WO2022230951A1 - 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 - Google Patents
接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 Download PDFInfo
- Publication number
- WO2022230951A1 WO2022230951A1 PCT/JP2022/019134 JP2022019134W WO2022230951A1 WO 2022230951 A1 WO2022230951 A1 WO 2022230951A1 JP 2022019134 W JP2022019134 W JP 2022019134W WO 2022230951 A1 WO2022230951 A1 WO 2022230951A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- storage device
- layer
- heat
- adhesive film
- electricity storage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B32B7/14—Interconnection of layers using interposed adhesives or interposed materials with bonding properties applied in spaced arrangements, e.g. in stripes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/80—Gaskets; Sealings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/193—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/197—Sealing members characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/198—Sealing members characterised by the material characterised by physical properties, e.g. adhesiveness or hardness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/342—Non-re-sealable arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/16—Capacitors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/33—Applications of adhesives in processes or use of adhesives in the form of films or foils for batteries or fuel cells
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
- C09J2301/1242—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape the opposite adhesive layers being different
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/22—Presence of unspecified polymer
- C09J2400/228—Presence of unspecified polymer in the pretreated surface to be joined
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/04—Presence of homo or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/10—Presence of homo or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to an adhesive film, an electricity storage device, and a method for manufacturing an electricity storage device.
- a base material layer/adhesive layer/barrier layer/heat-fusible resin layer has been sequentially laminated as an exterior material for an electricity storage device that can be easily processed into various shapes and can be made thinner and lighter.
- Laminated sheets have been proposed. When such a laminated film-like exterior material for an electricity storage device is used, the peripheral edge portion of the exterior material for an electricity storage device is pressed while the heat-fusible resin layers located in the innermost layers of the exterior material for an electricity storage device face each other. The electrical storage device element is sealed with the electrical storage device exterior material by heat-sealing.
- the present disclosure provides an adhesive film interposed between heat-sealable resin layers in a heat-sealed portion of an exterior material of an electric storage device, wherein the electric storage device is heated to a high temperature (for example, from 100 ° C. Until the temperature reaches about 125 ° C.), the power storage device is sealed, and when the power storage device reaches the high temperature (for example, about 100 ° C. to 125 ° C.), at the position of the adhesive film between the heat-sealable resin layers
- a main object of the present invention is to provide an adhesive film that allows an electricity storage device to be unsealed to release gas generated inside the electricity storage device to the outside.
- Another object of the present disclosure is to provide an electricity storage device and a method for manufacturing the electricity storage device using the adhesive film.
- an adhesive film having a resin layer L whose melting peak temperature is lower than the heat-sealing resin layer of the power storage device exterior material by a predetermined value or more in the heat-sealed portion of the power storage device exterior material is used for power storage.
- the electricity storage device is sealed until the electricity storage device reaches a high temperature (for example, about 100 ° C. to 125 ° C.), and the electricity storage device is kept at the high temperature (for example, 100° C.
- the electricity storage device can be unsealed at the position of the adhesive film between the heat-sealable resin layers, and the gas generated inside the electricity storage device can be released to the outside.
- the present disclosure has been completed through further studies based on such findings.
- An adhesive film used in an electricity storage device has a structure in which an electricity storage device element is housed in a package formed of an electricity storage device exterior material,
- the exterior material for an electricity storage device is composed of a laminate including at least a substrate layer, a barrier layer, and a heat-fusible resin layer in this order from the outside,
- the power storage device element is accommodated in the package by heat-sealing the heat-sealable resin layers of the power storage device exterior material
- the adhesive film is used so as to be interposed between the heat-fusible resin layers at positions where the heat-fusible resin layers are heat-sealed,
- the adhesive film has a multilayer structure,
- the adhesive film includes at least one resin layer L having a melting peak temperature lower than that of the heat-fusible resin layer of the power storage device exterior material by 5° C. or more.
- the adhesive film interposed between the heat-sealable resin layers in the heat-sealed portion of the exterior material of the electric storage device, and the electric storage device is heated to a high temperature (for example, about 100°C to 125°C). until the power storage device is sealed, and when the power storage device reaches the high temperature (for example, about 100 ° C to 125 ° C), the power storage device is unsealed at the position of the adhesive film between the heat-fusible resin layers
- a high temperature for example, about 100 ° C to 125 ° C
- the power storage device is unsealed at the position of the adhesive film between the heat-fusible resin layers
- the present disclosure can also provide an electricity storage device and a method for manufacturing the electricity storage device using the adhesive film.
- FIG. 1 is a schematic plan view of an electricity storage device of the present disclosure
- FIG. 2 is a schematic cross-sectional view taken along line AA' of FIG. 1
- FIG. 1 is an example of a schematic cross-sectional view of an adhesive film of the present disclosure
- FIG. 1 is an example of a schematic cross-sectional view of an adhesive film of the present disclosure
- FIG. 1 is an example of a schematic cross-sectional view of an adhesive film of the present disclosure
- FIG. 1 is an example of a schematic cross-sectional view of an adhesive film of the present disclosure
- FIG. 1 is an example of a schematic cross-sectional view of an adhesive film of the present disclosure
- FIG. 1 is a schematic cross-sectional view of an exterior material for an electricity storage device of the present disclosure
- FIG. 1 is a schematic cross-sectional view taken along line AA' of FIG. 1
- FIG. 1 is an example of a schematic cross-sectional view of an adhesive film of the present disclosure
- FIG. 1 is an example of a
- the adhesive film of the present disclosure is an adhesive film used in an electricity storage device, and the electricity storage device has a structure in which an electricity storage device element is accommodated in a package formed by an exterior material for an electricity storage device.
- the power storage device exterior material is composed of a laminate having at least a substrate layer, a barrier layer, and a heat-fusible resin layer in this order from the outside, and the heat-fusible resin of the power storage device exterior material By heat-sealing the layers together, the electricity storage device element is accommodated in the packaging body, and the adhesive film is positioned between the heat-sealable resin layers at the positions where the heat-sealable resin layers are heat-sealed.
- the adhesive film is used so as to be interposed therebetween, and has a multilayer structure, and the adhesive film has a melting peak temperature of 5°C or higher than the heat-fusible resin layer of the exterior material for an electricity storage device. It is characterized by including at least one low resin layer L.
- the electricity storage device is sealed until the electricity storage device reaches a high temperature (for example, about 100 ° C. to 125 ° C.), and the electricity storage device is kept at the high temperature (for example, 100° C. to 125° C.), the electricity storage device is unsealed at the position of the adhesive film between the heat-sealable resin layers, and the gas generated inside the electricity storage device can be released to the outside. .
- a high temperature for example, about 100 ° C. to 125 ° C.
- the electricity storage device is kept at the high temperature (for example, 100° C. to 125° C.)
- the electricity storage device is unsealed at the position of the adhesive film between the heat-sealable resin layers, and the gas generated inside the electricity storage device can be released to the outside.
- the electricity storage device of the present disclosure is an electricity storage device having a structure in which an electricity storage device element is housed in a package formed by an electricity storage device exterior material, and the electricity storage device exterior material is at least externally , a substrate layer, a barrier layer, and a heat-fusible resin layer in this order.
- the element is accommodated in the package, and the adhesive film is arranged so as to be interposed between the heat-fusible resin layers at positions where the heat-fusible resin layers are heat-sealed.
- the adhesive film has a multilayer structure, and the adhesive film includes at least one resin layer L having a melting peak temperature lower than that of the heat-fusible resin layer of the power storage device exterior material by 5°C or more. characterized by comprising a layer.
- the power storage device of the present disclosure uses the adhesive film of the present disclosure, and until the power storage device reaches a high temperature (for example, about 100 ° C. to 125 ° C.), the power storage device is sealed and the power storage device is kept at the high temperature. (for example, about 100° C. to 125° C.), the electricity storage device is unsealed at the position of the adhesive film between the heat-fusible resin layers, and the gas generated inside the electricity storage device is released to the outside. can be done.
- a high temperature for example, about 100 ° C. to 125 ° C.
- the numerical range indicated by “-” means “more than” and “less than”.
- the notation of 2 to 15 mm means 2 mm or more and 15 mm or less.
- the adhesive film of the present disclosure is an adhesive film used in electrical storage devices.
- the adhesive film of the present disclosure is used so as to be interposed between the heat-fusible resin layers at positions where the heat-fusible resin layers of the exterior material for an electricity storage device are heat-sealed.
- the adhesive film 1 of the present disclosure includes heat-sealable resin layers that are heat-sealed to seal the electricity storage device element 4 . It is interposed between the heat-fusible resin layers facing each other at the position of the peripheral edge portion 3a of the exterior material 3 for an electricity storage device.
- the adhesive film and the heat-sealable resin layers on both sides thereof are heat-sealed when the power storage device element 4 is sealed with the power storage device exterior material 3 . That is, both sides of the adhesive film can be heat-sealed to the heat-fusible resin layer.
- the adhesive film 1 of the present disclosure seals the electricity storage device 10 until the electricity storage device 10 reaches a high temperature (for example, about 100° C. to 125° C.).
- the electric storage device can be unsealed at the position of the adhesive film between the heat-sealable resin layers, and the gas generated inside the electric storage device can be released to the outside.
- the gas can be selectively released from the specific position where the adhesive film 1 is arranged. can be discharged to the outside. That is, the position from which the gas is discharged can be set to any position in the heat-sealed portion between the heat-sealable resin layers.
- the position at which the adhesive film of the present disclosure is arranged is not particularly limited as long as the heat-sealable resin layers of the exterior material for an electricity storage device are heat-sealed to each other. If so, it can be arranged on either the long side or the short side of the peripheral edge portion 3a of the heat-sealed electrical storage device exterior material 3 .
- the adhesive film of the present disclosure may be arranged at least one of the positions where the heat-fusible resin layers of the exterior material for an electricity storage device are heat-sealed, but it may be arranged at two or more positions. good too.
- the size of the adhesive film is not particularly limited as long as the gas is properly discharged when opened.
- the ratio of the length of the adhesive film to the length of the one side can be about 3 to 98%.
- the length direction of the adhesive film Taking the size as a standard of 100%, it can be about 20 to 300%.
- the metal terminal 2 is electrically connected to the electricity storage device element 4 and protrudes outside the electricity storage device exterior material 3 .
- the adhesive film of the present disclosure is preferably arranged so as not to be positioned between the metal terminal 2 and the power storage device exterior material 3 (heat-fusible resin layer). Furthermore, it is preferred that the adhesive film 1 of the present disclosure does not come into contact with the metal terminals 2 .
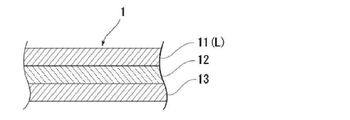
- the adhesive film 1 of the present disclosure has a multilayer structure, as shown in FIGS. At least one resin layer L having a thickness higher than the above is included. In the schematic diagrams of FIGS. 3 to 7, at least the first layer 11 is a layer corresponding to the resin layer L, but in the adhesive film 1, two or more layers corresponding to the resin layer L are included. good too. Since the resin layer L has a melting peak temperature lower than that of the heat-sealable resin layer 35 of the electric storage device exterior material 3 by 5° C.
- the heat-sealable resin By interposing the adhesive film between the layers, the electricity storage device is sealed until the electricity storage device reaches a high temperature (for example, about 100°C to 1255°C), and the electricity storage device is kept at the high temperature (for example, about 100°C to 125°C). ), the electricity storage device is unsealed at the position of the adhesive film 1 between the heat-fusible resin layers (especially at the position of the resin layer L), and the gas generated inside the electricity storage device is released to the outside. can do.
- a high temperature for example, about 100°C to 1255°C
- the electricity storage device is kept at the high temperature (for example, about 100°C to 125°C).
- the first layer 11 is a layer corresponding to the resin layer L.
- the laminated structure of the adhesive film 1 of the present disclosure for example, a two-layer structure in which the first layer 11 and the second layer 12 are laminated in this order (see FIG. 3); Three-layer structure in which the third layer 13 is laminated in this order (see FIG. 4); Three-layer structure in which the first layer 11, the second layer 12 and the third layer 13 are laminated in this order (see FIG. 5) ); a four-layer structure in which a first layer 11, a second layer 12, a third layer 13 and a fourth layer 14 are laminated in this order (see FIG. 6); a second layer 12, a first layer 11 and a third layer A four-layer structure in which the layer 13 and the fourth layer 14 are laminated in this order (see FIG. 7) can be used.
- At least one of the layers (other layers described later) other than the first layer 11 may be a layer corresponding to the resin layer L.
- at least one of the second layer 12, the third layer 13, and the fourth layer 14 shown in FIGS. 3 to 7 may be a layer corresponding to the resin layer L.
- the thickness of the resin layer L is designed to be thin. easier to do. If the thickness of the resin layer L is made thin, there is an advantage that the discharge of gas becomes gentle when the electricity storage device is unsealed.
- the adhesive film 1 of the present disclosure has a resin layer L whose melting peak temperature is set in relation to the heat-fusible resin layer 35 of the power storage device exterior material 3, and a multilayer structure of other layers. By doing so, various functional designs are possible.
- the layers other than the resin layer L have a melting peak temperature higher than that of the resin layer L from the viewpoint of more preferably exhibiting the effects of the present disclosure.
- the adhesive film 1 of the present disclosure includes at least one resin layer L having a melting peak temperature lower than the heat-fusible resin layer of the exterior material for an electricity storage device by 5 ° C. or more, the adhesiveness of the present disclosure In the electricity storage device 10 to which the film is applied, the peak melting temperature of the heat-fusible resin layer 35 of the exterior material 3 for an electricity storage device is higher than the peak melting temperature of the resin layer L by 5° C. or more.
- the total thickness of the adhesive film 1 of the present disclosure is, for example, about 5 ⁇ m or more, preferably about 20 ⁇ m or more, and more preferably about 30 ⁇ m or more, from the viewpoint of suitably exhibiting the effects of the present disclosure.
- the total thickness of the adhesive film 1 of the present disclosure is, for example, about 500 ⁇ m or less, preferably about 200 ⁇ m or less, more preferably 180 ⁇ m or less.
- Preferred ranges for the total thickness of the adhesive film 1 of the present disclosure are about 5 to 500 ⁇ m, about 5 to 200 ⁇ m, about 5 to 180 ⁇ m, about 20 to 500 ⁇ m, about 20 to 200 ⁇ m, about 20 to 180 ⁇ m, and about 30 to 500 ⁇ m.
- the total thickness is preferably about 60 to 100 ⁇ m, and when it is used for a vehicle power storage device. Therefore, the total thickness is preferably about 100 to 200 ⁇ m.
- the first layer 11 is a layer corresponding to the resin layer L whose melting peak temperature is 5° C. or more lower than the heat-fusible resin layer 35 of the power storage device exterior material 3 .
- the material forming the resin layer L is not particularly limited as long as the melting peak temperature is lower than that of the heat-fusible resin layer 35 of the power storage device exterior material 3 by 5°C or more.
- the resin layer L is preferably a layer containing a polyolefin resin (that is, having a polyolefin skeleton), and more preferably a layer formed of a polyolefin resin.
- polyolefin resins include polyolefins such as polyethylene and polypropylene.
- the polyolefin-based resin may be a resin (acid-modified polyolefin) in which polyolefin is acid-modified.
- the acid-modified polyolefin is not particularly limited as long as it is an acid-modified polyolefin, but preferably includes a polyolefin graft-modified with an unsaturated carboxylic acid or its anhydride, such as acid-modified polyethylene and acid-modified polypropylene. .
- Polyolefins include polyethylenes such as low density polyethylene, medium density polyethylene, high density polyethylene and linear low density polyethylene, respectively; homopolypropylene, block copolymers of polypropylene (e.g. block copolymers of propylene and ethylene), random copolymers of polypropylene ( Examples include crystalline or amorphous polypropylene such as random copolymer of propylene and ethylene; terpolymer of ethylene-butene-propylene. Among these polyolefins, polyethylene and polypropylene are preferred.
- the polyolefin may be a cyclic polyolefin.
- Cyclic polyolefins are copolymers of olefins and cyclic monomers.
- olefins that are constituent monomers of cyclic polyolefins include ethylene, propylene, 4-methyl-1-pentene, butadiene, and isoprene.
- cyclic monomers constituting the cyclic polyolefin include cyclic alkenes such as norbornene; specific examples thereof include cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene.
- cyclic alkenes are preferred, and norbornene is more preferred.
- Constituent monomers also include styrene.
- the above-mentioned polyolefin is also preferable for the acid-modified polyolefin.
- the carboxylic acid-modified cyclic polyolefin is obtained by copolymerizing a part of the monomers constituting the cyclic polyolefin with ⁇ , ⁇ -unsaturated carboxylic acid or its anhydride, or by copolymerizing the cyclic polyolefin. It is a polymer obtained by block polymerization or graft polymerization of ⁇ , ⁇ -unsaturated carboxylic acid or its anhydride.
- Carboxylic acids or anhydrides thereof used for acid modification include, for example, maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, and itaconic anhydride.
- the polyolefin resin is analyzed by infrared spectroscopy, it is preferable that a peak derived from maleic anhydride is detected.
- peaks derived from maleic anhydride are detected near wavenumbers of 1760 cm ⁇ 1 and 1780 cm ⁇ 1 .
- the polyolefin resin when measured by infrared spectroscopy, a peak derived from maleic anhydride is detected.
- the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- the resin layer L may be formed from one type of resin component alone, or may be formed from a blend polymer in which two or more types of resin components are combined. From the viewpoint of the film formability of the resin layer L, it is preferable to form the resin layer L with a blend polymer in which two or more resin components are combined.
- the resin layer L is mainly composed of acid-modified polypropylene (50% by mass or more), and 50% by mass or less is another resin (preferably polyethylene from the viewpoint of improving flexibility). preferably.
- the resin layer L preferably contains polypropylene or acid-modified polypropylene alone as the resin.
- the resin layer L may contain an adhesive component.
- An elastomer etc. are mentioned as an adhesive component.
- the elastomer is not particularly limited as long as it is compounded with polyolefin and exhibits adhesiveness.
- an elastomer (thermoplastic elastomer) made of a thermoplastic resin is preferable.
- elastomers include styrene-based elastomers, olefin-based elastomers, acrylic-based elastomers, silicone-based elastomers, urethane-based elastomers, polyester-based elastomers, polyamide-based elastomers, and rubber-based elastomers.
- One type of elastomer may be used alone, or two or more types may be used in combination.
- styrene-based elastomer is not particularly limited, but specific examples include styrene-butadiene-styrene block copolymer, styrene-isoprene-styrene block copolymer, styrene-ethylene-butylene-styrene block copolymer, and styrene-ethylene-propylene. - Styrene block copolymers and the like.
- olefinic elastomers examples include copolymers of ⁇ -olefins having 2 to 20 carbon atoms such as ethylene, propylene, 1-butene, 1-hexene, 4-methyl-pentene. ), ethylene-propylene-diene copolymer (EPDM), and the like. Copolymers of non-conjugated dienes having 2 to 20 carbon atoms such as dicyclopentadiene, 1,4-hexadiene, cyclooctadiene, methylenenorbornene, ethylidenenorbornene, butadiene and isoprene with ⁇ -olefins are also included. Further examples include carboxy-modified nitrile rubber obtained by copolymerizing butadiene-acrylonitrile copolymer with methacrylic acid.
- the acrylic elastomer is mainly composed of acrylic acid ester, and specifically, ethyl acrylate, butyl acrylate, methoxyethyl acrylate, ethoxyethyl acrylate, etc. are preferably used. Moreover, glycidyl methacrylate, allyl glycidyl ether, etc. are used as a cross-linking monomer. Furthermore, acrylonitrile and ethylene can also be copolymerized.
- acrylonitrile-butyl acrylate copolymer examples include acrylonitrile-butyl acrylate copolymer, acrylonitrile-butyl acrylate-ethyl acrylate copolymer, acrylonitrile-butyl acrylate-glycidyl methacrylate copolymer and the like.
- the silicone-based elastomer is mainly composed of organopolysiloxane, and includes polydimethylsiloxane-based, polymethylphenylsiloxane-based, and polydiphenylsiloxane-based elastomers.
- Urethane-based elastomers are composed of structural units of hard segments composed of low-molecular-weight ethylene glycol and diisocyanate, and soft segments composed of high-molecular-weight (long-chain) diols and diisocyanate.
- a polyester-based elastomer is obtained by polycondensing a dicarboxylic acid or its derivative and a diol compound or its derivative.
- dicarboxylic acids include aromatic dicarboxylic acids such as terephthalic acid, isophthalic acid and naphthalenedicarboxylic acid, and aromatic dicarboxylic acids in which the hydrogen atoms of these aromatic nuclei are substituted with methyl groups, ethyl groups, phenyl groups, etc.
- Aliphatic dicarboxylic acids having 2 to 20 carbon atoms such as adipic acid, sebacic acid and dodecanedicarboxylic acid, and alicyclic dicarboxylic acids such as cyclohexanedicarboxylic acid and the like are included. These compounds can be used individually by 1 type or in mixture of 2 or more types.
- diol compounds include aliphatic diols such as ethylene glycol, 1,3-propanediol, 1,4-butanediol, 1,6-hexanediol, 1,10-decanediol, and 1,4-cyclohexanediol. and alicyclic diols, and further bisphenol A, bis-(4-hydroxyphenyl)-methane, bis-(4-hydroxy-3-methylphenyl)-propane, resorcinol, and the like. These compounds can be used individually by 1 type or in mixture of 2 or more types.
- Polyamide-based elastomers include polyamide as a hard segment component, polybutadiene, butadiene-acrylonitrile copolymer, styrene-butadiene copolymer, polyisoprene, ethylene-propylene copolymer, polyether, polyester, polybutadiene, polycarbonate, polyacrylate, Examples thereof include block copolymers having soft segment components such as polymethacrylate, polyurethane or silicone rubber.
- Examples of rubber-based elastomers include polyisobutylene.
- styrene-based elastomers and olefin-based elastomers are preferred, and styrene-based elastomers are particularly preferred.
- the proportion of the elastomer contained in the resin layer L is not particularly limited, but is preferably about 50% by mass or less, more preferably about 10-50% by mass, and even more preferably about 10-40% by mass.
- the melting peak temperature of the resin layer L may be lower than that of the heat-fusible resin layer 35 of the electrical storage device exterior material 3 by 5°C or more. It is preferably low, more preferably 15°C or more, even more preferably 17°C or more, and even more preferably 20°C or more.
- the melting peak temperature of the resin layer L is preferably about 100° C. or higher, more preferably about 110° C. or higher, and still more preferably about 120° C. or higher, The temperature is preferably about 135°C or less, more preferably about 130°C or less. Preferred ranges include about 100 to 135°C, about 100 to 130°C, about 110 to 135°C, and about 110 to 130°C. be done.
- the method for measuring the melting peak temperature is as follows.
- the melting peak temperature is measured in accordance with JIS K7121:2012 (Method for measuring transition temperature of plastics (JIS K7121:1987 Supplement 1)). The measurement is performed using a differential scanning calorimeter (for example, DSC, Differential Scanning Calorimeter Q200 manufactured by TA Instruments). After holding the measurement sample at ⁇ 50° C. for 15 minutes, the temperature was raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the first melting peak temperature P (° C.) was measured. Hold at 210° C. for 10 minutes. Next, the temperature is lowered from 210° C. to ⁇ 50° C.
- DSC Differential Scanning Calorimeter Q200 manufactured by TA Instruments
- the temperature is raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the second melting peak temperature Q (° C.) is measured.
- the flow rate of nitrogen gas is 50 ml/min.
- the thickness of the first layer 11 is preferably about 0.1 ⁇ m or more, more preferably about 1 ⁇ m or more, and even more preferably about 3 ⁇ m or more. is about 500 ⁇ m or less, more preferably about 200 ⁇ m or less, and even more preferably 100 ⁇ m or less. Preferred ranges for the thickness of the first layer 11 include about 0.1 to 500 ⁇ m and about 1 to 200 ⁇ m.
- the total thickness of the resin layer L contained in the adhesive film 1 is preferably about 0.1 ⁇ m or more, more preferably It is about 3 ⁇ m or more, more preferably about 5 ⁇ m or more, and preferably about 500 ⁇ m or less, more preferably about 200 ⁇ m or less, still more preferably about 100 ⁇ m or less.
- the preferable range of the total thickness of the resin layer L is about 0.1 to 500 ⁇ m, about 0.1 to 200 ⁇ m, about 0.1 to 100 ⁇ m, about 3 to 500 ⁇ m, about 3 to 200 ⁇ m, about 3 to 10 ⁇ m, 5 to Examples include about 500 ⁇ m, about 5 to 200 ⁇ m, and about 5 to 100 ⁇ m.
- the ratio of the thickness of the first layer 11 to the total thickness (100%) of the adhesive film 1 is preferably about 5% or more, more preferably is about 10% or more, more preferably about 15% or more, and is preferably about 95% or less, more preferably about 90% or less, and still more preferably about 85% or less.
- the total thickness (100%) of the adhesive film 1 is preferably about 5% or more, more preferably about 10% or more, still more preferably about 15% or more, and preferably about 95% or less, more preferably about 90% or less, more preferably about 85% or less. about 85%, about 15-95%, about 15-90%, and about 15-85%.
- the adhesive film 1 of the present disclosure has a multilayer structure and includes at least a second layer 12 as another layer in addition to the first layer 11 described above.
- the adhesive film 1 of the present disclosure has a two-layer structure, it is a laminate of the first layer 11 and the second layer 12, and when it has a three-layer structure, the first layer 11 and the second layer 12 and the third layer 13, and in the case of a four-layer structure, a laminate of the first layer 11, the second layer 12, the third layer 13, and the fourth layer 14, and the five layers
- it is a laminate of a first layer 11, a second layer 12, a third layer 13, a fourth layer 14 and a fifth layer 15.
- FIG. Note that the stacking order of the first layer 11 and other layers is not particularly limited.
- the number of layers of the adhesive film 1 is not particularly limited, but preferably 2 to 5 layers, 2 to 4 layers, or the like.
- a layer corresponding to the resin layer L may be included in other layers.
- at least one of the second layer 12, the third layer 13, and the fourth layer 14 shown in FIGS. 3 to 7 may be a layer corresponding to the resin layer L.
- At least one of the other layers has a higher melting peak temperature than the resin layer L (the melting peak temperature is 5° C. or more lower than the heat-fusible resin layer 35 of the power storage device exterior material 3). layer).
- a layer having a higher melting peak temperature than the resin layer L for example, a melting peak temperature lower than 5 ° C. or more than the heat-fusible resin layer 35 of the power storage device exterior material 3
- the material constituting the resin layer L should have a melting peak temperature lower than that of the heat-fusible resin layer 35 of the power storage device exterior material 3 by 5° C. or more.
- the layer is not particularly limited, and is preferably a layer containing a polyolefin resin (that is, having a polyolefin skeleton), and more preferably a layer formed of a polyolefin resin.
- Specific examples of the polyolefin resin are as exemplified for the first layer 11 .
- the materials that form the other layers are not particularly limited.
- materials for forming other layers include polyolefin resins, polyamide resins, polyester resins, epoxy resins, acrylic resins, fluororesins, silicone resins, phenolic resins, polyetherimides, polyimides, polycarbonates, and mixtures thereof.
- it is particularly preferable to contain a polyolefin resin and it is more preferable to contain a layer formed of a polyolefin resin.
- the other layer can be a layer (resin layer M) having a melting peak temperature higher than that of the resin layer L.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; derived from terephthalic acid and/or isophthalic acid Hexamethylenediamine-isophthalic acid-terephthalic acid copolymer polyamide such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid), polymetaxylylene adipamide Polyamides containing aromatics such as (MXD6); Alicyclic polyamides such as polyaminomethylcyclohexyladipamide (PACM6); Polyamides obtained by copolymerizing lactam components and isocyanate components such as 4,4'-diphenylmethane-diisocyanate , polyesteramide copolymers and polyetheresteramide copolymers, which are copolymers of copolymerized polyamide and polyester or polyalkylene
- polyesters include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, copolymer polyester mainly composed of repeating units of ethylene terephthalate, and butylene terephthalate mainly composed of repeating units. and copolymerized polyester.
- copolymer polyester having ethylene terephthalate as the main repeating unit specifically, a copolymer polyester polymerized with ethylene isophthalate having ethylene terephthalate as the main repeating unit (hereinafter referred to as polyethylene (terephthalate/isophthalate) ), polyethylene (terephthalate/isophthalate), polyethylene (terephthalate/adipate), polyethylene (terephthalate/sodium sulfoisophthalate), polyethylene (terephthalate/sodium isophthalate), polyethylene (terephthalate/phenyl-dicarboxylate) , polyethylene (terephthalate/decanedicarboxylate), and the like.
- polyethylene (terephthalate/isophthalate) polyethylene (terephthalate/isophthalate)
- polyethylene (terephthalate/isophthalate) polyethylene (terephthalate/isophthalate)
- polyethylene (terephthalate/adipate) polyethylene (terephthal
- copolymer polyester having butylene terephthalate as the main repeating unit specifically, a copolymer polyester polymerized with butylene isophthalate having butylene terephthalate as the main repeating unit (hereinafter referred to as polybutylene (terephthalate/isophthalate) ), polybutylene (terephthalate/adipate), polybutylene (terephthalate/sebacate), polybutylene (terephthalate/decanedicarboxylate), polybutylene naphthalate, and the like.
- polybutylene (terephthalate/isophthalate) polybutylene (terephthalate/adipate)
- polybutylene (terephthalate/sebacate) polybutylene (terephthalate/sebacate)
- polybutylene (terephthalate/decanedicarboxylate) polybutylene naphthalate
- At least one of the other layers may be made of nonwoven fabric made of the above resin.
- the nonwoven fabric is preferably composed of the aforementioned polyolefin resin, polyamide resin, or the like.
- the melting peak temperature of the layer (resin layer M) whose melting peak temperature is not lower than the heat-fusible resin layer 35 of the electrical storage device exterior material 3 by 5° C. or more is preferably about 140° C. or higher, more preferably about 160° C. or higher, still more preferably about 180° C. or higher, and preferably about 500° C. or lower, more preferably about 450° C. or lower, further preferably about 350° C. or lower; Preferred ranges are 135° C. to 500° C., 135° C. to 450° C., 135° C.
- the total thickness of the other layers is preferably about 0.1 ⁇ m or more, more preferably about 1 ⁇ m or more, and still more preferably about 5 ⁇ m or more. is about 500 ⁇ m or less, more preferably about 300 ⁇ m or less, and even more preferably about 200 ⁇ m or less.
- Preferred ranges for the total thickness of the other layers are about 0.1 to 500 ⁇ m, about 0.1 to 300 ⁇ m, about 0.1 to 200 ⁇ m, about 1 to 500 ⁇ m, about 1 to 300 ⁇ m, about 1 to 200 ⁇ m, 5 Up to about 500 ⁇ m, about 5 to 300 ⁇ m, and about 5 to 200 ⁇ m can be mentioned.
- the total thickness of the resin layer M contained in the adhesive film 1 is preferably about 5% or more, more preferably about 10% or more, still more preferably about 15% or more, and preferably about 95% or less. , more preferably about 90% or less, still more preferably about 85% or less, with preferred ranges of 5 to 95% and 10 to 90%.
- the ratio of the total thickness of the other layers to the total thickness (100%) of the adhesive film 1 is preferably about 5% or more, more preferably is about 10% or more, more preferably about 15% or more, and is preferably about 95% or less, more preferably about 90% or less, and still more preferably about 85% or less.
- the ratio of the total thickness of the resin layer M to the total thickness (100%) of the adhesive film 1 is preferably about 5% or more, more preferably about 10% or more, and even more preferably about 15% or more.
- the ratio of the total thickness of the resin layer M to the total thickness (100%) of the adhesive film 1 is preferably about 5% or more, more preferably about 10% or more, and even more preferably about 15% or more.
- At least one of the first layer 11 and the other layers may contain, in addition to the resin, a colorant such as a pigment, an additive such as a filler, and a lubricant.
- pigments can be used as the pigment.
- carbon (carbon, graphite) exemplified in the later-described filler can be preferably exemplified.
- Carbon (carbon, graphite) is a material generally used in the interior of an electric storage device, and is not likely to be eluted into the electrolytic solution, so it can be suitably blended.
- a sufficient coloring effect can be obtained with a large coloring effect and an addition amount that does not impede adhesion, and the apparent melt viscosity of the added resin can be increased without being melted by heat.
- each layer of the adhesive film 1 about 0.05 to 0.3 parts by mass, preferably about 0.1 to 0.2 parts by mass, per 100 parts by mass of the resin component.
- both a pigment and a filler are added to the adhesive film 1, both the filler pigment and the filler may be added to the same layer.
- fillers and pigments are added in separate layers.
- the particle size of the filler is about 0.1 to 35 ⁇ m, preferably about 5.0 to 30 ⁇ m, more preferably about 10 to 25 ⁇ m.
- the content of the filler is about 5 to 30 parts by mass, more preferably about 10 to 20 parts by mass, per 100 parts by mass of the resin component forming each layer of the adhesive film 1.
- inorganic fillers include carbon (carbon, graphite), silica, aluminum oxide, barium titanate, iron oxide, silicon carbide, zirconium oxide, zirconium silicate, magnesium oxide, titanium oxide, calcium aluminate, and calcium hydroxide. , aluminum hydroxide, magnesium hydroxide, calcium carbonate, and the like.
- organic fillers include fluorine resins, phenolic resins, urea resins, epoxy resins, acrylic resins, benzoguanamine-formaldehyde condensates, melamine-formaldehyde condensates, polymethyl methacrylate crosslinked products, polyethylene crosslinked products, and the like. mentioned.
- Aluminum oxide, silica, fluororesin, acrylic resin, and benzoguanamine-formaldehyde condensate are preferable from the viewpoint of shape stability, rigidity, and content resistance, and spherical aluminum oxide and silica are more preferable among these.
- a method for mixing the filler with the resin component forming each layer of the adhesive film 1 there is a method in which the two are melt-blended in advance using a Banbury mixer or the like to form a masterbatch, and the mixture is adjusted to a predetermined mixing ratio. Direct mixing methods and the like can be employed.
- the layers forming the surface of the adhesive film 1 may each contain a lubricant.
- the concentration of the lubricant is preferably 2000 ppm or less, more preferably 1500 ppm or less, still more preferably 1000 ppm or less, and is preferably 200 ppm or more and more preferably 500 ppm or more. about 1500 ppm, about 200 to 1000 ppm, about 500 to 2000 ppm, about 500 to 1500 ppm, and about 500 to 1000 ppm.
- the lubricant is not particularly limited, but preferably includes an amide-based lubricant.
- amide lubricants include saturated fatty acid amides, unsaturated fatty acid amides, substituted amides, methylolamides, saturated fatty acid bisamides, unsaturated fatty acid bisamides, fatty acid ester amides, and aromatic bisamides.
- saturated fatty acid amides include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, and hydroxystearic acid amide.
- unsaturated fatty acid amides include oleic acid amide and erucic acid amide.
- substituted amides include N-oleyl palmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, N-stearyl erucic acid amide and the like.
- methylolamide include methylol stearamide.
- saturated fatty acid bisamides include methylenebisstearic acid amide, ethylenebiscapric acid amide, ethylenebislauric acid amide, ethylenebisstearic acid amide, ethylenebishydroxystearic acid amide, ethylenebisbehenic acid amide, hexamethylenebisstearin.
- fatty acid amide hexamethylenebisbehenamide, hexamethylenehydroxystearic acid amide, N,N'-distearyladipic acid amide, N,N'-distearylsebacic acid amide and the like.
- unsaturated fatty acid bisamides include ethylenebisoleic acid amide, ethylenebiserucic acid amide, hexamethylenebisoleic acid amide, N,N'-dioleyladipic acid amide, and N,N'-dioleylsebacic acid amide.
- fatty acid ester amides include stearamide ethyl stearate.
- aromatic bisamide examples include m-xylylenebisstearic acid amide, m-xylylenebishydroxystearic acid amide, N,N'-distearylisophthalic acid amide and the like.
- Lubricants may be used singly or in combination of two or more.
- the surfaces of these layers may be subjected to known means for easy adhesion such as corona discharge treatment, ozone treatment, plasma treatment, etc., as necessary. may have been
- each layer can be laminated by a known method such as an extrusion lamination method, a T-die method, an inflation method, or a thermal lamination method.
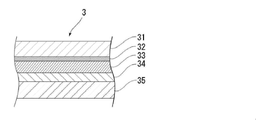
- Examples of the power storage device exterior material 3 include those having a laminate structure including a laminate having at least a substrate layer 31, a barrier layer 33, and a heat-fusible resin layer 35 in this order.
- FIG. 8 shows an example of the cross-sectional structure of the electrical storage device exterior material 3, showing a substrate layer 31, an adhesive layer 32 provided as necessary, a barrier layer 33, an adhesive layer 34 provided as necessary, and a heat-melting layer. A mode in which the adhesive resin layers 35 are laminated in this order is shown.
- the base material layer 31 is the outer layer side
- the heat-fusible resin layer 35 is the innermost layer.
- the heat-sealable resin layers 35 located at the periphery of the electricity storage device element 4 are brought into contact with each other and heat-sealed to seal the electricity storage device element 4, thereby sealing the electricity storage device element 4.
- FIG. 1 and 2 show the electricity storage device 10 in the case of using the embossed exterior material 3 for the electricity storage device formed by embossing or the like, but the exterior material 3 for the electricity storage device is not molded. It may be a pouch type that is not attached.
- the pouch type includes a three-sided seal, a four-sided seal, a pillow type, and the like, and any type may be used.
- the thickness of the laminate constituting the power storage device exterior material 3 is not particularly limited, but the upper limit is preferably about 180 ⁇ m or less, about 160 ⁇ m or less, or about 155 ⁇ m or less from the viewpoint of cost reduction, energy density improvement, etc. , about 140 ⁇ m or less, about 130 ⁇ m or less, about 120 ⁇ m or less, and the lower limit is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more, about 80 ⁇ m or more, and preferable ranges are, for example, about 35 to 180 ⁇ m, about 35 to 160 ⁇ m, about 35 to 155 ⁇ m, about 35 to 140 ⁇ m, about 35 to 130 ⁇ m, and about 35 to 120 ⁇ m.
- the adhesive film 1 of the present disclosure can be suitably applied to an all-solid battery exterior material, and the thickness of the laminate constituting the all-solid battery exterior material is not particularly limited, but the cost From the viewpoint of reduction, energy density improvement, etc., it is preferably about 10000 ⁇ m or less, about 8000 ⁇ m or less, about 5000 ⁇ m or less, and from the viewpoint of maintaining the function of the all-solid battery exterior material to protect the battery element, it is preferable. is about 100 ⁇ m or more, about 150 ⁇ m or more, and about 200 ⁇ m or more. About 5000 ⁇ m, about 200 to 10000 ⁇ m, about 200 to 8000 ⁇ m, and about 200 to 5000 ⁇ m can be mentioned, and about 100 to 500 ⁇ m is particularly preferable.
- the base material layer 31 is a layer that functions as a base material of the power storage device exterior material, and is a layer that forms the outermost layer side.
- the material forming the base layer 31 is not particularly limited as long as it has insulating properties.
- Materials for forming the base material layer 31 include, for example, polyester, polyamide, epoxy, acrylic, fluororesin, polyurethane, silicon resin, phenol, polyetherimide, polyimide, and mixtures and copolymers thereof.
- Polyester such as polyethylene terephthalate and polybutylene terephthalate, has the advantage of being excellent in electrolyte resistance and less likely to cause whitening or the like due to adhesion of the electrolyte.
- the polyamide film is excellent in stretchability, and can prevent occurrence of whitening due to cracking of the resin in the base layer 31 during molding.
- the base material layer 31 may be formed of a uniaxially or biaxially stretched resin film, or may be formed of an unstretched resin film. Among them, a uniaxially or biaxially stretched resin film, particularly a biaxially stretched resin film, is preferably used as the substrate layer 31 because its heat resistance is improved by oriented crystallization.
- the resin film forming the base layer 31 is preferably nylon or polyester, more preferably biaxially oriented nylon or biaxially oriented polyester.
- the all-solid-state battery has a temperature resistance of 150° C. or higher, it is often sealed at a high temperature of 200° C. or higher, and biaxially stretched polyester is most suitable.
- the base material layer 31 can also be laminated with resin films made of different materials in order to improve the pinhole resistance and the insulating properties when the electric storage device is packaged.
- resin films made of different materials in order to improve the pinhole resistance and the insulating properties when the electric storage device is packaged.
- Specific examples include a multilayer structure in which a polyester film and a nylon film are laminated, a multilayer structure in which a biaxially stretched polyester and a biaxially stretched nylon are laminated, and the like.
- each resin film may be adhered via an adhesive, or may be directly laminated without an adhesive.
- a method of bonding in a heat-melted state such as a coextrusion method, a sand lamination method, a thermal lamination method, or the like can be used.
- At least the outermost layer is desirably made of biaxially oriented polyester for high temperature sealing.
- the base material layer 31 may be made to have low friction in order to improve moldability.
- the coefficient of friction of the surface thereof is not particularly limited, but may be, for example, 1.0 or less.
- matte treatment, formation of a thin film layer of a slip agent, combination thereof, and the like can be mentioned.
- the thickness of the base material layer 31 is, for example, about 10-50 ⁇ m, preferably about 15-30 ⁇ m.
- the adhesive layer 32 is a layer arranged on the base material layer 31 as necessary in order to impart adhesiveness to the base material layer 31 . That is, the adhesive layer 32 is provided between the base material layer 31 and the barrier layer 33 .
- the adhesive layer 32 is made of an adhesive that can bond the base layer 31 and the barrier layer 33 together.
- the adhesive used to form the adhesive layer 32 may be a two-component curing adhesive or a one-component curing adhesive.
- the adhesion mechanism of the adhesive used to form the adhesive layer 32 is not particularly limited, and may be any of a chemical reaction type, a solvent volatilization type, a heat melting type, a heat pressure type, and the like.
- the resin component of the adhesive that can be used to form the adhesive layer 32 is excellent in extensibility, durability under high humidity conditions, yellowing suppressing action, heat deterioration suppressing action during heat sealing, and the like. From the viewpoint of suppressing the deterioration of the laminate strength between the barrier layer 33 and effectively suppressing the occurrence of delamination, it is preferable to use a polyurethane-based two-component curing adhesive; polyamide, polyester, or a combination thereof with modified polyolefin. A blended resin is mentioned.
- the adhesive layer 32 may be multilayered with different adhesive components.
- the base layer 32 is used as the adhesive component on the base layer 31 side. It is preferable to select a resin having excellent adhesion to the barrier layer 31 and to select an adhesive component having excellent adhesion to the barrier layer 33 as the adhesive component disposed on the barrier layer 33 side.
- the adhesive components arranged on the barrier layer 33 side are preferably acid-modified polyolefin, metal-modified polyolefin, polyester and acid-modified polyolefin. and a resin containing a copolyester.
- the thickness of the adhesive layer 32 is, for example, about 2-50 ⁇ m, preferably about 3-25 ⁇ m.
- the barrier layer 33 is a layer that has a function of improving the strength of the electrical storage device exterior material and preventing water vapor, oxygen, light, and the like from entering the interior of the electrical storage device.
- the barrier layer 33 is preferably a metal layer, that is, a layer made of metal. Specific examples of the metal forming the barrier layer 33 include aluminum, stainless steel, titanium, and the like, preferably aluminum.
- the barrier layer 33 can be formed of, for example, a metal foil, a metal vapor deposition film, an inorganic oxide vapor deposition film, a carbon-containing inorganic oxide vapor deposition film, a film provided with these vapor deposition films, or the like. is preferred, and forming with aluminum foil is more preferred.
- the barrier layer is made of, for example, annealed aluminum (JIS H4160: 1994 A8021H-O, JIS H4160 : 1994 A8079H-O, JIS H4000:2014 A8021P-O, JIS H4000:2014 A8079P-O).
- the thickness of the barrier layer 33 is preferably about 10 to 200 ⁇ m, more preferably about 20 to 100 ⁇ m, more preferably about 20 to 100 ⁇ m, from the viewpoint of reducing the thickness of the power storage device exterior material and making it difficult for pinholes to occur during molding. about 45 ⁇ m, about 45 to 65 ⁇ m, and about 65 to 85 ⁇ m.
- barrier layer 33 it is preferable that at least one surface, preferably both surfaces, of the barrier layer 33 is chemically treated in order to stabilize adhesion and prevent dissolution and corrosion.
- chemical conversion treatment refers to treatment for forming a corrosion-resistant film on the surface of the barrier layer.
- the adhesive layer 34 is a layer provided as necessary between the barrier layer 33 and the heat-fusible resin layer 35 in order to firmly bond the heat-fusible resin layer 35. is.
- the adhesive layer 34 is formed of an adhesive capable of bonding the barrier layer 33 and the heat-fusible resin layer 35 together.
- the composition of the adhesive used to form the adhesive layer is not particularly limited, but examples include adhesives comprising a polyester polyol compound and an alicyclic isocyanate compound.
- the thickness of the adhesive layer 34 is, for example, about 1-40 ⁇ m, preferably about 2-30 ⁇ m.
- the heat-fusible resin layer 35 corresponds to the innermost layer, and is a layer that seals the power storage device element by thermally bonding the heat-fusible resin layers to each other when assembling the power storage device. .
- the resin component used for the heat-sealable resin layer 35 is not particularly limited as long as it is heat-sealable. be done.
- polystyrene resin examples include polyethylenes such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene; homopolypropylene, block copolymers of polypropylene (for example, block copolymers of propylene and ethylene), and polypropylene.
- crystalline or amorphous polypropylene such as random copolymers of (eg, random copolymers of propylene and ethylene); terpolymers of ethylene-butene-propylene;
- polyethylene and polypropylene are preferred.
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer.
- olefins that are constituent monomers of the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, butadiene, and isoprene. be done.
- cyclic monomers constituting the cyclic polyolefin include cyclic alkenes such as norbornene; specific examples thereof include cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene.
- cyclic alkenes are preferred, and norbornene is more preferred.
- Constituent monomers also include styrene.
- these resin components preferably crystalline or amorphous polyolefins, cyclic polyolefins, and blend polymers thereof; more preferably polyethylene, polypropylene, copolymers of ethylene and norbornene, and two or more of these of blend polymers.
- the heat-fusible resin layer 35 may be formed from one type of resin component alone, or may be formed from a blend polymer in which two or more types of resin components are combined. Furthermore, the heat-fusible resin layer 35 may be formed of only one layer, but may be formed of two or more layers of the same or different resin components.
- the thickness of the heat-fusible resin layer 35 is not particularly limited, but is about 2-2000 ⁇ m, preferably about 5-1000 ⁇ m, more preferably about 10-500 ⁇ m.
- the adhesive film 1 includes at least one resin layer L having a melting peak temperature lower than that of the heat-fusible resin layer 35 by 55°C or more. That is, the melting peak temperature of the heat-fusible resin layer 35 of the power storage device exterior material 3 is higher than the melting peak temperature of the resin layer L by 5° C. or more.
- the melting peak temperature of the heat-fusible resin layer 35 is preferably 110 to 250.degree. C., more preferably 120 to 270.degree. C., still more preferably 130 to 270.degree.
- the melting peak temperature of the resin layer L is 10° C. higher than the melting peak temperature of the heat-fusible resin layer 35 of the power storage device exterior material 3. It is preferably 15°C or more, more preferably 17°C or more, even more preferably 20°C or more.
- Examples of the resin contained in the heat-sealable resin layer 35 of the exterior material for an all-solid-state battery include polyolefins such as polypropylene and polyethylene, acid-modified polyolefins such as acid-modified polypropylene and acid-modified polyethylene, and polybutylene terephthalate. is mentioned. Among these, polybutylene terephthalate is excellent in heat resistance, so in the exterior material for an all-solid-state battery, the heat-fusible resin layer 35 is preferably formed of a polybutylene terephthalate film.
- the heat-fusible resin layer 35 is formed of the polybutylene terephthalate film
- the adhesiveness of the adhesive film of the present disclosure to the resin layer L is also excellent.
- a polybutylene terephthalate film forming the heat-fusible resin layer 35 a polybutylene terephthalate film prepared in advance may be laminated with the adhesive layer 34 to form the heat-fusible resin layer 35, or a polybutylene terephthalate film may be used.
- the resin to be formed may be melt-extruded to form a film and laminated with the adhesive layer 34 .
- the polybutylene terephthalate film may be a stretched polybutylene terephthalate film or an unstretched polybutylene terephthalate film, preferably an unstretched polybutylene terephthalate film.
- the polybutylene terephthalate film preferably contains an elastomer in addition to polybutylene terephthalate.
- the elastomer plays a role of increasing the flexibility of the polybutylene terephthalate film while ensuring durability in a high-temperature environment.
- Preferred elastomers include at least one thermoplastic elastomer selected from polyester, polyamide, polyurethane, polyolefin, polystyrene, and polyether, or a thermoplastic elastomer that is a copolymer thereof. be done.
- the content of the elastomer is not particularly limited as long as the flexibility can be enhanced while ensuring the durability of the polybutylene terephthalate film in a high-temperature environment.
- the content is, for example, about 10.0% by mass or less, about 8.0% by mass or less, or about 5.0% by mass or less.
- Preferred ranges for the content are about 0.1 to 10.0% by mass, about 0.1 to 8.0% by mass, about 0.1 to 5.0% by mass, and 0.5 to 10.0% by mass.
- % about 0.5 to 8.0% by mass, about 0.5 to 5.0% by mass, about 1.0 to 10.0% by mass, about 1.0 to 8.0% by mass, 1.0 about 5.0% by mass, about 3.0 to 10.0% by mass, about 3.0 to 8.0% by mass, about 3.0 to 5.0% by mass, and the like.
- the heat-fusible resin layer 35 may be formed of only one layer, or may be formed of two or more layers of the same or different resins.
- the heat-sealable resin layer 35 is formed of two or more layers, at least one layer is formed of a polybutylene terephthalate film, and the polybutylene terephthalate film is the innermost layer of the exterior material for an all-solid-state battery. is preferred.
- the layer that adheres to the adhesive layer 34 is preferably a polybutylene terephthalate film.
- the layers not formed of the polybutylene terephthalate film are, for example, polyolefins such as polypropylene and polyethylene, acid-modified polypropylene, acid-modified polyethylene and the like.
- a layer formed of acid-modified polyolefin or the like may also be used.
- the heat-sealable resin layer 35 is composed only of a polybutylene terephthalate film.
- the electricity storage device 10 of the present disclosure is an electricity storage device having a structure in which an electricity storage device element 4 is housed in a package formed by an exterior material 3 for an electricity storage device.
- the electrical storage device exterior material 3 is composed of a laminate including at least a substrate layer 31 , a barrier layer 33 , and a heat-fusible resin layer 35 in this order from the outside.
- the electric storage device element 4 is accommodated in the package by heat-sealing the fusible resin layers 35 to each other.
- the adhesive film 1 is arranged so as to be interposed between the heat-fusible resin layers 35 at positions where the heat-fusible resin layers 35 are heat-fused together.
- the adhesive film 1 has a multilayer structure, and the adhesive film 1 is a resin having a melting peak temperature lower than that of the heat-fusible resin layer 35 of the power storage device exterior material 3 by 5°C or more. At least one layer L is included. That is, the electricity storage device 10 of the present disclosure is interposed between the heat-fusible resin layers 35 at positions where the heat-fusible resin layers 35 of the exterior material 3 for the electricity storage device are heat-sealed.
- the electrical storage device element 4 is produced by a method comprising a housing step of placing the adhesive film 1 and heat-sealing the heat-fusible resin layers 35 with each other through the adhesive film 1 to house the electricity storage device element 4 in the package. can do.
- an electric storage device element 4 having at least a positive electrode, a negative electrode, and an electrolyte is arranged in a state in which the metal terminals 2 connected to the positive electrode and the negative electrode are protruded outward from the electric storage device exterior material 3.
- the periphery of the electricity storage device element 4 is coated so that the flange portion of the exterior material for the electricity storage device (the region where the heat-sealable resin layers 35 are in contact with each other, and the peripheral edge portion 3a of the exterior material for the electricity storage device) can be formed,
- the heat-sealing resin layers 35 of the flange portions are heat-sealed to seal each other.
- the electric storage device 10 using the adhesive film 1 is provided by disposing the adhesive film 1 between the heat-sealable resin layers 35 at a part of the heat-sealed position and heat-sealing the same. be.
- the heat-fusible resin layer 35 of the electricity storage device exterior material 3 is placed inside (the surface in contact with the electricity storage device element 4). Used.
- the adhesive film 1 is interposed between the heat-fusible resin layers 35 at positions where the heat-fusible resin layers 35 of the exterior material 3 for the electricity storage device are heat-sealed. are arranged to For example, as shown in FIGS. 1 and 2 , in the electricity storage device 10 of the present disclosure, the adhesive film 1 of the present disclosure is such that the heat-sealable resin layers 35 are heat-fused to seal the electricity storage device element 4 . It is interposed between the heat-fusible resin layers facing each other at the position of the peripheral edge portion 3a of the electrical storage device exterior material 3 that is attached. The adhesive film 1 and the heat-sealable resin layers 35 on both sides thereof are heat-sealed when the power storage device element 4 is sealed with the power storage device exterior material 3 .
- the electricity storage device 10 of the present disclosure is sealed until it reaches a high temperature (for example, about 100° C. to 125° C.).
- the power storage device 10 is unsealed at the position of the adhesive film 1 between the adhesive resin layers 35, and the gas generated inside the power storage device 10 is released to the outside. Since the adhesive film 1 is arranged at a part of the position where the heat-sealable resin layers 35 of the electrical storage device exterior material 3 are heat-sealed, The gas can be selectively discharged to the outside. That is, in the electricity storage device 10 of the present disclosure, the position at which the gas is discharged when the package is unsealed can be set to any position in the heat-sealed portion between the heat-sealable resin layers 35 .
- the position where the adhesive film 1 is arranged is not particularly limited as long as the heat-sealable resin layers 35 of the electrical storage device exterior material 3 are heat-sealed to each other. As long as 10 has a rectangular shape in plan view, it may be arranged on either the long side or the short side of the peripheral edge portion 3a of the heat-sealed electrical storage device exterior material 3 .
- the adhesive film 1 is preferably in a state in which the adhesive film 1 is exposed inside the exterior material 3 for an electricity storage device (a portion where the heat-sealable resin layers 35 of the exterior material 3 for an electricity storage device are heat-sealed to each other). ) so that the adhesive film 1 is not completely buried. Further, the adhesive film 1 may be arranged at least one of the positions where the heat-sealable resin layers 35 of the power storage device exterior material 3 are heat-sealed, but two or more positions may be arranged. may be
- the size of the adhesive film 1 is not particularly limited as long as the gas is appropriately discharged when unsealed.
- the electricity storage device 10 has a rectangular shape in plan view, and the adhesive film 1 is arranged along one side of the rectangular shape (in the example of FIG. 1, the z direction when the adhesive film is arranged along the edge), the ratio of the length of the adhesive film 1 to the length of the one side can be about 3 to 98%.
- the length direction of the adhesive film The size can be about 20 to 300% with the size of 100% as the reference.
- the metal terminal 2 is electrically connected to the electricity storage device element 4 and protrudes outside the electricity storage device exterior material 3 .
- the adhesive film of the present disclosure is preferably arranged so as not to be positioned between the metal terminal 2 and the electrical storage device exterior material 3 (the heat-fusible resin layer 35). Furthermore, it is preferred that the adhesive film 1 of the present disclosure is not in contact with the metal terminals 2 .
- the power storage device of the present disclosure can be a power storage device such as a battery (including capacitors, capacitors, etc.). Also, the power storage device of the present disclosure may be either a primary battery or a secondary battery, preferably a secondary battery.
- the type of secondary battery is not particularly limited, and examples include lithium ion batteries, lithium ion polymer batteries, all-solid batteries, lead storage batteries, nickel/hydrogen storage batteries, nickel/cadmium storage batteries, nickel/iron storage batteries, and nickel/zinc storage batteries. , silver-zinc oxide batteries, metal-air batteries, polyvalent cation batteries, capacitors, capacitors, and the like. Among these secondary batteries, lithium ion batteries and lithium ion polymer batteries are preferred.
- Example 1 Using an extruder and a T-die casting device, acid-modified polyethylene (melting peak temperature 122.7° C.) containing a polyolefin elastomer (addition amount 10% by mass) as the first layer (resin layer L) and the second layer Acid-modified polyethylene (melting peak temperature 120 ° C.) as (resin layer L) was extruded to a thickness of 25 ⁇ m, and the first layer (resin layer L PEa layer melting peak temperature 122.7 ° C., thickness 25 ⁇ m) / second layer An adhesive film (total thickness: 50 ⁇ m) was obtained in which (resin layer L, PEa layer, melting peak temperature: 120° C., thickness: 25 ⁇ m) were laminated in order.
- Example 2 Using an extruder and a T-die casting device, a polyethylene film (melting peak temperature: 120°C, thickness: 15 ⁇ m) as the first layer (resin layer L) was coated on one side with polypropylene (melting peak temperature: 140°C) as the second layer.
- a polyethylene film melting peak temperature: 120°C, thickness: 15 ⁇ m
- polypropylene melting peak temperature: 140°C
- polypropylene (melting peak temperature 140 ° C.) was extruded as a third layer with a thickness of 7.5 ⁇ m, and the second layer (PP layer melting peak temperature 140 ° C., thickness 7.5 ⁇ m) / first layer (resin An adhesive film (total thickness: 30 ⁇ m) was obtained by laminating Layer L: PE layer (peak melting temperature: 120° C., thickness: 15 ⁇ m)/third layer (PP layer: peak melting temperature: 140° C., thickness: 7.5 ⁇ m).
- Example 3 Using an extruder and a T-die casting device, a polyethylene film (melting peak temperature: 110°C, thickness: 15 ⁇ m) as the first layer (resin layer L) was coated on one side with polypropylene (melting peak temperature: 140°C) as the second layer.
- a polyethylene film melting peak temperature: 110°C, thickness: 15 ⁇ m
- polypropylene melting peak temperature: 140°C
- polypropylene (melting peak temperature 140 ° C.) was extruded as a third layer with a thickness of 7.5 ⁇ m, and the second layer (PP layer melting peak temperature 140 ° C., thickness 7.5 ⁇ m) / first layer (resin An adhesive film (total thickness: 30 ⁇ m) was obtained by laminating Layer L: PE layer (peak melting temperature: 110° C., thickness: 15 ⁇ m)/third layer (PP layer: peak melting temperature: 140° C., thickness: 7.5 ⁇ m).
- Example 4 Using an extruder and a T-die casting device, a polyethylene naphthalate film (melting peak temperature: 265°C, thickness: 12 ⁇ m) was used as the third layer on one side, and maleic anhydride-modified polypropylene (melting peak temperature: 140°C) was used as the second layer. On the other side, a maleic anhydride-modified polypropylene (melting peak temperature: 140° C.) is extruded as a fourth layer to a thickness of 30 ⁇ m, and a polyolefin elastomer is applied as a first layer (resin layer L) on the surface of the second layer.
- a polyethylene naphthalate film melting peak temperature: 265°C, thickness: 12 ⁇ m
- maleic anhydride-modified polypropylene melting peak temperature: 140°C
- a maleic anhydride-modified polypropylene (melting peak temperature: 140° C.) is extruded as a fourth
- Acid-modified polyethylene (melting peak temperature 122.7 ° C.) containing (addition amount 10% by mass) was extruded to a thickness of 33 ⁇ m, and the first layer (resin layer L PEa layer melting peak temperature 122.7 ° C., thickness 33 ⁇ m)/second 2 layers (PPa layer melting peak temperature 140°C, thickness 30 ⁇ m) / 3rd layer (PEN layer melting peak temperature 265°C, thickness 12 ⁇ m) / 4th layer (PPa layer melting peak temperature 140°C, thickness 30 ⁇ m) / laminated in order A coated adhesive film (total thickness 100 ⁇ m) was obtained.
- Comparative example 1 A single layer of polyethylene film (melting peak temperature 125° C., thickness 50 ⁇ m) was used as the adhesive film (total thickness 50 ⁇ m).
- Comparative example 2 Three-layer co-extruded unstretched polypropylene film (CPP layer polypropylene (peak melting temperature 140°C, thickness 10 ⁇ m)/polypropylene (peak melting temperature 140°C, thickness 20 ⁇ m)/polypropylene (peak melting temperature 140°C, thickness 10 ⁇ m)) is adhered. A flexible film (total thickness of 40 ⁇ m) was used.
- the melting peak temperature was measured in accordance with JIS K7121:2012 (Method for measuring transition temperature of plastics (JIS K7121:1987 Supplement 1)). The measurement was performed using a differential scanning calorimeter (DSC, differential scanning calorimeter Q200 manufactured by TA Instruments). After holding the measurement sample at ⁇ 50° C. for 15 minutes, the temperature was raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the first melting peak temperature P (° C.) was measured. It was held at 210° C. for 10 minutes. Next, the temperature was lowered from 210° C. to ⁇ 50° C.
- DSC differential scanning calorimeter Q200 manufactured by TA Instruments
- the temperature was raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the second melting peak temperature Q (° C.) was measured.
- the nitrogen gas flow rate was set to 50 ml/min.
- Base layer PET (thickness 12 ⁇ m) / adhesive (thickness 2 ⁇ m) / nylon (thickness 15 ⁇ m)) / adhesive layer (thickness 2 ⁇ m) / barrier layer (aluminum alloy foil thickness 40 ⁇ m) / adhesive layer (maleic anhydride-modified polypropylene Thickness 25 ⁇ m) / heat-fusible resin layer (polypropylene melting peak temperature 140 ° C., thickness 25 ⁇ m) were laminated in this order to prepare an exterior material for an electricity storage device with a total thickness of 121 ⁇ m. Two test pieces cut to a size of 19 cm in the x direction were prepared.
- the heat-fusible resin layers of these two test pieces are stacked so as to face each other, forming a short side of 8 cm in width (z direction) and a long side of 19 cm in length (x direction).
- a pair of superimposed specimens was prepared.
- the heat-fusible resin layer is positioned on the short side of the peripheral edge portion 3a where the heat-fusible resin layers of the exterior material for the electrical storage device are heat-sealed.
- An adhesive film was placed in between. The size of the adhesive film was 3 cm in width (z direction) ⁇ 1.5 cm in length (x direction).
- the schematic diagram of FIG. 1 depicts a metal terminal, the metal terminal was not used in the opening test method.
- the adhesive film is arranged so that the width (z direction) and length (x direction) of the adhesive film are aligned with the test piece, and more specifically, in the width (z direction), the center of the test piece and the adhesive film Arrange so that the positions match, and in the vertical (x direction), the vertical (x direction) lower end of the adhesive film is aligned with the 8 cm short side that is the vertical (x direction) lower end of the test piece. placed.
- a pressure of 0.5 MPa, a temperature of 190° C., and a seal width of 3 mm the short side on which the adhesive film of the exterior material for an electricity storage device, which is a test piece, was placed and the opposite short side were heat-sealed.
- both sides of the adhesive film are heat-sealed to the heat-fusible resin layer.
- one long side of the exterior material for an electricity storage device which is a test piece, is heat-sealed in the same manner, the opposite short side and one long side are heat-sealed, and the other long side that is not heat-sealed is opened. After 1 g of water was added to the bag-shaped sample, the opening side (long side) was similarly heat-sealed to obtain a water-sealed test sample.
- thermocouple was attached to the test sample, placed in an oven, and heated from room temperature (25°C) at a heating rate of 6°C/min until the test sample temperature reached 140°C.
- the opening temperature evaluation was performed according to the following criteria. Table 1 shows the results. A: Opened at 100°C or higher and 125°C or lower. B: Unsealed at less than 100°C. C: Opened above 125°C.
- the resulting laminate was cut, and a 15 mm strip-shaped test piece was cut from the center of the position where the adhesive film was sandwiched between the heat-fusible resin layers (both sides of the adhesive film were the heat-fusible resin layers and heat-sealed).
- the seal strength was measured in accordance with the provisions of JIS K7127: 1999 at each measurement temperature of 25 ° C. environment, 60 ° C. environment, 100 ° C. environment, and 120 ° C. environment as follows. .
- the adhesive films of Examples 1 to 4 have a multilayer structure, and the resin layer L has a melting peak temperature lower than that of the heat-fusible resin layer (melting peak is 140° C.) of the exterior material for an electric storage device by 5° C. or more.
- Layers corresponding to (Example 1 is the first layer (PEa layer) and second layer (PEa layer), Example 2 is the first layer (PE layer), Example 3 is the first layer (PE layer), Example 4 contains the first layer (PEa layer).As is clear from the results of the opening temperature evaluation shown in Table 1, the adhesive films of Examples 1 to 4 allow the storage device to withstand high temperatures (for example, from 100 ° C.
- the power storage device Until the temperature reaches about 125 ° C.), the power storage device is sealed, and when the power storage device reaches the high temperature (for example, about 100 ° C. to 125 ° C.), at the position of the adhesive film between the heat-sealable resin layers
- the power storage device can be unsealed to release gas generated inside the power storage device to the outside.
- An adhesive film used in an electricity storage device has a structure in which an electricity storage device element is housed in a package formed of an electricity storage device exterior material,
- the exterior material for an electricity storage device is composed of a laminate including at least a substrate layer, a barrier layer, and a heat-fusible resin layer in this order from the outside,
- the power storage device element is accommodated in the package by heat-sealing the heat-sealable resin layers of the power storage device exterior material
- the adhesive film is used so as to be interposed between the heat-fusible resin layers at positions where the heat-fusible resin layers are heat-sealed,
- the adhesive film has a multilayer structure,
- the adhesive film includes at least one resin layer L having a melting peak temperature lower than that of the heat-fusible resin layer of the power storage device exterior material by 5° C.
- Section 2. Item 2. The adhesive film according to item 1, wherein the melting peak temperature of the resin layer L is 100°C or higher and 135°C or lower.
- Item 3. Item 3. The adhesive film according to Item 1 or 2, wherein the resin layer L includes a polyolefin skeleton.
- Section 4. The adhesive film according to any one of Items 1 to 3, wherein the resin layer L has a thickness of 500 ⁇ m or less.
- Item 5. The adhesive film according to any one of Items 1 to 4, wherein the adhesive film has a thickness of 1 ⁇ m or more and 500 ⁇ m or less.
- An electricity storage device having a structure in which an electricity storage device element is housed in a package formed by an exterior material for an electricity storage device,
- the exterior material for an electricity storage device is composed of a laminate including at least a substrate layer, a barrier layer, and a heat-fusible resin layer in this order from the outside,
- the power storage device element is accommodated in the package by heat-sealing the heat-sealable resin layers of the power storage device exterior material
- An adhesive film is arranged so as to be interposed between the heat-fusible resin layers at positions where the heat-fusible resin layers are heat-fused together,
- the adhesive film has a multilayer structure,
- the power storage device, wherein the adhesive film includes at least one resin layer L having a melting peak temperature lower than that of the heat-fusible resin layer of the power storage device exterior material by 5°C or more.
- Item 7 A method for manufacturing an electricity storage device having a structure in which an electricity storage device element is housed in a package formed of an exterior material for an electricity storage device,
- the exterior material for an electricity storage device is composed of a laminate including at least a substrate layer, a barrier layer, and a heat-fusible resin layer in this order from the outside,
- An adhesive film is arranged so as to be interposed between the heat-fusible resin layers at a position where the heat-fusible resin layers of the exterior material for an electricity storage device are heat-sealed to each other, and the adhesiveness
- the adhesive film has a multilayer structure,
- Reference Signs List 1 Adhesive film 2 Metal terminal 3 Exterior material for electricity storage device 3a Peripheral edge portion of exterior material for electricity storage device 4 Electricity storage device element 5 Adhesive film for metal terminal 10 Electricity storage device 11 First layer (resin layer L) 12 Second layer 13 Third layer 14 Fourth layer 31 Base material layer 32 Adhesive layer 33 Barrier layer 34 Adhesive layer 35 Thermal adhesive resin layer
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Laminated Bodies (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Gas Exhaust Devices For Batteries (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/287,694 US20240186628A1 (en) | 2021-04-27 | 2022-04-27 | Adhesive film, electricity storage device, and method for producing electricity storage device |
| EP22795864.2A EP4333007A4 (en) | 2021-04-27 | 2022-04-27 | ADHESIVE FILM, ELECTRICITY STORAGE DEVICE AND METHOD FOR PRODUCING ELECTRICITY STORAGE DEVICE |
| JP2022576554A JP7255763B2 (ja) | 2021-04-27 | 2022-04-27 | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 |
| CN202280030499.3A CN117280529A (zh) | 2021-04-27 | 2022-04-27 | 粘接性膜、蓄电器件和蓄电器件的制造方法 |
| KR1020237035426A KR20240001132A (ko) | 2021-04-27 | 2022-04-27 | 접착성 필름, 축전 디바이스, 및 축전 디바이스의 제조 방법 |
| JP2023052872A JP7790385B2 (ja) | 2021-04-27 | 2023-03-29 | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 |
| JP2025245282A JP2026041988A (ja) | 2021-04-27 | 2025-12-11 | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-075441 | 2021-04-27 | ||
| JP2021075441 | 2021-04-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022230951A1 true WO2022230951A1 (ja) | 2022-11-03 |
Family
ID=83848550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/019134 Ceased WO2022230951A1 (ja) | 2021-04-27 | 2022-04-27 | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240186628A1 (https=) |
| EP (1) | EP4333007A4 (https=) |
| JP (3) | JP7255763B2 (https=) |
| KR (1) | KR20240001132A (https=) |
| CN (1) | CN117280529A (https=) |
| WO (1) | WO2022230951A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002008616A (ja) | 2000-06-16 | 2002-01-11 | Mitsubishi Heavy Ind Ltd | 非水電解質二次電池の安全弁の形成方法及び非水電解質二次電池 |
| JP2015079638A (ja) | 2013-10-17 | 2015-04-23 | 大倉工業株式会社 | 接着用テープ付き端子、接着用テープ付き端子の製造方法及び薄型電池 |
| JP2017062872A (ja) * | 2015-09-23 | 2017-03-30 | 株式会社デンソー | 非水電解質二次電池 |
| JP2019029300A (ja) * | 2017-08-03 | 2019-02-21 | 大日本印刷株式会社 | 電池用包装材料、その製造方法、及び電池 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001283800A (ja) | 2000-03-31 | 2001-10-12 | Sanyo Electric Co Ltd | 薄型電池 |
| KR20030066895A (ko) | 2002-02-05 | 2003-08-14 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR20220034036A (ko) * | 2019-07-10 | 2022-03-17 | 다이니폰 인사츠 가부시키가이샤 | 금속단자용 접착성 필름, 금속단자용 접착성 필름 부착 금속단자, 상기 금속단자용 접착성 필름을 사용한 축전 디바이스, 및 축전 디바이스의 제조 방법 |
-
2022
- 2022-04-27 CN CN202280030499.3A patent/CN117280529A/zh active Pending
- 2022-04-27 EP EP22795864.2A patent/EP4333007A4/en active Pending
- 2022-04-27 WO PCT/JP2022/019134 patent/WO2022230951A1/ja not_active Ceased
- 2022-04-27 US US18/287,694 patent/US20240186628A1/en active Pending
- 2022-04-27 JP JP2022576554A patent/JP7255763B2/ja active Active
- 2022-04-27 KR KR1020237035426A patent/KR20240001132A/ko active Pending
-
2023
- 2023-03-29 JP JP2023052872A patent/JP7790385B2/ja active Active
-
2025
- 2025-12-11 JP JP2025245282A patent/JP2026041988A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002008616A (ja) | 2000-06-16 | 2002-01-11 | Mitsubishi Heavy Ind Ltd | 非水電解質二次電池の安全弁の形成方法及び非水電解質二次電池 |
| JP2015079638A (ja) | 2013-10-17 | 2015-04-23 | 大倉工業株式会社 | 接着用テープ付き端子、接着用テープ付き端子の製造方法及び薄型電池 |
| JP2017062872A (ja) * | 2015-09-23 | 2017-03-30 | 株式会社デンソー | 非水電解質二次電池 |
| JP2019029300A (ja) * | 2017-08-03 | 2019-02-21 | 大日本印刷株式会社 | 電池用包装材料、その製造方法、及び電池 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4333007A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2026041988A (ja) | 2026-03-10 |
| JPWO2022230951A1 (https=) | 2022-11-03 |
| JP7790385B2 (ja) | 2025-12-23 |
| US20240186628A1 (en) | 2024-06-06 |
| CN117280529A (zh) | 2023-12-22 |
| JP7255763B2 (ja) | 2023-04-11 |
| EP4333007A1 (en) | 2024-03-06 |
| EP4333007A4 (en) | 2025-10-01 |
| KR20240001132A (ko) | 2024-01-03 |
| JP2023089020A (ja) | 2023-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7120491B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7798023B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7276642B1 (ja) | 接着性フィルム、接着性フィルムの製造方法、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7846966B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP6950857B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| WO2022244853A1 (ja) | 蓄電デバイスの非透水性ガス抜きフィルム | |
| US20240405389A1 (en) | Adhesive film for metal terminals, method for producing adhesive film for metal terminals, metal terminal provided with adhesive film for metal terminals, power storage device, and method for producing power storage device | |
| JP2024016132A (ja) | 接着性フィルム、接着性フィルムの製造方法、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7294550B2 (ja) | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7255763B2 (ja) | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7635900B1 (ja) | 半固体電池用内袋フィルム及び半固体電池 | |
| WO2026075239A1 (ja) | 蓄電デバイス用樹脂フィルム及び蓄電デバイス | |
| WO2026075237A1 (ja) | 蓄電デバイス用樹脂フィルム及び蓄電デバイス | |
| WO2024248106A1 (ja) | 蓄電デバイスの接着性フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022576554 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22795864 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18287694 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280030499.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202317079063 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022795864 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022795864 Country of ref document: EP Effective date: 20231127 |