WO2021106884A1 - 精鉱バーナー、自溶炉及び反応ガスの導入方法 - Google Patents
精鉱バーナー、自溶炉及び反応ガスの導入方法 Download PDFInfo
- Publication number
- WO2021106884A1 WO2021106884A1 PCT/JP2020/043695 JP2020043695W WO2021106884A1 WO 2021106884 A1 WO2021106884 A1 WO 2021106884A1 JP 2020043695 W JP2020043695 W JP 2020043695W WO 2021106884 A1 WO2021106884 A1 WO 2021106884A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gas
- flow path
- tubular portion
- reaction
- flow velocity
- Prior art date
Links
- 239000012495 reaction gas Substances 0.000 title claims abstract description 61
- 239000012141 concentrate Substances 0.000 title claims abstract description 47
- 238000000034 method Methods 0.000 title claims description 8
- 239000007789 gas Substances 0.000 claims abstract description 175
- 239000002994 raw material Substances 0.000 claims abstract description 56
- 238000006243 chemical reaction Methods 0.000 claims abstract description 55
- 238000003723 Smelting Methods 0.000 claims description 44
- 238000009792 diffusion process Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 238000004088 simulation Methods 0.000 description 28
- 239000006185 dispersion Substances 0.000 description 24
- 239000002245 particle Substances 0.000 description 20
- 238000001816 cooling Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 238000007664 blowing Methods 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B15/00—Obtaining copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B23/00—Obtaining nickel or cobalt
- C22B23/02—Obtaining nickel or cobalt by dry processes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/18—Charging particulate material using a fluid carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a concentrate burner, a flash smelting furnace, and a method for introducing a reaction gas.
- a flash smelting furnace is a smelting furnace used for smelting non-ferrous metals such as copper and nickel and for matte smelting.
- a shaft is provided on a reverberatory furnace type settler and reacts with raw materials from the top. It is a furnace that instantly oxidizes and melts by using the heat of oxidation of the raw material by blowing the gas to be used for.
- a concentrate burner that supplies raw materials and reaction gas into the furnace plays an important role in determining the performance of the flash smelting furnace.
- This concentrate burner affects the reaction efficiency of the raw material in the reaction shaft and the degree of reaction progress, and as a result, affects the processing capacity of the flash smelting furnace and the metal yield. It is desirable that the reaction in the reaction shaft in the flash smelting furnace proceeds quickly and that all the raw materials proceed uniformly at the same extent of reaction. Therefore, it is desirable that the raw material and the reaction gas are uniformly mixed.
- Patent Document 1 In order to improve the mixing of such raw materials and reaction gas, it is known that the main air supplied from the concentrate burner into the reaction shaft is swirled (Patent Document 1). Further, it is known that an oxygen blowing pipe is provided inside a tubular concentrate chute so as to surround a fuel burner, and a guide blade is provided at an opening thereof to supply a swirling flow (Patent Document 2).
- Patent Document 1 and Patent Document 2 do not positively generate a swirling flow in the region directly below such a raw material supply device, and there is room for improvement.
- the present invention has been made in view of the above problems, and an object of the present invention is to positively promote the mixing of the raw material and the reaction gas supplied into the flash smelting furnace to make the reaction uniform.
- the concentrate burner of the present invention is a concentrate burner that supplies a raw material into the flash smelting furnace and at least supplies a reaction gas that contributes to the reaction of the raw material into the flash smelting furnace, and is outside the lance.
- a first tubular portion that is provided and forms a raw material flow path for supplying the raw material into the flash smelting furnace with the lance, and a first tubular portion that is provided outside the first tubular portion and is provided.
- a second tubular portion forming an annular first gas flow path for supplying the reaction gas into the flash smelting furnace between the tubular portion 1 and the second tubular portion.
- a third tubular portion provided on the outside and forming an annular second gas flow path for supplying the reaction gas into the flash smelting furnace between the second tubular portion and the above.
- a swirling blade that projects into the first gas flow path and swirls the reaction gas that passes through the first gas flow path is provided.
- the swivel blade can be provided on the inner peripheral wall surface of the second tubular portion.
- the swivel blade can be arranged with a gap between it and the first tubular portion.
- the inclination angle of the swivel blade with respect to the axial direction of the lance can be in the range of 5 ° to 20 °, more preferably in the range of 10 ° to 15 °.
- the upper end portion of the swivel blade is located below the upper edge of the second tubular portion, and the first end portion is between the upper end portion of the swivel blade and the upper edge of the second tubular portion.
- a region may be provided to equalize the flow velocity of the gas introduced into the gas flow path of 1.
- the distance between the upper end portion of the swivel blade and the upper edge of the second tubular portion is preferably 100 mm or more. More preferably, it is 150 mm or more. More preferably, it is 200 mm or more.
- the time for passing between the upper end portion of the swivel blade and the upper edge of the second tubular portion can be between 0.5 msec and 3.7 msec.
- the flash smelting furnace of the present invention is equipped with the concentrate burner of the present invention.
- the method for introducing the reaction gas of the present invention is a first gas flow formed at least around the raw material flow path together with the raw material to be introduced into the flash smelting furnace through the raw material flow path formed in the concentrate burner.
- a method of introducing a reaction gas into the flash smelting furnace through a path and a second gas flow path formed around the first gas flow path which is a method of introducing the reaction gas through the first gas flow path.
- the discharged reaction gas is introduced into the flash smelting furnace as a swirling flow, and the reaction gas discharged through the second gas flow path surrounds the swirling flow and suppresses the diffusion of the swirling flow. This is a method of introducing the reaction gas to be introduced into the flash smelting furnace.
- the swirling blade provided at the lower end of the concentrate burner can promote the mixing of the raw material and the reaction gas to make the reaction uniform.
- FIG. 1 is a diagram schematically showing a configuration of a flash smelting furnace for copper smelting according to an embodiment.
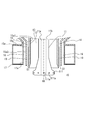
- FIG. 2 is a cross-sectional view of a charging portion provided at the tip of a concentrate burner included in the flash smelting furnace of the embodiment.
- FIG. 3 is an enlarged cross-sectional view of the input portion shown in FIG.
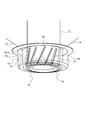
- FIG. 4 is a perspective explanatory view showing the arrangement of the swivel blades.
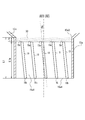
- FIG. 5 is an explanatory view of the mounting angle ⁇ of the swirl vane and the flow velocity equalization region.
- FIG. 6 is a graph showing an example of the simulation result of the flow velocity distribution at the outlet of the first gas flow path when the flow velocity equalization region is not provided.
- FIG. 1 is a diagram schematically showing a configuration of a flash smelting furnace for copper smelting according to an embodiment.
- FIG. 2 is a cross-sectional view of a charging portion provided at the tip of a concentrate burner
- the flash smelting furnace 100 includes a concentrate burner 1 and a furnace body 2.
- the concentrate burner 1 is a raw material supply device, and is a raw material concentrate (copper concentrate (CuFeS 2 etc.)), a main blower gas for reaction, an auxiliary gas for reaction, and a gas for dispersion (which also contributes to the reaction). Is supplied into the furnace body 2.
- the furnace body 2 includes a reaction shaft 3, a settler 4, and an uptake 5 in which the concentrate and the reaction gas are mixed.
- the main blower gas for reaction and the auxiliary gas for reaction are oxygen-enriched air
- the dispersion gas is air or oxygen-enriched air.
- FIG. 2 is an explanatory view showing an input portion 10 provided at the tip end portion of the concentrate burner 1.
- FIG. 3 is an enlarged cross-sectional view of the charging portion 10 shown in FIG.
- the charging unit 10 charges the raw material, the reaction gas, and the dispersion gas to the reaction shaft 3 side.
- the input portion 10 of the concentrate burner 1 is provided with a lance 11 provided at the center thereof and a first tubular portion 13 provided outside the lance 11 and forming a raw material flow path 12 between the lance 11 and the lance 11. Be prepared.
- the charging section 10 is also provided outside the first tubular section 13, and is an annular structure that supplies reaction gas into the flash smelting furnace 100 (reaction shaft 3) between the charging section 10 and the first tubular section 13.
- the second tubular portion 15a forming the first gas flow path 14 of the above is provided.
- the charging section 10 is provided outside the second tubular portion 15a, and is an annular structure that supplies reaction gas into the flash smelting furnace 100 (reaction shaft 3) between the charging section 10 and the second tubular portion 15a.
- a third tubular portion 17a forming the second gas flow path 16 of the above is provided.
- the charging unit 10 includes a swirling vane 19 that projects into the first gas flow path 14 and swirls the reaction gas that passes through the first gas flow path 14.
- the lance 11 is provided along the central axis AX extending in the vertical direction. Inside the lance 11, a third gas flow path 11a located at the center thereof and a fourth gas flow path 11b arranged around the third gas flow path 11a are provided. A reaction auxiliary gas as a part of the reaction gas passes through the third gas flow path 11a. Dispersion gas passes through the fourth gas flow path 11b. A hollow conical trapezoidal dispersion cone 111 is provided at the tip end portion (lower end portion) of the lance 11. On the lower side surface of the dispersion cone 111, a plurality of supply holes 111a for discharging the dispersion gas that has passed through the fourth gas flow path 11b into the reaction shaft 3 are formed.
- the supply hole 111a of the present embodiment is provided so that the gas discharge direction is the normal direction of the bottom circle of the dispersion cone 111, but the gas discharge direction is the normal direction of the bottom circle of the dispersion cone 111.
- the supply hole 111a may be provided so as to have an angle with respect to the supply hole 111a.
- the first tubular portion 13 is formed by a cylindrical member arranged so as to surround the lance 11.
- the first tubular portion 13 in the present embodiment is provided as a water cooling nozzle through which cooling water circulates.
- the raw material flow path 12 formed between the lance 11 and the first tubular portion 13 supplies the concentrate into the reaction shaft 3.
- the second tubular portion 15a is provided as a part of the inner tank member 15 arranged outside the first tubular portion 13.
- the inner tank member 15 includes a funnel-shaped portion 15b whose diameter increases upward, and also includes a cylindrical second tubular portion 15a which is continuously provided below the funnel-shaped portion 15b. ing.
- the funnel-shaped portion 15b forms a first air chamber 151 with the first tubular portion 13.
- the first air chamber 151 leads to the first gas flow path 14.
- the inner tank member 15 is provided so as to be removable.
- the third tubular portion 17a is provided as an inner peripheral wall portion of the cooling jacket 17 provided at the lower end portion of the charging portion 10. Cooling water circulates in the cooling jacket 17.
- the cooling jacket 17 is arranged above the cooling jacket 17 and is connected to a funnel-shaped outer tank member 18 whose diameter increases upward. Specifically, the cooling jacket 17 is attached to a collar-shaped portion 18a provided at the lower end portion of the outer tank member 18.
- the outer tank member 18 forms a second air chamber 181 with the inner tank member 15.
- the second air chamber 181 communicates with the second gas flow path 16.
- the concentrate burner 1 has a first gas supply system 21 and a second gas supply system 22.
- the first gas supply system 21 is branched into a first supply unit 21a and a second supply unit 21b.
- the first supply unit 21a supplies gas into the first air chamber 151.
- the second supply unit 21b supplies gas into the second air chamber 181.
- the first supply unit 21a is provided with a regulating valve 21a1 for adjusting the gas flow rate, whereby the amount of gas supplied into the first air chamber 151 and the amount of gas supplied into the second air chamber 181 are supplied. The ratio with the amount of gas can be adjusted.
- the second gas supply system 22 supplies gas into the lance 11. The total amount of gas supplied by the first gas supply system 21 and the total amount of gas supplied by the second gas supply system 22 can also be adjusted.
- the first supply unit 21a of the present embodiment is further branched into two routes.
- the first air chamber 151 is provided with gas inlets 151a at two places above the first air chamber 151, and the paths branched by the first supply unit 21a are connected to each of the first air chambers 151.
- the upper dimension of the first air chamber 151 is larger than the lower dimension.
- gas blowing ports When gas is blown into the first air chamber 151 having a large upper dimension, it is desirable to provide gas blowing ports at a plurality of places so that the gas is distributed over the entire area of the first air chamber 151.
- the plurality of gas inlets are provided so as to be radial with respect to the central portion of the first air chamber 151 or symmetrical with respect to the central axis AX. Therefore, in the present embodiment, gas outlets 151a are provided at two locations symmetrical with respect to the central axis AX.
- a swivel blade 19 is provided in the first gas flow path 14.
- the swivel blade 19 is provided on the inner peripheral wall surface 15a1 of the second tubular portion 15a so as to project into the first gas flow path 14.
- the swivel blade 19 also functions as a spacer between the first tubular portion 13 and the second tubular portion 15a. That is, the swivel blade 19 also has a function of maintaining a distance between the first tubular portion 13 and the second tubular portion 15a.
- the swivel blade 19 is arranged with a gap S1 between it and the first tubular portion 13.
- the reason why the gap S1 is provided in this way is to cope with the dimensional change due to the thermal expansion of the member.
- the distance that the second tubular portion 15a extends along the vertical direction is L1.
- the swivel blade 19 is provided on the second tubular portion 15a, but the upper end portion 19a of the swivel blade 19 is located below the upper edge 15a3 of the second tubular portion 15a.
- the vertical length of the swivel blade 19 is L1a.
- the flow velocity equalization region 30 is provided at a position where the funnel-shaped portion 15b transitions to the second tubular portion 15a.
- the flow velocity equalization region 30 is a region shown with hatching in FIG. 5, and is in a state where the inner peripheral wall surface 15a1 of the second tubular portion 15a is exposed over the entire circumference.
- the vertical distance of the flow velocity equalization region 30 is L1b.
- the lower end portion 19b of the swivel blade 19 coincides with the lower edge 15a4 of the second tubular portion 15a.
- the lower end 19b of the swirl vane 19 does not necessarily have to coincide with the lower edge 15a4, but by matching with the lower edge 15a4, the gas is released without attenuating the momentum of the swirl flow generated by the swirl vane 19. It is advantageous in terms of discharging.
- the lower edge 15a4 of the second tubular portion 15a serves as the outlet of the first gas flow path 14.
- the flow velocity of the gas at the outlet of the first gas flow path 14 is uniform over the entire circumference of the first gas flow path 14 from the viewpoint of promoting the mixing of the raw material and the reaction gas and making the reaction uniform. It is desirable to have.
- gas is blown into the first air chamber 151 from two gas blowing ports 151a. Therefore, it is conceivable that the flow velocity of the gas flowing from the funnel-shaped portion 15b to the first tubular portion 15a varies.
- the flow velocity equalizing region 30 is provided between the upper end portion 19a of the swirl vane 19 and the upper edge 15a3 of the second tubular portion 15a.
- the effect of providing the flow velocity equalization region 30 will be described with reference to FIGS. 6 to 8.
- the flow velocity of the gas introduced into the second tubular portion 15a during operation is about 110 m / sec to 130 m / sec. Therefore, the simulation was performed under the condition that the average flow velocity of the gas flowing into the flow velocity equalization region 30 was 120 m / sec.
- the simulation used scFLOW of Software Cradle Co., Ltd.
- the number of swivel blades was set to 12 at equal intervals in the circumferential direction.
- the horizontal width of the swivel blade is set to 90% of the width of the gas flow path 14.
- the length of L1 was set to 500 mm or more, and was set to be between 0.5 and 2 times the outer diameter of the second tubular portion 15a.
- the angle of the swivel blade 19 was set to 10 ° as an example.
- the average flow velocity here means the average value of the flow velocity in the entire circumference of the upper edge 15a3 of the second tubular portion 15a.
- the flow velocity of the gas introduced into the second tubular portion 15a at an average flow velocity of 120 m / sec is increased in the region where the swirl vanes 19 are provided. This is because, in the region where the swirl vanes 19 are provided, the gas flow path area becomes smaller by the volume integral of the swirl vanes 19 provided, and the flow velocity of the gas passing between the swirl vanes 19 increases accordingly.
- the average flow velocity at the outlet of the first gas flow path 14 is 124.2 m / sec.
- This average flow velocity means the average value of the flow velocity in the entire circumference of the lower edge 15a4 of the second tubular portion 15a.
- the flow velocity of the gas introduced into the second tubular portion 15a can be adjusted by the opening degree of the adjusting valve 21a1.
- FIG. 6 is a simulation result of a comparative example, and specifically shows an example of a simulation result of the flow velocity distribution at the outlet of the first gas flow path 14 when the flow velocity equalization region is not provided.
- the mounting angle ⁇ of the swirl vane 19 is set to 10 °.
- the mounting angle ⁇ is an inclination angle of the swivel blade 19 with respect to the central axis AX extending in the vertical direction (the mounting angle ⁇ will be described in detail later).
- the case where the flow velocity equalizing region is not provided is the case where the swirling blade 19 is provided over the entire area of the second tubular portion 15a in the vertical direction.
- the variation in the flow velocity at the outlet of the first gas flow path 14 is approximately ⁇ 2.0% with respect to the average flow velocity of 124.2 m / sec.
- the difference from the average flow velocity of 124.2 m / sec is -2.6%, and at the outlet of the first gas flow path 14.
- the difference from the average flow velocity of 124.2 m / sec was + 2.0% at the place where the flow velocity was the highest.
- "-(minus)” indicates that it is slower than the average flow velocity
- "+ (plus)” indicates that it is faster than the average flow velocity. This also applies to the following description.
- the difference from the average flow velocity of 124.2 m / sec is -1.8%, and at the outlet of the first gas flow path 14.
- the difference from the average flow velocity of 124.2 m / sec was + 1.4% at the place where the flow velocity was the highest.
- the vertical distance L1b of the flow velocity equalization region 30 may be set to 150 mm to improve the variation in the flow velocity at the outlet of the first gas flow path 14.
- the vertical distance L1b of the flow velocity equalization region 30 is designed according to the scale of the flash smelting furnace 100 and the dimensions of the concentrate burner 1, and the dimensions may be changed as appropriate. Therefore, the vertical distance L1b of the flow velocity equalization region 30 may be at least 100 mm or more, and the upper limit thereof is not particularly defined, but it depends on various conditions of the flash smelting furnace 100 and the concentrate burner 1. It can be set to 400 mm or less.
- the vertical distance L1b of the flow velocity equalizing region 30 is this. It is set within the range that satisfies the conditions. For example, when the distance L1 extending along the vertical direction of the second tubular portion 15a is 700 mm and the vertical distance L1b of the flow velocity equalizing region 30 is set to 100 mm, the vertical length L1a of the swirl vanes 19 becomes longer. , 600 mm. Similarly, when the vertical distance L1b of the flow velocity equalization region 30 is set to 400 mm, the vertical length L1a of the swirl vanes 19 becomes 300 mm. At this time, if a swirling flow is appropriately generated, the vertical distance L1b of the flow velocity equalizing region 30 may be set to 400 mm.
- the condition is that the average flow velocity of the gas flowing into the flow velocity equalization region 30 is 120 m / sec (the average flow velocity at the outlet of the first gas flow path 14 is 124.2 m / sec). A similar tendency was observed in other flow velocity ranges.
- the average flow velocity of the gas flowing into the flow velocity equalization region 30 during operation is 110 m / sec
- the average flow velocity at the outlet of the first gas flow path 14 is 113.8 m / sec.
- the vertical distance L1b of the flow velocity equalization region 30 was set to 200 mm and the simulation was performed, the following results were obtained. That is, at the place where the flow velocity at the outlet of the first gas flow path 14 is the slowest, the difference from the average flow velocity of 113.8 m / sec is ⁇ 1.0%, and the flow velocity at the outlet of the first gas flow path 14 is The difference from the average flow velocity of 113.8 m / sec was + 1.2% at the fastest point.
- the average flow velocity of the gas flowing into the flow velocity equalization region 30 during operation is 130 m / sec
- the average flow velocity at the outlet of the first gas flow path 14 is 134.5 m / sec.
- the vertical distance L1b of the flow velocity equalization region 30 was set to 200 mm and the simulation was performed, the following results were obtained. That is, at the place where the flow velocity at the outlet of the first gas flow path 14 is the slowest, the difference from the average flow velocity of 134.5 m / sec is ⁇ 0.8%, and the flow velocity at the outlet of the first gas flow path 14 is The difference from the average flow velocity of 134.5 m / sec was + 1.1% at the fastest point.
- the flow velocity is made uniform by passing the gas through the region where the swivel blade 19 is not provided in the second tubular portion 15a, so that the gas passes through such a region for a predetermined time. It can be considered necessary to pass.
- the time for passing between the upper end portion 19a of the swirl vane 19 and the upper edge 15a3 of the second tubular portion 15a that is, the time for passing through the flow velocity equalization region 30, is from 0.5 msec to 3 It can be set within 7 ms.
- the vertical distance L1 of the flow velocity equalization region 30 may be defined by the time for passing through the flow velocity equalization region 30.
- the range of the flow velocity equalization region 30 can be set at least based on either the distance or the flow velocity.
- the outlet flow velocity of the first gas flow path 14 By making the outlet flow velocity of the first gas flow path 14 uniform over the entire circumference, it is possible to further promote the mixing of the raw material and the reaction gas and make the reaction uniform.
- the flow velocity of the gas flowing from the funnel-shaped portion 15b to the second tubular portion 15a tends to vary, which is effective.
- the mounting angle ⁇ of the swivel blade 19 is an inclination angle with respect to the axial direction of the lance 11, that is, the central axis AX extending in the vertical direction.
- the axis AX1 indicates an axis parallel to the central axis AX, and when the longitudinal direction of the swirl vane 19 coincides with the direction along the axis AX1, the mounting angle ⁇ is expressed as 0 °. It shall be done.
- Such a mounting angle ⁇ can be set in the range of 5 ° to 20 °, and it is desirable to set it in the range of 10 ° to 15 °.
- FIG. 9 (A) to 9 (C) show the results of reaction simulations in the reaction shaft 3 for each mounting angle ⁇ of the different swivel blades 19.
- reference numeral AR indicates a reaction region in the furnace.
- the lowest point of such a reaction region AR can be used as one of the indexes for evaluating the state of the reaction in the furnace as the height of the reaction point. That is, when the reaction point height is high, it can be evaluated that the raw material and the reaction gas are actively mixed in the region close to the charging unit 10 and the reaction state in the furnace is good. it can.
- the reaction point height at this time is h0
- the point height is higher than h0.
- the height of the reaction point increases as the mounting angle ⁇ increases.
- the mounting angle ⁇ increases, the diffusion of the raw material is promoted, and the raw material and the reaction gas are actively mixed. In this way, as the mounting angle ⁇ increases, the diffusion of the raw material is promoted.
- the concentrate burner 1 of the present embodiment includes a first gas flow path 14 and a second gas flow path 16 located outside the first gas flow path 14, and the reaction gas passing through the first gas flow path 14. Only the swirl flow. That is, the reaction gas passing through the first gas flow path 14 is swirling, but the reaction gas passing through the second gas flow path 16 is discharged downward of the flash smelting furnace 100. Moreover, the reaction gas passing through the second gas flow path 16 is discharged so as to surround the reaction gas that is a swirling flow.
- the diffusion of the reaction gas discharged as a swirling flow from the first gas flow path 14 is suppressed by the reaction gas discharged through the second gas flow path 16.
- the particles in the raw material are less likely to face the wall surface of the flash smelting furnace 100.
- the phenomenon that the particles in the raw material move toward the wall surface of the flash smelting furnace 100 causes the amount of the dispersion gas supplied from the fourth gas flow path 11b through the supply hole 111a provided in the dispersion cone 111. It can be suppressed by adjusting.
- the wall collision particle ratio is the ratio of the amount of particles that collide with the furnace wall and are trapped with respect to the amount of raw materials charged into the furnace.
- the furnace wall is mainly the wall surface of the reaction shaft 3.
- thermo-fluid software FLUENT manufactured by ANSYS was used for the simulation.
- the amount of copper concentrate charged is the same (t / h), and the amount of air blown by the first gas flow path 14, the amount of air blown by the second gas flow path 16, and the amount of air blown by the third gas flow path 11a.
- the total of the air blown amount and the air blown amount (dispersion gas amount) of the fourth gas flow path 11b (hereinafter referred to as the total air blown amount) was kept constant.
- the total of the amount of air blown by the first gas flow path 14 and the amount of air blown by the second gas flow path 16 should be 90% or more of the total amount of air blown, and be the same as the amount of air blown by the first gas flow path 14.
- the ratio of the amount of air blown through the second gas flow path 16 was approximately 1: 1.
- the amount of air blown by the second gas flow path 16 was increased by the amount of the reduced amount of the amount of dispersion gas so that the total amount of air blown was constant.
- the proportion of the wall collision particles was 14.6%.
- the numerical value of the wall collision particle ratio is an average value of the results of a plurality of simulations.
- the proportion of the wall collision particles can be maintained at the same level regardless of the mounting angle ⁇ of the swirling blade 19.
- the amount of the reduced amount of the dispersion gas is adjusted by increasing the amount of the reaction gas passing through the second gas flow path 16.
- the total amount of air blown may be adjusted according to the amount of air charged into the furnace. For example, when the amount of air charged is reduced, the total amount of air blown is reduced in terms of heat balance. In this case, basically, the amount of the reaction gas passing through the first gas flow path 14 is kept constant, and the amount of the reaction gas passing through the second gas flow path 16 is reduced.
- a lower limit value may be set for the amount of reaction gas passing through the second gas flow path 16. Therefore, depending on the charged amount and the quality of the raw material, the amount of the reaction gas passing through the first gas flow path 14 is adjusted so that the amount of the reaction gas passing through the second gas flow path 16 does not fall below the lower limit value. May reduce. It is assumed that if the amount of the reaction gas passing through the first gas flow path 14 is reduced, the effect of dispersing the raw material by the reaction gas passing through the first gas flow path 14 is reduced. Therefore, by providing the swirling blade 19 protruding from the first gas flow path 14 like the concentrate burner 1 of the present embodiment, it is possible to positively promote the mixing of the raw material and the reaction gas.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
精鉱バーナーは、自溶炉内に原料を供給するとともに、少なくとも前記自溶炉内に前記原料の反応に寄与する反応用ガスを供給する精鉱バーナーであって、ランスの外側に設けられ、前記ランスとの間に、前記原料を前記自溶炉内に供給する原料流路を形成する第1の筒状部と、前記第1の筒状部の外側に設けられ、前記第1の筒状部との間に、前記反応用ガスを前記自溶炉内に供給する環状の第1のガス流路を形成する第2の筒状部と、前記第2の筒状部の外側に設けられ、前記第2の筒状部との間に、前記反応用ガスを前記自溶炉内に供給する環状の第2のガス流路を形成する第3の筒状部と、前記第1のガス流路に突出し、前記第1のガス流路を通過する前記反応用ガスを旋回させる旋回羽根と、を備える。
Description
本発明は、精鉱バーナー、自溶炉及び反応ガスの導入方法に関する。
自溶炉とは、銅、ニッケル等の非鉄金属の製錬、及び、マット処理製錬に用いられる製錬炉であり、反射炉型のセットラの上にシャフトを設け、その頂部から原料と反応に供するガスを吹き込むことで原料の酸化熱を利用し、瞬時に酸化溶融を行う炉である。自溶炉において、原料と反応用ガスを炉内へ供給する精鉱バーナーは、自溶炉の性能を決定付ける重要な役割を担っている。この精鉱バーナーの性能が反応シャフト内での原料の反応効率、反応進行度を左右し、その結果、自溶炉の処理能力及びメタル採収率に影響を及ぼす。自溶炉における反応シャフト内での反応は、速やか、かつ、全ての原料が均一に同じ反応進行度で進行することが望ましい。このため、原料と反応用ガスとは、均一に混合されることが望ましい。
このような原料と反応用ガスとの混合を改善するため、精鉱バーナーから反応シャフト内へ供給される主送風を旋回させるものが知られている(特許文献1)。また、管状の精鉱シュートの内側に燃料バーナーを取り囲んで酸素吹込管を設け、その開口部に案内羽根を設けて旋回流を供給することが知られている(特許文献2)。
ところで、原料が供給される精鉱バーナーの直下の領域は、主送風によって、温度が低く、精鉱反応が進みにくい領域となっている。特許文献1や特許文献2は、このような原料供給装置の直下の領域に積極的に旋回流を発生させるものとはなっておらず、改良の余地があった。
本発明は上記の課題に鑑みてなされたものであり、自溶炉内に供給された原料と反応用ガスの混合を積極的に促進し、反応を均一化することを目的としている。
本発明の精鉱バーナーは、自溶炉内に原料を供給するとともに、少なくとも前記自溶炉内に前記原料の反応に寄与する反応用ガスを供給する精鉱バーナーであって、ランスの外側に設けられ、前記ランスとの間に、前記原料を前記自溶炉内に供給する原料流路を形成する第1の筒状部と、前記第1の筒状部の外側に設けられ、前記第1の筒状部との間に、前記反応用ガスを前記自溶炉内に供給する環状の第1のガス流路を形成する第2の筒状部と、前記第2の筒状部の外側に設けられ、前記第2の筒状部との間に、前記反応用ガスを前記自溶炉内に供給する環状の第2のガス流路を形成する第3の筒状部と、前記第1のガス流路に突出し、前記第1のガス流路を通過する前記反応用ガスを旋回させる旋回羽根と、を備える。
ここで、前記旋回羽根は前記第2の筒状部の内周壁面に設けることができる。前記旋回羽根は、前記第1の筒状部との間に隙間を設けて配置することができる。また、前記旋回羽根の前記ランスの軸方向に対する傾斜角は、5°から20°の範囲とすることができ、さらに好ましくは、10°から15°の範囲とすることが望ましい。
また、前記旋回羽根の上端部は、前記第2の筒状部の上縁よりも下方に位置し、前記旋回羽根の上端部と前記第2の筒状部の上縁との間に前記第1のガス流路に導入されるガスの流速を均一化する領域を備えてもよい。前記旋回羽根の上端部と前記第2の筒状部の上縁との間の距離は、好ましくは100mm以上である。さらに好ましくは150mm以上である。さらに好ましくは200mm以上である。
また、前記旋回羽根の上端部と前記第2の筒状部の上縁との間を通過する時間は、0.5m秒から3.7m秒の間とすることができる。
また、本発明の自溶炉は、本発明の精鉱バーナーを備えている。
さらに、本発明の反応ガスの導入方法は、精鉱バーナー内に形成された原料流路を通じて自溶炉内に投入される原料と共に少なくとも前記原料流路の周囲に形成された第1のガス流路及び前記第1のガス流路の周囲に形成された第2のガス流路を通じて前記自溶炉内に反応ガスを導入する反応ガスの導入方法であって、前記第1のガス流路を通じて吐出される反応ガスは旋回流として前記自溶炉内に導入され、前記第2のガス流路を通じて吐出される反応ガスは前記旋回流の周囲を囲い、前記旋回流の拡散を抑制しつつ前記自溶炉内に導入される反応ガスの導入方法である。
本発明は、精鉱バーナーの下端部に設けた旋回羽根により、原料と反応用ガスの混合を促進し、反応を均一化することができる。
以下、図面に基づいて、実施形態に係る精鉱バーナーについて説明する。
(実施形態)
図1に示すように、自溶炉100は、精鉱バーナー1と、炉体2と、を備える。精鉱バーナー1は、原料供給装置であり、原料である精鉱(銅精鉱(CuFeS2など))、反応用主送風ガス、反応用補助ガス、及び分散用ガス(反応にも寄与する)を炉体2内に供給する。炉体2は、精鉱と反応用ガスとが混合する反応シャフト3、セットラ4、アップテイク5を備える。なお、反応用主送風ガス及び反応用補助ガスは、酸素富化空気であり、分散用ガスは、空気または酸素富化空気である。これらの反応用ガス、および分散用ガスは、精鉱を分散し、同時に酸化させ、反応シャフト3の底部でマット及びスラグに分離する。
図1に示すように、自溶炉100は、精鉱バーナー1と、炉体2と、を備える。精鉱バーナー1は、原料供給装置であり、原料である精鉱(銅精鉱(CuFeS2など))、反応用主送風ガス、反応用補助ガス、及び分散用ガス(反応にも寄与する)を炉体2内に供給する。炉体2は、精鉱と反応用ガスとが混合する反応シャフト3、セットラ4、アップテイク5を備える。なお、反応用主送風ガス及び反応用補助ガスは、酸素富化空気であり、分散用ガスは、空気または酸素富化空気である。これらの反応用ガス、および分散用ガスは、精鉱を分散し、同時に酸化させ、反応シャフト3の底部でマット及びスラグに分離する。
図2は、精鉱バーナー1の先端部に設けられている投入部10を示す説明図である。図3は図2に示す投入部10の拡大断面図である。投入部10は、原料、反応用ガス、分散用ガスを反応シャフト3側へ投入する。
精鉱バーナー1の投入部10は、その中心部に設けられたランス11と、ランス11の外側に設けられ、ランス11との間に原料流路12を形成する第1の筒状部13を備える。投入部10は、また、第1の筒状部13の外側に設けられ、第1の筒状部13との間に、反応用ガスを自溶炉100(反応シャフト3)内に供給する環状の第1のガス流路14を形成する第2の筒状部15aを備える。さらに、投入部10は、第2の筒状部15aの外側に設けられ、第2の筒状部15aとの間に、反応用ガスを自溶炉100(反応シャフト3)内に供給する環状の第2のガス流路16を形成する第3の筒状部17aを備える。また、投入部10は、第1のガス流路14に突出し、第1のガス流路14を通過する反応用ガスを旋回させる旋回羽根19を備える。
ランス11は、上下方向に延びる中心軸線AXに沿って設けられている。ランス11の内部には、その中心部に位置する第3のガス流路11aと、その周囲に配置された第4のガス流路11bを備えている。第3のガス流路11aには、反応用ガスの一部としての反応用補助ガスが通過する。第4のガス流路11bには、分散用ガスが通過する。ランス11の先端部(下端部)には、中空円錐形台状の分散コーン111が設けられている。分散コーン111の下部側面には、第4のガス流路11bを通過した分散用ガスを反応シャフト3内へ吐出する複数の供給孔111aが形成されている。本実施形態の供給孔111aは、ガスの吐出方向が分散コーン111の底面円の法線方向となるように設けられているが、ガスの吐出方向が分散コーン111の底面円の法線方向に対して角度を有するように供給孔111aを設けてもよい。
第1の筒状部13は、ランス11を囲うように配置された円筒状の部材によって形成されている。本実施形態における第1の筒状部13は、内部に冷却水が循環する水冷ノズルとして設けられている。
ランス11と第1の筒状部13との間に形成された原料流路12は、精鉱を反応シャフト3内へ供給する。
第2の筒状部15aは、第1の筒状部13の外側に配置された内槽部材15の一部として設けられている。内槽部材15は、その上部に上方に向かって拡径している漏斗状部15bを備えると共に、漏斗状部15bの下方に連設されている円筒状の第2の筒状部15aを備えている。漏斗状部15bは、第1の筒状部13との間に第1のエアチャンバー151を形成している。第1のエアチャンバー151は、第1のガス流路14に通じている。内槽部材15は、脱着可能に設けられている。
第3の筒状部17aは、投入部10の下端部に設けられた冷却ジャケット17の内周壁部として設けられている。冷却ジャケット17内には、冷却水が循環する。冷却ジャケット17は、その上方に配置され、上方に向かって拡径している漏斗状の外槽部材18に連設されている。具体的に、冷却ジャケット17は、外槽部材18の下端部に設けられた鍔状部18aに取り付けられている。外槽部材18は、内槽部材15との間に第2のエアチャンバー181を形成している。第2のエアチャンバー181は、第2のガス流路16に通じている。
精鉱バーナー1は、第1ガス供給系統21と、第2ガス供給系統22を有する。第1ガス供給系統21は、第1供給部21aと第2供給部21bに分岐している。第1供給部21aは、第1のエアチャンバー151内にガスを供給する。一方、第2供給部21bは、第2のエアチャンバー181内にガスを供給する。第1供給部21aにはガス流量を調整する調整弁21a1が設けられており、これにより、第1のエアチャンバー151内に供給されるガス量と、第2のエアチャンバー181内に供給されるガス量との比率を調整することができる。第2ガス供給系統22は、ランス11内へガスを供給する。なお、第1ガス供給系統21によって供給されるガスの総量と、第2ガス供給系統22によって供給されるガスの総量も調整することができる。
本実施形態の第1供給部21aは、さらに2つの経路に分岐している。第1のエアチャンバー151は、その上部の2か所にガス吹込口151aを備えており、それぞれ、第1供給部21aが分岐した経路が接続されている。第1のエアチャンバー151は、上側の寸法が下側の寸法よりも大きい。このように上側の寸法が大きい形状の第1のエアチャンバー151にガスを吹き込む場合、第1のエアチャンバー151の全域にガスが行き渡るように複数個所にガス吹込口を設けることが望ましい。また、複数のガス吹込口は、第1のエアチャンバー151の中心部に対して放射状であったり、中心軸線AXに対して対称であったりするように設けられることが望ましい。そこで、本実施形態では、中心軸線AXに対して対称となる2か所にガス吹込口151aが設けられている。
第1のガス流路14には、旋回羽根19が設けられている。旋回羽根19は、第1のガス流路14に突出するように第2の筒状部15aの内周壁面15a1に設けられている。脱着可能な内槽部材15に含まれる第2の筒状部15aの内周壁面15a1に旋回羽根19を設けることで、旋回羽根19周辺の清掃やメンテナンス作業が容易となる。旋回羽根19は、第1の筒状部13と第2の筒状部15aとの間のスペーサとしても機能する。すなわち、旋回羽根19は、第1の筒状部13と第2の筒状部15aとの間隔を保持する機能も有する。
図3を参照すると、旋回羽根19は、第1の筒状部13との間に隙間S1を設けて配置されている。このように隙間S1を設けているのは、部材の熱膨張に伴う寸法変化に対応するためである。
ここで、図4及び図5を参照して、旋回羽根19の配置について更に詳細に説明する。第2の筒状部15aが垂直方向に沿って延びる距離はL1である。旋回羽根19は第2の筒状部15aに設けられているが、旋回羽根19の上端部19aは、第2の筒状部15aの上縁15a3よりも下方に位置している。旋回羽根19の垂直方向の長さはL1aである。これにより、旋回羽根19の上端部19aと第2の筒状部15aの上縁15a3との間に第1のガス流路14に導入されるガスの流速を均一化する領域(以下、「流速均一化領域」という)30が設けられている。換言すると、漏斗状部15bから第2の筒状部15aへ遷移する位置に、流速均一化領域30が設けられている。流速均一化領域30は、図5においてハッチングを付して示された領域であり、第2の筒状部15aの内周壁面15a1が全周に亘って露出した状態とされている。
なお、流速均一化領域30の垂直距離はL1bである。また、旋回羽根19の下端部19bは、第2の筒状部15aの下縁15a4と一致している。旋回羽根19の下端部19bは、必ずしも下縁15a4と一致していなくてもよいが、下縁15a4と一致させることで、旋回羽根19によって生成された旋回流の勢いを減衰させることなくガスを吐出させる点で有利となる。
第2の筒状部15aの下縁15a4は、第1のガス流路14の出口となる。この第1のガス流路14の出口におけるガスの流速は、原料と反応用ガスの混合を促進し、反応を均一化する観点から、第1のガス流路14の全周に亘って均一であることが望ましい。ところが、本実施形態では、第1のエアチャンバー151に対し、2か所のガス吹込口151aからガスが吹き込まれる。このため、漏斗状部15bから第1の筒状部15aに流れ込むガスの流速がバラつくことが考えられる。
そこで、本実施形態では、旋回羽根19の上端部19aと第2の筒状部15aの上縁15a3との間に流速均一化領域30が設けられている。ここで、流速均一化領域30を設ける効果について、図6から図8を参照して説明する。
本実施形態の自溶炉100では、操業時に第2の筒状部15aへ導入されるガスの流速として110m/秒~130m/秒程度とすることが想定されている。そこで、シミュレーションは、流速均一化領域30に流れ込むガスの平均流速が120m/秒となる条件とした。なお、シミュレーションは株式会社ソフトウェアクレイドルのscFLOWを使用した。旋回羽根の枚数は一例として円周方向に等間隔に12枚設置した条件とした。旋回羽根の水平方向の幅はガス流路14の幅の90%となるようにした。L1の長さは500mm以上とし、かつ、第2の筒状部15aの外径の0.5~2倍の間になるようにした。旋回羽根19の角度は一例として10°とした。ここでの平均流速は、第2の筒状部15aの上縁15a3の全周における流速の平均値を意味している。なお、平均流速120m/秒で第2の筒状部15aへ導入されたガスの流速は、旋回羽根19が設けられている領域では増速される。これは、旋回羽根19が設けられている領域では、設けられた旋回羽根19の体積分だけ、ガスの流路面積が小さくなり、これに伴って、旋回羽根19間を通過するガスの流速が上昇するためであると考えられる。本実施形態では、第1のガス流路14の出口における平均流速は、124.2m/秒となっている。この平均流速は、第2の筒状部15aの下縁15a4の全周における流速の平均値を意味している。なお、自溶炉100の実際の操業時において、第2の筒状部15aへ導入されるガスの流速は、調整弁21a1の開度によって調整することができる。
図6は、比較例のシミュレーション結果であり、具体的には、流速均一化領域を備えていない場合の第1のガス流路14の出口における流速分布のシミュレーション結果の一例を示している。このシミュレーションでは、旋回羽根19の取り付け角度θを10°に設定している。これは、以下のシミュレーションにおいても同様である。取り付け角度θは、上下方向に延びる中心軸線AXに対する旋回羽根19の傾斜角である(取り付け角度θについては、後に詳述する)。ここで、流速均一化領域を備えていない場合とは、旋回羽根19が第2の筒状部15aの垂直方向の全域に亘って設けられている場合である。この場合、第1のガス流路14の出口における流速のバラつきは、平均流速124.2m/秒に対して概ね±2.0%程度となっている。
具体的に、第1のガス流路14の出口における流速が最も遅い箇所で、平均流速124.2m/秒との差が-2.6%であり、第1のガス流路14の出口における流速が最も速い箇所で平均流速124.2m/秒との差が+2.0%であった。なお、「-(マイナス)」は、平均流速よりも遅いことを示し、「+(プラス)」は平均流速よりも速いことを示している。これは、以下の説明でも同様である。
つぎに、図7を参照すると、流速均一化領域30の垂直距離L1b=100mmである場合、第1のガス流路14の出口における流速のバラつきは、平均流速124.2m/秒に対して概ね±1.5%程度となっている。
具体的に、第1のガス流路14の出口における流速が最も遅い箇所で、平均流速124.2m/秒との差が-1.8%であり、第1のガス流路14の出口における流速が最も速い箇所で平均流速124.2m/秒との差が+1.4%であった。このように、流速均一化領域30を設けることで、第1のガス流路14の出口における流速のバラつきが改善された。
つぎに、図8を参照すると、流速均一化領域30の垂直距離L1b=200mmである場合、第1のガス流路14の出口における流速のバラつきは、平均流速124.2m/秒に対して概ね±1%程度となっている。
具体的に、第1のガス流路14の出口における流速が最も遅い箇所で、平均流速124.2m/秒との差が-1.0%であり、第1のガス流路14の出口における流速が最も速い箇所で平均流速124.2m/秒との差が+0.9%であった。すなわち、流速均一化領域30の垂直距離L1bを長くすることで、第1のガス流路14の出口における流速のバラつきのさらなる改善が見られた。このように、垂直距離L1bを延ばすことで、第1のガス流路14の出口における流速のバラつきを改善できる。このため、シミュレーション結果は示されていないが、例えば、流速均一化領域30の垂直距離L1bを150mmとして、第1のガス流路14の出口における流速のバラつきの改善を図るようにしてもよい。
図7や図8に示すシミュレーション結果によると、流速均一化領域30の垂直距離L1bが長いほど、流速を均一化する効果が高いと考えられる。しかしながら、第2の筒状部15aの内周壁面に旋回羽根19を設けない場合に、第1のガス流路14の出口における流速には、平均流速に対して概ね±1%のバラつきが認められている。従って、流速均一化領域30の効果の上限値は、概ね、平均流速±1%程度であり、これを実現する垂直距離L1b=200mmであれば、旋回羽根19を設けない場合と概ね同等の効果を得ることができると考えられる。
ここで、流速均一化領域30の垂直距離L1bは、自溶炉100の規模や、精鉱バーナー1の寸法に合わせて設計され、その寸法は適宜変更される可能性がある。このため、流速均一化領域30の垂直距離L1bは、少なくとも100mm以上あればよく、その上限は、特に定められるものではないが、自溶炉100や精鉱バーナー1の種々の条件に応じて、400mm以下に設定することができる。
ただし、この際、旋回羽根19の垂直方向の長さL1aは、所望の旋回流を形成することができる長さを確保できていなければならないので、流速均一化領域30の垂直距離L1bは、この条件を満たす範囲内で設定される。例えば、第2の筒状部15aが垂直方向に沿って延びる距離L1が700mmである場合に流速均一化領域30の垂直距離L1bを100mmに設定すると、旋回羽根19の垂直方向の長さL1aは、600mmとなる。同様に、流速均一化領域30の垂直距離L1bを400mmに設定すると、旋回羽根19の垂直方向の長さL1aは、300mmとなる。このとき、適切に旋回流が生成される場合には、流速均一化領域30の垂直距離L1bを400mmに設定してもよい。
なお、上記のシミュレーションは、流速均一化領域30に流れ込むガスの平均流速が120m/秒(第1のガス流路14の出口における平均流速は、124.2m/秒)となる条件としたが、他の流速域でも、同様の傾向がみられた。
例えば、操業時に流速均一化領域30に流れ込むガスの平均流速が110m/秒であるとき、第1のガス流路14の出口における平均流速は、113.8m/秒となる。このような流速条件において、流速均一化領域30の垂直距離L1bを200mmに設定してシミュレーションを行うと、以下の結果を得た。すなわち、第1のガス流路14の出口における流速が最も遅い箇所で、平均流速113.8m/秒との差が-1.0%であり、第1のガス流路14の出口における流速が最も速い箇所で平均流速113.8m/秒との差が+1.2%であった。
また、操業時に流速均一化領域30に流れ込むガスの平均流速が130m/秒であるとき、第1のガス流路14の出口における平均流速は、134.5m/秒となる。このような流速条件において、流速均一化領域30の垂直距離L1bを200mmに設定してシミュレーションを行うと、以下の結果を得た。すなわち、第1のガス流路14の出口における流速が最も遅い箇所で、平均流速134.5m/秒との差が-0.8%であり、第1のガス流路14の出口における流速が最も速い箇所で平均流速134.5m/秒との差が+1.1%であった。
ここで、第2の筒状部15aにおいて旋回羽根19が設けられていない領域をガスが通過することでその流速が均一化されると考えられるため、ガスが所定の時間、そのような領域を通過することが必要であると考えることができる。具体的に、旋回羽根19の上端部19aと第2の筒状部15aの上縁15a3との間を通過する時間、すなわち、流速均一化領域30を通過する時間は、0.5m秒から3.7m秒の間に設定することができる。
例えば、流速均一化領域30の垂直距離L1bが100mm(=0.1m)であるときに、流速均一化領域30におけるガスの平均流速が操業状態で想定される最速の流速130m/秒であるとする。この条件では、流速均一化領域30をガスが通過するために0.1(m)÷130(m/秒)=0.77m秒の時間がかかる。
また、流速均一化領域30の垂直距離L1bが400mm(=0.4m)であるときに、流速均一化領域30におけるガスの平均流速が操業状態で想定される最遅の流速110m/秒であるとする。この条件では、流速均一化領域30をガスが通過するために0.4(m)÷110(m/秒)=3.63m秒の時間がかかる。
このように、流速均一化領域30の垂直距離L1は、流速均一化領域30を通過する時間によって規定してもよい。
このように、少なくとも、距離か流速のいずれかに基づいて流速均一化領域30の範囲を設定することができる。
第1のガス流路14の出口流速を全周に亘って、均一化することにより、原料と反応用ガスの混合を一層促進し、反応を均一化することができる。特に、エアチャンバー151に1か所又は2か所から吹き込む場合は漏斗状部15bから第2の筒状部15aに流れ込むガスの流速がばらつきやすいため効果がある。
つぎに、再び、図4及び図5を参照すると共に、図9を参照して、旋回羽根19の取り付け角度θについて説明する。旋回羽根19の取り付け角度θは、ランス11の軸方向、すなわち、上下方向に延びる中心軸線AXに対する傾斜角である。なお、図5中、軸線AX1は、中心軸線AXと平行な軸線を示しており、旋回羽根19の長手方向が軸線AX1に沿う方向と一致しているとき、取り付け角度θは、0°と表記されるものとする。
このような取り付け角度θは、5°から20°の範囲で設定することができ、10°から15°の範囲で設定することが望ましい。
図9(A)から図9(C)は、異なる旋回羽根19の取り付け角度θ毎に、反応シャフト3内での反応シミュレーションの結果を示している。図9(A)はθ=0°のときの反応シミュレーションの結果、図9(B)はθ=10°のときの反応シミュレーションの結果、図9(C)はθ=15°のときの反応シミュレーションの結果を示している。
図9(A)から図9(C)の各図において、参照符号ARは、炉内での反応領域を示している。このような反応領域ARの最下点は、反応点高さとして炉内での反応の状態を評価するための指標の一つとすることができる。すなわち、反応点高さが高い場合は、投入部10に近い領域で原料と反応用ガスとの混合が積極的に行われており、炉内での反応状態が良好であると評価することができる。
図9(A)はθ=0°のときであるが、このときの反応点高さをh0とすると、図9(B)に示すθ=10°のときの反応点高さh1は、反応点高さh0よりも高い。さらに、図9(C)に示すθ=15°のときの反応点高さh2は、反応点高さh1よりも高い。このように、取り付け角度θが大きくなるに従って反応点高さが高くなることが分かる。換言すると、取り付け角度θが大きくなるに従って原料の拡散が促進され、原料と反応用ガスとの混合が積極的に行われることが分かる。このように、取り付け角度θが大きくなるに従って原料の拡散が促進されることから、取り付け角度θを0°よりも大きくし、例えば、θ=5°とした場合であっても、原料の拡散、ひいては、原料と反応用ガスとの混合を促進することができる。また、取り付け角度θを、θ=15°よりも大きい値、例えば、θ=20°として、原料の拡散、原料と反応用ガスとの混合を促進するようにしてもよい。
このように、旋回羽根19の取り付け角度θを大きくするに従って、原料の拡散が促進されることが分かったが、旋回羽根19の取り付け角度θを大きくすると、原料に含まれる粒子が自溶炉100の壁面に向かい易くなり、炉壁への衝突可能性が高くなることが懸念される。しかしながら、本実施形態の精鉱バーナー1は、第1のガス流路14とその外側に位置している第2のガス流路16とを備え、第1のガス流路14を通過する反応ガスのみを旋回流としている。すなわち、第1のガス流路14を通過する反応ガスは旋回しているが、第2のガス流路16を通過する反応ガスは、自溶炉100の下方に向かって吐出される。しかも、第2のガス流路16を通過する反応ガスは、旋回流となっている反応ガスを囲うように吐出される。このため、第1のガス流路14から旋回流となって吐出された反応ガスは、第2のガス流路16通じて吐出される反応ガスによってその拡散が抑制される。この結果、原料中の粒子は、自溶炉100の壁面に向かいにくくなる。
また、このように、原料中の粒子が自溶炉100の壁面に向かう現象は、第4のガス流路11bから分散コーン111に設けられた供給孔111aを通じて供給される分散用ガスの量を調整することで抑制することができる。
ここで、炉内における粒子の壁面(炉壁)への衝突し易さは、壁面衝突粒子割合で評価することができる。壁面衝突粒子割合とは、炉内への原料の装入量に対する炉壁に衝突してトラップされた粒子量の割合である。なお、炉壁は、主として反応シャフト3の壁面である。
ここで、壁面衝突粒子割合を算出したシミュレーション結果の一例を示す。なお、シミュレーションは、ANSYS社の汎用熱流体ソフトウェアFLUENTを使用した。シミュレーションでは、銅精鉱装入量をいずれも同じ(t/h)とし、第1のガス流路14の送風量、第2のガス流路16の送風量、第3のガス流路11aの送風量及び第4のガス流路11bの送風量(分散用ガス量)の合計(以下、総送風量と称す)を一定とした。また、第1のガス流路14の送風量と第2のガス流路16の送風量の合計は、総送風量の9割以上となるようにし、第1のガス流路14の送風量と第2のガス流路16の送風量の比率はほぼ1:1とした。分散用ガス量を変動させる際には、分散用ガス量を減少させた分を第2のガス流路16の送風量を増やし、これにより総送風量が一定となるようにした。以下、旋回羽根19の取り付け角度θ=0°、10°、15°のときの壁面衝突粒子割合を示すが、分散用ガスの量はすべての取り付け角度θにおいて一律40Nm3/minとした。この結果、例えば、旋回羽根19の取り付け角度θ=0°のときの壁面衝突粒子割合は10.9%であり、旋回羽根19の取り付け角度θ=10°のときの壁面衝突粒子割合は11.6%であった。また、旋回羽根19の取り付け角度θ=15°のときの壁面衝突粒子割合は14.6%であった。このように、シミュレーションによれば、旋回羽根19の取り付け角度θが大きくなるほど、壁面衝突粒子割合が多くなることが示された。なお、壁面衝突粒子割合の数値は、複数回のシミュレーション結果の平均値である。
つぎに、旋回羽根19の取り付け角度θが大きいときほど、分散用ガスの量を減らしたシミュレーション結果を示す。旋回羽根19の取り付け角度θ=10°のときの分散用ガスの量を40Nm3/minよりも少ない38.5Nm3/minとすることで、壁面衝突粒子割合を11.2%に低下させることができた。さらに、旋回羽根19の取り付け角度θ=15°のときの分散用ガスの量を40Nm3/minよりも少ない35Nm3/minとすることで、壁面衝突粒子割合を11.4%に低下させることができた。このように、分散用ガスの量を調節することで、壁面衝突粒子割合の改善が期待できる。例えば、取り付け角度θをθ=15°よりも大きい値であるθ=20°に設定した場合であっても、これに合わせて分散用ガスの量を調節することで、壁面衝突粒子割合の増加を抑えつつ、原料の拡散、原料と反応用ガスとの混合を促進することができる。ただし、θ=20°を超えると、壁面衝突粒子割合の増加を抑えるために大幅な分散用ガス量減少が必要となり、それによって内筒送風旋回による反応点上昇効果が打ち消される傾向がみられたことから、旋回羽根の取付角度は上限を20°とすることが望ましい。なお、炉内への原料の装入量を変更したシミュレーションにおいても、同様の傾向が観察された。
これにより、旋回羽根19の取り付け角度θに拘わらず、壁面衝突粒子割合を同一の水準に維持することができる。分散用ガスを減らした分は、第2のガス流路16を通過する反応ガスの量を増やすことで、反応ガスの総量を合わせている。
このように、分散用ガスの量を調整することで、壁面衝突粒子の割合を維持しつつ、反応点高さを高くする効果を得ることができる。
本実施形態の精鉱バーナー1によれば、第1のガス流路14を通過する反応ガスを旋回させるので、原料と反応用ガスの混合を積極的に促進し、反応を均一化することができる。自溶炉100では、炉内への装入量に応じて総送風量を調整することがあり、例えば、装入量が低下したときは、熱バランス上、総送風量を下げる。この場合、基本的には、第1のガス流路14を通過する反応ガスの量を一定とし、第2のガス流路16を通過する反応ガスの量を下げる。しかしながら、第2のガス流路16を通過する反応ガスの量が減り過ぎると、第3の筒状部17a周辺に鋳付きが付着し易くなり、送風の乱れが発生し易くなる。そこで、第2のガス流路16を通過する反応ガスの量に下限値を設ける場合がある。このため、装入量や原料の品位によっては、第2のガス流路16を通過する反応ガスの量が下限値を下回らないように第1のガス流路14を通過する反応ガスの量を低下させることがある。第1のガス流路14を通過する反応ガスの量を低下させると、第1のガス流路14を通過する反応ガスによる原料を分散させる効果が低下することが想定される。そこで、本実施形態の精鉱バーナー1のように、第1のガス流路14に突出した旋回羽根19を設けることで、原料と反応用ガスの混合を積極的に促進することができる。
上述した実施形態は本発明の好適な実施の例である。但し、これに限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変形実施可能である。
1 精鉱バーナー
2 炉体
3 反応シャフト
4 セットラ
5 アップテイク
11 ランス
12 原料流路
13 第1の筒状部
14 第1のガス流路
15 内槽部材
15a 第2の筒状部
16 第2のガス流路
17 冷却ジャケット
18 外槽部材
19 旋回羽根
2 炉体
3 反応シャフト
4 セットラ
5 アップテイク
11 ランス
12 原料流路
13 第1の筒状部
14 第1のガス流路
15 内槽部材
15a 第2の筒状部
16 第2のガス流路
17 冷却ジャケット
18 外槽部材
19 旋回羽根
Claims (12)
- 自溶炉内に原料を供給するとともに、少なくとも前記自溶炉内に前記原料の反応に寄与する反応用ガスを供給する精鉱バーナーであって、
ランスの外側に設けられ、前記ランスとの間に、前記原料を前記自溶炉内に供給する原料流路を形成する第1の筒状部と、
前記第1の筒状部の外側に設けられ、前記第1の筒状部との間に、前記反応用ガスを前記自溶炉内に供給する環状の第1のガス流路を形成する第2の筒状部と、
前記第2の筒状部の外側に設けられ、前記第2の筒状部との間に、前記反応用ガスを前記自溶炉内に供給する環状の第2のガス流路を形成する第3の筒状部と、
前記第1のガス流路に突出し、前記第1のガス流路を通過する前記反応用ガスを旋回させる旋回羽根と、
を備える精鉱バーナー。 - 前記旋回羽根は、前記第2の筒状部の内周壁面に設けられた請求項1に記載の精鉱バーナー。
- 前記旋回羽根は、前記第1の筒状部との間に隙間を設けて配置されている請求項2に記載の精鉱バーナー。
- 前記旋回羽根の前記ランスの軸方向に対する傾斜角は、5°から20°の範囲である請求項1から3のいずれか一項に記載の精鉱バーナー。
- 前記旋回羽根の前記ランスの軸方向に対する傾斜角は、10°から15°の範囲である請求項4に記載の精鉱バーナー。
- 前記旋回羽根の上端部は、前記第2の筒状部の上縁よりも下方に位置し、前記旋回羽根の上端部と前記第2の筒状部の上縁との間に前記第1のガス流路に導入されるガスの流速を均一化する領域を備えた請求項1から5のいずれか1項に記載の精鉱バーナー。
- 前記旋回羽根の上端部と前記第2の筒状部の上縁との間の距離は、100mm以上である請求項6に記載の精鉱バーナー。
- 前記旋回羽根の上端部と前記第2の筒状部の上縁との間の距離は、150mm以上である請求項7に記載の精鉱バーナー。
- 前記旋回羽根の上端部と前記第2の筒状部の上縁との間の距離は、200mm以上である請求項8に記載の精鉱バーナー。
- 前記旋回羽根の上端部と前記第2の筒状部の上縁との間を通過する時間は、0.5m秒から3.7m秒の間である請求項1から9のいずれか一項に記載の精鉱バーナー。
- 請求項1から10のいずれか一項に記載の精鉱バーナーを備える自溶炉。
- 精鉱バーナー内に形成された原料流路を通じて自溶炉内に投入される原料と共に少なくとも前記原料流路の周囲に形成された第1のガス流路及び前記第1のガス流路の周囲に形成された第2のガス流路を通じて前記自溶炉内に反応ガスを導入する反応ガスの導入方法であって、
前記第1のガス流路を通じて吐出される反応ガスは旋回流として前記自溶炉内に導入され、前記第2のガス流路を通じて吐出される反応ガスは前記旋回流の周囲を囲い、前記旋回流の拡散を抑制しつつ前記自溶炉内に導入される反応ガスの導入方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021561431A JPWO2021106884A5 (ja) | 2020-11-24 | 精鉱バーナー、自溶炉及び反応用ガスの導入方法 | |
| CN202080080370.4A CN114729418A (zh) | 2019-11-25 | 2020-11-24 | 精矿燃烧器、自熔炉及反应气体的导入方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019212579 | 2019-11-25 | ||
| JP2019-212579 | 2019-11-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021106884A1 true WO2021106884A1 (ja) | 2021-06-03 |
Family
ID=76130519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/043695 WO2021106884A1 (ja) | 2019-11-25 | 2020-11-24 | 精鉱バーナー、自溶炉及び反応ガスの導入方法 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN114729418A (ja) |
| WO (1) | WO2021106884A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023031500A1 (en) * | 2021-09-03 | 2023-03-09 | Metso Outotec Finland Oy | A method for evening out the feeding of reaction gas when feeding reaction gas into a suspension smelting furnace and a burner |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0229452U (ja) * | 1988-08-18 | 1990-02-26 | ||
| JP2013508548A (ja) * | 2009-10-19 | 2013-03-07 | オウトテック オサケイティオ ユルキネン | 浮遊溶解炉の使用方法、浮遊溶解炉および精鉱バーナ |
| CN104263967A (zh) * | 2014-10-16 | 2015-01-07 | 杨先凯 | 一种处理复杂物料的自热式闪速冶炼工艺及装置 |
| WO2019139079A1 (ja) * | 2018-01-12 | 2019-07-18 | パンパシフィック・カッパー株式会社 | 原料供給装置、自溶炉及び自溶炉の操業方法 |
-
2020
- 2020-11-24 CN CN202080080370.4A patent/CN114729418A/zh active Pending
- 2020-11-24 WO PCT/JP2020/043695 patent/WO2021106884A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0229452U (ja) * | 1988-08-18 | 1990-02-26 | ||
| JP2013508548A (ja) * | 2009-10-19 | 2013-03-07 | オウトテック オサケイティオ ユルキネン | 浮遊溶解炉の使用方法、浮遊溶解炉および精鉱バーナ |
| CN104263967A (zh) * | 2014-10-16 | 2015-01-07 | 杨先凯 | 一种处理复杂物料的自热式闪速冶炼工艺及装置 |
| WO2019139079A1 (ja) * | 2018-01-12 | 2019-07-18 | パンパシフィック・カッパー株式会社 | 原料供給装置、自溶炉及び自溶炉の操業方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023031500A1 (en) * | 2021-09-03 | 2023-03-09 | Metso Outotec Finland Oy | A method for evening out the feeding of reaction gas when feeding reaction gas into a suspension smelting furnace and a burner |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021106884A1 (ja) | 2021-06-03 |
| CN114729418A (zh) | 2022-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2198063B1 (en) | Concentrate burner | |
| CN101382387B (zh) | 有色金属熔炼侧吹炉喷枪 | |
| EP1521852B1 (en) | Injector for metal melting furnaces | |
| JP5208898B2 (ja) | 自溶製錬炉の操業方法及び原料供給装置 | |
| WO2021106884A1 (ja) | 精鉱バーナー、自溶炉及び反応ガスの導入方法 | |
| JP2013028489A (ja) | セメントキルン排ガス抽気処理装置及びその運転方法 | |
| JP2015067898A (ja) | 原料供給装置及び原料供給方法、並びに自溶炉 | |
| EP2834562A1 (en) | Fluidic control burner for pulverous feed | |
| US20120067983A1 (en) | Use of an altitude-compensating nozzle | |
| KR101267736B1 (ko) | 고로용 미분탄 취입 랜스와 이를 이용한 고로 조업 방법 | |
| JP6918985B2 (ja) | 原料供給装置、自溶炉及び自溶炉の操業方法 | |
| JP2019203169A (ja) | 精錬用ランス、精錬用ランス装置、及びrh型精錬装置 | |
| CN105793648B (zh) | 周向喷射燃烧器 | |
| CN216891147U (zh) | 一种束流型精矿喷嘴 | |
| JP6800796B2 (ja) | 原料供給装置、自溶炉、ノズル部材 | |
| CN108253799A (zh) | 侧吹喷枪 | |
| GB1569813A (en) | Nozzle assembly | |
| CN111512108B (zh) | 原料供给装置、闪速熔炼炉及闪速熔炼炉的操作方法 | |
| JPWO2021106884A5 (ja) | 精鉱バーナー、自溶炉及び反応用ガスの導入方法 | |
| JP3852388B2 (ja) | 自溶製錬炉用精鉱バーナー | |
| EP3060845A1 (en) | Velocity control shroud for burner | |
| CN112665394A (zh) | 喷嘴和冶炼炉 | |
| CN114508942B (zh) | 一种束流型精矿喷嘴及其工作方法 | |
| JP6216595B2 (ja) | 原料供給装置、自溶炉及び自溶炉の操業方法 | |
| CN110763026B (zh) | 一种用于气粒两相悬浮冶金过程的喷嘴 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20891557 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021561431 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20891557 Country of ref document: EP Kind code of ref document: A1 |