WO2021181683A1 - Heat exchanger of air conditioner and method for manufacturing heat exchanger of air conditioner - Google Patents
Heat exchanger of air conditioner and method for manufacturing heat exchanger of air conditioner Download PDFInfo
- Publication number
- WO2021181683A1 WO2021181683A1 PCT/JP2020/011200 JP2020011200W WO2021181683A1 WO 2021181683 A1 WO2021181683 A1 WO 2021181683A1 JP 2020011200 W JP2020011200 W JP 2020011200W WO 2021181683 A1 WO2021181683 A1 WO 2021181683A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hairpin
- heat exchanger
- heat
- transfer tube
- heat transfer
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F1/00—Room units for air-conditioning, e.g. separate or self-contained units or units receiving primary air from a central station
- F24F1/0007—Indoor units, e.g. fan coil units
- F24F1/0059—Indoor units, e.g. fan coil units characterised by heat exchangers
- F24F1/0067—Indoor units, e.g. fan coil units characterised by heat exchangers by the shape of the heat exchangers or of parts thereof, e.g. of their fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/047—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being bent, e.g. in a serpentine or zig-zag
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F19/00—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers
- F28F19/02—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings
- F28F19/04—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings of rubber; of plastics material; of varnish
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/007—Auxiliary supports for elements
- F28F9/013—Auxiliary supports for elements for tubes or tube-assemblies
Definitions
- This disclosure relates to a heat exchanger of an air conditioner and a method of manufacturing a heat exchanger of an air conditioner.
- the heat exchanger of a conventional air conditioner is composed of a plurality of laminated heat radiation fins and a plurality of heat transfer tubes penetrating the heat radiation fins in the stacking direction.
- the heat transfer tube has a straight tube portion and a hairpin bent portion bent by 180 ° with a predetermined curvature (see, for example, Patent Document 1).
- a heat exchanger fixing plate is attached to the hairpin bending part to ensure strength and optimize the air passage.
- the heat exchanger fixing plate also has an action of discharging the condensed water to the heat transfer tube and the heat exchanger fixing plate by an optimum route (see, for example, Patent Document 2).
- Heat exchangers are placed inside the indoor unit and inside the outdoor unit, respectively. Therefore, a part of the heat transfer tube may be corroded due to the influence of the installation environment.
- the hairpin bent portion of the heat transfer tube has the thinnest tube wall thickness on the bent outer peripheral side surface (hereinafter, simply referred to as the outer peripheral side surface), and is easily affected by wall thinning due to corrosion. Therefore, by forming a low natural potential portion having a natural potential lower than that of the other surface by about 10 to 150 mV on at least a part of the outer peripheral side surface of the hairpin bent portion with a tape-like material or paint, it is low.
- a technique for suppressing corrosion of a hairpin bent portion in which a natural potential portion is formed has been proposed.
- Patent Document 1 has a problem that it is not possible to suppress corrosion of a surface other than a low natural potential portion formed on a part of the surface on the outer peripheral side of the hairpin bent portion.
- a heat exchanger fixing plate is attached to the hairpin bent portion. Therefore, the dew condensation water generated at the hairpin bending portion during the cooling / dehumidifying operation may adhere so as to straddle between the hairpin bending portion and the heat exchanger fixing plate and may be held for a long time. In this case, the adhering dew condensation water may corrode the surface other than the outer peripheral surface of the hairpin bent portion.
- the present disclosure has been made to solve the above-mentioned problems, and the heat of the air conditioner that suppresses the corrosion of the heat transfer tube due to the dew condensation generated between the hair pin bent portion of the heat transfer tube and the heat exchanger fixing plate. It is an object of the present invention to provide a method for manufacturing a heat exchanger of an air conditioner and a heat exchanger.
- the heat exchangers of the air conditioners according to the present disclosure are laminated with each other at intervals, and have a heat radiation fin having a plurality of openings, a straight pipe portion inserted into the openings of the heat radiation fins, and an adjacent straight pipe.
- a heat transfer tube having a hairpin bent portion connecting the ends of the portions, an insertion hole into which the hairpin bent portion is inserted, and a heat exchanger fixing plate having a tubular portion provided on the outer peripheral edge of the insertion hole.
- a water resistant film is formed on the outer peripheral surface of the hairpin bent portion.
- the heat exchanger of the air conditioner according to the present disclosure can suppress the corrosion of the heat transfer tube due to the dew condensation generated between the hair pin bent portion of the heat transfer tube and the heat exchanger fixing plate.
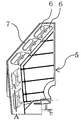
- FIG. 1 is a perspective view showing the overall configuration of the heat exchanger for air conditioning according to the first embodiment.
- the heat exchanger 3 for air conditioning includes a plurality of heat transfer tubes 1, a plurality of heat radiation fins 2, and a heat exchanger fixing plate 5.
- the heat radiating fins 2 are laminated at intervals so that the planes of the adjacent heat radiating fins 2 face each other.
- the heat radiation fin 2 has a plurality of openings into which the heat transfer tube 1 is inserted.
- the heat transfer tube 1 has a hollow tube shape, and a refrigerant (not shown) can pass through the inside.
- the heat transfer tube 1 has a straight tube portion 11 and a hairpin bending portion 4.
- the straight pipe portion 11 is inserted into the opening of the heat radiation fin 2 and penetrates the laminated heat radiation fin 2 in the stacking direction.
- the hairpin bending portion 4 is bent with a predetermined curvature to connect the ends of the adjacent straight pipe portions 11.
- the hairpin bending portion 4 has, for example, a U-shape in which the heat transfer tube 1 is bent at a predetermined curvature of 180 °.
- the refrigerant inside the heat transfer tube 1 passes through a certain straight pipe portion 11 and a hairpin bending portion 4 and moves to the straight pipe portion 11 adjacent to the certain straight pipe portion 11.
- the hairpin bending portion 4 is provided in a state of protruding from one end of the laminated heat radiation fins 2 without being inserted into the opening of the heat radiation fins 2.
- the heat exchanger fixing plate 5 is attached to the hairpin bending portion 4.
- the opening of the heat radiation fin 2 arranged on the side close to the hairpin bending portion 4 and the straight pipe portion 11 of the heat transfer tube 1 inserted into the opening are in close contact with each other.
- FIG. 2 is a front view of the heat exchanger fixing plate 5 according to the first embodiment.
- the heat exchanger fixing plate 5 plays a role of concentrating the air flowing into the heat exchanger 3 not at one end of the heat exchanger 3 provided with the hairpin bending portion 4 but at the center where the heat radiation fins 2 are present. Further, the heat exchanger fixing plate 5 plays a role of engaging the hairpin bending portion 4 and a role of fixing the heat exchanger 3 to the air conditioner.
- the heat exchanger fixing plate 5 has an insertion hole 6, a tubular portion 7, and a plate portion. An insertion hole 6 having a size into which the hairpin bending portion 4 can be inserted is formed in the plate portion of the heat exchanger fixing plate 5.
- a tubular portion 7 is provided on the outer peripheral edge of the insertion hole 6.
- the tubular portion 7 plays a role of protecting or locking the hairpin bending portion 4 by covering the hairpin bending portion 4 inserted from the insertion hole 6.
- the tubular portion 7 has a height higher than the height of the bending apex of the hairpin bending portion 4.
- FIG. 3 is a perspective view showing a state in which the hairpin bending portion 4 is inserted into the tubular portion 7.
- FIG. 4 is a front view showing a state in which the hairpin bending portion 4 is inserted into the tubular portion 7.
- FIG. 5 is a cross-sectional view taken along the line AA'of FIG. 2 showing a state in which the hairpin bending portion 4 is inserted into the tubular portion 7.
- a hairpin bending portion 4 protruding from one end of the laminated heat radiation fins 2 is inserted into the tubular portion 7.
- the longitudinal length L71 of the tubular portion 7 is longer than the longitudinal length L41 (height of the bending apex) of the hairpin bending portion 4. Further, the length L72 of the tubular portion 7 in the lateral direction is longer than the length L42 of the hairpin bending portion 4 in the lateral direction. Further, the length L73 of the tubular portion 7 in the depth direction is longer than the length L43 of the hairpin bending portion 4 in the depth direction.
- one hairpin bending portion 4 may be inserted into one tubular portion 7, or a plurality of hairpin bending portions 4 may be inserted into one tubular portion 7.
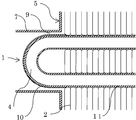
- FIG. 6 is a diagram showing a situation in which dew condensation water 8 is generated on the surface of the hairpin bending portion 4 in FIG.
- FIG. 7 is a diagram showing a situation in which dew condensation water 8 is generated on the surface of the hairpin bending portion 4 in FIG.
- the dew condensation water 8 is formed so as to progress the dew condensation generated at the hairpin bending portion 4 and straddle the hairpin bending portion 4 and the cylinder portion 7 through the entire hairpin bending portion 4 and the gap 9. The state of adhesion is shown.
- the adhering dew condensation water 8 causes the surface of the hairpin bending portion 4 to be bent on the outer peripheral side. Corrosion may extend to surfaces other than the above. Therefore, in the heat transfer tube 1 according to the first embodiment, the water resistant coating 10 is formed not only on the surface of the hairpin bent portion 4 on the bent outer peripheral side but also on the entire outer peripheral surface of the hairpin bent portion 4.
- FIG. 8 is a cross-sectional view showing a heat transfer tube 1 in which a water resistant coating 10 is formed on the entire outer peripheral surface of the hairpin bent portion 4.
- a water-resistant coating 10 is formed on the entire outer peripheral surface of the hairpin bent portion 4 in which the dew condensation water generated during the cooling / dehumidifying operation is easily held on the outer peripheral surface of the heat transfer tube 1 due to the structure of the heat exchanger 3.
- the straight pipe portion 11 on which the water resistant film 10 is not formed is inserted into the opening of the heat radiating fin 2 and is in close contact with the opening of the radiating fin 2 arranged on the side close to the hairpin bending portion 4.
- the dew condensation water 8 is suppressed from coming into contact with the straight pipe portion 11 on which the water resistant film 10 is not formed.
- the heat transfer tube 1 is suppressed from being corroded by the condensed water 8, and a more reliable air conditioner can be provided.
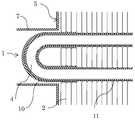
- Condensation water 8 generated at the hairpin bending portion 4 may move in the direction of the heat radiating fin 2 along the surface of the hairpin bending portion 4. At this time, if the opening of the heat radiating fin 2 arranged on the side close to the hairpin bending portion 4 and the straight pipe portion 11 of the heat transfer tube 1 inserted into the opening are in close contact with each other, the outer peripheral surface of the straight pipe portion 11 is contacted. Condensation does not occur and the dew condensation water 8 does not adhere.
- FIG. 9 is a cross section showing a state in which the water resistant coating 10 is formed on the entire outer peripheral surface of the hairpin bent portion 4 and a part of the outer peripheral surface of the straight pipe portion 11 inserted into the opening of the heat radiation fin 2. It is a figure.
- a water resistant coating is applied to the entire outer peripheral surface of the hairpin bent portion 4 and the outer peripheral surface of the straight pipe portion 11 located in a region surrounded by two or three heat radiation fins 2 from the side close to the hairpin bent portion 4. 10 is formed.
- the area surrounded by 2 to 5 heat radiating fins 2 is not limited to the outer peripheral surface of the straight pipe portion 11 located in the area surrounded by 2 to 3 heat radiating fins 2 from the side close to the hairpin bending portion 4.
- a water resistant coating 10 may be formed on the outer peripheral surface of the straight pipe portion 11 located at.
- the condensed water 8 may adhere to the outer peripheral surface on which the water resistant coating 10 is not formed.
- the number of the fins is 5 or more, it is difficult to form a gap between the heat radiation fin 2 and the heat transfer tube 1, and the possibility that the condensed water 8 adheres to the outer peripheral surface on which the water resistant coating 10 is not formed is low, so that the effect can be obtained. No.
- Embodiment 3 A method for manufacturing a heat exchanger for an air conditioner according to the present disclosure will be described.
- the method for manufacturing a heat exchanger of an air conditioner according to the present disclosure includes a step of forming a water resistant film 10 on the outer peripheral surface of the heat transfer tube 1. After assembling the heat transfer tube 1 and the heat radiation fin 2 (after inserting the straight tube portion 11 of the heat transfer tube 1 into the opening of the heat transfer fin 2), the water resistant film 10 is formed on the hairpin bent portion 4 of the heat transfer tube 1. Is not preferable from the viewpoint of work efficiency. Therefore, it is desirable to assemble the heat transfer tube 1 and the heat radiation fin 2 by using the heat transfer tube 1 in which the water resistant film 10 is formed in advance at the corresponding portion.
- the water resistant coating 10 is formed by using a paint or a heat shrinkable tube. Since most of the steps of the method of manufacturing the heat exchanger of the air conditioner can be performed by general manufacturing equipment and manufacturing conditions, detailed description thereof will be omitted.
- the water resistant film 10 is formed as a coating film by applying a paint to the outer peripheral surface of a part of a section of the heat transfer tube 1 and drying the paint.
- a drying method for example, a method of baking at a high temperature using a furnace (so-called baking drying) may be used. Further, the temperature and time at the time of drying may be appropriately determined according to the characteristics of the applied coating material. Further, a part of the heat transfer tube 1 to which the paint is applied corresponds to the section of the hairpin bent portion 4 of the heat transfer tube 1 after the hairpin is bent. May include.
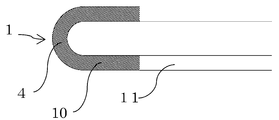
- FIG. 10 is a diagram in which a water resistant film 10 is formed on the outer peripheral surface of the hairpin bent portion 4 of the heat transfer tube 1 after the hairpin is bent.
- methods such as brush coating, roller coating, curtain coating, spray coating, and dip coating can be used.
- FIG. 11 is a diagram in which a water resistant coating 10 is formed on the outer peripheral surface of a part of the section serving as the hairpin bending portion 4 of the heat transfer tube 1 before bending the hairpin.
- a method such as brush coating, roller coating, curtain coating, or spray coating can be used.
- it is necessary to apply paint to the outer peripheral surface of a part of the linear heat transfer tube 1 before bending the hairpin to be the hairpin bending portion 4 to form the water resistant film 10.
- the resin type of the paint that forms the water-resistant coating 10 is required to have high waterproofness, withstand heat during heating operation, and not significantly deteriorate in the coexistence of copper and water. In view of these, it is preferable to use an acrylic resin-based, polyester resin-based, fluororesin-based, epoxy resin-based, or urethane resin-based paint.
- the hairpin bending portion 4 of the heat transfer tube 1 is formed by bending a part of a linear heat transfer tube 1 by 180 ° with a predetermined curvature.
- a part of the linear heat transfer tube 1 becomes a hairpin bent portion 4
- both ends of a part of the linear heat transfer tube 1 become a straight tube portion 11. That is, at the time of bending, straight pipe portions 11 connected to both ends of the hairpin bending portion 4 are formed.
- the hairpin bending step may be before or after the water resistant film forming step.
- the water-resistant coating 10 is formed by applying heat to a heat-shrinkable tube arranged on the outer peripheral surface of a part of a section of the linear heat transfer tube 1 before bending the hairpin. More specifically, first, the heat shrink tube is arranged at a position that covers the outer peripheral surface of a part of the linear heat transfer tube 1 before bending the hairpin. Here, a part of the heat transfer tube 1 corresponds to a part of the hairpin bent portion 4. Next, heat is applied to the heat-shrinkable tube to shrink and cure the heat-shrinkable tube.
- the water resistant coating 10 is formed at a position covering the outer peripheral surface of a part of the heat transfer tube 1. It is desirable to use a heat-shrinkable tube having a length longer than the length corresponding to the section of the hairpin bending portion 4, in consideration of the displacement of the heat-shrinkable tube with respect to the heat transfer tube 1 and the shrinkage of the heat-shrinkable tube. Further, as the material of the heat-shrinkable tube, it is desirable to select a material having a property of being highly waterproof, withstanding heat during heating operation, and not significantly deteriorating in the coexistence of copper and water. Further, the temperature at which the heat-shrinkable tube is contracted and cured may be appropriately determined according to the characteristics of the heat-shrinkable tube.
- the hairpin bending portion 4 of the heat transfer tube 1 is formed by bending a part of a linear heat transfer tube 1 by 180 ° with a predetermined curvature.
- a part of the linear heat transfer tube 1 becomes a hairpin bent portion 4
- both ends of a part of the linear heat transfer tube 1 become a straight tube portion 11. That is, at the time of bending, straight pipe portions 11 connected to both ends of the hairpin bending portion 4 are formed.
- the hairpin bending step is performed after the water-resistant coating forming step.
- FIG. 12 is a flowchart showing a method of manufacturing a heat exchanger of an air conditioner.
- Step 1 is a step of forming the water resistant coating 10 on the outer peripheral surface of a part of the heat transfer tube 1.
- Step 2 is a step of forming a hairpin bent portion 4 in which a part of the heat transfer tube 1 is bent at a predetermined bending ratio, and a straight tube portion 11 connected to both ends of the hairpin bent portion 4.
- the water resistant film 10 is formed by using the paint, either the step of forming the water resistant film in step 1 or the step of bending the heat transfer tube 1 in step 2 may be performed first.
- step 3 is a step of inserting the straight tube portion 11 of the heat transfer tube 1 formed through the steps of step 2 and step 1 into the opening of the heat radiation fin 2.
- step 4 the hairpin bending portion 4 of the heat transfer tube 1 that has undergone the step 3 is inserted into the insertion hole 6 of the heat exchanger fixing plate 5 and the tubular portion 7 provided on the outer peripheral edge of the insertion hole 6. This is the process of inserting.
- the heat transfer tube 1 is before the step (step 3) of inserting the straight tube portion 11 of the heat transfer tube 1 into the opening of the heat radiation fin 2.
- the step (step 2) of forming the straight pipe portion 11 connected to both ends of the portion 4 is carried out.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
A heat exchanger of an air conditioner according to the present disclosure is characterized by being provided with: radiation fins which are layered with spaces set therebetween, and have a plurality of openings; a plurality of straight pipes inserted in the openings of the radiation fins; a heat transmission pipe having a hairpin curve portion which connects end portions of adjacent straight pipe portions; an insertion hole in which the hairpin curve portion is inserted; and a heat exchanger fixing plate having a tubular portion provided on an outer perimeter of the insertion hole, and is characterized in that a water resistant coating film is formed on an outer circumferential surface of the hairpin curve portion. Further, the heat exchanger is characterized in that the water resistant coating film is formed on the outer circumferential surface on the hairpin curve portion side of the straight pipe portion.
Description
本開示は、空気調和機の熱交換器、及び、空気調和機の熱交換器の製造方法に関するものである。
This disclosure relates to a heat exchanger of an air conditioner and a method of manufacturing a heat exchanger of an air conditioner.
従来の空気調和機の熱交換器は、積層された複数の放熱フィンと、放熱フィンを積層方向に貫通する複数の伝熱管で構成されている。この内、伝熱管は直管部と所定の曲率で180°曲げられたヘアピン曲げ部を有している(例えば特許文献1参照)。
The heat exchanger of a conventional air conditioner is composed of a plurality of laminated heat radiation fins and a plurality of heat transfer tubes penetrating the heat radiation fins in the stacking direction. Among these, the heat transfer tube has a straight tube portion and a hairpin bent portion bent by 180 ° with a predetermined curvature (see, for example, Patent Document 1).
ヘアピン曲げ部には、強度確保と風路最適化のための熱交換器固定板が装着されている。この熱交換器固定板には前述の作用以外にも伝熱管および熱交換器固定板への結露水を最適な経路で排出する作用も備わっている(例えば、特許文献2参照)。
A heat exchanger fixing plate is attached to the hairpin bending part to ensure strength and optimize the air passage. In addition to the above-mentioned actions, the heat exchanger fixing plate also has an action of discharging the condensed water to the heat transfer tube and the heat exchanger fixing plate by an optimum route (see, for example, Patent Document 2).
熱交換器は、室内機内と室外機内にそれぞれ配置される。そのため、設置環境による影響をうけて伝熱管の一部が腐食する恐れがある。特に、伝熱管のヘアピン曲げ部は、曲げられた外周側の表面(以降、単に外周側の表面と称する。)の管肉厚がもっとも薄く、腐食による減肉の影響を受けやすい。そのため、ヘアピン曲げ部の外周側の表面の少なくとも一部に、それ以外の表面よりも自然電位が10~150mV程度低くなるような低自然電位部をテープ状材料または塗料で形成することで、低自然電位部が形成されたヘアピン曲げ部の腐食を抑制する技術が提案されている。
Heat exchangers are placed inside the indoor unit and inside the outdoor unit, respectively. Therefore, a part of the heat transfer tube may be corroded due to the influence of the installation environment. In particular, the hairpin bent portion of the heat transfer tube has the thinnest tube wall thickness on the bent outer peripheral side surface (hereinafter, simply referred to as the outer peripheral side surface), and is easily affected by wall thinning due to corrosion. Therefore, by forming a low natural potential portion having a natural potential lower than that of the other surface by about 10 to 150 mV on at least a part of the outer peripheral side surface of the hairpin bent portion with a tape-like material or paint, it is low. A technique for suppressing corrosion of a hairpin bent portion in which a natural potential portion is formed has been proposed.
特許文献1に記載の技術では、ヘアピン曲げ部の外周側の表面の一部に形成された低自然電位部以外の表面の腐食を抑制することができないという課題があった。
The technique described in Patent Document 1 has a problem that it is not possible to suppress corrosion of a surface other than a low natural potential portion formed on a part of the surface on the outer peripheral side of the hairpin bent portion.
また、特許文献2に記載の技術では、ヘアピン曲げ部に熱交換器固定板が装着される。そのため、冷房・除湿運転時にヘアピン曲げ部に発生した結露水が、ヘアピン曲げ部と熱交換器固定板との間を跨ぐように付着して長時間保持される場合がある。この場合、付着した結露水によって、ヘアピン曲げ部の外周側の表面以外の表面も腐食してしまう恐れがあった。
Further, in the technique described in Patent Document 2, a heat exchanger fixing plate is attached to the hairpin bent portion. Therefore, the dew condensation water generated at the hairpin bending portion during the cooling / dehumidifying operation may adhere so as to straddle between the hairpin bending portion and the heat exchanger fixing plate and may be held for a long time. In this case, the adhering dew condensation water may corrode the surface other than the outer peripheral surface of the hairpin bent portion.
また、特許文献2に記載の技術では、熱交換器固定板の取り付けに代表されるその後の製造工程において、ヘアピン曲げ部に近い側の放熱フィンと伝熱管との間の密着が緩んでしまう可能性がある。この場合、放熱フィンと伝熱管の間に隙間が形成され、その隙間に溜まった結露水によって伝熱管が腐食してしまう恐れがあった。
Further, in the technique described in Patent Document 2, in the subsequent manufacturing process represented by the attachment of the heat exchanger fixing plate, the adhesion between the heat radiation fin on the side near the hairpin bending portion and the heat transfer tube may be loosened. There is sex. In this case, a gap is formed between the heat radiation fin and the heat transfer tube, and there is a risk that the heat transfer tube will be corroded by the condensed water accumulated in the gap.
本開示は、上述した課題を解決するためになされたものであり、伝熱管のヘアピン曲げ部と熱交換器固定板の間で発生した結露によって、伝熱管が腐食することを抑制した空気調和機の熱交換器、及び、空気調和機の熱交換器の製造方法を提供することを目的とするものである。
The present disclosure has been made to solve the above-mentioned problems, and the heat of the air conditioner that suppresses the corrosion of the heat transfer tube due to the dew condensation generated between the hair pin bent portion of the heat transfer tube and the heat exchanger fixing plate. It is an object of the present invention to provide a method for manufacturing a heat exchanger of an air conditioner and a heat exchanger.
本開示に係る空気調和機の熱交換器は、互いに間隔をあけて積層され、複数の開口を有する放熱フィンと、前記放熱フィンの開口に挿入される直管部、及び、隣接する前記直管部の端部同士を接続するヘアピン曲げ部を有する伝熱管と、前記ヘアピン曲げ部が挿入される挿入穴、及び、当該挿入穴の外周縁に設けられた筒部を有する熱交換器固定板とを備え、前記ヘアピン曲げ部の外周面に耐水性被膜が形成されているものである。
The heat exchangers of the air conditioners according to the present disclosure are laminated with each other at intervals, and have a heat radiation fin having a plurality of openings, a straight pipe portion inserted into the openings of the heat radiation fins, and an adjacent straight pipe. A heat transfer tube having a hairpin bent portion connecting the ends of the portions, an insertion hole into which the hairpin bent portion is inserted, and a heat exchanger fixing plate having a tubular portion provided on the outer peripheral edge of the insertion hole. A water resistant film is formed on the outer peripheral surface of the hairpin bent portion.
本開示に係る空気調和機の熱交換器は、伝熱管のヘアピン曲げ部と熱交換器固定板の間で発生した結露によって、伝熱管が腐食することを抑制することができる。
The heat exchanger of the air conditioner according to the present disclosure can suppress the corrosion of the heat transfer tube due to the dew condensation generated between the hair pin bent portion of the heat transfer tube and the heat exchanger fixing plate.
実施の形態1.
図1は、実施の形態1における空気調和用の熱交換器の全体構成を示す斜視図である。
空気調和用の熱交換器3は、複数の伝熱管1と、複数の放熱フィン2と、熱交換器固定板5とを備える。Embodiment 1.
FIG. 1 is a perspective view showing the overall configuration of the heat exchanger for air conditioning according to the first embodiment.
The heat exchanger 3 for air conditioning includes a plurality ofheat transfer tubes 1, a plurality of heat radiation fins 2, and a heat exchanger fixing plate 5.
図1は、実施の形態1における空気調和用の熱交換器の全体構成を示す斜視図である。
空気調和用の熱交換器3は、複数の伝熱管1と、複数の放熱フィン2と、熱交換器固定板5とを備える。
FIG. 1 is a perspective view showing the overall configuration of the heat exchanger for air conditioning according to the first embodiment.
The heat exchanger 3 for air conditioning includes a plurality of
放熱フィン2は、隣接する放熱フィン2同士の平面が対向するように、互いに間隔をあけて積層されている。放熱フィン2は、伝熱管1が挿入される複数の開口を有する。
The heat radiating fins 2 are laminated at intervals so that the planes of the adjacent heat radiating fins 2 face each other. The heat radiation fin 2 has a plurality of openings into which the heat transfer tube 1 is inserted.
伝熱管1は、中空の管形状を有し、図示せぬ冷媒が内部を通過可能である。伝熱管1は、直管部11、及び、ヘアピン曲げ部4を有する。直管部11は、放熱フィン2の開口に挿入され、積層された放熱フィン2を積層方向に貫通する。ヘアピン曲げ部4は、所定の曲率で折り曲げられ、隣接する直管部11の端部同士を接続する。ヘアピン曲げ部4は、例えば、所定の曲率として180°で伝熱管1を折り曲げたU字の形状を有する。伝熱管1の内部の冷媒は、或る直管部11、及び、ヘアピン曲げ部4を通過して、或る直管部11に隣接する直管部11へと移動する。ヘアピン曲げ部4は、放熱フィン2の開口に挿入されず、積層された放熱フィン2の一端から突出した状態で設けられる。そして、ヘアピン曲げ部4には、熱交換器固定板5が装着される。実施の形態1において、ヘアピン曲げ部4に近い側に配置された放熱フィン2の開口と、その開口に挿入された伝熱管1の直管部11とが密着しているものとする。
The heat transfer tube 1 has a hollow tube shape, and a refrigerant (not shown) can pass through the inside. The heat transfer tube 1 has a straight tube portion 11 and a hairpin bending portion 4. The straight pipe portion 11 is inserted into the opening of the heat radiation fin 2 and penetrates the laminated heat radiation fin 2 in the stacking direction. The hairpin bending portion 4 is bent with a predetermined curvature to connect the ends of the adjacent straight pipe portions 11. The hairpin bending portion 4 has, for example, a U-shape in which the heat transfer tube 1 is bent at a predetermined curvature of 180 °. The refrigerant inside the heat transfer tube 1 passes through a certain straight pipe portion 11 and a hairpin bending portion 4 and moves to the straight pipe portion 11 adjacent to the certain straight pipe portion 11. The hairpin bending portion 4 is provided in a state of protruding from one end of the laminated heat radiation fins 2 without being inserted into the opening of the heat radiation fins 2. Then, the heat exchanger fixing plate 5 is attached to the hairpin bending portion 4. In the first embodiment, it is assumed that the opening of the heat radiation fin 2 arranged on the side close to the hairpin bending portion 4 and the straight pipe portion 11 of the heat transfer tube 1 inserted into the opening are in close contact with each other.
図2は、実施の形態1における熱交換器固定板5の正面図である。
熱交換器固定板5は、熱交換器3に流れ込む空気を、ヘアピン曲げ部4が設けられた熱交換器3の一端ではなく、放熱フィン2の存在する中央に集中させる役割を担う。また、熱交換器固定板5は、ヘアピン曲げ部4を係合する役割、及び、空気調和機に熱交換器3を固定する役割を担う。熱交換器固定板5は、挿入穴6、筒部7、及び、板部を有する。熱交換器固定板5の板部には、ヘアピン曲げ部4が挿入可能な大きさの挿入穴6が形成されている。挿入穴6の外周縁には、筒部7が設けられている。筒部7は、挿入穴6から挿入されたヘアピン曲げ部4を覆うことで、ヘアピン曲げ部4を保護したり、係止したりする役割を担う。筒部7は、ヘアピン曲げ部4の曲げ頂点の高さよりも高い高さを有する。 FIG. 2 is a front view of the heatexchanger fixing plate 5 according to the first embodiment.
The heatexchanger fixing plate 5 plays a role of concentrating the air flowing into the heat exchanger 3 not at one end of the heat exchanger 3 provided with the hairpin bending portion 4 but at the center where the heat radiation fins 2 are present. Further, the heat exchanger fixing plate 5 plays a role of engaging the hairpin bending portion 4 and a role of fixing the heat exchanger 3 to the air conditioner. The heat exchanger fixing plate 5 has an insertion hole 6, a tubular portion 7, and a plate portion. An insertion hole 6 having a size into which the hairpin bending portion 4 can be inserted is formed in the plate portion of the heat exchanger fixing plate 5. A tubular portion 7 is provided on the outer peripheral edge of the insertion hole 6. The tubular portion 7 plays a role of protecting or locking the hairpin bending portion 4 by covering the hairpin bending portion 4 inserted from the insertion hole 6. The tubular portion 7 has a height higher than the height of the bending apex of the hairpin bending portion 4.
熱交換器固定板5は、熱交換器3に流れ込む空気を、ヘアピン曲げ部4が設けられた熱交換器3の一端ではなく、放熱フィン2の存在する中央に集中させる役割を担う。また、熱交換器固定板5は、ヘアピン曲げ部4を係合する役割、及び、空気調和機に熱交換器3を固定する役割を担う。熱交換器固定板5は、挿入穴6、筒部7、及び、板部を有する。熱交換器固定板5の板部には、ヘアピン曲げ部4が挿入可能な大きさの挿入穴6が形成されている。挿入穴6の外周縁には、筒部7が設けられている。筒部7は、挿入穴6から挿入されたヘアピン曲げ部4を覆うことで、ヘアピン曲げ部4を保護したり、係止したりする役割を担う。筒部7は、ヘアピン曲げ部4の曲げ頂点の高さよりも高い高さを有する。 FIG. 2 is a front view of the heat
The heat
図3は、筒部7にヘアピン曲げ部4が挿入された状態を示す斜視図である。図4は、筒部7にヘアピン曲げ部4が挿入された状態を示す正面図である。図5は、筒部7にヘアピン曲げ部4が挿入された状態を示す図2のA-A'線の断面図である。
筒部7には、積層された放熱フィン2の一端から突出したヘアピン曲げ部4が挿入される。筒部7とヘアピン曲げ部4の間には、隙間9が存在する。従って、筒部7の長手方向の長さL71は、ヘアピン曲げ部4の長手方向の長さL41(曲げ頂点の高さ)よりも長い。また、筒部7の短手方向の長さL72は、ヘアピン曲げ部4の短手方向の長さL42よりも長い。また、筒部7の奥行方向の長さL73は、ヘアピン曲げ部4の奥行方向の長さL43よりも長い。ここで、1つのヘアピン曲げ部4が、1つの筒部7に挿入されてもよいし、複数のヘアピン曲げ部4が、1つの筒部7に挿入されてもよい。 FIG. 3 is a perspective view showing a state in which thehairpin bending portion 4 is inserted into the tubular portion 7. FIG. 4 is a front view showing a state in which the hairpin bending portion 4 is inserted into the tubular portion 7. FIG. 5 is a cross-sectional view taken along the line AA'of FIG. 2 showing a state in which the hairpin bending portion 4 is inserted into the tubular portion 7.
Ahairpin bending portion 4 protruding from one end of the laminated heat radiation fins 2 is inserted into the tubular portion 7. There is a gap 9 between the tubular portion 7 and the hairpin bending portion 4. Therefore, the longitudinal length L71 of the tubular portion 7 is longer than the longitudinal length L41 (height of the bending apex) of the hairpin bending portion 4. Further, the length L72 of the tubular portion 7 in the lateral direction is longer than the length L42 of the hairpin bending portion 4 in the lateral direction. Further, the length L73 of the tubular portion 7 in the depth direction is longer than the length L43 of the hairpin bending portion 4 in the depth direction. Here, one hairpin bending portion 4 may be inserted into one tubular portion 7, or a plurality of hairpin bending portions 4 may be inserted into one tubular portion 7.
筒部7には、積層された放熱フィン2の一端から突出したヘアピン曲げ部4が挿入される。筒部7とヘアピン曲げ部4の間には、隙間9が存在する。従って、筒部7の長手方向の長さL71は、ヘアピン曲げ部4の長手方向の長さL41(曲げ頂点の高さ)よりも長い。また、筒部7の短手方向の長さL72は、ヘアピン曲げ部4の短手方向の長さL42よりも長い。また、筒部7の奥行方向の長さL73は、ヘアピン曲げ部4の奥行方向の長さL43よりも長い。ここで、1つのヘアピン曲げ部4が、1つの筒部7に挿入されてもよいし、複数のヘアピン曲げ部4が、1つの筒部7に挿入されてもよい。 FIG. 3 is a perspective view showing a state in which the
A
空気調和機の冷房・除湿運転時において、伝熱管1の内部を流れる冷媒によって、伝熱管1の周囲の水蒸気を含んだ空気が冷やされた場合、伝熱管1の表面に結露水8が発生する。この結露水8が発生した状況の概念図を図6、図7に示す。
During the cooling / dehumidifying operation of the air conditioner, when the air containing water vapor around the heat transfer tube 1 is cooled by the refrigerant flowing inside the heat transfer tube 1, dew condensation water 8 is generated on the surface of the heat transfer tube 1. .. 6 and 7 show conceptual diagrams of the situation in which the condensed water 8 is generated.
図6は、図4におけるヘアピン曲げ部4の表面に結露水8が発生した状況を示す図である。また、図7は、図5におけるヘアピン曲げ部4の表面に結露水8が発生した状況を示す図である。図6、図7には、ヘアピン曲げ部4で発生した結露が進行してヘアピン曲げ部4の全体及び隙間9を介して、ヘアピン曲げ部4と筒部7とを跨ぐように結露水8が付着した様子が示されている。
FIG. 6 is a diagram showing a situation in which dew condensation water 8 is generated on the surface of the hairpin bending portion 4 in FIG. Further, FIG. 7 is a diagram showing a situation in which dew condensation water 8 is generated on the surface of the hairpin bending portion 4 in FIG. In FIGS. 6 and 7, the dew condensation water 8 is formed so as to progress the dew condensation generated at the hairpin bending portion 4 and straddle the hairpin bending portion 4 and the cylinder portion 7 through the entire hairpin bending portion 4 and the gap 9. The state of adhesion is shown.
このように、ヘアピン曲げ部4と筒部7の間を跨ぐように付着した結露水8が長時間保持された場合、付着した結露水8によって、ヘアピン曲げ部4の曲げられた外周側の表面以外の表面にも腐食が及んでしまう恐れがある。そのため、実施の形態1における伝熱管1は、ヘアピン曲げ部4の曲げられた外周側の表面だけでなく、ヘアピン曲げ部4の外周面全体に耐水性被膜10が形成されている。
In this way, when the dew condensation water 8 adhering so as to straddle between the hairpin bending portion 4 and the cylinder portion 7 is held for a long time, the adhering dew condensation water 8 causes the surface of the hairpin bending portion 4 to be bent on the outer peripheral side. Corrosion may extend to surfaces other than the above. Therefore, in the heat transfer tube 1 according to the first embodiment, the water resistant coating 10 is formed not only on the surface of the hairpin bent portion 4 on the bent outer peripheral side but also on the entire outer peripheral surface of the hairpin bent portion 4.
図8は、ヘアピン曲げ部4の外周面全体に耐水性被膜10が形成された伝熱管1を示す断面図である。伝熱管1の外周面のうち、冷房・除湿運転時に発生する結露水が、熱交換器3の構造上保持されやすいヘアピン曲げ部4の外周面全体に耐水性被膜10が形成されている。また、耐水性被膜10が形成されていない直管部11は、放熱フィン2の開口に挿入され、ヘアピン曲げ部4に近い側に配置された放熱フィン2の開口に密着している。これにより、例え、図6、図7に示すような結露水8が発生したとしても、耐水性被膜10が形成されていない直管部11に結露水8が接することが抑制される。これにより、伝熱管1が結露水8によって腐食することが抑制され、より信頼性の高い空気調和機を提供することが出来る。
FIG. 8 is a cross-sectional view showing a heat transfer tube 1 in which a water resistant coating 10 is formed on the entire outer peripheral surface of the hairpin bent portion 4. A water-resistant coating 10 is formed on the entire outer peripheral surface of the hairpin bent portion 4 in which the dew condensation water generated during the cooling / dehumidifying operation is easily held on the outer peripheral surface of the heat transfer tube 1 due to the structure of the heat exchanger 3. Further, the straight pipe portion 11 on which the water resistant film 10 is not formed is inserted into the opening of the heat radiating fin 2 and is in close contact with the opening of the radiating fin 2 arranged on the side close to the hairpin bending portion 4. As a result, even if the dew condensation water 8 as shown in FIGS. 6 and 7 is generated, the dew condensation water 8 is suppressed from coming into contact with the straight pipe portion 11 on which the water resistant film 10 is not formed. As a result, the heat transfer tube 1 is suppressed from being corroded by the condensed water 8, and a more reliable air conditioner can be provided.
実施の形態2.
ヘアピン曲げ部4で発生した結露水8は、ヘアピン曲げ部4の表面をつたわって放熱フィン2の方向へと移動する場合がある。この際、ヘアピン曲げ部4に近い側に配置された放熱フィン2の開口と、その開口に挿入された伝熱管1の直管部11が密着していれば、直管部11の外周面に結露が発生したり、結露水8が付着したりすることはない。しかしながら、熱交換器固定板5の取り付け工程に代表されるその後の製造工程および据付先までの輸送や据付後の運転による振動よって、ヘアピン曲げ部4に近い側の放熱フィン2と伝熱管1の直管部11の間の密着が緩んでしまう可能性がある。この場合、放熱フィン2と伝熱管1の間に隙間が形成され、その隙間に結露水8が長時間保持されやすくなる。そして、長時間保持された結露水8によって、伝熱管1の直管部11の表面にも腐食が及んでしまう恐れがある。Embodiment 2.
Condensation water 8 generated at the hairpin bending portion 4 may move in the direction of the heat radiating fin 2 along the surface of the hairpin bending portion 4. At this time, if the opening of the heat radiating fin 2 arranged on the side close to the hairpin bending portion 4 and the straight pipe portion 11 of the heat transfer tube 1 inserted into the opening are in close contact with each other, the outer peripheral surface of the straight pipe portion 11 is contacted. Condensation does not occur and the dew condensation water 8 does not adhere. However, due to the subsequent manufacturing process represented by the mounting process of the heat exchanger fixing plate 5, the vibration caused by the transportation to the installation destination and the operation after the installation, the heat radiation fin 2 and the heat transfer tube 1 on the side close to the hairpin bent portion 4 There is a possibility that the close contact between the straight pipe portions 11 will be loosened. In this case, a gap is formed between the heat radiation fin 2 and the heat transfer tube 1, and the condensed water 8 is easily held in the gap for a long time. Then, the dew condensation water 8 held for a long time may cause corrosion on the surface of the straight pipe portion 11 of the heat transfer tube 1.
ヘアピン曲げ部4で発生した結露水8は、ヘアピン曲げ部4の表面をつたわって放熱フィン2の方向へと移動する場合がある。この際、ヘアピン曲げ部4に近い側に配置された放熱フィン2の開口と、その開口に挿入された伝熱管1の直管部11が密着していれば、直管部11の外周面に結露が発生したり、結露水8が付着したりすることはない。しかしながら、熱交換器固定板5の取り付け工程に代表されるその後の製造工程および据付先までの輸送や据付後の運転による振動よって、ヘアピン曲げ部4に近い側の放熱フィン2と伝熱管1の直管部11の間の密着が緩んでしまう可能性がある。この場合、放熱フィン2と伝熱管1の間に隙間が形成され、その隙間に結露水8が長時間保持されやすくなる。そして、長時間保持された結露水8によって、伝熱管1の直管部11の表面にも腐食が及んでしまう恐れがある。
そこで、実施の形態2においては、ヘアピン曲げ部4の外周面の全部だけではなく、放熱フィン2の開口に挿入された直管部11の外周面であって、ヘアピン曲げ部4側の一部の区間の直管部11の外周面にも耐水性被膜10を形成することとした。
Therefore, in the second embodiment, not only the entire outer peripheral surface of the hairpin bent portion 4 but also the outer peripheral surface of the straight pipe portion 11 inserted into the opening of the heat radiation fin 2 and a part of the hairpin bent portion 4 side. It was decided to form a water resistant coating 10 on the outer peripheral surface of the straight pipe portion 11 in the section.
図9は、ヘアピン曲げ部4の外周面の全体と、放熱フィン2の開口に挿入された直管部11の外周面の一部の区間にも耐水性被膜10が形成された状態を示す断面図である。図9においては、ヘアピン曲げ部4の外周面全体と、ヘアピン曲げ部4に近い側から2~3枚の放熱フィン2に囲まれた領域に位置する直管部11の外周面に耐水性被膜10が形成されている。
FIG. 9 is a cross section showing a state in which the water resistant coating 10 is formed on the entire outer peripheral surface of the hairpin bent portion 4 and a part of the outer peripheral surface of the straight pipe portion 11 inserted into the opening of the heat radiation fin 2. It is a figure. In FIG. 9, a water resistant coating is applied to the entire outer peripheral surface of the hairpin bent portion 4 and the outer peripheral surface of the straight pipe portion 11 located in a region surrounded by two or three heat radiation fins 2 from the side close to the hairpin bent portion 4. 10 is formed.
これにより、例え、放熱フィン2と伝熱管1の間に隙間が形成され、結露水8が長時保持されたとしても、耐水性被膜10が形成されていない直管部11に結露水8が接することが抑制される。これにより、伝熱管1が結露水8によって腐食することが抑制され、より信頼性の高い空気調和機を提供することが出来る。なお、ヘアピン曲げ部4に近い側から2~3枚の放熱フィン2に囲まれた領域に位置する直管部11の外周面に限らず、2~5枚の放熱フィン2に囲まれた領域に位置する直管部11の外周面に耐水性被膜10を形成してもよい。2枚未満では、放熱フィン2と伝熱管1の間に隙間が形成された場合に、耐水性被膜10が形成されていない外周面に結露水8が付着してしまう可能性がある。一方、5枚以上では、放熱フィン2と伝熱管1の間に隙間が形成され難く、耐水性被膜10が形成されていない外周面に結露水8が付着する可能性が低くいため効果が得られない。
As a result, even if a gap is formed between the heat radiation fin 2 and the heat transfer tube 1 and the dew condensation water 8 is held for a long time, the dew condensation water 8 is formed on the straight tube portion 11 on which the water resistant film 10 is not formed. Contact is suppressed. As a result, the heat transfer tube 1 is suppressed from being corroded by the condensed water 8, and a more reliable air conditioner can be provided. The area surrounded by 2 to 5 heat radiating fins 2 is not limited to the outer peripheral surface of the straight pipe portion 11 located in the area surrounded by 2 to 3 heat radiating fins 2 from the side close to the hairpin bending portion 4. A water resistant coating 10 may be formed on the outer peripheral surface of the straight pipe portion 11 located at. With less than two, if a gap is formed between the heat radiation fin 2 and the heat transfer tube 1, the condensed water 8 may adhere to the outer peripheral surface on which the water resistant coating 10 is not formed. On the other hand, if the number of the fins is 5 or more, it is difficult to form a gap between the heat radiation fin 2 and the heat transfer tube 1, and the possibility that the condensed water 8 adheres to the outer peripheral surface on which the water resistant coating 10 is not formed is low, so that the effect can be obtained. No.
実施の形態3.
本開示に係る空気調和機の熱交換器の製造方法について説明する。本開示に係る空気調和機の熱交換器の製造方法は、伝熱管1の外周面に耐水性被膜10を形成する工程を含んでいる。伝熱管1と放熱フィン2を組みあげた後(放熱フィン2の開口に伝熱管1の直管部11を挿入した後)に伝熱管1のヘアピン曲げ部4に耐水性被膜10を形成することは作業効率からみて好ましくない。そのため、予め該当となる箇所に耐水性被膜10が形成された伝熱管1を用いて、伝熱管1と放熱フィン2を組みあげることが望ましい。この耐水性被膜10は、塗料又は熱収縮チューブを用いて形成される。なお、空気調和機の熱交換器を製造する方法の殆どの工程は一般的な製造設備および製造条件によって行うことができるため詳細な説明は省略する。 Embodiment 3.
A method for manufacturing a heat exchanger for an air conditioner according to the present disclosure will be described. The method for manufacturing a heat exchanger of an air conditioner according to the present disclosure includes a step of forming a waterresistant film 10 on the outer peripheral surface of the heat transfer tube 1. After assembling the heat transfer tube 1 and the heat radiation fin 2 (after inserting the straight tube portion 11 of the heat transfer tube 1 into the opening of the heat transfer fin 2), the water resistant film 10 is formed on the hairpin bent portion 4 of the heat transfer tube 1. Is not preferable from the viewpoint of work efficiency. Therefore, it is desirable to assemble the heat transfer tube 1 and the heat radiation fin 2 by using the heat transfer tube 1 in which the water resistant film 10 is formed in advance at the corresponding portion. The water resistant coating 10 is formed by using a paint or a heat shrinkable tube. Since most of the steps of the method of manufacturing the heat exchanger of the air conditioner can be performed by general manufacturing equipment and manufacturing conditions, detailed description thereof will be omitted.
本開示に係る空気調和機の熱交換器の製造方法について説明する。本開示に係る空気調和機の熱交換器の製造方法は、伝熱管1の外周面に耐水性被膜10を形成する工程を含んでいる。伝熱管1と放熱フィン2を組みあげた後(放熱フィン2の開口に伝熱管1の直管部11を挿入した後)に伝熱管1のヘアピン曲げ部4に耐水性被膜10を形成することは作業効率からみて好ましくない。そのため、予め該当となる箇所に耐水性被膜10が形成された伝熱管1を用いて、伝熱管1と放熱フィン2を組みあげることが望ましい。この耐水性被膜10は、塗料又は熱収縮チューブを用いて形成される。なお、空気調和機の熱交換器を製造する方法の殆どの工程は一般的な製造設備および製造条件によって行うことができるため詳細な説明は省略する。 Embodiment 3.
A method for manufacturing a heat exchanger for an air conditioner according to the present disclosure will be described. The method for manufacturing a heat exchanger of an air conditioner according to the present disclosure includes a step of forming a water
・塗料を用いて耐水性被膜10を形成する場合
<耐水性被膜の形成工程>
耐水性被膜10は、伝熱管1の一部の区間の外周面に塗料を塗布し、塗料を乾燥させることで塗膜として形成される。乾燥の方法としては、例えば、炉を用いて高温で焼き付ける方法(所謂焼き付け乾燥)を用いてもよい。また、乾燥時の温度及び時間は、塗布した塗料の特性に応じて適宜決定されればよい。また、塗料が塗布される伝熱管1の一部の区間は、ヘアピン曲げ後の伝熱管1のヘアピン曲げ部4の区間に相当するものであるが、多少のズレなどを考慮して、余剰分を含んでいてもよい。 -When forming the waterresistant film 10 using paint <Step of forming the water resistant film>
The waterresistant film 10 is formed as a coating film by applying a paint to the outer peripheral surface of a part of a section of the heat transfer tube 1 and drying the paint. As a drying method, for example, a method of baking at a high temperature using a furnace (so-called baking drying) may be used. Further, the temperature and time at the time of drying may be appropriately determined according to the characteristics of the applied coating material. Further, a part of the heat transfer tube 1 to which the paint is applied corresponds to the section of the hairpin bent portion 4 of the heat transfer tube 1 after the hairpin is bent. May include.
<耐水性被膜の形成工程>
耐水性被膜10は、伝熱管1の一部の区間の外周面に塗料を塗布し、塗料を乾燥させることで塗膜として形成される。乾燥の方法としては、例えば、炉を用いて高温で焼き付ける方法(所謂焼き付け乾燥)を用いてもよい。また、乾燥時の温度及び時間は、塗布した塗料の特性に応じて適宜決定されればよい。また、塗料が塗布される伝熱管1の一部の区間は、ヘアピン曲げ後の伝熱管1のヘアピン曲げ部4の区間に相当するものであるが、多少のズレなどを考慮して、余剰分を含んでいてもよい。 -When forming the water
The water
図10は、ヘアピン曲げ後に、伝熱管1のヘアピン曲げ部4の外周面に耐水性被膜10を形成した図である。ヘアピン曲げ後の伝熱管1に塗料を塗布する場合、例えば、刷毛塗り、ローラー塗り、カーテン塗装、吹付塗装、浸漬塗装などの方法を用いることが出来る。
FIG. 10 is a diagram in which a water resistant film 10 is formed on the outer peripheral surface of the hairpin bent portion 4 of the heat transfer tube 1 after the hairpin is bent. When applying the paint to the heat transfer tube 1 after bending the hairpin, for example, methods such as brush coating, roller coating, curtain coating, spray coating, and dip coating can be used.
図11は、ヘアピン曲げ前に、伝熱管1のヘアピン曲げ部4となる一部の区間の外周面に耐水性被膜10を形成した図である。ヘアピン曲げ前の伝熱管1に塗料を塗布する場合は、例えば、刷毛塗り、ローラー塗り、カーテン塗装、吹付け塗装などの方法を用いることが出来る。この場合、ヘアピン曲げ前の直線状の伝熱管1のうち、ヘアピン曲げ部4となる一部の区間の外周面に塗料を塗布して、耐水性被膜10を形成する必要がある。また、曲げ加工に耐えうる加工性を有した耐水性被膜10を形成する必要がある。
FIG. 11 is a diagram in which a water resistant coating 10 is formed on the outer peripheral surface of a part of the section serving as the hairpin bending portion 4 of the heat transfer tube 1 before bending the hairpin. When applying the paint to the heat transfer tube 1 before bending the hairpin, for example, a method such as brush coating, roller coating, curtain coating, or spray coating can be used. In this case, it is necessary to apply paint to the outer peripheral surface of a part of the linear heat transfer tube 1 before bending the hairpin to be the hairpin bending portion 4 to form the water resistant film 10. Further, it is necessary to form a water resistant film 10 having workability that can withstand bending.
耐水性被膜10を形成する塗料の樹脂種の選定は、防水性が高く暖房運転時の熱に耐え、銅と水の共存下で著しく劣化しないという性能が求められる。これらを鑑みるとアクリル樹脂系、ポリエステル樹脂系、フッ素樹脂系、エポキシ樹脂系、又は、ウレタン樹脂系の塗料を使用することが好ましい。
The resin type of the paint that forms the water-resistant coating 10 is required to have high waterproofness, withstand heat during heating operation, and not significantly deteriorate in the coexistence of copper and water. In view of these, it is preferable to use an acrylic resin-based, polyester resin-based, fluororesin-based, epoxy resin-based, or urethane resin-based paint.
<ヘアピン曲げ工程>
伝熱管1のヘアピン曲げ部4は、直線状の伝熱管1の一部の区間を所定の曲率で180°曲げることによって形成される。ここで、直線状の伝熱管1の一部の区間が、ヘアピン曲げ部4となり、直線状の伝熱管1の一部の区間の両端部が、直管部11となる。即ち、曲げ加工時に、ヘアピン曲げ部4の両端部に接続する直管部11が形成される。なお、塗料を用いて耐水性被膜10を形成する場合、ヘアピン曲げ工程は、耐水性被膜の形成工程の前後のどちらであっても良い。 <Hairpin bending process>
Thehairpin bending portion 4 of the heat transfer tube 1 is formed by bending a part of a linear heat transfer tube 1 by 180 ° with a predetermined curvature. Here, a part of the linear heat transfer tube 1 becomes a hairpin bent portion 4, and both ends of a part of the linear heat transfer tube 1 become a straight tube portion 11. That is, at the time of bending, straight pipe portions 11 connected to both ends of the hairpin bending portion 4 are formed. When the water resistant film 10 is formed by using the paint, the hairpin bending step may be before or after the water resistant film forming step.
伝熱管1のヘアピン曲げ部4は、直線状の伝熱管1の一部の区間を所定の曲率で180°曲げることによって形成される。ここで、直線状の伝熱管1の一部の区間が、ヘアピン曲げ部4となり、直線状の伝熱管1の一部の区間の両端部が、直管部11となる。即ち、曲げ加工時に、ヘアピン曲げ部4の両端部に接続する直管部11が形成される。なお、塗料を用いて耐水性被膜10を形成する場合、ヘアピン曲げ工程は、耐水性被膜の形成工程の前後のどちらであっても良い。 <Hairpin bending process>
The
・熱収縮チューブを用いて耐水性被膜10を形成する場合
<耐水性被膜の形成工程>
耐水性被膜10は、ヘアピン曲げ前の直線状の伝熱管1の一部の区間の外周面に配置された熱収縮チューブに熱を加えることで形成される。より具体的には、まず、熱収縮チューブを、ヘアピン曲げ前の直線形状の伝熱管1の一部の区間の外周面を覆う位置に配置する。ここで、伝熱管1の一部の区間は、ヘアピン曲げ部4となる一部の区間に相当する。次に、熱収縮チューブに対して熱を加えることで、熱収縮チューブを収縮及び硬化させる。これにより、伝熱管1の一部の区間の外周面を覆う位置に耐水性被膜10が形成される。なお、伝熱管1に対する熱収縮チューブの配置のずれや、熱収縮チューブの収縮を考慮して、ヘアピン曲げ部4の区間に相当する長さよりも長い熱収縮チューブを用いることが望ましい。また、熱収縮チューブの材質としては、防水性が高く暖房運転時の熱に耐え、銅と水の共存下で著しく劣化しないという特性をもつ素材を選定することが望ましい。また、熱収縮チューブを収縮及び硬化させる温度は、熱収縮チューブの特性に応じて適宜決定されればよい。 -When forming the waterresistant film 10 using a heat shrinkable tube <Step of forming the water resistant film>
The water-resistant coating 10 is formed by applying heat to a heat-shrinkable tube arranged on the outer peripheral surface of a part of a section of the linear heat transfer tube 1 before bending the hairpin. More specifically, first, the heat shrink tube is arranged at a position that covers the outer peripheral surface of a part of the linear heat transfer tube 1 before bending the hairpin. Here, a part of the heat transfer tube 1 corresponds to a part of the hairpin bent portion 4. Next, heat is applied to the heat-shrinkable tube to shrink and cure the heat-shrinkable tube. As a result, the water resistant coating 10 is formed at a position covering the outer peripheral surface of a part of the heat transfer tube 1. It is desirable to use a heat-shrinkable tube having a length longer than the length corresponding to the section of the hairpin bending portion 4, in consideration of the displacement of the heat-shrinkable tube with respect to the heat transfer tube 1 and the shrinkage of the heat-shrinkable tube. Further, as the material of the heat-shrinkable tube, it is desirable to select a material having a property of being highly waterproof, withstanding heat during heating operation, and not significantly deteriorating in the coexistence of copper and water. Further, the temperature at which the heat-shrinkable tube is contracted and cured may be appropriately determined according to the characteristics of the heat-shrinkable tube.
<耐水性被膜の形成工程>
耐水性被膜10は、ヘアピン曲げ前の直線状の伝熱管1の一部の区間の外周面に配置された熱収縮チューブに熱を加えることで形成される。より具体的には、まず、熱収縮チューブを、ヘアピン曲げ前の直線形状の伝熱管1の一部の区間の外周面を覆う位置に配置する。ここで、伝熱管1の一部の区間は、ヘアピン曲げ部4となる一部の区間に相当する。次に、熱収縮チューブに対して熱を加えることで、熱収縮チューブを収縮及び硬化させる。これにより、伝熱管1の一部の区間の外周面を覆う位置に耐水性被膜10が形成される。なお、伝熱管1に対する熱収縮チューブの配置のずれや、熱収縮チューブの収縮を考慮して、ヘアピン曲げ部4の区間に相当する長さよりも長い熱収縮チューブを用いることが望ましい。また、熱収縮チューブの材質としては、防水性が高く暖房運転時の熱に耐え、銅と水の共存下で著しく劣化しないという特性をもつ素材を選定することが望ましい。また、熱収縮チューブを収縮及び硬化させる温度は、熱収縮チューブの特性に応じて適宜決定されればよい。 -When forming the water
The water-
<ヘアピン曲げ工程>
伝熱管1のヘアピン曲げ部4は、直線状の伝熱管1の一部の区間を所定の曲率で180°曲げることによって形成される。ここで、直線状の伝熱管1の一部の区間が、ヘアピン曲げ部4となり、直線状の伝熱管1の一部の区間の両端部が、直管部11となる。即ち、曲げ加工時に、ヘアピン曲げ部4の両端部に接続する直管部11が形成される。ここで、熱収縮チューブを用いて耐水性被膜10を形成する場合、ヘアピン曲げ工程は、耐水性被膜の形成工程の後に実施されることが望ましい。 <Hairpin bending process>
Thehairpin bending portion 4 of the heat transfer tube 1 is formed by bending a part of a linear heat transfer tube 1 by 180 ° with a predetermined curvature. Here, a part of the linear heat transfer tube 1 becomes a hairpin bent portion 4, and both ends of a part of the linear heat transfer tube 1 become a straight tube portion 11. That is, at the time of bending, straight pipe portions 11 connected to both ends of the hairpin bending portion 4 are formed. Here, when the water-resistant coating 10 is formed using the heat-shrinkable tube, it is desirable that the hairpin bending step is performed after the water-resistant coating forming step.
伝熱管1のヘアピン曲げ部4は、直線状の伝熱管1の一部の区間を所定の曲率で180°曲げることによって形成される。ここで、直線状の伝熱管1の一部の区間が、ヘアピン曲げ部4となり、直線状の伝熱管1の一部の区間の両端部が、直管部11となる。即ち、曲げ加工時に、ヘアピン曲げ部4の両端部に接続する直管部11が形成される。ここで、熱収縮チューブを用いて耐水性被膜10を形成する場合、ヘアピン曲げ工程は、耐水性被膜の形成工程の後に実施されることが望ましい。 <Hairpin bending process>
The
<空気調和機の熱交換器の製造方法>
図12は、空気調和機の熱交換器の製造方法を示すフローチャートである。
ステップ1は、伝熱管1の一部の区間の外周面に耐水性被膜10を形成する工程である。ステップ2は、伝熱管1の一部の区間を所定の曲げ率で曲げたヘアピン曲げ部4、及び、当該ヘアピン曲げ部4の両端部に接続する直管部11を形成する工程である。塗料を用いて耐水性被膜10を形成する場合、ステップ1の耐水性被膜を形成する工程と、ステップ2の伝熱管1を曲げる工程の何れのステップを先に実施してもよい。これに対し、熱収縮チューブを用いて耐水性被膜10を形成する場合、ステップ2の伝熱管1を曲げる工程は、ステップ1の耐水性被膜を形成する工程の後に実施されることが望ましい。次に、ステップ3は、ステップ2及びステップ1の工程を経て形成された伝熱管1の直管部11を放熱フィン2の開口に挿入する工程である。次に、ステップ4は、ステップ3の工程を経た伝熱管1のヘアピン曲げ部4を熱交換器固定板5の挿入穴6、及び、当該挿入穴6の外周縁に設けられた筒部7に挿入する工程である。以上の工程を経ることにより、本開示に係る空気調和機の熱交換器が製造される。 <Manufacturing method of heat exchanger for air conditioner>
FIG. 12 is a flowchart showing a method of manufacturing a heat exchanger of an air conditioner.
Step 1 is a step of forming the water resistant coating 10 on the outer peripheral surface of a part of the heat transfer tube 1. Step 2 is a step of forming a hairpin bent portion 4 in which a part of the heat transfer tube 1 is bent at a predetermined bending ratio, and a straight tube portion 11 connected to both ends of the hairpin bent portion 4. When the water resistant film 10 is formed by using the paint, either the step of forming the water resistant film in step 1 or the step of bending the heat transfer tube 1 in step 2 may be performed first. On the other hand, when the water resistant film 10 is formed by using the heat shrinkable tube, it is desirable that the step of bending the heat transfer tube 1 in step 2 is performed after the step of forming the water resistant film in step 1. Next, step 3 is a step of inserting the straight tube portion 11 of the heat transfer tube 1 formed through the steps of step 2 and step 1 into the opening of the heat radiation fin 2. Next, in step 4, the hairpin bending portion 4 of the heat transfer tube 1 that has undergone the step 3 is inserted into the insertion hole 6 of the heat exchanger fixing plate 5 and the tubular portion 7 provided on the outer peripheral edge of the insertion hole 6. This is the process of inserting. Through the above steps, the heat exchanger of the air conditioner according to the present disclosure is manufactured.
図12は、空気調和機の熱交換器の製造方法を示すフローチャートである。
ステップ1は、伝熱管1の一部の区間の外周面に耐水性被膜10を形成する工程である。ステップ2は、伝熱管1の一部の区間を所定の曲げ率で曲げたヘアピン曲げ部4、及び、当該ヘアピン曲げ部4の両端部に接続する直管部11を形成する工程である。塗料を用いて耐水性被膜10を形成する場合、ステップ1の耐水性被膜を形成する工程と、ステップ2の伝熱管1を曲げる工程の何れのステップを先に実施してもよい。これに対し、熱収縮チューブを用いて耐水性被膜10を形成する場合、ステップ2の伝熱管1を曲げる工程は、ステップ1の耐水性被膜を形成する工程の後に実施されることが望ましい。次に、ステップ3は、ステップ2及びステップ1の工程を経て形成された伝熱管1の直管部11を放熱フィン2の開口に挿入する工程である。次に、ステップ4は、ステップ3の工程を経た伝熱管1のヘアピン曲げ部4を熱交換器固定板5の挿入穴6、及び、当該挿入穴6の外周縁に設けられた筒部7に挿入する工程である。以上の工程を経ることにより、本開示に係る空気調和機の熱交換器が製造される。 <Manufacturing method of heat exchanger for air conditioner>
FIG. 12 is a flowchart showing a method of manufacturing a heat exchanger of an air conditioner.
このように、本開示に係る空気調和機の熱交換器の製造方法は、伝熱管1の直管部11を放熱フィン2の開口に挿入する工程(ステップ3)よりも前に、伝熱管1の一部の区間の外周面に耐水性被膜10を形成する工程(ステップ1)、及び、伝熱管1の一部の区間を所定の曲げ率で曲げたヘアピン曲げ部4、及び、当該ヘアピン曲げ部4の両端部に接続する直管部11を形成する工程(ステップ2)を実施するものである。そのため、伝熱管1と放熱フィン2を組みあげた後(放熱フィン2の開口に伝熱管1の直管部11を挿入した後)に伝熱管1のヘアピン曲げ部4に耐水性被膜10を形成することが無いため、製造工程における作業効率を向上させることができる。
As described above, in the method for manufacturing the heat exchanger of the air conditioner according to the present disclosure, the heat transfer tube 1 is before the step (step 3) of inserting the straight tube portion 11 of the heat transfer tube 1 into the opening of the heat radiation fin 2. The step of forming the water resistant film 10 on the outer peripheral surface of a part of the section (step 1), the hairpin bending portion 4 in which a part of the heat transfer tube 1 is bent at a predetermined bending ratio, and the hairpin bending. The step (step 2) of forming the straight pipe portion 11 connected to both ends of the portion 4 is carried out. Therefore, after assembling the heat transfer tube 1 and the heat radiation fin 2 (after inserting the straight tube portion 11 of the heat transfer tube 1 into the opening of the heat transfer fin 2), a water resistant film 10 is formed on the hairpin bent portion 4 of the heat transfer tube 1. Therefore, it is possible to improve the work efficiency in the manufacturing process.
1 伝熱管、2 放熱フィン、3 熱交換器、4 ヘアピン曲げ部、5 熱交換器固定板、6 挿入穴、7 筒部、8 結露水、9 隙間、10 耐水性被膜、11 直管部、12 伝熱管挿入穴。
1 heat transfer tube, 2 heat dissipation fins, 3 heat exchanger, 4 hair pin bending part, 5 heat exchanger fixing plate, 6 insertion hole, 7 cylinder part, 8 condensed water, 9 gap, 10 water resistant coating, 11 straight tube part, 12 Heat transfer tube insertion hole.
Claims (6)
- 互いに間隔をあけて積層され、複数の開口を有する放熱フィンと、
前記放熱フィンの開口に挿入される直管部、及び、隣接する前記直管部の端部同士を接続するヘアピン曲げ部を有する伝熱管と、
前記ヘアピン曲げ部が挿入される挿入穴、及び、当該挿入穴の外周縁に設けられた筒部を有する熱交換器固定板と
を備え、
前記ヘアピン曲げ部の外周面に耐水性被膜が形成されている
空気調和機の熱交換器。 Radiating fins that are stacked at intervals from each other and have multiple openings,
A heat transfer tube having a straight tube portion inserted into the opening of the heat radiation fin and a hairpin bent portion connecting the ends of the adjacent straight tube portions.
It is provided with an insertion hole into which the hairpin bending portion is inserted, and a heat exchanger fixing plate having a tubular portion provided on the outer peripheral edge of the insertion hole.
A heat exchanger for an air conditioner in which a water resistant film is formed on the outer peripheral surface of the hairpin bent portion. - 前記直管部の前記ヘアピン曲げ部側の外周面に耐水性被膜が形成されている
請求項1に記載された空気調和機の熱交換器。 The heat exchanger of the air conditioner according to claim 1, wherein a water resistant film is formed on the outer peripheral surface of the straight pipe portion on the side of the hairpin bending portion. - 前記耐水性被膜は、
熱で硬化する熱収縮チューブで形成される
請求項1又は2に記載された空気調和機の熱交換器。 The water resistant coating is
The heat exchanger of an air conditioner according to claim 1 or 2, which is formed of a heat shrinkable tube that cures by heat. - 前記耐水性被膜は、
塗布された塗料で形成される
請求項1又は2に記載された空気調和機の熱交換器。 The water resistant coating is
The heat exchanger of the air conditioner according to claim 1 or 2, which is formed of the applied paint. - 前記耐水性被膜は、
アクリル樹脂系、ポリエステル樹脂系、フッ素樹脂系、エポキシ樹脂系、又は、ウレタン樹脂系の塗料で形成される
請求項4に記載された空気調和機の熱交換器。 The water resistant coating is
The heat exchanger of the air conditioner according to claim 4, which is formed of an acrylic resin-based, polyester resin-based, fluororesin-based, epoxy resin-based, or urethane resin-based paint. - 伝熱管の一部の区間の外周面に耐水性被膜を形成する工程と、
伝熱管の一部の区間を所定の曲げ率で曲げたヘアピン曲げ部、及び、当該ヘアピン曲げ部の両端部に接続する直管部を形成する工程と、
前記直管部を放熱フィンの開口に挿入する工程と、
前記ヘアピン曲げ部を熱交換器固定板の挿入穴、及び、当該挿入穴の外周縁に設けられた筒部に挿入する工程とを含む
空気調和機の熱交換器の製造方法。 The process of forming a water resistant film on the outer peripheral surface of a part of the heat transfer tube,
A step of forming a hairpin bent portion in which a part of a heat transfer tube is bent at a predetermined bending ratio, and a straight tube portion connected to both ends of the hairpin bent portion.
The process of inserting the straight pipe portion into the opening of the heat radiation fin, and
A method for manufacturing a heat exchanger of an air conditioner, which comprises a step of inserting the hairpin bent portion into an insertion hole of a heat exchanger fixing plate and a tubular portion provided on the outer peripheral edge of the insertion hole.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/011200 WO2021181683A1 (en) | 2020-03-13 | 2020-03-13 | Heat exchanger of air conditioner and method for manufacturing heat exchanger of air conditioner |
| JP2022505708A JP7352215B2 (en) | 2020-03-13 | 2020-03-13 | Air conditioner heat exchanger and method for manufacturing an air conditioner heat exchanger |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/011200 WO2021181683A1 (en) | 2020-03-13 | 2020-03-13 | Heat exchanger of air conditioner and method for manufacturing heat exchanger of air conditioner |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021181683A1 true WO2021181683A1 (en) | 2021-09-16 |
Family
ID=77672156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/011200 WO2021181683A1 (en) | 2020-03-13 | 2020-03-13 | Heat exchanger of air conditioner and method for manufacturing heat exchanger of air conditioner |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7352215B2 (en) |
| WO (1) | WO2021181683A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023148917A1 (en) * | 2022-02-04 | 2023-08-10 | 三菱電機株式会社 | Heat exchanger for air conditioning |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5825961U (en) * | 1981-08-17 | 1983-02-18 | 三菱電機株式会社 | Piping heat exchange equipment such as refrigerators |
| JPS6184397U (en) * | 1984-11-05 | 1986-06-03 | ||
| JP2000026768A (en) * | 1998-07-07 | 2000-01-25 | Mitsubishi Electric Corp | Coating material for preventing corrosion of copper, prevention of corrosion of copper by using the same, and copper tube for finned tube-type heat exchanger, and copper tube for water and hot-water supply |
| JP2003042475A (en) * | 2001-07-27 | 2003-02-13 | Daikin Ind Ltd | Heat exchanger fixing plate and air conditioner using the same |
| JP2008089230A (en) * | 2006-10-02 | 2008-04-17 | Matsushita Electric Ind Co Ltd | Fin and tube type heat exchanger |
| JP2009192174A (en) * | 2008-02-15 | 2009-08-27 | T Rad Co Ltd | Manufacturing method of heat exchanger, and heat exchanger |
| WO2018182036A1 (en) * | 2017-03-31 | 2018-10-04 | ダイキン工業株式会社 | Heat exchanger and air-conditioning device |
| JP2019039605A (en) * | 2017-08-25 | 2019-03-14 | ダイキン工業株式会社 | Heat exchanger |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000297995A (en) | 1999-04-14 | 2000-10-24 | Mitsubishi Electric Corp | Piping unit, manufacture thereof and heat exchanger |
| JP5029544B2 (en) | 2008-09-09 | 2012-09-19 | ダイキン工業株式会社 | Heat exchanger fixing plate and air conditioner |
| JP2015078789A (en) | 2013-10-16 | 2015-04-23 | 三菱電機株式会社 | Heat exchanger and air conditioning device including heat exchanger |
-
2020
- 2020-03-13 JP JP2022505708A patent/JP7352215B2/en active Active
- 2020-03-13 WO PCT/JP2020/011200 patent/WO2021181683A1/en active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5825961U (en) * | 1981-08-17 | 1983-02-18 | 三菱電機株式会社 | Piping heat exchange equipment such as refrigerators |
| JPS6184397U (en) * | 1984-11-05 | 1986-06-03 | ||
| JP2000026768A (en) * | 1998-07-07 | 2000-01-25 | Mitsubishi Electric Corp | Coating material for preventing corrosion of copper, prevention of corrosion of copper by using the same, and copper tube for finned tube-type heat exchanger, and copper tube for water and hot-water supply |
| JP2003042475A (en) * | 2001-07-27 | 2003-02-13 | Daikin Ind Ltd | Heat exchanger fixing plate and air conditioner using the same |
| JP2008089230A (en) * | 2006-10-02 | 2008-04-17 | Matsushita Electric Ind Co Ltd | Fin and tube type heat exchanger |
| JP2009192174A (en) * | 2008-02-15 | 2009-08-27 | T Rad Co Ltd | Manufacturing method of heat exchanger, and heat exchanger |
| WO2018182036A1 (en) * | 2017-03-31 | 2018-10-04 | ダイキン工業株式会社 | Heat exchanger and air-conditioning device |
| JP2019039605A (en) * | 2017-08-25 | 2019-03-14 | ダイキン工業株式会社 | Heat exchanger |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023148917A1 (en) * | 2022-02-04 | 2023-08-10 | 三菱電機株式会社 | Heat exchanger for air conditioning |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7352215B2 (en) | 2023-09-28 |
| JPWO2021181683A1 (en) | 2021-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013161802A1 (en) | Heat exchanger and air conditioner | |
| US20130043013A1 (en) | Heat Exchanger and Method for Producing Heat Exchanger | |
| WO2021181683A1 (en) | Heat exchanger of air conditioner and method for manufacturing heat exchanger of air conditioner | |
| US12158311B2 (en) | Fin of heat exchanger, method for manufacturing the same, heat exchanger, and air conditioning apparatus | |
| JP2004020174A (en) | Flat radiating fin, heat exchanger using it, and its manufacturing method | |
| JP2009109183A (en) | Tube for heat exchanger | |
| CN212658085U (en) | Heat exchanger | |
| US20250020415A1 (en) | Air conditioner | |
| JP2015117876A (en) | Fin and tube heat exchanger | |
| JP2011257084A (en) | All-aluminum heat exchanger | |
| JP5944626B2 (en) | Manufacturing method of heat exchanger | |
| WO2014162700A1 (en) | Method for manufacturing heat exchange, and heat exchanger | |
| US20050072562A1 (en) | Heat exchanger tube assembly | |
| US6729382B2 (en) | Condenser for vehicle air-conditioning systems | |
| CN104833258A (en) | Heat Exchanger Tube Assembly and Method of Making Same | |
| WO2014101215A1 (en) | Coil end plate for a heat exchanger coil assembly | |
| US7003879B2 (en) | Staggered rows in a CT or serpentine fin core with a round tube to header joint | |
| JPWO2021181683A5 (en) | ||
| JP4291644B2 (en) | Heat exchanger | |
| KR19990021468A (en) | Bending method of pipe for fin condenser and fin condenser | |
| CN114440666B (en) | Microchannel heat exchanger and electrical equipment | |
| GB2254687A (en) | Heat exchanger | |
| US20250020416A1 (en) | Air conditioner | |
| JP2002081887A (en) | Tank for integral heat exchanger | |
| JP2001174167A (en) | Heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20924328 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022505708 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20924328 Country of ref document: EP Kind code of ref document: A1 |