WO2023068216A1 - Material for flavor inhalation article, heating-type flavor inhalation article, and heating-type flavor inhalation system - Google Patents
Material for flavor inhalation article, heating-type flavor inhalation article, and heating-type flavor inhalation system Download PDFInfo
- Publication number
- WO2023068216A1 WO2023068216A1 PCT/JP2022/038517 JP2022038517W WO2023068216A1 WO 2023068216 A1 WO2023068216 A1 WO 2023068216A1 JP 2022038517 W JP2022038517 W JP 2022038517W WO 2023068216 A1 WO2023068216 A1 WO 2023068216A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tobacco
- flavor
- nicotine
- articles
- weight
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
Definitions
- the present invention relates to a material for flavor inhaling articles, a heating type flavor inhaling article, and a method for producing a material for flavor inhaling articles.
- Flavor inhalation article materials that form heated flavor inhalation articles contain nicotine, and there are also materials to which menthol is added as a fragrance.
- the material for the flavor inhalation article includes a cellulosic base, tobacco extract, and optionally a polyol as an aerosol base.
- the temperature of a device that heats a heating type flavor inhalation article is generally 200° C. or higher, and there are many that enjoy inhaling smoke derived from polyols.
- Patent Literature 1 discloses a heating type flavor inhaling article that heats a flavor inhaling article material based on a specific temperature profile including a temperature range of 200° C. or higher.
- an object of the present invention is to provide a material for a heating type flavor inhaling article that can be used at a low heating temperature.
- a material for flavor inhalation articles comprising a mixture of a cellulosic base material and nicotine.
- Aspect 2 The material for flavor inhaling articles according to aspect 1, further comprising a fibrous material, wherein the material for flavor inhaling articles is a tobacco sheet for non-combustion heating type flavor inhalers.
- Aspect 3 The material for flavor inhaling articles according to aspect 2, wherein the proportion of the fibrous material contained in 100% by weight of the material for flavor inhaling articles is 5 to 50% by weight.
- a tobacco-containing segment comprising the material for flavor inhalation articles according to any one of aspects 1 to 3,
- a non-combustion heated flavor inhaler comprising:
- Aspect 5 A non-combustion heating flavor inhaler according to aspect 4; a heating device for heating the tobacco-containing segment;
- a non-combustion heated flavor suction system
- the material for flavor inhaling articles of the present invention can be used at a low heating temperature.
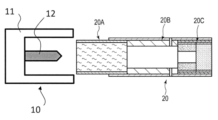
- FIG. 1 is a cross-sectional schematic diagram showing an example of a non-combustion heating smoking system.
- FIG. 2 is a schematic cross-sectional view showing an example of a non-combustion-heating flavor inhalation article.
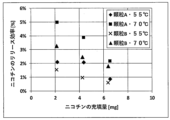
- FIG. 3 is a graph showing the relationship between the nicotine filling amount and the nicotine release efficiency in the examples.
- FIG. 4 is a graph showing the relationship between the filling amount of menthol and the release efficiency of menthol in Examples.
- the flavor inhalation article material comprises a mixture of a cellulosic-based substrate and nicotine.
- the method of mixing the cellulosic base material and nicotine is not particularly limited, but it is preferable to mix by supplying nicotine from the outside of the cellulosic base material.
- nicotine is more likely to be released to the outside of the material for flavor inhalation articles than when nicotine is present inside the cellulosic base material.
- the cellulose-based substrate may have a large number of pores on its surface (has a porous shape), and in this case, the surface of the cellulose-based substrate includes the inner portion of the pores. .
- Cellulose-based substrates are not particularly limited, but include tobacco leaves, aged tobacco leaves, processed tobacco leaves, tobacco fillers, non-tobacco materials, or combinations of two or more of these.
- non-tobacco-derived cellulose materials are preferable from the viewpoint of preventing impurities, but tobacco-derived cellulose is also acceptable as long as it contains few impurities.
- tobacco leaf is a general term for harvested tobacco leaves before ripening, which will be described later.
- One mode of aging includes curing.
- aged tobacco leaves before being processed into various forms used in tobacco products are referred to as “aged tobacco leaves.” ”.
- processed tobacco leaves are referred to as “processed tobacco leaves”.
- tobacco in which matured tobacco leaves are chopped into a predetermined size
- tobacco sheet obtained by molding a composition containing matured tobacco leaves pulverized to a predetermined particle size (hereinafter also referred to as "tobacco fine powder") into a sheet shape
- tobacco fine powder a composition containing matured tobacco leaves pulverized to a predetermined particle size
- Mention may also be made of "tobacco granules” obtained by molding into granular form.
- tobacco powder is also one form of processed tobacco leaves.
- Tobacco filling refers to a material filled with processed tobacco leaves in a predetermined manner.
- "Filled material” is the object into which the processed tobacco leaves are filled and is a part of the tobacco product.
- the stuff to be filled include, but are not limited to, a roll of paper rolled into a cylinder, a container having an air inlet and an air outlet, and the like.
- the processed tobacco leaves are wrapped in wrapping paper so that the processed tobacco leaves are on the inside (hereinafter also referred to as "tobacco rod”).
- a mode in which processed tobacco leaves are filled into a flow path of a container having an air inlet and an air outlet hereinafter also referred to as a "tobacco cartridge"
- Tobacco fillings include tobacco fillings composed of shredded tobacco filled in a material to be filled (hereinafter also referred to as "first tobacco filling"), and tobaccos composed of tobacco sheets filled in a material to be filled. Fillings (hereinafter also referred to as “second tobacco fillings”), tobacco fillings composed of tobacco granules filled in a filling material (hereinafter also referred to as “third tobacco fillings”), etc. be done.
- Non-tobacco materials include plant roots (including scales (bulbs), tuberous roots (potatoes), bulbs, etc.), stems, tubers, skins (including stem bark, bark, etc.), leaves, flowers (petals, pistils, etc.). , stamens, etc.), seeds, or tree trunks and branches.
- the content of the cellulosic base material with respect to the entire material for flavor inhaling articles is not particularly limited, but from the viewpoint of shape stability, it is preferably 0.1 to 80% by weight, more preferably 1 to 75% by weight, and 5 to 50% by weight. Weight percent is most preferred.
- Nicotine is not particularly limited, but can be selected from the group consisting of synthetic nicotine, isolated nicotine, and combinations thereof.
- the content of nicotine in the entire material for flavor inhalation articles is not particularly limited, but from the viewpoint of nicotine concentration in general cigarettes, the lower limit is preferably 2% by weight or more, and the upper limit is 10% by weight. 8% by weight or less, or 7% by weight or less.
- the numerical range of the nicotine content can be applied to the content of nicotine added from the outside, the content of nicotine derived from tobacco, or the sum of these contents.
- the material for flavor inhaling articles can further include menthol.
- menthol By further including menthol in the material for flavor inhaling articles, a refreshing and cooling sensation can be obtained.
- the content of menthol in the entire flavor inhaling article material is not particularly limited, but from the viewpoint of the concentration in general tobacco products, the lower limit is 6% by weight or more.
- the upper limit may be 25% by weight or less, 23% by weight or less, or 20% by weight or less.
- the material for flavor inhaling articles can further contain myristic acid, palmitic acid, or a mixture thereof as other components.
- the form of the material for flavor inhalation articles is not particularly limited, but it can be granules or sheets (tobacco granules or tobacco sheets), and among these, granules are preferable from the viewpoint of stabilizing the filling weight. Further, since it is preferable to use a raw material derived from tobacco as the cellulosic base material, the material for flavor inhalation articles is more preferably tobacco granules or tobacco sheets, and particularly preferably tobacco granules. These will be described in detail below.
- tobacco granules are obtained by molding a composition containing aged tobacco leaves into granules.
- the method of forming tobacco granules is not particularly limited, but for example, tobacco powder, nicotine, a flavor development aid, a binder, and optionally an aerosol-generating base material and a flavoring agent are mixed, water is added to the mixture, and the mixture is kneaded.
- the obtained kneaded product is granulated (long columnar) with a wet extrusion granulator, and then granulated into a short columnar or spherical shape.
- Tobacco granules contain both nicotine from the tobacco-derived material and added nicotine.
- extrusion granulation it is preferred to extrude the kneaded material at ambient temperature and at a pressure of 2 kN or more. Due to this high-pressure extrusion, the temperature of the kneaded material at the outlet of the extrusion granulator instantaneously rises sharply from the ambient temperature to, for example, 90° C. to 100° C., and 2 to 4% by weight of water and volatile components evaporate. . Therefore, the amount of water to be blended for making the kneaded product can be used in an amount larger than the desired water content in the final tobacco granules by the amount of evaporation described above. Tobacco granules obtained by extrusion granulation may be further dried for moisture adjustment, if necessary.
- the loss on drying of tobacco granules obtained by extrusion granulation is measured, and if it is higher than the desired loss on drying (for example, 5% by weight or more and 17% by weight or less), tobacco is added to obtain the desired loss on drying.
- Granules may be further dried.
- the drying conditions (temperature and time) for obtaining the desired loss on drying should be determined in advance and set based on the drying conditions (temperature and time) required to reduce the loss on drying by a predetermined value. can be done.
- the tobacco sheet is obtained by forming a composition containing aged tobacco leaves and the like into a sheet shape.
- the aged tobacco leaf used for the tobacco sheet is not particularly limited, but examples thereof include those that have been deboned and separated into lamina and backbone.
- sheet refers to a shape having a pair of substantially parallel main surfaces and side surfaces.
- the method of forming the tobacco sheet is not particularly limited.
- the resulting kneaded product can be molded by a known method such as a papermaking method, a casting method, a rolling method, or the like.
- Various tobacco sheets formed by such a method are disclosed in detail in "Encyclopedia of Tobacco, Tobacco Research Center, March 31, 2009".
- the particle size of the granules is not particularly limited, but from the viewpoint of improving the release efficiency of nicotine and/or menthol, which will be described later, it is preferably 250 ⁇ m or more, and 250 to 850 ⁇ m. More preferably, 250-500 ⁇ m is most preferable.
- the average particle size (D50) of the granules is not limited to, but is preferably 250 to 450 ⁇ m, more preferably 250 to 400 ⁇ m, more preferably 250 to 300 ⁇ m, from the viewpoint of improving the release efficiency of nicotine and / or menthol described later. is most preferred.
- the particle size and average particle size (D50) of the granules can be measured based on the laser diffraction method under dry conditions using a scattering particle size distribution analyzer (Partica, manufactured by Yamato Scientific Co., Ltd.). can.
- the surface area of each granule is not particularly limited, but from the viewpoint of improving the nicotine and/or menthol release efficiency described later, it is 0.1-2. 5 mm 2 is preferred, 0.1-1.5 mm 2 is more preferred, and 0.1-0.8 mm 2 is most preferred.
- the surface area of each granule can be calculated based on the following formula (1) assuming that the granule is a sphere.
- the nicotine release efficiency per 10 suctions during heating suction at 55 ° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 0.6% or more, and The upper limit can also be 5.0% or less, 2.5% or less, or 2.1% or less.
- the nicotine release efficiency per 10 suctions during heating suction at 70° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 1.8% or more, and The upper limit can also be 6.0% or less, 5.5% or less, or 5.0% or less.
- the release efficiency of menthol per 10 times of heat suction at 55 ° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 4% or more, and the upper limit is can also be 15.0%, 13.0%, or 10.2%.
- the release efficiency of menthol per 10 times of heat suction at 70 ° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 7% or more, and the upper limit is can be 20.0% or less, 18.0% or less, or 16.6% or less.
- the total particulate matter (TPM) of the material for flavor inhalation articles when heated and inhaled at 55° C. is not particularly limited, but from the viewpoint of filling amount, it is 0.5 to 10.5. It can be 0 mg, 0.7-7.0 mg, or 0.8-5.0 mg.
- the total particulate matter (TPM) of the material for flavor inhalation articles when heated and inhaled at 70° C. is not particularly limited, but from the viewpoint of filling amount, 0.8 to 15.0 mg, 1. It can also be 0-10.0 mg, or 1.3-7.8 mg.
- the above 1.
- a tobacco-derived material is used as the cellulosic base material, which is preliminarily molded into tobacco granules or tobacco sheets.
- the finally obtained material for flavor inhalation articles can be in the form of tobacco granules or tobacco sheets.
- Supply of nicotine from the outside of the cellulosic base material is not particularly limited, but can be carried out, for example, by spraying under a pressure condition of 0.1 MPa.
- the pressure conditions when nicotine is supplied by spraying are not particularly limited, but are preferably 0.05 to 2.5 MPa, more preferably 0.05 to 2.0 MPa, and most preferably 1.00 to 1.50 MPa.
- the pressure at the time of nicotine supply is within the above numerical range, nicotine can be efficiently adhered to the surface of the cellulosic substrate, and as a result, the above-mentioned nicotine and/or menthol release efficiency is further improved. can be done.
- Flavor Inhalation Articles In some embodiments, the method described in 1. above.
- flavor inhaling article means an inhaling article that allows the user to taste the flavor by inhaling.
- Flavor inhaling articles can be broadly classified into burning type flavor inhaling articles typified by conventional cigarettes and non-burning type flavor inhaling articles.
- Combustion-type flavor-inhaling articles include, for example, cigarettes, pipes, pipes, cigars, and cigarillos.
- the non-combustion heating type flavor inhaling article may be heated by a heating device separate from the article, or may be heated by a heating device integrated with the article.
- the non-combustion heating flavor inhalation article and the heating device are collectively referred to as a "non-combustion heating smoking system".
- An example of a non-combustion heating smoking system will now be described with reference to FIGS. 1 and 2.
- FIG. 1 An example of a non-combustion heating smoking system will now be described with reference to FIGS. 1 and 2.
- FIG. 1 is a cross-sectional schematic diagram showing an example of a non-combustion heating smoking system, showing a state before the heater 12 is inserted into the smoking segment 20A of the non-combustion heating flavor inhalation article 20.
- FIG. 1 is a cross-sectional schematic diagram showing an example of a non-combustion heating smoking system, showing a state before the heater 12 is inserted into the smoking segment 20A of the non-combustion heating flavor inhalation article 20.
- FIG. 2 is a cross-sectional view of a non-combustion heated flavor inhalation article 20. As shown in FIG.
- the non-combustion heating smoking system includes a non-combustion heating flavor inhalation article 20 and a heating device 10 that heats the smoking segment 20A from the inside.
- the non-combustion heating smoking system is not limited to the configuration of FIG.
- a heating device 10 shown in FIG. 1 includes a body 11 and a heater 12 .
- body 11 may include a battery unit and a control unit.
- Heater 12 which can be an electrical resistance heater, is inserted into smokable segment 20A to heat smokable segment 20A.
- the smoking segment 20A is heated from the inside in FIG. 1, the aspect of the non-combustion heating flavor inhalation article 20 is not limited to this, and in another aspect, the smoking segment 20A is heated from the outside.
- the heating temperature of the heating device 10 is not particularly limited, it is preferably 400°C or less, more preferably 50 to 400°C, and even more preferably 150 to 350°C.
- the heating temperature refers to the temperature of the heater 12 of the heating device 10 .
- the non-combustion heating type flavor inhaling article 20 (hereinafter simply referred to as "flavor inhaling article 20") has a cylindrical shape.
- the length of the circumference of the flavor inhaling article 20 is preferably 16 mm to 27 mm, more preferably 20 mm to 26 mm, even more preferably 21 mm to 25 mm.
- the overall length (horizontal length) of the flavor inhaling article 20 is not particularly limited, but is preferably 40 mm to 90 mm, more preferably 50 mm to 75 mm, and even more preferably 50 mm to 60 mm.
- the flavor inhaling article 20 is composed of a smoking segment 20A, a filter portion 20C forming a mouthpiece, and a connecting portion 20B connecting them.
- the smoking segment 20A has a cylindrical shape, and its total length (length in the axial direction) is, for example, preferably 5 to 100 mm, more preferably 10 to 50 mm, even 10 to 25 mm. More preferred.
- the cross-sectional shape of the smoking segment 20A is not particularly limited, but may be circular, elliptical, polygonal, or the like, for example.
- the smoking segment 20A has a smoking composition sheet or material 21 derived therefrom and a wrapper 22 wrapped around it.
- the filter part 20C has a cylindrical shape.
- the filter part 20C has a rod-shaped first segment 25 filled with cellulose acetate fibers and a rod-shaped second segment 26 similarly filled with cellulose acetate fibers.
- the first segment 25 is positioned on the smoking segment 20A side.
- the first segment 25 may have a hollow portion.
- the second segment 26 is located on the mouthpiece side.
- the second segment 26 is solid.
- the first segment 25 is composed of a first filling layer (cellulose acetate fiber) 25a and an inner plug wrapper 25b wound around the first filling layer 25a.
- the second segment 26 is composed of a second packing layer (cellulose acetate fiber) 26a and an inner plug wrapper 26b wrapped around the second packing layer 26a.
- the first segment 25 and second segment 26 are connected by an outer plug wrapper 27 .
- the outer plug wrapper 27 is adhered to the first segment 25 and the second segment 26 with a vinyl acetate emulsion adhesive or the like.
- the length of the filter portion 20C is 10 to 30 mm
- the length of the connecting portion 20B is 10 to 30 mm
- the length of the first segment 25 is 5 to 15 mm
- the length of the second segment 26 is 5 to 15 mm. can do.
- the length of each of these segments is an example, and can be changed as appropriate according to manufacturability, required quality, length of smoking segment 20A, and the like.
- the first segment 25 (center hole segment) is composed of a first filling layer 25a having one or more hollow portions and an inner plug wrapper 25b covering the first filling layer 25a.
- the first segment 25 has the function of increasing the strength of the second segment 26 .
- the first filling layer 25a of the first segment 25 is filled with, for example, cellulose acetate fibers at a high density.
- a plasticizer containing triacetin is added to the cellulose acetate fibers in an amount of, for example, 6 to 20% by weight based on the weight of the cellulose acetate, and hardened.
- the hollow portion of the first segment 25 has an inner diameter of ⁇ 1.0 to ⁇ 5.0 mm, for example.
- the first packing layer 25a of the first segment 25 may, for example, be configured with a relatively high fiber packing density, or have a fiber packing density equivalent to that of the second packing layer 26a of the second segment 26, which will be described later. good too. Therefore, air and aerosol flow only through the hollow portion during suction, and hardly any air or aerosol flows through the first filling layer 25a.
- the length of the second segment 26 can be shortened and the first segment 25 can be lengthened accordingly.
- Replacing the shortened second segment 26 with the first segment 25 is effective for increasing the delivery amount of the aerosol component. Since the first filling layer 25a of the first segment 25 is a fiber filling layer, the feeling of touch from the outside during use does not make the user feel uncomfortable.
- the second segment 26 is composed of a second filling layer 26a and an inner plug wrapper 26b covering the second filling layer 26a.
- the second segment 26 (filter segment) is packed with cellulose acetate fibers at a typical density and has typical aerosol component filtering performance.
- the first segment 25 and the second segment 26 may have different filtration performances for filtering the aerosol (mainstream smoke) released from the smoking segment 20A. At least one of the first segment 25 and the second segment 26 may contain perfume.
- the structure of the filter part 20C is arbitrary, and may be a structure having a plurality of segments as described above, or may be composed of a single segment. Alternatively, the filter section 20C may be composed of one segment. In this case, the filter section 20C may be composed of either the first segment or the second segment.
- the connecting part 20B has a cylindrical shape.
- the connecting portion 20B has a cylindrical paper tube 23 made of, for example, thick paper.
- the connecting portion 20B may be filled with a cooling member for cooling the aerosol.
- the cooling member include a sheet of a polymer such as polylactic acid, and the sheet can be folded and filled.
- a support portion may be provided between the smoking segment 20A and the connecting portion 20B to prevent the position of the smoking segment 20A from fluctuating.
- the support can be constructed of known materials such as center hole filters such as the first segment 25 .
- the wrapper 28 is cylindrically wound around the smoking segment 20A, the connecting portion 20B, and the filter portion 20C to integrally connect them.
- One surface (inner surface) of the wrapper 28 is coated with a vinyl acetate emulsion-based adhesive over the entire surface or substantially the entire surface except for the vicinity of the air hole portion 24 .
- the air hole portion 24 has two or more through holes so as to pass through the connecting portion 20B in the thickness direction.
- the two or more through-holes are formed so as to be radially arranged when viewed from the extension of the central axis of the flavor inhaling article 20 .
- the ventilation hole portion 24 is provided in the connecting portion 20B, but may be provided in the filter portion 20C.
- the two or more through holes of the ventilation hole portion 24 are arranged in a row on one circular ring at regular intervals. Alternatively, one or two rows of vent holes 24 may be arranged discontinuously or irregularly. When the user holds the mouthpiece and inhales, outside air is taken into the mainstream smoke through the ventilation hole portion 24 . However, the ventilation hole portion 24 may not be provided.
- the heating type flavor inhaling article is the above 1.
- a pouch containing the material for the flavor inhaling article described in section 1 above can be included.
- the pouch is not limited, and any known pouch can be used as long as it can pack the filling, does not dissolve in water, and can permeate liquids (water, saliva, etc.) and water-soluble components in the filling.
- non-woven pouches can be used.
- Materials for the pouch include, for example, cellulose-based nonwoven fabrics, and commercially available nonwoven fabrics may be used.
- a pouch product can be produced by forming a sheet made of such a material into a bag shape, filling the bag with a filler, and sealing the bag by means of heat sealing or the like.
- the basis weight of the sheet is not particularly limited, and is usually 12 gsm or more and 54 gsm or less, preferably 24 gsm or more and 30 gsm or less.
- the thickness of the sheet is not particularly limited, and is usually 100 ⁇ m or more and 300 ⁇ m or less, preferably 175 ⁇ m or more and 215 ⁇ m or less.
- At least one of the inner and outer surfaces of the pouch may be partially coated with a water-repellent material.
- a water-repellent fluorine-based resin is suitable as the water-repellent material.
- this type of water-repellent fluorine-based resin includes Asahi Guard (registered trademark) manufactured by Asahi Glass Co., Ltd.
- Water-repellent fluorine-based resins are applied to packaging materials for foods and products containing oils and fats, such as confectionery, dairy products, side dishes, fast food, and pet food. Therefore, this type of water-repellent fluororesin is safe even when applied to pouches placed in the oral cavity.
- the water-repellent material is not limited to the fluorine-based resin, and may be, for example, a material having a water-repellent action such as a paraffin resin, a silicon-based resin, or an epoxy-based resin.
- the non-combustion heating type flavor inhaler can include a tobacco-containing segment filled with tobacco sheets or the like, a cooling segment, and a filter segment.
- Flavor inhaler is synonymous with flavor inhaling article and both are used interchangeably.
- the axial length of the tobacco-containing segment of the non-combustion-heating flavor inhaler is generally shorter than the axial length of the tobacco-containing segment of the normal combustion-type flavor inhaler in relation to the heater. Therefore, in the non-combustion heating type flavor inhaler, a large amount of tobacco sheets are filled in the short tobacco-containing segments in order to secure the amount of aerosol generated during heating.
- non-combustion heating type flavor inhalers In order to fill a large amount of tobacco sheets in a short section, non-combustion heating type flavor inhalers usually use tobacco sheets with low swelling, that is, high density tobacco sheets.
- the swelling property is a value indicating the volume of a tobacco sheet having a predetermined weight when notches are compressed under a constant pressure for a certain period of time.
- the inventors of the present invention believe that if a tobacco sheet with low swelling (high density) is used, the total heat capacity of the tobacco-containing segment increases. It was found that the tobacco sheet filled in the tobacco-containing segment did not contribute sufficiently to aerosol generation, depending on the method and heater capacity. In order to solve this problem, it is conceivable to reduce the total heat capacity of the tobacco-containing segment.
- the present inventors (1) reduce the specific heat of the tobacco raw material contained in the tobacco sheet, and (2) use a highly bulky (low-density) tobacco sheet. I considered using it.
- the specific heat of the tobacco raw material it is difficult to reduce the specific heat of the tobacco raw material itself, so it was considered effective to reduce the total heat capacity of the tobacco-containing segment by (2). Therefore, as a preferred first embodiment, a mode in which the material for flavor inhalation articles is a highly bulky (low density) tobacco sheet suitable for use in non-combustion heating type flavor inhalers will be described below.
- a tobacco sheet for a non-combustion heating type flavor inhaler (hereinafter also referred to as "tobacco sheet") according to this embodiment includes a fibrous material. Since the tobacco sheet according to this embodiment contains a fibrous material, it is bulky and has a high swelling property. Therefore, by using the tobacco sheet according to the present embodiment, the total heat capacity of the tobacco-containing segment can be reduced, and the tobacco sheet filled in the tobacco-containing segment can sufficiently contribute to aerosol generation.
- the tobacco sheet according to the present embodiment preferably further contains a tobacco raw material, an aerosol-generating base material, and a molding agent. By setting the mixing ratio of these ingredients within a predetermined range, the swelling property of the tobacco sheet is further improved. do.
- the fibrous material contained in the tobacco sheet according to this embodiment is not particularly limited as long as it is a material having a fibrous shape such as fibers.
- fibrous materials include fibrous pulp, fibrous tobacco materials, and fibrous synthetic cellulose. These may be used alone or in combination of two or more. Among these, fibrous pulp is preferable as the fibrous material from the viewpoint of fiber rigidity.
- the ratio of the fibrous material contained in 100% by weight of the tobacco sheet is preferably 5-50% by weight. By setting the ratio of the fibrous material to 5% by weight or more, it is possible to realize a bulkiness that can ensure the function. Further, when the proportion of the fibrous material is 50% by weight or less, sufficient tobacco aroma and aerosol can be generated during heating.
- the proportion of the fibrous material is more preferably 5-47% by weight, even more preferably 5-45% by weight, and particularly preferably 5-40% by weight.
- the tobacco sheet according to the present embodiment may further contain tobacco raw material.
- the tobacco raw material may or may not correspond to the aforementioned cellulose base material.
- Tobacco raw materials containing tobacco components include, for example, tobacco powder and tobacco extracts.
- Tobacco powder includes, for example, leaf tobacco, core bones, residual stems, and the like. These may be used alone or in combination of two or more. By chopping these into a predetermined size, they can be used as tobacco powder.
- the size of the tobacco powder it is preferable that the cumulative 90% particle size (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is 200 ⁇ m or more from the viewpoint of further improving the swelling property.
- the tobacco extract for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extracts obtained may be mentioned.
- the ratio of the tobacco raw material contained in 100% by weight of the tobacco sheet is preferably 30 to 91% by weight. When the ratio of the tobacco raw material is 30% by weight or more, a sufficient tobacco aroma can be generated during heating. Further, by setting the proportion of the tobacco raw material to 91% by weight or less, a sufficient amount of the aerosol-generating base material and molding agent can be included.
- the proportion of the tobacco raw material is more preferably 50 to 90% by weight, even more preferably 55 to 85% by weight, and particularly preferably 60 to 80% by weight.
- a nicotine-containing tobacco extract may be used as nicotine.
- the tobacco extract for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extract obtained in.
- the tobacco sheet according to the present embodiment preferably further contains a molding agent from the viewpoint of securing the shape.
- Molding agents are one type of the aforementioned binders. Molding agents include, for example, polysaccharides, proteins, synthetic polymers and the like. These may be used alone or in combination of two or more. Examples of polysaccharides include cellulose derivatives and naturally occurring polysaccharides.
- Cellulose derivatives include, for example, cellulose ethers such as methylcellulose, ethylcellulose, hydroxyethylcellulose, hydroxymethylethylcellulose, hydroxypropylcellulose, hydroxypropylmethylcellulose, benzylcellulose, tritylcellulose, cyanoethylcellulose, carboxymethylcellulose, carboxyethylcellulose, aminoethylcellulose; Organic acid esters such as cellulose, cellulose formate, cellulose propionate, cellulose butyrate, cellulose benzoate, cellulose phthalate, and tosyl cellulose; and inorganic acid esters such as cellulose nitrate, cellulose sulfate, cellulose phosphate, and cellulose xanthate. be done.
- cellulose ethers such as methylcellulose, ethylcellulose, hydroxyethylcellulose, hydroxymethylethylcellulose, hydroxypropylcellulose, hydroxypropylmethylcellulose, benzylcellulose, tritylcellulose
- Naturally-derived polysaccharides include guar gum, tara gum, roasted bean gum, tamarind seed gum, pectin, arabic gum, tragacanth gum, karaya gum, gutti gum, arabinogalactan, amaseed gum, cascha gum, psyllium seed gum, and mugwort seed gum.
- plant-derived polysaccharides agar, alginic acid, propylene glycol alginate, furcelleran, algae-derived polysaccharides such as fukuronori extract; xanthan gum, gellan gum, curdlan, pullulan, Agrobacterium succinoglycan, welan gum, macro Microorganism-derived polysaccharides such as homopsis gum and rhamzan gum; crustacean-derived polysaccharides such as chitin, chitosan, and glucosamine; and starches such as starch, sodium starch glycolate, pregelatinized starch, and dextrin.
- proteins examples include grain proteins such as wheat gluten and rye gluten.
- Synthetic polymers include, for example, polyphosphoric acid, sodium polyacrylate, polyvinylpyrrolidone, and the like.
- the proportion of the molding agent contained in 100% by weight of the tobacco sheet is preferably 0.1 to 15% by weight.
- the ratio of the molding agent is 0.1% by weight or more, the raw material mixture can be easily molded into a sheet. Further, since the ratio of the molding agent is 15% by weight or less, it is possible to sufficiently use other raw materials for securing the functions required for the tobacco-containing segment of the non-combustion heating type flavor inhaler.
- the ratio of the molding agent is more preferably 0.2 to 13% by weight, even more preferably 0.5 to 12% by weight, and particularly preferably 1 to 10% by weight.
- the tobacco sheet according to this embodiment preferably further contains an aerosol-generating substrate.
- Aerosol-forming substrates include, for example, glycerin, propylene glycol, 1,3-butanediol, and the like. These may be used alone or in combination of two or more.
- the ratio of the aerosol-generating base material contained in 100% by weight of the tobacco sheet is preferably 5 to 50% by weight.
- the proportion of the aerosol-generating base material is 5% by weight or more, sufficient aerosol can be generated during heating from the viewpoint of quantity.
- the proportion of the aerosol-generating base material is 50% by weight or less, sufficient aerosol can be generated during heating from the viewpoint of heat capacity.
- the proportion of the aerosol-generating substrate is 6-45% by weight, even more preferably 8-40% by weight, and particularly preferably 10-30% by weight.
- the tobacco sheet according to the present embodiment may further contain a reinforcing agent from the viewpoint of further improving physical properties.
- the reinforcing agent include liquid substances such as pulp and pectin suspension having a surface coating function that forms a film when dried. These may be used alone or in combination of two or more.
- the ratio of the reinforcing agent contained in 100% by weight of the tobacco sheet is preferably 0.1 to 20% by weight.
- the proportion of the reinforcing agent is within this range, other raw materials can be sufficiently used to ensure the functions required for the tobacco-containing segment of the non-combustion heating type flavor inhaler.
- the ratio of the reinforcing agent is more preferably 0.2 to 18% by weight, more preferably 0.5 to 15% by weight.
- the tobacco sheet according to this embodiment may further contain a humectant from the viewpoint of maintaining quality.
- moisturizing agents include sugar alcohols such as sorbitol, erythritol, xylitol, maltitol, lactitol, mannitol, and reduced maltose starch syrup. These may be used alone or in combination of two or more.
- the ratio of the humectant contained in 100% by weight of the tobacco sheet is preferably 1 to 15% by weight. Within this range, other raw materials can be sufficiently used to secure the functions required for the tobacco-containing segment of the non-combustion-heating flavor inhaler.
- the ratio of the moisturizing agent is more preferably 2 to 12% by weight, more preferably 3 to 10% by weight.
- the tobacco sheet according to the present embodiment may contain a flavoring agent, a flavoring agent, and the like, if necessary.
- Flavoring agents, coloring agents, wetting agents, preservatives, diluents such as inorganic substances, and the like can be included.
- the tobacco sheet according to the present embodiment has a swelling property of 190 cc/100 g or more.
- the swelling property is 190 cc/100 g or more, the total heat capacity of the tobacco-containing segment of the non-combustion heating type flavor inhaler can be sufficiently reduced, and the tobacco sheet filled in the tobacco-containing segment is generated by aerosol generation. be able to contribute.
- the swelling property is more preferably 210 cc/100 g or more, more preferably 230 cc/100 g or more.
- the upper limit of the swelling range is not particularly limited, it can be, for example, 800 cc/100 g or less.
- the swelling property was measured by cutting a tobacco sheet into a size of 0.8 mm x 9.5 mm, leaving it in a conditioned room at 22°C and 60% for 48 hours, and measuring DD-60A (trade name, manufactured by Borgwald). ) is the value measured by The measurement is carried out by placing 15 g of cut tobacco sheets in a cylindrical container with an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to obtain the volume.
- the "tobacco sheet” is formed by molding the constituents of the tobacco sheet into a sheet shape.
- sheet refers to a shape having a pair of substantially parallel main surfaces and side surfaces.
- the length and width of the tobacco sheet are not particularly limited, and can be appropriately adjusted according to the manner of filling.
- the thickness of the tobacco sheet is not particularly limited, but is preferably 100 to 1000 ⁇ m, more preferably 150 to 600 ⁇ m, in terms of heat transfer efficiency and strength.
- the tobacco sheet according to this embodiment can be produced by a known method such as a rolling method or a casting method.
- a known method such as a rolling method or a casting method.
- Various tobacco sheets manufactured by such a method are disclosed in detail in "Encyclopedia of Tobacco, Tobacco Research Center, March 31, 2009".
- Examples of methods for producing tobacco sheets by rolling include methods including the following steps. (1) A step of mixing water, tobacco powder as a cellulosic base material, an aerosol-generating base material, a molding agent, and a fibrous pulp to obtain a mixture. (2) A step of rolling the mixture by putting it into rolling rollers. (3) A step of peeling off the rolled product on the rolling roller with a doctor knife, transferring it to a net conveyor, and drying it with a dryer.
- the surface of each rolling roller may be heated or cooled, and the number of rotations of each rolling roller may be adjusted, depending on the purpose.
- a step of applying to the surface of the cellulosic base material may be provided.
- Examples of methods for producing tobacco sheets by casting include methods including the following steps. (1) A step of mixing water, tobacco powder as a cellulosic base material, an aerosol-generating base material, a molding agent, and a fibrous pulp to obtain a mixture. (2) A step of thinly spreading (casting) the mixture and drying to form a tobacco sheet.
- a slurry obtained by mixing water, tobacco powder, an aerosol-generating base material, a molding agent, and fibrous pulp is irradiated with ultraviolet rays or X-rays to remove some of nitrosamines and the like.
- a step of removing components may be added. Between the steps (1) and (2) or after (2), the nicotine is supplied from the outside of the cellulosic substrate and at least part of it is applied to the surface of the cellulosic substrate. You may provide a process.
- the resulting kneaded product is put into a wet extrusion granulator (TDG-80A-1, manufactured by Dalton Co., Ltd.) and granulated into long columns under the conditions of pressure: 250 kN and temperature: 80 ° C., and then spherically. After sizing, tobacco granules (spherical) (particle size: 250-500 ⁇ m, average particle size (D50): 352 ⁇ m) were obtained.
- TDG-80A-1 wet extrusion granulator
- Tobacco granules (spherical) (particle size: 500 to 850 ⁇ m, average particle size (D50): 643 ⁇ m) were prepared in the same manner as described above, except that the granulation conditions of the wet extrusion granulator were changed to pressure: 200 kN and temperature: 75°C. ).
- the particle size of the above granules was dried at 100° C. for 2 hours, and then measured by laser diffraction under dry conditions using a scattering particle size distribution analyzer (Partica, manufactured by Yamato Scientific Co., Ltd.). .
- each tobacco granule obtained as described above was sprayed with nicotine (( -)-nicotine, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.): a solution of 1 g dissolved in 10 g of water, and menthol (l-menthol, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.): 10 g of propylene glycol (PG) and 10 g
- nicotine (( -)-nicotine, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.): a solution of 1 g dissolved in 10 g of water
- menthol l-menthol, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.
- PG propylene glycol
- tobacco granules A particle size 250-500 ⁇ m, average particle size (D50) 352 ⁇ m)
- tobacco granules B 2.125 mg nicotine and 6.584 mg menthol per 100 mg of tobacco attached to its surface Granules (with respect to the total tobacco granules, the nicotine content and menthol content are 2.125% by weight and 6.584% by weight, respectively, particle size 500 to 850 ⁇ m, average particle size (D50) 643 ⁇ m) (hereinafter “tobacco granules B ) was obtained.
- the surface area per tobacco granules A and B is calculated to be 0.196 to 0.785 mm 2 (average value 0.442 mm 2 ) and 0.785 to 2.270 mm 2 (average value 1.431 mm 2 ).
- a cylindrical body containing tobacco granules was externally heated by a heater (set temperature: 55° C. or 70° C.) to generate steam and aerosol, and the generated steam and aerosol were inhaled with a smoking device.
- a heater set temperature: 55° C. or 70° C.
- 1 puff was 55 ml/2 seconds (1 puff is an interval of 30 seconds, i.e., suction for 2 seconds and waiting for 28 seconds), and a total of 10 puffs were performed.
- the amount of nicotine and menthol collected by the glass fiber filter was quantified to obtain the amount of nicotine or menthol collected (inhaled amount) per 10 puffs.
- the quantification was carried out by extracting the collected components with 10 ml of isopropanol (IPA) as an extraction solvent with shaking at 200 rpm for 20 minutes, and subjecting the resulting extract to GC analysis under the following conditions.
- IPA isopropanol
- the weight of the glass fiber filter before smoking is subtracted from the weight of the glass fiber filter after smoking to calculate the difference in weight of the glass fiber filter before and after smoking, and the weight difference is transferred to the vapor and aerosol inhaled by the smoking device. It is the amount of total particulate matter (TPM) contained.
- TPM total particulate matter
- the ratio of the amount captured per 10 puffs to the filling amount of nicotine or menthol was calculated. The results obtained are shown in Table 1 and FIGS.
- the materials for flavor inhaling articles of Examples 1 to 12 are materials for flavor inhaling articles obtained by mixing a cellulosic base material and nicotine. From the results in Table 1 and FIGS. 3 and 4, the materials for flavor inhalation articles of Examples 1 to 12 were heated to 70° C., which is lower than the conventional heating temperature of 200° C. or higher. The nicotine release efficiency was 1.8% or higher, indicating that nicotine is easily released. In addition, the materials for flavor inhalation articles of Examples 1 to 12 have a menthol release efficiency of 7% or more per 10 inhalations even when the heating temperature is as low as 70°C, indicating that menthol is easily released. have understood.
- the materials for flavor inhalation articles of Examples 1 to 12 had a nicotine release efficiency of 0.6% or more per 10 inhalations even when the heating temperature was further lowered from 70°C to an extremely low temperature of 55°C. , and it was found that nicotine is still easily released.
- the materials for flavor inhalation articles of Examples 1 to 12 had a menthol release efficiency of 4% or more per 10 inhalations, even when the heating temperature was set to an extremely low temperature of 55°C, and menthol is still easily released. I understand.
- the materials for flavor inhalation articles of Examples 1 to 12 were formed by supplying nicotine and menthol from the outside of tobacco granules, nicotine and menthol were formed on the surface of the material for flavor inhalation articles and on the surface. It is believed that they adhere to the inside of the pores. Nicotine and menthol adhering to the surface of the material for flavor inhalation articles and the inside of the pores are closer to the external surface than nicotine, etc. existing inside due to the original ingredients of the material for flavor inhalation articles. It is thought that it is more easily released because it exists in Therefore, even when the heating temperature is low, nicotine and menthol are sufficiently released to the outside, and the release efficiency is considered to be high.
- tobacco granules A which have a smaller particle size, have a higher nicotine release efficiency per 10 inhalations than tobacco granules B, which have a larger particle size. It was found that there is a tendency In this regard, it is considered that the total surface area of all the tobacco granules increases as the particle size of the tobacco granules decreases when the tobacco granules have the same filling amount. Such an increase in surface area is thought to increase the amount of nicotine present on the surface of the tobacco granules to be released, thereby increasing the nicotine release efficiency. Furthermore, it was found that the lower the nicotine loading, the higher the nicotine release efficiency per 10 puffs.
- the particle size of the tobacco granules when the particle size of the tobacco granules is the same, the lower the nicotine filling amount, the thinner the nicotine layer adhering to the surface of the tobacco granules. It is believed that if the nicotine layer is thick, the nicotine below the layer is less likely to be released. On the other hand, if the nicotine layer is thin, the nicotine is more likely to be released from the entire layer, which is thought to increase the nicotine release efficiency. These trends seen for nicotine were similarly seen for menthol release efficiency. It is believed that these trends in release efficiency of menthol are caused by the same cause as menthol.
- the material for flavor inhaling articles of the present application can be used at a low heating temperature.
- Tobacco lamina (leaf tobacco) was dry pulverized with a Hosokawa Micron ACM machine to obtain tobacco powder.
- the cumulative 90% particle diameter (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is measured using a Mastersizer (trade name, manufactured by Spectris Co., Ltd., Malvern Panalytical Division). As a result, it was 200 ⁇ m.
- a tobacco sheet was produced by a rolling method. Specifically, 77 parts by weight of the tobacco raw material, 12 parts by weight of glycerin as an aerosol-generating base material, 1 part by weight of carboxymethyl cellulose as a molding agent, and fibrous pulp as a fibrous material (canfor pulp 10 parts by weight of the dry defibrated product) were mixed and kneaded in an extruder. The kneaded product was formed into a sheet by two pairs of metal rolls and dried in a hot air circulating oven at 80° C. to obtain a tobacco sheet. The tobacco sheet was shredded to a size of 0.8 mm ⁇ 9.5 mm using a shredder.
- the swelling properties of the shredded tobacco sheets were measured. Specifically, the cut tobacco sheets were left in a conditioning room at 22° C. and 60% for 48 hours, and then measured for swelling with DD-60A (trade name, manufactured by Borgwald). The measurement was carried out by placing 15 g of cut tobacco sheets in a cylindrical container having an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to determine the volume. Table 2 shows the results. In addition, in Table 1, the swelling property is shown as an increase rate (%) of the swelling property with respect to the reference value of the swelling property value of Comparative Example 1 described later.
- Tobacco powder was prepared in the same manner as in Reference Example 1. Using the tobacco powder as a tobacco raw material, a tobacco sheet was produced by a rolling method. Specifically, 87 parts by weight of the tobacco raw material, 12 parts by weight of glycerin as an aerosol-generating base material, and 1 part by weight of carboxymethyl cellulose as a molding agent were mixed and kneaded by an extruder. The kneaded product was formed into a sheet by two pairs of metal rolls and dried in a hot air circulating oven at 80° C. to obtain a tobacco sheet. The tobacco sheet was shredded to a size of 0.8 mm ⁇ 9.5 mm using a shredder. The swelling properties of the cut tobacco sheets were measured in the same manner as in Reference Example 1. Table 2 shows the results.
- the tobacco sheet of Reference Example 1 which is the tobacco sheet according to the present embodiment, has improved swelling properties compared to the tobacco sheet of Comparative Example 1, which does not contain a fibrous material.
- the tobacco sheet was produced by the rolling method, but when the tobacco sheet was similarly produced by the casting method, the swelling property was improved.
- a material for flavor inhalation articles which is obtained by mixing a cellulosic base material and nicotine.
- [5] The material for flavor inhaling articles according to any one of [1] to [4], further comprising menthol.
- [6] The material for flavor inhaling articles according to [5], wherein the content of the menthol relative to the entire material for flavor inhaling articles is 6% by weight or more.
- [12] The material for flavor inhalation articles according to any one of [1] to [11], which has a nicotine release efficiency of 1.8% or more per 10 inhalations with heating at 70°C.
- a heated flavor inhalation article comprising the material for flavor inhalation articles according to any one of [1] to [13].
- the heated flavor inhalation article according to [14] further comprising a pouch containing the material for the flavor inhalation article.
- the heated flavor inhalation article according to [15] wherein the pouch is a non-woven fabric pouch.
- [17] A method for producing the material for flavor inhaling articles according to any one of [1] to [13], providing the cellulosic substrate and the nicotine; and supplying the nicotine from outside the cellulosic substrate and applying at least a portion of the nicotine to the surface of the cellulosic substrate.
- a method for producing a material for flavor inhalation articles is any one of [1] to [13], providing the cellulosic substrate and the nicotine; and supplying the nicotine from outside the cellulosic substrate and applying at least a portion of the nicotine to the surface of the cellulosic substrate.
- a tobacco sheet for a non-combustion heated flavor inhaler containing a fibrous material (2) The tobacco sheet for a non-combustion heating type flavor inhaler according to (1), wherein the fibrous material accounts for 5 to 50% by weight of 100% by weight of the tobacco sheet. (3) The non-combustion heated flavor according to (1) or (2), wherein the fibrous material is at least one selected from the group consisting of fibrous pulp, fibrous tobacco material, and fibrous synthetic cellulose. Tobacco sheet for inhaler. (4) The tobacco sheet for a non-combustion heating type flavor inhaler according to (3), wherein the fibrous material is fibrous pulp.
- a non-combustion heating flavor inhaler comprising a tobacco-containing segment including the tobacco sheet for a non-combustion heating flavor inhaler according to any one of (1) to (13).
- heating device 11 body 12 heater 20 Non-combustion heating flavor inhalation article 20A Smoking segment 20B Connection part 20C Filter part 21 smoking composition sheet or material derived therefrom 22 wrapper 23 paper tube 24 vent 25 first segment 25a first packing layer 25b inner plug wrapper 26 second segment 26a second packing layer 26b inner plug wrapper 27 outer plug rapper 28 rapper
Abstract
A material for a flavor inhalation article, said material being obtained by mixing a cellulosic base material and nicotine.
Description
本発明は、香味吸引物品用材料、加熱型香味吸引物品、及び香味吸引物品用材料の製造方法に関する。
The present invention relates to a material for flavor inhaling articles, a heating type flavor inhaling article, and a method for producing a material for flavor inhaling articles.
近年、煙の発生を抑制するために、燃焼を伴わずにたばこ成分を吸引することを可能とする加熱型香味吸引物品が提供されている。
加熱型香味吸引物品を形成する香味吸引物品用材料には、ニコチンが含まれ、香料としてメンソールを添加したものも存在する。当該香味吸引物品用材料は、セルロース系基材、たばこの抽出液、及び必要に応じてエアロゾル基材としてのポリオールが含まれる。加熱型香味吸引物品を加熱するデバイスの温度は200℃以上が一般的であり、ポリオール由来の煙を吸引し愉しむものが多く存在する。例えば特許文献1には、200℃以上の温度領域を含む特定の温度プロファイルに基づいて香味吸引物品用材料を加熱する加熱型香味吸引物品が開示されている。 In recent years, in order to suppress the generation of smoke, heating type flavor inhalation articles have been provided that enable inhalation of tobacco components without burning.
Flavor inhalation article materials that form heated flavor inhalation articles contain nicotine, and there are also materials to which menthol is added as a fragrance. The material for the flavor inhalation article includes a cellulosic base, tobacco extract, and optionally a polyol as an aerosol base. The temperature of a device that heats a heating type flavor inhalation article is generally 200° C. or higher, and there are many that enjoy inhaling smoke derived from polyols. For example,Patent Literature 1 discloses a heating type flavor inhaling article that heats a flavor inhaling article material based on a specific temperature profile including a temperature range of 200° C. or higher.
加熱型香味吸引物品を形成する香味吸引物品用材料には、ニコチンが含まれ、香料としてメンソールを添加したものも存在する。当該香味吸引物品用材料は、セルロース系基材、たばこの抽出液、及び必要に応じてエアロゾル基材としてのポリオールが含まれる。加熱型香味吸引物品を加熱するデバイスの温度は200℃以上が一般的であり、ポリオール由来の煙を吸引し愉しむものが多く存在する。例えば特許文献1には、200℃以上の温度領域を含む特定の温度プロファイルに基づいて香味吸引物品用材料を加熱する加熱型香味吸引物品が開示されている。 In recent years, in order to suppress the generation of smoke, heating type flavor inhalation articles have been provided that enable inhalation of tobacco components without burning.
Flavor inhalation article materials that form heated flavor inhalation articles contain nicotine, and there are also materials to which menthol is added as a fragrance. The material for the flavor inhalation article includes a cellulosic base, tobacco extract, and optionally a polyol as an aerosol base. The temperature of a device that heats a heating type flavor inhalation article is generally 200° C. or higher, and there are many that enjoy inhaling smoke derived from polyols. For example,
発明者らは、より低い温度で喫煙を楽しむことができれば、使用者の利便性を高められるとの着想を得た。しかし、特許文献1に記載のとおり、従来の加熱型香味吸引物品においては、香味吸引物品用材料を200℃以上に加熱しないと満足感が得られにくかった。かかる事情に鑑み、本発明は低い加熱温度で使用可能な加熱型香味吸引物品用の材料を提供することを課題とする。
The inventors came up with the idea that if they could enjoy smoking at a lower temperature, it would be more convenient for users. However, as described in Patent Document 1, in conventional heating type flavor inhaling articles, it is difficult to obtain satisfaction unless the materials for flavor inhaling articles are heated to 200° C. or higher. In view of such circumstances, an object of the present invention is to provide a material for a heating type flavor inhaling article that can be used at a low heating temperature.
本発明者らは、上記課題を解決するべく鋭意研究した結果、セルロース系基材とニコチンとを混合することにより、上記課題を解決できることを知見し、本発明を完成するに至った。本発明の具体的態様は以下のとおりである。
As a result of intensive research aimed at solving the above problems, the present inventors have found that the above problems can be solved by mixing a cellulosic base material and nicotine, and have completed the present invention. Specific aspects of the present invention are as follows.
態様1
セルロース系基材とニコチンとを混合してなる、香味吸引物品用材料。
態様2
ファイバー状材料をさらに含み、前記香味吸引物品用材料が、非燃焼加熱型香味吸引器用たばこシートである、態様1に記載の香味吸引物品用材料。
態様3
前記香味吸引物品用材料100重量%に含まれる前記ファイバー状材料の割合が5~50重量%である、態様2に記載の香味吸引物品用材料。
態様4
態様1~3のいずれか一項に記載の香味吸引物品用材料を含むたばこ含有セグメント、
を備える非燃焼加熱型香味吸引器。
態様5
態様4に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。Aspect 1
A material for flavor inhalation articles, comprising a mixture of a cellulosic base material and nicotine.
Aspect 2
The material for flavor inhaling articles according toaspect 1, further comprising a fibrous material, wherein the material for flavor inhaling articles is a tobacco sheet for non-combustion heating type flavor inhalers.
Aspect 3
The material for flavor inhaling articles according toaspect 2, wherein the proportion of the fibrous material contained in 100% by weight of the material for flavor inhaling articles is 5 to 50% by weight.
Aspect 4
A tobacco-containing segment comprising the material for flavor inhalation articles according to any one ofaspects 1 to 3,
A non-combustion heated flavor inhaler comprising:
Aspect 5
A non-combustion heating flavor inhaler according toaspect 4;
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
セルロース系基材とニコチンとを混合してなる、香味吸引物品用材料。
態様2
ファイバー状材料をさらに含み、前記香味吸引物品用材料が、非燃焼加熱型香味吸引器用たばこシートである、態様1に記載の香味吸引物品用材料。
態様3
前記香味吸引物品用材料100重量%に含まれる前記ファイバー状材料の割合が5~50重量%である、態様2に記載の香味吸引物品用材料。
態様4
態様1~3のいずれか一項に記載の香味吸引物品用材料を含むたばこ含有セグメント、
を備える非燃焼加熱型香味吸引器。
態様5
態様4に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。
A material for flavor inhalation articles, comprising a mixture of a cellulosic base material and nicotine.
The material for flavor inhaling articles according to
The material for flavor inhaling articles according to
A tobacco-containing segment comprising the material for flavor inhalation articles according to any one of
A non-combustion heated flavor inhaler comprising:
A non-combustion heating flavor inhaler according to
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
本発明の香味吸引物品用材料は、低い加熱温度で使用可能である。
The material for flavor inhaling articles of the present invention can be used at a low heating temperature.
以下、本願の香味吸引物品用材料、及び香味吸引物品用材料の製造方法について、説明する。
The material for flavor inhaling articles of the present application and the method for producing the material for flavor inhaling articles will be described below.
1.香味吸引物品用材料
本願のいくつかの実施形態において、香味吸引物品用材料は、セルロース系基材とニコチンとを混合してなる。
セルロース系基材とニコチンとを混合する方法は、特に限定されないが、ニコチンをセルロース系基材の外部から供給することにより混合することが好ましい。ニコチンをセルロース系基材の外部から供給することにより、ニコチンの少なくとも一部がセルロース系基材表面に存在するようになる。これにより、セルロース系基材の内部にニコチンが存在する場合より、ニコチンが香味吸引物品用材料の外部へ放出されやすくなり、その結果、従来の200℃以上などの温度より低い加熱温度でもニコチンが十分に放出されることとなる。ここで、セルロース系基材は、その表面が多数の孔を有する(多孔質の形状を有する)こともあり、この場合、セルロース系基材の表面には、当該孔の内部の部分も含まれる。 1. Flavor Inhalation Article Material In some embodiments of the present application, the flavor inhalation article material comprises a mixture of a cellulosic-based substrate and nicotine.
The method of mixing the cellulosic base material and nicotine is not particularly limited, but it is preferable to mix by supplying nicotine from the outside of the cellulosic base material. By supplying nicotine externally to the cellulosic substrate, at least a portion of the nicotine is present on the surface of the cellulosic substrate. As a result, nicotine is more likely to be released to the outside of the material for flavor inhalation articles than when nicotine is present inside the cellulosic base material. enough to be released. Here, the cellulose-based substrate may have a large number of pores on its surface (has a porous shape), and in this case, the surface of the cellulose-based substrate includes the inner portion of the pores. .
本願のいくつかの実施形態において、香味吸引物品用材料は、セルロース系基材とニコチンとを混合してなる。
セルロース系基材とニコチンとを混合する方法は、特に限定されないが、ニコチンをセルロース系基材の外部から供給することにより混合することが好ましい。ニコチンをセルロース系基材の外部から供給することにより、ニコチンの少なくとも一部がセルロース系基材表面に存在するようになる。これにより、セルロース系基材の内部にニコチンが存在する場合より、ニコチンが香味吸引物品用材料の外部へ放出されやすくなり、その結果、従来の200℃以上などの温度より低い加熱温度でもニコチンが十分に放出されることとなる。ここで、セルロース系基材は、その表面が多数の孔を有する(多孔質の形状を有する)こともあり、この場合、セルロース系基材の表面には、当該孔の内部の部分も含まれる。 1. Flavor Inhalation Article Material In some embodiments of the present application, the flavor inhalation article material comprises a mixture of a cellulosic-based substrate and nicotine.
The method of mixing the cellulosic base material and nicotine is not particularly limited, but it is preferable to mix by supplying nicotine from the outside of the cellulosic base material. By supplying nicotine externally to the cellulosic substrate, at least a portion of the nicotine is present on the surface of the cellulosic substrate. As a result, nicotine is more likely to be released to the outside of the material for flavor inhalation articles than when nicotine is present inside the cellulosic base material. enough to be released. Here, the cellulose-based substrate may have a large number of pores on its surface (has a porous shape), and in this case, the surface of the cellulose-based substrate includes the inner portion of the pores. .
セルロース系基材は、特に限定されないが、たばこ葉、熟成済たばこ葉、加工済たばこ葉、たばこ充填物、非たばこ材、又はこれらのうちの2種以上の組み合わせが挙げられる。これらの中でも、不純物防止の観点より、非たばこ由来のセルロース材料が好ましいが、不純物が少ないのであれば、たばこ由来のセルロースでも問題ない。
Cellulose-based substrates are not particularly limited, but include tobacco leaves, aged tobacco leaves, processed tobacco leaves, tobacco fillers, non-tobacco materials, or combinations of two or more of these. Among these, non-tobacco-derived cellulose materials are preferable from the viewpoint of preventing impurities, but tobacco-derived cellulose is also acceptable as long as it contains few impurities.
<たばこ葉、熟成済たばこ葉、及び加工済たばこ葉>
本明細書において、「たばこ葉」とは、収穫されたたばこの葉が、後述する熟成を経る前のものの総称である。なお、熟成の一態様にはキュアリングが含まれる。
これに対して、熟成を経たたばこ葉であって、たばこ製品で利用される種々の形態(後述するたばこ刻や、たばこシート、たばこ顆粒等)に加工される前のものを「熟成済たばこ葉」と称する。さらに、熟成済たばこ葉を、たばこ製品で利用される種々の形態に加工したものを「加工済たばこ葉」と称する。 <Tobacco leaves, aged tobacco leaves, and processed tobacco leaves>
As used herein, the term "tobacco leaf" is a general term for harvested tobacco leaves before ripening, which will be described later. One mode of aging includes curing.
On the other hand, aged tobacco leaves before being processed into various forms used in tobacco products (such as cut tobacco, tobacco sheets, tobacco granules, etc.) are referred to as "aged tobacco leaves." ”. Furthermore, the aged tobacco leaves processed into various forms used in tobacco products are referred to as "processed tobacco leaves".
本明細書において、「たばこ葉」とは、収穫されたたばこの葉が、後述する熟成を経る前のものの総称である。なお、熟成の一態様にはキュアリングが含まれる。
これに対して、熟成を経たたばこ葉であって、たばこ製品で利用される種々の形態(後述するたばこ刻や、たばこシート、たばこ顆粒等)に加工される前のものを「熟成済たばこ葉」と称する。さらに、熟成済たばこ葉を、たばこ製品で利用される種々の形態に加工したものを「加工済たばこ葉」と称する。 <Tobacco leaves, aged tobacco leaves, and processed tobacco leaves>
As used herein, the term "tobacco leaf" is a general term for harvested tobacco leaves before ripening, which will be described later. One mode of aging includes curing.
On the other hand, aged tobacco leaves before being processed into various forms used in tobacco products (such as cut tobacco, tobacco sheets, tobacco granules, etc.) are referred to as "aged tobacco leaves." ”. Furthermore, the aged tobacco leaves processed into various forms used in tobacco products are referred to as "processed tobacco leaves".
たばこ製品で利用される加工済たばこ葉の形態としては、例えば、熟成済たばこ葉を所定の大きさに刻んだ「たばこ刻」を挙げることができる。また、熟成済たばこ葉を所定の粒径となるように粉砕したもの(以下、「たばこ細粉」ともいう。)を含む組成物を、シート形状に成形して得られる「たばこシート」や、顆粒形状に成形して得られる「たばこ顆粒」を挙げることもできる。なお、前記「たばこ細粉」も加工済たばこ葉の一形態である。
As a form of processed tobacco leaves used in tobacco products, for example, "cut tobacco" in which matured tobacco leaves are chopped into a predetermined size can be mentioned. Also, a "tobacco sheet" obtained by molding a composition containing matured tobacco leaves pulverized to a predetermined particle size (hereinafter also referred to as "tobacco fine powder") into a sheet shape, Mention may also be made of "tobacco granules" obtained by molding into granular form. The above-mentioned "tobacco powder" is also one form of processed tobacco leaves.
<たばこ充填物>
たばこ充填物は、加工済たばこ葉が被充填物に所定の態様で充填されたものを指す。「被充填物」とは、加工済たばこ葉が充填される対象であり、たばこ製品の一部である。被充填物としては、巻紙を筒状にしたものや、空気の流入口と流出口とを備える収容体などを挙げることができるが、これらに限定されない。
加工済たばこ葉が、被充填物に充填される態様としては、加工済たばこ葉が内側となるように巻紙で巻装されることで充填される態様(以下、「たばこロッド」ともいう。)や、加工済たばこ葉が空気の流入口と流出口とを備える収容体の流路に充填される態様(以下、「たばこカートリッジ」ともいう。)等を挙げることができるが、これらに限定されることはない。 <Tobacco filling>
Tobacco filling refers to a material filled with processed tobacco leaves in a predetermined manner. "Filled material" is the object into which the processed tobacco leaves are filled and is a part of the tobacco product. Examples of the stuff to be filled include, but are not limited to, a roll of paper rolled into a cylinder, a container having an air inlet and an air outlet, and the like.
As a mode in which the processed tobacco leaves are filled into the filling material, the processed tobacco leaves are wrapped in wrapping paper so that the processed tobacco leaves are on the inside (hereinafter also referred to as "tobacco rod"). and a mode in which processed tobacco leaves are filled into a flow path of a container having an air inlet and an air outlet (hereinafter also referred to as a "tobacco cartridge"), etc., but are not limited to these. never
たばこ充填物は、加工済たばこ葉が被充填物に所定の態様で充填されたものを指す。「被充填物」とは、加工済たばこ葉が充填される対象であり、たばこ製品の一部である。被充填物としては、巻紙を筒状にしたものや、空気の流入口と流出口とを備える収容体などを挙げることができるが、これらに限定されない。
加工済たばこ葉が、被充填物に充填される態様としては、加工済たばこ葉が内側となるように巻紙で巻装されることで充填される態様(以下、「たばこロッド」ともいう。)や、加工済たばこ葉が空気の流入口と流出口とを備える収容体の流路に充填される態様(以下、「たばこカートリッジ」ともいう。)等を挙げることができるが、これらに限定されることはない。 <Tobacco filling>
Tobacco filling refers to a material filled with processed tobacco leaves in a predetermined manner. "Filled material" is the object into which the processed tobacco leaves are filled and is a part of the tobacco product. Examples of the stuff to be filled include, but are not limited to, a roll of paper rolled into a cylinder, a container having an air inlet and an air outlet, and the like.
As a mode in which the processed tobacco leaves are filled into the filling material, the processed tobacco leaves are wrapped in wrapping paper so that the processed tobacco leaves are on the inside (hereinafter also referred to as "tobacco rod"). and a mode in which processed tobacco leaves are filled into a flow path of a container having an air inlet and an air outlet (hereinafter also referred to as a "tobacco cartridge"), etc., but are not limited to these. never
たばこ充填物として、被充填物に充填されたたばこ刻から構成されるたばこ充填物(以下、「第一のたばこ充填物」ともいう)、被充填物に充填されたたばこシートから構成されるたばこ充填物(以下、「第二のたばこ充填物」ともいう)、被充填物に充填されたたばこ顆粒から構成されるたばこ充填物(以下、「第三のたばこ充填物」ともいう)などが挙げられる。
Tobacco fillings include tobacco fillings composed of shredded tobacco filled in a material to be filled (hereinafter also referred to as "first tobacco filling"), and tobaccos composed of tobacco sheets filled in a material to be filled. Fillings (hereinafter also referred to as "second tobacco fillings"), tobacco fillings composed of tobacco granules filled in a filling material (hereinafter also referred to as "third tobacco fillings"), etc. be done.
非たばこ材としては、植物の根(鱗根(鱗茎)、塊根(イモ類)、球根などを含む)、茎、塊茎、皮(茎皮、樹皮などを含む)、葉、花(花弁、雌蕊、雄蕊などを含む)、若しくは種実、又は樹木の幹や枝等を挙げることができる。
Non-tobacco materials include plant roots (including scales (bulbs), tuberous roots (potatoes), bulbs, etc.), stems, tubers, skins (including stem bark, bark, etc.), leaves, flowers (petals, pistils, etc.). , stamens, etc.), seeds, or tree trunks and branches.
香味吸引物品用材料全体に対するセルロース系基材の含有量は、特に限定されないが、形状安定性の観点より、0.1~80重量%が好ましく、1~75重量%がより好ましく、5~50重量%が最も好ましい。
The content of the cellulosic base material with respect to the entire material for flavor inhaling articles is not particularly limited, but from the viewpoint of shape stability, it is preferably 0.1 to 80% by weight, more preferably 1 to 75% by weight, and 5 to 50% by weight. Weight percent is most preferred.
ニコチンは、特に限定されないが、合成ニコチン、単離ニコチン、およびこれらの組合せからなる群から選択することができる。
Nicotine is not particularly limited, but can be selected from the group consisting of synthetic nicotine, isolated nicotine, and combinations thereof.
香味吸引物品用材料全体に対するニコチンの含有量は、特に限定されないが、一般的なタバコ中のニコチン濃度の観点より、その下限は、2重量%以上が好ましく、また、その上限は、10重量%以下、8重量%以下、又は7重量%以下とすることもできる。上記ニコチンの含有量の数値範囲は、外部から添加されたニコチンの含有量、たばこ由来のニコチンの含有量、又はこれらの含有量の合計に適用することができる。
The content of nicotine in the entire material for flavor inhalation articles is not particularly limited, but from the viewpoint of nicotine concentration in general cigarettes, the lower limit is preferably 2% by weight or more, and the upper limit is 10% by weight. 8% by weight or less, or 7% by weight or less. The numerical range of the nicotine content can be applied to the content of nicotine added from the outside, the content of nicotine derived from tobacco, or the sum of these contents.
いくつかの実施形態において、香味吸引物品用材料は、メンソールを更に含むことができる。香味吸引物品用材料がメンソールを更に含むことにより、スッキリとした冷感を得ることができる。
In some embodiments, the material for flavor inhaling articles can further include menthol. By further including menthol in the material for flavor inhaling articles, a refreshing and cooling sensation can be obtained.
香味吸引物品用材料がメンソールを含む場合、香味吸引物品用材料全体に対するメンソールの含有量は、特に限定されないが、一般的なタバコ製品中の濃度の観点より、その下限は、6重量%以上が好ましく、また、その上限は、25重量%以下、23重量%以下、又は20重量%以下とすることもできる。
When the flavor inhaling article material contains menthol, the content of menthol in the entire flavor inhaling article material is not particularly limited, but from the viewpoint of the concentration in general tobacco products, the lower limit is 6% by weight or more. Preferably, the upper limit may be 25% by weight or less, 23% by weight or less, or 20% by weight or less.
いくつかの実施形態において、香味吸引物品用材料は、その他の成分として、ミリスチン酸、パルミチン酸、又はそれらの混合物を更に含むことができる。
In some embodiments, the material for flavor inhaling articles can further contain myristic acid, palmitic acid, or a mixture thereof as other components.
香味吸引物品用材料の形態は、特に限定されないが、顆粒又はシート(たばこ顆粒又はたばこシート)とすることができ、これらのうちでも、充填重量を安定させる観点より、顆粒が好ましい。またセルロース系基材として、たばこ由来の原料を用いることが好ましいので、香味吸引物品用材料は、たばこ顆粒またはたばこシートであることがより好ましく、たばこ顆粒であることが特に好ましい。以下、これらについて詳述する。
The form of the material for flavor inhalation articles is not particularly limited, but it can be granules or sheets (tobacco granules or tobacco sheets), and among these, granules are preferable from the viewpoint of stabilizing the filling weight. Further, since it is preferable to use a raw material derived from tobacco as the cellulosic base material, the material for flavor inhalation articles is more preferably tobacco granules or tobacco sheets, and particularly preferably tobacco granules. These will be described in detail below.
<たばこ顆粒>
上述のとおり、たばこ顆粒は、熟成済たばこ葉を含む組成物を、顆粒形状に成形して得られるものである。 <Tobacco granules>
As described above, tobacco granules are obtained by molding a composition containing aged tobacco leaves into granules.
上述のとおり、たばこ顆粒は、熟成済たばこ葉を含む組成物を、顆粒形状に成形して得られるものである。 <Tobacco granules>
As described above, tobacco granules are obtained by molding a composition containing aged tobacco leaves into granules.
<たばこ顆粒の成形方法>
たばこ顆粒を成形する方法は、特に限定されないが、例えば、たばこ細粉、ニコチン、香味発現助剤およびバインダー並びに所望によりエアロゾル生成基材、香料を混合し、その混合物に水を加えて混練し、得られた混練物を湿式押出し造粒機で造粒(長柱状)した後、短柱状あるいは球状に整粒することにより得ることができる。たばこ顆粒は、たばこ由来の原料からのニコチンと、添加されたニコチンの双方を含む。
押出し造粒に際しては、混練物を周囲温度で、2kN以上の圧力で押出すことが好ましい。この高圧での押出しにより、押出し造粒機出口での混練物は温度が周囲温度から例えば90℃~100℃まで瞬間的に急激に上昇し、水分および揮発性成分が2~4重量%蒸発する。したがって、混練物を作るために配合する水は、最終製品であるたばこ顆粒中の所望水分よりも上記蒸発量だけ多くの量で用いることができる。
押出し造粒により得られたたばこ顆粒は、水分調整のために、必要に応じてさらに乾燥させてもよい。たとえば、押出し造粒により得られたたばこ顆粒の乾燥減量を測定し、それが、所望の乾燥減量(たとえば5重量%以上、17重量%以下)より高い場合、所望の乾燥減量を得るためにたばこ顆粒をさらに乾燥させてもよい。所望の乾燥減量を得るための乾燥条件(温度および時間)は、乾燥減量を所定の値だけ減少させるために必要な乾燥条件(温度および時間)を予め決定し、その条件に基づいて設定することができる。 <Tobacco Granule Forming Method>
The method of forming tobacco granules is not particularly limited, but for example, tobacco powder, nicotine, a flavor development aid, a binder, and optionally an aerosol-generating base material and a flavoring agent are mixed, water is added to the mixture, and the mixture is kneaded. The obtained kneaded product is granulated (long columnar) with a wet extrusion granulator, and then granulated into a short columnar or spherical shape. Tobacco granules contain both nicotine from the tobacco-derived material and added nicotine.
During extrusion granulation, it is preferred to extrude the kneaded material at ambient temperature and at a pressure of 2 kN or more. Due to this high-pressure extrusion, the temperature of the kneaded material at the outlet of the extrusion granulator instantaneously rises sharply from the ambient temperature to, for example, 90° C. to 100° C., and 2 to 4% by weight of water and volatile components evaporate. . Therefore, the amount of water to be blended for making the kneaded product can be used in an amount larger than the desired water content in the final tobacco granules by the amount of evaporation described above.
Tobacco granules obtained by extrusion granulation may be further dried for moisture adjustment, if necessary. For example, the loss on drying of tobacco granules obtained by extrusion granulation is measured, and if it is higher than the desired loss on drying (for example, 5% by weight or more and 17% by weight or less), tobacco is added to obtain the desired loss on drying. Granules may be further dried. The drying conditions (temperature and time) for obtaining the desired loss on drying should be determined in advance and set based on the drying conditions (temperature and time) required to reduce the loss on drying by a predetermined value. can be done.
たばこ顆粒を成形する方法は、特に限定されないが、例えば、たばこ細粉、ニコチン、香味発現助剤およびバインダー並びに所望によりエアロゾル生成基材、香料を混合し、その混合物に水を加えて混練し、得られた混練物を湿式押出し造粒機で造粒(長柱状)した後、短柱状あるいは球状に整粒することにより得ることができる。たばこ顆粒は、たばこ由来の原料からのニコチンと、添加されたニコチンの双方を含む。
押出し造粒に際しては、混練物を周囲温度で、2kN以上の圧力で押出すことが好ましい。この高圧での押出しにより、押出し造粒機出口での混練物は温度が周囲温度から例えば90℃~100℃まで瞬間的に急激に上昇し、水分および揮発性成分が2~4重量%蒸発する。したがって、混練物を作るために配合する水は、最終製品であるたばこ顆粒中の所望水分よりも上記蒸発量だけ多くの量で用いることができる。
押出し造粒により得られたたばこ顆粒は、水分調整のために、必要に応じてさらに乾燥させてもよい。たとえば、押出し造粒により得られたたばこ顆粒の乾燥減量を測定し、それが、所望の乾燥減量(たとえば5重量%以上、17重量%以下)より高い場合、所望の乾燥減量を得るためにたばこ顆粒をさらに乾燥させてもよい。所望の乾燥減量を得るための乾燥条件(温度および時間)は、乾燥減量を所定の値だけ減少させるために必要な乾燥条件(温度および時間)を予め決定し、その条件に基づいて設定することができる。 <Tobacco Granule Forming Method>
The method of forming tobacco granules is not particularly limited, but for example, tobacco powder, nicotine, a flavor development aid, a binder, and optionally an aerosol-generating base material and a flavoring agent are mixed, water is added to the mixture, and the mixture is kneaded. The obtained kneaded product is granulated (long columnar) with a wet extrusion granulator, and then granulated into a short columnar or spherical shape. Tobacco granules contain both nicotine from the tobacco-derived material and added nicotine.
During extrusion granulation, it is preferred to extrude the kneaded material at ambient temperature and at a pressure of 2 kN or more. Due to this high-pressure extrusion, the temperature of the kneaded material at the outlet of the extrusion granulator instantaneously rises sharply from the ambient temperature to, for example, 90° C. to 100° C., and 2 to 4% by weight of water and volatile components evaporate. . Therefore, the amount of water to be blended for making the kneaded product can be used in an amount larger than the desired water content in the final tobacco granules by the amount of evaporation described above.
Tobacco granules obtained by extrusion granulation may be further dried for moisture adjustment, if necessary. For example, the loss on drying of tobacco granules obtained by extrusion granulation is measured, and if it is higher than the desired loss on drying (for example, 5% by weight or more and 17% by weight or less), tobacco is added to obtain the desired loss on drying. Granules may be further dried. The drying conditions (temperature and time) for obtaining the desired loss on drying should be determined in advance and set based on the drying conditions (temperature and time) required to reduce the loss on drying by a predetermined value. can be done.
<たばこシート>
上述のとおり、たばこシートは、熟成済たばこ葉などを含む組成物を、シート形状に成形して得られるものである。たばこシートに使用される熟成済たばこ葉は、特に限定されないが、例えば、除骨され、ラミナと中骨に分離されたものを挙げることができる。また、本明細書において「シート」とは、略平行な1対の主面、及び側面を有する形状をいう。 <Tobacco sheet>
As described above, the tobacco sheet is obtained by forming a composition containing aged tobacco leaves and the like into a sheet shape. The aged tobacco leaf used for the tobacco sheet is not particularly limited, but examples thereof include those that have been deboned and separated into lamina and backbone. In this specification, the term "sheet" refers to a shape having a pair of substantially parallel main surfaces and side surfaces.
上述のとおり、たばこシートは、熟成済たばこ葉などを含む組成物を、シート形状に成形して得られるものである。たばこシートに使用される熟成済たばこ葉は、特に限定されないが、例えば、除骨され、ラミナと中骨に分離されたものを挙げることができる。また、本明細書において「シート」とは、略平行な1対の主面、及び側面を有する形状をいう。 <Tobacco sheet>
As described above, the tobacco sheet is obtained by forming a composition containing aged tobacco leaves and the like into a sheet shape. The aged tobacco leaf used for the tobacco sheet is not particularly limited, but examples thereof include those that have been deboned and separated into lamina and backbone. In this specification, the term "sheet" refers to a shape having a pair of substantially parallel main surfaces and side surfaces.
<たばこシートの成形方法>
たばこシートの成形方法は、特に限定されないが、例えば、たばこ細粉、ニコチン、香味発現助剤およびバインダー並びに所望によりエアロゾル生成基材、香料を混合し、その混合物に水を加えて混練し、得られた混練物を抄造法、キャスト法、圧延法、等の公知の方法で成形することができる。このような方法で成形された各種たばこシートについては、「たばこの事典、たばこ総合研究センター、2009.3.31」に詳細が開示されている。 <Tobacco sheet molding method>
The method of forming the tobacco sheet is not particularly limited. The resulting kneaded product can be molded by a known method such as a papermaking method, a casting method, a rolling method, or the like. Various tobacco sheets formed by such a method are disclosed in detail in "Encyclopedia of Tobacco, Tobacco Research Center, March 31, 2009".
たばこシートの成形方法は、特に限定されないが、例えば、たばこ細粉、ニコチン、香味発現助剤およびバインダー並びに所望によりエアロゾル生成基材、香料を混合し、その混合物に水を加えて混練し、得られた混練物を抄造法、キャスト法、圧延法、等の公知の方法で成形することができる。このような方法で成形された各種たばこシートについては、「たばこの事典、たばこ総合研究センター、2009.3.31」に詳細が開示されている。 <Tobacco sheet molding method>
The method of forming the tobacco sheet is not particularly limited. The resulting kneaded product can be molded by a known method such as a papermaking method, a casting method, a rolling method, or the like. Various tobacco sheets formed by such a method are disclosed in detail in "Encyclopedia of Tobacco, Tobacco Research Center, March 31, 2009".
香味吸引物品用材料の形態が顆粒である場合、当該顆粒の粒径は、特に限定されないが、後述するニコチン及び/又はメンソールのリリース効率を向上させる観点より、250μm以上が好ましく、250~850μmがより好ましく、250~500μmが最も好ましい。当該顆粒の粒径が小さくなればなるほど、後述するニコチン及び/又はメンソールのリリース効率がより高くなる。また、当該顆粒の平均粒径(D50)は、に限定されないが、後述するニコチン及び/又はメンソールのリリース効率を向上させる観点より、250~450μmが好ましく、250~400μmがより好ましく、250~300μmが最も好ましい。
当該顆粒の粒径及び平均粒径(D50)は、散乱式粒子径分布測定装置(Partica、ヤマト科学株式会社製)を使用して乾式の条件下でレーザー回析法に基づいて測定することができる。 When the material for flavor inhalation articles is in the form of granules, the particle size of the granules is not particularly limited, but from the viewpoint of improving the release efficiency of nicotine and/or menthol, which will be described later, it is preferably 250 μm or more, and 250 to 850 μm. More preferably, 250-500 μm is most preferable. The smaller the particle size of the granules, the higher the nicotine and/or menthol release efficiency described below. In addition, the average particle size (D50) of the granules is not limited to, but is preferably 250 to 450 μm, more preferably 250 to 400 μm, more preferably 250 to 300 μm, from the viewpoint of improving the release efficiency of nicotine and / or menthol described later. is most preferred.
The particle size and average particle size (D50) of the granules can be measured based on the laser diffraction method under dry conditions using a scattering particle size distribution analyzer (Partica, manufactured by Yamato Scientific Co., Ltd.). can.
当該顆粒の粒径及び平均粒径(D50)は、散乱式粒子径分布測定装置(Partica、ヤマト科学株式会社製)を使用して乾式の条件下でレーザー回析法に基づいて測定することができる。 When the material for flavor inhalation articles is in the form of granules, the particle size of the granules is not particularly limited, but from the viewpoint of improving the release efficiency of nicotine and/or menthol, which will be described later, it is preferably 250 μm or more, and 250 to 850 μm. More preferably, 250-500 μm is most preferable. The smaller the particle size of the granules, the higher the nicotine and/or menthol release efficiency described below. In addition, the average particle size (D50) of the granules is not limited to, but is preferably 250 to 450 μm, more preferably 250 to 400 μm, more preferably 250 to 300 μm, from the viewpoint of improving the release efficiency of nicotine and / or menthol described later. is most preferred.
The particle size and average particle size (D50) of the granules can be measured based on the laser diffraction method under dry conditions using a scattering particle size distribution analyzer (Partica, manufactured by Yamato Scientific Co., Ltd.). can.
香味吸引物品用材料の形態が顆粒である場合、当該顆粒の1つ当たりの表面積は、特に限定されないが、後述するニコチン及び/又はメンソールのリリース効率を向上させる観点より、0.1~2.5mm2が好ましく、0.1~1.5mm2がより好ましく、0.1~0.8mm2が最も好ましい。当該顆粒の1つ当たりの表面積が小さくなればなるほど、後述するニコチン及び/又はメンソールのリリース効率がより高くなる。当該顆粒の1つ当たりの表面積は、顆粒を球体とみなして下記の式(1)に基づいて算出することができる。
When the material for flavor inhalation articles is in the form of granules, the surface area of each granule is not particularly limited, but from the viewpoint of improving the nicotine and/or menthol release efficiency described later, it is 0.1-2. 5 mm 2 is preferred, 0.1-1.5 mm 2 is more preferred, and 0.1-0.8 mm 2 is most preferred. The smaller the surface area per granule, the higher the nicotine and/or menthol release efficiency described below. The surface area of each granule can be calculated based on the following formula (1) assuming that the granule is a sphere.
S=4πr2 (1)
S:顆粒の1つ当たりの表面積
π:円周率
r:顆粒の半径(上述の顆粒の粒径に1/2を乗じた値) S=4πr 2 (1)
S: Surface area per granule π: Circumference ratio r: Radius of granule (value obtained by multiplying the particle size of the above granule by 1/2)
S:顆粒の1つ当たりの表面積
π:円周率
r:顆粒の半径(上述の顆粒の粒径に1/2を乗じた値) S=4πr 2 (1)
S: Surface area per granule π: Circumference ratio r: Radius of granule (value obtained by multiplying the particle size of the above granule by 1/2)
いくつかの実施形態において、香味吸引物品用材料の55℃における加熱吸引時の10回吸引当たりのニコチンのリリース効率は、特に限定されないが、その下限は、0.6%以上が好ましく、また、その上限は、5.0%以下、2.5%以下、又は2.1%以下とすることもできる。
In some embodiments, the nicotine release efficiency per 10 suctions during heating suction at 55 ° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 0.6% or more, and The upper limit can also be 5.0% or less, 2.5% or less, or 2.1% or less.
いくつかの実施形態において、香味吸引物品用材料の70℃における加熱吸引時の10回吸引当たりのニコチンのリリース効率は、特に限定されないが、その下限は、1.8%以上が好ましく、また、その上限は、6.0%以下、5.5%以下、又は5.0%以下とすることもできる。
In some embodiments, the nicotine release efficiency per 10 suctions during heating suction at 70° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 1.8% or more, and The upper limit can also be 6.0% or less, 5.5% or less, or 5.0% or less.
いくつかの実施形態において、香味吸引物品用材料の55℃における加熱吸引時の10回吸引当たりのメンソールのリリース効率は、特に限定されないが、その下限は、4%以上が好ましく、また、その上限は、15.0%、13.0%、又は10.2%とすることもできる。
In some embodiments, the release efficiency of menthol per 10 times of heat suction at 55 ° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 4% or more, and the upper limit is can also be 15.0%, 13.0%, or 10.2%.
いくつかの実施形態において、香味吸引物品用材料の70℃における加熱吸引時の10回吸引当たりのメンソールのリリース効率は、特に限定されないが、その下限は、7%以上が好ましく、また、その上限は、20.0%以下、18.0%以下、又は16.6%以下とすることもできる。
In some embodiments, the release efficiency of menthol per 10 times of heat suction at 70 ° C. of the material for flavor inhalation articles is not particularly limited, but the lower limit is preferably 7% or more, and the upper limit is can be 20.0% or less, 18.0% or less, or 16.6% or less.
いくつかの実施形態において、香味吸引物品用材料の55℃における加熱吸引時の全粒子状物質(TPM:total particulate matter)は、特に限定されないが、充填量の観点より、0.5~10.0mg、0.7~7.0mg、又は0.8~5.0mgとすることもできる。
In some embodiments, the total particulate matter (TPM) of the material for flavor inhalation articles when heated and inhaled at 55° C. is not particularly limited, but from the viewpoint of filling amount, it is 0.5 to 10.5. It can be 0 mg, 0.7-7.0 mg, or 0.8-5.0 mg.
いくつかの実施形態において、香味吸引物品用材料の70℃における加熱吸引時の全粒子状物質(TPM)は、特に限定されないが、充填量の観点より、0.8~15.0mg、1.0~10.0mg、又は1.3~7.8mgとすることもできる。
In some embodiments, the total particulate matter (TPM) of the material for flavor inhalation articles when heated and inhaled at 70° C. is not particularly limited, but from the viewpoint of filling amount, 0.8 to 15.0 mg, 1. It can also be 0-10.0 mg, or 1.3-7.8 mg.
上記の55℃又は70℃における加熱吸引時の10回吸引当たりのニコチン又はメンソールのリリース効率、及び55℃又は70℃における加熱吸引時の全粒子状物質(TPM)は、後述する実施例の(たばこ顆粒から放出されるニコチン及びメンソールの分析)に記載の方法により算出することができる。
The above-mentioned nicotine or menthol release efficiency per 10 suctions when heated suction at 55 ° C. or 70 ° C., and the total particulate matter (TPM) when heated suction at 55 ° C. or 70 ° C. are shown in Examples described later ( analysis of nicotine and menthol released from tobacco granules).
2.香味吸引物品用材料の製造方法
いくつかの実施形態において、上記1.の項目で述べた香味吸引物品用材料は、
前記セルロース系基材及び前記ニコチンを準備する工程、及び 前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を含む、製造方法により製造することができる。
上記の香味吸引物品用材料の製造方法において、セルロース系基材としてたばこ由来の材料を使用して、事前にたばこ顆粒又はたばこシートの形態に成形しておき、そのようなセルロース系基材に対して外部からニコチンを供給することにより、最終的に得られる香味吸引物品用材料の形態をたばこ顆粒又はたばこシートとすることもできる。 2. Method for Producing Material for Flavor Inhalation Articles In some embodiments, the above 1. The material for flavor inhalation articles described in the item of
providing the cellulosic substrate and the nicotine; and supplying the nicotine from outside the cellulosic substrate to impart at least a portion thereof to the surface of the cellulosic substrate. It can be manufactured by a method.
In the above method for producing a material for flavor inhalation articles, a tobacco-derived material is used as the cellulosic base material, which is preliminarily molded into tobacco granules or tobacco sheets. By supplying nicotine from the outside, the finally obtained material for flavor inhalation articles can be in the form of tobacco granules or tobacco sheets.
いくつかの実施形態において、上記1.の項目で述べた香味吸引物品用材料は、
前記セルロース系基材及び前記ニコチンを準備する工程、及び 前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を含む、製造方法により製造することができる。
上記の香味吸引物品用材料の製造方法において、セルロース系基材としてたばこ由来の材料を使用して、事前にたばこ顆粒又はたばこシートの形態に成形しておき、そのようなセルロース系基材に対して外部からニコチンを供給することにより、最終的に得られる香味吸引物品用材料の形態をたばこ顆粒又はたばこシートとすることもできる。 2. Method for Producing Material for Flavor Inhalation Articles In some embodiments, the above 1. The material for flavor inhalation articles described in the item of
providing the cellulosic substrate and the nicotine; and supplying the nicotine from outside the cellulosic substrate to impart at least a portion thereof to the surface of the cellulosic substrate. It can be manufactured by a method.
In the above method for producing a material for flavor inhalation articles, a tobacco-derived material is used as the cellulosic base material, which is preliminarily molded into tobacco granules or tobacco sheets. By supplying nicotine from the outside, the finally obtained material for flavor inhalation articles can be in the form of tobacco granules or tobacco sheets.
セルロース系基材の外部からのニコチンの供給は、特に限定されないが、例えば、0.1MPaの圧力条件下で噴霧することにより行うことができる。ニコチン供給を噴霧で行う場合の圧力条件は、特に限定されないが、0.05~2.5MPaが好ましく、0.05~2.0MPaがより好ましく、1.00~1.50MPaが最も好ましい。ニコチン供給時の圧力が上記数値範囲内であることにより、セルロース系基材の表面に効率良くニコチンを付着させることができ、その結果、上述のニコチン及び/又はメンソールのリリース効率をより向上させることができる。
Supply of nicotine from the outside of the cellulosic base material is not particularly limited, but can be carried out, for example, by spraying under a pressure condition of 0.1 MPa. The pressure conditions when nicotine is supplied by spraying are not particularly limited, but are preferably 0.05 to 2.5 MPa, more preferably 0.05 to 2.0 MPa, and most preferably 1.00 to 1.50 MPa. When the pressure at the time of nicotine supply is within the above numerical range, nicotine can be efficiently adhered to the surface of the cellulosic substrate, and as a result, the above-mentioned nicotine and/or menthol release efficiency is further improved. can be done.
3.香味吸引物品
いくつかの実施形態において、上記1.の項目で述べた香味吸引物品用材料を含む香味吸引物品、特に加熱型香味吸引物品とすることができる。 3. Flavor Inhalation Articles In some embodiments, the method described in 1. above. A flavor inhaling article, particularly a heating type flavor inhaling article, containing the material for flavor inhaling articles described in 1. above.
いくつかの実施形態において、上記1.の項目で述べた香味吸引物品用材料を含む香味吸引物品、特に加熱型香味吸引物品とすることができる。 3. Flavor Inhalation Articles In some embodiments, the method described in 1. above. A flavor inhaling article, particularly a heating type flavor inhaling article, containing the material for flavor inhaling articles described in 1. above.
本願において「香味吸引物品」は、ユーザが吸引により香味を味わう吸引物品を意味する。香味吸引物品は、従来のシガレットを代表とする燃焼型香味吸引物品と非燃焼型香味吸引物品とに大別できる。
In the present application, "flavor inhaling article" means an inhaling article that allows the user to taste the flavor by inhaling. Flavor inhaling articles can be broadly classified into burning type flavor inhaling articles typified by conventional cigarettes and non-burning type flavor inhaling articles.
燃焼型香味吸引物品としては、例えば、シガレット、パイプ、キセル、葉巻、またはシガリロなどが挙げられる。
Combustion-type flavor-inhaling articles include, for example, cigarettes, pipes, pipes, cigars, and cigarillos.
非燃焼加熱型香味吸引物品(加熱型香味吸引物品)は、当該物品と別体型の加熱装置により加熱されてもよいし、当該物品と一体型の加熱装置により加熱されてもよい。前者の香味吸引物品(別体型)において、非燃焼加熱型香味吸引物品と加熱装置とをまとめて、「非燃焼加熱型喫煙システム」とも称する。以下に非燃焼加熱型喫煙システムの一例を、図1および図2を参照して説明する。
The non-combustion heating type flavor inhaling article (heating type flavor inhaling article) may be heated by a heating device separate from the article, or may be heated by a heating device integrated with the article. In the former flavor inhalation article (separate type), the non-combustion heating flavor inhalation article and the heating device are collectively referred to as a "non-combustion heating smoking system". An example of a non-combustion heating smoking system will now be described with reference to FIGS. 1 and 2. FIG.
図1は、非燃焼加熱型喫煙システムの一例を示す断面模式図であり、非燃焼加熱型香味吸引物品20の喫煙用セグメント20A内に、ヒータ12を挿入する前の状態を示す。使用時には、喫煙用セグメント20A内に、ヒータ12が挿入される。図2は、非燃焼加熱型香味吸引物品20の断面図である。
FIG. 1 is a cross-sectional schematic diagram showing an example of a non-combustion heating smoking system, showing a state before the heater 12 is inserted into the smoking segment 20A of the non-combustion heating flavor inhalation article 20. FIG. In use, heater 12 is inserted into smoking segment 20A. FIG. 2 is a cross-sectional view of a non-combustion heated flavor inhalation article 20. As shown in FIG.
図1に示すとおり、非燃焼加熱型喫煙システムは、非燃焼加熱型香味吸引物品20と、喫煙用セグメント20Aを内側から加熱する加熱装置10とを備える。ただし非燃焼加熱型喫煙システムは、図1の構成に限定されない。
As shown in FIG. 1, the non-combustion heating smoking system includes a non-combustion heating flavor inhalation article 20 and a heating device 10 that heats the smoking segment 20A from the inside. However, the non-combustion heating smoking system is not limited to the configuration of FIG.
図1に示される加熱装置10は、ボディ11と、ヒータ12とを備える。図示していないが、ボディ11は電池ユニットと制御ユニットを備えていてもよい。ヒータ12は電気抵抗によるヒータであることができ、喫煙用セグメント20A内に挿入されて、喫煙用セグメント20Aを加熱する。
A heating device 10 shown in FIG. 1 includes a body 11 and a heater 12 . Although not shown, body 11 may include a battery unit and a control unit. Heater 12, which can be an electrical resistance heater, is inserted into smokable segment 20A to heat smokable segment 20A.
図1においては喫煙用セグメント20Aが内側から加熱されているが、非燃焼加熱型香味吸引物品20の態様はこれに限定されず、別態様において喫煙用セグメント20Aは外側から加熱される。
Although the smoking segment 20A is heated from the inside in FIG. 1, the aspect of the non-combustion heating flavor inhalation article 20 is not limited to this, and in another aspect, the smoking segment 20A is heated from the outside.
加熱装置10による加熱温度は特に限定されないが、400℃以下であることが好ましく、50~400℃であることがより好ましく、150~350℃であることがさらに好ましい。加熱温度とは加熱装置10のヒータ12の温度を指す。
Although the heating temperature of the heating device 10 is not particularly limited, it is preferably 400°C or less, more preferably 50 to 400°C, and even more preferably 150 to 350°C. The heating temperature refers to the temperature of the heater 12 of the heating device 10 .
図2に示すとおり、非燃焼加熱型香味吸引物品20(以下、単に「香味吸引物品20」と称する)は、円柱形状を有する。香味吸引物品20の円周の長さは、16mm~27mmであることが好ましく、20mm~26mmであることがより好ましく、21mm~25mmであることがさらに好ましい。香味吸引物品20の全長(水平方向の長さ)は特に限定されないが、40mm~90mmであることが好ましく、50mm~75mmであることがより好ましく、50mm~60mmであることがさらに好ましい。
As shown in FIG. 2, the non-combustion heating type flavor inhaling article 20 (hereinafter simply referred to as "flavor inhaling article 20") has a cylindrical shape. The length of the circumference of the flavor inhaling article 20 is preferably 16 mm to 27 mm, more preferably 20 mm to 26 mm, even more preferably 21 mm to 25 mm. The overall length (horizontal length) of the flavor inhaling article 20 is not particularly limited, but is preferably 40 mm to 90 mm, more preferably 50 mm to 75 mm, and even more preferably 50 mm to 60 mm.
香味吸引物品20は、喫煙用セグメント20Aと、吸口を構成するフィルター部20Cと、これらを連結する連結部20Bとから構成される。
The flavor inhaling article 20 is composed of a smoking segment 20A, a filter portion 20C forming a mouthpiece, and a connecting portion 20B connecting them.
喫煙用セグメント20Aは、円柱状であり、その全長(軸方向の長さ)は、例えば、5~100mmであることが好ましく、10~50mmであることがより好ましく、10~25mmであることがさらに好ましい。喫煙用セグメント20Aの断面の形状は特に限定されないが、例えば円形、楕円形、多角形等とすることができる。
The smoking segment 20A has a cylindrical shape, and its total length (length in the axial direction) is, for example, preferably 5 to 100 mm, more preferably 10 to 50 mm, even 10 to 25 mm. More preferred. The cross-sectional shape of the smoking segment 20A is not particularly limited, but may be circular, elliptical, polygonal, or the like, for example.
喫煙用セグメント20Aは、喫煙用組成物シートまたはこれに由来する材料21と、その周囲に巻かれたラッパー22とを有する。
The smoking segment 20A has a smoking composition sheet or material 21 derived therefrom and a wrapper 22 wrapped around it.
フィルター部20Cは、円柱形をなしている。フィルター部20Cは、酢酸セルロース繊維が充填されて構成されたロッド状の第1セグメント25と、同じく酢酸セルロース繊維が充填されて構成されたロッド状の第2セグメント26とを有する。第1セグメント25は、喫煙用セグメント20A側に位置している。第1セグメント25は、中空部を有していてもよい。第2セグメント26は、吸口側に位置している。第2セグメント26は、中実である。第1セグメント25は、第1充填層(酢酸セルロース繊維)25aと、第1充填層25aの周囲に巻かれたインナープラグラッパー25bとにより構成される。第2セグメント26は、第2充填層(酢酸セルロース繊維)26aと、第2充填層26aの周囲に巻かれたインナープラグラッパー26bとにより構成される。第1セグメント25および第2セグメント26は、アウタープラグラッパー27によって連結されている。アウタープラグラッパー27は、酢酸ビニルエマルジョン系接着剤等によって第1セグメント25および第2セグメント26に接着されている。
The filter part 20C has a cylindrical shape. The filter part 20C has a rod-shaped first segment 25 filled with cellulose acetate fibers and a rod-shaped second segment 26 similarly filled with cellulose acetate fibers. The first segment 25 is positioned on the smoking segment 20A side. The first segment 25 may have a hollow portion. The second segment 26 is located on the mouthpiece side. The second segment 26 is solid. The first segment 25 is composed of a first filling layer (cellulose acetate fiber) 25a and an inner plug wrapper 25b wound around the first filling layer 25a. The second segment 26 is composed of a second packing layer (cellulose acetate fiber) 26a and an inner plug wrapper 26b wrapped around the second packing layer 26a. The first segment 25 and second segment 26 are connected by an outer plug wrapper 27 . The outer plug wrapper 27 is adhered to the first segment 25 and the second segment 26 with a vinyl acetate emulsion adhesive or the like.
フィルター部20Cの長さを例えば10~30mm、連結部20Bの長さを例えば10~30mm、第1セグメント25の長さを例えば5~15mm、第2セグメント26の長さを例えば5~15mmとすることができる。これら個々のセグメントの長さは、一例であり、製造適性、要求品質、喫煙用セグメント20Aの長さ等に応じて、適宜変更できる。
For example, the length of the filter portion 20C is 10 to 30 mm, the length of the connecting portion 20B is 10 to 30 mm, the length of the first segment 25 is 5 to 15 mm, and the length of the second segment 26 is 5 to 15 mm. can do. The length of each of these segments is an example, and can be changed as appropriate according to manufacturability, required quality, length of smoking segment 20A, and the like.
例えば、第1セグメント25(センターホールセグメント)は、1つまたは複数の中空部を有する第1充填層25aと、第1充填層25aを覆うインナープラグラッパー25bとで構成される。第1セグメント25は、第2セグメント26の強度を高める機能を有する。第1セグメント25の第1充填層25aは、例えば酢酸セルロース繊維が高密度で充填されている。この酢酸セルロース繊維には、トリアセチンを含む可塑剤が酢酸セルロースの重量に対して、例えば6~20重量%添加されて硬化されている。第1セグメント25の中空部は、例えば内径φ1.0~φ5.0mmである。
For example, the first segment 25 (center hole segment) is composed of a first filling layer 25a having one or more hollow portions and an inner plug wrapper 25b covering the first filling layer 25a. The first segment 25 has the function of increasing the strength of the second segment 26 . The first filling layer 25a of the first segment 25 is filled with, for example, cellulose acetate fibers at a high density. A plasticizer containing triacetin is added to the cellulose acetate fibers in an amount of, for example, 6 to 20% by weight based on the weight of the cellulose acetate, and hardened. The hollow portion of the first segment 25 has an inner diameter of φ1.0 to φ5.0 mm, for example.
第1セグメント25の第1充填層25aは、例えば、比較的に高い繊維充填密度で構成されてもよく、あるいは後述する第2セグメント26の第2充填層26aの繊維充填密度と同等であってもよい。このため、吸引時には、空気やエアロゾルが中空部のみを流れることになり、第1充填層25aには空気やエアロゾルがほとんど流れない。例えば、第2セグメント26において、エアロゾル成分の濾過による減少を少なくしたい場合には、例えば第2セグメント26の長さを短くして、その分だけ第1セグメント25を長くすることもできる。
The first packing layer 25a of the first segment 25 may, for example, be configured with a relatively high fiber packing density, or have a fiber packing density equivalent to that of the second packing layer 26a of the second segment 26, which will be described later. good too. Therefore, air and aerosol flow only through the hollow portion during suction, and hardly any air or aerosol flows through the first filling layer 25a. For example, in the second segment 26, when it is desired to reduce the reduction of the aerosol component due to filtration, for example, the length of the second segment 26 can be shortened and the first segment 25 can be lengthened accordingly.
短縮した第2セグメント26を第1セグメント25で置き換えることは、エアロゾル成分のデリバリー量を増大させるために有効である。第1セグメント25の第1充填層25aが繊維充填層であることから、使用時の外側からの触り心地は、使用者に違和感を生じさせることがない。
Replacing the shortened second segment 26 with the first segment 25 is effective for increasing the delivery amount of the aerosol component. Since the first filling layer 25a of the first segment 25 is a fiber filling layer, the feeling of touch from the outside during use does not make the user feel uncomfortable.
第2セグメント26は、第2充填層26aと、第2充填層26aを覆うインナープラグラッパー26bとで構成される。第2セグメント26(フィルターセグメント)は、酢酸セルロース繊維が一般的な密度で充填されており、一般的なエアロゾル成分の濾過性能を有する。
The second segment 26 is composed of a second filling layer 26a and an inner plug wrapper 26b covering the second filling layer 26a. The second segment 26 (filter segment) is packed with cellulose acetate fibers at a typical density and has typical aerosol component filtering performance.
第1セグメント25と第2セグメント26との間で、喫煙用セグメント20Aから放出されるエアロゾル(主流煙)をろ過するろ過性能を異ならせてもよい。第1セグメント25および第2セグメント26の少なくとも一方に、香料を含ませてもよい。フィルター部20Cの構造は任意であり、上記のような複数のセグメントを有する構造であってもよいし、単一のセグメントによって構成されていてもよい。またフィルター部20Cは、1つのセグメントで構成されてもよい。この場合、フィルター部20Cは、第1セグメントまたは第2セグメントのいずれで構成されていてもよい。
The first segment 25 and the second segment 26 may have different filtration performances for filtering the aerosol (mainstream smoke) released from the smoking segment 20A. At least one of the first segment 25 and the second segment 26 may contain perfume. The structure of the filter part 20C is arbitrary, and may be a structure having a plurality of segments as described above, or may be composed of a single segment. Alternatively, the filter section 20C may be composed of one segment. In this case, the filter section 20C may be composed of either the first segment or the second segment.
連結部20Bは、円筒形をなしている。連結部20Bは、例えば厚紙等によって円筒形に形成された紙管23を有する。連結部20Bには、エアロゾルを冷却するための冷却部材が充填されていてもよい。冷却部材としては、ポリ乳酸等のポリマーのシートが挙げられ、当該シートを折り畳んで充填することができる。さらに、喫煙用セグメント20Aと連結部20Bの間には、喫煙用セグメント20Aの位置が変動することを抑制する支持部が設けられていてもよい。支持部は、第1セグメント25のようなセンタホールフィルター等の公知の材料で構成できる。
The connecting part 20B has a cylindrical shape. The connecting portion 20B has a cylindrical paper tube 23 made of, for example, thick paper. The connecting portion 20B may be filled with a cooling member for cooling the aerosol. Examples of the cooling member include a sheet of a polymer such as polylactic acid, and the sheet can be folded and filled. Further, a support portion may be provided between the smoking segment 20A and the connecting portion 20B to prevent the position of the smoking segment 20A from fluctuating. The support can be constructed of known materials such as center hole filters such as the first segment 25 .
ラッパー28は、喫煙用セグメント20A、連結部20B、およびフィルター部20Cの外側に円筒形に巻かれて、これらを一体的に連結している。ラッパー28の一方の面(内面)には、通気孔部24の付近を除く全面または略全面に酢酸ビニルエマルジョン系接着剤が塗布されている。複数の通気孔部24は、ラッパー28によって、喫煙用セグメント20A、連結部20B、およびフィルター部20Cが一体にされた後に、外側からレーザー加工を施して形成される。
The wrapper 28 is cylindrically wound around the smoking segment 20A, the connecting portion 20B, and the filter portion 20C to integrally connect them. One surface (inner surface) of the wrapper 28 is coated with a vinyl acetate emulsion-based adhesive over the entire surface or substantially the entire surface except for the vicinity of the air hole portion 24 . After the smoking segment 20A, the connecting portion 20B, and the filter portion 20C are integrated with the wrapper 28, the plurality of air holes 24 are formed by performing laser processing from the outside.
通気孔部24は、連結部20Bを厚み方向に貫通するように2以上の貫通孔を有する。2以上の貫通孔は、香味吸引物品20の中心軸の延長線上から見て、放射状に配置するように形成される。本実施形態では、通気孔部24は、連結部20Bに設けられているが、フィルター部20Cに設けられていてもよい。また、本実施形態では、通気孔部24の2以上の貫通孔は、1つの円環上に一定間隔を空けて1列に並んで設けられるが、2つの円環上に一定の間隔を空けて2列に並んで設けられていてもよいし、1列または2列の通気孔部24が不連続または不規則に並んで設けられていてもよい。ユーザが吸口を咥えて吸引する際に、通気孔部24を介して主流煙中に外気が取り込まれる。ただし、通気孔部24は設けられていなくてもよい。
The air hole portion 24 has two or more through holes so as to pass through the connecting portion 20B in the thickness direction. The two or more through-holes are formed so as to be radially arranged when viewed from the extension of the central axis of the flavor inhaling article 20 . In the present embodiment, the ventilation hole portion 24 is provided in the connecting portion 20B, but may be provided in the filter portion 20C. Further, in the present embodiment, the two or more through holes of the ventilation hole portion 24 are arranged in a row on one circular ring at regular intervals. Alternatively, one or two rows of vent holes 24 may be arranged discontinuously or irregularly. When the user holds the mouthpiece and inhales, outside air is taken into the mainstream smoke through the ventilation hole portion 24 . However, the ventilation hole portion 24 may not be provided.
加熱型香味吸引物品は、上記1.の項目で述べた香味吸引物品用材料を収納したパウチを含むことができる。パウチは、充填物を包装することができ、水に溶解せず、かつ、液体(水や唾液等)および充填物中の水溶性成分を透過できれば、限定されず公知のものを用いることができ、例えば、不織布パウチを用いることができる。パウチの材料としては、例えば、セルロース系の不織布等が挙げられ、市販の不織布を用いてもよい。このような材料からなるシートを袋形状に成形し、その中に充填物を充填し、ヒートシール等の手段によりシールすることによりパウチ製品を作製することができる。
The heating type flavor inhaling article is the above 1. A pouch containing the material for the flavor inhaling article described in section 1 above can be included. The pouch is not limited, and any known pouch can be used as long as it can pack the filling, does not dissolve in water, and can permeate liquids (water, saliva, etc.) and water-soluble components in the filling. For example, non-woven pouches can be used. Materials for the pouch include, for example, cellulose-based nonwoven fabrics, and commercially available nonwoven fabrics may be used. A pouch product can be produced by forming a sheet made of such a material into a bag shape, filling the bag with a filler, and sealing the bag by means of heat sealing or the like.
上記のシートの坪量は、特段制限されず、通常12gsm以上、54gsm以下であり、24gsm以上、30gsm以下であることが好ましい。上記のシートの厚さは、特段制限されず、通常100μm以上、300μm以下であり、175μm以上、215μm以下であることが好ましい。
The basis weight of the sheet is not particularly limited, and is usually 12 gsm or more and 54 gsm or less, preferably 24 gsm or more and 30 gsm or less. The thickness of the sheet is not particularly limited, and is usually 100 μm or more and 300 μm or less, preferably 175 μm or more and 215 μm or less.
パウチの内面および外面の少なくとも一方に部分的に撥水材料が塗布されていてもよい。撥水材料としては撥水性フッ素系樹脂が好適である。具体的には、この種の撥水性フッ素系樹脂としては、旭硝子社製のアサヒガード(登録商標)が挙げられる。撥水性フッ素系樹脂は、例えば、菓子類、乳製品、惣菜、ファストフードやペットフードなどの油脂類を含んだ食品や製品のための包材に塗布されている。それ故、この種の撥水性フッ素系樹脂は、口腔内に置かれるパウチに塗布されても安全である。この撥水材料としてはフッ素系樹脂に限ることなく、例えば、パラフィン樹脂、シリコン系樹脂またはエポキシ系樹脂等の撥水作用を有する材料であってもよい。
At least one of the inner and outer surfaces of the pouch may be partially coated with a water-repellent material. A water-repellent fluorine-based resin is suitable as the water-repellent material. Specifically, this type of water-repellent fluorine-based resin includes Asahi Guard (registered trademark) manufactured by Asahi Glass Co., Ltd. Water-repellent fluorine-based resins are applied to packaging materials for foods and products containing oils and fats, such as confectionery, dairy products, side dishes, fast food, and pet food. Therefore, this type of water-repellent fluororesin is safe even when applied to pouches placed in the oral cavity. The water-repellent material is not limited to the fluorine-based resin, and may be, for example, a material having a water-repellent action such as a paraffin resin, a silicon-based resin, or an epoxy-based resin.
非燃焼加熱型香味吸引器は、前述のとおり、たばこシート等が充填されたたばこ含有セグメントと、冷却セグメントと、フィルターセグメントとを備えることができる。香味吸引器とは香味吸引物品と同義であり、両者は互換的に使用される。非燃焼加熱型香味吸引器のたばこ含有セグメントの軸方向の長さは、加熱ヒータとの関係で、通常燃焼型香味吸引器のたばこ含有セグメントの軸方向の長さよりも短い。そのため、非燃焼加熱型香味吸引器では、加熱時のエアロゾル生成量を担保するために、短いたばこ含有セグメントの区間内に多量のたばこシートが充填されている。短い区間内に多量のたばこシートを充填するために、非燃焼加熱型香味吸引器では、通常膨嵩性の低い、すなわち高密度のたばこシートが使用されている。なお、膨嵩性とは、所定重量のたばこシートの刻みを一定圧力で一定時間圧縮したときの体積を示す値である。
As described above, the non-combustion heating type flavor inhaler can include a tobacco-containing segment filled with tobacco sheets or the like, a cooling segment, and a filter segment. Flavor inhaler is synonymous with flavor inhaling article and both are used interchangeably. The axial length of the tobacco-containing segment of the non-combustion-heating flavor inhaler is generally shorter than the axial length of the tobacco-containing segment of the normal combustion-type flavor inhaler in relation to the heater. Therefore, in the non-combustion heating type flavor inhaler, a large amount of tobacco sheets are filled in the short tobacco-containing segments in order to secure the amount of aerosol generated during heating. In order to fill a large amount of tobacco sheets in a short section, non-combustion heating type flavor inhalers usually use tobacco sheets with low swelling, that is, high density tobacco sheets. In addition, the swelling property is a value indicating the volume of a tobacco sheet having a predetermined weight when notches are compressed under a constant pressure for a certain period of time.
ところで本発明者等は、加熱方式やヒータの加熱能力とエアロゾルの生成を考えた場合、膨嵩性の低い(高密度の)たばこシートを用いるとたばこ含有セグメントの総熱容量が高くなるため、加熱方法やヒータの能力によっては、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成に十分に寄与しないことを見出した。当該課題を解決するためには、たばこ含有セグメントの総熱容量を低減することが考えられる。
By the way, considering the heating method, the heating capacity of the heater, and the generation of aerosol, the inventors of the present invention believe that if a tobacco sheet with low swelling (high density) is used, the total heat capacity of the tobacco-containing segment increases. It was found that the tobacco sheet filled in the tobacco-containing segment did not contribute sufficiently to aerosol generation, depending on the method and heater capacity. In order to solve this problem, it is conceivable to reduce the total heat capacity of the tobacco-containing segment.
本発明者等は、たばこ含有セグメントの総熱容量を低減するために、(1)たばこシートに含まれるたばこ原料の比熱を低減する、(2)膨嵩性の高い(低密度の)たばこシートを用いる、ことを検討した。しかし、(1)についてはたばこ原料自体の比熱の低減は困難であるため、(2)によりたばこ含有セグメントの総熱容量を低減することが有効と考えられた。そのため、好ましい第1の実施形態として、前記香味吸引物品用材料が非燃焼加熱型香味吸引器に好適に用いられる膨嵩性の高い(低密度の)たばこシートである態様について以下に説明する。
In order to reduce the total heat capacity of the tobacco-containing segment, the present inventors (1) reduce the specific heat of the tobacco raw material contained in the tobacco sheet, and (2) use a highly bulky (low-density) tobacco sheet. I considered using it. However, as for (1), it is difficult to reduce the specific heat of the tobacco raw material itself, so it was considered effective to reduce the total heat capacity of the tobacco-containing segment by (2). Therefore, as a preferred first embodiment, a mode in which the material for flavor inhalation articles is a highly bulky (low density) tobacco sheet suitable for use in non-combustion heating type flavor inhalers will be described below.
[第1の実施形態]
[非燃焼加熱型香味吸引器用たばこシート]
本実施形態に係る非燃焼加熱型香味吸引器用たばこシート(以下、「たばこシート」ともいう。)はファイバー状材料を含む。本実施形態に係るたばこシートはファイバー状材料を含むため、嵩高く、高い膨嵩性を有する。そのため、本実施形態に係るたばこシートを用いることでたばこ含有セグメントの総熱容量を低減することができ、たばこ含有セグメントに充填されたたばこシートをエアロゾル生成に十分に寄与させることができる。また、本実施形態に係るたばこシートはたばこ原料やエアロゾル生成基材、成型剤をさらに含むことが好ましく、これらの配合割合を所定の範囲内とすることで、たばこシートの膨嵩性がより向上する。 [First Embodiment]
[Tobacco sheet for non-combustion heating type flavor inhaler]
A tobacco sheet for a non-combustion heating type flavor inhaler (hereinafter also referred to as "tobacco sheet") according to this embodiment includes a fibrous material. Since the tobacco sheet according to this embodiment contains a fibrous material, it is bulky and has a high swelling property. Therefore, by using the tobacco sheet according to the present embodiment, the total heat capacity of the tobacco-containing segment can be reduced, and the tobacco sheet filled in the tobacco-containing segment can sufficiently contribute to aerosol generation. In addition, the tobacco sheet according to the present embodiment preferably further contains a tobacco raw material, an aerosol-generating base material, and a molding agent. By setting the mixing ratio of these ingredients within a predetermined range, the swelling property of the tobacco sheet is further improved. do.
[非燃焼加熱型香味吸引器用たばこシート]
本実施形態に係る非燃焼加熱型香味吸引器用たばこシート(以下、「たばこシート」ともいう。)はファイバー状材料を含む。本実施形態に係るたばこシートはファイバー状材料を含むため、嵩高く、高い膨嵩性を有する。そのため、本実施形態に係るたばこシートを用いることでたばこ含有セグメントの総熱容量を低減することができ、たばこ含有セグメントに充填されたたばこシートをエアロゾル生成に十分に寄与させることができる。また、本実施形態に係るたばこシートはたばこ原料やエアロゾル生成基材、成型剤をさらに含むことが好ましく、これらの配合割合を所定の範囲内とすることで、たばこシートの膨嵩性がより向上する。 [First Embodiment]
[Tobacco sheet for non-combustion heating type flavor inhaler]
A tobacco sheet for a non-combustion heating type flavor inhaler (hereinafter also referred to as "tobacco sheet") according to this embodiment includes a fibrous material. Since the tobacco sheet according to this embodiment contains a fibrous material, it is bulky and has a high swelling property. Therefore, by using the tobacco sheet according to the present embodiment, the total heat capacity of the tobacco-containing segment can be reduced, and the tobacco sheet filled in the tobacco-containing segment can sufficiently contribute to aerosol generation. In addition, the tobacco sheet according to the present embodiment preferably further contains a tobacco raw material, an aerosol-generating base material, and a molding agent. By setting the mixing ratio of these ingredients within a predetermined range, the swelling property of the tobacco sheet is further improved. do.
(ファイバー状材料)
本実施形態に係るたばこシートに含まれるファイバー状材料としては、繊維のようなファイバー形状を有する材料であれば特に限定されない。ファイバー状材料としては、例えば、ファイバー状パルプ、ファイバー状たばこ材料、ファイバー状合成セルロース等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらの中でも、繊維剛性の観点から、ファイバー状材料としてはファイバー状パルプが好ましい。 (fibrous material)
The fibrous material contained in the tobacco sheet according to this embodiment is not particularly limited as long as it is a material having a fibrous shape such as fibers. Examples of fibrous materials include fibrous pulp, fibrous tobacco materials, and fibrous synthetic cellulose. These may be used alone or in combination of two or more. Among these, fibrous pulp is preferable as the fibrous material from the viewpoint of fiber rigidity.
本実施形態に係るたばこシートに含まれるファイバー状材料としては、繊維のようなファイバー形状を有する材料であれば特に限定されない。ファイバー状材料としては、例えば、ファイバー状パルプ、ファイバー状たばこ材料、ファイバー状合成セルロース等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらの中でも、繊維剛性の観点から、ファイバー状材料としてはファイバー状パルプが好ましい。 (fibrous material)
The fibrous material contained in the tobacco sheet according to this embodiment is not particularly limited as long as it is a material having a fibrous shape such as fibers. Examples of fibrous materials include fibrous pulp, fibrous tobacco materials, and fibrous synthetic cellulose. These may be used alone or in combination of two or more. Among these, fibrous pulp is preferable as the fibrous material from the viewpoint of fiber rigidity.
たばこシート100重量%に含まれるファイバー状材料の割合は、5~50重量%であることが好ましい。前記ファイバー状材料の割合が5重量%以上であることにより、機能を担保できる嵩高さが実現できる。また、前記ファイバー状材料の割合が50重量%以下であることにより、加熱時に十分なたばこ香気、エアロゾルを発生させることができる。前記ファイバー状材料の割合は、5~47重量%であることがより好ましく、5~45重量%であることがさらに好ましく、5~40重量%であることが特に好ましい。
The ratio of the fibrous material contained in 100% by weight of the tobacco sheet is preferably 5-50% by weight. By setting the ratio of the fibrous material to 5% by weight or more, it is possible to realize a bulkiness that can ensure the function. Further, when the proportion of the fibrous material is 50% by weight or less, sufficient tobacco aroma and aerosol can be generated during heating. The proportion of the fibrous material is more preferably 5-47% by weight, even more preferably 5-45% by weight, and particularly preferably 5-40% by weight.
(たばこ原料)
前記ファイバー状材料がファイバー状たばこ材料以外である場合、本実施形態に係るたばこシートは、さらにたばこ原料を含むことができる。たばこ原料としては、前述のセルロース系基材に該当するものであってもよいし、該当しないものであってもよい。たばこ成分が含まれるたばこ原料としては、例えばたばこ粉末やたばこ抽出物が挙げられる。たばこ粉末としては、例えば葉たばこ、中骨、残幹等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらを所定の大きさに裁刻することで、たばこ粉末として使用することができる。たばこ粉末の大きさとしては、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であることが、更なる膨嵩性向上の観点から好ましい。たばこ抽出物としては、例えば葉たばこを粗砕し、これを水等の溶媒と混合・攪拌することで葉たばこから水溶性成分を抽出し、得られた水抽出物を減圧乾燥して濃縮することで得られるたばこ抽出物が挙げられる。 (tobacco raw material)
When the fibrous material is other than fibrous tobacco material, the tobacco sheet according to the present embodiment may further contain tobacco raw material. The tobacco raw material may or may not correspond to the aforementioned cellulose base material. Tobacco raw materials containing tobacco components include, for example, tobacco powder and tobacco extracts. Tobacco powder includes, for example, leaf tobacco, core bones, residual stems, and the like. These may be used alone or in combination of two or more. By chopping these into a predetermined size, they can be used as tobacco powder. Regarding the size of the tobacco powder, it is preferable that the cumulative 90% particle size (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is 200 μm or more from the viewpoint of further improving the swelling property. As the tobacco extract, for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extracts obtained may be mentioned.
前記ファイバー状材料がファイバー状たばこ材料以外である場合、本実施形態に係るたばこシートは、さらにたばこ原料を含むことができる。たばこ原料としては、前述のセルロース系基材に該当するものであってもよいし、該当しないものであってもよい。たばこ成分が含まれるたばこ原料としては、例えばたばこ粉末やたばこ抽出物が挙げられる。たばこ粉末としては、例えば葉たばこ、中骨、残幹等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらを所定の大きさに裁刻することで、たばこ粉末として使用することができる。たばこ粉末の大きさとしては、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)が200μm以上であることが、更なる膨嵩性向上の観点から好ましい。たばこ抽出物としては、例えば葉たばこを粗砕し、これを水等の溶媒と混合・攪拌することで葉たばこから水溶性成分を抽出し、得られた水抽出物を減圧乾燥して濃縮することで得られるたばこ抽出物が挙げられる。 (tobacco raw material)
When the fibrous material is other than fibrous tobacco material, the tobacco sheet according to the present embodiment may further contain tobacco raw material. The tobacco raw material may or may not correspond to the aforementioned cellulose base material. Tobacco raw materials containing tobacco components include, for example, tobacco powder and tobacco extracts. Tobacco powder includes, for example, leaf tobacco, core bones, residual stems, and the like. These may be used alone or in combination of two or more. By chopping these into a predetermined size, they can be used as tobacco powder. Regarding the size of the tobacco powder, it is preferable that the cumulative 90% particle size (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is 200 μm or more from the viewpoint of further improving the swelling property. As the tobacco extract, for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extracts obtained may be mentioned.
たばこシート100重量%に含まれるたばこ原料の割合は、30~91重量%であることが好ましい。前記たばこ原料の割合が30重量%以上であることにより、加熱時にたばこ香気を十分に発生させることができる。また、前記たばこ原料の割合が91重量%以下であることにより、エアロゾル生成基材や成型剤を十分な量含ませることができる。前記たばこ原料の割合は、50~90重量%であることがより好ましく、55~85重量%であることがさらに好ましく、60~80重量%であることが特に好ましい。
The ratio of the tobacco raw material contained in 100% by weight of the tobacco sheet is preferably 30 to 91% by weight. When the ratio of the tobacco raw material is 30% by weight or more, a sufficient tobacco aroma can be generated during heating. Further, by setting the proportion of the tobacco raw material to 91% by weight or less, a sufficient amount of the aerosol-generating base material and molding agent can be included. The proportion of the tobacco raw material is more preferably 50 to 90% by weight, even more preferably 55 to 85% by weight, and particularly preferably 60 to 80% by weight.
(ニコチン)
ニコチンとして前述のものを使用できる。本実施形態においては、ニコチンとして、ニコチン含有たばこ抽出物を使用してもよい。当該たばこ抽出物としては、例えば葉たばこを粗砕し、これを水等の溶媒と混合・攪拌することで葉たばこから水溶性成分を抽出し、得られた水抽出物を減圧乾燥して濃縮することで得られるたばこ抽出物が挙げられる。 (nicotine)
As nicotine, those mentioned above can be used. In this embodiment, a nicotine-containing tobacco extract may be used as nicotine. As the tobacco extract, for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extract obtained in.
ニコチンとして前述のものを使用できる。本実施形態においては、ニコチンとして、ニコチン含有たばこ抽出物を使用してもよい。当該たばこ抽出物としては、例えば葉たばこを粗砕し、これを水等の溶媒と混合・攪拌することで葉たばこから水溶性成分を抽出し、得られた水抽出物を減圧乾燥して濃縮することで得られるたばこ抽出物が挙げられる。 (nicotine)
As nicotine, those mentioned above can be used. In this embodiment, a nicotine-containing tobacco extract may be used as nicotine. As the tobacco extract, for example, leaf tobacco is crushed, mixed and stirred with a solvent such as water to extract a water-soluble component from the leaf tobacco, and the resulting water extract is dried under reduced pressure and concentrated. Tobacco extract obtained in.
(成型剤)
前記ファイバー状材料がファイバー状合成セルロース等のファイバー状成型剤以外である場合、本実施形態に係るたばこシートは、形状担保の観点から、さらに成型剤を含むことが好ましい。成型剤は、前述のバインダーの一種である。成型剤としては、例えば多糖類、タンパク、合成ポリマー等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。多糖類としては、例えばセルロース誘導体、天然由来の多糖類が挙げられる。 (molding agent)
When the fibrous material is other than a fibrous molding agent such as fibrous synthetic cellulose, the tobacco sheet according to the present embodiment preferably further contains a molding agent from the viewpoint of securing the shape. Molding agents are one type of the aforementioned binders. Molding agents include, for example, polysaccharides, proteins, synthetic polymers and the like. These may be used alone or in combination of two or more. Examples of polysaccharides include cellulose derivatives and naturally occurring polysaccharides.
前記ファイバー状材料がファイバー状合成セルロース等のファイバー状成型剤以外である場合、本実施形態に係るたばこシートは、形状担保の観点から、さらに成型剤を含むことが好ましい。成型剤は、前述のバインダーの一種である。成型剤としては、例えば多糖類、タンパク、合成ポリマー等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。多糖類としては、例えばセルロース誘導体、天然由来の多糖類が挙げられる。 (molding agent)
When the fibrous material is other than a fibrous molding agent such as fibrous synthetic cellulose, the tobacco sheet according to the present embodiment preferably further contains a molding agent from the viewpoint of securing the shape. Molding agents are one type of the aforementioned binders. Molding agents include, for example, polysaccharides, proteins, synthetic polymers and the like. These may be used alone or in combination of two or more. Examples of polysaccharides include cellulose derivatives and naturally occurring polysaccharides.
セルロース誘導体としては、例えば、メチルセルロース、エチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、ベンジルセルロース、トリチルセルロース、シアノエチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、アミノエチルセルロース等のセルロースエーテル類;酢酸セルロース、ギ酸セルロース、プロピオン酸セルロース、酪酸セルロース、安息香酸セルロース、フタル酸セルロース、トシルセルロース等の有機酸エステル;硝酸セルロース、硫酸セルロース、リン酸セルロース、セルロースキサントゲン酸塩等の無機酸エステル等が挙げられる。
Cellulose derivatives include, for example, cellulose ethers such as methylcellulose, ethylcellulose, hydroxyethylcellulose, hydroxymethylethylcellulose, hydroxypropylcellulose, hydroxypropylmethylcellulose, benzylcellulose, tritylcellulose, cyanoethylcellulose, carboxymethylcellulose, carboxyethylcellulose, aminoethylcellulose; Organic acid esters such as cellulose, cellulose formate, cellulose propionate, cellulose butyrate, cellulose benzoate, cellulose phthalate, and tosyl cellulose; and inorganic acid esters such as cellulose nitrate, cellulose sulfate, cellulose phosphate, and cellulose xanthate. be done.
天然由来の多糖類としては、例えば、グアーガム、タラガム、ローストビーンガム、タマリンド種子ガム、ペクチン、アラビアガム、トラガントガム、カラヤガム、ガッティガム、アラビノガラクタン、アマシードガム、カッシャガム、サイリウムシードガム、サバクヨモギシードガム等の植物由来の多糖類;カラギーナン、寒天、アルギン酸、アルギン酸プロピレングリコールエステル、ファーセレラン、フクロノリ抽出物等の藻類由来の多糖類;キサンタンガム、ジェランガム、カードラン、プルラン、アグロバクテリウムスクシノグリカン、ウェランガム、マクロホモプシスガム、ラムザンガム等の微生物由来の多糖類;キチン、キトサン、グルコサミン等の甲殻類由来の多糖類;デンプン、デンプングリコール酸ナトリウム、α化デンプン、デキストリン等のデンプン等が挙げられる。
Examples of naturally-derived polysaccharides include guar gum, tara gum, roasted bean gum, tamarind seed gum, pectin, arabic gum, tragacanth gum, karaya gum, gutti gum, arabinogalactan, amaseed gum, cascha gum, psyllium seed gum, and mugwort seed gum. plant-derived polysaccharides; carrageenan, agar, alginic acid, propylene glycol alginate, furcelleran, algae-derived polysaccharides such as fukuronori extract; xanthan gum, gellan gum, curdlan, pullulan, Agrobacterium succinoglycan, welan gum, macro Microorganism-derived polysaccharides such as homopsis gum and rhamzan gum; crustacean-derived polysaccharides such as chitin, chitosan, and glucosamine; and starches such as starch, sodium starch glycolate, pregelatinized starch, and dextrin.
タンパクとしては、例えば、小麦グルテン、ライ麦グルテン等の穀物タンパクが挙げられる。合成ポリマーとしては、例えば、ポリリン酸、ポリアクリル酸ナトリウム、ポリビニルピロリドン等が挙げられる。
Examples of proteins include grain proteins such as wheat gluten and rye gluten. Synthetic polymers include, for example, polyphosphoric acid, sodium polyacrylate, polyvinylpyrrolidone, and the like.
たばこシートに成型剤が含まれる場合、たばこシート100重量%に含まれる成型剤の割合は、0.1~15重量%であることが好ましい。前記成型剤の割合が0.1重量%以上であることにより、原料の混合体をシート状に容易に成型可能となる。また、前記成型剤の割合が15重量%以下であることにより、非燃焼加熱型香味吸引器のたばこ含有セグメントに求められる機能を担保するための他原料を十分に用いることができる。前記成型剤の割合は、0.2~13重量%であることがより好ましく、0.5~12重量%であることがさらに好ましく、1~10重量%であることが特に好ましい。
When the tobacco sheet contains a molding agent, the proportion of the molding agent contained in 100% by weight of the tobacco sheet is preferably 0.1 to 15% by weight. When the ratio of the molding agent is 0.1% by weight or more, the raw material mixture can be easily molded into a sheet. Further, since the ratio of the molding agent is 15% by weight or less, it is possible to sufficiently use other raw materials for securing the functions required for the tobacco-containing segment of the non-combustion heating type flavor inhaler. The ratio of the molding agent is more preferably 0.2 to 13% by weight, even more preferably 0.5 to 12% by weight, and particularly preferably 1 to 10% by weight.
(エアロゾル生成基材)
本実施形態に係るたばこシートは、加熱時の煙量増加の観点から、さらにエアロゾル生成基材を含むことが好ましい。エアロゾル生成基材としては、例えばグリセリン、プロピレングリコール、1,3-ブタンジオール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (aerosol-generating substrate)
From the viewpoint of increasing the amount of smoke when heated, the tobacco sheet according to this embodiment preferably further contains an aerosol-generating substrate. Aerosol-forming substrates include, for example, glycerin, propylene glycol, 1,3-butanediol, and the like. These may be used alone or in combination of two or more.
本実施形態に係るたばこシートは、加熱時の煙量増加の観点から、さらにエアロゾル生成基材を含むことが好ましい。エアロゾル生成基材としては、例えばグリセリン、プロピレングリコール、1,3-ブタンジオール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (aerosol-generating substrate)
From the viewpoint of increasing the amount of smoke when heated, the tobacco sheet according to this embodiment preferably further contains an aerosol-generating substrate. Aerosol-forming substrates include, for example, glycerin, propylene glycol, 1,3-butanediol, and the like. These may be used alone or in combination of two or more.
たばこシートにエアロゾル生成基材が含まれる場合、たばこシート100重量%に含まれるエアロゾル生成基材の割合は、5~50重量%であることが好ましい。前記エアロゾル生成基材の割合が5重量%以上であることにより、量の観点から加熱時に十分なエアロゾルを発生させることができる。また、前記エアロゾル生成基材の割合が50重量%以下であることにより、熱容量の観点から加熱時に十分なエアロゾルを発生させることができる。前記エアロゾル生成基材の割合は、6~45重量%であることがより好ましく、8~40重量%であることがさらに好ましく、10~30重量%であることが特に好ましい。
When the tobacco sheet contains an aerosol-generating base material, the ratio of the aerosol-generating base material contained in 100% by weight of the tobacco sheet is preferably 5 to 50% by weight. When the proportion of the aerosol-generating base material is 5% by weight or more, sufficient aerosol can be generated during heating from the viewpoint of quantity. In addition, since the proportion of the aerosol-generating base material is 50% by weight or less, sufficient aerosol can be generated during heating from the viewpoint of heat capacity. More preferably, the proportion of the aerosol-generating substrate is 6-45% by weight, even more preferably 8-40% by weight, and particularly preferably 10-30% by weight.
(補強剤)
前記ファイバー状材料がファイバー状パルプ等のファイバー状補強剤以外である場合、本実施形態に係るたばこシートは、更なる物性向上の観点から、さらに補強剤を含むことができる。補強剤としては、例えばパルプ、ペクチン懸濁水など乾燥すると膜を形成する表面コーティング機能をもった液状物質等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (Reinforcing agent)
When the fibrous material is other than a fibrous reinforcing agent such as fibrous pulp, the tobacco sheet according to the present embodiment may further contain a reinforcing agent from the viewpoint of further improving physical properties. Examples of the reinforcing agent include liquid substances such as pulp and pectin suspension having a surface coating function that forms a film when dried. These may be used alone or in combination of two or more.
前記ファイバー状材料がファイバー状パルプ等のファイバー状補強剤以外である場合、本実施形態に係るたばこシートは、更なる物性向上の観点から、さらに補強剤を含むことができる。補強剤としては、例えばパルプ、ペクチン懸濁水など乾燥すると膜を形成する表面コーティング機能をもった液状物質等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (Reinforcing agent)
When the fibrous material is other than a fibrous reinforcing agent such as fibrous pulp, the tobacco sheet according to the present embodiment may further contain a reinforcing agent from the viewpoint of further improving physical properties. Examples of the reinforcing agent include liquid substances such as pulp and pectin suspension having a surface coating function that forms a film when dried. These may be used alone or in combination of two or more.
たばこシートに補強剤が含まれる場合、たばこシート100重量%に含まれる補強剤の割合は、0.1~20重量%であることが好ましい。前記補強剤の割合が本範囲内の場合、非燃焼加熱型香味吸引器のたばこ含有セグメントに求められる機能を担保するための他原料を十分に用いることができる。前記補強剤の割合は、0.2~18重量%であることがより好ましく、0.5~15重量%であることがさらに好ましい。
When the tobacco sheet contains a reinforcing agent, the ratio of the reinforcing agent contained in 100% by weight of the tobacco sheet is preferably 0.1 to 20% by weight. When the proportion of the reinforcing agent is within this range, other raw materials can be sufficiently used to ensure the functions required for the tobacco-containing segment of the non-combustion heating type flavor inhaler. The ratio of the reinforcing agent is more preferably 0.2 to 18% by weight, more preferably 0.5 to 15% by weight.
(保湿剤)
本実施形態に係るたばこシートは、品質保持の観点から、さらに保湿剤を含むことができる。保湿剤としては、例えばソルビトール、エリスリトール、キシリトール、マルチトール、ラクチトール、マンニトール、還元麦芽糖水飴等の糖アルコール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (moisturizer)
The tobacco sheet according to this embodiment may further contain a humectant from the viewpoint of maintaining quality. Examples of moisturizing agents include sugar alcohols such as sorbitol, erythritol, xylitol, maltitol, lactitol, mannitol, and reduced maltose starch syrup. These may be used alone or in combination of two or more.
本実施形態に係るたばこシートは、品質保持の観点から、さらに保湿剤を含むことができる。保湿剤としては、例えばソルビトール、エリスリトール、キシリトール、マルチトール、ラクチトール、マンニトール、還元麦芽糖水飴等の糖アルコール等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。 (moisturizer)
The tobacco sheet according to this embodiment may further contain a humectant from the viewpoint of maintaining quality. Examples of moisturizing agents include sugar alcohols such as sorbitol, erythritol, xylitol, maltitol, lactitol, mannitol, and reduced maltose starch syrup. These may be used alone or in combination of two or more.
たばこシートに保湿剤が含まれる場合、たばこシート100重量%に含まれる保湿剤の割合は、1~15重量%であることが好ましい。本範囲内の場合、非燃焼加熱型香味吸引器のたばこ含有セグメントに求められる機能を担保するための他原料を十分に用いることができる。前記保湿剤の割合は、2~12重量%であることがより好ましく、3~10重量%であることがさらに好ましい。
When the tobacco sheet contains a humectant, the ratio of the humectant contained in 100% by weight of the tobacco sheet is preferably 1 to 15% by weight. Within this range, other raw materials can be sufficiently used to secure the functions required for the tobacco-containing segment of the non-combustion-heating flavor inhaler. The ratio of the moisturizing agent is more preferably 2 to 12% by weight, more preferably 3 to 10% by weight.
(その他の成分)
本実施形態に係るたばこシートは、前記ファイバー状材料、前記たばこ原料、前記成型剤、前記エアロゾル生成基材、前記補強剤、前記保湿剤以外にも、必要に応じて香料、呈味料等の香味料、着色剤、湿潤剤、保存料、無機物質等の希釈剤等を含むことができる。 (other ingredients)
In addition to the fibrous material, the tobacco raw material, the molding agent, the aerosol-generating base material, the reinforcing agent, and the moisturizing agent, the tobacco sheet according to the present embodiment may contain a flavoring agent, a flavoring agent, and the like, if necessary. Flavoring agents, coloring agents, wetting agents, preservatives, diluents such as inorganic substances, and the like can be included.
本実施形態に係るたばこシートは、前記ファイバー状材料、前記たばこ原料、前記成型剤、前記エアロゾル生成基材、前記補強剤、前記保湿剤以外にも、必要に応じて香料、呈味料等の香味料、着色剤、湿潤剤、保存料、無機物質等の希釈剤等を含むことができる。 (other ingredients)
In addition to the fibrous material, the tobacco raw material, the molding agent, the aerosol-generating base material, the reinforcing agent, and the moisturizing agent, the tobacco sheet according to the present embodiment may contain a flavoring agent, a flavoring agent, and the like, if necessary. Flavoring agents, coloring agents, wetting agents, preservatives, diluents such as inorganic substances, and the like can be included.
(膨嵩性)
本実施形態に係るたばこシートの膨嵩性は、190cc/100g以上であることが好ましい。該膨嵩性が190cc/100g以上であることにより、非燃焼加熱型香味吸引器のたばこ含有セグメントの総熱容量を十分に低減することができ、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成により寄与できるようになる。該膨嵩性は210cc/100g以上であることがより好ましく、230cc/100g以上であることがさらに好ましい。該膨嵩性の範囲の上限は特に限定されないが、例えば800cc/100g以下であることができる。なお、該膨嵩性は、たばこシートを0.8mm×9.5mmのサイズに裁刻し、22℃、60%の調和室内で48時間存置した後、DD-60A(商品名、ボルグワルド社製)にて測定される値である。測定は、裁刻されたたばこシート15gを内径60mmの円筒形容器に入れ、3kg荷重で30秒圧縮した時の容積を求めることで行われる。 (Bulkiness)
It is preferable that the tobacco sheet according to the present embodiment has a swelling property of 190 cc/100 g or more. When the swelling property is 190 cc/100 g or more, the total heat capacity of the tobacco-containing segment of the non-combustion heating type flavor inhaler can be sufficiently reduced, and the tobacco sheet filled in the tobacco-containing segment is generated by aerosol generation. be able to contribute. The swelling property is more preferably 210 cc/100 g or more, more preferably 230 cc/100 g or more. Although the upper limit of the swelling range is not particularly limited, it can be, for example, 800 cc/100 g or less. The swelling property was measured by cutting a tobacco sheet into a size of 0.8 mm x 9.5 mm, leaving it in a conditioned room at 22°C and 60% for 48 hours, and measuring DD-60A (trade name, manufactured by Borgwald). ) is the value measured by The measurement is carried out by placing 15 g of cut tobacco sheets in a cylindrical container with an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to obtain the volume.
本実施形態に係るたばこシートの膨嵩性は、190cc/100g以上であることが好ましい。該膨嵩性が190cc/100g以上であることにより、非燃焼加熱型香味吸引器のたばこ含有セグメントの総熱容量を十分に低減することができ、たばこ含有セグメントに充填されたたばこシートがエアロゾル生成により寄与できるようになる。該膨嵩性は210cc/100g以上であることがより好ましく、230cc/100g以上であることがさらに好ましい。該膨嵩性の範囲の上限は特に限定されないが、例えば800cc/100g以下であることができる。なお、該膨嵩性は、たばこシートを0.8mm×9.5mmのサイズに裁刻し、22℃、60%の調和室内で48時間存置した後、DD-60A(商品名、ボルグワルド社製)にて測定される値である。測定は、裁刻されたたばこシート15gを内径60mmの円筒形容器に入れ、3kg荷重で30秒圧縮した時の容積を求めることで行われる。 (Bulkiness)
It is preferable that the tobacco sheet according to the present embodiment has a swelling property of 190 cc/100 g or more. When the swelling property is 190 cc/100 g or more, the total heat capacity of the tobacco-containing segment of the non-combustion heating type flavor inhaler can be sufficiently reduced, and the tobacco sheet filled in the tobacco-containing segment is generated by aerosol generation. be able to contribute. The swelling property is more preferably 210 cc/100 g or more, more preferably 230 cc/100 g or more. Although the upper limit of the swelling range is not particularly limited, it can be, for example, 800 cc/100 g or less. The swelling property was measured by cutting a tobacco sheet into a size of 0.8 mm x 9.5 mm, leaving it in a conditioned room at 22°C and 60% for 48 hours, and measuring DD-60A (trade name, manufactured by Borgwald). ) is the value measured by The measurement is carried out by placing 15 g of cut tobacco sheets in a cylindrical container with an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to obtain the volume.
(たばこシートの構成)
本実施形態において「たばこシート」とは、たばこシートを構成する成分がシート形状に成形されたものである。ここで「シート」とは、略平行な1対の主面、及び側面を有する形状をいう。たばこシートの長さ及び幅は、特段制限されることはなく、充填する態様に合わせて適宜調整できる。たばこシートの厚さは、特に限定されないが、伝熱効率と強度の兼ね合いから、100~1000μmが好ましく、150~600μmがより好ましい。 (Structure of cigarette sheet)
In the present embodiment, the "tobacco sheet" is formed by molding the constituents of the tobacco sheet into a sheet shape. Here, "sheet" refers to a shape having a pair of substantially parallel main surfaces and side surfaces. The length and width of the tobacco sheet are not particularly limited, and can be appropriately adjusted according to the manner of filling. The thickness of the tobacco sheet is not particularly limited, but is preferably 100 to 1000 μm, more preferably 150 to 600 μm, in terms of heat transfer efficiency and strength.
本実施形態において「たばこシート」とは、たばこシートを構成する成分がシート形状に成形されたものである。ここで「シート」とは、略平行な1対の主面、及び側面を有する形状をいう。たばこシートの長さ及び幅は、特段制限されることはなく、充填する態様に合わせて適宜調整できる。たばこシートの厚さは、特に限定されないが、伝熱効率と強度の兼ね合いから、100~1000μmが好ましく、150~600μmがより好ましい。 (Structure of cigarette sheet)
In the present embodiment, the "tobacco sheet" is formed by molding the constituents of the tobacco sheet into a sheet shape. Here, "sheet" refers to a shape having a pair of substantially parallel main surfaces and side surfaces. The length and width of the tobacco sheet are not particularly limited, and can be appropriately adjusted according to the manner of filling. The thickness of the tobacco sheet is not particularly limited, but is preferably 100 to 1000 μm, more preferably 150 to 600 μm, in terms of heat transfer efficiency and strength.
(たばこシートの製造方法)
本実施形態に係るたばこシートは、例えば圧延法、キャスト法等の公知の方法で製造することができる。このような方法で製造された各種たばこシートについては、「たばこの事典、たばこ総合研究センター、2009.3.31」に詳細が開示されている。 (Manufacturing method of tobacco sheet)
The tobacco sheet according to this embodiment can be produced by a known method such as a rolling method or a casting method. Various tobacco sheets manufactured by such a method are disclosed in detail in "Encyclopedia of Tobacco, Tobacco Research Center, March 31, 2009".
本実施形態に係るたばこシートは、例えば圧延法、キャスト法等の公知の方法で製造することができる。このような方法で製造された各種たばこシートについては、「たばこの事典、たばこ総合研究センター、2009.3.31」に詳細が開示されている。 (Manufacturing method of tobacco sheet)
The tobacco sheet according to this embodiment can be produced by a known method such as a rolling method or a casting method. Various tobacco sheets manufactured by such a method are disclosed in detail in "Encyclopedia of Tobacco, Tobacco Research Center, March 31, 2009".
<圧延法>
圧延法によりたばこシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
(1)水、セルロース系基材としてのたばこ粉末、エアロゾル生成基材、成型剤、及びファイバー状パルプを混合して混合物を得る工程。
(2)当該混合物を圧延ローラに投入して圧延する工程。
(3)圧延ローラ上の圧延成形品をドクターナイフで剥離し、ネットコンベアーに移送し、乾燥機で乾燥する工程。
この方法でたばこシートを製造する場合、目的に応じて、各圧延ローラの表面を加温又は冷却してもよく、各圧延ローラの回転数を調整してもよい。また、各圧延ローラの間隔を調整することで、所望の坪量のたばこシートを得ることができる。
前記工程(1)と(2)の間、(2)と(3)の間、または(3)の後に、前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を設けてもよい。 <Rolling method>
Examples of methods for producing tobacco sheets by rolling include methods including the following steps.
(1) A step of mixing water, tobacco powder as a cellulosic base material, an aerosol-generating base material, a molding agent, and a fibrous pulp to obtain a mixture.
(2) A step of rolling the mixture by putting it into rolling rollers.
(3) A step of peeling off the rolled product on the rolling roller with a doctor knife, transferring it to a net conveyor, and drying it with a dryer.
When a tobacco sheet is produced by this method, the surface of each rolling roller may be heated or cooled, and the number of rotations of each rolling roller may be adjusted, depending on the purpose. Further, by adjusting the distance between the rolling rollers, it is possible to obtain a tobacco sheet having a desired basis weight.
Between steps (1) and (2), between (2) and (3), or after (3), the nicotine is externally supplied to the cellulosic substrate to at least partially A step of applying to the surface of the cellulosic base material may be provided.
圧延法によりたばこシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
(1)水、セルロース系基材としてのたばこ粉末、エアロゾル生成基材、成型剤、及びファイバー状パルプを混合して混合物を得る工程。
(2)当該混合物を圧延ローラに投入して圧延する工程。
(3)圧延ローラ上の圧延成形品をドクターナイフで剥離し、ネットコンベアーに移送し、乾燥機で乾燥する工程。
この方法でたばこシートを製造する場合、目的に応じて、各圧延ローラの表面を加温又は冷却してもよく、各圧延ローラの回転数を調整してもよい。また、各圧延ローラの間隔を調整することで、所望の坪量のたばこシートを得ることができる。
前記工程(1)と(2)の間、(2)と(3)の間、または(3)の後に、前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を設けてもよい。 <Rolling method>
Examples of methods for producing tobacco sheets by rolling include methods including the following steps.
(1) A step of mixing water, tobacco powder as a cellulosic base material, an aerosol-generating base material, a molding agent, and a fibrous pulp to obtain a mixture.
(2) A step of rolling the mixture by putting it into rolling rollers.
(3) A step of peeling off the rolled product on the rolling roller with a doctor knife, transferring it to a net conveyor, and drying it with a dryer.
When a tobacco sheet is produced by this method, the surface of each rolling roller may be heated or cooled, and the number of rotations of each rolling roller may be adjusted, depending on the purpose. Further, by adjusting the distance between the rolling rollers, it is possible to obtain a tobacco sheet having a desired basis weight.
Between steps (1) and (2), between (2) and (3), or after (3), the nicotine is externally supplied to the cellulosic substrate to at least partially A step of applying to the surface of the cellulosic base material may be provided.
<キャスト法>
キャスト法によりたばこシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
(1)水、セルロース系基材としてのたばこ粉末、エアロゾル生成基材、成型剤、及びファイバー状パルプを混合して混合物を得る工程。
(2)当該混合物を薄く延ばして(キャストして)乾燥し、たばこシートとする工程。
この方法でたばこシートを製造する場合、水、たばこ粉末、エアロゾル生成基材、成型剤、及びファイバー状パルプを混合したスラリーに対して紫外線照射もしくはX線照射することで、ニトロソアミン等の一部の成分を除去する工程を加えてもよい。
前記工程(1)と(2)の間、または(2)の後に、前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を設けてもよい。 <Cast method>
Examples of methods for producing tobacco sheets by casting include methods including the following steps.
(1) A step of mixing water, tobacco powder as a cellulosic base material, an aerosol-generating base material, a molding agent, and a fibrous pulp to obtain a mixture.
(2) A step of thinly spreading (casting) the mixture and drying to form a tobacco sheet.
When a tobacco sheet is produced by this method, a slurry obtained by mixing water, tobacco powder, an aerosol-generating base material, a molding agent, and fibrous pulp is irradiated with ultraviolet rays or X-rays to remove some of nitrosamines and the like. A step of removing components may be added.
Between the steps (1) and (2) or after (2), the nicotine is supplied from the outside of the cellulosic substrate and at least part of it is applied to the surface of the cellulosic substrate. You may provide a process.
キャスト法によりたばこシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
(1)水、セルロース系基材としてのたばこ粉末、エアロゾル生成基材、成型剤、及びファイバー状パルプを混合して混合物を得る工程。
(2)当該混合物を薄く延ばして(キャストして)乾燥し、たばこシートとする工程。
この方法でたばこシートを製造する場合、水、たばこ粉末、エアロゾル生成基材、成型剤、及びファイバー状パルプを混合したスラリーに対して紫外線照射もしくはX線照射することで、ニトロソアミン等の一部の成分を除去する工程を加えてもよい。
前記工程(1)と(2)の間、または(2)の後に、前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を設けてもよい。 <Cast method>
Examples of methods for producing tobacco sheets by casting include methods including the following steps.
(1) A step of mixing water, tobacco powder as a cellulosic base material, an aerosol-generating base material, a molding agent, and a fibrous pulp to obtain a mixture.
(2) A step of thinly spreading (casting) the mixture and drying to form a tobacco sheet.
When a tobacco sheet is produced by this method, a slurry obtained by mixing water, tobacco powder, an aerosol-generating base material, a molding agent, and fibrous pulp is irradiated with ultraviolet rays or X-rays to remove some of nitrosamines and the like. A step of removing components may be added.
Between the steps (1) and (2) or after (2), the nicotine is supplied from the outside of the cellulosic substrate and at least part of it is applied to the surface of the cellulosic substrate. You may provide a process.
本発明を以下の例により実験的に説明するが、以下の説明は、本発明の範囲が以下の例に限定して解釈されない。
Although the present invention will be experimentally explained by the following examples, the following explanations should not be construed as limiting the scope of the present invention to the following examples.
(たばこ顆粒の調製)
120℃で加熱して、水にて4回洗浄したニコチン濃度0.01%のバーレー種のたばこ刻をミルで粉砕後、目開き50μmの篩でふるい、50μm未満のサイズを有するたばこ細粉を得た。このようにして得られたたばこ細粉:1000g、CMC(カルボキシメチルセルロース):50g、グリセリン:100gを混合し、得られた混合物に300gの水を加えて混練した。得られた混練物を湿式押出し造粒機(TDG-80A-1、株式会社ダルトン製)に投入して、圧力:250kN、温度:80℃の条件下、長柱状に造粒した後、球状に整粒してたばこ顆粒(球状)(粒径250~500μm、平均粒径(D50)352μm)を得た。
また、湿式押出し造粒機の造粒条件を圧力:200kN、温度:75℃に変更した以外は上記と同様にして、たばこ顆粒(球状)(粒径500~850μm、平均粒径(D50)643μm)を得た。
上記の顆粒の粒径は、100℃で2時間乾燥後、散乱式粒子径分布測定装置(Partica、ヤマト科学株式会社製)を使用して乾式の条件下でレーザー回析法に基づいて測定した。 (Preparation of tobacco granules)
Burley tobacco cuts with a nicotine concentration of 0.01%, heated at 120° C. and washed four times with water, were pulverized in a mill and sieved through a sieve with an opening of 50 μm to obtain fine tobacco powder having a size of less than 50 μm. Obtained. Tobacco powder thus obtained: 1000 g, CMC (carboxymethyl cellulose): 50 g and glycerin: 100 g were mixed, and 300 g of water was added to the resulting mixture and kneaded. The resulting kneaded product is put into a wet extrusion granulator (TDG-80A-1, manufactured by Dalton Co., Ltd.) and granulated into long columns under the conditions of pressure: 250 kN and temperature: 80 ° C., and then spherically. After sizing, tobacco granules (spherical) (particle size: 250-500 μm, average particle size (D50): 352 μm) were obtained.
Tobacco granules (spherical) (particle size: 500 to 850 µm, average particle size (D50): 643 µm) were prepared in the same manner as described above, except that the granulation conditions of the wet extrusion granulator were changed to pressure: 200 kN and temperature: 75°C. ).
The particle size of the above granules was dried at 100° C. for 2 hours, and then measured by laser diffraction under dry conditions using a scattering particle size distribution analyzer (Partica, manufactured by Yamato Scientific Co., Ltd.). .
120℃で加熱して、水にて4回洗浄したニコチン濃度0.01%のバーレー種のたばこ刻をミルで粉砕後、目開き50μmの篩でふるい、50μm未満のサイズを有するたばこ細粉を得た。このようにして得られたたばこ細粉:1000g、CMC(カルボキシメチルセルロース):50g、グリセリン:100gを混合し、得られた混合物に300gの水を加えて混練した。得られた混練物を湿式押出し造粒機(TDG-80A-1、株式会社ダルトン製)に投入して、圧力:250kN、温度:80℃の条件下、長柱状に造粒した後、球状に整粒してたばこ顆粒(球状)(粒径250~500μm、平均粒径(D50)352μm)を得た。
また、湿式押出し造粒機の造粒条件を圧力:200kN、温度:75℃に変更した以外は上記と同様にして、たばこ顆粒(球状)(粒径500~850μm、平均粒径(D50)643μm)を得た。
上記の顆粒の粒径は、100℃で2時間乾燥後、散乱式粒子径分布測定装置(Partica、ヤマト科学株式会社製)を使用して乾式の条件下でレーザー回析法に基づいて測定した。 (Preparation of tobacco granules)
Burley tobacco cuts with a nicotine concentration of 0.01%, heated at 120° C. and washed four times with water, were pulverized in a mill and sieved through a sieve with an opening of 50 μm to obtain fine tobacco powder having a size of less than 50 μm. Obtained. Tobacco powder thus obtained: 1000 g, CMC (carboxymethyl cellulose): 50 g and glycerin: 100 g were mixed, and 300 g of water was added to the resulting mixture and kneaded. The resulting kneaded product is put into a wet extrusion granulator (TDG-80A-1, manufactured by Dalton Co., Ltd.) and granulated into long columns under the conditions of pressure: 250 kN and temperature: 80 ° C., and then spherically. After sizing, tobacco granules (spherical) (particle size: 250-500 μm, average particle size (D50): 352 μm) were obtained.
Tobacco granules (spherical) (particle size: 500 to 850 µm, average particle size (D50): 643 µm) were prepared in the same manner as described above, except that the granulation conditions of the wet extrusion granulator were changed to pressure: 200 kN and temperature: 75°C. ).
The particle size of the above granules was dried at 100° C. for 2 hours, and then measured by laser diffraction under dry conditions using a scattering particle size distribution analyzer (Partica, manufactured by Yamato Scientific Co., Ltd.). .
そして、上記のようにして得られた各たばこ顆粒:50gに対して、その外部から、噴霧装置(ガラス噴霧器、アズワン株式会社製)を使用して0.1MPaの圧力条件下で、ニコチン((-)-ニコチン、富士フィルム和光純薬株式会社製):1gを10gの水に溶解した溶液、及びメンソール(l-メンソール、富士フィルム和光純薬株式会社製):10gをプロピレングリコール(PG)10gに50℃以上に加温した状態で溶解した溶液をそれぞれ散布した。このようにして、100mg当たり2.179mgのニコチン及び6.190mgのメンソールがその表面に付着したたばこ顆粒(たばこ顆粒全体に対する、ニコチンの含有量及びメンソールの含有量がそれぞれ2.179重量%及び6.190重量%、粒径250~500μm、平均粒径(D50)352μm)(以下「たばこ顆粒A」という)、並びに100mg当たり2.125mgのニコチン及び6.584mgのメンソールがその表面に付着したたばこ顆粒(たばこ顆粒全体に対する、ニコチンの含有量及びメンソールの含有量がそれぞれ2.125重量%及び6.584重量%、粒径500~850μm、平均粒径(D50)643μm)(以下「たばこ顆粒B」という)を得た。
Then, 50 g of each tobacco granule obtained as described above was sprayed with nicotine (( -)-nicotine, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.): a solution of 1 g dissolved in 10 g of water, and menthol (l-menthol, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.): 10 g of propylene glycol (PG) and 10 g The dissolved solution was sprayed on each of them in a state of being heated to 50°C or higher. In this way, tobacco granules with 2.179 mg nicotine and 6.190 mg menthol per 100 mg adhered to the surface thereof (with respect to the total tobacco granules, the nicotine content and menthol content are 2.179% by weight and 6.179% by weight, respectively). .190% by weight, particle size 250-500 μm, average particle size (D50) 352 μm) (hereinafter referred to as “tobacco granules A”), and 2.125 mg nicotine and 6.584 mg menthol per 100 mg of tobacco attached to its surface Granules (with respect to the total tobacco granules, the nicotine content and menthol content are 2.125% by weight and 6.584% by weight, respectively, particle size 500 to 850 μm, average particle size (D50) 643 μm) (hereinafter “tobacco granules B ) was obtained.
上述の項目「1.香味吸引物品用材料」に記載の式(1)に基づいて、たばこ顆粒A及びBの1つ当たりの表面積を算出すると、それぞれ0.196~0.785mm2(平均値0.442mm2)及び0.785~2.270mm2(平均値1.431mm2)となった。
Based on the formula (1) described in the above item "1. Material for flavor inhalation articles", the surface area per tobacco granules A and B is calculated to be 0.196 to 0.785 mm 2 (average value 0.442 mm 2 ) and 0.785 to 2.270 mm 2 (average value 1.431 mm 2 ).
(たばこ顆粒から放出されるニコチン及びメンソールの分析)
空の無底円筒体(材質:紙、内径約6.8mm)に、上述のようにして得られたたばこ顆粒A又はBを100mg、200mg、又は300mg充填した後、当該円筒体の両端にアセテートフィルター(日本フィルター工業株式会社製)を配置して当該たばこ顆粒を密封した。円筒体に配置した片方のアセテートフィルターに隣接して、円筒体側から、ガラス繊維フィルター(商品名:CambridgeFilter44mm、Borgwaldt社製)及び喫煙器(一本掛け喫煙器、Borgwaldt社製)を順に配置した。たばこ顆粒を収容した円筒体を外部からヒーター(設定温度:55℃又は70℃)により加熱して蒸気及びエアロゾルを発生させ、発生した蒸気及びエアロゾルを喫煙器により吸引した。吸引は、CIR法(カナダ強制喫煙条件法)に基づき、1パフ当たり55ml/2秒とし(1パフは30秒間隔、すなわち2秒間吸引して28秒間待機すること)、計10パフ行った。そして、10パフ後にガラス繊維フィルターにより捕集されたニコチン及びメンソールの量を定量することにより、10パフ当たりのニコチン又はメンソールの捕集量(吸入量)の値を得た。当該定量は、捕集された成分をイソプロパノール(IPA) 10mlを抽出溶媒とし、20分間、200rpmの条件で振とう抽出し、得られた抽出液を以下の条件でGC分析することにより行った。 (Analysis of nicotine and menthol released from tobacco granules)
After 100 mg, 200 mg, or 300 mg of tobacco granules A or B obtained as described above were filled in an empty bottomless cylinder (material: paper, inner diameter of about 6.8 mm), acetate was placed on both ends of the cylinder. A filter (manufactured by Japan Filter Industry Co., Ltd.) was arranged to seal the tobacco granules. A glass fiber filter (trade name: Cambridge Filter 44 mm, manufactured by Borgwald) and a smoking device (one-piece smoking device, manufactured by Borgwald) were placed in this order from the cylindrical body side adjacent to one acetate filter placed in the cylindrical body. A cylindrical body containing tobacco granules was externally heated by a heater (set temperature: 55° C. or 70° C.) to generate steam and aerosol, and the generated steam and aerosol were inhaled with a smoking device. Based on the CIR method (Canadian Compulsory Smoking Condition Law), 1 puff was 55 ml/2 seconds (1 puff is an interval of 30 seconds, i.e., suction for 2 seconds and waiting for 28 seconds), and a total of 10 puffs were performed. After 10 puffs, the amount of nicotine and menthol collected by the glass fiber filter was quantified to obtain the amount of nicotine or menthol collected (inhaled amount) per 10 puffs. The quantification was carried out by extracting the collected components with 10 ml of isopropanol (IPA) as an extraction solvent with shaking at 200 rpm for 20 minutes, and subjecting the resulting extract to GC analysis under the following conditions.
空の無底円筒体(材質:紙、内径約6.8mm)に、上述のようにして得られたたばこ顆粒A又はBを100mg、200mg、又は300mg充填した後、当該円筒体の両端にアセテートフィルター(日本フィルター工業株式会社製)を配置して当該たばこ顆粒を密封した。円筒体に配置した片方のアセテートフィルターに隣接して、円筒体側から、ガラス繊維フィルター(商品名:CambridgeFilter44mm、Borgwaldt社製)及び喫煙器(一本掛け喫煙器、Borgwaldt社製)を順に配置した。たばこ顆粒を収容した円筒体を外部からヒーター(設定温度:55℃又は70℃)により加熱して蒸気及びエアロゾルを発生させ、発生した蒸気及びエアロゾルを喫煙器により吸引した。吸引は、CIR法(カナダ強制喫煙条件法)に基づき、1パフ当たり55ml/2秒とし(1パフは30秒間隔、すなわち2秒間吸引して28秒間待機すること)、計10パフ行った。そして、10パフ後にガラス繊維フィルターにより捕集されたニコチン及びメンソールの量を定量することにより、10パフ当たりのニコチン又はメンソールの捕集量(吸入量)の値を得た。当該定量は、捕集された成分をイソプロパノール(IPA) 10mlを抽出溶媒とし、20分間、200rpmの条件で振とう抽出し、得られた抽出液を以下の条件でGC分析することにより行った。 (Analysis of nicotine and menthol released from tobacco granules)
After 100 mg, 200 mg, or 300 mg of tobacco granules A or B obtained as described above were filled in an empty bottomless cylinder (material: paper, inner diameter of about 6.8 mm), acetate was placed on both ends of the cylinder. A filter (manufactured by Japan Filter Industry Co., Ltd.) was arranged to seal the tobacco granules. A glass fiber filter (trade name: Cambridge Filter 44 mm, manufactured by Borgwald) and a smoking device (one-piece smoking device, manufactured by Borgwald) were placed in this order from the cylindrical body side adjacent to one acetate filter placed in the cylindrical body. A cylindrical body containing tobacco granules was externally heated by a heater (set temperature: 55° C. or 70° C.) to generate steam and aerosol, and the generated steam and aerosol were inhaled with a smoking device. Based on the CIR method (Canadian Compulsory Smoking Condition Law), 1 puff was 55 ml/2 seconds (1 puff is an interval of 30 seconds, i.e., suction for 2 seconds and waiting for 28 seconds), and a total of 10 puffs were performed. After 10 puffs, the amount of nicotine and menthol collected by the glass fiber filter was quantified to obtain the amount of nicotine or menthol collected (inhaled amount) per 10 puffs. The quantification was carried out by extracting the collected components with 10 ml of isopropanol (IPA) as an extraction solvent with shaking at 200 rpm for 20 minutes, and subjecting the resulting extract to GC analysis under the following conditions.
<GC分析条件>
注入口温度:240℃
オーブン温度:150℃で1.3分間保持後、70℃/minで240℃まで昇温し、5分間保持
カラム:商品名:DB-WAX 10m×0.18mm×0.18μm、Agilent社製
検出器:FID <GC analysis conditions>
Inlet temperature: 240°C
Oven temperature: Hold at 150°C for 1.3 minutes, then heat up to 240°C at 70°C/min and hold for 5 minutes Column: Trade name: DB-WAX 10m × 0.18mm × 0.18μm, manufactured by Agilent Detection Instrument: FID
注入口温度:240℃
オーブン温度:150℃で1.3分間保持後、70℃/minで240℃まで昇温し、5分間保持
カラム:商品名:DB-WAX 10m×0.18mm×0.18μm、Agilent社製
検出器:FID <GC analysis conditions>
Inlet temperature: 240°C
Oven temperature: Hold at 150°C for 1.3 minutes, then heat up to 240°C at 70°C/min and hold for 5 minutes Column: Trade name: DB-WAX 10m × 0.18mm × 0.18μm, manufactured by Agilent Detection Instrument: FID
また、ガラス繊維フィルターの喫煙後の重量からガラス繊維フィルターの喫煙前の重量を差し引いて、ガラス繊維フィルターの喫煙前後の重量差を算出し、当該重量差を喫煙器によって吸引された蒸気及びエアロゾルに含まれる全粒子状物質(TPM:total particulate matter)の量とした。
さらに、ニコチン及びメンソールのそれぞれについて、ニコチン又はメンソールの充填量に対する10パフ当たりの捕集量の割合(10パフ当たりの捕集量/充填量 ×100)(以下「10回吸引当たりのリリース効率」という)を算出した。
得られた結果を表1並びに図3及び4に示す。 In addition, the weight of the glass fiber filter before smoking is subtracted from the weight of the glass fiber filter after smoking to calculate the difference in weight of the glass fiber filter before and after smoking, and the weight difference is transferred to the vapor and aerosol inhaled by the smoking device. It is the amount of total particulate matter (TPM) contained.
Furthermore, for each of nicotine and menthol, the ratio of the amount captured per 10 puffs to the filling amount of nicotine or menthol (capture amount per 10 puffs/filling amount × 100) (hereinafter "release efficiency per 10 suctions" ) was calculated.
The results obtained are shown in Table 1 and FIGS.
さらに、ニコチン及びメンソールのそれぞれについて、ニコチン又はメンソールの充填量に対する10パフ当たりの捕集量の割合(10パフ当たりの捕集量/充填量 ×100)(以下「10回吸引当たりのリリース効率」という)を算出した。
得られた結果を表1並びに図3及び4に示す。 In addition, the weight of the glass fiber filter before smoking is subtracted from the weight of the glass fiber filter after smoking to calculate the difference in weight of the glass fiber filter before and after smoking, and the weight difference is transferred to the vapor and aerosol inhaled by the smoking device. It is the amount of total particulate matter (TPM) contained.
Furthermore, for each of nicotine and menthol, the ratio of the amount captured per 10 puffs to the filling amount of nicotine or menthol (capture amount per 10 puffs/filling amount × 100) (hereinafter "release efficiency per 10 suctions" ) was calculated.
The results obtained are shown in Table 1 and FIGS.

実施例1~12の香味吸引物品用材料は、セルロース系基材とニコチンとを混合してなる香味吸引物品用材料である。
表1並びに図3及び4の結果より、実施例1~12の香味吸引物品用材料は、加熱温度を70℃という、従来の200℃以上に比べて低い温度にしても、10回吸引当たりのニコチンのリリース効率が1.8%以上となり、ニコチンを放出しやすいことがわかった。加えて、実施例1~12の香味吸引物品用材料は、加熱温度を70℃という低い温度にしても、10回吸引当たりのメンソールのリリース効率が7%以上となり、メンソールを放出しやすいことがわかった。 The materials for flavor inhaling articles of Examples 1 to 12 are materials for flavor inhaling articles obtained by mixing a cellulosic base material and nicotine.
From the results in Table 1 and FIGS. 3 and 4, the materials for flavor inhalation articles of Examples 1 to 12 were heated to 70° C., which is lower than the conventional heating temperature of 200° C. or higher. The nicotine release efficiency was 1.8% or higher, indicating that nicotine is easily released. In addition, the materials for flavor inhalation articles of Examples 1 to 12 have a menthol release efficiency of 7% or more per 10 inhalations even when the heating temperature is as low as 70°C, indicating that menthol is easily released. have understood.
表1並びに図3及び4の結果より、実施例1~12の香味吸引物品用材料は、加熱温度を70℃という、従来の200℃以上に比べて低い温度にしても、10回吸引当たりのニコチンのリリース効率が1.8%以上となり、ニコチンを放出しやすいことがわかった。加えて、実施例1~12の香味吸引物品用材料は、加熱温度を70℃という低い温度にしても、10回吸引当たりのメンソールのリリース効率が7%以上となり、メンソールを放出しやすいことがわかった。 The materials for flavor inhaling articles of Examples 1 to 12 are materials for flavor inhaling articles obtained by mixing a cellulosic base material and nicotine.
From the results in Table 1 and FIGS. 3 and 4, the materials for flavor inhalation articles of Examples 1 to 12 were heated to 70° C., which is lower than the conventional heating temperature of 200° C. or higher. The nicotine release efficiency was 1.8% or higher, indicating that nicotine is easily released. In addition, the materials for flavor inhalation articles of Examples 1 to 12 have a menthol release efficiency of 7% or more per 10 inhalations even when the heating temperature is as low as 70°C, indicating that menthol is easily released. have understood.
さらに、実施例1~12の香味吸引物品用材料は、加熱温度を上記70℃から更に下げて55℃という極めて低い温度にしても、10回吸引当たりのニコチンのリリース効率が0.6%以上となり、依然としてニコチンを放出しやすいことがわかった。加えて、実施例1~12の香味吸引物品用材料は、加熱温度を55℃という極めて低い温度にしても、10回吸引当たりのメンソールのリリース効率が4%以上となり、依然としてメンソールを放出しやすいことがわかった。
Furthermore, the materials for flavor inhalation articles of Examples 1 to 12 had a nicotine release efficiency of 0.6% or more per 10 inhalations even when the heating temperature was further lowered from 70°C to an extremely low temperature of 55°C. , and it was found that nicotine is still easily released. In addition, the materials for flavor inhalation articles of Examples 1 to 12 had a menthol release efficiency of 4% or more per 10 inhalations, even when the heating temperature was set to an extremely low temperature of 55°C, and menthol is still easily released. I understand.
実施例1~12の香味吸引物品用材料は、たばこ顆粒の外部からニコチン及びメンソールを供給して形成しているため、ニコチン及びメンソールは、香味吸引物品用材料の表面及び当該表面に形成された孔の内部に付着していると考えられる。香味吸引物品用材料の表面及び当該孔の内部に付着しているニコチン及びメンソールは、香味吸引物品用材料の元々の成分に起因して内部に存在するニコチン等に比べて、外部表面に近い箇所に存在しているため、より放出されやすいと考えられる。そのため、加熱温度が低い場合でもニコチン及びメンソールが十分に外部に放出され、リリース効率が高くなったと考えられる。
Since the materials for flavor inhalation articles of Examples 1 to 12 were formed by supplying nicotine and menthol from the outside of tobacco granules, nicotine and menthol were formed on the surface of the material for flavor inhalation articles and on the surface. It is believed that they adhere to the inside of the pores. Nicotine and menthol adhering to the surface of the material for flavor inhalation articles and the inside of the pores are closer to the external surface than nicotine, etc. existing inside due to the original ingredients of the material for flavor inhalation articles. It is thought that it is more easily released because it exists in Therefore, even when the heating temperature is low, nicotine and menthol are sufficiently released to the outside, and the release efficiency is considered to be high.
また、表1並びに図3及び4の結果より、同じ加熱温度でも、粒径が大きいたばこ顆粒Bに比べて粒径が小さいたばこ顆粒Aの方が、10回吸引当たりのニコチンのリリース効率が高くなる傾向があることがわかった。この点について、たばこ顆粒の充填量が同じ場合、たばこ顆粒の粒径が小さくなるにつれて、全てのたばこ顆粒の合計の表面積が大きくなると考えられる。このように表面積が大きくなることにより、たばこ顆粒の表面に存在しリリースされるニコチン量が増えるため、ニコチンのリリース効率が高くなると考えられる。
さらに、ニコチンの充填量が低くなればなる程、10回吸引当たりのニコチンのリリース効率が高くなる傾向があることがわかった。この点について、たばこ顆粒の粒径が同じ場合、ニコチンの充填量が低くなるにつれて、たばこ顆粒の表面に付着するニコチンの層が薄くなると考えられる。ニコチンの層が厚いと当該層の下方にあるニコチンがリリースされにくいと考えられる。一方、ニコチンの層が薄いと当該層全体からニコチンがリリースされやすくなり、このため、ニコチンのリリース効率が高くなると考えられる。
ニコチンに関して見られるこれらの傾向は、メンソールのリリース効率にも同様にして見られた。これらのメンソールのリリース効率の傾向もメンソールと同様の原因により発生していると思われる。 Further, from the results in Table 1 and FIGS. 3 and 4, even at the same heating temperature, tobacco granules A, which have a smaller particle size, have a higher nicotine release efficiency per 10 inhalations than tobacco granules B, which have a larger particle size. It was found that there is a tendency In this regard, it is considered that the total surface area of all the tobacco granules increases as the particle size of the tobacco granules decreases when the tobacco granules have the same filling amount. Such an increase in surface area is thought to increase the amount of nicotine present on the surface of the tobacco granules to be released, thereby increasing the nicotine release efficiency.
Furthermore, it was found that the lower the nicotine loading, the higher the nicotine release efficiency per 10 puffs. In this regard, when the particle size of the tobacco granules is the same, the lower the nicotine filling amount, the thinner the nicotine layer adhering to the surface of the tobacco granules. It is believed that if the nicotine layer is thick, the nicotine below the layer is less likely to be released. On the other hand, if the nicotine layer is thin, the nicotine is more likely to be released from the entire layer, which is thought to increase the nicotine release efficiency.
These trends seen for nicotine were similarly seen for menthol release efficiency. It is believed that these trends in release efficiency of menthol are caused by the same cause as menthol.
さらに、ニコチンの充填量が低くなればなる程、10回吸引当たりのニコチンのリリース効率が高くなる傾向があることがわかった。この点について、たばこ顆粒の粒径が同じ場合、ニコチンの充填量が低くなるにつれて、たばこ顆粒の表面に付着するニコチンの層が薄くなると考えられる。ニコチンの層が厚いと当該層の下方にあるニコチンがリリースされにくいと考えられる。一方、ニコチンの層が薄いと当該層全体からニコチンがリリースされやすくなり、このため、ニコチンのリリース効率が高くなると考えられる。
ニコチンに関して見られるこれらの傾向は、メンソールのリリース効率にも同様にして見られた。これらのメンソールのリリース効率の傾向もメンソールと同様の原因により発生していると思われる。 Further, from the results in Table 1 and FIGS. 3 and 4, even at the same heating temperature, tobacco granules A, which have a smaller particle size, have a higher nicotine release efficiency per 10 inhalations than tobacco granules B, which have a larger particle size. It was found that there is a tendency In this regard, it is considered that the total surface area of all the tobacco granules increases as the particle size of the tobacco granules decreases when the tobacco granules have the same filling amount. Such an increase in surface area is thought to increase the amount of nicotine present on the surface of the tobacco granules to be released, thereby increasing the nicotine release efficiency.
Furthermore, it was found that the lower the nicotine loading, the higher the nicotine release efficiency per 10 puffs. In this regard, when the particle size of the tobacco granules is the same, the lower the nicotine filling amount, the thinner the nicotine layer adhering to the surface of the tobacco granules. It is believed that if the nicotine layer is thick, the nicotine below the layer is less likely to be released. On the other hand, if the nicotine layer is thin, the nicotine is more likely to be released from the entire layer, which is thought to increase the nicotine release efficiency.
These trends seen for nicotine were similarly seen for menthol release efficiency. It is believed that these trends in release efficiency of menthol are caused by the same cause as menthol.
以上より、本願の香味吸引物品用材料は、低い加熱温度で使用可能であることがわかった。
From the above, it was found that the material for flavor inhaling articles of the present application can be used at a low heating temperature.
以下に参考例等を挙げて第1の態様を説明する。
[参考例1]
たばこラミナ(葉たばこ)をホソカワミクロンACM機にて乾式粉砕し、たばこ粉末を得た。該たばこ粉末について、マスターサイザー(商品名、スペクトリス株式会社マルバーン・パナリティカル事業部製)を用いて、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)を測定したところ、200μmであった。 The first aspect will be described below with reference examples and the like.
[Reference example 1]
Tobacco lamina (leaf tobacco) was dry pulverized with a Hosokawa Micron ACM machine to obtain tobacco powder. For the tobacco powder, the cumulative 90% particle diameter (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is measured using a Mastersizer (trade name, manufactured by Spectris Co., Ltd., Malvern Panalytical Division). As a result, it was 200 μm.
[参考例1]
たばこラミナ(葉たばこ)をホソカワミクロンACM機にて乾式粉砕し、たばこ粉末を得た。該たばこ粉末について、マスターサイザー(商品名、スペクトリス株式会社マルバーン・パナリティカル事業部製)を用いて、乾式レーザー回折法により測定される体積基準の粒度分布における累積90%粒子径(D90)を測定したところ、200μmであった。 The first aspect will be described below with reference examples and the like.
[Reference example 1]
Tobacco lamina (leaf tobacco) was dry pulverized with a Hosokawa Micron ACM machine to obtain tobacco powder. For the tobacco powder, the cumulative 90% particle diameter (D90) in the volume-based particle size distribution measured by the dry laser diffraction method is measured using a Mastersizer (trade name, manufactured by Spectris Co., Ltd., Malvern Panalytical Division). As a result, it was 200 μm.
前記たばこ粉末をたばこ原料として用いて、圧延法にてたばこシートを製造した。具体的には、前記たばこ原料77重量部と、エアロゾル生成基材としてのグリセリン12重量部と、成型剤としてのカルボキシメチルセルロース1重量部と、ファイバー状材料としてのファイバー状パルプ(キャンフォー社製パルプの乾式解繊品)10重量部とを混合し、押出成形機にて混練した。混練物を2対の金属製ロールにてシート状に成型し、80℃の熱風循環式オーブンにて乾燥してたばこシートを得た。該たばこシートをシュレッダーにて0.8mm×9.5mmのサイズに裁刻した。
Using the tobacco powder as a tobacco raw material, a tobacco sheet was produced by a rolling method. Specifically, 77 parts by weight of the tobacco raw material, 12 parts by weight of glycerin as an aerosol-generating base material, 1 part by weight of carboxymethyl cellulose as a molding agent, and fibrous pulp as a fibrous material (canfor pulp 10 parts by weight of the dry defibrated product) were mixed and kneaded in an extruder. The kneaded product was formed into a sheet by two pairs of metal rolls and dried in a hot air circulating oven at 80° C. to obtain a tobacco sheet. The tobacco sheet was shredded to a size of 0.8 mm×9.5 mm using a shredder.
裁刻されたたばこシートについて、膨嵩性を測定した。具体的には、裁刻されたたばこシートを22℃、60%の調和室内で48時間存置した後、DD-60A(商品名、ボルグワルド社製)にて膨嵩性を測定した。測定は、裁刻されたたばこシート15gを内径60mmの円筒形容器に入れ、3kg荷重で30秒圧縮した時の容積を求めることで行った。結果を表2に示す。なお、表1において膨嵩性は、後述する比較例1の膨嵩性の値を基準として、該基準値に対する膨嵩性の増加率(%)で示した。
The swelling properties of the shredded tobacco sheets were measured. Specifically, the cut tobacco sheets were left in a conditioning room at 22° C. and 60% for 48 hours, and then measured for swelling with DD-60A (trade name, manufactured by Borgwald). The measurement was carried out by placing 15 g of cut tobacco sheets in a cylindrical container having an inner diameter of 60 mm and compressing the container with a load of 3 kg for 30 seconds to determine the volume. Table 2 shows the results. In addition, in Table 1, the swelling property is shown as an increase rate (%) of the swelling property with respect to the reference value of the swelling property value of Comparative Example 1 described later.
[参考比較例1]
参考例1と同様にたばこ粉末を調製した。該たばこ粉末をたばこ原料として用いて、圧延法にてたばこシートを製造した。具体的には、前記たばこ原料87重量部と、エアロゾル生成基材としてのグリセリン12重量部と、成型剤としてのカルボキシメチルセルロース1重量部とを混合し、押出成形機にて混練した。混練物を2対の金属製ロールにてシート状に成型し、80℃の熱風循環式オーブンにて乾燥してたばこシートを得た。該たばこシートをシュレッダーにて0.8mm×9.5mmのサイズに裁刻した。裁刻されたたばこシートについて、参考例1と同様に膨嵩性を測定した。結果を表2に示す。 [Reference Comparative Example 1]
Tobacco powder was prepared in the same manner as in Reference Example 1. Using the tobacco powder as a tobacco raw material, a tobacco sheet was produced by a rolling method. Specifically, 87 parts by weight of the tobacco raw material, 12 parts by weight of glycerin as an aerosol-generating base material, and 1 part by weight of carboxymethyl cellulose as a molding agent were mixed and kneaded by an extruder. The kneaded product was formed into a sheet by two pairs of metal rolls and dried in a hot air circulating oven at 80° C. to obtain a tobacco sheet. The tobacco sheet was shredded to a size of 0.8 mm×9.5 mm using a shredder. The swelling properties of the cut tobacco sheets were measured in the same manner as in Reference Example 1. Table 2 shows the results.
参考例1と同様にたばこ粉末を調製した。該たばこ粉末をたばこ原料として用いて、圧延法にてたばこシートを製造した。具体的には、前記たばこ原料87重量部と、エアロゾル生成基材としてのグリセリン12重量部と、成型剤としてのカルボキシメチルセルロース1重量部とを混合し、押出成形機にて混練した。混練物を2対の金属製ロールにてシート状に成型し、80℃の熱風循環式オーブンにて乾燥してたばこシートを得た。該たばこシートをシュレッダーにて0.8mm×9.5mmのサイズに裁刻した。裁刻されたたばこシートについて、参考例1と同様に膨嵩性を測定した。結果を表2に示す。 [Reference Comparative Example 1]
Tobacco powder was prepared in the same manner as in Reference Example 1. Using the tobacco powder as a tobacco raw material, a tobacco sheet was produced by a rolling method. Specifically, 87 parts by weight of the tobacco raw material, 12 parts by weight of glycerin as an aerosol-generating base material, and 1 part by weight of carboxymethyl cellulose as a molding agent were mixed and kneaded by an extruder. The kneaded product was formed into a sheet by two pairs of metal rolls and dried in a hot air circulating oven at 80° C. to obtain a tobacco sheet. The tobacco sheet was shredded to a size of 0.8 mm×9.5 mm using a shredder. The swelling properties of the cut tobacco sheets were measured in the same manner as in Reference Example 1. Table 2 shows the results.

表より、本実施形態に係るたばこシートである参考例1のたばこシートでは、ファイバー状材料を含まない比較例1のたばこシートと比較して膨嵩性が向上した。なお、参考例1では圧延法にてたばこシートを製造したが、キャスト法にて同様にたばこシートを製造した場合にも、膨嵩性が向上した。
As can be seen from the table, the tobacco sheet of Reference Example 1, which is the tobacco sheet according to the present embodiment, has improved swelling properties compared to the tobacco sheet of Comparative Example 1, which does not contain a fibrous material. In Reference Example 1, the tobacco sheet was produced by the rolling method, but when the tobacco sheet was similarly produced by the casting method, the swelling property was improved.
以下に実施態様を示す。
[1] セルロース系基材とニコチンとを混合してなる、香味吸引物品用材料。
[2] 前記ニコチンが、前記セルロース系基材の外部から供給された成分であり、少なくともその一部は前記セルロース系基材表面に存在する、[1]に記載の香味吸引物品用材料。
[3] 前記ニコチンが、合成ニコチン、単離ニコチン、およびこれらの組合せからなる群から選択される、[1]又は[2]に記載の香味吸引物品用材料。
[4] 前記香味吸引物品用材料全体に対する前記ニコチンの含有量が、2重量%以上である、[1]~[3]のいずれか1つに記載の香味吸引物品用材料。
[5] メンソールを更に含む、[1]~[4]のいずれか1つに記載の香味吸引物品用材料。
[6] 前記香味吸引物品用材料全体に対する前記メンソールの含有量が、6重量%以上である、[5]に記載の香味吸引物品用材料。
[7] 顆粒又はシートの形態である、[1]~[6]のいずれか1つに記載の香味吸引物品用材料。
[8] 顆粒の形態であり、前記顆粒の粒径が250μm以上である、[7]に記載の香味吸引物品用材料。
[9] 顆粒の形態であり、前記顆粒の1つ当たりの表面積が0.1~2.5mm2である、[7]又は[8]に記載の香味吸引物品用材料。
[10] 55℃における加熱吸引時の10回吸引当たりのニコチンのリリース効率が0.6%以上である、[1]~[9]のいずれか1つに記載の香味吸引物品用材料。
[11] 55℃における加熱吸引時の10回吸引当たりのメンソールのリリース効率が4%以上である、[5]又は[6]に記載の香味吸引物品用材料。
[12] 70℃における加熱吸引時の10回吸引当たりのニコチンのリリース効率が1.8%以上である、[1]~[11]のいずれか1つに記載の香味吸引物品用材料。
[13] 70℃における加熱吸引時の10回吸引当たりのメンソールのリリース効率が7%以上である、[5]、[6]、又は[11]に記載の香味吸引物品用材料。
[14] [1]~[13]のいずれか1つに記載の香味吸引物品用材料を含む、加熱型香味吸引物品。
[15] 前記香味吸引物品用材料を収納したパウチを更に含む、[14]に記載の加熱型香味吸引物品。
[16] 前記パウチが不織布パウチである、[15]に記載の加熱型香味吸引物品。
[17] [1]~[13]のいずれ1つに記載の香味吸引物品用材料の製造方法であって、
前記セルロース系基材及び前記ニコチンを準備する工程、及び
前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を含む、前記香味吸引物品用材料の製造方法。 Embodiments are shown below.
[1] A material for flavor inhalation articles, which is obtained by mixing a cellulosic base material and nicotine.
[2] The material for flavor inhaling articles according to [1], wherein the nicotine is a component supplied from the outside of the cellulosic substrate, and at least a portion thereof exists on the surface of the cellulosic substrate.
[3] The material for flavor inhalation articles according to [1] or [2], wherein the nicotine is selected from the group consisting of synthetic nicotine, isolated nicotine, and combinations thereof.
[4] The material for flavor inhaling articles according to any one of [1] to [3], wherein the nicotine content relative to the entire material for flavor inhaling articles is 2% by weight or more.
[5] The material for flavor inhaling articles according to any one of [1] to [4], further comprising menthol.
[6] The material for flavor inhaling articles according to [5], wherein the content of the menthol relative to the entire material for flavor inhaling articles is 6% by weight or more.
[7] The material for flavor inhalation articles according to any one of [1] to [6], which is in the form of granules or sheets.
[8] The material for flavor inhalation articles according to [7], which is in the form of granules and has a particle size of 250 μm or more.
[9] The material for flavor inhalation articles according to [7] or [8], which is in the form of granules and has a surface area of 0.1 to 2.5 mm 2 per granule.
[10] The material for flavor inhalation articles according to any one of [1] to [9], wherein the nicotine release efficiency per 10 inhalations during heated inhalation at 55°C is 0.6% or more.
[11] The material for flavor inhalation articles according to [5] or [6], which has a menthol release efficiency of 4% or more per 10 inhalations during heated inhalation at 55°C.
[12] The material for flavor inhalation articles according to any one of [1] to [11], which has a nicotine release efficiency of 1.8% or more per 10 inhalations with heating at 70°C.
[13] The material for flavor inhalation articles according to [5], [6], or [11], wherein the release efficiency of menthol per 10 inhalations during heat inhalation at 70°C is 7% or more.
[14] A heated flavor inhalation article comprising the material for flavor inhalation articles according to any one of [1] to [13].
[15] The heated flavor inhalation article according to [14], further comprising a pouch containing the material for the flavor inhalation article.
[16] The heated flavor inhalation article according to [15], wherein the pouch is a non-woven fabric pouch.
[17] A method for producing the material for flavor inhaling articles according to any one of [1] to [13],
providing the cellulosic substrate and the nicotine; and supplying the nicotine from outside the cellulosic substrate and applying at least a portion of the nicotine to the surface of the cellulosic substrate. A method for producing a material for flavor inhalation articles.
[1] セルロース系基材とニコチンとを混合してなる、香味吸引物品用材料。
[2] 前記ニコチンが、前記セルロース系基材の外部から供給された成分であり、少なくともその一部は前記セルロース系基材表面に存在する、[1]に記載の香味吸引物品用材料。
[3] 前記ニコチンが、合成ニコチン、単離ニコチン、およびこれらの組合せからなる群から選択される、[1]又は[2]に記載の香味吸引物品用材料。
[4] 前記香味吸引物品用材料全体に対する前記ニコチンの含有量が、2重量%以上である、[1]~[3]のいずれか1つに記載の香味吸引物品用材料。
[5] メンソールを更に含む、[1]~[4]のいずれか1つに記載の香味吸引物品用材料。
[6] 前記香味吸引物品用材料全体に対する前記メンソールの含有量が、6重量%以上である、[5]に記載の香味吸引物品用材料。
[7] 顆粒又はシートの形態である、[1]~[6]のいずれか1つに記載の香味吸引物品用材料。
[8] 顆粒の形態であり、前記顆粒の粒径が250μm以上である、[7]に記載の香味吸引物品用材料。
[9] 顆粒の形態であり、前記顆粒の1つ当たりの表面積が0.1~2.5mm2である、[7]又は[8]に記載の香味吸引物品用材料。
[10] 55℃における加熱吸引時の10回吸引当たりのニコチンのリリース効率が0.6%以上である、[1]~[9]のいずれか1つに記載の香味吸引物品用材料。
[11] 55℃における加熱吸引時の10回吸引当たりのメンソールのリリース効率が4%以上である、[5]又は[6]に記載の香味吸引物品用材料。
[12] 70℃における加熱吸引時の10回吸引当たりのニコチンのリリース効率が1.8%以上である、[1]~[11]のいずれか1つに記載の香味吸引物品用材料。
[13] 70℃における加熱吸引時の10回吸引当たりのメンソールのリリース効率が7%以上である、[5]、[6]、又は[11]に記載の香味吸引物品用材料。
[14] [1]~[13]のいずれか1つに記載の香味吸引物品用材料を含む、加熱型香味吸引物品。
[15] 前記香味吸引物品用材料を収納したパウチを更に含む、[14]に記載の加熱型香味吸引物品。
[16] 前記パウチが不織布パウチである、[15]に記載の加熱型香味吸引物品。
[17] [1]~[13]のいずれ1つに記載の香味吸引物品用材料の製造方法であって、
前記セルロース系基材及び前記ニコチンを準備する工程、及び
前記ニコチンを、前記セルロース系基材の外部から供給して、少なくともその一部を前記セルロース系基材の表面に付与する工程を含む、前記香味吸引物品用材料の製造方法。 Embodiments are shown below.
[1] A material for flavor inhalation articles, which is obtained by mixing a cellulosic base material and nicotine.
[2] The material for flavor inhaling articles according to [1], wherein the nicotine is a component supplied from the outside of the cellulosic substrate, and at least a portion thereof exists on the surface of the cellulosic substrate.
[3] The material for flavor inhalation articles according to [1] or [2], wherein the nicotine is selected from the group consisting of synthetic nicotine, isolated nicotine, and combinations thereof.
[4] The material for flavor inhaling articles according to any one of [1] to [3], wherein the nicotine content relative to the entire material for flavor inhaling articles is 2% by weight or more.
[5] The material for flavor inhaling articles according to any one of [1] to [4], further comprising menthol.
[6] The material for flavor inhaling articles according to [5], wherein the content of the menthol relative to the entire material for flavor inhaling articles is 6% by weight or more.
[7] The material for flavor inhalation articles according to any one of [1] to [6], which is in the form of granules or sheets.
[8] The material for flavor inhalation articles according to [7], which is in the form of granules and has a particle size of 250 μm or more.
[9] The material for flavor inhalation articles according to [7] or [8], which is in the form of granules and has a surface area of 0.1 to 2.5 mm 2 per granule.
[10] The material for flavor inhalation articles according to any one of [1] to [9], wherein the nicotine release efficiency per 10 inhalations during heated inhalation at 55°C is 0.6% or more.
[11] The material for flavor inhalation articles according to [5] or [6], which has a menthol release efficiency of 4% or more per 10 inhalations during heated inhalation at 55°C.
[12] The material for flavor inhalation articles according to any one of [1] to [11], which has a nicotine release efficiency of 1.8% or more per 10 inhalations with heating at 70°C.
[13] The material for flavor inhalation articles according to [5], [6], or [11], wherein the release efficiency of menthol per 10 inhalations during heat inhalation at 70°C is 7% or more.
[14] A heated flavor inhalation article comprising the material for flavor inhalation articles according to any one of [1] to [13].
[15] The heated flavor inhalation article according to [14], further comprising a pouch containing the material for the flavor inhalation article.
[16] The heated flavor inhalation article according to [15], wherein the pouch is a non-woven fabric pouch.
[17] A method for producing the material for flavor inhaling articles according to any one of [1] to [13],
providing the cellulosic substrate and the nicotine; and supplying the nicotine from outside the cellulosic substrate and applying at least a portion of the nicotine to the surface of the cellulosic substrate. A method for producing a material for flavor inhalation articles.
(1)ファイバー状材料を含む非燃焼加熱型香味吸引器用たばこシート。
(2)前記たばこシート100重量%に含まれる前記ファイバー状材料の割合が5~50重量%である、(1)に記載の非燃焼加熱型香味吸引器用たばこシート。
(3)前記ファイバー状材料が、ファイバー状パルプ、ファイバー状たばこ材料及びファイバー状合成セルロースからなる群から選択される少なくとも一つである、(1)又は(2)に記載の非燃焼加熱型香味吸引器用たばこシート。
(4)前記ファイバー状材料がファイバー状パルプである、(3)に記載の非燃焼加熱型香味吸引器用たばこシート。
(5)前記たばこシートがさらにたばこ原料を含む、(4)に記載の非燃焼加熱型香味吸引器用たばこシート。
(6)前記たばこ原料が、葉たばこ、中骨及び残幹からなる群から選択される少なくとも一種のたばこ粉末である、(5)に記載の非燃焼加熱型香味吸引器用たばこシートの製造方法。
(7)前記たばこシート100重量%に含まれる前記たばこ原料の割合が30~91重量%である、(5)又は(6)に記載の非燃焼加熱型香味吸引器用たばこシート。
(8)前記たばこシートが成型剤をさらに含む、(4)から(7)のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
(9)前記成型剤が、多糖類、タンパク及び合成ポリマーからなる群から選択される少なくとも一つである、(8)に記載の非燃焼加熱型香味吸引器用たばこシート。
(10)前記たばこシート100重量%に含まれる前記成型剤の割合が0.1~15重量%である、(8)又は(9)に記載の非燃焼加熱型香味吸引器用たばこシート。
(11)前記たばこシートがさらにエアロゾル生成基材を含む、(1)から(10)のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
(12)前記エアロゾル生成基材が、グリセリン、プロピレングリコール及び1,3-ブタンジオールからなる群から選択される少なくとも一つである、(11)に記載の非燃焼加熱型香味吸引器用たばこシート。
(13)前記たばこシート100重量%に含まれる前記エアロゾル生成基材の割合が5~50重量%である、(11)又は(12)に記載の非燃焼加熱型香味吸引器用たばこシート。
(14)(1)から(13)のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメントを備える非燃焼加熱型香味吸引器。
(15)(14)に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。 (1) A tobacco sheet for a non-combustion heated flavor inhaler containing a fibrous material.
(2) The tobacco sheet for a non-combustion heating type flavor inhaler according to (1), wherein the fibrous material accounts for 5 to 50% by weight of 100% by weight of the tobacco sheet.
(3) The non-combustion heated flavor according to (1) or (2), wherein the fibrous material is at least one selected from the group consisting of fibrous pulp, fibrous tobacco material, and fibrous synthetic cellulose. Tobacco sheet for inhaler.
(4) The tobacco sheet for a non-combustion heating type flavor inhaler according to (3), wherein the fibrous material is fibrous pulp.
(5) The tobacco sheet for a non-combustion heating type flavor inhaler according to (4), wherein the tobacco sheet further contains a tobacco raw material.
(6) The method for producing a tobacco sheet for a non-combustion heating type flavor inhaler according to (5), wherein the tobacco raw material is at least one kind of tobacco powder selected from the group consisting of leaf tobacco, backbone and residual stem.
(7) The tobacco sheet for a non-combustion heating type flavor inhaler according to (5) or (6), wherein the tobacco raw material accounts for 30 to 91% by weight of 100% by weight of the tobacco sheet.
(8) The tobacco sheet for a non-combustion heating type flavor inhaler according to any one of (4) to (7), further comprising a molding agent.
(9) The tobacco sheet for a non-combustion heating type flavor inhaler according to (8), wherein the molding agent is at least one selected from the group consisting of polysaccharides, proteins and synthetic polymers.
(10) The tobacco sheet for a non-combustion heating type flavor inhaler according to (8) or (9), wherein the proportion of the molding agent contained in 100% by weight of the tobacco sheet is 0.1 to 15% by weight.
(11) The tobacco sheet for a non-combustion heating flavor inhaler according to any one of (1) to (10), further comprising an aerosol-generating substrate.
(12) The tobacco sheet for a non-combustion heated flavor inhaler according to (11), wherein the aerosol-generating substrate is at least one selected from the group consisting of glycerin, propylene glycol and 1,3-butanediol.
(13) The tobacco sheet for a non-combustion heating type flavor inhaler according to (11) or (12), wherein the ratio of the aerosol-generating base material contained in 100% by weight of the tobacco sheet is 5 to 50% by weight.
(14) A non-combustion heating flavor inhaler comprising a tobacco-containing segment including the tobacco sheet for a non-combustion heating flavor inhaler according to any one of (1) to (13).
(15) The non-combustion heating flavor inhaler according to (14);
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
(2)前記たばこシート100重量%に含まれる前記ファイバー状材料の割合が5~50重量%である、(1)に記載の非燃焼加熱型香味吸引器用たばこシート。
(3)前記ファイバー状材料が、ファイバー状パルプ、ファイバー状たばこ材料及びファイバー状合成セルロースからなる群から選択される少なくとも一つである、(1)又は(2)に記載の非燃焼加熱型香味吸引器用たばこシート。
(4)前記ファイバー状材料がファイバー状パルプである、(3)に記載の非燃焼加熱型香味吸引器用たばこシート。
(5)前記たばこシートがさらにたばこ原料を含む、(4)に記載の非燃焼加熱型香味吸引器用たばこシート。
(6)前記たばこ原料が、葉たばこ、中骨及び残幹からなる群から選択される少なくとも一種のたばこ粉末である、(5)に記載の非燃焼加熱型香味吸引器用たばこシートの製造方法。
(7)前記たばこシート100重量%に含まれる前記たばこ原料の割合が30~91重量%である、(5)又は(6)に記載の非燃焼加熱型香味吸引器用たばこシート。
(8)前記たばこシートが成型剤をさらに含む、(4)から(7)のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
(9)前記成型剤が、多糖類、タンパク及び合成ポリマーからなる群から選択される少なくとも一つである、(8)に記載の非燃焼加熱型香味吸引器用たばこシート。
(10)前記たばこシート100重量%に含まれる前記成型剤の割合が0.1~15重量%である、(8)又は(9)に記載の非燃焼加熱型香味吸引器用たばこシート。
(11)前記たばこシートがさらにエアロゾル生成基材を含む、(1)から(10)のいずれかに記載の非燃焼加熱型香味吸引器用たばこシート。
(12)前記エアロゾル生成基材が、グリセリン、プロピレングリコール及び1,3-ブタンジオールからなる群から選択される少なくとも一つである、(11)に記載の非燃焼加熱型香味吸引器用たばこシート。
(13)前記たばこシート100重量%に含まれる前記エアロゾル生成基材の割合が5~50重量%である、(11)又は(12)に記載の非燃焼加熱型香味吸引器用たばこシート。
(14)(1)から(13)のいずれかに記載の非燃焼加熱型香味吸引器用たばこシートを含むたばこ含有セグメントを備える非燃焼加熱型香味吸引器。
(15)(14)に記載の非燃焼加熱型香味吸引器と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。 (1) A tobacco sheet for a non-combustion heated flavor inhaler containing a fibrous material.
(2) The tobacco sheet for a non-combustion heating type flavor inhaler according to (1), wherein the fibrous material accounts for 5 to 50% by weight of 100% by weight of the tobacco sheet.
(3) The non-combustion heated flavor according to (1) or (2), wherein the fibrous material is at least one selected from the group consisting of fibrous pulp, fibrous tobacco material, and fibrous synthetic cellulose. Tobacco sheet for inhaler.
(4) The tobacco sheet for a non-combustion heating type flavor inhaler according to (3), wherein the fibrous material is fibrous pulp.
(5) The tobacco sheet for a non-combustion heating type flavor inhaler according to (4), wherein the tobacco sheet further contains a tobacco raw material.
(6) The method for producing a tobacco sheet for a non-combustion heating type flavor inhaler according to (5), wherein the tobacco raw material is at least one kind of tobacco powder selected from the group consisting of leaf tobacco, backbone and residual stem.
(7) The tobacco sheet for a non-combustion heating type flavor inhaler according to (5) or (6), wherein the tobacco raw material accounts for 30 to 91% by weight of 100% by weight of the tobacco sheet.
(8) The tobacco sheet for a non-combustion heating type flavor inhaler according to any one of (4) to (7), further comprising a molding agent.
(9) The tobacco sheet for a non-combustion heating type flavor inhaler according to (8), wherein the molding agent is at least one selected from the group consisting of polysaccharides, proteins and synthetic polymers.
(10) The tobacco sheet for a non-combustion heating type flavor inhaler according to (8) or (9), wherein the proportion of the molding agent contained in 100% by weight of the tobacco sheet is 0.1 to 15% by weight.
(11) The tobacco sheet for a non-combustion heating flavor inhaler according to any one of (1) to (10), further comprising an aerosol-generating substrate.
(12) The tobacco sheet for a non-combustion heated flavor inhaler according to (11), wherein the aerosol-generating substrate is at least one selected from the group consisting of glycerin, propylene glycol and 1,3-butanediol.
(13) The tobacco sheet for a non-combustion heating type flavor inhaler according to (11) or (12), wherein the ratio of the aerosol-generating base material contained in 100% by weight of the tobacco sheet is 5 to 50% by weight.
(14) A non-combustion heating flavor inhaler comprising a tobacco-containing segment including the tobacco sheet for a non-combustion heating flavor inhaler according to any one of (1) to (13).
(15) The non-combustion heating flavor inhaler according to (14);
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
10 加熱装置
11 ボディ
12 ヒータ
20 非燃焼加熱型香味吸引物品
20A 喫煙用セグメント
20B 連結部
20C フィルター部
21 喫煙用組成物シートまたはこれに由来する材料
22 ラッパー
23 紙管
24 通気孔部
25 第1セグメント
25a 第1充填層
25b インナープラグラッパー
26 第2セグメント
26a 第2充填層
26b インナープラグラッパー
27 アウタープラグラッパー
28 ラッパー
10heating device 11 body 12 heater
20 Non-combustion heatingflavor inhalation article 20A Smoking segment 20B Connection part 20C Filter part
21 smoking composition sheet or material derived therefrom 22wrapper 23 paper tube 24 vent 25 first segment 25a first packing layer 25b inner plug wrapper 26 second segment 26a second packing layer 26b inner plug wrapper 27 outer plug rapper 28 rapper
11 ボディ
12 ヒータ
20 非燃焼加熱型香味吸引物品
20A 喫煙用セグメント
20B 連結部
20C フィルター部
21 喫煙用組成物シートまたはこれに由来する材料
22 ラッパー
23 紙管
24 通気孔部
25 第1セグメント
25a 第1充填層
25b インナープラグラッパー
26 第2セグメント
26a 第2充填層
26b インナープラグラッパー
27 アウタープラグラッパー
28 ラッパー
10
20 Non-combustion heating
21 smoking composition sheet or material derived therefrom 22
Claims (5)
- セルロース系基材とニコチンとを混合してなる、香味吸引物品用材料。 A material for flavor inhaling articles, which is a mixture of a cellulose base material and nicotine.
- ファイバー状材料をさらに含み、前記香味吸引物品用材料が、非燃焼加熱型香味吸引物品用たばこシートである、請求項1に記載の香味吸引物品用材料。 The material for flavor inhaling articles according to claim 1, further comprising a fibrous material, wherein the material for flavor inhaling articles is a non-combustion heating type tobacco sheet for flavor inhaling articles.
- 前記香味吸引物品用材料100重量%に含まれる前記ファイバー状材料の割合が5~50重量%である、請求項2に記載の香味吸引物品用材料。 The material for flavor inhaling articles according to claim 2, wherein the ratio of said fibrous material contained in 100% by weight of said material for flavor inhaling articles is 5 to 50% by weight.
- 請求項1~3のいずれか一項に記載の香味吸引物品用材料を含むたばこ含有セグメント、
を備える非燃焼加熱型香味吸引物品。 A tobacco-containing segment comprising the material for flavor inhalation articles according to any one of claims 1 to 3,
A non-combustion heated flavor inhalation article comprising: - 請求項4に記載の非燃焼加熱型香味吸引物品と、
前記たばこ含有セグメントを加熱する加熱装置と、
を備える非燃焼加熱型香味吸引システム。 The non-combustion heating type flavor inhalation article according to claim 4;
a heating device for heating the tobacco-containing segment;
A non-combustion heated flavor suction system.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-170066 | 2021-10-18 | ||
| JP2021170066 | 2021-10-18 | ||
| JP2021-188296 | 2021-11-19 | ||
| JP2021188296 | 2021-11-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023068216A1 true WO2023068216A1 (en) | 2023-04-27 |
Family
ID=86059214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/038517 WO2023068216A1 (en) | 2021-10-18 | 2022-10-17 | Material for flavor inhalation article, heating-type flavor inhalation article, and heating-type flavor inhalation system |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023068216A1 (en) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021507700A (en) * | 2017-12-21 | 2021-02-25 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | How to reduce aerosol ammonia in heated aerosol-generating articles |
-
2022
- 2022-10-17 WO PCT/JP2022/038517 patent/WO2023068216A1/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021507700A (en) * | 2017-12-21 | 2021-02-25 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | How to reduce aerosol ammonia in heated aerosol-generating articles |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7396778B2 (en) | tobacco composition | |
| EP3971345A1 (en) | Non-combustion-heating flavor inhaling article and electric-heating flavor inhaling system | |
| CN114269168B (en) | Reconstituted cocoa material for aerosol generation | |
| CN113677221A (en) | Aerosol generating material comprising reconstituted cocoa shell fibrous material | |
| JP2022518447A (en) | Tobacco component releasing member, manufacturing method of the member, and article containing the member | |
| JP2023535308A (en) | Consumables for aerosol delivery systems | |
| US20240049766A1 (en) | Tobacco sheet for non-combustion-heating-type flavor inhaler, non-combustion-heating-type flavor inhaler, and non-combustion-heating-type flavor inhalation system | |
| WO2023068216A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and heating-type flavor inhalation system | |
| WO2023068213A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and production method for material for flavor inhalation article | |
| WO2023068214A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and production method for material for flavor inhalation article | |
| WO2023089859A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and production method for material for flavor inhalation article | |
| KR102196675B1 (en) | Cylindrical cigarette filler aggregate and cigarette type electronic cigarette stick including thereof | |
| JP2023530842A (en) | aerosol-generating material | |
| WO2023053635A1 (en) | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system | |
| WO2022230885A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| WO2023053633A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| WO2022230886A1 (en) | Tobacco sheet for non-combustion heating-type fragrance inhaler and method for manufacturing same, non-combustion heating-type fragrance inhaler, and non-combustion heating-type fragrance inhaling system | |
| WO2023053634A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system | |
| EP4223151A1 (en) | Smoking composition sheet | |
| TWI816402B (en) | Smoking article with reduced tobacco odor and manufacturing method thereof | |
| WO2022230867A1 (en) | Tobacco sheet for non-combustion heating type flavor inhalers, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system | |
| EP4223150A1 (en) | Tobacco sheet | |
| WO2023067834A1 (en) | Manufacturing method for tobacco sheet for non-combustion heating-type flavor inhaler | |
| WO2022230865A1 (en) | Tobacco sheet for non-combustion heating type flavor inhaler, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system | |
| JP2023535333A (en) | Consumables for aerosol delivery systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22883520 Country of ref document: EP Kind code of ref document: A1 |