cross-sectional area of the dry nonwoven fabric in a plane perpendicular to the axial direction of the cap member, measured by removing the wrapper of the cap member and taking out the dry nonwoven fabric Cross-sectional area (A2): the axis of the cap member Cross-sectional area inside the cap member in a plane perpendicular to the direction Compression rate (A) (%) = (cross-sectional area (A2) / cross-sectional area (A1)) x 100
The flavor source-containing rod according to
Aspect 6
The sheet is a dry nonwoven fabric that has been subjected to gather processing,
One processed dry nonwoven fabric is folded, or a plurality of processed dry nonwoven fabrics are stacked and folded to fill the inside of the wrapper and provided by the
The flavor source-containing rod according to any one of
Aspect 8
The flavor according to
[Calculation method of volume occupation ratio (X)]
Cross-sectional area (X1): total area of the wet-laid nonwoven fabric in the cross section perpendicular to the axial direction of the cap member Cross-sectional area (X2): cross-sectional area inside the cap member in the cross section perpendicular to the axial direction of the cap member Volume occupation ratio (X ) (%) = (cross-sectional area (X1)/cross-sectional area (X2)) x 100
Aspect 9
The sheet is a wet-laid nonwoven fabric that has been subjected to gathered processing,
Aspect 10
The flavor source-containing rod according to any one of
11. The flavor source-containing rod of aspect 10, wherein the natural fiber is vegetable pulp.
The flavor source-containing rod according to any one of
The flavor source-containing rod according to any one of
14. The flavor source-containing rod of any of aspects 1-13, wherein the flavor source filling comprises tobacco cuts, tobacco sheets, or tobacco granules.
15. The flavor source-containing rod of any of aspects 1-14, wherein the flavor source fill comprises non-tobacco plant-derived material.
Aspect 16
16. The flavor source-containing rod of any of aspects 1-15, wherein the flavor source filling comprises a porous material made from non-tobacco plant fibers.
17. The flavor source-containing rod of any of aspects 1-16, wherein the flavor source fill comprises a polysaccharide-derived material.
Aspect 18
A non-combustion heating flavor inhalation device comprising the flavor source-containing rod according to any one of
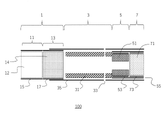
香味源含有ロッドは、吸口端とは反対の先端部にキャップ部材11、およびその下流に香味源充填物13を備える。
(1)キャップ部材
キャップ部材11は天然繊維含有シートを含み、当該シートはその主面が前記香味源含有ロッドの長手方向に略平行であるように配置されている。すなわち、当該シートの主面の法線は香味源含有ロッドの長手方向(軸方向)と直交している。図2に当該態様の概念図を示す。シート主面が前記香味源含有ロッドの長手方向に略平行となるようにシートが配置されることで、適度にチャネルが形成されて優れた使用感および香喫味を得ることができる。さらには、シートが前記のように配置されることでヒーターを容易に挿入できる。キャップ部材11は、ラッパーを備え当該ラッパー内に前記シートが充填されていてもよいし(図2)、ラッパーを用いずにシート同士を接着させるなどして成形することもできる。製造しやすいという観点からは前者の態様が好ましい。 1. Flavor Source Containing Rod The flavor source containing rod comprises a
(1) Cap member The
天然繊維含有シート12は、比較的小さい直径のチャネルを備え、過度に大きい径のチャネルを含有しないキャップ部材を構成できるシートであることが好ましい。具体的に、天然繊維含有シート12は織布、不織布、あるいはポリマーマトリックスと前記繊維を含むシートであってよい。織布とは、コットンやシルク等の繊維を糸に加工して、布を織ったものである。織布の厚さは好ましくは0.5~1.5mmである。不織布は繊維を織らずに接着または絡み合わせてシート状にしたものである。不織布は、液体媒体に分散させた繊維から製造される湿式不織布(wet-laid nonwoven fabric)と、液体媒体を用いずに製造された乾式不織布(dry-laid nonwoven fabric)とに大別される。湿式不織布は例えば紙であり、その厚さは0.03~0.50mmであることができる。乾式不織布の厚さは0.5~1.5mmであることができる。織布、湿式不織布、および乾式不織布ともに、天然繊維を含むが、これ以外に半合成繊維または合成繊維、あるいは液体もしくは固体の添加物を含むことができる。 (1-1) Sheet The natural fiber-containing
[乾式不織布]
乾式不織布は、圧縮してラッパー内に充填されることに適している。よって本態様においては、特に前記不織布12が複数枚重ねられてS字状形状に折りたたまれた状態で圧縮されて前記ラッパー15内部に充填されているか(図2A(1))、一枚の不織布12が折りたたまれた状態で圧縮して前記ラッパー15内部に充填されているか、または不織布12が複数枚重ねられて圧縮されて前記ラッパー15内部に充填されていること(図2A(2))が好ましい。外観上、キャップ部材11の軸方向から見た端面において、前記折たたまれた不織布間に間隙が視認されないことが好ましい。外観が良好となるからである。また、このように充填されたキャップ部材11は、不織布間の隙間を複数有するので、ヒーターを容易に挿入できるという利点もある。 In the present invention, the
[Dry non-woven fabric]
Dry-laid nonwovens are suitable for being compressed and packed into wrappers. Therefore, in this embodiment, in particular, a plurality of the
〔圧縮率(A)の算出方法〕
断面積(A1):前記キャップ部材のラッパーを取り外し、乾式不織布を取り出して測定される、キャップ部材の軸方向に垂直な面における当該乾式不織布の断面積
断面積(A2):前記キャップ部材の軸方向に垂直な面における、キャップ部材の内部の断面積 圧縮率(A)(%)=(断面積(A2)/断面積(A1))×100 When a plurality of
[Method for calculating compression ratio (A)]
Cross-sectional area (A1): the cross-sectional area of the dry nonwoven fabric in a plane perpendicular to the axial direction of the cap member, measured by removing the wrapper of the cap member and taking out the dry nonwoven fabric Cross-sectional area (A2): the axis of the cap member Cross-sectional area inside the cap member in a plane perpendicular to the direction Compression rate (A) (%) = (cross-sectional area (A2) / cross-sectional area (A1)) x 100
充填密度(mg/cm3)=W/((b/10)*(((c/10/π/2)2)*π)) The packing density of the
Packing density (mg/cm 3 ) = W/((b/10)*(((c/10/π/2) 2 )*π))
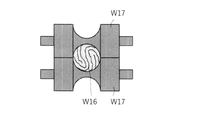
本実施態様では、図2Bまたは図2Cに示すように湿式不織布12がランダムに折りたたまれて、ひだ寄せされた状態でラッパー15内部に充填されていることが好ましい。稜線(折線)はキャップ部材の軸方向に略平行である。より好ましくは、湿式不織布12にはギャザー加工が施され、その稜線がキャップ部材の軸方向に略平行となるようにランダムに折りたたまれて、ラッパー15内部に充填されている。充填された湿式不織布12間に隙間は存在するが、その間隙の大きさは均一であることが好ましい。香味源充填物から揮発した成分がトラップされずに外部に漏れるためデバイスが汚れるという不良を防止できるからである。隙間の大きさは、各隙間を円換算した場合の直径で評価される。 [Wet-laid nonwoven fabric]
In this embodiment, as shown in FIG. 2B or 2C, it is preferable that the wet-laid
断面積(X1):前記キャップ部材の軸方向に垂直な断面における湿式不織布の総面積
断面積(X2):前記キャップ部材の軸方向に垂直な断面におけるキャップ部材内部の断面積
体積占有率(X)(%)=(断面積(X1)/断面積(X2))×100 [Calculation method of volume occupation ratio (X)]
Cross-sectional area (X1): total area of the wet-laid nonwoven fabric in the cross section perpendicular to the axial direction of the cap member Cross-sectional area (X2): cross-sectional area inside the cap member in the cross section perpendicular to the axial direction of the cap member Volume occupation ratio (X ) (%) = (cross-sectional area (X1)/cross-sectional area (X2)) x 100
ラッパー15の材料としては、紙等が挙げられ、坪量が20~120g/m2、厚さが30~150μmのものを用いることができる。20g/m2以上の坪量とすることで筒内部に充填された不織布からの反発力によって伸びて円周が変動してしまうことが生じにくい。ラッパーの通気特性としては特に限定はされないが、例えば、通気度100C.U.以上の高通気度紙や100C.U未満の低通気度紙を用いる態様を挙げることができる。坪量が20~100g/m2、厚さが30~120μmのものを用いることもできる。特に限定されないが、日本製紙パピリア製のLPWS-OLL(通気度1300C.U.、坪量26.5g/m2、厚さ48μm)、P-10000C(通気度10000C.U.、坪量24.0g/m2、厚さ60μm)、S-52-7000(通気度7000C.U.、坪量52.0g/m2、厚さ110μm)、もしくは、普通紙(通気度0C.U.、坪量24g/m2、厚さ32μm)を例示することができる。ラッパーは複数枚であってもよい。 (1-2) Wrapper As a material for the
図1に示すとおり、香味源含有セグメント13は、香味源充填物14をラッパー17で円筒状に巻装したセグメントである。香味源含有セグメントは好ましくは円柱状である。その円周長さはキャップ部材11と同じであることが好ましく、具体的には15~30mmである。その軸方向長さ(紙面水平方向長さ)は、好ましくは6~70mm、より好ましくは10~30mmである。 (2) Flavor Source-Containing Segment As shown in FIG. 1 , the flavor source-containing
香味源充填物14は、香味を発生する材料であり、たばこ材料、非たばこ材料、揮発性香料成分、水を含んでもよい。たばこ材料とはタバコ植物由来の香味を発生する材料であり、非たばこ材料とは香味を発生する材料であってタバコ植物由来でない材料である。たばこ材料を含む香味源充填物を「たばこ充填物」ともいい、非たばこ材料を含む香味源充填物を「非たばこ充填物」ともいう。 (2-1) Flavor Source Filling The flavor source filling 14 is a flavor-generating material, and may include tobacco materials, non-tobacco materials, volatile flavoring ingredients, and water. Tobacco materials are flavor-producing materials derived from tobacco plants, and non-tobacco materials are flavor-producing materials that are not derived from tobacco plants. Flavor source fillings containing tobacco material are also referred to as "tobacco fillings", and flavor source fillings containing non-tobacco materials are also referred to as "non-tobacco fillings".
たばこ充填物として用いるたばこの大きさやその調製法は限定されない。例えば、たばこ刻、たばこシート、またはたばこ顆粒を使用できる。たばこ刻としては、乾燥したたばこ葉を、幅0.8~1.2mmに刻んだものを用いてもよい。前記幅に刻んだ場合、刻の長さは、おおよそ5~20mm程度となる。また、乾燥したたばこ葉を平均粒径が20~200μm程度になるように粉砕して均一化したものをシート加工し、それを幅0.8~1.2mm、長さ2~4mm程度に刻んだものを用いてもよい。さらに、上記のシート加工したものについて刻まずにギャザー加工したものを充填物として用いてもよい。また、円筒状に成型した複数のシートを同心円状に配置してもよい。乾燥したたばこ葉を刻んで使用する場合であっても、粉砕して均一化したシートとして用いる場合でも、香味源充填物14に含まれるたばこの種類は、様々なものを用いることができる。黄色種、バーレー種、オリエント種、在来種、および、その他のニコチアナ・タバカム系品種やニコチアナ・ルスチカ系品種を、目的とする味となるように適宜ブレンドして用いることができる。前記たばこの品種の詳細は、「たばこの事典、たばこ総合研究センター、2009.3.31」に詳細が開示されている。 [Tobacco filling]
There are no restrictions on the size of the tobacco used as the tobacco filling or the preparation method thereof. For example, tobacco shreds, tobacco sheets, or tobacco granules can be used. As the cut tobacco, dried tobacco leaves cut into pieces having a width of 0.8 to 1.2 mm may be used. When it is chopped to the above width, the chopped length is about 5 to 20 mm. Also, the dried tobacco leaves are pulverized to have an average particle diameter of about 20 to 200 μm, and the homogenized product is processed into a sheet, which is cut into a width of about 0.8 to 1.2 mm and a length of about 2 to 4 mm. You can use anything else. Furthermore, the above-mentioned sheet-processed material may be gathered without being chopped and used as the filling material. Alternatively, a plurality of cylindrically shaped sheets may be arranged concentrically. Various types of tobacco can be used in the flavor source filling 14, whether dried tobacco leaves are chopped or pulverized and used as a uniform sheet. Yellow variety, burley variety, orient variety, native variety, and other Nicotiana tabacum and Nicotiana rustica varieties can be blended as appropriate to obtain the desired taste. Details of the tobacco varieties are disclosed in "Tobacco Encyclopedia, Tobacco Research Center, March 31, 2009".
非たばこ充填物として、非たばこ植物由来の材料を用いることができる。非たばこ植物由来としては、ハーブ植物(ミント、バジル、タイム、パクチー、ローズマリー、パセリ、フェンネル、レモングラス、またはシナモン等)または茶葉等の芳香性を有する植物が挙げられる。また、当該植物は、「天然香料基原物質リスト」(平成22年消食表第337号別添2)の中から選択されてもよい。これらの植物を乾燥し、幅0.5~1.5mm程度にカットし、長さ5~20mm程度の刻形状にして、円柱状のラッパー内にランダムに配向させて充填することができる。または刻の長手方向が香味源含有セグメントの軸方向に略平行となるように、当該刻をラッパー内に充填してもよい。目標とする味香に合わせて植物種類を複数ブレンドしてもよい。 [Non-tobacco filling]
Non-tobacco plant-derived materials can be used as non-tobacco fillers. Non-tobacco plant-derived substances include herbal plants (mint, basil, thyme, cilantro, rosemary, parsley, fennel, lemongrass, cinnamon, etc.) or fragrant plants such as tea leaves. In addition, the plant may be selected from the list of "Natural Fragrance Source Substances" (2010 Dietary Table No. 337, Attachment 2). These plants can be dried, cut into widths of about 0.5 to 1.5 mm, chopped into lengths of about 5 to 20 mm, and packed in cylindrical wrappers in a randomly oriented manner. Alternatively, the minced meat may be packed in the wrapper such that the longitudinal direction of the minced meat is substantially parallel to the axial direction of the flavor source-containing segment. A plurality of plant types may be blended according to the target flavor and aroma.
香味源充填物14はラッパー17で巻装される。ラッパー17は、前述のラッパー15と同じものを使用できる。充填物が多くの水分やエアロゾル生成基材を含んでいる場合は、それら液体がしみこんだ際にラッパーの強度が低下しないことが望ましい。強度低下を防止する観点からは、前述のラッパー15と同じもの以外に、紙と金属箔とを貼り合わせたもの、紙とポリマーフィルムとを貼り合わせたもの等が好ましい。 (2-2) Wrapper The flavor source filling 14 is wrapped with a
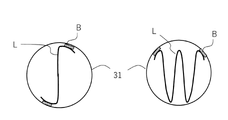
第1マウスピースセグメント3は、香味源含有ロッド1の下流に位置する。第1マウスピースセグメント3は、筒状部材31で構成され、好ましくは紙管31で構成される。紙としては公知のものを使用でき、その厚さは好ましくは200~1000μmである。第1マウスピースセグメント3は、マウスピースライニングペーパー35によって香味源含有ロッド1と接続される。マウスピースライニングペーパー35と筒状部材31には、両者を貫通する穿孔33が設けられている。穿孔33の存在により、吸引時に外気が当該セグメント3内に導入される。これにより、香味源含有セグメント13が加熱されることで生成したエアロゾル気化成分が外気と接触し、その温度が低下するため液化し、エアロゾルが形成される。したがって第1マウスピースセグメント3は冷却セグメントの機能を有する。穿孔33の径(差し渡し長さ)は特に限定されないが、例えば0.5~1.5mmであることができる。穿孔33の数は特に限定されず、1つでも2つ以上でもよい。例えば穿孔33は第1マウスピースセグメント3の周上に複数設けられていてもよい。 2. First Mouthpiece Segment The
第2マウスピースセグメント5は、第1マウスピースセグメント3の下流に位置する。第2マウスピースセグメント5は、香味吸引器具の強度を高める機能を有する。具体的に、第2マウスピースセグメント5は、酢酸セルロース繊維を高密度で充填してなる充填層と、中央部分に設けられた中空部からなるセンターホールセグメント51で構成され、インナープラグラッパー53で包装されている。センターホールセグメント51は、酢酸セルロース繊維に、トリアセチンを含む可塑剤が酢酸セルロース重量に対して6~20重量%添加されて硬化された、内径φ5.0~φ1.0mmのロッドであることができる。充填層は繊維の充填密度が高いため、吸引時は空気やエアロゾルは中空部のみを流れることになり、充填層内はほとんど流れない。また、充填層内に揮発性香料を含ませることもできる。こうすることで、中空部を流れる空気やエアロゾルに揮発性香料を含ませることが可能となる。 3. Second Mouthpiece Segment The
第3マウスピースセグメント7は、第2マウスピースセグメント5の下流に位置する。第3マウスピースセグメント7は、中実部材であり、フィルターとしての機能を有する。第3マウスピースセグメント7は、中実な酢酸セルロース繊維充填層からなるフィルターセグメント71で構成され、インナープラグラッパー73で包装されている。第2マウスピースセグメント5と第3マウスピースセグメント7とはアウタープラグラッパー55で接続されている。第3マウスピースセグメント7を備える非燃焼加熱型香味吸引器具は、吸い口端まで繊維充填層が存在するので、通常のシガレットと同様の外観特徴を有する。 4. Third Mouthpiece Segment The
香味源含有ロッド1と、第1マウスピースセグメント3、第2マウスピースセグメント5、および第3マウスピースセグメント7が接続されて非燃焼加熱型香味吸引器具100となる。これらはマウスピースライニングペーパー35で接続されている。これらの接続は、例えばマウスピースライニングペーパー35の内側面に酢酸ビニル系糊等の糊を塗り、前記セグメントを巻くことで接続することができる。 5. Non-Combustion Heating Flavor Inhaler A non-combustion
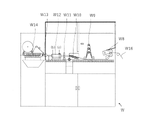
本実施態様にかかるキャップ部材11の製造方法は、好ましくは、天然繊維を含む不織布を圧縮し、ラッパー内に充填する工程(以下、不織布充填工程ともいう。)を含む。また、前記方法は、不織布充填工程の前に、カーディング方式またはエアレイド方式の乾式法、湿式法、スパンボンド法、あるいはメルトブロー法により不織布を形成する工程(以下、不織布形成工程ともいう。)をさらに含むことが好ましい。当該前記方法によれば、本実施態様のキャップ部材11を簡易にかつ効率よく製造することができる。以下、各工程について、乾式不織布を形成する場合と、湿式不織布を形成する場合を例として説明する。 6. Method for
(1)不織布形成工程
本工程では、カーディング方式またはエアレイド方式の乾式法、湿式法、スパンボンド法、あるいはメルトブロー法により不織布を形成する。不織布の形成において、天然繊維を含む繊維の結合は、サーマルボンド法、ケミカルボンド法、ニードルパンチ法、スパンレース法(水流絡合法)、ステッチボンド法、またはスチームジェット法により行うことができる。 [When forming a dry nonwoven fabric]
(1) Nonwoven Fabric Forming Step In this step, a nonwoven fabric is formed by a carding or airlaid dry method, wet method, spunbond method, or melt blow method. In forming nonwoven fabrics, the bonding of fibers, including natural fibers, can be accomplished by thermal bonding, chemical bonding, needle punching, spunlacing (hydroentangling), stitchbonding, or steam jetting.
本工程では、天然繊維を含む乾式不織布を圧縮し、ラッパー内に充填する。本工程は、シート状の不織布を複数枚重ねる工程と、重ねられた不織布をS字状形状に折りたたむ工程と、S字状形状に折りたたまれた不織布を圧縮し、ラッパー内に充填する工程と、を含むことが好ましい。 (2) Nonwoven fabric filling step In this step, a dry nonwoven fabric containing natural fibers is compressed and filled into a wrapper. This step includes a step of stacking a plurality of sheet-shaped nonwoven fabrics, a step of folding the stacked nonwoven fabrics into an S-shaped shape, a step of compressing the folded non-woven fabric into an S-shaped shape, and filling a wrapper with the nonwoven fabric, is preferably included.
〔圧縮率(B)の算出方法〕
断面積(B1):キャップ部材11の軸方向に垂直な面における、圧縮直前の前記不織布の断面積
断面積(B2):キャップ部材11の軸方向に垂直な面における、不織布部分の断面積
圧縮率(B)(%)=(断面積(B2)/断面積(B1))×100 When compressing the nonwoven fabric, the compression ratio (B) calculated by the method described below is preferably 20% or more and less than 100%, more preferably 20 to 60%, and even more preferably 25 to 40%. When the compressibility (B) is 20% or more and less than 100%, the compressibility (A) of the obtained
[Method for calculating compression ratio (B)]
Cross-sectional area (B1): Cross-sectional area of the nonwoven fabric just before compression on the plane perpendicular to the axial direction of the
キャップ部材11はマウスピースライニングペーパー35で香味源含有セグメント14の先端に固定される(図1B参照)。または、キャップ部材11はアウターラッパー34で香味源含有セグメントと接続された後に、マウスピースライニングペーパー35でマウスピースセグメントと接続される(図1C参照)。 (3) Connecting Step The
(1)不織布形成工程
本態様においては、湿式不織布として紙を形成することが好ましい。紙は、公知の方法で製造でき、例えば、丸網抄紙機、単網抄紙機、長網抄紙機、インクラインドワイヤー抄紙機等の一般的な抄紙機を用いて、漂白されたまたは未漂白の木材パルプを主原料として紙を製造できる。紙は、通気度が100CU未満である低通気度紙でもよいし、100CU以上である高通気度紙でもよい、木材パルプ以外に、木材以外の天然繊維を配合してもよいし、紙の強度を担保するため少量の化学合成繊維を配合してもよい。 [When forming a wet-laid nonwoven fabric]
(1) Nonwoven fabric forming step In this aspect, it is preferable to form paper as a wet nonwoven fabric. The paper can be manufactured by known methods, for example, using a common paper machine such as a cylinder paper machine, a single wire paper machine, a fourdrinier paper machine, an inclined wire paper machine, etc., bleached or unbleached. Paper can be manufactured using wood pulp as the main raw material. The paper may be low air permeability paper with an air permeability of less than 100 CU, or high air permeability paper with an air permeability of 100 CU or more. In addition to wood pulp, natural fibers other than wood may be blended. A small amount of chemical synthetic fiber may be blended to ensure
本工程において前記湿式不織布にギャザー加工を施し、当該加工された1枚の乾式不織布を折たたんで前記ラッパー内部に充填することができる(図2C参照)。ギャザー加工によって設けられた稜線は前記キャップ部材の軸方向と略平行である。この後の接続工程は前述のとおりである。 (2) Non-woven fabric filling step In this step, the wet non-woven fabric is gathered, and the processed dry non-woven fabric can be folded and filled inside the wrapper (see FIG. 2C). The ridgeline provided by the gathering process is substantially parallel to the axial direction of the cap member. The subsequent connection process is as described above.
非燃焼加熱型香味吸引システムは、非燃焼加熱型香味吸引器具と、加熱する加熱装置と、を備えることが好ましく、他の構成を有していてもよい。 7. Non-Combustion Heating Flavor Inhalation System The non-combustion heating flavor inhalation system preferably comprises a non-combustion heating flavor inhalation device and a heating device, and may have other configurations.
(1)不織布の製造
エアレイド方式の乾式法により不織布を製造した。具体的には、まず原料となる木材パルプを粗砕機および解繊機で単繊維化した後、ウエブ形成装置からパルプを無端金網の吸収面上に落下させ、ウエブを形成ししつ移送した。このウエブにポリビニルアルコールおよびポリ酢酸ビニルアクリルコポリマーを含むバインダー溶液を噴霧し、乾燥し、さらに前記バインダー溶液を噴霧し乾燥して、幅240cmの不織布を得た(ケミカルボンド法)。得られた不織布を巻取装置で巻き取りジャンボロールとした。ジャンボロールから不織布を繰り出して幅13cmにスリット加工し、巻き取った。キャップ部材AからFについては、原料となる木材パルプとして、粗度が0.22mg/mである木材パルプ(Weyerhaueser社製、品名:NB416)を用いた。キャップ部材GからLについては、原料となる木材パルプとして、粗度が0.18mg/mである木材パルプ(UPMRaumacell社製、品名:バイオブライト)を用いた。キャップ部材AからLに使用された不織布の坪量は適宜調整した。 [Example 1] Production of cap members A to L (1) Production of nonwoven fabric A nonwoven fabric was produced by an air-laid dry method. Specifically, wood pulp as a raw material was first made into single fibers by a coarse crusher and a fibrillator, and then the pulp was dropped from a web forming device onto the absorbing surface of an endless wire mesh to form a web and transported. This web was sprayed with a binder solution containing polyvinyl alcohol and polyvinyl acetate acrylic copolymer, dried, and further sprayed with the binder solution and dried to obtain a nonwoven fabric with a width of 240 cm (chemical bond method). The obtained nonwoven fabric was taken up by a take-up device to form a jumbo roll. A nonwoven fabric was unwound from a jumbo roll, slit to a width of 13 cm, and wound up. For the cap members A to F, a wood pulp having a roughness of 0.22 mg/m (manufactured by Weyerhaueser, product name: NB416) was used as the raw wood pulp. For the cap members G to L, a wood pulp having a roughness of 0.18 mg/m (manufactured by UPMRaumacell, product name: Biobright) was used as the raw material wood pulp. The basis weights of the nonwoven fabrics used for the cap members A to L were appropriately adjusted.
キャップ部材を、たばこ用フィルター製造装置を用いて製造した。すなわち、(1)に記載の方法で製造された不織布を、スリッターで4枚に切り裂き、4枚を重ねて切り口がS字状の円筒状に圧縮して成形した。次に、円筒状の不織布をラッパー(日本製紙パピリア製のLPWS-OLL(通気度1300C.U.、坪量26.5g/m2、厚さ48μm))で包み、ラップ部を糊付けした後に、フィルター製造装置で設定されている所定の長さにカッターで切断してキャップ部材前駆体を得た。不織布はスリット前の幅が130mmであり、これが等間隔で4枚にスリットされることで1枚の幅が32mmとなる。スリット時にわずかにロスが発生した。このようにして、表1に示されるキャップ部材前駆体を作製した。当該前駆体の軸方向の長さは27.0mm、円周は24.1mmであった。当該前駆体のすべてにおいて、幅32mm×長さ27mmの不織布が4枚ずつ充填されていた。当該前駆体を軸方向長さが8mmとなるように切断してキャップ部材を得た。キャップ部材の物性を下表に示す。 (2) Manufacture of Cap Member Precursor A cap member was manufactured using a cigarette filter manufacturing apparatus. That is, the nonwoven fabric produced by the method described in (1) was cut into four pieces with a slitter, and the four pieces were piled up and compressed into a cylindrical shape with an S-shaped cut end. Next, the cylindrical non-woven fabric was wrapped with a wrapper (LPWS-OLL manufactured by Nippon Paper Papyria (air permeability 1300 CU, basis weight 26.5 g/m 2 , thickness 48 μm)), and after gluing the wrap, A cap member precursor was obtained by cutting with a cutter into a predetermined length set in the filter manufacturing apparatus. The width of the nonwoven fabric before slitting is 130 mm, and the width of one sheet is 32 mm by slitting the nonwoven fabric into four sheets at equal intervals. A slight loss occurred during slitting. Thus, cap member precursors shown in Table 1 were produced. The precursor had an axial length of 27.0 mm and a circumference of 24.1 mm. All of the precursors were filled with 4 non-woven fabrics each having a width of 32 mm and a length of 27 mm. The precursor was cut to have an axial length of 8 mm to obtain a cap member. The physical properties of the cap member are shown in the table below.

(1)湿式不織布(紙)
以下の紙を準備した。
1)デルフォート社製:名称 Brown 205232、坪量33[g/m2]、厚さ50[μm]、通気度0[CORESTA]、色 茶色
2)デルフォート社製:名称 BCPW 10003728、坪量35[g/m2]、厚さ37[μm]、通気度0[CORESTA]、色 白色
3)グラッツ社製:名称 Stiff PW 8969、坪量82[g/m2]、厚さ100[μm]、通気度0[CORESTA]、色 白色
4)グラッツ社製:名称 Stiff PW 8993、坪量100[g/m2]、厚さ125[μm]、通気度0[CORESTA]、色 白色
5)日本製紙社製:名称 特厚白色グラシン、坪量40[g/m2]、厚さ37[μm]、通気度0[CORESTA]、色 白色 [Example 2] Production of cap member (1) Wet-laid nonwoven fabric (paper)
Prepare the following papers.
1) Delfort: name Brown 205232, basis weight 33 [g/m 2 ], thickness 50 [μm], air permeability 0 [CORESTA], color brown 2) Delfort: name BCPW 10003728, basis weight 35 [g/m 2 ], thickness 37 [μm], air permeability 0 [CORESTA], color white 3) Made by Glatz: name Stiff PW 8969, basis weight 82 [g/m 2 ], thickness 100 [μm ], air permeability 0 [CORESTA], color white 4) Made by Glatz: name Stiff PW 8993, basis weight 100 [g/m 2 ], thickness 125 [μm], air permeability 0 [CORESTA], color white 5) Made by Nippon Paper Industries Co., Ltd.: Name Extra-thick white glassine, Basis weight 40 [g/m 2 ], Thickness 37 [μm], Air permeability 0 [CORESTA], Color White
フィルター巻上機(三條機械製作所製FR4-PF)を用いて、前記紙に縦目スジ付け加工を施した後に、ラッパーで巻上げてキャップ部材を製造した。スジ付け加工の条件は以下の通りであった。
縦目スジ付線のピッチ:1mm間隔
縦目スジ付け線のクレーピング深さ(スジ付け雄雌金属ロールの噛みこみ深さ):0.15~0.20mm
ラッパーとしてミカエル社製プラグラップ(通気度0[CORESTA]、坪量36[g/m2]、厚さ43[μm]、紙幅24.3mm)を用いた。キャップ部材の仕上がりサイズは、円周が22.0mm、長さが8mmであった。
充填状態は以下のとおりであった。
1)幅180mm、体積占有率24%、2.5mmH2O
2)幅200mm、体積占有率20%、2.5mmH2O
3)幅80mm、体積占有率27%、3.5mmH2O
4)幅100mm、体積占有率27%、3.5mmH2O
5)幅180mm、体積占有率24%、2.5mmH2O (2) Forming and Production of Cap Member Using a filter winding machine (FR4-PF manufactured by Sanjo Kikai Seisakusho Co., Ltd.), the paper was subjected to a process of forming vertical lines, and then wound up with a wrapper to produce a cap member. The conditions for streaking were as follows.
Pitch of vertical stripes: 1 mm intervals Creping depth of vertical stripes (biting depth of male and female metal rolls with stripes): 0.15 to 0.20 mm
As a wrapper, a plug wrap manufactured by Michael Co. (air permeability of 0 [CORESTA], basis weight of 36 [g/m 2 ], thickness of 43 [μm], paper width of 24.3 mm) was used. The finished size of the cap member was 22.0 mm in circumference and 8 mm in length.
The filling conditions were as follows.
1) Width 180 mm, volume occupation ratio 24%, 2.5 mm H2O
2) Width 200 mm, volume occupation ratio 20%, 2.5 mm H2O
3) Width 80 mm, volume occupation ratio 27%, 3.5 mm H2O
4)
5) Width 180 mm, volume occupation ratio 24%, 2.5 mm H2O
1 香味源含有ロッド
3 第1マウスピースセグメント
5 第2マウスピースセグメント
7 第3マウスピースセグメント
11 キャップ部材
12 シート、不織布
13 香味源含有セグメント、たばこ含有セグメント
14 香味源充填物
15、17 ラッパー
31 筒状部材、紙管
33 穿孔
34 アウターラッパー
35 マウスピースライニングペーパー
51 センターホールセグメント
53 インナープラグラッパー
S 不織布供給装置
W 不織布加工装置
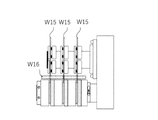
W8 スリッター
W9 パスパート
W10 レベル調節ローラー
W11 垂直ローラー
W12 S字形状ガイド
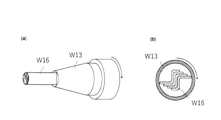
W13 ローターチューブ
W14 フォーミング部材
W15 スリットナイフ
W16 不織布W
F フィルターセグメント形成装置
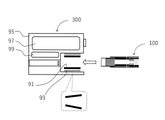
300加熱装置
91 ヒーター
93 金属管
95 ボディ
97 電池ユニット
99 制御ユニット
L ライナー
B 接着剤 100 non-combustion heating type
S Nonwoven fabric supply device W Nonwoven fabric processing device W8 Slitter W9 Passport W10 Level adjustment roller W11 Vertical roller W12 S-shaped guide W13 Rotor tube W14 Forming member W15 Slit knife W16 Nonwoven fabric W
F filter segment forming device
300
L Liner B Adhesive
Claims (18)
- 吸口端とは反対の先端部にキャップ部材、およびその下流に香味源充填物を備える香味源含有ロッドであって、
前記キャップ部材が天然繊維含有シートを含み、当該シートはその主面が前記香味源含有ロッドの長手方向に略平行であるように配置されている、香味源含有ロッド。 A flavor source-containing rod comprising a cap member at the tip opposite the mouthpiece end and a flavor source filling downstream thereof,
The flavor source-containing rod, wherein the cap member includes a natural fiber-containing sheet, the main surface of which is arranged substantially parallel to the longitudinal direction of the flavor source-containing rod. - 前記シートが乾式不織布または湿式不織布を含む、請求項1に記載の香味源含有ロッド。 The flavor source-containing rod according to claim 1, wherein the sheet comprises a dry-laid nonwoven fabric or a wet-laid nonwoven fabric.
- 前記キャップ部材が、ラッパーを備え、当該ラッパー内に前記シートが充填されている、請求項1または2に記載の香味源含有ロッド。 The flavor source-containing rod according to claim 1 or 2, wherein the cap member comprises a wrapper, and the wrapper is filled with the sheet.
- 前記シートが乾式不織布であり、下記方法で算出される、前記ラッパー内部に充填された前記乾式不織布の圧縮率(A)が20%以上100%未満である、請求項3に記載の香味源含有ロッド。
〔圧縮率(A)の算出方法〕
断面積(A1):前記キャップ部材のラッパーを取り外し、乾式不織布を取り出して測定される、キャップ部材の軸方向に垂直な面における当該乾式不織布の断面積
断面積(A2):前記キャップ部材の軸方向に垂直な面における、キャップ部材の内部の断面積
圧縮率(A)(%)=(断面積(A2)/断面積(A1))×100 The flavor source-containing according to claim 3, wherein the sheet is a dry nonwoven fabric, and the compressibility (A) of the dry nonwoven fabric filled inside the wrapper calculated by the following method is 20% or more and less than 100%. rod.
[Method for calculating compression ratio (A)]
Cross-sectional area (A1): the cross-sectional area of the dry nonwoven fabric in a plane perpendicular to the axial direction of the cap member, measured by removing the wrapper of the cap member and taking out the dry nonwoven fabric Cross-sectional area (A2): the axis of the cap member Cross-sectional area inside the cap member in a plane perpendicular to the direction Compression rate (A) (%) = (cross-sectional area (A2) / cross-sectional area (A1)) x 100 - 前記シートが乾式不織布であり、当該乾式不織布が複数枚重ねられ、S字状形状に折りたたまれた状態で圧縮して前記ラッパー内部に充填されている、請求項3または4に記載の香味源含有ロッド。 5. The flavor source-containing according to claim 3 or 4, wherein the sheet is a dry nonwoven fabric, and a plurality of the dry nonwoven fabrics are stacked, folded into an S-shape, compressed and filled in the wrapper. rod.
- 前記シートが、ギャザー加工が施された乾式不織布であり、
当該加工された1枚の乾式不織布が折たたまれて、または当該加工された複数枚の乾式不織布が重ねられ折たたまれて前記ラッパー内部に充填されており、かつ前記ギャザー加工によって設けられた稜線が前記キャップ部材の軸方向に略平行である、請求項3または4に記載の香味源含有ロッド。 The sheet is a dry nonwoven fabric that has been subjected to gather processing,
One processed dry nonwoven fabric is folded, or a plurality of processed dry nonwoven fabrics are stacked and folded to fill the inside of the wrapper and provided by the gathering process 5. The flavor source-containing rod according to claim 3, wherein the ridgeline is substantially parallel to the axial direction of the cap member. - 前記キャップ部材の軸方向端面において、前記乾式不織布間に間隙が視認されない、請求項2~6のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 2 to 6, wherein no gaps are visible between the dry nonwoven fabrics on the axial end face of the cap member.
- 前記シートが湿式不織布であり、下記方法で算出される、前記ラッパー内部に充填された前記湿式不織布の体積占有率(X)が10%以上60%未満である、請求項2または3に記載の香味源含有ロッド。
〔体積占有率(X)の算出方法〕
断面積(X1):前記キャップ部材の軸方向に垂直な断面における湿式不織布の総面積
断面積(X2):前記キャップ部材の軸方向に垂直な断面におけるキャップ部材内部の断面積
体積占有率(X)(%)=(断面積(X1)/断面積(X2))×100 4. The sheet according to claim 2 or 3, wherein the sheet is a wet-laid nonwoven fabric, and the volume occupancy (X) of the wet-laid nonwoven fabric filled inside the wrapper calculated by the following method is 10% or more and less than 60%. A rod containing a flavor source.
[Calculation method of volume occupation ratio (X)]
Cross-sectional area (X1): total area of the wet-laid nonwoven fabric in the cross section perpendicular to the axial direction of the cap member Cross-sectional area (X2): cross-sectional area inside the cap member in the cross section perpendicular to the axial direction of the cap member Volume occupation ratio (X ) (%) = (cross-sectional area (X1)/cross-sectional area (X2)) x 100 - 前記シートが、ギャザー加工が施された湿式不織布であり、
当該加工された1枚の乾式不織布が折たたまれて前記ラッパー内部に充填されており、かつ前記ギャザー加工によって設けられた稜線が前記キャップ部材の軸方向に略平行である、請求項2、3、または8に記載の香味源含有ロッド。 The sheet is a wet-laid nonwoven fabric that has been subjected to gathered processing,
Claim 2, wherein the processed dry nonwoven fabric is folded and filled inside the wrapper, and the ridgeline provided by the gather processing is substantially parallel to the axial direction of the cap member. 3. The flavor source-containing rod according to 3 or 8. - 前記天然繊維が、絹、毛、綿、麻、および植物パルプからなる群から選択される少なくとも一種の繊維である、請求項1~9のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 9, wherein the natural fiber is at least one type of fiber selected from the group consisting of silk, wool, cotton, hemp, and vegetable pulp.
- 前記天然繊維が植物パルプである、請求項10に記載の香味源含有ロッド。 The flavor source-containing rod according to claim 10, wherein the natural fiber is vegetable pulp.
- 前記キャップ部材の通気抵抗が2~30mmH2Oである、請求項1~11のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 11, wherein said cap member has an airflow resistance of 2 to 30 mmH2O.
- 前記香味源充填物の下流端に、さらに前記キャップ部材を備える、請求項1~12のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 12, further comprising the cap member at the downstream end of the flavor source filling.
- 前記香味源充填物が、たばこ刻、たばこシート、またはたばこ顆粒を含む、請求項1~13のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 13, wherein the flavor source filling comprises cut tobacco, tobacco sheets, or tobacco granules.
- 前記香味源充填物が、非たばこ植物由来の材料を含む、請求項1~14のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 14, wherein the flavor source filling comprises a non-tobacco plant-derived material.
- 前記香味源充填物が、非たばこ植物繊維を原料とする多孔性材料を含む、請求項1~15のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 15, wherein the flavor source filling comprises a porous material made from non-tobacco plant fibers.
- 前記香味源充填物が、多糖類由来の材料を含む、請求項1~16のいずれかに記載の香味源含有ロッド。 The flavor source-containing rod according to any one of claims 1 to 16, wherein the flavor source filling comprises a polysaccharide-derived material.
- 請求項1~17のいずれかに記載の香味源含有ロッドを含む、非燃焼加熱型香味吸引器具。 A non-combustion-heating flavor inhaler, comprising the flavor source-containing rod according to any one of claims 1 to 17.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/022248 WO2022259505A1 (en) | 2021-06-11 | 2021-06-11 | Flavor source-containing rod comprising cap member at tip end |
| JP2023526793A JPWO2022259505A1 (en) | 2021-06-11 | 2021-06-11 | |
| EP21945179.6A EP4353092A1 (en) | 2021-06-11 | 2021-06-11 | Flavor source-containing rod comprising cap member at tip end |
| KR1020237041218A KR20240004757A (en) | 2021-06-11 | 2021-06-11 | Flavor source-containing rod having a cap member at the tip |
| CN202180098821.1A CN117396084A (en) | 2021-06-11 | 2021-06-11 | Fragrance source-containing rod having cover member at front end |
| US18/527,724 US20240099361A1 (en) | 2021-06-11 | 2023-12-04 | Flavor source-containing rod comprising cap member at tip end |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/022248 WO2022259505A1 (en) | 2021-06-11 | 2021-06-11 | Flavor source-containing rod comprising cap member at tip end |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/527,724 Continuation US20240099361A1 (en) | 2021-06-11 | 2023-12-04 | Flavor source-containing rod comprising cap member at tip end |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022259505A1 true WO2022259505A1 (en) | 2022-12-15 |
Family
ID=84425116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/022248 WO2022259505A1 (en) | 2021-06-11 | 2021-06-11 | Flavor source-containing rod comprising cap member at tip end |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240099361A1 (en) |
| EP (1) | EP4353092A1 (en) |
| JP (1) | JPWO2022259505A1 (en) |
| KR (1) | KR20240004757A (en) |
| CN (1) | CN117396084A (en) |
| WO (1) | WO2022259505A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2001709A (en) * | 1932-02-27 | 1935-05-21 | Davidson Glenn | Cigarette mouthpiece or the like |
| JP6227555B2 (en) | 2011-12-30 | 2017-11-08 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking article with front plug and method thereof |
| WO2019111536A1 (en) | 2017-12-05 | 2019-06-13 | 日本たばこ産業株式会社 | Filler for smoking article |
| JP2019126290A (en) * | 2018-01-24 | 2019-08-01 | 日本製紙パピリア株式会社 | Cartridge molding sheet of non-burning flavor suction tool |
| US20200077696A1 (en) * | 2018-09-07 | 2020-03-12 | Altria Client Services Llc | Filter for an e-vaping device, e-vaping device with the filter, and method of forming the filter |
-
2021
- 2021-06-11 KR KR1020237041218A patent/KR20240004757A/en unknown
- 2021-06-11 WO PCT/JP2021/022248 patent/WO2022259505A1/en active Application Filing
- 2021-06-11 CN CN202180098821.1A patent/CN117396084A/en active Pending
- 2021-06-11 EP EP21945179.6A patent/EP4353092A1/en active Pending
- 2021-06-11 JP JP2023526793A patent/JPWO2022259505A1/ja active Pending
-
2023
- 2023-12-04 US US18/527,724 patent/US20240099361A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2001709A (en) * | 1932-02-27 | 1935-05-21 | Davidson Glenn | Cigarette mouthpiece or the like |
| JP6227555B2 (en) | 2011-12-30 | 2017-11-08 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking article with front plug and method thereof |
| WO2019111536A1 (en) | 2017-12-05 | 2019-06-13 | 日本たばこ産業株式会社 | Filler for smoking article |
| JP2019126290A (en) * | 2018-01-24 | 2019-08-01 | 日本製紙パピリア株式会社 | Cartridge molding sheet of non-burning flavor suction tool |
| US20200077696A1 (en) * | 2018-09-07 | 2020-03-12 | Altria Client Services Llc | Filter for an e-vaping device, e-vaping device with the filter, and method of forming the filter |
Non-Patent Citations (1)
| Title |
|---|
| "Encyclopedia of Tobacco", 31 March 2009, TOBACCO ACADEMIC STUDIES CENTER |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4353092A1 (en) | 2024-04-17 |
| CN117396084A (en) | 2024-01-12 |
| US20240099361A1 (en) | 2024-03-28 |
| JPWO2022259505A1 (en) | 2022-12-15 |
| KR20240004757A (en) | 2024-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7056997B2 (en) | Aerosol forming rod manufacturing method and manufacturing equipment | |
| WO2022208832A1 (en) | Non-combustion heating-type flavor inhalation article and non-combustion heating-type flavor inhalation product | |
| JP7313437B2 (en) | Non-combustion-heated tobacco products and electrically-heated tobacco products | |
| JP7319481B2 (en) | Non-combustion heating flavor inhalation article and non-combustion heating flavor inhalation product | |
| JP7474320B2 (en) | Non-combustion heated tobacco product cartridges and non-combustion heated tobacco products | |
| TW202145908A (en) | Non-combustion heating type cigarette, electrically heating type cigarette and non-combustion heating type tobacco material | |
| WO2022259505A1 (en) | Flavor source-containing rod comprising cap member at tip end | |
| WO2022113156A1 (en) | Flavor inhaler filter-segment and method for manufacturing the same, and flavor inhaler | |
| RU2774107C1 (en) | Tobacco product with heating without combustion and electrically heated tobacco | |
| WO2023100295A1 (en) | Non-combustion heating-type stick | |
| WO2023053635A1 (en) | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system | |
| EP4268629A1 (en) | Heat-not-burn cigarette and electrically heated tobacco product | |
| WO2023053633A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| WO2022138013A1 (en) | Heat-not-burn tobacco product and electrically heated tobacco product | |
| WO2022230867A1 (en) | Tobacco sheet for non-combustion heating type flavor inhalers, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system | |
| WO2023188077A1 (en) | Flavoured rod used in non-combustion heating-type flavour inhaler | |
| WO2023084770A1 (en) | Non-combustion-heated stick | |
| WO2022208831A1 (en) | Heat-not-burn flavor inhalation article and heat-not-burn flavor inhalation product | |
| WO2023053634A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system | |
| EP4268631A1 (en) | Non-combustion heating-type cigarette and electric heating-type cigarette product | |
| WO2022230865A1 (en) | Tobacco sheet for non-combustion heating type flavor inhaler, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system | |
| EP4268632A1 (en) | Non-combustion heated tobacco and electrically-heated tobacco product | |
| WO2023188078A1 (en) | Flavor sheet to be used in non-combustion heating type flavor inhalation article | |
| WO2023188079A1 (en) | Manufacturing method for flavoured sheet used in non-combustion heating-type flavour inhaler | |
| WO2023095248A1 (en) | Non-combustion-heating-type stick |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21945179 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20237041218 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023526793 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021945179 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021945179 Country of ref document: EP Effective date: 20240111 |