WO2022085649A1 - サーメット製インサート及びこれを備えた切削工具 - Google Patents
サーメット製インサート及びこれを備えた切削工具 Download PDFInfo
- Publication number
- WO2022085649A1 WO2022085649A1 PCT/JP2021/038497 JP2021038497W WO2022085649A1 WO 2022085649 A1 WO2022085649 A1 WO 2022085649A1 JP 2021038497 W JP2021038497 W JP 2021038497W WO 2022085649 A1 WO2022085649 A1 WO 2022085649A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- insert
- bonded phase
- enriched layer
- less
- cermet
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 72
- 239000011195 cermet Substances 0.000 title claims abstract description 30
- 239000000758 substrate Substances 0.000 claims abstract description 28
- 239000010410 layer Substances 0.000 claims description 73
- 239000002245 particle Substances 0.000 claims description 14
- 229910052751 metal Inorganic materials 0.000 claims description 13
- 239000002184 metal Substances 0.000 claims description 13
- 239000011247 coating layer Substances 0.000 claims description 8
- 239000011230 binding agent Substances 0.000 abstract description 4
- 230000003746 surface roughness Effects 0.000 description 24
- 238000005498 polishing Methods 0.000 description 20
- 239000000463 material Substances 0.000 description 15
- 230000002159 abnormal effect Effects 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 238000010304 firing Methods 0.000 description 9
- 239000000843 powder Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 4
- 239000006061 abrasive grain Substances 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 229910003460 diamond Inorganic materials 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000010687 lubricating oil Substances 0.000 description 3
- 230000000873 masking effect Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229910010037 TiAlN Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- VNTLIPZTSJSULJ-UHFFFAOYSA-N chromium molybdenum Chemical compound [Cr].[Mo] VNTLIPZTSJSULJ-UHFFFAOYSA-N 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1607—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having chip-breakers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1644—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane and at the same time upon the wall of a hole in the cutting insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/148—Composition of the cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/32—Chip breaking or chip evacuation
- B23B2200/326—Chip breaking or chip evacuation by chip breaking-plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2222/00—Materials of tools or workpieces composed of metals, alloys or metal matrices
- B23B2222/16—Cermet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
本開示のサーメット製インサート(1)は、第1面(5)と、第2面(7)と、第1面(5)および第2面(7)の稜線の少なくとも一部に位置する切刃(11)と、第1面(5)の反対に位置する第3面(9)と、第1面(5)から第3面(9)にわたる貫通孔(15)と、を有する。貫通孔(15)を構成する内壁(17)は、少なくとも中央部に、基体の内部よりも結合相の含有率が高い結合相富化層(19)を有する。中央部における結合相富化層(19)の厚みT1は、端部における結合相富化層(19)の厚みT2よりも厚い。厚みT1は、1μm以上、20μm以下であり、厚みT2は、0.2μm以上、6μm以下である。また、第1面(5)は、チップブレーカ(50)を備える。チップブレーカ(50)の算術平均粗さRaは、カットオフ値0.08mmの場合、0.05μm以下である。
Description
本開示は、切削加工において用いられるサーメット製インサート及びこれを備えた切削工具に関する。
現在、切削工具や耐摩耗性部材、摺動部材等の耐摩耗性や摺動性、耐チッピング性を必要とする部材の基体として、チタン(Ti)を主成分とするサーメットが広く使われている。
例えば、特許文献1では、工具本体への取り付け用貫通孔を有する表面被覆炭窒化チタン基サーメット製切削インサートが記載されている。特許文献1においては、負荷の高い切削においても異常損傷が少ないインサートを提供するために、取り付け用貫通孔の内面に金属シミダシ層を設けることが記載されている。
本開示のインサートは、硬質粒子と結合相とを含有するサーメットである基体を具備するサーメット製インサートである。本開示のサーメット製インサートは、第1面と、第2面と、第1面および第2面の稜線の少なくとも一部に位置する切刃と、第1面の反対に位置する第3面と、第1面から第3面にわたる貫通孔と、を有する。貫通孔を構成する内壁は、少なくとも中央部に、基体の内部よりも結合相の含有率が高い結合相富化層を有する。中央部における結合相富化層の厚みT1は、内壁の端部における結合相富化層の厚みT2よりも厚い。厚みT1は、1μm以上、20μm以下であり、厚みT2は、0.2μm以上、6μm以下である。また、第1面は、チップブレーカを備える。チップブレーカの算術平均粗さRaは、カットオフ値0.08mmの場合、0.05μm以下である。
<インサート>
以下、本開示のサーメット製インサート(以下、単に「インサート」と記載する。)及びこれを備えた切削工具について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、実施形態を説明する上で必要な主要部材のみを簡略化して示したものである。したがって、本開示のインサートは、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率などを忠実に表したものではない。これらの点は、後述する切削工具においても同様である。
以下、本開示のサーメット製インサート(以下、単に「インサート」と記載する。)及びこれを備えた切削工具について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、実施形態を説明する上で必要な主要部材のみを簡略化して示したものである。したがって、本開示のインサートは、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率などを忠実に表したものではない。これらの点は、後述する切削工具においても同様である。
切削加工において用いられるサーメット製インサートにおいては、異常損傷が少ないことが望まれる。本開示は、異常損傷が少ないサーメット製インサート及びこれを備えた切削工具を提供する。
本開示のインサートは、硬質粒子と結合相とを含有するサーメットである基体を有する。硬質粒子は、例えば、TiCN、TiC、TiN、(TiM)CN(Mは、W、Nb、Ta、Mo、Vから選ばれる一種以上)である。結合相は、NiやCoなどの鉄族金属を主成分とする。なお、主成分とは、構成成分のうち50質量%以上を占めるものである。
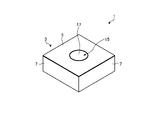
図1、2に示すように、本開示のインサート1の形状は、例えば、四角板形状であってもよい。図1における上面である第1面5は、いわゆるすくい面である。また、インサート1は、第1面5に繋がる側面である第2面7を有している。
インサート1は、第1面5の反対に位置する下面である第3面9を有している。第2面7は、第1面5及び第3面9のそれぞれにつながっている。
本開示のインサート1は、第1面5と第2面7とが交わる稜線の少なくとも一部に位置する切刃11を有している。言い換えれば、本開示のインサート1は、すくい面と逃げ面とが交わる稜線の少なくとも一部に位置する切刃11を有している。切刃11は、第1面5と第2面7とに連続する第4面を有していてもよい。第4面は、第1面5と第2面7との角部を斜め且つ直線的に削ったC面(チャンファー面)であってもよい。また、第4面は、第1面5と第2面7との角部を丸めたR面(ラウンド面)であってもよい。
インサート1においては、第1面5の外周の全体が切刃11となっていてもよいが、インサート1はこのような構成に限定されるものではなく、例えば、四角形のすくい面における一辺のみ、言い換えれば、4つの第4面のうちの一つに切刃11を有するものであってもよい。
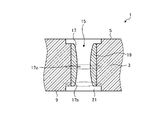
本開示のインサート1は、第1面5から第3面9にわたり、基体3を貫通する貫通孔15を有している。図3に示すように、貫通孔15を構成する内壁17には、少なくとも中央部17aにおいて、結合相富化層19が存在している。結合相富化層19は、硬質粒子および結合相を含有し、基体3の内部よりも結合相の含有率の高い領域である。基体3の内部とは、基体3の表面から500μm以上離れた部分を意味する。結合相富化層19は、貫通孔15の内壁17の全てに存在する必要はなく、少なくとも中央部17aに位置していればよい。
中央部17aは、貫通孔15を深さ方向に9等分したときの真ん中である。また、端部17bは、貫通孔15を深さ方向に9等分したときの端である。
図3に示すように、本開示のインサート1において、貫通孔15を構成する内壁17の中央部17aにおける結合相富化層19の厚みT1は、貫通孔15を構成する内壁17の端部17bにおける結合相富化層19の厚みT2よりも厚い。中央部17aにおける結合相富化層19の厚みT1および端部17bにおける結合相富化層19の厚みT2とは、それぞれ平均値である。厚みT1および厚みT2は、インサート1の断面を金属顕微鏡や電子顕微鏡を用いて観察して測定するとよい。なお、端部17bにおいては、結合相富化層19が存在していなくともよい。
本開示のインサート1は、このような構成を有することで、ホルダ(図示しない)への固定の際に大きな力が加わる内壁17を起点としてインサート1が異常損傷することが抑制される。
結合相富化層19は、基体3に比べて硬度が低く、引用文献1に記載されているような金属シミダシ層よりも硬度が高い。そのため、結合相富化層19は、金属シミダシ層よりも変形が抑制されている。
上述の構成を有するため、インサート1をクランプによってホルダに固定する際に、内壁17における中央部17aとクランプとの接触において、中央部17aにおける結合相富化層19の抑制された変形により、基体3にかかる局所的な力が小さいため、インサート1が割れにくく、異常損傷しにくい。
インサート1の大きさは特に限定されるものではないが、例えば、すくい面の一辺の長さが3~20mm程度に設定される。また、インサート1の厚みは、例えば1~20mm程度に設定される。また、図1においては、四角形状のインサート1を例示したが、例えば、三角形状や円盤状であってもよい。
また、図4に示すように、本開示のインサート1は、内壁17に繋がる拡径部21を有していてもよい。貫通孔15と拡径部21との境には段差がある。なお、図4に示す例では、拡径部21の内壁には、結合相富化層19が存在しないが、拡径部21にも結合相富化層19があってもよい。本開示のインサート1において、拡径部21は、貫通孔15に含まれない。拡径部21は、いわゆる、ざぐり面である。拡径部21の直径は、貫通孔15の直径よりも、300μm以上大きい。
中央部17aにおける結合相富化層19の厚みT1は、1μm以上であってもよい。また、厚みT1は、20μm以下であってもよい。このような構成によれば、インサート1の異常損傷が抑制される。厚みT1は、3μm以上であってもよい。また、厚みT1は10μm以下であってもよい。
端部17bにおける結合相富化層19の厚みT2は、0.2μm以上であってもよい。また、厚みT2は6μm以下であってもよい。このような構成によれば、インサート1の異常損傷が抑制される。厚みT2は、0.6μm以上であってもよい。厚みT2は、4μm以下であってもよい。このような構成によれば、基体3にかかる局所的な力がさらに小さくなることから、インサート1が割れにくくなり異常損傷がさらに抑制される。
図5に示すように、中央部17aにおける直径R1は、端部17bにおける直径R2よりも大きくてもよい。このような構成を有すると、クランプと、内壁17との接触面積が大きくなり、クランプ力が増す。
中央部17aにおける直径R1は、端部17bにおける直径R2よりも5μm以上、30μm以下大きくてもよい。このような構成を有するとインサート1の異常損傷が抑制される。
中央部17aにおける結合相富化層19の硬度は、10GPa以上、20GPa以下であってもよい。このような構成によれば、クランプピンが接触した際に、結合相富化相19が適度に変形し、クランプ力が増す。中央部17aにおける結合相富化層19の硬度は、インサート1の断面において、露出した結合相富化層19を、ナノインデンテーション法を用いて測定するとよい。
中央部17aにおける結合相富化層19は、貫通孔15の貫通軸側に結合相富化層19よりも結合相の含有量が多い金属層(図示しない)を有していてもよい。この金属層は、硬質層を含まず、金属のみから構成されている。このような構成を有すると、金属層が、後述するクランプと、結合相富化層19の間で緩衝材として機能するため、インサート1の異常損傷が抑制される。金属層の厚みは、0.3μm以上、2μm以下であってもよい。
インサート1は、中央部17aにおける結合相富化層19の上に被覆層(図示しない)を有していてもよい。被覆層は、例えば、TiCN、TiN、TiCNO、Al2O3などを含む硬質層である。被覆層は結合相富化層19よりも硬度が高い部分を有する。このような構成を有するとクランプ部の耐摩耗性が増す。被覆層は、単層であってもよく、積層であってもよい。被覆層は、CVD法やPVD法によって形成されるものであってもよい。
図6は、図2に示すVI部の模式的な拡大図である。図6に示すように、インサート1は、すくい面である第1面5に、チップブレーカ50を有する。一例として、チップブレーカ50は、第1面5を凹ませた凹部である。チップブレーカ50は、第1面5から切刃11に向かって下り傾斜する傾斜面(障壁51)を有する。
チップブレーカ50は、被削材の切りくずを障壁51においてカールさせることで、切りくずを好適に破断したり、切りくずを所望の方向に排出させたりすることができる。かかるチップブレーカ50を有するインサート1は、切りくずの噛み込みおよび巻き付き等を抑制することができる。これにより、たとえば、巻き付いた切りくずが基体3にぶつかることによるインサート1の異常損傷が低減される。なお、チップブレーカ50は、少なくとも障壁51を有していればよく、図示の形状に限定されない。たとえば、チップブレーカ50は、必ずしも凹部であることを要さず、段差状であってもよい。
チップブレーカ50の表面粗さは、算術平均粗さRaで、カットオフ値0.08mmの場合、0.05μm以下であってもよい。チップブレーカ50の表面粗さが大きい(言い換えれば、摩擦係数が大きい)と、被削材の種類によっては、被削材や切りくずがチップブレーカ50に溶着するおそれがある。溶着が生じ易い被削材としては、たとえばSCM(クロムモリブデン鋼鋼材)、SCr420等が挙げられる。かかる溶着が生じると、溶着した被削材や切りくずによってインサート1に局所的な力がかかることでインサート1が欠損するおそれがある。これに対し、チップブレーカ50の表面粗さを上記範囲とすることで、被削材や切りくずのチップブレーカ50への溶着を抑制することができる。これにより、インサート1の突発欠損や異常損傷が抑制され、耐チッピング性が向上する。言い換えれば、チッピングが発生するまでの切削時間が延長される。
切刃11の表面粗さ、言い換えれば、切刃11が位置する第4面の表面粗さは、算術平均粗さRaで、カットオフ値0.08mmの場合、0.1μm以下であってもよい。インサート1は、被削材への接触時(食いつき時)に大きな抵抗を受ける。この食いつき時の抵抗は、インサート1の欠損の要因となりうる。これに対し、被削材に最初に接触する箇所である切刃11の表面粗さを上記範囲とすることで、食いつき時の抵抗を小さくすることができる。これにより、インサート1の欠損、具体的には、被削材への食いつき時に生じる突発欠損をさらに抑制することができる。また、インサート1にチッピングが発生するまでの切削時間が延び、耐チッピング性が向上する。
また、切刃11(第4面)の表面粗さは、算術平均粗さRaで、カットオフ値0.08mmの場合、0.04μm以下であってもよい。この場合、切刃11(第4面)として、光沢のある良好な仕上げ面が得られる。
本実施形態においてチップブレーカ50の算術平均粗さRa及び切刃11の算術平均粗さRaを測定するには、カットオフ値を0.08mmに固定する以外はJISB0601-2013規格に準じて、チップブレーカ50及び切刃11の表面形状を測定すればよい。測定は、例えば、触針を用いた接触式表面粗さ測定機、あるいは、レーザを用いた非接触式表面粗さ測定機を利用すればよい。切刃11の算術平均粗さRaを測定する場合、切刃11に沿った方向での表面形状を測定すればよい。第1面5が円形であって切刃11が円弧形状の場合は、切刃11に沿った曲線上で表面形状を測定すればよい。
<インサートの製造方法>
以下に本開示のインサートの製造方法を説明する。
以下に本開示のインサートの製造方法を説明する。
本開示のインサートの製造に用いられる原料粉末は、一般的にサーメットの製造で用いられるものである。本開示のインサートは、基体の組成及び焼成条件並びに基体の加工方法を工夫することで得ることができる。
基体は、例えば、硬質粒子であるTiCNを40質量%以上、80質量%以下含有し、結合相であるCoを6質量%以上、30質量%以下、含有するものであってもよい。また、さらに特性向上のために、基体は、WC、TaC、NbC、Mo2C、VC、ZrCなどを含有してもよい。
上述の組成を有する原材料を用いて、焼成後に貫通孔となる空間を有する形状に成形する。その後、例えば、1400℃以上、1600℃以下の温度で焼成する。この焼成雰囲気をN2分圧雰囲気下としてもよい。
N2分圧を1kPa以上にすると、焼成後の結合相富化層の厚みは厚くなる。また、原料として用いる硬質粒子の平均粒子径d50を0.7μm以下とすると貫通孔の貫通軸(図示しない)側に結合相富化層よりも結合相の含有量が多い金属層を有する結合相富化層が得られる。
なお、上記の成形時に、成形圧が大きいと焼成時の変形を抑制することができる。一方、成形時に成形圧を小さくすると、内壁の中央部における直径R1が、端部における直径R2よりも大きくなりやすい。成形圧と変形の関係は、組成や焼成温度によって変化するため、種々組み合わせて調整するとよい。
例えば、焼成後に回転するブラシを貫通孔の両端部から貫通孔に挿入して貫通孔の内壁を研磨し、中央部における結合相富化層の厚みT1が端部における結合相富化層の厚みT2よりも厚くなるように加工することで、本開示のインサートを得ることができる。なお、ブラシは貫通孔の両側から挿入してもよく、片方から2度に分けて挿入してもよい。
その後、必要に応じて被覆層(図示しない)を設けてもよい。被覆層は、いわゆる、硬質膜であればよく、例えば、PVD法やCVD法で形成するとよい。被覆膜は単層であってもよく、積層膜であってもよい。
被覆膜としては、例えば、TiN、TiCN、TiCNO、Al2O3、TiAlNなどの公知の材質を用いることができる。上述の例以外の材質の被覆膜を用いてもよい。
また、焼成後の時点で、貫通孔以外の領域、例えば、第1面、第2面や第3面において結合相富化層が存在する場合があるが、必要に応じて結合相富化層を除去してもよい。
チップブレーカの表面粗さは、たとえば基体の表面にブラスト加工を施すことによって調整することが可能である。ブラスト加工は、具体的には、セラミック砥粒を混合した溶液と圧縮空気とを混合した混合物(スラリー)を、基体の表面に衝突させる加工方法である。セラミック砥粒としては、例えばアルミナ等が挙げられる。セラミック砥粒の平均粒径は10μm以下であってもよい。セラミック砥粒の平均粒径が10μmを超えると、基体表面の粗さが荒れ、上記範囲外の面粗さとなるおそれがある。
切刃の表面粗さは、たとえば、ブラシ、弾性砥石、ブラスト、等の研磨方法によって切刃のみを研磨することによって調整することが可能である。研磨方法としては、ブラシ研磨を行ってもよい。この時、豚毛ブラシのような撓りやすいブラシと、平均粒径4μm以下、好ましくは平均粒径0.5μm以上2.5μm以下の微粒のダイヤモンド粉末と、潤滑油を混ぜた研磨液を用いてもよい。つづいて、ブラシ研磨でのブラシ毛の突き出し量を0.5cm以上5cm以下、平均粒径0.5μm以上2.5μm以下の微粒のダイヤモンド粉末と、潤滑油を混ぜた研磨液を用いてブラシ研磨を行う。この時、インサートの形状と同形状の窪みがあるケースにインサートをセットして加工する。その際、切刃高さとケースの上面が同じ高さになるようにし、かつ、ケースとインサート外周とのクリアランスは0.5mm以内となるようにする。また、ブラシ毛の先端をケースの上面と同じ高さになるようにセットし、研磨加工を行ってもよい。
これにより、チップブレーカのみを研磨加工することができる。したがって、切刃の面粗さを所望の範囲としつつ、チップブレーカの面粗さを所望の範囲に調整することができる。また、切刃にマスキングを行い、チップブレーカをなす部分にブラシや弾性砥石、ブラスト、等の研磨方法を用いて、チップブレーカの表面粗さを調整してもよい。
次に、切刃のみをブラシ、弾性砥石、ブラスト、等の研磨方法によって研磨することによって切刃の表面粗さを調整する。研磨方法としては、ブラシ研磨を行ってもよい。この時、ブラシ研磨でのブラシ毛の突き出し量を0.5cm以上5cm以下、好ましくは2.5cm以上3.5cm以下とし、平均粒径4μm以下、好ましくは平均粒径0.5μm以上2.5μm以下の微粒のダイヤモンド粉末と、潤滑油を混ぜた研磨液を用いてもよい。これにより、チップブレーカの面粗さを所望の範囲としつつ、切刃の面粗さを所望の範囲に調整することができる。また、チップブレーカにマスキングを行い、切刃をなす部分にブラシや弾性砥石、ブラスト、等の研磨方法を用いて、切刃の表面粗さを調整してもよい。また、チップブレーカにマスキングを行い、切刃をなす部分にブラシや弾性砥石、ブラスト、等の研磨方法を用いて、切刃の表面粗さを調整してもよい。
<切削工具>
次に、本開示の切削工具について図面を用いて説明する。
次に、本開示の切削工具について図面を用いて説明する。
本開示の切削工具101は、図7に示すように、例えば、第1端(図7における上端)から第2端(図7における下端)に向かって延びる棒状体である。切削工具101は、図7に示すように、第1端側(先端側)にポケット103を有するホルダ105と、ポケット103に位置する上記のインサート1とを備えている。
また、図8に示すように、インサート1の貫通孔15(図1参照)には、クランプ107が挿入されている。図8に示す例では、クランプ107は、中央部17aに位置する結合相富化層19(図2参照)と直接または間接的に接触している。なお、間接的にクランプ107と結合相富化層19が接触するとは、結合相富化層19とクランプ107との間に金属層や被覆層が存在する状態を意味する。クランプ107が接触する結合相富化層19は、基体3よりも変形しやすいため、インサート1に局所的に強い力がかかりにくい。また、結合相富化層19を有すると、クランプ107と結合相富化層19との接触面積が大きいため、インサート1が切削時にポケット内で動きにくい。このような効果が相まって、本開示のインサート1は、異常損傷しにくい。切削工具101は、インサート1を備えているため、長期に渡り安定した切削加工を行うことができる。
ポケット103は、インサート1が装着される部分であり、ホルダ105の下面に対して平行な着座面と、着座面に対して傾斜する拘束側面とを有している。また、ポケット103は、ホルダ105の第1端側において開口している。
ポケット103にはインサート1が位置している。このとき、インサート1の下面がポケット103に直接に接していてもよく、また、インサート1とポケット103との間にシート(不図示)が挟まれていてもよい。
インサート1は、すくい面及び逃げ面が交わる稜線における切刃11として用いられる部分の少なくとも一部がホルダ105から外方に突出するようにホルダ105に装着される。本実施形態においては、インサート1は、固定ネジ107によって、ホルダ105に装着されている。すなわち、インサート1の貫通孔15に固定ネジ107を挿入し、この固定ネジ107の先端をポケット103に形成されたネジ孔(不図示)に挿入してネジ部同士を螺合させることによって、インサート1がホルダ105に装着されている。
ホルダ105の材質としては、鋼、鋳鉄などを用いることができる。これらの部材の中で靱性の高い鋼を用いてもよい。
本実施形態においては、いわゆる旋削加工に用いられる切削工具101を例示している。旋削加工としては、例えば、内径加工、外径加工、溝入れ加工及び端面加工などが挙げられる。なお、切削工具101としては旋削加工に用いられるものに限定されない。例えば、転削加工に用いられる切削工具101に上記の実施形態のインサート1を用いてもよい。
以下に、本開示のインサートについて、説明する。
基体は、以下のように作製した。TiCNを40質量%、TiNを12質量%、WCを20質量%、NbCを8質量%、Coを20質量%、その他不可避炭化物を含む原料粉末原料粉末にバインダーを添加した後、プレス成型によって、所望の形状に整え、貫通孔を有する工具形状の成形体を作製した。これらの原料粉末は、一般的に、サーメットの製造で用いられるものである。本開示の基体の組成も特別なものではない。その後、バインダー成分を除去した後、3kPaの窒素雰囲気で、1530℃の温度で1時間保持する条件で焼成し、貫通孔の内壁に金属層を有する結合相富化層を具備するインサートを得た。
その後、貫通孔の内壁をブラシで研磨して、表1に示す構成のインサートを作製した。なお、結合相富化層が存在しない、あるいは結合相富化層の厚みが薄い部分は、ブラシによる研磨時間を長くしたものである。

表1に示す試料No.1~23の試料のうち、試料No.1、2、3、4、11、12、13、14、15、19、20、22、23は、比較例であり、試料No.5~10、16~18、21は、実施例である。
なお、いずれのインサートも第1面、第2面、第3面をブラスト処理して、結合相富化層を除去した。
ブラシによる研磨は、豚毛ブラシに0.1~3μmのダイヤモンド粉末と潤滑油を混ぜた研磨液を塗布し、この豚毛ブラシを回転させながら、貫通孔、チップブレーカおよび切刃について行った。
結合相富化層の中央部および端部における厚み、中央部における直径R1および端部におけるR2は、基体を厚さ方向に貫通軸を含む面で切断して得られた断面で測定した。
また、インサートの断面を用いて基体の内部における硬度、結合相富化層の硬度を測定したところ、結合相富化層の硬度は基体の内部における硬度よりも低かった。
得られたインサートをホルダのポケットに入れ、インサートの貫通孔にクランプを挿入して、このクランプでインサートを固定した。そして、以下の条件で、切削試験を行った。
<切削試験>
被削材:SCr420
切削速度:150m/min
送り:0.15mm/rev
切込み:0.5mm
切削状態:湿式
評価方法:チッピングが発生するまでの切削時間について評価した。
被削材:SCr420
切削速度:150m/min
送り:0.15mm/rev
切込み:0.5mm
切削状態:湿式
評価方法:チッピングが発生するまでの切削時間について評価した。
本開示のインサートの構成を有さない、試料No.1、2、3、4、11、12、13、14、15、19、20、22、23は、チッピングが発生するまでの切削時間が短く異常損傷が発生した。本開示のインサートは、インサートがホルダによく保持されており、異常損傷が抑制されていた。また、チッピングが発生するまでの切削時間が長くなり、加工した被削材の面粗度も良好であった。
以上の結果から、チップブレーカの表面粗さRaは、0.05μm以下であることが好ましい。また、切刃の面粗さRaは、0.1μm以下であってもよく、さらに好ましくは0.04μm以下であってもよい。
以上説明した、本開示のサーメット製インサート及びこれを備えた切削工具は、一例であり、本願の要旨を逸脱しない限り、異なる構成を有していてもよい。
1・・・インサート
3・・・基体
5・・・第1面
7・・・第2面
9・・・第3面
10・・・第4面
11・・・切刃
15・・・貫通孔
17・・・内壁
17a・・中央部
17b・・端部
19・・・結合相富化層
21・・・拡径部
T1・・・中央部における結合相富化層の厚み
T2・・・端部における結合相富化層の厚み
R1・・・中央部における直径
R2・・・端部における直径
101・・・切削工具
103・・・ポケット
105・・・ホルダ
107・・・クランプ
3・・・基体
5・・・第1面
7・・・第2面
9・・・第3面
10・・・第4面
11・・・切刃
15・・・貫通孔
17・・・内壁
17a・・中央部
17b・・端部
19・・・結合相富化層
21・・・拡径部
T1・・・中央部における結合相富化層の厚み
T2・・・端部における結合相富化層の厚み
R1・・・中央部における直径
R2・・・端部における直径
101・・・切削工具
103・・・ポケット
105・・・ホルダ
107・・・クランプ
Claims (9)
- 硬質粒子と結合相とを含有するサーメットである基体を具備するサーメット製インサートであって、
該サーメット製インサートは、
第1面と、
第2面と、
前記第1面および前記第2面の稜線の少なくとも一部に位置する切刃と、
前記第1面の反対に位置する第3面と、前記第1面から前記第3面にわたる貫通孔と、を有し、
前記貫通孔を構成する内壁は、少なくとも中央部に、前記基体の内部よりも前記結合相の含有率が高い結合相富化層を有し、
前記中央部における前記結合相富化層の厚みT1は、前記内壁の端部における前記結合相富化層の厚みT2よりも厚く、
前記厚みT1は、1μm以上、20μm以下であり、
前記厚みT2は、0.2μm以上、6μm以下であり、
前記第1面は、チップブレーカを備え、
前記チップブレーカの算術平均粗さRaは、カットオフ値0.08mmの場合、0.05μm以下である、サーメット製インサート。 - 前記切刃は、前記第1面と前記第2面とに連続する第4面を有し、
前記第4面の算術平均粗さRaは、カットオフ値0.08mmの場合、0.1μm以下である、請求項1に記載のサーメット製インサート。 - 前記第4面の算術平均粗さRaは、カットオフ値0.08mmの場合、0.04μm以下である、請求項2に記載のサーメット製インサート。
- 前記中央部における直径R1は、前記端部における直径R2よりも大きい、請求項1~3のいずれか一つに記載のサーメット製インサート。
- 前記直径R1は、前記直径R2よりも5μm以上、30μm以下大きい、請求項4に記載のサーメット製インサート。
- 前記中央部における前記結合相富化層の硬度は、10GPa以上、20GPa以下である、請求項1~5のいずれか一つに記載のサーメット製インサート。
- 前記中央部における前記結合相富化層は、前記貫通孔の貫通軸側に前記結合相富化層よりも前記結合相の含有量が多い金属層を有する、請求項1~6のいずれか一つに記載のサーメット製インサート。
- 前記中央部における前記結合相富化層の上に被覆層を有し、該被覆層は、前記結合相富化層よりも硬度が高い部分を有する、請求項1~7のいずれか一つに記載のサーメット製インサート。
- 第1端から第2端に亘る長さを有し、前記第1端側に位置するポケットを有するホルダと、
前記ポケットに位置する請求項1~8のいずれか一つに記載のサーメット製インサートと、
該サーメット製インサートの前記貫通孔に挿入されたクランプと、を有する切削工具。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022557540A JP7483918B2 (ja) | 2020-10-21 | 2021-10-18 | サーメット製インサート及びこれを備えた切削工具 |
| US18/248,872 US20230398609A1 (en) | 2020-10-21 | 2021-10-18 | Cermet insert and cutting tool provided with cermet insert |
| DE112021005542.9T DE112021005542T5 (de) | 2020-10-21 | 2021-10-18 | Cermet-Einsatz und Schneidwerkzeug, welches mit dem Cermet-Einsatzbereitgestellt ist |
| CN202180069982.8A CN116367944A (zh) | 2020-10-21 | 2021-10-18 | 金属陶瓷制刀片以及具备该金属陶瓷制刀片的切削刀具 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020177012 | 2020-10-21 | ||
| JP2020-177012 | 2020-10-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022085649A1 true WO2022085649A1 (ja) | 2022-04-28 |
Family
ID=81289883
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/038497 WO2022085649A1 (ja) | 2020-10-21 | 2021-10-18 | サーメット製インサート及びこれを備えた切削工具 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230398609A1 (ja) |
| CN (1) | CN116367944A (ja) |
| DE (1) | DE112021005542T5 (ja) |
| WO (1) | WO2022085649A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024014412A1 (ja) * | 2022-07-11 | 2024-01-18 | 京セラ株式会社 | サーメット焼結体、サーメット工具および切削工具 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02131803A (ja) * | 1988-11-11 | 1990-05-21 | Mitsubishi Metal Corp | 耐欠損性のすぐれた耐摩耗性サーメット製切削工具 |
| JPH05178666A (ja) * | 1991-05-24 | 1993-07-20 | Sandvik Ab | 焼結チタン基炭窒化物とその製法 |
| JPH08281503A (ja) * | 1995-04-12 | 1996-10-29 | Sandvik Ab | 切削インサートとその製造方法 |
| JP2012245581A (ja) * | 2011-05-26 | 2012-12-13 | Mitsubishi Materials Corp | 表面被覆炭窒化チタン基サーメット製切削インサートおよびその製造方法 |
| WO2016189935A1 (ja) * | 2015-05-28 | 2016-12-01 | 京セラ株式会社 | 切削インサートおよび切削工具、並びに切削加工物の製造方法 |
-
2021
- 2021-10-18 DE DE112021005542.9T patent/DE112021005542T5/de active Pending
- 2021-10-18 US US18/248,872 patent/US20230398609A1/en active Pending
- 2021-10-18 WO PCT/JP2021/038497 patent/WO2022085649A1/ja active Application Filing
- 2021-10-18 CN CN202180069982.8A patent/CN116367944A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02131803A (ja) * | 1988-11-11 | 1990-05-21 | Mitsubishi Metal Corp | 耐欠損性のすぐれた耐摩耗性サーメット製切削工具 |
| JPH05178666A (ja) * | 1991-05-24 | 1993-07-20 | Sandvik Ab | 焼結チタン基炭窒化物とその製法 |
| JPH08281503A (ja) * | 1995-04-12 | 1996-10-29 | Sandvik Ab | 切削インサートとその製造方法 |
| JP2012245581A (ja) * | 2011-05-26 | 2012-12-13 | Mitsubishi Materials Corp | 表面被覆炭窒化チタン基サーメット製切削インサートおよびその製造方法 |
| WO2016189935A1 (ja) * | 2015-05-28 | 2016-12-01 | 京セラ株式会社 | 切削インサートおよび切削工具、並びに切削加工物の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024014412A1 (ja) * | 2022-07-11 | 2024-01-18 | 京セラ株式会社 | サーメット焼結体、サーメット工具および切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230398609A1 (en) | 2023-12-14 |
| JPWO2022085649A1 (ja) | 2022-04-28 |
| DE112021005542T5 (de) | 2023-08-10 |
| CN116367944A (zh) | 2023-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1741505B1 (en) | Tool of surface-coated cubic boron nitride sintered compact and process for producing the same | |
| JP2004181604A (ja) | 表面被覆超硬合金製切削工具 | |
| WO2022085649A1 (ja) | サーメット製インサート及びこれを備えた切削工具 | |
| JP7128351B2 (ja) | インサート及びこれを備えた切削工具 | |
| JP7105299B2 (ja) | 被覆工具及びこれを備えた切削工具 | |
| WO2022085647A1 (ja) | サーメット製インサート及びこれを備えた切削工具 | |
| KR20000058179A (ko) | 서멧공구 및 그 제조방법 | |
| US7897272B2 (en) | Wear-resistant structure | |
| JP7483918B2 (ja) | サーメット製インサート及びこれを備えた切削工具 | |
| JP7483917B2 (ja) | サーメット製インサート及びこれを備えた切削工具 | |
| WO2022085450A1 (ja) | 被覆工具及びこれを備えた切削工具 | |
| WO2022085429A1 (ja) | 被覆工具及びこれを備えた切削工具 | |
| US11839923B2 (en) | Coated tool, cutting tool, and method for manufacturing machined product | |
| JP4857711B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4900653B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP2007118155A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP4888759B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4873289B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4888762B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4888688B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4853820B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP2007118157A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップ | |
| JP2007111814A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP2007125659A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップ | |
| JP2007125663A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21882790 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022557540 Country of ref document: JP Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21882790 Country of ref document: EP Kind code of ref document: A1 |