WO2022230886A1 - Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system - Google Patents
Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system Download PDFInfo
- Publication number
- WO2022230886A1 WO2022230886A1 PCT/JP2022/018913 JP2022018913W WO2022230886A1 WO 2022230886 A1 WO2022230886 A1 WO 2022230886A1 JP 2022018913 W JP2022018913 W JP 2022018913W WO 2022230886 A1 WO2022230886 A1 WO 2022230886A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tobacco
- sheet
- flavor
- combustion heating
- mass
- Prior art date
Links
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims abstract description 386
- 238000002485 combustion reaction Methods 0.000 title claims abstract description 109
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 239000003205 fragrance Substances 0.000 title abstract description 7
- 238000000034 method Methods 0.000 title description 26
- 244000061176 Nicotiana tabacum Species 0.000 title description 16
- 241000208125 Nicotiana Species 0.000 claims abstract description 370
- 239000000796 flavoring agent Substances 0.000 claims description 194
- 235000019634 flavors Nutrition 0.000 claims description 190
- 238000010438 heat treatment Methods 0.000 claims description 138
- 239000003795 chemical substances by application Substances 0.000 claims description 103
- 239000000203 mixture Substances 0.000 claims description 76
- 229920002670 Fructan Polymers 0.000 claims description 64
- 238000000465 moulding Methods 0.000 claims description 53
- 150000004671 saturated fatty acids Chemical class 0.000 claims description 53
- ZFTFOHBYVDOAMH-XNOIKFDKSA-N (2r,3s,4s,5r)-5-[[(2r,3s,4s,5r)-5-[[(2r,3s,4s,5r)-3,4-dihydroxy-2,5-bis(hydroxymethyl)oxolan-2-yl]oxymethyl]-3,4-dihydroxy-2-(hydroxymethyl)oxolan-2-yl]oxymethyl]-2-(hydroxymethyl)oxolane-2,3,4-triol Chemical class O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)OC[C@@H]1[C@@H](O)[C@H](O)[C@](CO)(OC[C@@H]2[C@H]([C@H](O)[C@@](O)(CO)O2)O)O1 ZFTFOHBYVDOAMH-XNOIKFDKSA-N 0.000 claims description 33
- 239000002994 raw material Substances 0.000 claims description 31
- RFSUNEUAIZKAJO-ARQDHWQXSA-N Fructose Chemical class OC[C@H]1O[C@](O)(CO)[C@@H](O)[C@@H]1O RFSUNEUAIZKAJO-ARQDHWQXSA-N 0.000 claims description 29
- 239000000654 additive Substances 0.000 claims description 27
- 230000000996 additive effect Effects 0.000 claims description 27
- 229920002488 Hemicellulose Polymers 0.000 claims description 19
- 150000002148 esters Chemical class 0.000 claims description 18
- 238000011049 filling Methods 0.000 claims description 17
- 229920005610 lignin Polymers 0.000 claims description 16
- 235000003441 saturated fatty acids Nutrition 0.000 claims description 13
- 238000005096 rolling process Methods 0.000 claims description 10
- 238000003825 pressing Methods 0.000 claims description 7
- -1 saturated fatty acid ester Chemical class 0.000 claims description 7
- 238000007493 shaping process Methods 0.000 claims description 6
- 239000000463 material Substances 0.000 abstract description 36
- 239000000123 paper Substances 0.000 description 72
- 230000000391 smoking effect Effects 0.000 description 42
- 230000005764 inhibitory process Effects 0.000 description 36
- 239000000443 aerosol Substances 0.000 description 31
- 239000000843 powder Substances 0.000 description 26
- 229930091371 Fructose Natural products 0.000 description 25
- 239000005715 Fructose Substances 0.000 description 25
- 239000000047 product Substances 0.000 description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 23
- 230000000694 effects Effects 0.000 description 22
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 18
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 18
- 239000007788 liquid Substances 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 16
- 238000001816 cooling Methods 0.000 description 16
- 239000000945 filler Substances 0.000 description 16
- 230000002522 swelling effect Effects 0.000 description 15
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 14
- 235000009508 confectionery Nutrition 0.000 description 13
- 229920001282 polysaccharide Polymers 0.000 description 13
- 239000005017 polysaccharide Substances 0.000 description 13
- 150000004804 polysaccharides Chemical class 0.000 description 13
- 229920002678 cellulose Polymers 0.000 description 12
- 235000010980 cellulose Nutrition 0.000 description 12
- 235000000346 sugar Nutrition 0.000 description 12
- 239000001913 cellulose Substances 0.000 description 11
- 238000011156 evaluation Methods 0.000 description 11
- 239000000835 fiber Substances 0.000 description 10
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 10
- 230000002688 persistence Effects 0.000 description 10
- 239000000243 solution Substances 0.000 description 10
- SNICXCGAKADSCV-JTQLQIEISA-N (-)-Nicotine Chemical compound CN1CCC[C@H]1C1=CC=CN=C1 SNICXCGAKADSCV-JTQLQIEISA-N 0.000 description 9
- 229960002715 nicotine Drugs 0.000 description 9
- SNICXCGAKADSCV-UHFFFAOYSA-N nicotine Natural products CN1CCCC1C1=CC=CN=C1 SNICXCGAKADSCV-UHFFFAOYSA-N 0.000 description 9
- 239000012744 reinforcing agent Substances 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 8
- 230000006870 function Effects 0.000 description 8
- 239000011230 binding agent Substances 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 235000011187 glycerol Nutrition 0.000 description 7
- 230000002401 inhibitory effect Effects 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 150000002772 monosaccharides Chemical class 0.000 description 7
- 239000002002 slurry Substances 0.000 description 7
- 238000009423 ventilation Methods 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 239000003570 air Substances 0.000 description 6
- 230000004323 axial length Effects 0.000 description 6
- 229920002301 cellulose acetate Polymers 0.000 description 6
- 150000002016 disaccharides Chemical class 0.000 description 6
- 239000002245 particle Substances 0.000 description 6
- 241000894007 species Species 0.000 description 6
- 235000006200 Glycyrrhiza glabra Nutrition 0.000 description 5
- 235000021314 Palmitic acid Nutrition 0.000 description 5
- 239000007864 aqueous solution Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000000284 extract Substances 0.000 description 5
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 5
- 235000019645 odor Nutrition 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 235000018102 proteins Nutrition 0.000 description 5
- 108090000623 proteins and genes Proteins 0.000 description 5
- 102000004169 proteins and genes Human genes 0.000 description 5
- 229920001059 synthetic polymer Polymers 0.000 description 5
- 238000005406 washing Methods 0.000 description 5
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 241000196324 Embryophyta Species 0.000 description 4
- 241000202807 Glycyrrhiza Species 0.000 description 4
- 235000001453 Glycyrrhiza echinata Nutrition 0.000 description 4
- 235000017382 Glycyrrhiza lepidota Nutrition 0.000 description 4
- 108010019160 Pancreatin Proteins 0.000 description 4
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 235000019504 cigarettes Nutrition 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 235000013355 food flavoring agent Nutrition 0.000 description 4
- 239000003906 humectant Substances 0.000 description 4
- 238000006460 hydrolysis reaction Methods 0.000 description 4
- 229940010454 licorice Drugs 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 4
- 238000012856 packing Methods 0.000 description 4
- 229940055695 pancreatin Drugs 0.000 description 4
- 238000011002 quantification Methods 0.000 description 4
- 238000010992 reflux Methods 0.000 description 4
- 230000035807 sensation Effects 0.000 description 4
- 235000019615 sensations Nutrition 0.000 description 4
- 239000000779 smoke Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000000638 solvent extraction Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 229910021642 ultra pure water Inorganic materials 0.000 description 4
- 239000012498 ultrapure water Substances 0.000 description 4
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 3
- ZPVGIKNDGJGLCO-VGAMQAOUSA-N [(2s,3r,4s,5s,6r)-2-[(2s,3s,4s,5r)-3,4-dihydroxy-2,5-bis(hydroxymethyl)oxolan-2-yl]-3,4,5-trihydroxy-6-(hydroxymethyl)oxan-2-yl] hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)O[C@@]1([C@]2(CO)[C@H]([C@H](O)[C@@H](CO)O2)O)O[C@H](CO)[C@@H](O)[C@H](O)[C@H]1O ZPVGIKNDGJGLCO-VGAMQAOUSA-N 0.000 description 3
- 230000006399 behavior Effects 0.000 description 3
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 3
- 239000001768 carboxy methyl cellulose Substances 0.000 description 3
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000010790 dilution Methods 0.000 description 3
- 239000012895 dilution Substances 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 230000003020 moisturizing effect Effects 0.000 description 3
- 239000002304 perfume Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 235000019698 starch Nutrition 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000006228 supernatant Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 235000019505 tobacco product Nutrition 0.000 description 3
- 108010068370 Glutens Proteins 0.000 description 2
- 244000303040 Glycyrrhiza glabra Species 0.000 description 2
- 229920002907 Guar gum Polymers 0.000 description 2
- FLIACVVOZYBSBS-UHFFFAOYSA-N Methyl palmitate Chemical compound CCCCCCCCCCCCCCCC(=O)OC FLIACVVOZYBSBS-UHFFFAOYSA-N 0.000 description 2
- 229920000881 Modified starch Polymers 0.000 description 2
- 206010069201 Smoke sensitivity Diseases 0.000 description 2
- 235000002597 Solanum melongena Nutrition 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- 238000002835 absorbance Methods 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- OBETXYAYXDNJHR-UHFFFAOYSA-N alpha-ethylcaproic acid Natural products CCCCC(CC)C(O)=O OBETXYAYXDNJHR-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 230000001143 conditioned effect Effects 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 239000000706 filtrate Substances 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 235000021312 gluten Nutrition 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 235000010417 guar gum Nutrition 0.000 description 2
- 239000000665 guar gum Substances 0.000 description 2
- 229960002154 guar gum Drugs 0.000 description 2
- 230000007062 hydrolysis Effects 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 230000007794 irritation Effects 0.000 description 2
- 238000007561 laser diffraction method Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- ISYWECDDZWTKFF-UHFFFAOYSA-N nonadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCCC(O)=O ISYWECDDZWTKFF-UHFFFAOYSA-N 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 235000011837 pasties Nutrition 0.000 description 2
- 235000010987 pectin Nutrition 0.000 description 2
- 239000001814 pectin Substances 0.000 description 2
- 229920001277 pectin Polymers 0.000 description 2
- 230000002085 persistent effect Effects 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 238000010298 pulverizing process Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000001953 sensory effect Effects 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 229940032147 starch Drugs 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 2
- 235000013311 vegetables Nutrition 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 1
- HNSDLXPSAYFUHK-UHFFFAOYSA-N 1,4-bis(2-ethylhexyl) sulfosuccinate Chemical compound CCCCC(CC)COC(=O)CC(S(O)(=O)=O)C(=O)OCC(CC)CCCC HNSDLXPSAYFUHK-UHFFFAOYSA-N 0.000 description 1
- AZUYLZMQTIKGSC-UHFFFAOYSA-N 1-[6-[4-(5-chloro-6-methyl-1H-indazol-4-yl)-5-methyl-3-(1-methylindazol-5-yl)pyrazol-1-yl]-2-azaspiro[3.3]heptan-2-yl]prop-2-en-1-one Chemical compound ClC=1C(=C2C=NNC2=CC=1C)C=1C(=NN(C=1C)C1CC2(CN(C2)C(C=C)=O)C1)C=1C=C2C=NN(C2=CC=1)C AZUYLZMQTIKGSC-UHFFFAOYSA-N 0.000 description 1
- KXJGSNRAQWDDJT-UHFFFAOYSA-N 1-acetyl-5-bromo-2h-indol-3-one Chemical compound BrC1=CC=C2N(C(=O)C)CC(=O)C2=C1 KXJGSNRAQWDDJT-UHFFFAOYSA-N 0.000 description 1
- GYSCBCSGKXNZRH-UHFFFAOYSA-N 1-benzothiophene-2-carboxamide Chemical compound C1=CC=C2SC(C(=O)N)=CC2=C1 GYSCBCSGKXNZRH-UHFFFAOYSA-N 0.000 description 1
- OWEGMIWEEQEYGQ-UHFFFAOYSA-N 100676-05-9 Natural products OC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(OC2C(OC(O)C(O)C2O)CO)O1 OWEGMIWEEQEYGQ-UHFFFAOYSA-N 0.000 description 1
- IUVCFHHAEHNCFT-INIZCTEOSA-N 2-[(1s)-1-[4-amino-3-(3-fluoro-4-propan-2-yloxyphenyl)pyrazolo[3,4-d]pyrimidin-1-yl]ethyl]-6-fluoro-3-(3-fluorophenyl)chromen-4-one Chemical compound C1=C(F)C(OC(C)C)=CC=C1C(C1=C(N)N=CN=C11)=NN1[C@@H](C)C1=C(C=2C=C(F)C=CC=2)C(=O)C2=CC(F)=CC=C2O1 IUVCFHHAEHNCFT-INIZCTEOSA-N 0.000 description 1
- MSWZFWKMSRAUBD-IVMDWMLBSA-N 2-amino-2-deoxy-D-glucopyranose Chemical compound N[C@H]1C(O)O[C@H](CO)[C@@H](O)[C@@H]1O MSWZFWKMSRAUBD-IVMDWMLBSA-N 0.000 description 1
- SATHPVQTSSUFFW-UHFFFAOYSA-N 4-[6-[(3,5-dihydroxy-4-methoxyoxan-2-yl)oxymethyl]-3,5-dihydroxy-4-methoxyoxan-2-yl]oxy-2-(hydroxymethyl)-6-methyloxane-3,5-diol Chemical compound OC1C(OC)C(O)COC1OCC1C(O)C(OC)C(O)C(OC2C(C(CO)OC(C)C2O)O)O1 SATHPVQTSSUFFW-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229920001817 Agar Polymers 0.000 description 1
- 241000589158 Agrobacterium Species 0.000 description 1
- 239000001904 Arabinogalactan Substances 0.000 description 1
- 229920000189 Arabinogalactan Polymers 0.000 description 1
- 235000003261 Artemisia vulgaris Nutrition 0.000 description 1
- 240000006891 Artemisia vulgaris Species 0.000 description 1
- DQEFEBPAPFSJLV-UHFFFAOYSA-N Cellulose propionate Chemical compound CCC(=O)OCC1OC(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C1OC1C(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C(COC(=O)CC)O1 DQEFEBPAPFSJLV-UHFFFAOYSA-N 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- 241000238424 Crustacea Species 0.000 description 1
- 241000195493 Cryptophyta Species 0.000 description 1
- 239000001879 Curdlan Substances 0.000 description 1
- 229920002558 Curdlan Polymers 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 1
- GHVNFZFCNZKVNT-UHFFFAOYSA-N Decanoic acid Natural products CCCCCCCCCC(O)=O GHVNFZFCNZKVNT-UHFFFAOYSA-N 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 239000004278 EU approved seasoning Substances 0.000 description 1
- 108090000790 Enzymes Proteins 0.000 description 1
- 102000004190 Enzymes Human genes 0.000 description 1
- 239000004386 Erythritol Substances 0.000 description 1
- UNXHWFMMPAWVPI-UHFFFAOYSA-N Erythritol Natural products OCC(O)C(O)CO UNXHWFMMPAWVPI-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- BDAGIHXWWSANSR-UHFFFAOYSA-M Formate Chemical compound [O-]C=O BDAGIHXWWSANSR-UHFFFAOYSA-M 0.000 description 1
- SNVFDPHQAOXWJZ-UHFFFAOYSA-N Furcelleran Chemical compound CCOC(=O)C1=C(C)NC(C=2C=CC=CC=2)=C(C(=O)OCC=2C=CC=CC=2)C1C#CC1=CC=CC=C1 SNVFDPHQAOXWJZ-UHFFFAOYSA-N 0.000 description 1
- 229920002148 Gellan gum Polymers 0.000 description 1
- 108010073032 Grain Proteins Proteins 0.000 description 1
- 229920000569 Gum karaya Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- GUBGYTABKSRVRQ-PICCSMPSSA-N Maltose Natural products O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-PICCSMPSSA-N 0.000 description 1
- 229930195725 Mannitol Natural products 0.000 description 1
- 239000004909 Moisturizer Substances 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 244000046052 Phaseolus vulgaris Species 0.000 description 1
- 235000010627 Phaseolus vulgaris Nutrition 0.000 description 1
- 235000010451 Plantago psyllium Nutrition 0.000 description 1
- 244000090599 Plantago psyllium Species 0.000 description 1
- HDSBZMRLPLPFLQ-UHFFFAOYSA-N Propylene glycol alginate Chemical compound OC1C(O)C(OC)OC(C(O)=O)C1OC1C(O)C(O)C(C)C(C(=O)OCC(C)O)O1 HDSBZMRLPLPFLQ-UHFFFAOYSA-N 0.000 description 1
- 239000004373 Pullulan Substances 0.000 description 1
- 229920001218 Pullulan Polymers 0.000 description 1
- 244000061456 Solanum tuberosum Species 0.000 description 1
- 235000002595 Solanum tuberosum Nutrition 0.000 description 1
- 241000934878 Sterculia Species 0.000 description 1
- 229930006000 Sucrose Natural products 0.000 description 1
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 240000004584 Tamarindus indica Species 0.000 description 1
- 235000004298 Tamarindus indica Nutrition 0.000 description 1
- 244000299461 Theobroma cacao Species 0.000 description 1
- 235000009470 Theobroma cacao Nutrition 0.000 description 1
- 229920001615 Tragacanth Polymers 0.000 description 1
- 235000021307 Triticum Nutrition 0.000 description 1
- 244000098338 Triticum aestivum Species 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 229920002310 Welan gum Polymers 0.000 description 1
- TVXBFESIOXBWNM-UHFFFAOYSA-N Xylitol Natural products OCCC(O)C(O)C(O)CCO TVXBFESIOXBWNM-UHFFFAOYSA-N 0.000 description 1
- FJWGYAHXMCUOOM-QHOUIDNNSA-N [(2s,3r,4s,5r,6r)-2-[(2r,3r,4s,5r,6s)-4,5-dinitrooxy-2-(nitrooxymethyl)-6-[(2r,3r,4s,5r,6s)-4,5,6-trinitrooxy-2-(nitrooxymethyl)oxan-3-yl]oxyoxan-3-yl]oxy-3,5-dinitrooxy-6-(nitrooxymethyl)oxan-4-yl] nitrate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O)O[C@H]1[C@@H]([C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@@H](CO[N+]([O-])=O)O1)O[N+]([O-])=O)CO[N+](=O)[O-])[C@@H]1[C@@H](CO[N+]([O-])=O)O[C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O FJWGYAHXMCUOOM-QHOUIDNNSA-N 0.000 description 1
- 238000011481 absorbance measurement Methods 0.000 description 1
- 235000010489 acacia gum Nutrition 0.000 description 1
- 239000001785 acacia senegal l. willd gum Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000008272 agar Substances 0.000 description 1
- 229940023476 agar Drugs 0.000 description 1
- 235000010419 agar Nutrition 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 125000003158 alcohol group Chemical group 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 235000010443 alginic acid Nutrition 0.000 description 1
- 229920000615 alginic acid Polymers 0.000 description 1
- 239000000783 alginic acid Substances 0.000 description 1
- 229960001126 alginic acid Drugs 0.000 description 1
- 150000004781 alginic acids Chemical class 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 235000019312 arabinogalactan Nutrition 0.000 description 1
- 239000000305 astragalus gummifer gum Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 1
- MSWZFWKMSRAUBD-UHFFFAOYSA-N beta-D-galactosamine Natural products NC1C(O)OC(CO)C(O)C1O MSWZFWKMSRAUBD-UHFFFAOYSA-N 0.000 description 1
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 229920003064 carboxyethyl cellulose Polymers 0.000 description 1
- 235000010418 carrageenan Nutrition 0.000 description 1
- 229920001525 carrageenan Polymers 0.000 description 1
- 239000000679 carrageenan Substances 0.000 description 1
- 229940113118 carrageenan Drugs 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 229920001727 cellulose butyrate Polymers 0.000 description 1
- 229920003086 cellulose ether Polymers 0.000 description 1
- 229920006218 cellulose propionate Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000004035 construction material Substances 0.000 description 1
- 235000019316 curdlan Nutrition 0.000 description 1
- 229940078035 curdlan Drugs 0.000 description 1
- 125000006165 cyclic alkyl group Chemical group 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 229940088598 enzyme Drugs 0.000 description 1
- 235000019414 erythritol Nutrition 0.000 description 1
- UNXHWFMMPAWVPI-ZXZARUISSA-N erythritol Chemical compound OC[C@H](O)[C@H](O)CO UNXHWFMMPAWVPI-ZXZARUISSA-N 0.000 description 1
- 229940009714 erythritol Drugs 0.000 description 1
- ZOOODBUHSVUZEM-UHFFFAOYSA-N ethoxymethanedithioic acid Chemical compound CCOC(S)=S ZOOODBUHSVUZEM-UHFFFAOYSA-N 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 235000003599 food sweetener Nutrition 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 235000010492 gellan gum Nutrition 0.000 description 1
- 239000000216 gellan gum Substances 0.000 description 1
- 229960002442 glucosamine Drugs 0.000 description 1
- 239000001087 glyceryl triacetate Substances 0.000 description 1
- 235000013773 glyceryl triacetate Nutrition 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010979 hydroxypropyl methyl cellulose Nutrition 0.000 description 1
- 239000001866 hydroxypropyl methyl cellulose Substances 0.000 description 1
- 229920003088 hydroxypropyl methyl cellulose Polymers 0.000 description 1
- UFVKGYZPFZQRLF-UHFFFAOYSA-N hydroxypropyl methyl cellulose Chemical compound OC1C(O)C(OC)OC(CO)C1OC1C(O)C(O)C(OC2C(C(O)C(OC3C(C(O)C(O)C(CO)O3)O)C(CO)O2)O)C(CO)O1 UFVKGYZPFZQRLF-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- LTINPJMVDKPJJI-UHFFFAOYSA-N iodinated glycerol Chemical compound CC(I)C1OCC(CO)O1 LTINPJMVDKPJJI-UHFFFAOYSA-N 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 235000010494 karaya gum Nutrition 0.000 description 1
- 239000000231 karaya gum Substances 0.000 description 1
- 229940039371 karaya gum Drugs 0.000 description 1
- 239000000832 lactitol Substances 0.000 description 1
- 235000010448 lactitol Nutrition 0.000 description 1
- VQHSOMBJVWLPSR-JVCRWLNRSA-N lactitol Chemical compound OC[C@H](O)[C@@H](O)[C@@H]([C@H](O)CO)O[C@@H]1O[C@H](CO)[C@H](O)[C@H](O)[C@H]1O VQHSOMBJVWLPSR-JVCRWLNRSA-N 0.000 description 1
- 229960003451 lactitol Drugs 0.000 description 1
- 235000021374 legumes Nutrition 0.000 description 1
- 235000010449 maltitol Nutrition 0.000 description 1
- 239000000845 maltitol Substances 0.000 description 1
- VQHSOMBJVWLPSR-WUJBLJFYSA-N maltitol Chemical compound OC[C@H](O)[C@@H](O)[C@@H]([C@H](O)CO)O[C@H]1O[C@H](CO)[C@@H](O)[C@H](O)[C@H]1O VQHSOMBJVWLPSR-WUJBLJFYSA-N 0.000 description 1
- 229940035436 maltitol Drugs 0.000 description 1
- 239000000594 mannitol Substances 0.000 description 1
- 235000010355 mannitol Nutrition 0.000 description 1
- 229960001855 mannitol Drugs 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- HEBKCHPVOIAQTA-UHFFFAOYSA-N meso ribitol Natural products OCC(O)C(O)C(O)CO HEBKCHPVOIAQTA-UHFFFAOYSA-N 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 235000019426 modified starch Nutrition 0.000 description 1
- 230000001333 moisturizer Effects 0.000 description 1
- 210000000214 mouth Anatomy 0.000 description 1
- CDBRNDSHEYLDJV-FVGYRXGTSA-M naproxen sodium Chemical compound [Na+].C1=C([C@H](C)C([O-])=O)C=CC2=CC(OC)=CC=C21 CDBRNDSHEYLDJV-FVGYRXGTSA-M 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 235000012149 noodles Nutrition 0.000 description 1
- 235000014593 oils and fats Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000008363 phosphate buffer Substances 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 229920000137 polyphosphoric acid Polymers 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 235000012015 potatoes Nutrition 0.000 description 1
- 239000012254 powdered material Substances 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 235000010409 propane-1,2-diol alginate Nutrition 0.000 description 1
- 239000000770 propane-1,2-diol alginate Substances 0.000 description 1
- 235000019423 pullulan Nutrition 0.000 description 1
- 230000005070 ripening Effects 0.000 description 1
- NNMHYFLPFNGQFZ-UHFFFAOYSA-M sodium polyacrylate Chemical compound [Na+].[O-]C(=O)C=C NNMHYFLPFNGQFZ-UHFFFAOYSA-M 0.000 description 1
- 229920003109 sodium starch glycolate Polymers 0.000 description 1
- 229940079832 sodium starch glycolate Drugs 0.000 description 1
- 239000008109 sodium starch glycolate Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 229960002920 sorbitol Drugs 0.000 description 1
- 235000010356 sorbitol Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000005720 sucrose Substances 0.000 description 1
- 150000005846 sugar alcohols Chemical class 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- 239000003765 sweetening agent Substances 0.000 description 1
- 239000006188 syrup Substances 0.000 description 1
- 235000020357 syrup Nutrition 0.000 description 1
- 235000010491 tara gum Nutrition 0.000 description 1
- 239000000213 tara gum Substances 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 125000002088 tosyl group Chemical group [H]C1=C([H])C(=C([H])C([H])=C1C([H])([H])[H])S(*)(=O)=O 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 229960002622 triacetin Drugs 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229920001285 xanthan gum Polymers 0.000 description 1
- 235000010493 xanthan gum Nutrition 0.000 description 1
- 239000000230 xanthan gum Substances 0.000 description 1
- 229940082509 xanthan gum Drugs 0.000 description 1
- 239000012991 xanthate Substances 0.000 description 1
- 239000000811 xylitol Substances 0.000 description 1
- 235000010447 xylitol Nutrition 0.000 description 1
- HEBKCHPVOIAQTA-SCDXWVJYSA-N xylitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)CO HEBKCHPVOIAQTA-SCDXWVJYSA-N 0.000 description 1
- 229960002675 xylitol Drugs 0.000 description 1
- UHVMMEOXYDMDKI-JKYCWFKZSA-L zinc;1-(5-cyanopyridin-2-yl)-3-[(1s,2s)-2-(6-fluoro-2-hydroxy-3-propanoylphenyl)cyclopropyl]urea;diacetate Chemical compound [Zn+2].CC([O-])=O.CC([O-])=O.CCC(=O)C1=CC=C(F)C([C@H]2[C@H](C2)NC(=O)NC=2N=CC(=CC=2)C#N)=C1O UHVMMEOXYDMDKI-JKYCWFKZSA-L 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
- A24B15/302—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances by natural substances obtained from animals or plants
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
- A24B15/32—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances by acyclic compounds
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
- A24B15/36—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring
- A24B15/40—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring having only oxygen or sulfur as hetero atoms
- A24B15/403—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring having only oxygen or sulfur as hetero atoms having only oxygen as hetero atoms
- A24B15/406—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances containing a heterocyclic ring having only oxygen or sulfur as hetero atoms having only oxygen as hetero atoms in a five-membered ring
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/23—Lignins
Definitions
- the present invention relates to a tobacco sheet for a non-combustion heating flavor inhaler, a manufacturing method thereof, a non-combustion heating flavor inhaler, and a non-combustion heating flavor inhalation system.
- a combustion-type flavor inhaler obtains flavor by burning tobacco fillings including leaf tobacco and tobacco sheets.
- Patent Literature 1 discloses a tobacco sheet used in a combustion type flavor inhaler.
- a non-combustion heating type flavor inhaler has been proposed that obtains flavor by heating a flavor source such as a tobacco sheet instead of burning it.
- the heating temperature of the non-combustion heating type flavor inhaler is lower than the combustion temperature of the combustion type flavor inhaler, for example, about 400° C. or less.
- an aerosol generating agent can be added to the flavor source in the non-combustion heating type flavor inhaler from the viewpoint of increasing the amount of smoke.
- the aerosol-generating agent is vaporized by heating to generate an aerosol. Since the aerosol is supplied to the user together with flavor components such as tobacco components, the user can obtain sufficient flavor.
- a non-combustion heating flavor inhaler can comprise, for example, a tobacco-containing segment filled with tobacco sheets or the like, a cooling segment, and a filter segment.
- the axial length of the tobacco-containing segment of the non-combustion-heating flavor inhaler is generally shorter than the axial length of the tobacco-containing segment of the normal combustion-type flavor inhaler in relation to the heating heater. Therefore, in the non-combustion heating type flavor inhaler, a large amount of tobacco sheets are filled in the short tobacco-containing segments in order to secure the amount of aerosol generated during heating.
- non-combustion heating type flavor inhalers usually use tobacco sheets with low swelling, that is, high density tobacco sheets.
- the swelling property is a value indicating the volume of a tobacco sheet having a predetermined mass when notches are compressed under a constant pressure for a certain period of time.
- the present inventors believe that if a tobacco sheet with low swelling (high density) is used, the total heat capacity of the tobacco-containing segment increases. It was found that the tobacco sheet filled in the tobacco-containing segment does not sufficiently contribute to the generation of aerosol depending on the heating method and the capacity of the heater. In order to solve this problem, it is conceivable to reduce the total heat capacity of the tobacco-containing segment.
- the present inventors (1) reduce the specific heat of the tobacco raw material contained in the tobacco sheet, and (2) use a highly bulky (low-density) tobacco sheet. I considered using it. However, as for (1), it is difficult to reduce the specific heat of the tobacco raw material itself, so it was considered effective to reduce the total heat capacity of the tobacco-containing segment by (2). Therefore, it is desired to develop a highly bulky (low density) tobacco sheet suitable for non-combustion heating type flavor inhalers.
- An object of the present invention is to provide a highly bulky non-combustion heating flavor inhaler tobacco sheet, a non-combustion heating flavor inhaler including the tobacco sheet, and a non-combustion heating flavor inhalation system.
- a tobacco sheet for a non-combustion heating type flavor inhaler comprising a tobacco raw material, the tobacco sheet having a wavy cross section in the thickness direction of the tobacco sheet.
- Aspect 2 The tobacco sheet for non-combustion heated flavor inhalers according to aspect 1, further comprising fructans.
- Aspect 3 The tobacco sheet for non-combustion heating flavor inhalers according to aspect 1 or 2, wherein the fructan is selected from the group consisting of inulin-type fructans, levan-type fructans, branched fructans, fructooligosaccharides, and mixtures thereof.
- Aspect 4 further comprising a saturated fatty acid additive, said additive is selected from the group consisting of saturated fatty acids having a molar mass of 200-350 g/mol, esters of said saturated fatty acids, and combinations thereof; The content is 0.01 to 3% by weight based on the dry matter content of the sheet.
- a tobacco sheet for a non-combustion heating type flavor inhaler according to any one of aspects 1 to 3.
- Aspect 5 The tobacco sheet for a non-combustion heating type flavor inhaler according to aspect 4, wherein the saturated fatty acid and the saturated fatty acid ester are each a single item.
- Aspect 6 as a filling, A sheet according to any one of aspects 1 to 5; including paper and The total content of lignin and hemicellulose in the paper is 0.1 to 10% by mass, Tobacco-containing segment.
- Aspect 7 as a filling, A sheet according to any one of aspects 1 to 5; a paper containing an aerosol-generating agent; Tobacco-containing segment.
- Aspect 8 A tobacco-containing segment comprising the tobacco sheet for a non-combustion heating flavor inhaler according to any one of aspects 1 to 5;
- Aspect 9 A non-combustion heated flavor inhaler according to aspect 8; a heating device for heating the tobacco-containing segment; A non-combustion heated flavor suction system.
- a method for producing a tobacco sheet for a non-combustion heating type flavor inhaler comprising: preparing a mixture comprising a tobacco raw material, an aerosol-generating agent, a first shaping agent and a second shaping agent; rolling the mixture to form a rolled article; A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape; optionally adding the fructan to the rolled product; How to prepare.
- a method for producing a tobacco sheet for a non-combustion heating type flavor inhaler comprising: preparing a mixture comprising a tobacco raw material, an aerosol-generating agent, a first molding agent and a second molding agent, and a saturated fatty acid-based additive; rolling the mixture to form a rolled article; A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape; How to prepare.
- the present invention it is possible to provide a highly bulky non-combustion heating flavor inhaler tobacco sheet, a non-combustion heating flavor inhaler including the tobacco sheet, and a non-combustion heating flavor inhalation system.
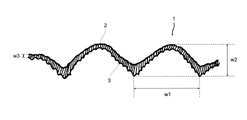
- FIG. 1 is a cross-sectional view in the thickness direction showing an example of a tobacco sheet according to this embodiment;
- FIG. It is a sectional view showing an example of a non-combustion heating type flavor inhaler concerning this embodiment.
- An example of the non-combustion heating flavor inhalation system according to the present embodiment in which (a) the state before the non-combustion heating flavor inhaler is inserted into the heating device, and (b) the non-combustion heating flavor inhaler is heated.
- It is sectional drawing which shows the state which inserts into an apparatus and heats.
- 1 is a diagram showing one aspect of a tobacco segment;
- FIG. 1 is a diagram showing one aspect of a tobacco segment;
- FIG. 1 is a diagram showing one aspect of a tobacco segment;
- FIG. 1 is a diagram showing one aspect of a tobacco segment;
- FIG. 1 is a diagram showing one aspect of a tobacco segment
- FIG. 1 is a diagram showing one aspect of a tobacco segment
- FIG. 1 is a graph showing the relationship between the content (% by mass) of inulin-type fructan or fructose and the sensory evaluation (flavor or flavor inhibition) in Reference Examples.
- Fig. 2 is a graph showing the relationship between the content (% by mass) of inulin-type fructan or fructose and the persistence of inhibitory effect on flavor and taste inhibition in Reference Examples.
- a tobacco sheet for a non-combustion heating type flavor inhaler (hereinafter also referred to as a "tobacco sheet") according to the present embodiment contains tobacco raw material, and has a wavy cross-section in the thickness direction of the tobacco sheet. Since the tobacco sheet according to the present embodiment has a corrugated cross-sectional shape in the thickness direction, it is bulky and has a high swelling property. Therefore, by using the tobacco sheet according to the present embodiment, the total heat capacity of the tobacco-containing segment can be reduced, and the tobacco sheet filled in the tobacco-containing segment can sufficiently contribute to aerosol generation.
- the tobacco sheet according to the present embodiment preferably further contains an aerosol-generating agent and one or more molding agents. improve more.
- the tobacco sheet according to this embodiment has a wavy cross section in the thickness direction. That is, when the tobacco sheet according to the present embodiment is cut in the thickness direction in one plane direction, the cross section has a corrugated shape.
- the plane direction may be, for example, the longitudinal direction or the lateral direction of the tobacco sheet.
- the “wavy shape” is not particularly limited as long as it has a shape that undulates vertically, and the crests of the waves may have a straight shape or a curved shape. Also, the waves may be regular or irregular.
- Fig. 1 shows an example of the cross-sectional shape in the thickness direction of the tobacco sheet according to this embodiment.
- the tobacco sheet 1 shown in FIG. 1 has waves 2 in a cross-section in the thickness direction.
- the width w1 of the wave 2 is not particularly limited, it is preferably within the range of 0.1 to 10.0 mm.
- the height w2 of the wave 2 is not particularly limited, but is preferably within the range of 0.1 to 5.0 mm.
- the thickness w3 of the tobacco sheet 1 is preferably within the range of 100-1000 ⁇ m.
- the waves 2 may have a sawtooth shape 3 .
- the size of the tobacco sheet according to the present embodiment in the planar direction is not particularly limited, but may be, for example, length: 5.0 to 40.0 mm and width: 0.5 to 2.0 mm.
- the tobacco raw material contained in the tobacco sheet according to the present embodiment is not particularly limited as long as it contains tobacco components, and examples thereof include tobacco powder and tobacco extract.
- Tobacco powder includes, for example, leaf tobacco, core bones, residual stems, and the like. These may be used alone or in combination of two or more. By chopping these into a predetermined size, they can be used as tobacco powder.
- the size of the tobacco powder it is preferable that the cumulative 90% particle size (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is 200 ⁇ m or more from the viewpoint of further improving the swelling property.
- the tobacco powder content in 100% by mass of the tobacco sheet is preferably 45 to 95% by mass, more preferably 50 to 93% by mass, and more preferably 60 to 85% by mass. % is more preferred.
- the tobacco extract for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extracts obtained may be mentioned.
- the tobacco sheet according to this embodiment preferably further contains an aerosol-generating agent.
- Aerosol-generating agents include, for example, glycerin, propylene glycol, 1,3-butanediol and the like. These may be used alone or in combination of two or more.
- the ratio of the aerosol-generating agent contained in 100% by mass of the tobacco sheet is preferably 4 to 50% by mass.
- the proportion of the aerosol-generating agent is 4% by mass or more, sufficient aerosol can be generated during heating from the viewpoint of quantity.
- the proportion of the aerosol generating agent is 50% by mass or less, sufficient aerosol can be generated during heating from the viewpoint of heat capacity.
- the proportion of the aerosol generating agent is more preferably 6 to 40% by mass, even more preferably 8 to 30% by mass, and particularly preferably 10 to 20% by mass.
- the tobacco sheet according to the present embodiment preferably further contains a molding agent from the viewpoint of shape retention.
- the tobacco sheet according to the present embodiment has the first molding agent and the second molding agent from the viewpoint of being able to sufficiently achieve both the retention performance of the aerosol generating agent and the retention performance of the corrugated shape of the tobacco sheet.
- the first molding agent and the second molding agent may be of different types, or the types of molding agents may be the same but the forms may be different.
- the first molding agent include polysaccharides, proteins, synthetic polymers and the like. Examples of polysaccharides include cellulose derivatives and naturally occurring polysaccharides.
- Cellulose derivatives include, for example, cellulose ethers such as methylcellulose, ethylcellulose, hydroxyethylcellulose, hydroxymethylethylcellulose, hydroxypropylcellulose, hydroxypropylmethylcellulose, benzylcellulose, tritylcellulose, cyanoethylcellulose, carboxymethylcellulose, carboxyethylcellulose, aminoethylcellulose; Organic acid esters such as cellulose, cellulose formate, cellulose propionate, cellulose butyrate, cellulose benzoate, cellulose phthalate, and tosyl cellulose; and inorganic acid esters such as cellulose nitrate, cellulose sulfate, cellulose phosphate, and cellulose xanthate. be done.
- cellulose ethers such as methylcellulose, ethylcellulose, hydroxyethylcellulose, hydroxymethylethylcellulose, hydroxypropylcellulose, hydroxypropylmethylcellulose, benzylcellulose, tritylcellulose
- Naturally-derived polysaccharides include guar gum, tara gum, roasted bean gum, tamarind seed gum, pectin, arabic gum, tragacanth gum, karaya gum, gutti gum, arabinogalactan, amaseed gum, cascha gum, psyllium seed gum, and mugwort seed gum.
- plant-derived polysaccharides agar, alginic acid, propylene glycol alginate, furcelleran, algae-derived polysaccharides such as fukuronori extract; xanthan gum, gellan gum, curdlan, pullulan, Agrobacterium succinoglycan, welan gum, macro Microorganism-derived polysaccharides such as homopsis gum and rhamzan gum; crustacean-derived polysaccharides such as chitin, chitosan, and glucosamine; and starches such as starch, sodium starch glycolate, pregelatinized starch, and dextrin.
- proteins examples include grain proteins such as wheat gluten and rye gluten.
- Synthetic polymers include, for example, polyphosphoric acid, sodium polyacrylate, polyvinylpyrrolidone, and the like.
- the second molding agent although different from the first molding agent, the same polysaccharides, proteins, synthetic polymers, etc. as those of the first molding agent can be used.
- the ratio of the first molding agent contained in 100% by mass of the tobacco sheet is preferably 0.1 to 15% by mass.
- the ratio of the first molding agent is 0.1% by mass or more, the raw material mixture can be easily molded into a sheet. Further, since the ratio of the first molding agent is 15% by mass or less, it is possible to sufficiently use other raw materials for securing the functions required for the tobacco-containing segment of the non-combustion heating type flavor inhaler.
- the proportion of the first molding agent is more preferably 0.1 to 12% by mass, even more preferably 0.1 to 10% by mass, particularly 0.1 to 7% by mass. preferable.
- the ratio of the second molding agent contained in 100% by mass of the tobacco sheet is preferably 0.1 to 15% by mass.
- the ratio of the second molding agent is 0.1% by mass or more, the raw material mixture can be easily molded into a sheet. Further, since the ratio of the second molding agent is 15% by mass or less, it is possible to sufficiently use other raw materials for securing the functions required for the tobacco-containing segment of the non-combustion heating type flavor inhaler.
- the proportion of the second molding agent is more preferably 0.1 to 12% by mass, even more preferably 0.1 to 10% by mass, particularly 0.1 to 7% by mass. preferable.
- the first molding agent and the second molding agent are the same type of molding agent but different in form
- the first molding agent may be powder and the second molding agent may be solution or slurry.
- a molding agent is directly mixed as a powder as a first molding agent, and a molding agent is dispersed or swollen in a solvent such as water and mixed as a second molding agent. can be done.
- a solvent such as water
- the tobacco sheet according to this embodiment may further contain a reinforcing agent from the viewpoint of further improving physical properties.
- a reinforcing agent include fibrous substances such as fibrous pulp and fibrous synthetic cellulose, and liquid substances such as pectin suspension having a surface coating function that forms a film when dried. These may be used alone or in combination of two or more.
- the proportion of the reinforcing agent contained in 100% by mass of the tobacco sheet is preferably 4 to 40% by mass. Within this range, other raw materials can be sufficiently used to secure the functions required for the tobacco-containing segment of the non-combustion-heating flavor inhaler.
- the ratio of the reinforcing agent is more preferably 4.5 to 35% by mass, more preferably 5 to 30% by mass.
- the tobacco sheet according to this embodiment may further contain a humectant from the viewpoint of maintaining quality.
- moisturizing agents include sugar alcohols such as sorbitol, erythritol, xylitol, maltitol, lactitol, mannitol, and reduced maltose starch syrup. These may be used alone or in combination of two or more.
- the ratio of the humectant contained in 100% by mass of the tobacco sheet is preferably 1 to 15% by mass. Within this range, other raw materials can be sufficiently used to secure the functions required for the tobacco-containing segment of the non-combustion-heating flavor inhaler.
- the ratio of the moisturizing agent is more preferably 2 to 12% by mass, even more preferably 3 to 10% by mass.
- the tobacco sheet according to the present embodiment may contain, in addition to the tobacco raw material, the aerosol-generating agent, the molding agent (first and second molding agents), the reinforcing agent, and the moisturizing agent, if necessary, a flavoring agent and a flavoring agent.
- Flavoring agents such as seasonings, coloring agents, humectants, preservatives, diluents such as inorganic substances, and the like can be included.
- the tobacco sheet according to the present embodiment has a swelling property of 190 cc/100 g or more.
- the swelling property is 190 cc/100 g or more, the total heat capacity of the tobacco-containing segment of the non-combustion heating type flavor inhaler can be sufficiently reduced, and the tobacco sheet filled in the tobacco-containing segment is generated by aerosol generation. be able to contribute.
- the swelling property is more preferably 210 cc/100 g or more, more preferably 230 cc/100 g or more.
- the upper limit of the swelling range is not particularly limited, it can be, for example, 800 cc/100 g or less.
- the swelling property was evaluated by cutting a tobacco sheet into a size of 0.8 mm ⁇ 20 mm, leaving it in a conditioned room at 22° C. and 60% for 48 hours, and applying it to DD-60A (trade name, manufactured by Borgwald). It is a value measured by The measurement is carried out by placing 15 g of cut tobacco sheets in a cylindrical container with an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to obtain the volume.
- the tobacco sheet according to the present embodiment is produced by, for example, preparing a mixture containing a tobacco raw material, an aerosol-generating agent, a first molding agent, and a second molding agent, and rolling the mixture to form a rolled product. and a step of pressing a rotary roll blade against the rolled product to cut it into strips and imparting a corrugated shape. Note that the process of imparting a wave shape is also called a rippling process.
- the tobacco sheet according to this embodiment can be produced by the following method.
- a sheet cut into strips by a rotary roll blade is given a wavy shape and sawtooth shape as shown in FIG.
- the rolled product is not cut by a rotary roll blade, for example, by peeling off the rolled product on the rolling roller with a doctor knife, resistance is applied when peeled from the roll, and the wavy shape is also applied. and a sawtooth shape.
- the surface of the pressure roller may be heated or cooled, and the number of revolutions of the pressure roller may be adjusted depending on the purpose. Furthermore, by adjusting the spacing between the rolling rollers, it is possible to obtain a tobacco sheet with a desired basis weight.
- the non-combustion-heating flavor inhaler according to this embodiment includes a tobacco-containing segment including the tobacco sheet or the like according to this embodiment. Since the non-combustion-heating flavor inhaler according to the present embodiment includes the tobacco-containing segment filled with the highly bulky tobacco sheet or the like according to the present embodiment, the total heat capacity of the tobacco-containing segment should be sufficiently reduced. , allowing the tobacco sheet filled in the tobacco-containing segment to contribute more to aerosol generation.
- the non-combustion heating type flavor inhaler 4 shown in FIG. It comprises a segment 7 and a filter segment 8 .
- the non-combustion-heating flavor inhaler according to this embodiment may have segments other than the tobacco-containing segment, cooling segment, center hole segment, and filter segment.
- the axial length of the non-combustion heating type flavor inhaler according to the present embodiment is not particularly limited, but is preferably 40 mm or more and 90 mm or less, more preferably 50 mm or more and 75 mm or less, 50 mm or more, It is more preferably 60 mm or less.
- the circumference of the non-combustion heating flavor inhaler is preferably 16 mm or more and 25 mm or less, more preferably 20 mm or more and 24 mm or less, and even more preferably 21 mm or more and 23 mm or less.
- the length of the tobacco-containing segment is 20 mm
- the length of the cooling segment is 20 mm
- the length of the center hole segment is 8 mm
- the length of the filter segment is 7 mm.
- the length of the filter segment can be selected within a range of 4 mm or more and 10 mm or less.
- the ventilation resistance of the filter segments at that time is selected to be 15 mmH 2 O/seg or more and 60 mmH 2 O/seg or less per segment.
- the tobacco sheet according to the present embodiment is filled in wrapping paper (hereinafter also referred to as wrapper).
- wrapper The method of packing the tobacco sheet into the wrapping paper is not particularly limited.
- the tobacco sheet may be wrapped in a wrapper, or the tobacco sheet may be packed in a cylindrical wrapper.
- the shape of the tobacco sheet has a longitudinal direction such as a rectangular shape, the tobacco sheet may be packed so that the longitudinal direction is in an unspecified direction in the wrapper, and the tobacco-containing segment 5 may be packed in an axial direction or a longitudinal direction. They may be aligned and filled in a direction perpendicular to the axial direction.
- the cooling segment 6 may be configured by a cylindrical member 10.
- the tubular member 10 may be, for example, a paper tube formed by processing cardboard into a cylindrical shape.
- the tubular member 10 and the mouthpiece lining paper 15, which will be described later, are provided with perforations 11 penetrating both. Due to the presence of the perforations 11 outside air is introduced into the cooling segment 6 during suction. As a result, the vaporized aerosol component generated by heating the tobacco-containing segment 5 comes into contact with the outside air, and its temperature decreases, liquefying to form an aerosol.
- the diameter (spanning length) of the perforations 11 is not particularly limited, but may be, for example, 0.5 mm or more and 1.5 mm or less.
- the number of perforations 11 is not particularly limited, and may be one or two or more. For example, a plurality of perforations 11 may be provided on the circumference of the cooling segment 6 .
- the amount of outside air introduced from the perforations 11 is preferably 85% by volume or less, more preferably 80% by volume or less, relative to the total volume of the gas inhaled by the user.
- the ratio of the amount of outside air is 85% by volume or less, it is possible to sufficiently suppress reduction in flavor due to dilution by outside air.
- this is also called a ventilation ratio.
- the lower limit of the ventilation ratio range is preferably 55% by volume or more, more preferably 60% by volume or more.
- the cooling segment may also be a segment comprising a crumpled, pleated, gathered or folded sheet of suitable construction material.
- the cross-sectional profile of such elements may exhibit randomly oriented channels.
- the cooling segment may also include a bundle of longitudinally extending tubes.
- Such cooling segments may be formed, for example, from pleated, gathered, or folded sheet material wrapped with wrapping paper.
- the axial length of the cooling segment can be, for example, 7 mm or more and 28 mm or less, and can be, for example, 18 mm.
- the cooling segment can be substantially circular in its axial cross-sectional shape, and its diameter can be, for example, 5 mm or more and 10 mm or less, and can be, for example, about 7 mm.
- the center hole segment is composed of a filling layer having one or more hollow portions and an inner plug wrapper (inner wrapping paper) covering the filling layer.
- the center hole segment 7 is composed of a second filling layer 12 having a hollow portion and a second inner plug wrapper 13 covering the second filling layer 12 .
- the center hole segment 7 has the function of increasing the strength of the mouthpiece segment 9 .
- the second filling layer 12 has an inner diameter of ⁇ 1.0 mm, for example, filled with cellulose acetate fibers at a high density and hardened by adding a plasticizer containing triacetin in an amount of 6% by mass or more and 20% by mass or less based on the mass of cellulose acetate.
- the second packed layer 12 has a high packing density of fibers, air and aerosol flow only through the hollow portion and hardly flow inside the second packed layer 12 during suction. Since the second filling layer 12 inside the center hole segment 7 is a fiber filling layer, the feeling of touch from the outside during use hardly causes the user to feel uncomfortable. Note that the center hole segment 7 may not have the second inner plug wrapper 13 and may retain its shape by thermoforming.
- the configuration of the filter segment 8 is not particularly limited, it may be composed of a single or a plurality of packed layers. The outer side of the packing layer may be wrapped with one or more wrapping papers.
- the ventilation resistance per segment of the filter segment 8 can be appropriately changed depending on the amount of filler, the material, etc. with which the filter segment 8 is filled. For example, when the filler is cellulose acetate fiber, increasing the amount of cellulose acetate fiber with which the filter segment 8 is filled can increase the ventilation resistance. When the filler is cellulose acetate fiber, the packing density of the cellulose acetate fiber can be 0.13-0.18 g/cm 3 .
- the airflow resistance is a value measured by an airflow resistance measuring instrument (trade name: SODIMAX, manufactured by SODIM).
- the length of the circumference of the filter segment 8 is not particularly limited, it is preferably 16 to 25 mm, more preferably 20 to 24 mm, even more preferably 21 to 23 mm.
- the axial length of the filter segment 8 can be selected from 4 to 10 mm, and is selected so that its ventilation resistance is from 15 to 60 mmH 2 O/seg.
- the axial length of the filter segment 8 is preferably 5-9 mm, more preferably 6-8 mm.
- the cross-sectional shape of the filter segment 8 is not particularly limited, but may be, for example, circular, elliptical, polygonal, or the like.
- the filter segment 8 may be directly added with destructible capsules containing perfume, perfume beads, and perfume.
- the center hole segment 7 and the filter segment 8 can be connected with an outer plug wrapper (outer wrapping paper) 14 .
- the outer plug wrapper 14 can be, for example, a cylinder of paper.
- the tobacco-containing segment 5 , cooling segment 6 , connected center hole segment 7 and filter segment 8 can be connected by mouthpiece lining paper 15 .
- These connections can be made, for example, by applying glue such as vinyl acetate glue to the inner surface of the mouthpiece lining paper 15, inserting the three segments, and winding them.
- these segments may be divided into multiple times and connected with multiple lining papers.
- the non-combustion heating flavor inhalation system includes the non-combustion heating flavor inhaler according to this embodiment, and a heating device that heats the tobacco-containing segment of the non-combustion heating flavor inhaler.
- the non-combustion-heating flavor inhalation system according to the present embodiment may have a configuration other than the non-combustion-heating flavor inhaler and the heating device according to the present embodiment.
- the non-combustion heating flavor inhalation system shown in FIG. 3 includes a non-combustion heating flavor inhaler 4 according to this embodiment and a heating device 16 that heats the tobacco-containing segment of the non-combustion heating flavor inhaler 4 from the outside. Prepare.
- FIG. 3(a) shows the state before the non-combustion heating flavor inhaler 4 is inserted into the heating device 16, and FIG. indicates the state of
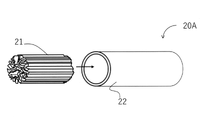
- the heating device 16 shown in FIG. 3 includes a body 17, a heater 18, a metal tube 19, a battery unit 20, and a control unit 21.
- the body 17 has a cylindrical recess 22, and a heater 18 and a metal pipe are provided on the inner side surface of the recess 22 at positions corresponding to the tobacco-containing segments of the non-combustion heating flavor inhaler 4 inserted into the recess 22. 19 are arranged.
- the heater 18 can be a heater based on electric resistance, and electric power is supplied from the battery unit 20 according to an instruction from the control unit 21 that performs temperature control, and the heater 18 is heated. The heat emitted from the heater 18 is transmitted to the tobacco-containing segment of the non-combustion heating flavor inhaler 4 through the metal pipe 19 with high thermal conductivity.
- FIG. 3(b) there is a gap between the outer circumference of the non-combustion-heating flavor inhaler 4 and the inner circumference of the metal tube 19 because it is schematically illustrated.
- the heating device 16 heats the tobacco-containing segment of the non-combustion-heating flavor inhaler 4 from the outside, but it may heat the tobacco-containing segment from the inside.
- the heating temperature of the heating device is not particularly limited, it is preferably 400°C or lower, more preferably 150°C or higher and 400°C or lower, and even more preferably 200°C or higher and 350°C or lower.
- the heating temperature indicates the temperature of the heater of the heating device.
- non-combustion heating type flavor inhalers are required to reduce the sense of flavor inhibition (irritation) or discomfort.
- the sense of inhibition of flavor and taste means irritation to the oral cavity and throat upon inhalation.
- a tobacco sheet for a non-combustion heating type flavor inhaler with reduced sense of inhibition of flavor and taste or discomfort will be described.
- the tobacco sheet for a non-combustion heating type flavor inhaler contains fructans.
- the fructans are thermally decomposed to generate a persistent sweet aroma.
- the persistent sweet aroma that is generated can continue from the early stage to the late stage of smoking behavior and suppress the feeling of inhibition of flavor and taste.
- the above fructans are not particularly limited, but inulin-type fructans, levan-type fructans, branched fructans, fructooligosaccharides, or a combination of two or more of these can be used. Among these, inulin-type fructans are preferable from the viewpoint of cost reduction.
- fructan of this embodiment has the following characteristics when it produces a sweet aroma through caramelization reaction.
- Fructans are formed by binding multiple monosaccharides and have a larger molecular structure than monosaccharides and disaccharides. Therefore, when fructans undergo a caramelization reaction, they are decomposed into relatively small sugar molecules such as monosaccharides and disaccharides, and then these monosaccharides and disaccharides undergo a caramelization reaction to generate a sweet aroma. It is thought that it goes through a multi-stage decomposition process. On the other hand, when monosaccharides and disaccharides undergo a caramelization reaction, it is believed that these sugars undergo a caramelization reaction to directly generate a sweet aroma.
- fructans are considered to be able to generate a sweet aroma at a slower rate due to the increased number of decomposition processes, and to generate a sweet aroma over a long period of time.
- the inhibition of flavor and taste can be suppressed continuously from the early stage to the late stage of smoking behavior due to such characteristics related to the caramelization reaction of fructans.
- the fructan content relative to 100% by mass of the tobacco sheet is not particularly limited, but is 0.1 to 5% by mass, 0.3 to 3.5% by mass, or 0.5 to 3% by mass. %.
- the fructan content is preferably as high as possible.
- the fructan content is 0.5 to 0.5. 3% by weight is preferred.
- the tobacco raw material can further include tobacco leaves, aged tobacco leaves, processed tobacco leaves, tobacco fillers, non-tobacco materials, or a combination of two or more of these.
- Tobacco leaves is a general term for harvested tobacco leaves before undergoing ripening, which will be described later.
- One mode of aging includes curing.
- aged tobacco leaves before being processed into various forms used in tobacco products are referred to as “aged tobacco leaves.” ”.
- processed tobacco leaves processed into various forms used in tobacco products are referred to as “processed tobacco leaves”.
- tobacco in which matured tobacco leaves are chopped into a predetermined size
- tobacco sheet obtained by molding a composition containing matured tobacco leaves pulverized to a predetermined particle size (hereinafter also referred to as "tobacco fine powder") into a sheet shape
- tobacco fine powder a composition containing matured tobacco leaves pulverized to a predetermined particle size
- Mention may also be made of "tobacco granules” obtained by molding into granular form.
- tobacco powder is also one form of processed tobacco leaves.
- Non-tobacco materials include plant roots (including scales (bulbs), tuberous roots (potatoes), bulbs, etc.), stems, tubers, skins (including stem bark, bark, etc.), leaves, flowers (petals, pistils, etc.). , stamens, etc.), seeds, or tree trunks and branches.
- the manufacturing method of tobacco sheets containing fructans is not limited. In some embodiments of the present application, it can be manufactured by preparing the tobacco sheets described above and supplying fructans from the outside. Specifically, it is preferable to supply fructans to the rolled product.
- the roll-formed article may be before or after being given the corrugated shape.
- the tobacco sheet for a non-combustion heating type flavor inhaler contains a saturated fatty acid additive.
- the tobacco sheet may contain materials derived from Orient species.
- the content of the material derived from the Orient species is preferably 10% by mass or less with respect to the tobacco raw material.
- the upper limit of the content is preferably 8% by mass or less, more preferably 5% by mass or less.
- the lower limit is preferably 0.1% by mass or more, more preferably 2% by mass or more, and still more preferably 3% by mass or more.
- the saturated fatty acid additive is selected from the group consisting of saturated fatty acids having a molar mass of 200-350 g/mol, esters of the saturated fatty acids, and combinations thereof.
- the saturated fatty acid reduces discomfort during smoking.
- Said esters of saturated fatty acids are obtained from alcohols and saturated fatty acids having a molar mass of 200 to 350 g/mol, so that the molar mass of the ester varies with the molar mass of the alcohol.
- the molar mass of the ester is in one embodiment from 210 to 1300 g/mol.
- Esters of saturated fatty acids generally have a lower vapor pressure than fatty acids, so that the effect of reducing discomfort during smoking is sustained throughout smoking.
- the effect of reducing discomfort during smoking is also simply referred to as the effect of reducing discomfort.
- the lower limit of the molar mass of the saturated fatty acid ester is preferably 240 g/mol or more, more preferably 270 g/mol or more.
- the upper limit is preferably 1140 g/mol or less, 1112 g/mol or less, 300 g/mol or less, or 290 g/mol or less.
- the content of the saturated fatty acid-based additive is 0.01 to 3% by mass based on the total dry matter mass of the tobacco raw material (assuming the dry matter content is 100% by mass). If the content is less than the lower limit, the effect of reducing discomfort is not sufficient, and if the content exceeds the upper limit, the offensive odor increases. From this point of view, the lower limit of the content is preferably 1% by mass or more, and the upper limit is preferably 2% by mass or less.
- the amount of dry substance is the mass excluding the medium described later, preferably the mass of the residue when the composition is dried at 100° C. for 5 hours.
- the number of carbon atoms in the fatty acid portion of the saturated fatty acid and the ester is preferably 12-20, more preferably 15-19. When the number of carbon atoms is within this range, the effect of reducing discomfort becomes more pronounced.
- the water solubility of the saturated fatty acid in the saturated fatty acid additive is preferably 0.15 mg/g or less, more preferably 0.12 mg/g or less.
- the lower limit is not limited and may be 0 mg/g, preferably 0.05 mg/g or more.
- the saturated fatty acids include octanoic acid, decanoic acid, myristic acid, palmitic acid, stearic acid, and nonadecanoic acid. Among them, palmitic acid, stearic acid, or nonadecanic acid is preferable from the viewpoint of availability and expression of discomfort-reducing effect.
- the saturated fatty acid may be a mixture, it is preferably a single product rather than a mixture.
- the single product includes the case where the compound is a pure product, or the case where the compound contains impurities that are unavoidably contained.
- the saturated fatty acids consist exclusively of palmitic acid. If the saturated fatty acid is a single product, the dispersibility of the saturated fatty acid in the molded article such as a sheet is improved when the tobacco composition of the present invention is formed into the molded article.
- ester of saturated fatty acid examples include the aforementioned alkyl ester and sugar ester of saturated fatty acid.
- the alkyl moiety is preferably derived from a linear, branched or cyclic alkyl group having 1 to 10 carbon atoms such as a methyl group.
- sugar moiety is preferably derived from a disaccharide such as sucrose. Examples of preferred said esters include sucrose palmitate and methyl palmitate.
- the saturated fatty acid moiety in the ester is preferably derived from a single saturated fatty acid for the reasons described above. Although the alcohol moiety in the ester does not have to be a single product, it is preferably a single product for the reason described above.
- the ester also functions as an emulsifier.
- the saturated fatty acid additive contains the saturated fatty acid and the ester.
- the type of saturated fatty acid additive can be appropriately selected depending on the tobacco raw material used. Therefore, this aspect also has the advantage of being versatile.
- a part or all of the saturated fatty acid additive is preferably powder.
- the saturated fatty acid-based additive is a powder
- the dispersibility of the saturated fatty acid-based additive is improved in the molded article such as a sheet, as will be described later.
- its size is not limited, for example, D50 is preferably 30-120 ⁇ m, more preferably 50-100 ⁇ m.
- the saturated fatty acid additive preferably has a higher degree of crystallinity than wax or natural oils and fats.
- the tobacco sheet may contain liquid sugar.
- Liquid sugar is liquid sugar.
- the liquid sugar content is preferably 3 to 10% by mass, more preferably 5 to 8% by mass, based on the amount of dry matter in the tobacco composition.
- tobacco sheets may contain natural plant fragrances.
- the content of the natural plant flavor is preferably 0.5 to 3% by mass, more preferably 2 to 3% by mass, based on the amount of dry matter in the tobacco composition.
- Natural botanical flavors that are known in the field of tobacco can be used, but licorice is preferred in the present invention.
- Licorice is a sweetener derived from Spanish licorice, which belongs to the genus Glycyrrhiza of the legume family.
- the amount of nicotine contained in the tobacco sheet in this aspect is not limited, but in one aspect it can be 2% by mass or more based on the amount of dry matter in the tobacco sheet. In general, when the amount of nicotine increases, discomfort during smoking tends to increase. becomes more pronounced. Although the upper limit of the amount of nicotine is not limited, it is practically 3% by mass or less.
- the amount of nicotine can be 1.5% by mass or less.
- the amount of nicotine is within the above range, a milder flavor and taste can be imparted.
- the lower limit of the amount of nicotine is not limited, it is practically 0.1% by mass or more.
- the nicotine contained in the tobacco sheet may be derived from the tobacco raw material, or may be derived from other components.
- the tobacco sheet in this aspect can contain the aforementioned aerosol-generating agent.
- the amount of aerosol-generating agent is preferably 12% by weight or less, more preferably 11% by weight or less, based on the dry matter weight of the tobacco sheet.
- the lower limit is not limited, and may be 0% by mass, preferably 1% by mass or more. If the amount of the aerosol-generating agent exceeds the upper limit, the production of the sheet may become difficult, and if it is less than the lower limit, the smoke sensitivity may decrease.
- a binder is an adhesive for binding fibers together.
- Binders include thickening polysaccharides such as gums, modified celluloses, and modified starches.
- the amount of the binder is appropriately adjusted depending on the application, and can be, for example, about 1 to 10% by mass based on the amount of dry matter of the tobacco sheet.
- the tobacco sheet in this aspect is manufactured by any method.
- a saturated fatty acid-based additive is mixed to obtain a mixture containing the additive, and the sheet can be produced by the method described above.
- a powdery saturated fatty acid-based additive and mix so as to maintain the powdery state.
- the tobacco sheet produced in this way has good dispersibility of the aerosol generating agent.
- Good dispersibility means that the saturated fatty acid additive is uniformly dispersed.
- the mixing step is preferably carried out below the melting point of the saturated fatty acid additive. For example, this step can be carried out at 10-50°C.
- a mixture (also referred to as “slurry”) containing a saturated fatty acid-based additive is preferably produced by a method comprising the following steps.
- the slurry is prepared while the saturated fatty acid-based additive remains powdery.
- the dispersibility of the component (B) is improved when the molding is formed.
- the size of the powder is as described above.
- the fact that the saturated fatty acid additive maintains a powdery state means that part or all of it maintains a powdery state.
- the medium includes water and hydrophilic organic solvents, but the most preferable medium for handling is water.
- a material that is solid at room temperature is pulverized into powder, and these are mixed to obtain a powder mixture.
- liquid or pasty materials such as medium are mixed at room temperature to obtain a liquid mixture.
- the viscosity of the slurry at 25°C is preferably 100,000 to 200,000 (mPa ⁇ s) from the viewpoint of good dispersion of the powdery saturated fatty acid additive in the medium.
- the viscosity was measured using a Brookfield viscometer (Brookfield DV-I prime). Measured at 1.0 rpm using LV4.
- the tobacco-containing segment (hereinafter also simply referred to as "tobacco segment”) includes paper or paper containing an aerosol-generating agent.
- FIG. 4A A schematic of a tobacco segment in this embodiment is shown in FIG. 4A.
- the tobacco segment 20A comprises a tobacco filler 21 and a wrapper 22 surrounding it.
- the tobacco filling 21 includes the tobacco sheet T and the paper P.
- the tobacco sheet T has a strand shape obtained by cutting it
- the paper P also has a strand shape.
- the strand may be obtained by cutting a sheet in which the tobacco sheet T and the paper P are laminated. Note that the wavy shape of the tobacco sheet T is omitted in the drawings for explaining this embodiment.
- FIG. 4B shows a mode in which the sheet-like tobacco filler 21 is spirally filled into the wrapper 22 .
- the sheet-shaped tobacco filler 21 may be a sheet in which the tobacco sheet T and the paper P are laminated, or may be a sheet obtained by joining the side surfaces of the tobacco sheet T and the paper P together or in the vicinity of the side surfaces. good.
- FIG. 4C shows a mode in which the sheet-like tobacco filler 21 is folded and filled into the wrapper 22.
- the sheet-shaped tobacco filler 21 may be a sheet in which the tobacco sheet T and the paper P are laminated, or may be a sheet obtained by joining the side surfaces of the tobacco sheet T and the paper P together or in the vicinity of the side surfaces. good.
- FIG. 4D shows a mode of filling the shredded tobacco filler 21 into the wrapper 22.
- FIG. The drawing shows a manner in which chopped pieces of tobacco sheet T and chopped paper P are prepared and filled. The cut may be obtained by cutting a sheet obtained by stacking the tobacco sheet T and the paper P.
- FIG. 4E shows a mode in which the sheet-like tobacco filler 21 is rolled up by being compressed in the vertical and horizontal directions and then filled into the wrapper 22 .
- the sheet-shaped tobacco filler 21 may be a sheet in which the tobacco sheet T and the paper P are laminated, or may be a sheet obtained by joining the side surfaces of the tobacco sheet T and the paper P together or in the vicinity of the side surfaces. good.
- the tobacco segment as an aspect 3-1, has a total content of tobacco sheet, lignin and hemicellulose of 0.1 to 10% by mass as a filler. Including some paper.
- the filling is a filling for tobacco segments.
- Lignin is a high-molecular phenolic compound contained in trees and the like.
- Hemicellulose is an insoluble polysaccharide contained in cell walls. When the total amount is within this range, offensive odors (such as fiber odors) during smoking can be reduced. That is, in this aspect, the effect of diluting the flavor and taste without greatly impairing the original flavor and taste is exhibited.
- the upper limit of the total content of lignin and hemicellulose is preferably 9.0% by mass or less.
- Lignin and hemicellulose are measured by known methods, but in the present invention, they are preferably measured by the following methods.
- step 1) for example, a Thermo ScientificTM DionexTM ASETTM high-speed solvent extraction system (model number: ASE-350) can be used.
- Step 2) can be specifically implemented as follows. Put 50 mg of sample A in a screw bottle, add 8.5 ml of ultrapure water (ML-Q water) and 0.5 ml of pancreatin solution, and shake at 40° C. and 125 rpm for 16 hours.
- the pancreatin solution is the supernatant obtained by adding 8 g of pancreatin to 100 ml of 0.1 M phosphate buffer of pH 6.4, stirring for 1 hour, and centrifuging at 8000 rpm for 30 minutes.
- the sample liquid is then transferred to a 15 ml centrifuge tube using ML-Q water and centrifuged at 8000 rpm for 15 minutes to remove the supernatant. This wash is repeated three times.
- Steps ii) and iii) can be specifically performed as follows. 100 mg of sample A is placed in a screw bottle, 4 ml of 72% sulfuric acid is added, the sample is completely immersed in sulfuric acid, and shaken at 30° C. and 200 rpm for 4 hours. Next, 157.2 ml of ultrapure water (ML-Q water) is added so that the concentration of sulfuric acid after dilution becomes 4%, transferred to an eggplant flask, and heated under reflux in an oil bath at 110° C. for 2 hours. After allowing to cool to room temperature, filter, dry with a rotary dryer, and weigh.
- ML-Q water ultrapure water
- the content of the paper used in this embodiment is preferably 5-70% by mass, more preferably 10-50% by mass, still more preferably 15-40% by mass, relative to the dry matter content of the tobacco sheet.
- the flavor and taste can be diluted to an appropriate level without impairing the original flavor and taste.
- Dry matter content is, in one embodiment, the weight of the residue after drying the tobacco sheet at 100° C. for 5 hours.
- the paper used in this embodiment is not limited as long as the total content of lignin and hemicellulose is within the above range. . However, from the viewpoint of suppressing the generation of offensive odors, non-coated paper or lightly coated paper is preferred. Moreover, the paper used in this embodiment may or may not contain an aerosol generating agent, which will be described later. The amount may be in the range described in the 3-2 aspect, or may be in a range other than this.
- the tobacco segment includes, as an aspect 3-2, a tobacco sheet and a paper containing an aerosol-generating agent as fillers.
- An aerosol-generating agent is a material that is vaporized by heating and then cooled to form an aerosol or atomized to form an aerosol. Since paper containing an aerosol-generating agent is used in this embodiment, it is possible to dilute the flavor and taste without reducing the amount of smoke.
- the aerosol generating agent those described above can be used.
- the amount is preferably 3 to 20% by weight, more preferably 5 to 15% by weight, based on the dry matter content of said paper.
- Aerosol-generating agents can be added to the paper, such as by impregnation or spraying.
- the content of the paper to which the aerosol generating agent is added is preferably 5 to 75% by mass, more preferably 10 to 50% by mass, still more preferably 15 to 40% by mass, relative to the dry matter content of the tobacco sheet. .
- the paper used in this aspect is not limited, and may be the paper described in the 3-1 aspect.
- the density of the paper before adding the aerosol generating agent used in this embodiment may be within the range described in Embodiment 3-1, or may be within a range other than this.
- the amount of lignin and hemicellulose contained in the paper used in this embodiment is not limited, and may be within the range described in Embodiment 3-1, or may be within a range other than this.
- the shape of the paper is not limited as long as it is easily mixed with the tobacco sheet.
- the paper is a sheet, cut, or strand.
- the shapes of the paper and tobacco sheets are similar, and in the most preferred embodiment, shredded paper and shredded tobacco sheets are used.
- the paper may be added with menthol and other fragrances that are commonly used in the relevant field.
- Tobacco lamina (leaf tobacco) was dry pulverized with a Hosokawa Micron ACM machine to obtain tobacco powder.
- the cumulative 90% particle diameter (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is measured using a Mastersizer (trade name, manufactured by Spectris Co., Ltd., Malvern Panalytical Division). As a result, it was 200 ⁇ m.
- a tobacco sheet was manufactured using the tobacco powder as a tobacco raw material. Specifically, 70 parts by mass of the tobacco raw material, 12 parts by mass of glycerin as an aerosol generating agent, 4 parts by mass of powdered carboxymethyl cellulose as a first molding agent, and water as a second molding agent. 1 part by mass of swollen carboxymethylcellulose, 5 parts by mass of fibrous pulp as a reinforcing agent, and 8 parts by mass of cocoa powder as a flavoring agent were mixed and kneaded in an extruder. The kneaded product was formed into a sheet by two pairs of metal rolls to obtain a rolled product.
- a rotary roll blade for noodle making was pressed against the rolled product, and the product was cut into strips and given a corrugated shape. Further, it was cut into 20 mm lengths and dried to obtain tobacco sheets with a length of 20 mm and a width of 0.8 mm.
- the thickness direction cross-section of the tobacco sheet had a cross-sectional shape as shown in FIG.
- the swelling property of the obtained tobacco sheet was measured. Specifically, after leaving the tobacco sheet in a conditioned room at 22° C. and 60% for 48 hours, the swelling property was measured with DD-60A (trade name, manufactured by Borgwald). The measurement was carried out by placing 15 g of tobacco sheet in a cylindrical container with an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to obtain the volume. Table 1 shows the results. In addition, in Table 1, the swelling property is shown as an increase rate (%) of the swelling property with respect to the reference value of the swelling property value of Comparative Example 1 described later.
- Example 1 A roll-formed product was produced in the same manner as in Example 1. After that, it was cut into strips with a plurality of ring-shaped rotary blades. Further, the tobacco sheet was cut to a length of 20 mm to obtain a tobacco sheet having a length of 20 mm and a width of 0.8 mm. The swelling property of the obtained tobacco sheet was measured in the same manner as in Example 1. Table 1 shows the results.
- the tobacco sheet of Example 1 which is the tobacco sheet according to the present embodiment, has improved swelling properties compared to the tobacco sheet of Comparative Example 1, which is not provided with a corrugated shape.
- fructan- or fructose-containing composition sheet for smoking
- 90 g of inulin-type fructan Name Fuji FF 10 g was added and mixed to obtain an inulin-type fructan solution.
- a smoking composition sheet (containing an inulin-type fructan) after addition is prepared by adding a solution of inulin-type fructan using a syringe so as to spread over the entire tobacco sheet.
- Each sheet having an inulin-type fructan content of 0.5, 1.0, 2.0, 3.0, or 3.5% by mass was obtained.
- fructose manufactured by Happo Shokusan Co., Ltd., product name: fructose
- a solution of fructose was obtained by mixing.
- the above 1. Prepare a similar tobacco sheet, and add a solution of fructose using a syringe so that it spreads throughout the tobacco sheet, so that the fructose for the entire smoking composition sheet (containing fructose) after addition
- Each sheet with a content of 0.5, 1.0, 2.0, 3.0, or 3.5% by weight was obtained.
- a wrapper was filled with the fructan-containing smoking composition sheet or fructose-containing composition sheet obtained as described above to form a smoking segment, and the non-combustion heating type flavor inhalation article shown in FIG. 2 was prepared.
- the above inulin-type fructan is one type of fructan, and smoking composition sheets containing inulin-type fructans correspond to examples of the present application.
- the fructose is one type of monosaccharide, and the smoking composition sheet containing fructose corresponds to the comparative example of the present application.
- smoking composition sheets containing inulin-type fructans correspond to examples of the present application, while smoking composition sheets containing fructose correspond to comparative examples of the present application.
- the value of the flavor is preferably 1.5 or more. Therefore, from the viewpoint of achieving both the flavor and the effect of suppressing the feeling of inhibition of the flavor, the content of the inulin-type fructan is 0.5 to 3% by mass. was found to be desirable.
- fructose was found to have a low and insufficient effect of suppressing the sense of flavor and taste inhibition.
- fructose a panelist commented that the feeling of inhibition of flavor and taste increases in the latter half of smoking (the effect of suppressing the feeling of inhibition of flavor and taste does not last long).
- a comparative experiment was carried out on the persistence of inhibitory effects on flavor and taste inhibition sensations of type fructans and fructose.
- the inulin-type fructan suppresses the sensation of flavor and taste inhibition at any content of 0.5 to 3.5% by mass, compared to the 2.0% by mass fructose for comparison. It was found to be excellent in the durability of the effect.
- fructose at any content of 0.5 to 3.5% by mass, compared to the 2.0% by mass inulin-type fructan for comparison, inhibited flavor and taste. It was found that the persistence of the anti-sensitivity effect was inferior. Inulin-type fructans undergo a process of thermal decomposition before they develop a sweet flavor through a caramelization reaction, so it is thought that they slowly generate a sweet flavor over a long period of time.
- fructose is thought to generate a sweet flavor in a short period of time through a caramelization reaction. Since the sweet flavor suppresses the sense of inhibition of flavor-smelling taste, it is considered that the difference in duration of the effect of suppressing the sense of inhibition of flavor-drinking taste is caused by the difference in the generation time of the sweet flavor. From the above results, it was confirmed that the inulin-type fructan is superior to fructose in the persistence of the inhibitory effect on flavor and taste inhibition.
- the tobacco material of this example continuously suppresses the sense of flavor and taste inhibition from the early stage to the latter stage of smoking behavior (excellent persistence of the effect of suppressing the sense of flavor and taste inhibition).
- Example 1b A paper-made tobacco sheet was prepared as the component (A).
- the sheet contained tobacco material and 15% by weight of vegetable glycerin as an aerosol generator.
- a saturated fatty acid shown in Table 1b was prepared as component (B) and sprayed onto the sheet.
- the amount of component (B) added per dry matter amount of the tobacco composition (total of the paper-made tobacco sheet and component (B)) is as shown in Table 1b.
- the amount of octanoic acid added was 1.0% by weight per dry matter of the tobacco composition.
- a plurality of slits were provided and then rolled up to obtain a tobacco rod.
- the longitudinal direction of the slit was made parallel to the longitudinal direction of the tobacco segment.
- a non-combustion heating tobacco flavor inhalation article having the structure shown in FIG. 2 was manufactured.
- the length of each segment was as follows. Tobacco segment: 12mm Center hole part: 8mm Paper tube: 20mm Acetate filter: 40mm Using a hollow cylindrical heater with an outer diameter of 3.2 mm and an inner diameter of 1.3 mm, the non-combustion heating tobacco flavor inhalation article was heated under the following conditions to carry out a smoking test.
- a non-combustion heated tobacco flavor inhalation article was manufactured and evaluated by the following procedure. 1) Tobacco lamina was pulverized with a lab mill to obtain fine tobacco powder having a raw material particle size D90 of 100 ⁇ m. 2) Granular palmitic acid and sucrose palmitate were pulverized with a lab mill to obtain a powder. 3) The softwood pulp was crushed with a lab mill. 4) These powdered materials were placed in a Ken mixer and mixed by stirring. 5) Liquid or pasty materials such as water, glycerin, licorice, liquid sugar, binder, etc. were placed in a mixer (manufactured by Primix) and mixed for 30 minutes.
- a predetermined amount of the shredded tobacco composition was rolled up with wrapping paper into a size of ⁇ 7 ⁇ 20 mm to produce a single roll.
- a single roll was used as a tobacco rod to obtain a non-combustion heating tobacco flavor inhalation article shown in FIG. 13)
- the non-combustion heated tobacco flavor inhalation article was inserted into a heating device (PloomS manufactured by Japan Tobacco Inc.), heated, and subjected to smoking evaluation. Sensory evaluation was performed by well-trained panelists. The evaluation results are shown in Table 2b.
- the fiber odor was evaluated according to the following criteria. 1: None (standard) 2: very low 3: low 4: moderate 5: strong
- the sample liquid was then transferred to a 15 ml centrifuge tube using ML-Q water and centrifuged at 8000 rpm for 15 minutes to remove the supernatant. This washing was repeated three times. After washing, 10 ml of a 5% sulfuric acid aqueous solution was added and hydrolysis was carried out at 100° C. for 2.5 hours. After the hydrolysis reaction was completed, the sample was allowed to cool to room temperature. The precipitate was then filtered off and the filtrate was collected in a 250 ml volumetric flask. After thoroughly washing the residue on the filter paper with ML-Q water, the volume was adjusted to 250 ml. This solution was used as a sample for hemicellulose measurement.
- a tobacco sheet for a non-combustion heating type flavor inhaler containing a tobacco raw material, the tobacco sheet for a non-combustion heating type flavor inhaler having a corrugated cross-section in the thickness direction of the tobacco sheet.
- the tobacco sheet for a non-combustion heating type flavor inhaler according to [1] wherein the tobacco sheet further contains an aerosol generating agent.
- the aerosol generating agent is at least one selected from the group consisting of glycerin, propylene glycol and 1,3-butanediol.
- the first molding agent is at least one selected from the group consisting of polysaccharides, proteins and synthetic polymers.
- the second molding agent is at least one selected from the group consisting of polysaccharides, proteins and synthetic polymers, which is different from the first molding agent.
- non-combustion heated flavor inhaler tobacco sheet [8] The non-combustion heating type flavor inhalation according to any one of [5] to [7], wherein the ratio of the first molding agent contained in 100% by mass of the tobacco sheet is 0.1 to 15% by mass. Dexterous cigarette sheet. [9] The non-combustion heating type flavor inhalation according to any one of [5] to [8], wherein the ratio of the second molding agent contained in 100% by mass of the tobacco sheet is 0.1 to 15% by mass. Dexterous cigarette sheet.
- a non-combustion heating flavor inhaler comprising a tobacco-containing segment including the tobacco sheet for a non-combustion heating flavor inhaler according to any one of [1] to [9].
- a method for manufacturing a tobacco sheet for a non-combustion heating type flavor inhaler according to any one of [1] to [9], preparing a mixture comprising a tobacco material, an aerosol-generating agent, a first shaping agent, and a second shaping agent; rolling the mixture to form a rolled article; A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape; method including.
- [1a] A tobacco material containing fructans.
- [2a] The tobacco material according to [1a], wherein the fructan is selected from the group consisting of inulin-type fructans, levan-type fructans, branched fructans, fructooligosaccharides, and mixtures thereof.
- [3a] The tobacco material according to [1a] or [2], wherein the fructan content relative to the entire tobacco material is 0.5 to 3% by mass.
- [4a] The tobacco material according to any one of [1a] to [3a], further comprising tobacco sheets or tobacco shreds.
- [5a] A heated smoking article comprising the tobacco material of any one of [1a] to [4a].
- [1b] (A) a tobacco material; (B) a tobacco composition comprising a saturated fatty acid additive, said component (B) is selected from the group consisting of saturated fatty acids having a molar mass of 200 to 350 g/mol, esters of said saturated fatty acids, and combinations thereof; A tobacco composition containing 0.01 to 3% by weight of component (B) based on the amount of dry matter in the composition.
- [2b] The composition according to [1b], wherein the saturated fatty acid and saturated fatty acid ester in component (B) are each a single item.
- [3b] The composition according to [1b] or [2b], wherein the fatty acid moiety in the saturated fatty acid and the ester of component (B) has 12 to 20 carbon atoms.
- [4b] The composition according to any one of [1b] to [3b], further comprising 1 to 10% by mass of liquid sugar based on the amount of dry matter in the composition.
- [5b] The composition according to any one of [1b] to [4b], wherein component (A) contains 10% by mass or less of a material derived from oriental species.
- component (A) contains 10% by mass or less of a material derived from oriental species.
- [6b] The composition according to any one of [1b] to [5b], further comprising 0.5 to 3% by mass of a natural botanical fragrance based on the amount of dry matter in the composition.
- [7b] The composition according to any one of [1b] to [6b], containing 2% by mass or more of nicotine based on the amount of dry matter in the composition.
- [11b] A step of mixing the component (A), the component (B) partially or wholly powder, and a medium so as to keep the powder in a powder state to form a slurry;
- [1c] As a filling, tobacco material; including paper and The total content of lignin and hemicellulose in the paper is 0.1 to 10% by mass, heating tobacco segment; [2c] as a filler, tobacco material; a paper containing an aerosol-generating agent; heating tobacco segment; [3c] The tobacco segment according to [1c], wherein the total content of lignin and hemicellulose is 9.0% by mass or less. [4c] The tobacco segment according to [1c] or [3c], wherein the content of the paper is 5-70% by mass relative to the dry matter content of the tobacco material. [5c] The content of the paper is 15-40% by mass relative to the dry matter content of the tobacco material. The tobacco segment according to [4c].
- [6c] The tobacco segment according to any one of [1c] to [5c], wherein the paper has a density of 0.05 to 0.8 [g/cm 3 ].
- [7c] The tobacco segment of [2c] or [6c], wherein the content of the paper is 5-75% by mass relative to the dry matter content of the tobacco material.
- [8c] The tobacco segment of any of [1c] or [3c]-[6c], wherein said paper comprises an aerosol-generating agent.
- a non-combustion heating flavor inhalation article comprising the tobacco segment according to any one of [1c] to [8c] above.
- [10c] The method for producing a tobacco segment according to any one of [1c] to [8c], comprising mixing the paper with the tobacco material.
Abstract
Description
態様1
たばこ原料を含む非燃焼加熱型香味吸引器用たばこシートであって、前記たばこシートの厚み方向の断面が波型形状を有する、非燃焼加熱型香味吸引器用たばこシート。
態様2
フルクタンをさらに含む、態様1に記載の非燃焼加熱型香味吸引器用たばこシート。
態様3
前記フルクタンが、イヌリン型フルクタン、レバン型フルクタン、分岐型フルクタン、フラクトオリゴ糖、及びこれらの混合物からなる群から選択される、態様1または2に記載の非燃焼加熱型香味吸引器用たばこシート。
態様4
飽和脂肪酸系添加剤をさらに含み、
前記添加剤が、モル質量が200~350g/molである飽和脂肪酸、当該飽和脂肪酸のエステル、およびこれらの組合せからなる群より選択され、
その含有量が、前記シートの乾物質量当たり、0.01~3質量%である、
態様1~3のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
態様5
前記飽和脂肪酸および飽和脂肪酸エステルは、それぞれ単品である、態様4に記載の非燃焼加熱型香味吸引器用たばこシート。
態様6
充填物として、
態様1~5のいずれかに記載のシートと、
紙と、を含み、
前記紙のリグニンおよびヘミセルロースの合計含有量が0.1~10質量%である、
たばこ含有セグメント。
態様7
充填物として、
態様1~5のいずれかに記載のシートと、
エアロゾル発生剤を含有する紙と、を含む、
たばこ含有セグメント。
態様8
態様1~5のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメントあるいは
態様6または7に記載のたばこ含有セグメント
を備える非燃焼加熱型香味吸引器。
態様9
態様8に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。
態様10
態様1~3のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートの製造方法であって、
たばこ原料と、エアロゾル発生剤と、第一の成型剤及び第二の成型剤と、を含む混合物を調製する工程と、
前記混合物を圧延して圧延成形品を形成する工程と、
前記圧延成形品に回転式ロール刃を押し当てて短冊状に切断しつつ波型形状を付与する工程と、
必要に応じて、前記圧延成形品に前記フルクタンを添加する工程と、
を備える方法。
態様11
態様4または5に記載の非燃焼加熱型香味吸引器用たばこシートの製造方法であって、
たばこ原料と、エアロゾル発生剤と、第一の成型剤及び第二の成型剤と、飽和脂肪酸系添加剤と、を含む混合物を調製する工程と、
前記混合物を圧延して圧延成形品を形成する工程と、
前記圧延成形品に回転式ロール刃を押し当てて短冊状に切断しつつ波型形状を付与する工程と、
を備える方法。 The present invention includes the following embodiments.
A tobacco sheet for a non-combustion heating type flavor inhaler, comprising a tobacco raw material, the tobacco sheet having a wavy cross section in the thickness direction of the tobacco sheet.
The tobacco sheet for non-combustion heated flavor inhalers according to
The tobacco sheet for non-combustion heating flavor inhalers according to
further comprising a saturated fatty acid additive,
said additive is selected from the group consisting of saturated fatty acids having a molar mass of 200-350 g/mol, esters of said saturated fatty acids, and combinations thereof;
The content is 0.01 to 3% by weight based on the dry matter content of the sheet.
A tobacco sheet for a non-combustion heating type flavor inhaler according to any one of
The tobacco sheet for a non-combustion heating type flavor inhaler according to
as a filling,
A sheet according to any one of
including paper and
The total content of lignin and hemicellulose in the paper is 0.1 to 10% by mass,
Tobacco-containing segment.
as a filling,
A sheet according to any one of
a paper containing an aerosol-generating agent;
Tobacco-containing segment.
A tobacco-containing segment comprising the tobacco sheet for a non-combustion heating flavor inhaler according to any one of
A non-combustion heated flavor inhaler according to
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
A method for producing a tobacco sheet for a non-combustion heating type flavor inhaler according to any one of
preparing a mixture comprising a tobacco raw material, an aerosol-generating agent, a first shaping agent and a second shaping agent;
rolling the mixture to form a rolled article;
A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape;
optionally adding the fructan to the rolled product;
How to prepare.
A method for producing a tobacco sheet for a non-combustion heating type flavor inhaler according to
preparing a mixture comprising a tobacco raw material, an aerosol-generating agent, a first molding agent and a second molding agent, and a saturated fatty acid-based additive;
rolling the mixture to form a rolled article;
A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape;
How to prepare.
本実施形態に係る非燃焼加熱型香味吸引器用たばこシート(以下、「たばこシート」ともいう。)は、たばこ原料を含み、前記たばこシートの厚み方向の断面は波型形状を有する。本実施形態に係るたばこシートは厚み方向の断面形状が波型であるため、嵩高く、高い膨嵩性を有する。そのため、本実施形態に係るたばこシートを用いることでたばこ含有セグメントの総熱容量を低減することができ、たばこ含有セグメントに充填されたたばこシートをエアロゾル生成に十分に寄与させることができる。また、本実施形態に係るたばこシートはエアロゾル発生剤や一種又は二種以上の成型剤をさらに含むことが好ましく、これらの配合割合を所定の範囲内とすることで、たばこシートの膨嵩性がより向上する。 [Tobacco sheet for non-combustion heating type flavor inhaler]
A tobacco sheet for a non-combustion heating type flavor inhaler (hereinafter also referred to as a "tobacco sheet") according to the present embodiment contains tobacco raw material, and has a wavy cross-section in the thickness direction of the tobacco sheet. Since the tobacco sheet according to the present embodiment has a corrugated cross-sectional shape in the thickness direction, it is bulky and has a high swelling property. Therefore, by using the tobacco sheet according to the present embodiment, the total heat capacity of the tobacco-containing segment can be reduced, and the tobacco sheet filled in the tobacco-containing segment can sufficiently contribute to aerosol generation. In addition, the tobacco sheet according to the present embodiment preferably further contains an aerosol-generating agent and one or more molding agents. improve more.
本実施形態に係るたばこシートは、厚み方向の断面が波型形状を有する。すなわち、本実施形態に係るたばこシートを平面方向のある一方向において厚み方向に切断した場合、その断面の形状が波型の形状を有する。前記平面方向のある一方向は、例えばたばこシートの長手方向であってもよく、短手方向であってもよい。ここで「波型」とは、上下にうねった形状であれば特に限定されず、波の山は直線的な形状であってもよく、曲線的な形状であってもよい。また、波は規則的であってもよく、不規則的であってもよい。 (Shape of cigarette sheet)
The tobacco sheet according to this embodiment has a wavy cross section in the thickness direction. That is, when the tobacco sheet according to the present embodiment is cut in the thickness direction in one plane direction, the cross section has a corrugated shape. The plane direction may be, for example, the longitudinal direction or the lateral direction of the tobacco sheet. Here, the “wavy shape” is not particularly limited as long as it has a shape that undulates vertically, and the crests of the waves may have a straight shape or a curved shape. Also, the waves may be regular or irregular.
本実施形態に係るたばこシートに含まれるたばこ原料としては、たばこ成分が含まれるものであれば特に限定されないが、例えばたばこ粉末やたばこ抽出物が挙げられる。たばこ粉末としては、例えば葉たばこ、中骨、残幹等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらを所定の大きさに裁刻することで、たばこ粉末として使用することができる。たばこ粉末の大きさとしては、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であることが、更なる膨嵩性向上の観点から好ましい。たばこ原料がたばこ粉末である場合、たばこシート100質量%に含まれるたばこ粉末の割合は、45~95質量%であることが好ましく、50~93質量%であることがより好ましく、60~85質量%であることがさらに好ましい。たばこ抽出物としては、例えば葉たばこを粗砕し、これを水等の溶媒と混合・攪拌することで葉たばこから水溶性成分を抽出し、得られた水抽出物を減圧乾燥して濃縮することで得られるたばこ抽出物が挙げられる。 (tobacco raw material)
The tobacco raw material contained in the tobacco sheet according to the present embodiment is not particularly limited as long as it contains tobacco components, and examples thereof include tobacco powder and tobacco extract. Tobacco powder includes, for example, leaf tobacco, core bones, residual stems, and the like. These may be used alone or in combination of two or more. By chopping these into a predetermined size, they can be used as tobacco powder. Regarding the size of the tobacco powder, it is preferable that the cumulative 90% particle size (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is 200 μm or more from the viewpoint of further improving the swelling property. When the tobacco raw material is tobacco powder, the tobacco powder content in 100% by mass of the tobacco sheet is preferably 45 to 95% by mass, more preferably 50 to 93% by mass, and more preferably 60 to 85% by mass. % is more preferred. As the tobacco extract, for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extracts obtained may be mentioned.
本実施形態に係るたばこシートは、加熱時の煙量増加の観点から、さらにエアロゾル発生剤を含むことが好ましい。エアロゾル発生剤としては、例えばグリセリン、プロピレングリコール、1,3-ブタンジオール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (Aerosol generating agent)
From the viewpoint of increasing the amount of smoke when heated, the tobacco sheet according to this embodiment preferably further contains an aerosol-generating agent. Aerosol-generating agents include, for example, glycerin, propylene glycol, 1,3-butanediol and the like. These may be used alone or in combination of two or more.
本実施形態に係るたばこシートは、形状担保の観点から、さらに成型剤を含むことが好ましい。本実施形態に係るたばこシートは、特に、たばこシートのエアロゾル発生剤の保持性能と波型形状の維持性能とを十分に両立させることができる観点から、第一の成型剤及び第二の成型剤をさらに含むことが好ましい。ここで、第一の成型剤と第二の成型剤とは成型剤の種類が異なっていてもよく、成型剤の種類は同一で形態が異なっていてもよい。第一の成型剤としては、例えば多糖類、タンパク、合成ポリマー等が挙げられる。多糖類としては、例えばセルロース誘導体、天然由来の多糖類が挙げられる。 (molding agent)
The tobacco sheet according to the present embodiment preferably further contains a molding agent from the viewpoint of shape retention. In particular, the tobacco sheet according to the present embodiment has the first molding agent and the second molding agent from the viewpoint of being able to sufficiently achieve both the retention performance of the aerosol generating agent and the retention performance of the corrugated shape of the tobacco sheet. It is preferable to further include Here, the first molding agent and the second molding agent may be of different types, or the types of molding agents may be the same but the forms may be different. Examples of the first molding agent include polysaccharides, proteins, synthetic polymers and the like. Examples of polysaccharides include cellulose derivatives and naturally occurring polysaccharides.
本実施形態に係るたばこシートは、更なる物性向上の観点から、さらに補強剤を含むことができる。補強剤としては、例えばファイバー状パルプ、ファイバー状合成セルロース等の繊維状物質、ペクチン懸濁水など乾燥すると膜を形成する表面コーティング機能をもった液状物質等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (Reinforcing agent)
The tobacco sheet according to this embodiment may further contain a reinforcing agent from the viewpoint of further improving physical properties. Examples of the reinforcing agent include fibrous substances such as fibrous pulp and fibrous synthetic cellulose, and liquid substances such as pectin suspension having a surface coating function that forms a film when dried. These may be used alone or in combination of two or more.
本実施形態に係るたばこシートは、品質保持の観点から、さらに保湿剤を含むことができる。保湿剤としては、例えばソルビトール、エリスリトール、キシリトール、マルチトール、ラクチトール、マンニトール、還元麦芽糖水飴等の糖アルコール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (moisturizer)
The tobacco sheet according to this embodiment may further contain a humectant from the viewpoint of maintaining quality. Examples of moisturizing agents include sugar alcohols such as sorbitol, erythritol, xylitol, maltitol, lactitol, mannitol, and reduced maltose starch syrup. These may be used alone or in combination of two or more.
本実施形態に係るたばこシートは、前記たばこ原料、前記エアロゾル発生剤、前記成型剤(第一及び第二の成型剤)、前記補強剤、前記保湿剤以外にも、必要に応じて香料、呈味料等の香味料、着色剤、湿潤剤、保存料、無機物質等の希釈剤等を含むことができる。 (other ingredients)
The tobacco sheet according to the present embodiment may contain, in addition to the tobacco raw material, the aerosol-generating agent, the molding agent (first and second molding agents), the reinforcing agent, and the moisturizing agent, if necessary, a flavoring agent and a flavoring agent. Flavoring agents such as seasonings, coloring agents, humectants, preservatives, diluents such as inorganic substances, and the like can be included.
本実施形態に係るたばこシートの膨嵩性は、190cc/100g以上であることが好ましい。該膨嵩性が190cc/100g以上であることにより、非燃焼加熱型香味吸引器のたばこ含有セグメントの総熱容量を十分に低減することができ、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成により寄与できるようになる。該膨嵩性は210cc/100g以上であることがより好ましく、230cc/100g以上であることがさらに好ましい。該膨嵩性の範囲の上限は特に限定されないが、例えば800cc/100g以下であることができる。なお、該膨嵩性は、たばこシートを0.8mm×20mmのサイズに裁刻し、22℃、60%の調和室内で48時間存置した後、DD-60A(商品名、ボルグワルド社製)にて測定される値である。測定は、裁刻されたたばこシート15gを内径60mmの円筒形容器に入れ、3kg荷重で30秒圧縮した時の容積を求めることで行われる。 (Bulkiness)
It is preferable that the tobacco sheet according to the present embodiment has a swelling property of 190 cc/100 g or more. When the swelling property is 190 cc/100 g or more, the total heat capacity of the tobacco-containing segment of the non-combustion heating type flavor inhaler can be sufficiently reduced, and the tobacco sheet filled in the tobacco-containing segment is generated by aerosol generation. be able to contribute. The swelling property is more preferably 210 cc/100 g or more, more preferably 230 cc/100 g or more. Although the upper limit of the swelling range is not particularly limited, it can be, for example, 800 cc/100 g or less. The swelling property was evaluated by cutting a tobacco sheet into a size of 0.8 mm×20 mm, leaving it in a conditioned room at 22° C. and 60% for 48 hours, and applying it to DD-60A (trade name, manufactured by Borgwald). It is a value measured by The measurement is carried out by placing 15 g of cut tobacco sheets in a cylindrical container with an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to obtain the volume.
本実施形態に係るたばこシートは、例えばたばこ原料、エアロゾル発生剤、第一の成型剤、及び第二の成型剤を含む混合物を調製する工程と、前記混合物を圧延して圧延成形品を形成する工程と、前記圧延成形品に回転式ロール刃を押し当てて短冊状に切断しつつ波型形状を付与する工程と、を含むことができる。なお、波型形状を付与する処理をリップリング処理ともいう。例えば、以下の方法により本実施形態に係るたばこシートを製造することができる。 [Manufacturing method of tobacco sheet]
The tobacco sheet according to the present embodiment is produced by, for example, preparing a mixture containing a tobacco raw material, an aerosol-generating agent, a first molding agent, and a second molding agent, and rolling the mixture to form a rolled product. and a step of pressing a rotary roll blade against the rolled product to cut it into strips and imparting a corrugated shape. Note that the process of imparting a wave shape is also called a rippling process. For example, the tobacco sheet according to this embodiment can be produced by the following method.
(2)当該混合物を複数の圧延ローラーに投入して圧延し、圧延成形品を得る工程。
(3)圧延成形品に対して回転式ロール刃を押し当て、短冊状に切断しつつ波型形状を付与する工程。 (1) A step of mixing water, a tobacco raw material, an aerosol-generating agent, first and second molding agents, and a reinforcing agent to obtain a mixture.
(2) A step of rolling the mixture into a plurality of rolling rollers to obtain a rolled product.
(3) A step of pressing a rotary roll blade against the rolled product to cut it into strips and imparting a corrugated shape.
本実施形態に係る非燃焼加熱型香味吸引器は、本実施形態に係るたばこシート等を含むたばこ含有セグメントを備える。本実施形態に係る非燃焼加熱型香味吸引器は、本実施形態に係る膨嵩性の高いたばこシート等が充填されたたばこ含有セグメントを備えるため、たばこ含有セグメントの総熱容量を十分に低減することができ、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成により寄与できるようになる。 [Non-combustion heating flavor inhaler]
The non-combustion-heating flavor inhaler according to this embodiment includes a tobacco-containing segment including the tobacco sheet or the like according to this embodiment. Since the non-combustion-heating flavor inhaler according to the present embodiment includes the tobacco-containing segment filled with the highly bulky tobacco sheet or the like according to the present embodiment, the total heat capacity of the tobacco-containing segment should be sufficiently reduced. , allowing the tobacco sheet filled in the tobacco-containing segment to contribute more to aerosol generation.
たばこ含有セグメント5は、本実施形態に係るたばこシートが巻紙(以下、ラッパーともいう)内に充填されている。たばこシートを巻紙内に充填する方法は特に限定されないが、例えばたばこシートをラッパーで包んでもよく、筒状のラッパー内にたばこシートを充填してもよい。たばこシートの形状が矩形状のように長手方向を有する場合、たばこシートは該長手方向がラッパー内でそれぞれ不特定の方向となるように充填されていてもよく、たばこ含有セグメント5の軸方向又は該軸方向に対して垂直な方向となるように整列させて充填されていてもよい。 (segment containing tobacco)
In the tobacco-containing
図2に示されるように、冷却セグメント6は筒状部材10で構成される態様を挙げることができる。筒状部材10は例えば厚紙を円筒状に加工した紙管であってもよい。 (cooling segment)
As shown in FIG. 2, the
センターホールセグメントは1つまたは複数の中空部を有する充填層と、該充填層を覆うインナープラグラッパー(内側巻紙)とで構成される。例えば、図2に示されるように、センターホールセグメント7は、中空部を有する第二の充填層12と、第二の充填層12を覆う第二のインナープラグラッパー13とで構成される。センターホールセグメント7は、マウスピースセグメント9の強度を高める機能を有する。第二の充填層12は、例えば酢酸セルロース繊維が高密度で充填されトリアセチンを含む可塑剤が酢酸セルロース質量に対して、6質量%以上、20質量%以下添加されて硬化された内径φ1.0mm以上、φ5.0mm以下のロッドとすることができる。第二の充填層12は繊維の充填密度が高いため、吸引時は、空気やエアロゾルは中空部のみを流れることになり、第二の充填層12内はほとんど流れない。センターホールセグメント7内部の第二の充填層12が繊維充填層であることから、使用時の外側からの触り心地は、使用者に違和感を生じさせることが少ない。なお、センターホールセグメント7が第二のインナープラグラッパー13を持たず、熱成型によってその形が保たれていてもよい。 (center hole segment)
The center hole segment is composed of a filling layer having one or more hollow portions and an inner plug wrapper (inner wrapping paper) covering the filling layer. For example, as shown in FIG. 2, the
フィルターセグメント8の構成は特に限定されないが、単数または複数の充填層から構成されてよい。充填層の外側は一枚または複数枚の巻紙で巻装されてよい。フィルターセグメント8のセグメント当たりの通気抵抗は、フィルターセグメント8に充填される充填物の量、材料等により適宜変更することができる。例えば、充填物が酢酸セルロース繊維である場合、フィルターセグメント8に充填される酢酸セルロース繊維の量を増加させれば、通気抵抗を増加させることができる。充填物が酢酸セルロース繊維である場合、酢酸セルロース繊維の充填密度は0.13~0.18g/cm3であることができる。なお、通気抵抗は通気抵抗測定器(商品名:SODIMAX、SODIM製)により測定される値である。 (filter segment)
Although the configuration of the
本実施形態に係る非燃焼加熱型香味吸引システムは、本実施形態に係る非燃焼加熱型香味吸引器と、該非燃焼加熱型香味吸引器のたばこ含有セグメントを加熱する加熱装置と、を備える。本実施形態に係る非燃焼加熱型香味吸引システムは、本実施形態に係る非燃焼加熱型香味吸引器及び前記加熱装置以外に、他の構成を有していてもよい。 [Non-combustion heating type flavor suction system]
The non-combustion heating flavor inhalation system according to this embodiment includes the non-combustion heating flavor inhaler according to this embodiment, and a heating device that heats the tobacco-containing segment of the non-combustion heating flavor inhaler. The non-combustion-heating flavor inhalation system according to the present embodiment may have a configuration other than the non-combustion-heating flavor inhaler and the heating device according to the present embodiment.
本態様において非燃焼加熱型香味吸引器用たばこシートは、フルクタンを含む。当該たばこシートを喫煙に供すると、フルクタンが熱分解して持続的に甘い香気を発生させる。発生した持続的な甘い香気は、喫煙行動の初期から後期まで継続して香喫味阻害感を抑制することができる。 [First aspect]
In this aspect, the tobacco sheet for a non-combustion heating type flavor inhaler contains fructans. When the tobacco sheet is smoked, the fructans are thermally decomposed to generate a persistent sweet aroma. The persistent sweet aroma that is generated can continue from the early stage to the late stage of smoking behavior and suppress the feeling of inhibition of flavor and taste.
フルクタンは、複数の単糖類が結合して形成されており、かつ単糖類及び二糖類より大きな分子構造を有する。そのため、フルクタンがカラメル化反応を起こす際には、単糖類、二糖類などの比較的小さい分子の糖に分解した後、これらの単糖類や二糖類がカラメル化反応を起こして甘い香気を発生させるという多段階の分解工程を経ると考えられる。一方、単糖類や二糖類がカラメル化反応を起こす際には、それらの糖がカラメル化反応を起こして甘い香気を直接発生させると考えられる。したがって、フルクタンは、単糖類や二糖類に比べて、分解工程が多い分だけ遅い速度で甘い香気を発生させ、かつ長時間にわたって甘い香気を発生させることができると考えられる。本態様においては、このようなフルクタンのカラメル化反応に関する特徴により、喫煙行動の初期から後期まで継続して香喫味阻害感を抑制することができると考えられる。 Although not bound by theory, it is presumed that the fructan of this embodiment has the following characteristics when it produces a sweet aroma through caramelization reaction.
Fructans are formed by binding multiple monosaccharides and have a larger molecular structure than monosaccharides and disaccharides. Therefore, when fructans undergo a caramelization reaction, they are decomposed into relatively small sugar molecules such as monosaccharides and disaccharides, and then these monosaccharides and disaccharides undergo a caramelization reaction to generate a sweet aroma. It is thought that it goes through a multi-stage decomposition process. On the other hand, when monosaccharides and disaccharides undergo a caramelization reaction, it is believed that these sugars undergo a caramelization reaction to directly generate a sweet aroma. Therefore, compared to monosaccharides and disaccharides, fructans are considered to be able to generate a sweet aroma at a slower rate due to the increased number of decomposition processes, and to generate a sweet aroma over a long period of time. In this embodiment, it is thought that the inhibition of flavor and taste can be suppressed continuously from the early stage to the late stage of smoking behavior due to such characteristics related to the caramelization reaction of fructans.
「たばこ葉」とは、収穫されたたばこの葉が、後述する熟成を経る前のものの総称である。なお、熟成の一態様にはキュアリングが含まれる。これに対して、熟成を経たたばこ葉であって、たばこ製品で利用される種々の形態(後述するたばこ刻や、たばこシート、たばこ顆粒等)に加工される前のものを「熟成済たばこ葉」と称する。さらに、熟成済たばこ葉を、たばこ製品で利用される種々の形態に加工したものを「加工済たばこ葉」と称する。 <Tobacco leaves, aged tobacco leaves, and processed tobacco leaves>
“Tobacco leaves” is a general term for harvested tobacco leaves before undergoing ripening, which will be described later. One mode of aging includes curing. On the other hand, aged tobacco leaves before being processed into various forms used in tobacco products (such as cut tobacco, tobacco sheets, tobacco granules, etc.) are referred to as "aged tobacco leaves." ”. Furthermore, the aged tobacco leaves processed into various forms used in tobacco products are referred to as "processed tobacco leaves".
本態様において非燃焼加熱型香味吸引器用たばこシートは、飽和脂肪酸系添加剤を含む。
本態様においてたばこシートはオリエント種由来の材料を含んでいてもよい。その場合、前記たばこ原料に対するオリエント種由来の材料の含有量は10質量%以下であることが好ましい。オリエント種由来の材料の含有量がこの範囲であると不快感をより低減させた喫味を提供できる。この観点から、前記含有量の上限は、好ましくは8質量%以下、より好ましくは5質量%以下である。その下限は、好ましくは0.1質量%以上、より好ましくは2質量%以上、さらに好ましくは3質量%以上である。 [Second aspect]
In this aspect, the tobacco sheet for a non-combustion heating type flavor inhaler contains a saturated fatty acid additive.
In this aspect, the tobacco sheet may contain materials derived from Orient species. In that case, the content of the material derived from the Orient species is preferably 10% by mass or less with respect to the tobacco raw material. When the content of the material derived from the Orient species is within this range, it is possible to provide a taste with less discomfort. From this point of view, the upper limit of the content is preferably 8% by mass or less, more preferably 5% by mass or less. The lower limit is preferably 0.1% by mass or more, more preferably 2% by mass or more, and still more preferably 3% by mass or more.
飽和脂肪酸系添加剤における飽和脂肪酸の、水に対する溶解度は、好ましくは0.15mg/g以下であり、より好ましくは0.12mg/g以下である。またその下限値は限定されず0mg/gであってもよいが、好ましくは0.05mg/g以上である。 The number of carbon atoms in the fatty acid portion of the saturated fatty acid and the ester is preferably 12-20, more preferably 15-19. When the number of carbon atoms is within this range, the effect of reducing discomfort becomes more pronounced.
The water solubility of the saturated fatty acid in the saturated fatty acid additive is preferably 0.15 mg/g or less, more preferably 0.12 mg/g or less. The lower limit is not limited and may be 0 mg/g, preferably 0.05 mg/g or more.
前記たばこ原料またはファイバー状たばこ材料と、一部または全部が粉末である飽和脂肪酸系添加剤と、媒体とを、前記粉末が粉末状態を保つように混合してスラリーとする工程。 A mixture (also referred to as “slurry”) containing a saturated fatty acid-based additive is preferably produced by a method comprising the following steps.
A step of mixing the tobacco raw material or fibrous tobacco material, a saturated fatty acid-based additive that is partly or entirely powdered, and a medium so as to maintain the powdery state to form a slurry.
本態様においてたばこ含有セグメント(以下単に「たばこセグメント」ともいう)は、紙、またはエアロゾル発生剤を含有する紙を含む。本態様におけるたばこセグメントの概要を図4Aに示す。たばこセグメント20Aは、たばこ充填物21と、その周囲を巻装するラッパー22を備える。たばこ充填物21は、前記たばこシートTと紙Pを含む。当該図では、たばこシートTはこれを裁断して得たストランド状であり、紙Pもストランド形状である。ストランドは、たばこシートTと紙Pを積層したシートを裁断したものであってもよい。なお本態様を説明する図において、たばこシートTの波型形状の図示は省略してある。 [Third aspect]
In this embodiment, the tobacco-containing segment (hereinafter also simply referred to as "tobacco segment") includes paper or paper containing an aerosol-generating agent. A schematic of a tobacco segment in this embodiment is shown in FIG. 4A. The
(1-1)第3-1の態様
たばこセグメントは第3-1の態様として、充填物として、たばこシートと、リグニンおよびヘミセルロースの合計含有量が0.1~10質量%である紙を含む。当該充填物とは、たばこセグメント用の充填物である。リグニンとは木等に含まれる高分子フェノール化合物である。ヘミセルロースとは細胞壁に含まれる不溶性の多糖類である。この合計量がこの範囲であると、喫煙時の異臭(繊維臭等)を低減することができる。すなわち本態様では、本来の香喫味を大きく阻害することなく香喫味を希釈できるという効果が奏される。この観点から、リグニンおよびヘミセルロースの合計含有量の上限は9.0質量%以下であることが好ましい。 (1) Paper (1-1) Aspect 3-1 The tobacco segment, as an aspect 3-1, has a total content of tobacco sheet, lignin and hemicellulose of 0.1 to 10% by mass as a filler. Including some paper. The filling is a filling for tobacco segments. Lignin is a high-molecular phenolic compound contained in trees and the like. Hemicellulose is an insoluble polysaccharide contained in cell walls. When the total amount is within this range, offensive odors (such as fiber odors) during smoking can be reduced. That is, in this aspect, the effect of diluting the flavor and taste without greatly impairing the original flavor and taste is exhibited. From this point of view, the upper limit of the total content of lignin and hemicellulose is preferably 9.0% by mass or less.
[ヘミセルロースの定量]
1)紙を、溶媒として水を用いた溶媒抽出に供し、残渣を分離する。液体窒素等を用いて当該残渣を凍結粉砕して試料Aとする。
2)試料Aと酵素を反応させて、反応生成物を回収する。
3)反応生成物を加水分解し、加水分解物について波長490nmで吸光度測定を行い、ヘミセルロースを定量する。 Lignin and hemicellulose are measured by known methods, but in the present invention, they are preferably measured by the following methods.
[Quantification of hemicellulose]
1) The paper is subjected to solvent extraction using water as solvent to separate the residue. A sample A is obtained by freeze-pulverizing the residue using liquid nitrogen or the like.
2) The sample A is reacted with the enzyme, and the reaction product is recovered.
3) The reaction product is hydrolyzed, and the hydrolyzate is subjected to absorbance measurement at a wavelength of 490 nm to quantify hemicellulose.
50mgの試料Aをスクリュー瓶に入れ、超純水(ML-Q水)8.5mlとパンクレアチン溶液0.5mlを加え、40℃、125rpmで16時間振盪する。パンクレアチン溶液とは、pH6.4の0.1Mリン酸緩衝液100mlに8gのパンクレアチンを加えて1時間撹拌した後、8000rpmで30分遠心分離した上清である。次いでML-Q水を用いて前記試料液体を、15mlの遠沈管に移し、8000rpmで15分間遠心分離して、上清を取り除く。この洗浄を三回繰り返し行う。洗浄後、5%硫酸水溶液10mlを加え、100℃にて2.5時間加水分解を行う。加水分解反応終了後、試料を室温まで放冷する。次いで、沈殿物をろ別し、ろ液を250mlのメスフラスコに回収する。ろ紙上の残渣をML-Q水で十分に洗浄した後、250mlに定容する。この溶液をヘミセルロース測定用試料とする。当該試料500μlを20ml試験管に移し、5%フェノール水溶液500μlと濃硫酸2.5mlを加え、十秒間激しく撹拌する。当該試料を室温にて20分以上放置し、分光光度計を使用して波長490nmで吸光度測定を行い、ヘミセルロースを定量する。 Step 2) can be specifically implemented as follows.
Put 50 mg of sample A in a screw bottle, add 8.5 ml of ultrapure water (ML-Q water) and 0.5 ml of pancreatin solution, and shake at 40° C. and 125 rpm for 16 hours. The pancreatin solution is the supernatant obtained by adding 8 g of pancreatin to 100 ml of 0.1 M phosphate buffer of pH 6.4, stirring for 1 hour, and centrifuging at 8000 rpm for 30 minutes. The sample liquid is then transferred to a 15 ml centrifuge tube using ML-Q water and centrifuged at 8000 rpm for 15 minutes to remove the supernatant. This wash is repeated three times. After washing, 10 ml of a 5% sulfuric acid aqueous solution is added, and hydrolysis is performed at 100° C. for 2.5 hours. After the hydrolysis reaction is completed, the sample is allowed to cool to room temperature. The precipitate is then filtered off and the filtrate collected in a 250 ml volumetric flask. After thoroughly washing the residue on the filter paper with ML-Q water, the volume is adjusted to 250 ml. This solution is used as a sample for hemicellulose measurement. Transfer 500 μl of the sample to a 20 ml test tube, add 500 μl of 5% phenol aqueous solution and 2.5 ml of concentrated sulfuric acid, and stir vigorously for 10 seconds. The sample is left at room temperature for 20 minutes or longer, and absorbance is measured at a wavelength of 490 nm using a spectrophotometer to quantify hemicellulose.
i)前記試料Aを準備する。
ii)試料Aを酸水溶液中で還流し、還流処理後の試料をろ別する。
iii)ろ別した試料を乾燥後、秤量してリグニン量とする。 [Quantification of lignin]
i) preparing said sample A;
ii) The sample A is refluxed in an acid aqueous solution, and the sample after the reflux treatment is filtered.
iii) The filtered sample is dried and then weighed to determine the amount of lignin.
100mgの試料Aをスクリュー瓶に入れ、72%硫酸4mlを加え、硫酸に試料を完全に浸らせ、30℃、200rpmにて4時間振盪する。次いで、希釈後の硫酸濃度が4%となるよう超純水(ML-Q水)157.2mlを加えてナスフラスコに移し、110℃のオイルバス中で2時間加熱還流を行う。室温まで放冷後、ろ過を行い、ロータリー乾熱機で乾燥し秤量する。 Steps ii) and iii) can be specifically performed as follows.
100 mg of sample A is placed in a screw bottle, 4 ml of 72% sulfuric acid is added, the sample is completely immersed in sulfuric acid, and shaken at 30° C. and 200 rpm for 4 hours. Next, 157.2 ml of ultrapure water (ML-Q water) is added so that the concentration of sulfuric acid after dilution becomes 4%, transferred to an eggplant flask, and heated under reflux in an oil bath at 110° C. for 2 hours. After allowing to cool to room temperature, filter, dry with a rotary dryer, and weigh.
密度 (g/cm3)=重さ(g)/面積(cm2)/厚さ(cm) The density of the paper used in this embodiment is preferably 0.05 to 0.8 (g/cm 3 ), more preferably 0.1 to 0.6 (g/cm 3 ). Although density is measured by a known method, it is preferably determined by the following formula.
Density (g/cm 3 ) = weight (g)/area (cm 2 )/thickness (cm)
たばこセグメントは、第3-2の態様として、充填物として、たばこシートと、エアロゾル発生剤を含有する紙とを含む。エアロゾル発生剤とは、加熱により気化し冷却されてエアロゾルを生成するあるいは霧化によってエアロゾルを生成する材料である。本態様ではエアロゾル発生剤を含む紙を用いるので、煙量を低下させることなく香喫味を希釈できるという効果が奏される。エアロゾル発生剤としては前述ものを用いることができる。その量は、前記紙の乾物質量当たり、好ましくは3~20質量%、より好ましくは5~15質量%である。エアロゾル発生剤の量が上限値を超えるとたばこセグメントにしみ等が発生することがあり、下限値未満であると煙感量が低下するおそれがある。含浸または噴霧等により、エアロゾル発生剤を紙に添加することができる。 (1-2) Aspect 3-2 The tobacco segment includes, as an aspect 3-2, a tobacco sheet and a paper containing an aerosol-generating agent as fillers. An aerosol-generating agent is a material that is vaporized by heating and then cooled to form an aerosol or atomized to form an aerosol. Since paper containing an aerosol-generating agent is used in this embodiment, it is possible to dilute the flavor and taste without reducing the amount of smoke. As the aerosol generating agent, those described above can be used. The amount is preferably 3 to 20% by weight, more preferably 5 to 15% by weight, based on the dry matter content of said paper. If the amount of the aerosol-generating agent exceeds the upper limit, stains and the like may occur on the tobacco segment, and if it is less than the lower limit, the smoke sensitivity may decrease. Aerosol-generating agents can be added to the paper, such as by impregnation or spraying.
いずれの態様においても、紙の形状は限定されず、たばこシートと混合されやすい形状であればよい。一態様において紙は、シート、刻、またはストランドである。また、好ましい態様において、紙とたばこシートとの形状は同様であり、最も好ましい態様では、紙の刻とたばこシートの刻を使用する。 (1-3) Shape, etc. In any of the embodiments, the shape of the paper is not limited as long as it is easily mixed with the tobacco sheet. In one aspect, the paper is a sheet, cut, or strand. Also, in preferred embodiments, the shapes of the paper and tobacco sheets are similar, and in the most preferred embodiment, shredded paper and shredded tobacco sheets are used.
たばこラミナ(葉たばこ)をホソカワミクロンACM機にて乾式粉砕し、たばこ粉末を得た。該たばこ粉末について、マスターサイザー(商品名、スペクトリス株式会社マルバーン・パナリティカル事業部製)を用いて、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)を測定したところ、200μmであった。 [Example 1]
Tobacco lamina (leaf tobacco) was dry pulverized with a Hosokawa Micron ACM machine to obtain tobacco powder. For the tobacco powder, the cumulative 90% particle diameter (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is measured using a Mastersizer (trade name, manufactured by Spectris Co., Ltd., Malvern Panalytical Division). As a result, it was 200 μm.
実施例1と同様の方法により圧延成形品を作製した。その後、複数のリング型の回転刃で短冊状に切断した。さらに長さが20mmとなるように切断することで、長さ:20mm、幅:0.8mmの波型形状が付与されていないたばこシートを得た。得られたたばこシートについて、実施例1と同様に膨嵩性を測定した。結果を表1に示す。 [Comparative Example 1]
A roll-formed product was produced in the same manner as in Example 1. After that, it was cut into strips with a plurality of ring-shaped rotary blades. Further, the tobacco sheet was cut to a length of 20 mm to obtain a tobacco sheet having a length of 20 mm and a width of 0.8 mm. The swelling property of the obtained tobacco sheet was measured in the same manner as in Example 1. Table 1 shows the results.

1.喫煙用組成物シートの調製
公知の抄造法で製造されたたばこシート(喫煙用組成物シート)を準備した。当該たばこシートをラッパーに充填し喫煙用セグメントとし、図2に示す非燃焼加熱型香味吸引物品を調製した。 [Reference Example 1a]
1. Preparation of Smoking Composition Sheet A tobacco sheet (smoking composition sheet) manufactured by a known papermaking method was prepared. A wrapper was filled with the tobacco sheet to form a smoking segment, and a non-combustion heating type flavor inhalation article shown in FIG. 2 was prepared.
プロピレングリコールと水との混合液(プロピレングリコール:水=1:9(質量比)):90gに対して、イヌリン型フルクタン(フジ日本精糖社製、製品名 Fuji FF):10gを加え混合することにより、イヌリン型フルクタンの溶液を得た。そして、上記1.と同様のたばこシートを準備し、当該たばこシートの全体に行き渡るように、イヌリン型フルクタンの溶液をシリンジを用いて添加することにより、添加後の(イヌリン型フルクタンを含有する)喫煙用組成物シート全体に対するイヌリン型フルクタンの含有量が0.5、1.0、2.0、3.0、又は3.5質量%である各シートを得た。 2. Preparation of fructan- or fructose-containing composition sheet for smoking Mixed solution of propylene glycol and water (propylene glycol: water = 1:9 (mass ratio)): 90 g of inulin-type fructan Name Fuji FF): 10 g was added and mixed to obtain an inulin-type fructan solution. And the above 1. A smoking composition sheet (containing an inulin-type fructan) after addition is prepared by adding a solution of inulin-type fructan using a syringe so as to spread over the entire tobacco sheet. Each sheet having an inulin-type fructan content of 0.5, 1.0, 2.0, 3.0, or 3.5% by mass was obtained.
上記1又は2のように調製した各非燃焼加熱型香味吸引物品を、図3に示す非燃焼外部加熱型喫煙システムに設置した。
このようにして準備した各香味吸引物品について、十分に訓練された10名のパネラーにより香味及び香喫味阻害感の評価を行った。本実施例及び比較例において、「香味」とは、たばこ由来の香味とイヌリン型フルクタン又はフルクトース由来の甘い香味とを合わせた香味を意味する。
各喫煙試験用巻の香味及び香喫味阻害感の評価は、各パネラーが下記表1aの5段階の基準により評価し10名のパネラーの平均値を算出することにより行った。下記表1aの基準においては、イヌリン型フルクタン又はフルクトースを含まないシートと比較して同等であるものを3としている。平均値が小数第2位の値を有する場合は小数第2位を四捨五入することにより点数を算出した。評価結果を表2a及び3a並びに図5に示す。 3. Evaluation of Flavor and Flavor Inhibition Feeling Each of the non-combustion heating flavor inhalation articles prepared as described in 1 or 2 above was installed in the non-combustion external heating smoking system shown in FIG.
Each flavor inhalation article prepared in this way was evaluated for flavor and flavor inhibition by 10 well-trained panelists. In the present Examples and Comparative Examples, the term "flavor" means a combined flavor of tobacco-derived flavor and inulin-type fructan or fructose-derived sweet flavor.
The evaluation of the flavor and flavor inhibition feeling of each smoking test roll was performed by each panelist's evaluation according to the 5-level criteria in Table 1a below, and the average value of the 10 panelists was calculated. In the criteria in Table 1a below, 3 is equivalent to a sheet that does not contain inulin-type fructans or fructose. Scores were calculated by rounding to the second decimal place when the average value had a value of two decimal places. Evaluation results are shown in Tables 2a and 3a and FIG.



1.香喫味阻害感抑制効果持続性の評価
上記参考例1aの「2.フルクタン又はフルクトース含有喫煙用組成物シートの調製」と同様にして調製した非燃焼加熱型香味吸引物品を、図2に示す非燃焼外部加熱型喫煙システムに設置した。
このようにして準備した各香味吸引物品について、十分に訓練された10名のパネラーにより香喫味阻害感抑制効果持続性の評価を行った。各喫煙試験用巻の香喫味阻害感抑制効果持続性の評価は、喫煙後半までの香喫味阻害感抑制効果及び喫煙後の香喫味阻害感の後残りが無いことについて、各パネラーが下記表4aの5段階の基準により評価し10名のパネラーの平均値を算出することにより行った。平均値が小数第2位の値を有する場合は小数第2位を四捨五入することにより点数を算出した。
下記表4aの基準において、イヌリン型フルクタンの含有量の違いによる香喫味阻害感抑制効果持続性を評価する場合には、フルクトースを2.0質量%含むシートと比較して同等であるものを3としている。また、フルクトースの含有量の違いによる香喫味阻害感抑制効果持続性を評価する場合には、イヌリン型フルクタンを2.0質量%含むシートと比較して同等であるものを3としている。
評価結果を表5a及び6a並びに図6に示す。 [Reference Example 2a]
1. Evaluation of Sustainability of Suppressing Effect of Inhibiting Flavor and Taste Inhibition A non-combustion-heating flavor inhalation article prepared in the same manner as in “2. Installed in a combustion externally heated smoking system.
For each flavor inhalation article thus prepared, 10 well-trained panelists evaluated the persistence of the effect of suppressing the sense of inhibition of flavor-smelling taste. For the evaluation of the persistence of the inhibitory effect on the flavor and taste inhibition of each smoking test volume, each panelist was asked to evaluate the effect of suppressing the flavor and taste inhibition until the second half of smoking and the absence of residual after smoking. Table 4a below. , and the average value of 10 panelists was calculated. Scores were calculated by rounding to the second decimal place when the average value had a value of two decimal places.
In the criteria of Table 4a below, when evaluating the persistence of the inhibitory effect on flavor and taste inhibition due to the difference in the content of the inulin-type fructan, 3 equivalent sheets were compared with a sheet containing 2.0% by mass of fructose. and In addition, when evaluating the persistence of the inhibitory effect on flavor and taste inhibition due to the difference in fructose content, 3 is equivalent to a sheet containing 2.0% by mass of inulin-type fructan.
Evaluation results are shown in Tables 5a and 6a and FIG.



また、表6a及び図6の結果より、フルクトースは、0.5~3.5質量%のいずれの含有量においても、比較対象の2.0質量%のイヌリン型フルクタンに比べて、香喫味阻害感抑制効果の持続性に劣ることがわかった。
イヌリン型フルクタンは、カラメル化反応により甘い香味を発生させるまでに熱分解の過程を経るため、ゆっくりと長時間にわたって甘い香味を発生させると考えられる。一方、フルクトースは、カラメル化反応により、短時間で甘い香味を発生させると考えられる。甘い香味により香喫味阻害感は抑制されるので、このような甘い香味の発生時間の違いにより、香喫味阻害感抑制効果の持続性の違いが生じたと考えられる。
以上の結果より、イヌリン型フルクタンはフルクトースよりも香喫味阻害感抑制効果の持続性に優れることが確認できた。 From the results of Table 5a and FIG. 6, the inulin-type fructan suppresses the sensation of flavor and taste inhibition at any content of 0.5 to 3.5% by mass, compared to the 2.0% by mass fructose for comparison. It was found to be excellent in the durability of the effect.
In addition, from the results of Table 6a and FIG. 6, fructose, at any content of 0.5 to 3.5% by mass, compared to the 2.0% by mass inulin-type fructan for comparison, inhibited flavor and taste. It was found that the persistence of the anti-sensitivity effect was inferior.
Inulin-type fructans undergo a process of thermal decomposition before they develop a sweet flavor through a caramelization reaction, so it is thought that they slowly generate a sweet flavor over a long period of time. On the other hand, fructose is thought to generate a sweet flavor in a short period of time through a caramelization reaction. Since the sweet flavor suppresses the sense of inhibition of flavor-smelling taste, it is considered that the difference in duration of the effect of suppressing the sense of inhibition of flavor-drinking taste is caused by the difference in the generation time of the sweet flavor.
From the above results, it was confirmed that the inulin-type fructan is superior to fructose in the persistence of the inhibitory effect on flavor and taste inhibition.
成分(A)として、抄造たばこシートを準備した。当該シートはたばこ材料とエアロゾル発生剤として15質量%のベジタブルグリセリンを含有していた。成分(B)として表1bに示す飽和脂肪酸を準備し、当該シートに噴霧した。たばこ組成物(抄造たばこシートと成分(B)の合計)の乾物質量当たりの成分(B)の添加量は、表1bに示すとおりである。例えば例A1では、たばこ組成物の乾物質量当たりのオクタン酸の添加量は1.0質量%であった。 [Reference Example 1b]
A paper-made tobacco sheet was prepared as the component (A). The sheet contained tobacco material and 15% by weight of vegetable glycerin as an aerosol generator. A saturated fatty acid shown in Table 1b was prepared as component (B) and sprayed onto the sheet. The amount of component (B) added per dry matter amount of the tobacco composition (total of the paper-made tobacco sheet and component (B)) is as shown in Table 1b. For example, in Example A1, the amount of octanoic acid added was 1.0% by weight per dry matter of the tobacco composition.

たばこセグメント:12mm
センターホール部:8mm
紙管:20mm
アセテートフィルタ:40mm
外径3.2mm、内径1.3mmの中空円筒ヒーターを用いて、以下の条件で当該非燃焼加熱型たばこ香味吸引物品を加熱して、喫煙試験を実施した。
電圧:印加電圧3.0Vに設定
温度プロファイル:320℃一定
予備加熱時間(喫煙開始前):ヒーターを巻部に挿入後、30秒加熱
十分に訓練されたパネリスト10名によって、Visual Analog Scale(カテゴリー尺度)法により、成分(B)を添加せずに製造した非燃焼加熱型たばこ香味吸引物品(下記比較参考例参照)を比較対象として試験を実施した。結果を表1bに示す。得点差が低いほど不快感が少ないことを意味する。 After drying the sheet, a plurality of slits were provided and then rolled up to obtain a tobacco rod. At this time, the longitudinal direction of the slit was made parallel to the longitudinal direction of the tobacco segment. Using the tobacco rod, a non-combustion heating tobacco flavor inhalation article having the structure shown in FIG. 2 was manufactured. The length of each segment was as follows.
Tobacco segment: 12mm
Center hole part: 8mm
Paper tube: 20mm
Acetate filter: 40mm
Using a hollow cylindrical heater with an outer diameter of 3.2 mm and an inner diameter of 1.3 mm, the non-combustion heating tobacco flavor inhalation article was heated under the following conditions to carry out a smoking test.
Voltage: Applied voltage set to 3.0 V Temperature profile: Constant at 320°C Preheating time (before starting smoking): Heating for 30 seconds after inserting the heater into the winding part Visual Analog Scale (category A non-combustion-heating tobacco flavor inhalation article (see Comparative Reference Examples below) manufactured without adding component (B) was tested according to the scale) method as a comparison. The results are shown in Table 1b. A lower score difference means less discomfort.
成分(B)を用いなかった以外は、参考例1bと同じ方法で非燃焼加熱型たばこ香味吸引物品を製造した。 [Reference Comparative Example 1b]
A non-combustion heating tobacco flavor inhalation article was produced in the same manner as in Reference Example 1b, except that component (B) was not used.
以下の材料を準備した。
成分(A):たばこラミナ(オリエント種以外)、たばこラミナ(オリエント種)
成分(B):パルミチン酸、ショ糖パルミチン酸エステル
その他:リコリス、液糖、針葉樹パルプ、グリセリン、バインダー(グアーガム) [Reference Example 2b]
The following materials were prepared.
Component (A): tobacco lamina (other than Orient species), tobacco lamina (Orient species)
Ingredient (B): Palmitic acid, sucrose palmitate Others: licorice, liquid sugar, softwood pulp, glycerin, binder (guar gum)
1)たばこラミナをラボミルで粉砕し、原料粒径D90=100μmのたばこ細粉を得た。
2)顆粒状のパルミチン酸およびショ糖パルミチン酸エステルをラボミルで粉砕し、パウダーを得た。
3)針葉樹パルプをラボミルで解砕した。
4)これらの粉末状の材料をKenミキサーに入れ、撹拌混合した。
5)ミキサー内に、水、グリセリン、リコリス、液糖、バインダー等の液体またはペースト状材料をディスパーサー(Primix社製)に入れて、30分間混合した。
6)この混合物に、前記パルプを加え、ディスパーサー(Primix社製)で30分間分散させた。
7)前記4)で得た粉末の混合物を6)の分散液に加えて、ディスパーサー(Primix社製)で30分間混合した。
8)前記7)で得た混合物を鉄板にキャストした。
9)前記キャスト膜が形成された鉄板を80℃設定の通風乾燥機にいれ、30分乾燥した後、鉄板から剥離してシート状のたばこ組成物を得た。当該シートの厚さは150μm、坪量は150g/m2であった。
10)シート状たばこ組成物をシュレッダーにかけ、1mm×10mmの刻状たばこ組成物を得た。
11)所定量の刻状たばこ組成物をφ7×20mmのサイズに巻紙で巻き上げ、単巻を製造した。
12)単巻をたばこロッドとして用い、図2に示す非燃焼加熱型たばこ香味吸引物品を得た。
13)当該非燃焼加熱型たばこ香味吸引物品を、加熱デバイス(日本たばこ産業株式会社製 PloomS)に挿入し、加熱して、喫煙評価に供した。十分に訓練されたパネリストによる官能評価を行った。評価結果を表2bに示した。 A non-combustion heated tobacco flavor inhalation article was manufactured and evaluated by the following procedure.
1) Tobacco lamina was pulverized with a lab mill to obtain fine tobacco powder having a raw material particle size D90 of 100 μm.
2) Granular palmitic acid and sucrose palmitate were pulverized with a lab mill to obtain a powder.
3) The softwood pulp was crushed with a lab mill.
4) These powdered materials were placed in a Ken mixer and mixed by stirring.
5) Liquid or pasty materials such as water, glycerin, licorice, liquid sugar, binder, etc. were placed in a mixer (manufactured by Primix) and mixed for 30 minutes.
6) The pulp was added to this mixture and dispersed for 30 minutes with a disperser (manufactured by Primix).
7) The powder mixture obtained in 4) above was added to the dispersion liquid in 6) and mixed with a disperser (manufactured by Primix) for 30 minutes.
8) The mixture obtained in 7) was cast on an iron plate.
9) The iron plate on which the cast film was formed was placed in a ventilation dryer set at 80° C., dried for 30 minutes, and then separated from the iron plate to obtain a sheet-like tobacco composition. The sheet had a thickness of 150 μm and a basis weight of 150 g/m 2 .
10) The sheet tobacco composition was shredded to obtain a shredded tobacco composition of 1 mm x 10 mm.
11) A predetermined amount of the shredded tobacco composition was rolled up with wrapping paper into a size of φ7×20 mm to produce a single roll.
12) A single roll was used as a tobacco rod to obtain a non-combustion heating tobacco flavor inhalation article shown in FIG.
13) The non-combustion heated tobacco flavor inhalation article was inserted into a heating device (PloomS manufactured by Japan Tobacco Inc.), heated, and subjected to smoking evaluation. Sensory evaluation was performed by well-trained panelists. The evaluation results are shown in Table 2b.
各成分の配合量を表2bに示すように変更した以外は、参考例2bと同じ方法で非燃焼加熱型たばこ香味吸引物品を製造し、評価した。 [Reference Comparative Example 2b]
A non-combustion heating tobacco flavor inhalation article was produced and evaluated in the same manner as in Reference Example 2b, except that the amount of each component was changed as shown in Table 2b.

公知の抄造法で製造されたたばこシートを準備した。当該たばこシートをラッパーに充填したばこセグメントとし、図2に示す非燃焼加熱型香味吸引物品を調製した。当該物品について、十分に訓練されたパネリスト10名(平均年齢40歳)によって喫煙試験を実施した。 [Reference Comparative Example 1c]
A tobacco sheet manufactured by a known papermaking method was prepared. A wrapper was filled with the tobacco sheet to form a tobacco segment, and a non-combustion heating type flavor inhalation article shown in FIG. 2 was prepared. The article was subjected to a smoking test by 10 well-trained panelists (average age 40 years).
リグニンおよびヘミセルロースの合計含有量が0.1~10質量%である紙(材料1~7)と、当該含有量が10質量%を超える紙(材料8~10)を準備した。参考比較例1cで準備したものと同じたばこシートおよび各紙を、それぞれ幅が0.3~2.0mm、長さが3~50mmとなるように裁刻した。紙の裁刻物とたばこシートの裁刻物を、質量比で80:20となるように混合し、参考比較例1cと同じ方法で非燃焼加熱型香味吸引物品を調製し、喫煙試験に供した。参考比較例1cの結果を基準とし、香喫味、煙量について以下の基準で評価した。
1:大いに減る
2:減る
3:変わらない(基準)
4:増える
5:大いに増える [Reference Example 1c, Reference Comparative Example 2c]
Papers with a total lignin and hemicellulose content of 0.1 to 10% by mass (
1: Decrease significantly 2: Decrease 3: No change (standard)
4: increase 5: greatly increase
1:なし(基準)
2:非常に低い
3:低い
4:中程度
5:強い The fiber odor was evaluated according to the following criteria.
1: None (standard)
2: very low 3: low 4: moderate 5: strong

たばこシートと、材料5とを、表2cに示す量でブレンドした以外は、参考例1cと同じ方法で非燃焼加熱型香味吸引物品を調製し、喫煙試験を行った。 [Reference Example 2c, Reference Comparative Example 3c]
A non-combustion heated flavor inhalation article was prepared and subjected to a smoking test in the same manner as in Reference Example 1c, except that the tobacco sheet and

たばこシートと材料5とを、表3cに示す量でブレンドした。ただし、材料5には、乾燥質量に対して、エアロゾル発生剤としてグリセリンを10質量%添加した。当該ブレンドを用いた以外は参考例1cと同じ方法で非燃焼加熱型香味吸引物品を調製し、喫煙試験を行った。 [Reference Example 3c]
Tobacco sheets and

1)紙をThermo ScientificTM DionexTM ASETM 高速溶媒抽出システム(型番:ASE-350)用いた溶媒抽出(溶媒:水)に供し、残渣を分離した。液体窒素等を用いて当該残渣を凍結粉砕して試料Aを得た。
2)試料A50mgをスクリュー瓶に入れ、超純水(ML-Q水)8.5mlとパンクレアチン溶液0.5mlを加え、40℃、125rpmで16時間振盪した。次いでML-Q水を用いて前記試料液体を、15mlの遠沈管に移し、8000rpmで15分間遠心分離して、上清を取り除いた。この洗浄を三回繰り返し行った。洗浄後、5%硫酸水溶液10mlを加え、100℃にて2.5時間加水分解を行った。加水分解反応終了後、試料を室温まで放冷した。次いで、沈殿物をろ別し、ろ液を250mlのメスフラスコに回収した。ろ紙上の残渣をML-Q水で十分に洗浄した後、250mlに定容した。この溶液をヘミセルロース測定用試料とした。
3)当該試料500μlを20ml試験管に移し、5%フェノール水溶液500μlと濃硫酸2.5mlを加え、十秒間激しく撹拌した。当該試料を室温にて20分以上放置し、分光光度計を使用して波長490nmで吸光度測定を行い、ヘミセルロースを定量した。 [Quantification of hemicellulose]
1) The paper was subjected to solvent extraction (solvent: water) using Thermo Scientific ™ Dionex ™ ASE ™ Fast Solvent Extraction System (model number: ASE-350) to separate the residue. A sample A was obtained by freeze-pulverizing the residue using liquid nitrogen or the like.
2) 50 mg of sample A was placed in a screw bottle, 8.5 ml of ultrapure water (ML-Q water) and 0.5 ml of pancreatin solution were added, and the mixture was shaken at 40° C. and 125 rpm for 16 hours. The sample liquid was then transferred to a 15 ml centrifuge tube using ML-Q water and centrifuged at 8000 rpm for 15 minutes to remove the supernatant. This washing was repeated three times. After washing, 10 ml of a 5% sulfuric acid aqueous solution was added and hydrolysis was carried out at 100° C. for 2.5 hours. After the hydrolysis reaction was completed, the sample was allowed to cool to room temperature. The precipitate was then filtered off and the filtrate was collected in a 250 ml volumetric flask. After thoroughly washing the residue on the filter paper with ML-Q water, the volume was adjusted to 250 ml. This solution was used as a sample for hemicellulose measurement.
3) 500 µl of the sample was transferred to a 20 ml test tube, 500 µl of 5% phenol aqueous solution and 2.5 ml of concentrated sulfuric acid were added, and vigorously stirred for 10 seconds. The sample was allowed to stand at room temperature for 20 minutes or longer, and absorbance was measured at a wavelength of 490 nm using a spectrophotometer to quantify hemicellulose.
i)前記試料Aを準備した。
ii)試料A100mgをスクリュー瓶に入れ、72%硫酸4mlを加え、硫酸に試料を完全に浸らせ、30℃、200rpmにて4時間振盪した。次いで、希釈後の硫酸濃度が4%となるよう超純水(ML-Q水)157.2mlを加えてナスフラスコに移し、110℃のオイルバス中で2時間加熱還流を行った。
iii)還流処理したものを室温まで放冷後、ろ過を行い、ロータリー乾熱機で乾燥し秤量し、リグニン量とした。 [Quantification of lignin]
i) The sample A was prepared.
ii) 100 mg of sample A was placed in a screw bottle, 4 ml of 72% sulfuric acid was added, the sample was completely immersed in sulfuric acid, and shaken at 30° C. and 200 rpm for 4 hours. Then, 157.2 ml of ultrapure water (ML-Q water) was added so that the concentration of sulfuric acid after dilution was 4%, transferred to an eggplant flask, and heated under reflux in an oil bath at 110° C. for 2 hours.
iii) After the reflux treatment was allowed to cool to room temperature, it was filtered, dried with a rotary drier, and weighed to determine the amount of lignin.
[1]たばこ原料を含む非燃焼加熱型香味吸引器用たばこシートであって、前記たばこシートの厚み方向の断面が波型形状を有する、非燃焼加熱型香味吸引器用たばこシート。
[2]前記たばこシートがさらにエアロゾル発生剤を含む、[1]に記載の非燃焼加熱型香味吸引器用たばこシート。
[3]前記エアロゾル発生剤が、グリセリン、プロピレングリコール及び1,3-ブタンジオールからなる群から選択される少なくとも一つである、[2]に記載の非燃焼加熱型香味吸引器用たばこシート。
[4]前記たばこシート100質量%に含まれる前記エアロゾル発生剤の割合が4~50質量%である、[2]又は[3]に記載の非燃焼加熱型香味吸引器用たばこシート。
[5]前記たばこシートが、さらに第一の成型剤及び第二の成型剤を含む、[1]から[4]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
[6]前記第一の成型剤が、多糖類、タンパク及び合成ポリマーからなる群から選択される少なくとも一つである、[5]に記載の非燃焼加熱型香味吸引器用たばこシート。
[7]前記第二の成型剤が、前記第一の成型剤とは異なる、多糖類、タンパク及び合成ポリマーからなる群から選択される少なくとも一つである、[5]又は[6]に記載の非燃焼加熱型香味吸引器用たばこシート。
[8]前記たばこシート100質量%に含まれる前記第一の成型剤の割合が0.1~15質量%である、[5]から[7]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
[9]前記たばこシート100質量%に含まれる前記第二の成型剤の割合が0.1~15質量%である、[5]から[8]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
[10][1]~[9]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメントを備える非燃焼加熱型香味吸引器。
[11][10]に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。
[12][1]から[9]のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートの製造方法であって、
たばこ原料、エアロゾル発生剤、第一の成型剤、及び第二の成型剤を含む混合物を調製する工程と、
前記混合物を圧延して圧延成形品を形成する工程と、
前記圧延成形品に回転式ロール刃を押し当てて短冊状に切断しつつ波型形状を付与する工程と、
を含む方法。 Embodiments are shown below.
[1] A tobacco sheet for a non-combustion heating type flavor inhaler containing a tobacco raw material, the tobacco sheet for a non-combustion heating type flavor inhaler having a corrugated cross-section in the thickness direction of the tobacco sheet.
[2] The tobacco sheet for a non-combustion heating type flavor inhaler according to [1], wherein the tobacco sheet further contains an aerosol generating agent.
[3] The tobacco sheet for non-combustion heating flavor inhalers according to [2], wherein the aerosol generating agent is at least one selected from the group consisting of glycerin, propylene glycol and 1,3-butanediol.
[4] The tobacco sheet for a non-combustion heating type flavor inhaler according to [2] or [3], wherein the ratio of the aerosol generating agent contained in 100% by mass of the tobacco sheet is 4 to 50% by mass.
[5] The tobacco sheet for a non-combustion heating type flavor inhaler according to any one of [1] to [4], further comprising a first molding agent and a second molding agent.
[6] The tobacco sheet for a non-combustion heating type flavor inhaler according to [5], wherein the first molding agent is at least one selected from the group consisting of polysaccharides, proteins and synthetic polymers.
[7] According to [5] or [6], wherein the second molding agent is at least one selected from the group consisting of polysaccharides, proteins and synthetic polymers, which is different from the first molding agent. non-combustion heated flavor inhaler tobacco sheet.
[8] The non-combustion heating type flavor inhalation according to any one of [5] to [7], wherein the ratio of the first molding agent contained in 100% by mass of the tobacco sheet is 0.1 to 15% by mass. Dexterous cigarette sheet.
[9] The non-combustion heating type flavor inhalation according to any one of [5] to [8], wherein the ratio of the second molding agent contained in 100% by mass of the tobacco sheet is 0.1 to 15% by mass. Dexterous cigarette sheet.
[10] A non-combustion heating flavor inhaler comprising a tobacco-containing segment including the tobacco sheet for a non-combustion heating flavor inhaler according to any one of [1] to [9].
[11] The non-combustion heating flavor inhaler according to [10];
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
[12] A method for manufacturing a tobacco sheet for a non-combustion heating type flavor inhaler according to any one of [1] to [9],
preparing a mixture comprising a tobacco material, an aerosol-generating agent, a first shaping agent, and a second shaping agent;
rolling the mixture to form a rolled article;
A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape;
method including.
[2a] 前記フルクタンが、イヌリン型フルクタン、レバン型フルクタン、分岐型フルクタン、フラクトオリゴ糖、及びこれらの混合物からなる群から選択される、[1a]に記載のたばこ材料。
[3a] 前記たばこ材料全体に対する前記フルクタンの含有量が、0.5~3質量%である、[1a]又は[2]に記載のたばこ材料。
[4a] たばこシート又はたばこ刻みを更に含む、[1a]~[3a]のいずれか1つに記載のたばこ材料。
[5a] [1a]~[4a]のいずれか1つに記載のたばこ材料を含む、加熱型喫煙物品。 [1a] A tobacco material containing fructans.
[2a] The tobacco material according to [1a], wherein the fructan is selected from the group consisting of inulin-type fructans, levan-type fructans, branched fructans, fructooligosaccharides, and mixtures thereof.
[3a] The tobacco material according to [1a] or [2], wherein the fructan content relative to the entire tobacco material is 0.5 to 3% by mass.
[4a] The tobacco material according to any one of [1a] to [3a], further comprising tobacco sheets or tobacco shreds.
[5a] A heated smoking article comprising the tobacco material of any one of [1a] to [4a].
(B)飽和脂肪酸系添加剤と、を含むたばこ組成物であって、
前記成分(B)が、モル質量が200~350g/molである飽和脂肪酸、当該飽和脂肪酸のエステル、およびこれらの組合せからなる群より選択され、
当該組成物中の乾物質量当たり、成分(B)を0.01~3質量%含有する、たばこ組成物。
[2b] 成分(B)における飽和脂肪酸および飽和脂肪酸エステルは、それぞれ単品である、[1b]に記載の組成物。
[3b] 成分(B)の飽和脂肪酸および前記エステルにおける脂肪酸部位の炭素数が12~20である、[1b]または[2b]に記載の組成物。
[4b] 前記組成物中の乾物質量当たり、1~10質量%の液糖をさらに含む、[1b]~[3b]のいずれかに記載の組成物。
[5b] 成分(A)中に、10質量%以下のオリエント種由来の材料を含む、[1b]~[4b]のいずれかに記載の組成物。
[6b] 前記組成物中の乾物質量当たり、0.5~3質量%の天然植物性香料をさらに含む、[1b]~[5b]のいずれかに記載の組成物。
[7b] 前記組成物中の乾物質量当たり、2質量%以上のニコチンを含有する、[1b]~[6b]のいずれかに記載の組成物。
[8b] 前記組成物中の乾物質量当たり、1.5質量%以下のニコチンを含有する、[1b]~[6b]のいずれかに記載の組成物。
[9b] 前記組成物中の乾物質量当たり、12質量%以下のエアロゾル発生剤をさらに含む、[1b]~[8b]のいずれかに記載の組成物。
[10b] [1b]~[9b]のいずれかに記載のたばこ組成物から形成されたシート。
[11b] 成分(A)と、一部または全部が粉末である成分(B)と、媒体とを、前記粉末が粉末状態を保つように混合してスラリーとする工程、
を備える、[1b]~[10b]のいずれかに記載のたばこ組成物の製造方法。
[12b] 前記スラリーの粘度を100,000~200,000(mPa・s)とすることをさらに備える、[11b]に記載の製造方法。 [1b] (A) a tobacco material;
(B) a tobacco composition comprising a saturated fatty acid additive,
said component (B) is selected from the group consisting of saturated fatty acids having a molar mass of 200 to 350 g/mol, esters of said saturated fatty acids, and combinations thereof;
A tobacco composition containing 0.01 to 3% by weight of component (B) based on the amount of dry matter in the composition.
[2b] The composition according to [1b], wherein the saturated fatty acid and saturated fatty acid ester in component (B) are each a single item.
[3b] The composition according to [1b] or [2b], wherein the fatty acid moiety in the saturated fatty acid and the ester of component (B) has 12 to 20 carbon atoms.
[4b] The composition according to any one of [1b] to [3b], further comprising 1 to 10% by mass of liquid sugar based on the amount of dry matter in the composition.
[5b] The composition according to any one of [1b] to [4b], wherein component (A) contains 10% by mass or less of a material derived from oriental species.
[6b] The composition according to any one of [1b] to [5b], further comprising 0.5 to 3% by mass of a natural botanical fragrance based on the amount of dry matter in the composition.
[7b] The composition according to any one of [1b] to [6b], containing 2% by mass or more of nicotine based on the amount of dry matter in the composition.
[8b] The composition according to any one of [1b] to [6b], containing 1.5% by mass or less of nicotine based on the amount of dry matter in the composition.
[9b] The composition according to any one of [1b] to [8b], further comprising 12% by mass or less of an aerosol-generating agent based on the amount of dry matter in the composition.
[10b] A sheet formed from the tobacco composition according to any one of [1b] to [9b].
[11b] A step of mixing the component (A), the component (B) partially or wholly powder, and a medium so as to keep the powder in a powder state to form a slurry;
A method for producing a tobacco composition according to any one of [1b] to [10b], comprising:
[12b] The production method according to [11b], further comprising setting the viscosity of the slurry to 100,000 to 200,000 (mPa·s).
たばこ材料と、
紙と、を含み、
前記紙のリグニンおよびヘミセルロースの合計含有量が0.1~10質量%である、
加熱用たばこセグメント。
[2c]充填物として、
たばこ材料と、
エアロゾル発生剤を含有する紙と、を含む、
加熱用たばこセグメント。
[3c]前記リグニンおよびヘミセルロースの合計含有量が9.0質量%以下である、[1c]に記載のたばこセグメント。
[4c]前記紙の含有量が、前記たばこ材料の乾物質量に対して5~70質量%である、[1c]または[3c]に記載のたばこセグメント。
[5c]前記紙の含有量が、前記たばこ材料の乾物質量に対して15~40質量%である、
[4c]に記載のたばこセグメント。
[6c]前記紙の密度が0.05~0.8[g/cm3]である、[1c]~[5c]のいずれかに記載のたばこセグメント。
[7c]前記紙の含有量が、前記たばこ材料の乾物質量に対して5~75質量%である、[2c]または[6c]に記載のたばこセグメント。
[8c]前記紙がエアロゾル発生剤を含む、[1c]または[3c]~[6c]のいずれかに記載のたばこセグメント。
[9c]前記[1c]~[8c]のいずれかに記載のたばこセグメントを備える、非燃焼加熱型香味吸引物品。
[10c]たばこ材料に、前記紙を混合することを含む、[1c]~[8c]のいずれかに記載のたばこセグメントの製造方法。 [1c] As a filling,
tobacco material;
including paper and
The total content of lignin and hemicellulose in the paper is 0.1 to 10% by mass,
heating tobacco segment;
[2c] as a filler,
tobacco material;
a paper containing an aerosol-generating agent;
heating tobacco segment;
[3c] The tobacco segment according to [1c], wherein the total content of lignin and hemicellulose is 9.0% by mass or less.
[4c] The tobacco segment according to [1c] or [3c], wherein the content of the paper is 5-70% by mass relative to the dry matter content of the tobacco material.
[5c] The content of the paper is 15-40% by mass relative to the dry matter content of the tobacco material.
The tobacco segment according to [4c].
[6c] The tobacco segment according to any one of [1c] to [5c], wherein the paper has a density of 0.05 to 0.8 [g/cm 3 ].
[7c] The tobacco segment of [2c] or [6c], wherein the content of the paper is 5-75% by mass relative to the dry matter content of the tobacco material.
[8c] The tobacco segment of any of [1c] or [3c]-[6c], wherein said paper comprises an aerosol-generating agent.
[9c] A non-combustion heating flavor inhalation article comprising the tobacco segment according to any one of [1c] to [8c] above.
[10c] The method for producing a tobacco segment according to any one of [1c] to [8c], comprising mixing the paper with the tobacco material.
2 波
3 鋸歯形状
4 非燃焼加熱型香味吸引器
5 たばこ含有セグメント
6 冷却セグメント
7 センターホールセグメント
8 フィルターセグメント
9 マウスピースセグメント
10 筒状部材
11 穿孔
12 第二の充填層
13 第二のインナープラグラッパー
14 アウタープラグラッパー
15 マウスピースライニングペーパー
16 加熱装置
17 ボディ
18 ヒーター
19 金属管
20 電池ユニット
21 制御ユニット
22 凹部
20A たばこ含有セグメント
21 充填物
22 ラッパー
T たばこシート
P 紙 1
20A tobacco-containing
Claims (11)
- たばこ原料を含む非燃焼加熱型香味吸引器用たばこシートであって、前記たばこシートの厚み方向の断面が波型形状を有する、非燃焼加熱型香味吸引器用たばこシート。 A tobacco sheet for a non-combustion heating type flavor inhaler containing a tobacco raw material, the tobacco sheet for a non-combustion heating type flavor inhaler having a wavy cross section in the thickness direction of the tobacco sheet.
- フルクタンをさらに含む、請求項1に記載の非燃焼加熱型香味吸引器用たばこシート。 The tobacco sheet for non-combustion heating type flavor inhalers according to claim 1, further comprising fructans.
- 前記フルクタンが、イヌリン型フルクタン、レバン型フルクタン、分岐型フルクタン、フラクトオリゴ糖、及びこれらの混合物からなる群から選択される、請求項1または2に記載の非燃焼加熱型香味吸引器用たばこシート。 The tobacco sheet for non-combustion heating flavor inhalers according to claim 1 or 2, wherein the fructan is selected from the group consisting of inulin-type fructans, levan-type fructans, branched fructans, fructooligosaccharides, and mixtures thereof.
- 飽和脂肪酸系添加剤をさらに含み、
前記添加剤が、モル質量が200~350g/molである飽和脂肪酸、当該飽和脂肪酸のエステル、およびこれらの組合せからなる群より選択され、
その含有量が、前記シートの乾物質量当たり、0.01~3質量%である、
請求項1~3のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。 further comprising a saturated fatty acid additive,
said additive is selected from the group consisting of saturated fatty acids having a molar mass of 200-350 g/mol, esters of said saturated fatty acids, and combinations thereof;
The content is 0.01 to 3% by weight based on the dry matter content of the sheet.
The tobacco sheet for a non-combustion heating type flavor inhaler according to any one of claims 1 to 3. - 前記飽和脂肪酸および飽和脂肪酸エステルは、それぞれ単品である、請求項4に記載の非燃焼加熱型香味吸引器用たばこシート。 The tobacco sheet for a non-combustion heating type flavor inhaler according to claim 4, wherein the saturated fatty acid and the saturated fatty acid ester are each a single item.
- 充填物として、
請求項1~5のいずれかに記載のシートと、
紙と、を含み、
前記紙のリグニンおよびヘミセルロースの合計含有量が0.1~10質量%である、
たばこ含有セグメント。 as a filling,
A sheet according to any one of claims 1 to 5;
including paper and
The total content of lignin and hemicellulose in the paper is 0.1 to 10% by mass,
Tobacco-containing segment. - 充填物として、
請求項1~5のいずれかに記載のシートと、
エアロゾル発生剤を含有する紙と、を含む、
たばこ含有セグメント。 as a filling,
A sheet according to any one of claims 1 to 5;
a paper containing an aerosol-generating agent;
Tobacco-containing segment. - 請求項1~5のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメントあるいは
請求項6または7に記載のたばこ含有セグメント
を備える非燃焼加熱型香味吸引器。 A tobacco-containing segment comprising the tobacco sheet for a non-combustion-heating flavor inhaler according to any one of claims 1 to 5, or a non-combustion-heating flavor inhaler comprising the tobacco-containing segment according to claim 6 or 7. - 請求項8に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。 The non-combustion heating flavor inhaler according to claim 8;
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system. - 請求項1~3のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートの製造方法であって、
たばこ原料と、エアロゾル発生剤と、第一の成型剤及び第二の成型剤と、を含む混合物を調製する工程と、
前記混合物を圧延して圧延成形品を形成する工程と、
前記圧延成形品に回転式ロール刃を押し当てて短冊状に切断しつつ波型形状を付与する工程と、
必要に応じて、前記圧延成形品に前記フルクタンを添加する工程と、
を備える方法。 A method for producing a tobacco sheet for a non-combustion heating type flavor inhaler according to any one of claims 1 to 3,
preparing a mixture comprising a tobacco raw material, an aerosol-generating agent, a first shaping agent and a second shaping agent;
rolling the mixture to form a rolled article;
A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape;
optionally adding the fructan to the rolled product;
How to prepare. - 請求項4または5に記載の非燃焼加熱型香味吸引器用たばこシートの製造方法であって、
たばこ原料と、エアロゾル発生剤と、第一の成型剤及び第二の成型剤と、飽和脂肪酸系添加剤と、を含む混合物を調製する工程と、
前記混合物を圧延して圧延成形品を形成する工程と、
前記圧延成形品に回転式ロール刃を押し当てて短冊状に切断しつつ波型形状を付与する工程と、
を備える方法。 A method for producing a tobacco sheet for a non-combustion heating type flavor inhaler according to claim 4 or 5,
preparing a mixture comprising a tobacco raw material, an aerosol-generating agent, a first molding agent and a second molding agent, and a saturated fatty acid-based additive;
rolling the mixture to form a rolled article;
A step of pressing a rotary roll blade against the rolled product to cut it into strips while imparting a corrugated shape;
How to prepare.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280030532.2A CN117241683A (en) | 2021-04-26 | 2022-04-26 | Tobacco sheet for non-combustion heating type flavor aspirator, method for producing same, non-combustion heating type flavor aspirator, and non-combustion heating type flavor aspiration system |
| JP2023517562A JPWO2022230886A1 (en) | 2021-04-26 | 2022-04-26 | |
| EP22795799.0A EP4331389A1 (en) | 2021-04-26 | 2022-04-26 | Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system |
| KR1020237040043A KR20240000551A (en) | 2021-04-26 | 2022-04-26 | Tobacco sheet for non-combustion heating type flavor inhaler and manufacturing method thereof, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system |
| US18/493,162 US20240049767A1 (en) | 2021-04-26 | 2023-10-24 | Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-074180 | 2021-04-26 | ||
| JP2021074180 | 2021-04-26 | ||
| JP2021113314 | 2021-07-08 | ||
| JP2021-113314 | 2021-07-08 | ||
| JP2021170059 | 2021-10-18 | ||
| JP2021-170059 | 2021-10-18 | ||
| JP2021208018 | 2021-12-22 | ||
| JP2021-208018 | 2021-12-22 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/493,162 Continuation US20240049767A1 (en) | 2021-04-26 | 2023-10-24 | Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022230886A1 true WO2022230886A1 (en) | 2022-11-03 |
Family
ID=83848409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/018913 WO2022230886A1 (en) | 2021-04-26 | 2022-04-26 | Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240049767A1 (en) |
| EP (1) | EP4331389A1 (en) |
| JP (1) | JPWO2022230886A1 (en) |
| KR (1) | KR20240000551A (en) |
| WO (1) | WO2022230886A1 (en) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6045914B2 (en) | 1983-09-26 | 1985-10-12 | 日本たばこ産業株式会社 | Manufacturing method for wrinkled sheet cigarettes |
| WO2009084458A1 (en) * | 2007-12-27 | 2009-07-09 | Japan Tobacco Inc. | Non-combustion type smoking article with carbonaceous heat source |
| US20160208440A1 (en) * | 2015-01-16 | 2016-07-21 | R.J. Reynolds Tobacco Company | Tobacco-derived cellulose material and products formed thereof |
| JP2018516075A (en) * | 2015-05-29 | 2018-06-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | How to make tobacco cut filler |
| JP2018533916A (en) * | 2015-09-16 | 2018-11-22 | アレクサンドラ ディルマン | Method and apparatus for treating vaporized liquid streams supplied by electronic cigarettes, and electronic cigarettes for oral ingestion of vaporized liquids containing additive compositions |
| WO2019049619A1 (en) * | 2017-09-05 | 2019-03-14 | 日本製紙パピリア株式会社 | Water-dispersible sheet |
| CN111084405A (en) * | 2020-02-19 | 2020-05-01 | 安徽集友广誉科技有限公司 | Reconstituted tobacco sheet and preparation method thereof |
| JP2020520638A (en) * | 2017-05-24 | 2020-07-16 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Homogenized botanical material containing basic pH adjuster |
| JP2020114206A (en) * | 2018-12-20 | 2020-07-30 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Aerosol-generating article with light hollow segment |
-
2022
- 2022-04-26 JP JP2023517562A patent/JPWO2022230886A1/ja active Pending
- 2022-04-26 KR KR1020237040043A patent/KR20240000551A/en unknown
- 2022-04-26 WO PCT/JP2022/018913 patent/WO2022230886A1/en active Application Filing
- 2022-04-26 EP EP22795799.0A patent/EP4331389A1/en active Pending
-
2023
- 2023-10-24 US US18/493,162 patent/US20240049767A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6045914B2 (en) | 1983-09-26 | 1985-10-12 | 日本たばこ産業株式会社 | Manufacturing method for wrinkled sheet cigarettes |
| WO2009084458A1 (en) * | 2007-12-27 | 2009-07-09 | Japan Tobacco Inc. | Non-combustion type smoking article with carbonaceous heat source |
| US20160208440A1 (en) * | 2015-01-16 | 2016-07-21 | R.J. Reynolds Tobacco Company | Tobacco-derived cellulose material and products formed thereof |
| JP2018516075A (en) * | 2015-05-29 | 2018-06-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | How to make tobacco cut filler |
| JP2018533916A (en) * | 2015-09-16 | 2018-11-22 | アレクサンドラ ディルマン | Method and apparatus for treating vaporized liquid streams supplied by electronic cigarettes, and electronic cigarettes for oral ingestion of vaporized liquids containing additive compositions |
| JP2020520638A (en) * | 2017-05-24 | 2020-07-16 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Homogenized botanical material containing basic pH adjuster |
| WO2019049619A1 (en) * | 2017-09-05 | 2019-03-14 | 日本製紙パピリア株式会社 | Water-dispersible sheet |
| JP2020114206A (en) * | 2018-12-20 | 2020-07-30 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Aerosol-generating article with light hollow segment |
| CN111084405A (en) * | 2020-02-19 | 2020-05-01 | 安徽集友广誉科技有限公司 | Reconstituted tobacco sheet and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240049767A1 (en) | 2024-02-15 |
| EP4331389A1 (en) | 2024-03-06 |
| KR20240000551A (en) | 2024-01-02 |
| JPWO2022230886A1 (en) | 2022-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3863433B1 (en) | Clove-containing aerosol-generating substrate | |
| WO1995020330A1 (en) | Smoking article | |
| UA126676C2 (en) | Heated aerosol-generating article comprising homogenised botanical material | |
| UA125525C2 (en) | Homogenised botanical material comprising a basic ph modifier | |
| CN114269168A (en) | Reconstituted cocoa materials for aerosol generation | |
| US20240049766A1 (en) | Tobacco sheet for non-combustion-heating-type flavor inhaler, non-combustion-heating-type flavor inhaler, and non-combustion-heating-type flavor inhalation system | |
| WO2022138262A1 (en) | Tobacco composition, tobacco-containing segment, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| WO2022230886A1 (en) | Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system | |
| WO2022230885A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| JP2023530842A (en) | aerosol-generating material | |
| WO2023053635A1 (en) | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system | |
| WO2023053634A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system | |
| JP2023513831A (en) | High-density multi-layer reconstituted plant sheet | |
| WO2023068214A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and production method for material for flavor inhalation article | |
| WO2023053633A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| CN117241683A (en) | Tobacco sheet for non-combustion heating type flavor aspirator, method for producing same, non-combustion heating type flavor aspirator, and non-combustion heating type flavor aspiration system | |
| WO2023067834A1 (en) | Manufacturing method for tobacco sheet for non-combustion heating-type flavor inhaler | |
| WO2023068213A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and production method for material for flavor inhalation article | |
| WO2023119760A1 (en) | Tobacco slurry, method for producing same, and method for producing tobacco product | |
| WO2022230500A1 (en) | Tobacco composition containing saturated fatty acid additive | |
| WO2023068216A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and heating-type flavor inhalation system | |
| WO2022230867A1 (en) | Tobacco sheet for non-combustion heating type flavor inhalers, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system | |
| RU2801931C2 (en) | Clove-containing aerosol generating substrate | |
| EP4223150A1 (en) | Tobacco sheet | |
| JP2023547347A (en) | Aerosol generating materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22795799 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023517562 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20237040043 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020237040043 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022795799 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022795799 Country of ref document: EP Effective date: 20231127 |