WO2022019031A1 - Appareil et procédé de production de feuilles de tabac reconstituées - Google Patents
Appareil et procédé de production de feuilles de tabac reconstituées Download PDFInfo
- Publication number
- WO2022019031A1 WO2022019031A1 PCT/JP2021/023584 JP2021023584W WO2022019031A1 WO 2022019031 A1 WO2022019031 A1 WO 2022019031A1 JP 2021023584 W JP2021023584 W JP 2021023584W WO 2022019031 A1 WO2022019031 A1 WO 2022019031A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- drum
- tobacco sheet
- reconstructed
- reconstructed tobacco
- die
- Prior art date
Links
Images

















Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
Definitions
- the present invention relates to a reconstructed tobacco sheet manufacturing apparatus and a manufacturing method.
- a rolling method, a cast (slurry) method, and a papermaking method are known as a method for manufacturing a reconstructed tobacco sheet. These production methods are selected according to the amount of water contained in the reconstituted tobacco raw material. In addition, each of these manufacturing methods is realized by different reconstructed tobacco sheet manufacturing devices.
- the rolling method is known to be particularly suitable for reconstituted tobacco raw materials containing 50% by volume or less of water.
- the kneaded product of the reconstituted tobacco raw material is rolled and molded by a rotating roller, the thickness is adjusted, and then the kneaded product is dried by a dryer provided separately.
- the cast (slurry) method is known to be particularly suitable for reconstituted tobacco raw materials containing 50% by volume or more of water.
- the fluid of the reconstituted tobacco raw material is continuously spread on a rotary drum or belt conveyor, leveled to a desired thickness with a member called a blade, and then the rotary drum or It is peeled off from the belt conveyor and dried by a separately provided dryer (see, for example, Patent Document 1).
- the papermaking method is known to be particularly suitable for reconstituted tobacco raw materials containing 80% by volume or more of water.
- the fluid of the reconstituted tobacco raw material is continuously spread on a liquid permeable belt conveyor, and after the water is removed by a squeezing roller and the desired thickness is obtained, a separately provided drying is performed. It is dried by the machine.
- An object of the present invention is a reconstituted tobacco sheet capable of obtaining a reconstituted tobacco sheet having a uniform thickness and being cut by a simple manufacturing process regardless of the amount of water contained in the reconstituted tobacco raw material. It is to provide the manufacturing apparatus and manufacturing method of.
- a reconstructed tobacco sheet manufacturing apparatus is provided.
- This reconstructed tobacco sheet manufacturing apparatus is equipped with a die that forms a reconstructed tobacco raw material into a sheet and discharges it, and a slitting drum that cuts the sheet-shaped reconstructed tobacco raw material discharged from the die. It has a housing, a supply port formed in the housing and supplied with the reconstituted tobacco raw material, and a discharge port formed on one side surface of the housing to discharge the reconstituted tobacco raw material. According to this, regardless of the amount of water contained in the reconstituted tobacco raw material, it is possible to obtain a reconstituted tobacco sheet having a uniform thickness and being cut by a simple manufacturing process.
- the main drum is further provided, which is arranged in front of the slitting drum and which dries and conveys the reconstituted tobacco raw material discharged from the die. According to this, the reconstructed tobacco sheet can be cut immediately after it is dried. Further, by arranging the slitting drum after the main drum for drying the raw material, it is possible to prevent the tar from adhering to the slitting drum.
- a packing device provided after the slitting drum is further provided, and the packing device is a reconstituted tobacco raw material cut by the slitting drum. It has a measuring mechanism for measuring the weight of the container to be packed, and a transport mechanism for carrying the container into the measuring mechanism and carrying out the container from the measuring mechanism. According to this, the reconstituted tobacco raw material cut by the slitting drum can be efficiently packed and handed over to the subsequent process.
- a method for producing a reconstructed tobacco sheet includes a step of supplying the reconstituted tobacco raw material to the supply port of the die, a step of forming the reconstructed tobacco raw material into a sheet from the discharge port of the die and discharging the raw material, and discharging from the die. It has a step of cutting a sheet-shaped reconstituted tobacco raw material. According to this, regardless of the amount of water contained in the reconstituted tobacco raw material, it is possible to obtain a reconstituted tobacco sheet having a uniform thickness and being cut by a simple manufacturing process.
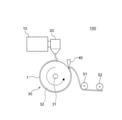
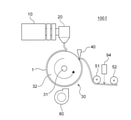
- FIG. 1 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the first embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100 includes an extruder 10, a die 20, a drum dryer (main drum) 30, a scraper 40, and rollers 51 and 52.
- the drum dryer 30 has a shaft 31 and a drum body 32.
- the extruder 10 pumps the reconstituted tobacco raw material supplied from a tank or the like (not shown) to the die 20.
- the die 20 discharges the reconstituted tobacco raw material supplied from the extruder 10, whereby the reconstituted tobacco raw material is formed on the drum body 32 of the drum dryer 30 as the reconstructed tobacco sheet 1.
- the drum dryer 30 dries and conveys the reconstructed tobacco sheet 1 formed on the drum main body 32.
- the scraper 40 peels the reconstructed tobacco sheet 1 dried by the drum dryer 30 from the drum body 32.
- the rollers 51 and 52 guide the transport of the reconstructed tobacco sheet 1 peeled off by the scraper 40.
- the reconstituted tobacco raw material is at least one substance selected from polysaccharides (starch, dextrin, etc.) and water or alcohol (ethanol, propylene glycol, etc.) or at least self-selected as a medium of any liquid.
- the reconstituted tobacco raw material is not limited to the above, and may contain other substances.
- FIG. 2 is a block diagram showing an extruder of the reconstructed tobacco sheet manufacturing apparatus according to the first embodiment of the present invention.
- FIG. 3 is a cross-sectional view taken along the line III-III shown in FIG.
- the extruder 10 is rotatably arranged in the housing 11, the supply port 12 formed at one end of the housing 11, the extrusion port 13 formed at the other end of the housing 11, and the housing 11. It has a screw 14.
- the reconstituted tobacco raw material supplied from the tank or the like to the extruder 10 via the supply port 12 is sent to the extrusion port 13 while being kneaded by the rotation of the screw 14, and is pressure-fed from the extrusion port 13 to the die 20.
- the discharge speed of the reconstructed tobacco sheet 1 discharged from the die 20 is determined according to the rotation speed of the screw 14.
- FIG. 4 is a cross-sectional view showing a die of a reconstructed tobacco sheet manufacturing apparatus according to the first embodiment of the present invention.
- FIG. 5 is a cross-sectional view taken along the line VV shown in FIG.
- FIG. 6 is a side view of the die shown in FIG. 4 as viewed from the discharge port side.
- the die 20 is a housing 23 composed of a first block 21 and a second block 22, and a supply port 24 and a first block formed in the first block 21 and communicating with the extrusion port 13 of the extruder 10. It has a manifold 25 formed between the 21 and the second block 22 and in which the reconstituted tobacco raw material is stored, and a discharge port 26 communicating with the manifold 25.
- the discharge port 26 is formed in a slit shape on one side surface of the housing 23.
- the direction orthogonal to the longitudinal direction of the discharge port 26 is defined as the width direction of the discharge port 26.
- the length in the longitudinal direction of the discharge port 26 is referred to as an opening length
- the length in the width direction of the discharge port 26 is referred to as an opening width.
- the discharge port 26 may have a hole shape or a groove shape.
- the slit-shaped discharge port 26 adjusts the reconstituted tobacco raw material to a uniform thickness according to the opening width of the discharge port 26 when discharged from the die 20 regardless of the amount of water contained in the reconstructed tobacco raw material. , Formed into a sheet and extruded.
- the reconstituted tobacco raw material supplied from the extruder 10 to the die 20 via the supply port 24 is sent to the discharge port 26 through the manifold 25, and is discharged from the discharge port 26 as the reconstructed tobacco sheet 1 onto the drum body 32. Will be done.
- the drum dryer 30 has a shaft 31 and a drum body 32 that rotates about the shaft 31.
- the drum body 32 dries the reconstructed tobacco sheet 1 by, for example, steam sent into the drum body 32.
- the drum body 32 may be heated by a heater or the like.
- the scraper 40 is arranged so as to face the drum main body 32 over the entire length in the width direction of the drum main body 32 orthogonal to the rotation direction of the drum main body 32, and the tip portion thereof is adjusted so as to be in contact with or close to the drum main body 32. There is.
- the scraper 40 is arranged near the end of the drum body 32 on the downstream side in the rotation direction so that the reconstructed tobacco sheet 1 discharged on the upstream side in the rotation direction of the drum body 32 is sufficiently dried. There is.
- the reconstructed tobacco sheet 1 discharged onto the drum body 32 from the discharge port 26 of the die 20 is dried by the drum body 32 to which steam is sent into the inside, and the dried reconstructed tobacco sheet 1 is peeled off by the scraper 40. It is handed over to the subsequent process.
- the subsequent step is, for example, a step of cutting the reconstructed tobacco sheet 1 to a desired width, or a step of winding the cut reconstructed tobacco sheet onto a bobbin.
- the reconstructed tobacco sheet 1 includes a step of supplying the reconstructed tobacco raw material to the supply port 24 of the die 20, a step of forming the reconstructed tobacco raw material into a sheet from the discharge port 26 of the die 20, and discharging the die. It is manufactured by a manufacturing method including a step of cutting a sheet-shaped reconstituted tobacco raw material discharged from No. 20.
- the reconstructed tobacco sheet manufacturing apparatus includes a die for discharging the reconstructed tobacco raw material and a main drum for drying and transporting the reconstructed tobacco raw material discharged from the die.
- the die comprises a housing, a supply port formed in the housing to supply the reconstituted tobacco material, and a discharge port formed on one side of the housing to discharge the reconstituted tobacco material. Therefore, regardless of the amount of water contained in the reconstituted tobacco raw material, a reconstructed tobacco sheet having a uniform thickness can be obtained by a simple manufacturing process.
- FIG. 7 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to a second embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100L includes a slitting drum 53 in place of the roller 52 shown in FIG. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the slitting drum 53 has at least two blades that rotate opposite to each other. The length of the blade in the rotation axis direction is longer than the length in the width direction of the reconstructed tobacco sheet 1.
- the slitting drum 53 cuts the reconstructed tobacco sheet 1 as the reconstructed tobacco sheet 1 dried by the drum dryer 30 and peeled off by the scraper 40 passes between the blades.
- the slitting drum 53 can adopt various cutting methods such as straight cut, cross cut, and spiral cut by selecting the shape of the blade. That is, the reconstructed tobacco sheet 1 cut by the slitting drum 53 can be collected as it is as a strand or a tobacco chop. In conventional cigarettes, tobacco increments having a width of about 1 mm and a length of about 5 mm to 20 mm are often filled in a cylindrical paper cylinder in a random orientation.
- the shape of the blade of the slitting drum 53 in the second embodiment it is possible to produce a cigarette having a size similar to that of the tobacco chopped, which is often used in conventional cigarettes. Examples of such a shape of tobacco nicks include those disclosed in FIGS. 1, 3, 6 to 8 of Special Table 2018-516705. Further, if it is necessary to prepare strands of various sizes and shapes for the purpose of changing the filling rate or other qualities, it can be dealt with by appropriately selecting the blade of the slitting drum 53.
- the slitting drum for cutting the sheet-shaped reconstructed tobacco raw material discharged from the die is provided. Therefore, regardless of the amount of water contained in the reconstituted tobacco raw material, a reconstituted tobacco sheet having a uniform thickness and being cut can be obtained by a simple manufacturing process.
- the second embodiment it is further provided with a main drum which is arranged in front of the slitting drum and which dries and conveys the reconstituted tobacco raw material discharged from the die. Therefore, the reconstructed tobacco sheet can be cut immediately after it is dried. Further, by arranging the slitting drum after the main drum for drying the raw material, it is possible to prevent the tar from adhering to the slitting drum.
- the slitting drum 53 may be used after the drum dryer 30 in each of the following embodiments.
- a packing device may be provided after the slitting drum 53.
- the packing device includes a weighing mechanism that measures the weight of the container in which the reconstructed tobacco sheet 1 cut by the slitting drum 53 is packed, and a transport mechanism that carries the container into the weighing mechanism and carries the container out from the weighing mechanism.
- the container may be a cardboard case of a predetermined size (for example, a C-48 case often used for packing tobacco plants in the tobacco industry) or a plastic bag.
- the transport mechanism carries out the container from the measuring mechanism and carries an empty container into the measuring mechanism.
- the reconstructed tobacco sheet 1 cut by the slitting drum 53 can be efficiently packed and handed over to the subsequent process.
- the reconstructed tobacco sheet 1 cut by the slitting drum 53 may be randomly packed in a container, or may be aligned and packed in a container.
- FIG. 8 is a plan view showing a reconstructed tobacco sheet manufacturing apparatus according to a third embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100A includes X extruders 10A to 10X and X dies 20A to 20X in place of the extruder 10 and die 20 shown in FIG.
- X may be 2 or more.
- X dies 20A to 20X may be connected to one extruder 10. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- Extruders 10A to 10X are connected to dies 20A to 20X, respectively. Further, the dies 20A to 20X are arranged along the longitudinal direction of the discharge port 26.
- the extruders 10A to 10X pump the reconstituted tobacco raw materials supplied from a tank or the like (not shown) to the dies 20A to 20X, respectively.
- the dies 20A to 20X discharge the reconstituted tobacco raw materials supplied from the extruders 10A to 10X onto the drum main body 32, respectively.
- the reconstructed tobacco in the above-mentioned latter step by adjusting the opening length of the discharge port 26 of the dies 20A to 20X to the width of the bobbin around which the reconstructed tobacco sheet 1 is wound in the above-mentioned subsequent step, the reconstructed tobacco in the above-mentioned latter step.
- the step of cutting the sheet 1 to a desired width becomes unnecessary.
- compositions of the reconstituted tobacco raw materials supplied to the extruders 10A to 10X different from each other, it is possible to manufacture a plurality of types of reconstructed tobacco sheets 1 with one drum dryer 30. Further, by selectively driving the set of the extruders 10A to 10X and the dies 20A to 20X, the manufacturing capacity of the reconstructed tobacco sheet manufacturing apparatus 100A can be easily adjusted.
- a plurality of dies are arranged along the longitudinal direction of the discharge port. Therefore, the step of cutting the obtained reconstructed tobacco sheet to a desired width can be omitted.
- the opening width of the discharge port 26 of the die 20 is constant, but in the reconstructed tobacco sheet manufacturing apparatus according to the fourth embodiment of the present invention, the die 20 has the opening width of the discharge port 26.
- the variable width mechanism is, for example, a screw.
- the variable width mechanism changes the opening width of the discharge port 26 by adjusting the gap between the first block 21 and the second block 22 shown in FIG. 6 according to the tightening amount of the screw.
- a plurality of screws may be provided so that the opening width of the discharge port 26 is different between the end portion and the center portion in the longitudinal direction of the discharge port 26. If the opening length of the discharge port 26 is larger than the opening width of the discharge port 26, the discharge state may differ in the longitudinal direction of the discharge port 26.
- the variable width mechanism may have an actuator such as a motor for driving a screw.
- the die has a variable width mechanism capable of changing the length in the width direction of the discharge port. Therefore, it is possible to obtain a reconstructed tobacco sheet having a plurality of thicknesses without changing the die.
- the opening width of the discharge port so that the flow velocity of the reconstructed tobacco raw material at the discharge port of the die becomes uniform in the longitudinal direction of the discharge port, the occurrence of wrinkles is suppressed and the reconstructed tobacco sheet can be obtained. Can be molded flat.
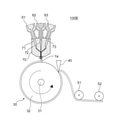
- FIG. 9 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to a fifth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100B includes three extruders 61 to 63 and a die 70 in place of the extruder 10 and the die 20 shown in FIG.
- the number of extruders is not limited to three, and may be two or more. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the extruders 61 to 63 are connected to the die 70.
- Raw materials are supplied to the extruders 61 to 63 from tanks and the like (not shown). At least one of the raw materials supplied to the extruders 61-63 contains a reconstituted tobacco raw material. Further, the raw materials supplied to the extruders 61 to 63 may be different raw materials from each other or may contain the same raw materials.
- the extruders 61 to 63 pump the supplied raw material to the die 70 using a screw or the like (not shown).
- the die 70 has a plurality of supply ports 71 to 73 to which a plurality of raw materials are supplied from the extruders 61 to 63, and a discharge port 74 formed in a slit shape on one side surface of the die 70.
- the raw materials supplied from the extruders 61 to 63 via the supply ports 71 to 73 are spread by a manifold (not shown) and then merged in the vicinity of the discharge port 74 to form a laminated reconstructed tobacco sheet. 1 is discharged onto the drum body 32.
- the die 70 may have a plurality of raw materials merged in the manifold.
- the reconstructed tobacco sheet 1 having a simple structure and having a multi-layered structure can be obtained by omitting the sheet bonding step. Further, by forming the sheet in multiple layers before drying the reconstructed tobacco sheet 1 with the drum dryer 30, the adhesion of each layer can be strengthened. Furthermore, by inserting a sheet that suppresses stickiness into the multi-layered sheet, the reconstructed tobacco sheet 1 can be wound onto the bobbin and from the bobbin without taking measures such as dusting and release paper. The feeding can be easily performed.
- the die has a plurality of supply ports to which a plurality of raw materials are supplied, and the plurality of raw materials are laminated and discharged from the discharge port. Therefore, the step of laminating a plurality of sheets can be omitted.
- FIG. 10 is a side view of the die of the reconstructed tobacco sheet manufacturing apparatus according to the sixth embodiment of the present invention as viewed from the discharge port side.
- the die 20 further has a partition 27 that divides the discharge port 26 into a plurality of regions along the longitudinal direction of the discharge port 26. That is, in FIG. 10, the slit-shaped discharge port 26 shown in FIG. 6 is intermittently opened. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the reconstituted tobacco raw material supplied from the extruder 10 to the die 20 via the supply port 24 is sent to the discharge port 26 through the manifold 25, and is discharged from the discharge port 26 as the reconstructed tobacco sheet 1 onto the drum body 32. Will be done.
- the discharge port 26 is intermittently opened, the discharged reconstructed tobacco sheet 1 is already formed into a strip shape. Therefore, the reconstructed tobacco sheet 1 dried by the drum dryer 30 can be recovered as a strand as it is after the drying is completed.
- the die has a partition portion that divides the discharge port into a plurality of regions along the longitudinal direction of the discharge port. Therefore, the step of stranding the sheet can be omitted. Further, in the present invention, it is effective to use the die 20 having the partition portion 27 because the shape of the discharged reconstructed tobacco sheet is stable even before drying.
- FIG. 11 is a side view of the die of the reconstructed tobacco sheet manufacturing apparatus according to the seventh embodiment of the present invention as viewed from the discharge port side.
- the die 20 further has at least one raised portion 28 that faces the width direction of the discharge port 26 along the longitudinal direction of the discharge port 26.
- the cross-sectional shape of the raised portion 28 may be a triangle, a rectangle, a sinusoidal waveform, a T-shape, or the like. That is, in FIG. 11, the slit-shaped discharge port 26 shown in FIG. 6 is an opening having two widths, that is, the apex of the raised portion 28 or the side including the apex and the bottom of the raised portion 28. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the reconstituted tobacco raw material supplied from the extruder 10 to the die 20 via the supply port 24 is sent to the discharge port 26 through the manifold 25, and is discharged from the discharge port 26 as the reconstructed tobacco sheet 1 onto the drum body 32. Will be done.
- the discharged reconstructed tobacco sheet 1 is already formed with strips having a cross-sectional shape corresponding to the raised portion 28. Therefore, the reconstructed tobacco sheet 1 dried by the drum dryer 30 can be recovered as the reconstructed tobacco sheet 1 in which the strips are formed as it is after the drying is completed.
- the die has at least one raised portion that faces the width direction of the discharge port along the longitudinal direction of the discharge port. Therefore, the reconstructed tobacco sheet can be reconstructed while omitting the step of passing the reconstructed tobacco sheet between the paired rollers and pressing the zigzag or corrugated shape, which has been performed with the conventional reconstructed tobacco sheet.
- Surface treatment eg, embossing
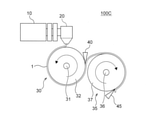
- FIG. 13 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to an eighth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100C includes a drum dryer (secondary drum) 35 and a scraper 45 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the drum dryer 35 is arranged after the drum dryer 30 and is used in combination with the drum dryer 30.
- the drum dryer 35 has a shaft 36 and a drum body 37 that rotates about the shaft 36.
- the drum body 37 is heated, for example, by steam sent into the drum body 37.
- the drum body 37 may be heated by a heater or the like. Further, the drum dryer 30 and the drum dryer 35 are configured so that the temperature can be adjusted independently.
- the drum dryer 35 receives the reconstructed tobacco sheet 1 dried by the drum dryer 30 and peeled off by the scraper 40, and further dries and conveys the reconstructed tobacco sheet 1.
- the scraper 45 peels the reconstructed tobacco sheet 1 dried by the drum dryer 35 from the drum body 37.
- the drying distance of the reconstructed tobacco sheet 1 can be extended, and the drying capacity of the reconstructed tobacco sheet manufacturing apparatus 100C can be improved. Therefore, it is possible to cope with a reconstituted tobacco raw material having a large amount of water.
- the respective drum diameters are set to 1. It can be halved the drum diameter of one drum dryer. That is, the total volume of the two drum dryers can be reduced to half that of one drum dryer. Therefore, when two drum dryers are used, the required heat energy can be reduced to half that when one drum dryer is used.
- the sub-drum used in combination with the main drum is further provided, and the sub-drum is arranged after the main drum, and the reconstructed tobacco raw material conveyed by the main drum is used. Receive from the main drum and carry it further. Therefore, the reconstituted tobacco raw material dried and transported by the main drum can be further treated while extending the transport distance of the reconstituted tobacco raw material.
- the auxiliary drum is a drum dryer, but the auxiliary drum is not limited to this, and the auxiliary drum may be a cooling drum for cooling the reconstructed tobacco sheet 1 dried by the drum dryer 30.
- FIG. 14 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to a ninth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100D includes a drum dryer (secondary drum) 35 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the drum dryer 35 is arranged to face the drum dryer 30 and is used in combination with the drum dryer 30.
- the drum dryer 35 has a shaft 36 and a drum body 37 that rotates about the shaft 36.
- the shaft 36 is configured so that the gap between the drum dryer 30 and the drum dryer 35 can be arbitrarily adjusted by a drive mechanism (not shown).
- the drum body 37 is heated by, for example, steam sent into the drum body 37.
- the drum body 37 may be heated by a heater or the like.
- the drum dryer 30 and the drum dryer 35 are configured so that the temperature can be adjusted independently.
- the drum dryer 35 dries and conveys the reconstructed tobacco sheet 1 formed on the drum body 32 in cooperation with the drum dryer 30.
- the reconstructed tobacco sheet 1 conveyed by the drum dryer 30 and the drum dryer 35 is compressed as it passes through the gap between the drum dryer 30 and the drum dryer 35.
- the density of the reconstructed tobacco sheet 1 is reduced by the compaction effect of the drum dryer 30 and the drum dryer 35 at the time of ejection from the die 20. Can be enhanced. Further, by adjusting the gap between the drum dryer 30 and the drum dryer 35, it is possible to control the thickness of the reconstructed tobacco sheet 1 that has passed through the gap between the drum dryer 30 and the drum dryer 35.
- the compaction effect of the drum dryer 30 and the drum dryer 35 causes the reconstructed tobacco according to the distribution of the ejection speed at the time of ejection from the die 20. Wrinkles and the like generated on the sheet 1 can be eliminated.
- embossing the surface of the drum body 37 when the reconstructed tobacco sheet 1 passes through the gap between the drum dryer 30 and the drum dryer 35, the surface of the reconstructed tobacco sheet 1 is embossed. And the specific surface area can be expanded.
- the processing performed on the surface of the drum body 37 is not limited to the embossing processing, and may be slit processing or the like for cutting the reconstructed tobacco sheet 1.
- the sub-drum used in combination with the main drum is further provided, and the sub-drum is arranged to face the main drum and is discharged from the die in cooperation with the main drum. Transport the reconstituted tobacco raw material. Therefore, in cooperation with the main drum, the reconstituted tobacco raw material dried and transported by the main drum can be further treated.
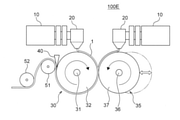
- FIG. 15 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the tenth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100E includes an extruder 10 and a die 20 provided in the drum dryer 35 in addition to the reconstructed tobacco sheet manufacturing apparatus 100D shown in FIG. Since other configurations are the same as those of the ninth embodiment described above, the description thereof will be omitted.
- the extruder 10 provided in the drum dryer 35 is supplied with raw materials supplied from a tank or the like (not shown).
- the raw material supplied to the extruder 10 may or may not contain the reconstituted tobacco raw material.
- the extruder 10 pumps the supplied raw material to the die 20 using a screw or the like (not shown).
- the die 20 provided in the drum dryer 35 forms the raw material supplied from the extruder 10 into a sheet shape and discharges the raw material onto the drum main body 37.
- the sheets discharged from each of the die 20 provided in the drum dryer 30 and the die 20 provided in the drum dryer 35 are multi-layered when passing through the gap between the drum dryer 30 and the drum dryer 35.
- the sheets having different characteristics are bonded by passing the sheets discharged from the dies 20 provided in the drum dryer 30 and the drum dryer 35 through the gap between the drum dryer 30 and the drum dryer 35.
- the adhesion of each layer can be strengthened by making the sheets multi-layered before drying the tobacco sheet 1 reconstructed by the drum dryer 30 and the drum dryer 35. Further, by adjusting the gap between the drum dryer 30 and the drum dryer 35, it is possible to control the thickness of the reconstructed tobacco sheet 1 that has passed through the gap between the drum dryer 30 and the drum dryer 35.
- the sub-drum used in combination with the main drum and the die having the same configuration as the die provided on the main drum and discharging the discharge material to the sub-drum. Further prepare. Therefore, the step of laminating a plurality of sheets can be omitted.
- Eleventh embodiment In the reconstructed tobacco sheet manufacturing apparatus according to the eleventh embodiment of the present invention, the characteristics of the surface of the drum body 32 of the drum dryer 30 and the drum body 37 of the drum dryer 35 shown in the first embodiment and the like are obtained. Surface modification treatment is applied for improvement.
- the improvement of the characteristics is the improvement of wear resistance, corrosion resistance, peeling / releasability, and thermal conductivity
- the surface modification treatment is a chemical treatment such as plating or a physical treatment such as blasting. including. Examples of specific characteristics and surface modification treatment are shown in Tables 1 to 6. As a result, the surface characteristics of the drum body 32 of the drum dryer 30 and the drum body 37 of the drum dryer 35 are improved, and the usability and durability of the device can be improved.
- ⁇ indicates that it can be applied as a surface treatment regardless of the conditions of the extruded material or the apparatus. Further, in Tables 1 to 6, ⁇ indicates that it can be applied as a surface treatment if either the extruded material or the conditions of the apparatus are met. Further, in Tables 1 to 6, ⁇ indicates that it can be applied as a surface treatment if both the conditions of the extruded material and the apparatus are met.
- the main drum is surface-modified. Therefore, the characteristics of the surface of the main drum can be improved.
- the surface modification treatment may be applied to the sub drum, not limited to the main drum.
- FIG. 16 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to a twelfth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100F includes a hot air blower (auxiliary drying apparatus) 80 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the hot air blower 80 is arranged on the drying path of the drum dryer 30 so as to face the drum main body 32 of the drum dryer 30.
- the hot air blower 80 sends hot air to dry the reconstructed tobacco sheet 1 discharged onto the drum body 32 from the discharge port 26 of the die 20 from the surface side of the reconstructed tobacco sheet 1.
- the surface of the reconstructed tobacco sheet 1 is a surface that is not in contact with the drum body 32 of the reconstructed tobacco sheet 1.
- the hot air blower 80 is configured so that the drying capacity can be adjusted by unique parameters such as air volume, output, and hot air temperature. Further, the hot air temperature can be set to a temperature equal to or higher than normal temperature.
- the drying capacity of the reconstructed tobacco sheet manufacturing apparatus 100F can be improved. Therefore, with a simple structure, it is possible to cope with a reconstituted tobacco raw material having a large amount of water. Further, by using the hot air blower 80, both sides of the reconstructed tobacco sheet 1 can be dried at the same time.
- an auxiliary drying device is further provided, which is arranged to face the main drum and dries the reconstituted tobacco raw material discharged from the die. Therefore, the drying capacity of the reconstructed tobacco sheet manufacturing apparatus can be improved.
- the auxiliary drying device is a hot air blower, but the auxiliary drying device is not limited to this, and the auxiliary drying device may be an IR heater.
- a cooling device that sends cold air to the reconstructed tobacco sheet 1 may be provided.
- FIG. 17 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the thirteenth embodiment of the present invention.
- FIG. 18 is a block diagram showing an opening width control in the reconstructed tobacco sheet manufacturing apparatus according to the thirteenth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100G includes a thickness detection sensor (state detection unit) 91 and a PLC (control unit) 200 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. To be equipped.
- the die 20 of the reconstructed tobacco sheet manufacturing apparatus 100G has a variable width mechanism 92 that can change the opening width of the discharge port 26 by using a motor as an actuator as shown in the fourth embodiment described above. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the thickness detection sensor 91 is provided in the vicinity of the discharge port 26.
- the thickness detection sensor 91 detects the thickness of the reconstructed tobacco sheet 1 ejected from the die 20 in a non-contact manner using X-rays, a laser, ultrasonic waves, or the like, and as a thickness measurement value, a PLC (programmable logical controller). ) Output to 200.
- the PLC 200 may be built in the reconstructed tobacco sheet manufacturing apparatus 100G, or may be provided at a distance.
- the difference between the thickness setting value and the thickness measurement value is based on the thickness setting value which is the desired thickness of the reconstructed tobacco sheet 1 and the thickness measurement value from the thickness detection sensor 91.
- a control command is output to the variable width mechanism 92 so that it becomes zero, and the motor is controlled. As a result, the opening width of the discharge port 26 is changed, and the thickness of the reconstructed tobacco sheet 1 discharged from the die 20 changes.
- the sheet When the reconstructed tobacco sheet 1 is discharged from the die 20, the sheet may expand due to pressure release, and the thickness of the reconstructed tobacco sheet 1 may not match the opening width of the discharge port 26. Therefore, the thickness of the reconstructed tobacco sheet 1 can be adjusted to a desired thickness by feedback-controlling the opening width of the discharge port 26 with respect to the uncontrollable element of pressure release.
- the die has a variable width mechanism capable of changing the width direction length of the discharge port as an actuator, and the state detection unit is a reconstructed cigarette discharged from the die.
- the thickness of the raw material is detected, and the control unit controls the variable width mechanism based on the detection result by the state detection unit to change the length of the discharge port in the width direction. Therefore, the thickness of the reconstructed tobacco sheet can be adjusted to a desired thickness.
- FIG. 19 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the 14th embodiment of the present invention.
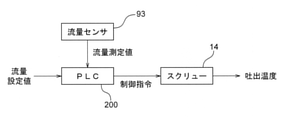
- FIG. 20 is a block diagram showing discharge rate control in the reconstructed tobacco sheet manufacturing apparatus according to the 14th embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100H includes a flow rate sensor (state detection unit) 93 and a PLC (control unit) 200 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. ..
- the screw 14 rotatably arranged in the housing 11 of the extruder 10 has a function as an actuator. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the flow rate sensor 93 is provided in the vicinity of the discharge port 26.
- the flow rate sensor 93 detects the flow rate of the reconstructed tobacco sheet 1 discharged from the die 20 in a non-contact manner using a laser or the like, and outputs the flow rate measurement value to the PLC 200.
- the flow rate measurement value is used as a value for estimating the discharge speed of the reconstructed tobacco sheet 1 discharged from the die 20.
- the PLC 200 may be built in the reconstructed tobacco sheet manufacturing apparatus 100H, or may be provided at a distance.
- the PLC 200 is screwed so that the difference between the flow rate set value and the flow rate measured value becomes zero based on the flow rate set value which is the desired flow rate of the reconstructed tobacco sheet 1 and the flow rate measured value from the flow rate sensor 93.
- a control command is output to 14 to control the rotation of the screw 14. As a result, the ejection speed of the reconstructed tobacco sheet 1 ejected from the die 20 changes.
- the discharge speed of the reconstructed tobacco sheet 1 discharged from the die 20 varies to some extent due to the swell of the screw 14. Therefore, by feedback-controlling the discharge speed of the reconstructed tobacco sheet 1, the discharge speed of the reconstructed tobacco sheet 1 discharged from the die 20 can be kept within a certain range. Further, by keeping the discharge speed of the reconstructed tobacco sheet 1 constant, it is possible to prevent the reconstructed tobacco sheet 1 from dubbing on the drum dryer 30 and to prevent the reconstructed tobacco sheet 1 from being torn off due to an increase in tension. Can be done. Further, by keeping the discharge speed of the reconstructed tobacco sheet 1 constant, it is possible to suppress the variation in the thickness of the sheet due to the pressure release and stabilize the quality of the reconstructed tobacco sheet 1.
- an extruder for pumping the reconstituted tobacco raw material to the die is further provided, and the extruder has a screw rotatably arranged in the housing as an actuator.
- the state detection unit detects at least one of the flow rate and the discharge pressure of the reconstituted tobacco raw material discharged from the die, and the control unit controls the rotation of the screw based on the detection result by the state detection unit and discharges from the die.
- the discharge rate of the reconstituted tobacco raw material is changed. Therefore, the discharge speed of the reconstructed tobacco sheet discharged from the die can be kept constant.
- the discharge pressure of the reconstructed tobacco sheet 1 discharged from the die 20 is applied to the vicinity of the discharge port 26 or the inside of the die 20.
- a discharge pressure sensor for detection may be provided.
- the discharge pressure detected by the discharge pressure sensor can be used as a value for estimating the discharge speed of the reconstructed tobacco sheet 1 discharged from the die 20.
- FIG. 21 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the fifteenth embodiment of the present invention.
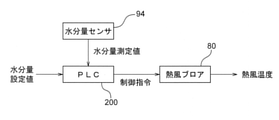
- FIG. 22 is a block diagram showing hot air temperature control in the reconstructed tobacco sheet manufacturing apparatus according to the fifteenth embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100I includes a water content sensor (state detection unit) 94 and a PLC (control unit) 200 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. Be prepared. Further, the reconstructed tobacco sheet manufacturing apparatus 100I has the hot air blower (auxiliary drying apparatus) 80 shown in the twelfth embodiment described above as an actuator. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the water content sensor 94 is provided after the scraper 40.
- the water content sensor 94 detects the water content of the reconstructed tobacco sheet 1 peeled off by the scraper 40 in a non-contact manner using infrared rays, microwaves, or the like, and outputs it to the PLC 200 as a water content measurement value.
- the hot air blower 80 is arranged on the drying path of the drum dryer 30 so as to face the drum main body 32 of the drum dryer 30.
- the PLC 200 may be built in the reconstructed tobacco sheet manufacturing apparatus 100I, or may be provided at a distance.
- the difference between the water content setting value and the water content measurement value is zero based on the water content setting value which is the desired water content of the reconstructed tobacco sheet 1 and the water content measurement value from the water content sensor 94.
- a control command is output to the hot air blower 80 to control the temperature of the hot air sent from the hot air blower 80.
- the water content of the reconstructed tobacco sheet 1 dried by the drum dryer 30 and the hot air blower 80 changes.
- the water content of the reconstructed tobacco sheet 1 dried by the drum dryer 30 and the hot air blower 80 varies depending on the environment, the season, and the like. Therefore, by feedback-controlling the water content of the reconstructed tobacco sheet 1, the water content of the reconstructed tobacco sheet 1 dried by the drum dryer 30 and the hot air blower 80 can be kept within a certain range. As a result, the quality of the reconstructed tobacco sheet 1 can be stabilized. Further, since the hot air blower 80 has higher responsiveness and is easier to control than the drum dryer 30, the water content of the reconstructed tobacco sheet 1 can be controlled in detail. Further, since the water content of the reconstructed tobacco sheet 1 can be automatically controlled, it is possible to eliminate the need for constant monitoring by the operator.
- the reconstructed tobacco raw material discharged from the die is dried and conveyed, and the reconstructed tobacco raw material disposed facing the drum and discharged from the die is dried.
- the state detection unit detects the water content of the reconstituted tobacco raw material dried by the drum and the auxiliary drying device, and the control unit assists based on the detection result by the state detection unit.
- the drying device is controlled to change the moisture content of the reconstituted tobacco raw material dried by the drum and the auxiliary drying device. Therefore, the water content of the reconstructed tobacco sheet dried by the drum and the auxiliary drying device can be kept within a certain range.
- the reconstructed tobacco sheet manufacturing apparatus 100G according to the thirteenth embodiment, the reconstructed tobacco sheet manufacturing apparatus 100H according to the fourteenth embodiment, and the reconstructed tobacco sheet manufacturing apparatus 100I according to the fifteenth embodiment are used. It may be combined arbitrarily.
- FIG. 23 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the 16th embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100J includes an addition mechanism 95 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the addition mechanism 95 is provided in the vicinity of the discharge port 26, and a powdery or liquid fragrance is added to the reconstructed tobacco sheet 1 discharged from the die 20 by spraying.
- the installation position of the addition mechanism is not limited to the vicinity of the discharge port 26, and the addition mechanism may be provided on the drying path of the drum dryer 30.
- the reconstructed tobacco sheet 1 manufactured by the present invention has a smooth surface due to the pressure load on the die 20 and the shrinkage during drying on the drum dryer 30, so that the liquid permeability is low. Therefore, the fixability of the additive can be improved by adding the fragrance before or during the drying of the reconstructed tobacco sheet 1. Further, by providing the addition mechanism 95 in the reconstructed tobacco sheet manufacturing apparatus 100J, the step of adding the fragrance in the subsequent step becomes unnecessary.
- the fixing property of the additive can be improved by further providing an addition mechanism for adding the powdery or liquid fragrance on the downstream side of the die 20. ..
- FIG. 24 is a side view showing a reconstructed tobacco sheet manufacturing apparatus according to the 17th embodiment of the present invention.
- the reconstructed tobacco sheet manufacturing apparatus 100K includes a buffer mechanism 55 in addition to the reconstructed tobacco sheet manufacturing apparatus 100 shown in FIG. Since other configurations are the same as those of the first embodiment described above, the description thereof will be omitted.
- the buffer mechanism 55 is provided between the discharge port 26 and the drum dryer 30, and winds up the reconstructed tobacco sheet 1 discharged from the die 20 and temporarily holds it.
- the buffer mechanism 55 is suitable for a reconstituted tobacco raw material containing a small amount of water. Since the reconstructed tobacco sheet 1 before being dried by the drum dryer 30 has low strength, the structure of the buffer mechanism 55 is, for example, a fixed roller 56 and a movable roller 57 that can be moved according to the tension of the reconstructed tobacco sheet 1. Those having and are suitable.
- the buffer mechanism 55 moves the movable roller 57 so that the tension of the reconstructed tobacco sheet 1 becomes constant.
- the buffer mechanism 55 By providing the buffer mechanism 55, it corresponds to the case where the discharge speed of the reconstructed tobacco sheet 1 discharged from the die 20 and the rotation speed of the drum body 32 cannot be synchronized due to the fluctuation of the discharge amount from the die 20 or the like. can do. Specifically, by feeding out the reconstructed tobacco sheet 1 held in the buffer mechanism 55 or temporarily holding the reconstructed tobacco sheet 1 in the buffer mechanism 55, the discharge speed of the reconstructed tobacco sheet 1 can be determined. The rotation speed of the drum body 32 can be relatively synchronized. Further, even when the device upstream or downstream of the buffer mechanism 55 causes a chocolate stop, by using the buffer mechanism 55, it is possible to prevent the entire reconstructed tobacco sheet manufacturing device 100K from stopping. ..
- the reconstructed tobacco is further provided with the buffer mechanism 55 for temporarily holding the reconstructed tobacco sheet 1 discharged from the die 20 on the downstream side of the die 20. It is possible to deal with the case where the discharge speed of the sheet 1 and the rotation speed of the drum main body 32 cannot be synchronized.
- Discharge port 80 Hot air blower 91 ... Detection sensor 92 ... Variable width mechanism 93 ... Flow sensor 94 ... Moisture content sensor 95 ... Addition mechanism 100, 100A-100L ... Reconstructed tobacco sheet manufacturing equipment
Abstract
Un appareil de production de feuilles de tabac reconstituées selon la présente invention comprend : une filière à travers laquelle un matériau de tabac reconstitué est évacué sous une forme de type feuille; et un tambour de refendage qui coupe le matériau de tabac reconstitué de type feuille évacué à partir de la filière. La matrice comprend : un boîtier; un orifice d'alimentation formé dans le boîtier et à travers lequel le matériau de tabac reconstitué est alimenté; et un orifice d'évacuation formé dans une face latérale du boîtier et à travers lequel le matériau de tabac reconstitué est évacué.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21845182.1A EP4183265A1 (fr) | 2020-07-20 | 2021-06-22 | Appareil et procédé de production de feuilles de tabac reconstituées |
| JP2022538647A JPWO2022019031A1 (fr) | 2020-07-20 | 2021-06-22 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-123442 | 2020-07-20 | ||
| JP2020123442 | 2020-07-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022019031A1 true WO2022019031A1 (fr) | 2022-01-27 |
Family
ID=79729396
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/023584 WO2022019031A1 (fr) | 2020-07-20 | 2021-06-22 | Appareil et procédé de production de feuilles de tabac reconstituées |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4183265A1 (fr) |
| JP (1) | JPWO2022019031A1 (fr) |
| WO (1) | WO2022019031A1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5203354A (en) * | 1991-06-28 | 1993-04-20 | Philip Morris Incorporated | Restructured tobacco dryer |
| CN104489896A (zh) * | 2015-01-08 | 2015-04-08 | 云南中烟工业有限责任公司 | 一种利用超声波进行再造烟叶切丝设备 |
| JP2018516075A (ja) | 2015-05-29 | 2018-06-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | たばこカットフィラーを作製する方法 |
| CN108477663A (zh) * | 2018-04-16 | 2018-09-04 | 南京林业大学 | 替代烟草薄片的生产方法 |
| JP2019520036A (ja) | 2016-05-31 | 2019-07-18 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | キャストシートの厚さをチェックするためのキャスティング装置および方法 |
| WO2020127585A1 (fr) * | 2018-12-18 | 2020-06-25 | Philip Morris Products S.A. | Procédé et appareil pour produire une feuille d'un matériau contenant des alcaloïdes |
| WO2020127586A1 (fr) * | 2018-12-18 | 2020-06-25 | Philip Morris Products S.A. | Procédé et appareil permettant de produire une feuille d'une matière contenant des alcaloïdes |
-
2021
- 2021-06-22 EP EP21845182.1A patent/EP4183265A1/fr active Pending
- 2021-06-22 JP JP2022538647A patent/JPWO2022019031A1/ja active Pending
- 2021-06-22 WO PCT/JP2021/023584 patent/WO2022019031A1/fr unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5203354A (en) * | 1991-06-28 | 1993-04-20 | Philip Morris Incorporated | Restructured tobacco dryer |
| CN104489896A (zh) * | 2015-01-08 | 2015-04-08 | 云南中烟工业有限责任公司 | 一种利用超声波进行再造烟叶切丝设备 |
| JP2018516075A (ja) | 2015-05-29 | 2018-06-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | たばこカットフィラーを作製する方法 |
| JP2019520036A (ja) | 2016-05-31 | 2019-07-18 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | キャストシートの厚さをチェックするためのキャスティング装置および方法 |
| CN108477663A (zh) * | 2018-04-16 | 2018-09-04 | 南京林业大学 | 替代烟草薄片的生产方法 |
| WO2020127585A1 (fr) * | 2018-12-18 | 2020-06-25 | Philip Morris Products S.A. | Procédé et appareil pour produire une feuille d'un matériau contenant des alcaloïdes |
| WO2020127586A1 (fr) * | 2018-12-18 | 2020-06-25 | Philip Morris Products S.A. | Procédé et appareil permettant de produire une feuille d'une matière contenant des alcaloïdes |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022019031A1 (fr) | 2022-01-27 |
| EP4183265A1 (fr) | 2023-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2797442B1 (fr) | Appareil et procédé pour la fourniture d'une bande continue de matériau crêpé en feuille | |
| JP2691075B2 (ja) | 改良された弾性充填用製品の製造法およびその製造装置 | |
| CS228132B2 (en) | Equipment for simultaneous production of two continuous cigarette sticks | |
| WO2022019032A1 (fr) | Dispositif et procédé de fabrication de feuille de tabac reconstitué | |
| JP2761393B2 (ja) | 食品材料シートを層状に重ねる機械および方法 | |
| FI68772C (fi) | Foerfarande foer framstaellning av ett slangformigt enballeringshoelje isynnerhet korvskinn pao basis av cellulosa och medett oeverdrag pao insidan samt anordning foer genomfoeran dev foerfarandet | |
| WO2022019031A1 (fr) | Appareil et procédé de production de feuilles de tabac reconstituées | |
| WO2022019027A1 (fr) | Dispositif de fabrication et procédé de fabrication de feuille de tabac reconstitué | |
| WO2022019030A1 (fr) | Dispositif de production de feuilles de tabac reconstitué et procédé de production | |
| WO2022019029A1 (fr) | Dispositif et procédé pour la fabrication de feuille de tabac reconstitué | |
| US9034406B2 (en) | Preserving seasoning flavour profiles during the manufacturing of food-seasoning sheets | |
| US3084697A (en) | Method and apparatus for utilizing reconstructed tobacco | |
| KR100306551B1 (ko) | 식료품제조장치및방법 | |
| JP7214200B2 (ja) | 印刷塗工装置 | |
| JP5910240B2 (ja) | スリッター | |
| WO2024004019A1 (fr) | Dispositif et procédé de production de feuilles de tabac reconstituées | |
| WO2024004020A1 (fr) | Dispositif de production de feuille de tabac reconstitué et procédé de production | |
| US20230348161A1 (en) | Starch-based packaging material, apparatus and method for making same | |
| CA2747594C (fr) | Preservation des profils de saveur des assaisonnements pendant la fabrication de feuilles d'assaisonnement | |
| RU2482778C1 (ru) | Линия производства экструдированных зернобобовых сэндвичей | |
| JP2021181332A (ja) | 加湿装置および包装機 | |
| KR20190062418A (ko) | 나노필름 제조 방법 및 장치 | |
| CN112334018A (zh) | 流延含有生物碱的材料幅材的方法和设备 | |
| KR20210024476A (ko) | 알칼로이드 함유 재료의 캐스트 웹 제조를 위한 캐스팅 기기 | |
| CN115209747A (zh) | 用于制造烟草加工业的条的装置和方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21845182 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022538647 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021845182 Country of ref document: EP Effective date: 20230220 |