WO2021193524A1 - 繊維強化樹脂製品の製造方法およびコア - Google Patents
繊維強化樹脂製品の製造方法およびコア Download PDFInfo
- Publication number
- WO2021193524A1 WO2021193524A1 PCT/JP2021/011690 JP2021011690W WO2021193524A1 WO 2021193524 A1 WO2021193524 A1 WO 2021193524A1 JP 2021011690 W JP2021011690 W JP 2021011690W WO 2021193524 A1 WO2021193524 A1 WO 2021193524A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wax
- core
- prepreg
- manufacturing
- meltable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/52—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles soluble or fusible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/76—Cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/12—Dielectric heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0811—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0855—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using microwave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C2043/3665—Moulds for making articles of definite length, i.e. discrete articles cores or inserts, e.g. pins, mandrels, sliders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C2043/3665—Moulds for making articles of definite length, i.e. discrete articles cores or inserts, e.g. pins, mandrels, sliders
- B29C2043/3668—Moulds for making articles of definite length, i.e. discrete articles cores or inserts, e.g. pins, mandrels, sliders destructible or fusible
Definitions
- the present invention mainly relates to a method for producing a fiber reinforced resin product and a core used for producing a fiber reinforced resin product.
- the present application claims priority based on Japanese Patent Application No. 2020-056726 filed with the Japan Patent Office on March 26, 2020, the contents of which are incorporated herein by reference.
- Fiber Reinforced Plastic (FRP) products are used in a variety of applications, including automotive reinforcements.
- FRP Fiber Reinforced Plastic
- a prepreg preform is placed in a mold together with a core made of wax, and the core is expanded in the mold.
- a method of curing while pressurizing has been proposed (Patent Document 1).
- An object of the present invention is to provide a beneficial improvement in a method for producing a fiber reinforced resin product, which comprises curing a prepreg premolded article while pressing it using a core made of wax.
- Embodiments of the present invention include, but are not limited to: [1] Molding in which a prepreg premolded product is placed in a mold together with a core composed of a meltable portion made of wax and an outer skin covering the meltable portion, and heated and pressed in the mold to form a cured product. Production of a fiber-reinforced resin product having a step and a wax removing step of removing the wax from the cured product, in which at least a part of the prepreg premolded article is pressurized by expansion of the core in the molding step.
- a first wax having a molding temperature of 140 ° C.
- meltable portion contains particles of a material having a property of generating heat under a high-frequency electromagnetic field.
- meltable portion contains particles of a material having a property of absorbing microwaves and generating heat.
- flexible portion is composed of only the first flexible portion.
- the meltable portion comprises the first meltable portion and a second meltable portion composed of a second wax having a melting point higher than that of the first wax and incompatible with the first wax.
- a core that is arranged in the mold together with the prepreg and is a flexible portion made of wax.
- a core comprising a skin and an outer skin covering the flexible portion, and containing particles of a material having a property of absorbing microwaves and generating heat in the flexible portion.
- the melting part is composed of a first melting part made of a first wax and a second melting part made of a second wax having a melting point higher than that of the first wax and incompatible with the first wax. , [24].
- a method for producing a fiber-reinforced resin product in which at least a part of the prepreg is pressed by expansion of the core as it melts.
- the prepreg is placed in a mold together with the core according to any one of [12] to [22] and [24] to [27], and is heated and pressurized in the mold to be cured. , Manufacturing method of fiber reinforced resin products.
- a prepreg premolded product having a core-encapsulating portion in which a core composed of a melting portion made of wax and an outer skin covering the melting portion is wrapped with a prepreg sheet is heated and pressed in a mold to be hollow.
- a method for producing a fiber-reinforced resin product which comprises a molding step of forming a cured product having a portion and a wax removing step of removing the wax from the inside of the hollow portion, wherein the prepreg premolded product is the core inclusion portion.
- the melting portion contains particles of a material having a property of absorbing microwaves and generating heat, and the preheating is performed by microwave heating.
- the meltable portion has a first meltable portion made of a first wax having a melting point of less than 80 ° C.
- the meltable portion comprises the first meltable portion and a second meltable portion composed of a second wax having a melting point higher than that of the first wax and incompatible with the first wax.
- the production method according to [49]. [52] The production method according to [51], wherein one of the first wax and the second wax is a wax containing an organic compound having a polar group, and the other is a wax containing a hydrocarbon as a main component.
- FIG. 1 is a flow chart of an FRP product manufacturing method according to an embodiment.
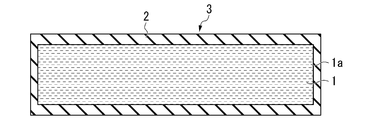
- FIG. 2 is a cross-sectional view showing a structure of a core that can be used in the FRP product manufacturing method according to the embodiment.
- FIG. 3 is a cross-sectional view showing the structure of a core that can be used in the FRP product manufacturing method according to the embodiment.
- FIG. 4 is a cross-sectional view showing the structure of a core that can be used in the FRP product manufacturing method according to the embodiment.
- FIG. 5 is a cross-sectional view showing a prepreg preformed body having a substantially net shape arranged around the core.
- FIG. 11 is a cross-sectional view showing a prepreg preformed body placed in a mold cavity together with a core wrapped inside the prepreg premolded body.
- FIG. 12 is a cross-sectional view showing a prepreg preformed body having a substantially net shape arranged around the core.
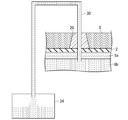
- FIG. 13 shows that the wax in the cavity of the FRP product is discharged into the collection container through the metal tube by piercing one end of the metal tube into the elastomer stopper.
- a prepreg (prepreg: pre-impregnated composite material) is a composite composed of fibers and a thermosetting resin, which is used as an intermediate material in the manufacture of FRP products.
- FRP products are manufactured by preforming a prepreg and then curing it in a mold.
- the morphology of fibers in prepregs varies from long fibers, woven fabrics, non-woven fabrics, non-crimp fabrics, short fibers and the like.
- a sheet-shaped prepreg in which long fiber bundles aligned in one direction in one plane are impregnated with resin is called a unidirectional prepreg (UD prepreg).
- a woven fabric woven with long fiber bundles impregnated with resin is called a cross prepreg.
- the FRP product manufacturing method is preferably used for manufacturing an FRP product having a structure including a bent or curved wall surface.
- Typical examples of structures including curved or curved walls are hollow structures, cylindrical structures, U-shaped cross sections and L-shaped cross sections.
- Various undercuts also often include curved or curved walls in the structure.
- each step (i) to (iii) will be described in detail with reference to the drawings, taking as an example a case where a hollow rectangular parallelepiped article is manufactured as an FRP product.
- the hollow rectangular parallelepiped has a wall surface that is bent at an angle of 90 degrees.
- FIG. 2 is a cross-sectional view showing the structure of the core prepared in the core preparation step (i).
- the core 3 is composed of a melting portion 1 made of wax and an outer skin 2 covering the melting portion, and the melting portion 1 is further composed of a first melting portion 1a made of a first wax and a second made of a second wax. It is composed of a flexible portion 1b.
- the melting points of the first wax and the second wax are different from each other, and the melting point of the first wax is lower than the melting point of the second wax.
- Both the melting point of the first wax and the melting point of the second wax are higher than room temperature (25 ° C.), preferably 50 ° C. or higher.
- the upper limit of the melting point that the first wax and the second wax should have will be described later.
- the first wax and the second wax are incompatible with each other. Therefore, the melt of the first wax does not dissolve the second wax, and when the melt of the first wax and the melt of the second wax are put in one container, both are separated into two phases. ..
- the first flexible portion 1a is arranged so as to be in contact with the outer skin 2, which is advantageous in promoting the melting of the first flexible portion 1a in the molding step (ii). As shown in FIG. 3, this effect becomes remarkable when all the portions of the flexible portion 1 in contact with the outer skin 2 are the first flexible portions 1a.
- the flexible portion 1 may be composed of only the first flexible portion 1a.
- the first flexible portion 1a may be divided into a plurality of portions.
- each of the first flexible portions 1a does not have to consist of a single piece.
- the first melting portion 1a may be formed by laminating two or more plates made of the first wax.
- the second flexible portion 1b which may be composed of a single piece or a plurality of pieces.
- the wax containing an organic compound having a polar group and the wax containing a hydrocarbon as a main component tend to be difficult to be compatible with each other. Therefore, in a preferred example, one of the first wax and the second wax is a wax containing an organic compound having a polar group, and the other is a wax containing a hydrocarbon as a main component. That is, when the first wax is a wax containing an organic compound having a polar group, the second wax is a wax containing a hydrocarbon as a main component, and the first wax is a wax containing a hydrocarbon as a main component. When is, the second wax is a wax containing an organic compound having a polar group.
- the polar group is a functional group (excluding an ether group) containing a carbon-oxygen bond or a carbon-nitrogen bond, such as a hydroxyl group, an amino group, an amide group, a carbonyl group, a carboxyl group, and an ester group.
- a wax containing a hydroxy fatty acid amide, a fatty acid amide, a hydroxy fatty acid ester or a fatty acid ester as a main component is a typical example of a wax containing an organic compound having a polar group.
- Hydrocarbon-based waxes include petroleum waxes such as paraffin wax and microcrystalline wax, as well as synthetic waxes such as Fisher Tropsch wax, polyethylene wax, and polypropylene wax.
- additives can be added to the meltable portion 1 of the core 3 shown in FIGS. 2 to 4, if necessary.
- the additive may be added to both the first flexible portion 1a and the second flexible portion 1b, or may be added to only one of them.
- the weight of the core 3 can be reduced by adding hollow particles having a particle specific density (specific gravity of individual particles) smaller than the specific density of wax to the meltable portion 1.
- the core 3 can be induced and heated by adding particles of a material having the property of generating heat under a high frequency electromagnetic field to the melting portion 1.
- ferromagnetic materials include iron, nickel, cobalt, iron alloys, nickel alloys, cobalt alloys, permalloys and many steels.
- ferrimagnetic materials include magnetite, nickel-zinc ferrite, manganese-zinc ferrite, and copper-zinc ferrite.
- conductive materials include copper, aluminum and brass.
- the core 3 can be microwave-heated by adding particles of a material having the property of absorbing microwaves to generate heat to the meltable portion 1.
- Examples of such materials include silicon carbide, ferrite, barium titanate, anatase-type titanium oxide, graphite, and carbon black. All of the above particles may be hollow or may have a core-shell structure. Induction heating or microwave heating of the core can be performed in the molding step (ii) or when the core is preheated outside the mold before the molding step (ii).
- a first wax piece prepared for the first flexible portion 1a and a second wax piece prepared for the second flexible portion 1b were prepared for the outer skin 2. Wrap in polymer film and seal by adhesion or fusion.
- the first wax piece and the second wax piece are shaped so that there are as few voids as possible between the core to be manufactured and the prepreg preformed body to be manufactured in a later step.
- the outer skin 2 can also be formed by using a shrink tube made of the above polymer.
- the shrink tube containing the wax piece for the melting portion may be heat-shrinked, and both ends of the shrink tube may be heat-sealed.
- the outer skin 2 can also be formed by using a low-temperature curable liquid rubber made of the above polymer. Liquid rubber may be applied to the surface of the wax for the meltable portion and cured at a temperature at which the wax does not melt. In the deformation method, liquid rubber is applied to the surface of the wax for the fusible part, a stretchable non-woven fabric made of synthetic resin is attached to the coated surface as a reinforcing material, and then liquid rubber is applied onto the non-woven fabric. , The liquid rubber may be cured.
- the outer skin 2 can also be formed of a UV curable elastomer.
- the UV curable elastomer is a UV curable resin in which the cured product becomes an elastic body such as rubber, and examples thereof are UV curable silicone rubber and UV curable urethane acrylate.
- the UV curable elastomer is suitable as a material for the outer skin 2 in that it can be cured in a short time even at room temperature.
- a prepreg preformed body 4 having a nearly net shape is produced from one or more prepreg sheets, and this is shown in FIG. As such, it is arranged around the core 3.
- the prepreg preformed body 4 is formed so as to include the core 3 from the beginning, that is, in the state shown in FIG. 5, instead of preparing the prepreg preformed body 4 in a separate process and then combining it with the core 3. You may make it.
- the prepreg preformed body 4 may be produced by combining different types of prepregs.
- the SMC can be combined with one or more prepregs selected from unidirectional prepregs, cross prepregs and toe prepregs to make prepreg premolds 4.
- the prepreg preformed body 4 is arranged in the cavity of the mold 10 including the lower mold 12 and the upper mold 14 together with the core 3 wrapped inside the prepreg preformed body 4. do. Normally, at this point, the mold 10 is heated to the same temperature as the molding temperature. The mold 10 preferably has a vacuum mechanism. Next, the mold 10 is mold-tightened to cure the prepreg premolded body 4.
- the temperature of the mold 10 is not limited, but is usually in the range of 120 ° C. to 180 ° C., preferably 140 ° C. or higher. The higher the temperature of the mold 10, the shorter the time required for molding.
- the core 3 expands by absorbing the heat transferred from the mold 10 through the prepreg premolded body 4, and the prepreg premolded body 4 is pressed against the inner surface of the mold 10.
- the internal pressure generated by the core 3 trying to expand against the mold clamping force of the mold 10 is applied to the prepreg premolded body 4.
- the volume of the core 3 only gradually increases due to thermal expansion, so the pressure applied to the prepreg premolded body 4 is weak, but the temperature near the surface of the core 3 reaches the melting point of the first wax, and the first When the meltable portion 1a begins to melt, the pressure applied to the prepreg premolded body 4 rises sharply. This is because when the wax melts, its volume increases significantly.
- the melted first wax flows and spreads evenly over the entire space between the unmelted portion of the meltable portion 1 and the outer skin 12.
- the first melting portion 1a does not have to be completely melted. Since the temperature of the first wax is maintained at its melting point until the first melting part 1a is completely melted, the melting of the second melting part 1b does not start. If the melting point T m2 of the second wax is sufficiently higher than the melting point T m1 of the first wax, only the first meltable portion 1a is melted in the molding step (ii).
- the degree of expansion of the core 3 in the molding step (ii) can be controlled.
- the pressure applied to the prepreg premolded body 4 can be controlled by the expansion of the core 3.
- the melting point T m1 of the first wax forming the first fusible portion 1a forming temperature T M i.e. It is necessary that the temperature is lower than the temperature of the mold 10 at the time of molding. However, when the prepreg preformed body 4 is thick, that alone may not be sufficient. When the prepreg preform 4 is too thick, heat is due to slow transferred from the mold 10 into the core 3, the melting point T m1 of the first wax despite lower than the molding temperature T M, the first fusible portion Prior to melting 1a, the prepreg premolded body 4 may begin to cure at the portion in contact with the mold 10.
- the force of the core 3 pressing the prepreg premolded body 4 against the inner surface of the mold 10 is weak, so that the FRP cured at this stage has a bad appearance and may contain voids. be. Therefore, when the prepreg preformed body 4 is thick, it is desirable to lower the melting point T m1 of the first wax to quickly melt the first meltable portion 1a. Specifically, when the thickness of the prepreg preformed body 4 is at least partially 1 mm or more, the melting point T m1 of the first wax is preferably less than 80 ° C.
- the melting point T m1 of the first wax is less than 70 ° C.
- the prepregs one-way prepregs, cross prepregs, toe prepregs and the like have a thickness of only about 0.2 mm, whereas even one SMC usually has a thickness of about 2 mm. Therefore, the effect of lowering the melting point T m1 of the first wax becomes particularly remarkable when the prepreg preformed body 4 contains SMC.
- the molding process may be preheated before (ii). This preheating needs to be performed so that the temperature of the core 3 does not reach the melting point T m1 of the first wax. This is because if the first flexible portion 1a is melted at the stage of preheating, the prepreg preformed body utilizing the large expansion of the core 3 accompanying the melting of the first flexible portion 1a in the molding step (ii). This is because the pressurization of 4 cannot be performed.
- the timing of preheating the core 3 is not limited, and may be before or after the prepreg premolded body 4 is placed around the core 3, or both before and after.
- the prepreg premolded body 4 may be heated at the same time.
- a hot air circulation furnace can be preferably used for the preheating of the core 3, but if dielectric heating or microwave heating is used as an additional means or an alternative means, the core 3 can be preheated in a shorter time.
- dielectric heating particles of a material having a property of generating heat under a high-frequency electromagnetic field may be added to the meltable portion 1 of the core 3 in advance.
- microwave heating particles of a material having a property of absorbing microwaves and generating heat may be added to the meltable portion 1 of the core 3 in advance.
- the prepreg premolded body 4 is made of a prepreg sheet
- the butt joint between the prepreg sheets 5 as shown in FIG. 7 and the overlap joint between the prepreg sheets 5 as shown in FIG. 8 Have at least one.
- the outer skin 2 of the core 3 has a role of sealing the gap between the prepreg sheets 5 at such a joint portion and preventing the melted wax from entering between the prepreg premolded body 4 and the mold 10. be. Therefore, the material of the outer skin 2 must be flexible and deformable at the molding temperature.
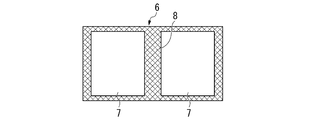
- an FRP product obtained when two partial prepreg preformed bodies 4a are placed in a cavity of a mold 10 together with a core 3 wrapped inside the preformed body 4a and cured. 6 has a structure reinforced by a partition wall 8 located between the two cavities 7, as shown in FIG. When the first flexible portion 1a melts, the two cores 3 expand significantly, so that the partition wall 8 is cured in a sufficiently pressurized state and becomes void-free.
- the FRP product is molded from the prepreg premolded body 4 by using the mold 10 having a cavity formed by the lower mold 12, the upper mold 14, and the slide core 16. You may.
- the movement of the slide core 16 is controlled by a pressure control mechanism (not shown) using hydraulic pressure or the like, and even if the core 3 expands, the slide core 16 does not move until the pressure in the cavity reaches a predetermined value.
- the pressure in the cavity tries to exceed a predetermined value, the slide core 16 moves in the horizontal direction to relieve the pressure. It is convenient to control the molding pressure to be constant by using such a mold in order to stabilize the quality of the FRP product.
- Wax removing step (iii) the FRP product obtained by curing the prepreg premolded body 4 in the molding step (ii) is taken out from the mold 10 and is taken out from the core 3 filling the internal cavity.
- the wax forming the flexible portion 1 is removed.
- the outer skin 2 does not need to be removed as long as it is adhered to the inner surface of the FRP product and does not affect the function and appearance of the FRP product.
- the wax forming the meltable portion 1 is melted by heating in an oven, for example, and discharged from a discharge hole provided in the FRP product using a drill or a hole saw. During heating, the temperature of the FRP product should not reach the heat distortion temperature (deflection temperature under load).
- a through hole H may be provided in the prepreg premolded body 4, and the elastomer plug 20 may be inserted into the through hole H to form an FRP product.
- the gap between the through hole H and the elastomer plug 20 is closed by the fluid deformation of the prepreg during molding.
- one end of the metal tube 30 is pierced through the elastomer stopper 20 to penetrate the molten wax 8a, 8b in the cavity of the FRP product 6. A part or all of the above is discharged through the metal tube 30 into the collection container 34 connected to the other end.
- the melted wax does not spurt out when the FRP product is pierced, so that not only the wax can be safely removed, but also the deformation of the FRP product caused by the internal pressure of the cavity after removal from the mold can be prevented.
- the mold is provided with an insertion hole for passing the metal tube, and the metal tube is pierced into the FRP product in the mold through this insertion hole before lifting the upper mold. Part or all may be discharged.
- the timing of discharging the wax may be after the mold opening or before the mold opening.
- the reason why the elastomer plug 20 is tapered along the insertion direction into the through hole H is to prevent the elastomer plug 20 from coming off due to the internal pressure of the cavity after molding and before the wax is discharged. Therefore, the elastomer plug 20 is inserted into the through hole H with the side having a large diameter of the cross section orthogonal to the insertion direction facing the core 3.
- protrusions or recesses may be provided on the sides of the elastomer plug.
- the material of the elastomer stopper is not limited, and may be, for example, acrylic rubber, fluororubber, silicone rubber, nitrile rubber, or butyl rubber.
- the tip of the metal tube may be sharpened so that it can easily pierce the taper plug. When discharging the wax, it is preferable to heat at least a part of the metal tube in order to prevent the wax from coagulating in the metal tube.
- the melting point T m2 of the second wax is preferably 20 ° C. or more lower than the thermal deformation temperature of the FRP product so that the second wax can be quickly removed from the FRP product.
- T m2 of the second wax is preferably 20 ° C. or more lower than the thermal deformation temperature of the FRP product so that the second wax can be quickly removed from the FRP product.
- the difference in melting point can be used to melt only the first wax and separate it from the second wax.
- the specific gravity of the melted first wax and the specific density of the melted second wax are different, the first wax and the second wax can be separated because of the difference in specific densities.
- the FRP product manufacturing method according to the present embodiment has been described above by taking the case of manufacturing a hollow rectangular parallelepiped FRP article as an example, but the outer shape of the FRP product that can be manufactured by this manufacturing method is not limited to the rectangular parallelepiped. No. This manufacturing method can be applied to the manufacture of various FRP products having a structure including a bent or curved wall surface.
- the FRP product manufacturing method according to the present embodiment is not only the manufacture of a structure made of FRP alone, but also the manufacture of a structure in which FRP is integrally molded with a metal part, and FRP and thermoplastic made of a thermosetting resin. It can also be used for manufacturing a structure in which FRP made of resin is integrally molded.
- Core Another one of the embodiments of the present invention relates to a core used in the manufacture of FRP products. More specifically, the core of the present embodiment is used together with the prepreg when manufacturing an FRP product having a structure including a bent or curved wall surface by heating and pressurizing the prepreg in a mold to cure the prepreg.
- This core consists of a fusible portion made of wax and an exodermis covering the fusible portion.
- the meltable portion may have a portion made of wax having a melting point of less than 80 ° C., and the portion is preferably in contact with the exodermis.
- the meltable portion may consist only of a portion made of wax having a melting point of less than 80 ° C.
- the fusible portion has, in addition to a portion of wax having a melting point of less than 80 ° C., another portion of another wax having a melting point higher than that of the wax and incompatible with the wax. May be good.
- the wax having a melting point of less than 80 ° C. and the other wax may be a wax containing an organic compound having a polar group on the one hand and a wax containing a hydrocarbon as a main component on the other hand.
- particles of a material having a property of generating heat under a high frequency electromagnetic field may be added to the meltable portion.
- particles of a material having a property of absorbing microwaves and generating heat may be added to the meltable portion.
- the core of this embodiment is the above 1. It can be preferably used in the method for producing FRP products described in the section.
- the cores exemplified in the description of the FRP product manufacturing method in the section are all examples of the cores according to the present embodiment.
- the core is an outer skin formed by using a 15 ⁇ m-thick polyolefin shrink tube to form a meltable portion made of a synthetic wax (ITOWAX E-210 manufactured by Itoh Oil Chemicals Co., Ltd.) containing methyl 12-hydroxystearate and having a melting point of 50 ° C. It was covered with, and was prepared so as to be a rectangular parallelepiped having a size that fits inside the prepreg preformed body.
- a synthetic wax IOWAX E-210 manufactured by Itoh Oil Chemicals Co., Ltd.
- the prepreg premolded product was placed in a mold preheated to the same temperature as the molding temperature together with the core wrapped inside the prepreg premolded product, and was heated and pressurized to be cured.
- the molding temperature was 140 ° C. and the molding time was 15 minutes.
- the molding time referred to here is the time from mold clamping to mold opening.
- a hole having a diameter of 10 mm was drilled in the molded product taken out from the mold, and all the wax inside the molded product was heated to 130 ° C. to melt it and then discharged.
- the appearance of the obtained hollow rectangular parallelepiped was good, and no corner chips or wrinkles on the wall surface were observed.
- the melting point of the core is not formed by one type of wax, but the synthetic wax (ITOWAX E-70G manufactured by Itoh Oil Chemicals Co., Ltd.) with a melting point of 68 ° C. used for the core in Experiment 2 and the melting point 117 which is incompatible with this synthetic wax.
- a hollow rectangular body made of FRP was produced in the same manner as in Experiment 1 except that it was formed with polyethylene wax (File-A-Wax Green manufactured by Freeman Manufacturing & Supply Company) at ° C.
- the core using the two types of wax was constructed by arranging a synthetic wax piece having a melting point of 68 ° C. around a polyethylene wax piece having a melting point of 117 ° C.
- a wax piece having a lower melting point was placed in the portion in contact with the exodermis.
- the amount of the two types of wax used was 1: 1 by volume.
- the appearance of the obtained hollow rectangular parallelepiped was good, and no corner chips or wrinkles on the wall surface were observed.
- Experiment 4 Except for forming the meltable part of the core with polyethylene wax (Freeman Manufacturing & Supply Company File-A-Wax Green) having a melting point of 117 ° C. instead of the synthetic wax having a melting point of 50 ° C. containing methyl 12-hydroxystearate.
- polyethylene wax Freeman Manufacturing & Supply Company File-A-Wax Green
- the obtained hollow rectangular parallelepiped was inferior in appearance to the ones obtained in Experiments 1 to 3 described above, had some corners missing, and wrinkles were observed on a part of the wall surface.
- This silicone rubber stopper is a conical trapezoidal taper stopper having a diameter of 6 mm on the upper bottom surface, a diameter of 10 mm on the lower bottom surface, and a height of 4 mm, and is inserted into a through hole so that the lower bottom surface faces the core.
- the prepreg premolded body is placed in a mold preheated to the same temperature as the molding temperature together with the core wrapped inside the prepreg premolded body with the surface provided with the through hole facing up, and heated and pressurized. And cured.
- the molding temperature was 140 ° C. and the molding time was 10 minutes.
- a stainless steel tube with an outer diameter of 2 mm and an inner diameter of 1 mm was pierced into a silicone rubber stopper. It flowed into the container connected to.
- the invention disclosed herein can be preferably used in the manufacture of FRP products having a structure including a bent or curved wall surface.
- the inventions disclosed herein are, but are not limited to, parts (including structural parts) for automobiles, ships, railroad vehicles, aircraft and other transportation equipment, bicycle frames, tennis rackets and golf shafts.
- Various sports equipment including the above can be preferably used when manufacturing with a fiber reinforced resin.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Composite Materials (AREA)
- Chemical & Material Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180022774.2A CN115298009A (zh) | 2020-03-26 | 2021-03-22 | 纤维增强树脂制品的制造方法及型芯 |
| EP21776538.7A EP4129607A4 (en) | 2020-03-26 | 2021-03-22 | METHOD FOR MANUFACTURING A FIBER-REINFORCED RESIN PRODUCT, AND CORE |
| JP2022510477A JP7216936B2 (ja) | 2020-03-26 | 2021-03-22 | 繊維強化樹脂製品の製造方法およびコア |
| JP2023509140A JP7845350B2 (ja) | 2021-03-22 | 2022-03-18 | 繊維強化樹脂物品の製造方法および繊維強化樹脂物品 |
| PCT/JP2022/012737 WO2022202690A1 (ja) | 2021-03-22 | 2022-03-18 | 繊維強化樹脂物品の製造方法および繊維強化樹脂物品 |
| EP22775477.7A EP4316795A4 (en) | 2021-03-22 | 2022-03-18 | METHOD FOR PRODUCING FIBER-REINFORCED RESIN ARTICLE, AND FIBER-REINFORCED RESIN ARTICLE |
| US18/369,968 US12570811B2 (en) | 2021-03-22 | 2023-09-19 | Method for producing fiber-reinforced resin article, and fiber-reinforced resin article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020056726 | 2020-03-26 | ||
| JP2020-056726 | 2020-03-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021193524A1 true WO2021193524A1 (ja) | 2021-09-30 |
Family
ID=77890372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/011690 Ceased WO2021193524A1 (ja) | 2020-03-26 | 2021-03-22 | 繊維強化樹脂製品の製造方法およびコア |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4129607A4 (https=) |
| JP (2) | JP7216936B2 (https=) |
| CN (1) | CN115298009A (https=) |
| WO (1) | WO2021193524A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114248464A (zh) * | 2021-11-24 | 2022-03-29 | 威海光威复合材料股份有限公司 | 一种碳纤维复合材料成型装置及方法 |
| US11325325B2 (en) * | 2016-10-31 | 2022-05-10 | Mitsubishi Chemical Corporation | Method for manufacturing fiber reinforced plastic molded body |
| JP2024010424A (ja) * | 2022-07-12 | 2024-01-24 | トヨタ自動車株式会社 | 高圧タンク及び高圧タンクの製造装置 |
| WO2024241575A1 (ja) * | 2023-05-25 | 2024-11-28 | 三菱ケミカル株式会社 | Frp製品の製造方法、コア、および可融組成物 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7629704B2 (ja) * | 2020-10-13 | 2025-02-14 | 三菱重工業株式会社 | 構造体の製造方法 |
| WO2025159095A1 (ja) * | 2024-01-22 | 2025-07-31 | 三菱ケミカル株式会社 | 繊維強化樹脂物品及びその製造方法、並びに、可融コア及びその製造方法 |
| GB2642449A (en) * | 2024-07-08 | 2026-01-14 | Mclaren Automotive Ltd | Method of manufacturing a composite part |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007307853A (ja) * | 2006-05-22 | 2007-11-29 | Toyota Motor Corp | Frp製中空成形品の成形方法 |
| WO2018079824A1 (ja) | 2016-10-31 | 2018-05-03 | 三菱ケミカル株式会社 | 繊維強化プラスチック成形体の製造方法 |
| JP2019188707A (ja) * | 2018-04-25 | 2019-10-31 | 三菱ケミカル株式会社 | 繊維強化プラスチック成形体の製造方法 |
| JP2020032535A (ja) * | 2018-08-27 | 2020-03-05 | 三菱ケミカル株式会社 | 繊維強化プラスチック成形品の製造方法 |
| JP2020056726A (ja) | 2018-10-03 | 2020-04-09 | 富士電機株式会社 | ガスセンサ |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9358703B2 (en) * | 2013-07-09 | 2016-06-07 | The Boeing Company | Thermoplastic sandwich structures |
-
2021
- 2021-03-22 JP JP2022510477A patent/JP7216936B2/ja active Active
- 2021-03-22 EP EP21776538.7A patent/EP4129607A4/en not_active Withdrawn
- 2021-03-22 CN CN202180022774.2A patent/CN115298009A/zh active Pending
- 2021-03-22 WO PCT/JP2021/011690 patent/WO2021193524A1/ja not_active Ceased
-
2023
- 2023-01-17 JP JP2023005007A patent/JP7473024B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007307853A (ja) * | 2006-05-22 | 2007-11-29 | Toyota Motor Corp | Frp製中空成形品の成形方法 |
| WO2018079824A1 (ja) | 2016-10-31 | 2018-05-03 | 三菱ケミカル株式会社 | 繊維強化プラスチック成形体の製造方法 |
| JP2019188707A (ja) * | 2018-04-25 | 2019-10-31 | 三菱ケミカル株式会社 | 繊維強化プラスチック成形体の製造方法 |
| JP2020032535A (ja) * | 2018-08-27 | 2020-03-05 | 三菱ケミカル株式会社 | 繊維強化プラスチック成形品の製造方法 |
| JP2020056726A (ja) | 2018-10-03 | 2020-04-09 | 富士電機株式会社 | ガスセンサ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4129607A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11325325B2 (en) * | 2016-10-31 | 2022-05-10 | Mitsubishi Chemical Corporation | Method for manufacturing fiber reinforced plastic molded body |
| CN114248464A (zh) * | 2021-11-24 | 2022-03-29 | 威海光威复合材料股份有限公司 | 一种碳纤维复合材料成型装置及方法 |
| JP2024010424A (ja) * | 2022-07-12 | 2024-01-24 | トヨタ自動車株式会社 | 高圧タンク及び高圧タンクの製造装置 |
| JP7816028B2 (ja) | 2022-07-12 | 2026-02-18 | トヨタ自動車株式会社 | 高圧タンク及び高圧タンクの製造装置 |
| WO2024241575A1 (ja) * | 2023-05-25 | 2024-11-28 | 三菱ケミカル株式会社 | Frp製品の製造方法、コア、および可融組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7473024B2 (ja) | 2024-04-23 |
| EP4129607A1 (en) | 2023-02-08 |
| CN115298009A (zh) | 2022-11-04 |
| JP2023033471A (ja) | 2023-03-10 |
| EP4129607A4 (en) | 2023-09-13 |
| JP7216936B2 (ja) | 2023-02-02 |
| JPWO2021193524A1 (https=) | 2021-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021193524A1 (ja) | 繊維強化樹脂製品の製造方法およびコア | |
| US11931927B2 (en) | Method for producing fiber reinforced plastic product, and core | |
| JP6920565B1 (ja) | 補強された内側ライナーを備えた複合圧力容器およびそれを製造するプロセス | |
| EP1368179B1 (en) | Non-isothermal method for fabricating hollow composite parts | |
| JP6504269B2 (ja) | 繊維強化プラスチック成形体の製造方法 | |
| CN103097116B (zh) | 纤维增强复合材料模制品 | |
| EP2087990A1 (en) | Vacuum bagging of composite materials | |
| JP7070035B2 (ja) | 繊維強化プラスチック成形体の製造方法 | |
| US12570811B2 (en) | Method for producing fiber-reinforced resin article, and fiber-reinforced resin article | |
| CN101516609A (zh) | 制造热水储器的方法 | |
| JP7532952B2 (ja) | Frpの成形方法およびコア | |
| US20240033977A1 (en) | Method for manufacturing fiber-reinforced resin article, and fiber-reinforced resin article | |
| CN116997459B (en) | Method for producing fiber-reinforced resin article and fiber-reinforced resin article | |
| JP2023093152A (ja) | コアの製造方法およびfrp製品の製造方法 | |
| JP2024141918A (ja) | 構造体及びその製造方法 | |
| JP2024139872A (ja) | 複合物品の製造方法。 | |
| JP7287526B2 (ja) | 繊維強化プラスチック成形体の製造方法 | |
| CN117320872A (zh) | 纤维增强树脂物品的制造方法以及纤维增强树脂物品 | |
| WO2025159095A1 (ja) | 繊維強化樹脂物品及びその製造方法、並びに、可融コア及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21776538 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022510477 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021776538 Country of ref document: EP Effective date: 20221026 |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2021776538 Country of ref document: EP |