WO2020235112A1 - 被加熱芳香発生体及び芳香カートリッジ、並びに、被加熱芳香発生体の製造方法及び製造装置 - Google Patents
被加熱芳香発生体及び芳香カートリッジ、並びに、被加熱芳香発生体の製造方法及び製造装置 Download PDFInfo
- Publication number
- WO2020235112A1 WO2020235112A1 PCT/JP2019/020644 JP2019020644W WO2020235112A1 WO 2020235112 A1 WO2020235112 A1 WO 2020235112A1 JP 2019020644 W JP2019020644 W JP 2019020644W WO 2020235112 A1 WO2020235112 A1 WO 2020235112A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heated
- aroma
- generator
- base material
- heated aroma
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 239000005022 packaging material Substances 0.000 claims abstract description 67
- 239000000443 aerosol Substances 0.000 claims abstract description 50
- 238000011049 filling Methods 0.000 claims abstract description 29
- 239000000758 substrate Substances 0.000 claims abstract description 27
- 239000000463 material Substances 0.000 claims description 223
- 239000003205 fragrance Substances 0.000 claims description 145
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 77
- 244000061176 Nicotiana tabacum Species 0.000 claims description 76
- 238000010438 heat treatment Methods 0.000 claims description 44
- 238000004804 winding Methods 0.000 claims description 33
- 230000002093 peripheral effect Effects 0.000 claims description 24
- 238000005520 cutting process Methods 0.000 claims description 19
- 239000000779 smoke Substances 0.000 claims description 17
- 239000011230 binding agent Substances 0.000 claims description 16
- 239000011800 void material Substances 0.000 claims description 8
- 238000005452 bending Methods 0.000 claims description 6
- 239000004831 Hot glue Substances 0.000 claims description 4
- 239000000126 substance Substances 0.000 claims description 4
- 239000000853 adhesive Substances 0.000 claims description 3
- 230000001070 adhesive effect Effects 0.000 claims description 3
- 241000208125 Nicotiana Species 0.000 claims 1
- 230000000391 smoking effect Effects 0.000 abstract description 29
- 238000009434 installation Methods 0.000 abstract 1
- 244000269722 Thea sinensis Species 0.000 description 61
- 235000013616 tea Nutrition 0.000 description 61
- 238000000034 method Methods 0.000 description 27
- 241000037740 Coptis chinensis Species 0.000 description 21
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 18
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 16
- 241000512259 Ascophyllum nodosum Species 0.000 description 15
- 235000019504 cigarettes Nutrition 0.000 description 14
- 238000004806 packaging method and process Methods 0.000 description 14
- 241000196324 Embryophyta Species 0.000 description 13
- 240000005979 Hordeum vulgare Species 0.000 description 13
- 235000007340 Hordeum vulgare Nutrition 0.000 description 13
- 229920000168 Microcrystalline cellulose Polymers 0.000 description 13
- 229940016286 microcrystalline cellulose Drugs 0.000 description 13
- 235000019813 microcrystalline cellulose Nutrition 0.000 description 13
- 239000008108 microcrystalline cellulose Substances 0.000 description 13
- 238000000465 moulding Methods 0.000 description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- 239000003571 electronic cigarette Substances 0.000 description 12
- 239000002994 raw material Substances 0.000 description 12
- 125000003118 aryl group Chemical group 0.000 description 11
- 239000000796 flavoring agent Substances 0.000 description 10
- 239000000203 mixture Substances 0.000 description 10
- 244000000626 Daucus carota Species 0.000 description 9
- 235000002767 Daucus carota Nutrition 0.000 description 9
- 238000010586 diagram Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 229920002472 Starch Polymers 0.000 description 8
- 238000002156 mixing Methods 0.000 description 8
- 235000019698 starch Nutrition 0.000 description 8
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 7
- 244000062793 Sorghum vulgare Species 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 239000008107 starch Substances 0.000 description 7
- 235000008534 Capsicum annuum var annuum Nutrition 0.000 description 6
- 241000220317 Rosa Species 0.000 description 6
- 235000011684 Sorghum saccharatum Nutrition 0.000 description 6
- 235000011187 glycerol Nutrition 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 241001474374 Blennius Species 0.000 description 5
- 244000203593 Piper nigrum Species 0.000 description 5
- 235000008184 Piper nigrum Nutrition 0.000 description 5
- 230000000844 anti-bacterial effect Effects 0.000 description 5
- WHGYBXFWUBPSRW-FOUAGVGXSA-N beta-cyclodextrin Chemical compound OC[C@H]([C@H]([C@@H]([C@H]1O)O)O[C@H]2O[C@@H]([C@@H](O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O3)[C@H](O)[C@H]2O)CO)O[C@@H]1O[C@H]1[C@H](O)[C@@H](O)[C@@H]3O[C@@H]1CO WHGYBXFWUBPSRW-FOUAGVGXSA-N 0.000 description 5
- 235000010418 carrageenan Nutrition 0.000 description 5
- 239000000679 carrageenan Substances 0.000 description 5
- 229920001525 carrageenan Polymers 0.000 description 5
- 229940113118 carrageenan Drugs 0.000 description 5
- 235000013399 edible fruits Nutrition 0.000 description 5
- 235000019634 flavors Nutrition 0.000 description 5
- 235000013355 food flavoring agent Nutrition 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 210000000214 mouth Anatomy 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000002002 slurry Substances 0.000 description 5
- 239000002562 thickening agent Substances 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- UHVMMEOXYDMDKI-JKYCWFKZSA-L zinc;1-(5-cyanopyridin-2-yl)-3-[(1s,2s)-2-(6-fluoro-2-hydroxy-3-propanoylphenyl)cyclopropyl]urea;diacetate Chemical compound [Zn+2].CC([O-])=O.CC([O-])=O.CCC(=O)C1=CC=C(F)C([C@H]2[C@H](C2)NC(=O)NC=2N=CC(=CC=2)C#N)=C1O UHVMMEOXYDMDKI-JKYCWFKZSA-L 0.000 description 5
- 240000004160 Capsicum annuum Species 0.000 description 4
- 235000003392 Curcuma domestica Nutrition 0.000 description 4
- 235000010469 Glycine max Nutrition 0.000 description 4
- 244000068988 Glycine max Species 0.000 description 4
- 235000002595 Solanum tuberosum Nutrition 0.000 description 4
- 244000061456 Solanum tuberosum Species 0.000 description 4
- 244000273928 Zingiber officinale Species 0.000 description 4
- 235000006886 Zingiber officinale Nutrition 0.000 description 4
- 239000010227 chenpi Substances 0.000 description 4
- 235000003373 curcuma longa Nutrition 0.000 description 4
- 235000004879 dioscorea Nutrition 0.000 description 4
- 239000000284 extract Substances 0.000 description 4
- 235000008397 ginger Nutrition 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 235000012149 noodles Nutrition 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920001282 polysaccharide Polymers 0.000 description 4
- 239000005017 polysaccharide Substances 0.000 description 4
- 150000004804 polysaccharides Chemical class 0.000 description 4
- 239000003755 preservative agent Substances 0.000 description 4
- 235000013976 turmeric Nutrition 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 240000002234 Allium sativum Species 0.000 description 3
- 235000002566 Capsicum Nutrition 0.000 description 3
- 244000304337 Cuminum cyminum Species 0.000 description 3
- 235000007129 Cuminum cyminum Nutrition 0.000 description 3
- 235000003405 Curcuma zedoaria Nutrition 0.000 description 3
- 240000009138 Curcuma zedoaria Species 0.000 description 3
- 229920000858 Cyclodextrin Polymers 0.000 description 3
- 235000002723 Dioscorea alata Nutrition 0.000 description 3
- 235000004868 Dioscorea macrostachya Nutrition 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- 239000001116 FEMA 4028 Substances 0.000 description 3
- 229920002907 Guar gum Polymers 0.000 description 3
- 240000004322 Lens culinaris Species 0.000 description 3
- 235000014647 Lens culinaris subsp culinaris Nutrition 0.000 description 3
- 235000016278 Mentha canadensis Nutrition 0.000 description 3
- 244000245214 Mentha canadensis Species 0.000 description 3
- 240000007594 Oryza sativa Species 0.000 description 3
- 235000007164 Oryza sativa Nutrition 0.000 description 3
- 239000006002 Pepper Substances 0.000 description 3
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 3
- 241000018646 Pinus brutia Species 0.000 description 3
- 235000011613 Pinus brutia Nutrition 0.000 description 3
- 235000016761 Piper aduncum Nutrition 0.000 description 3
- 235000017804 Piper guineense Nutrition 0.000 description 3
- 241001044671 Piper tuberculatum Species 0.000 description 3
- 235000003434 Sesamum indicum Nutrition 0.000 description 3
- 244000040738 Sesamum orientale Species 0.000 description 3
- 240000004584 Tamarindus indica Species 0.000 description 3
- 235000004298 Tamarindus indica Nutrition 0.000 description 3
- 235000021307 Triticum Nutrition 0.000 description 3
- 244000098338 Triticum aestivum Species 0.000 description 3
- 235000008853 Zanthoxylum piperitum Nutrition 0.000 description 3
- 244000131415 Zanthoxylum piperitum Species 0.000 description 3
- 235000010443 alginic acid Nutrition 0.000 description 3
- 229920000615 alginic acid Polymers 0.000 description 3
- 239000000783 alginic acid Substances 0.000 description 3
- 229960001126 alginic acid Drugs 0.000 description 3
- 150000004781 alginic acids Chemical class 0.000 description 3
- 235000011175 beta-cyclodextrine Nutrition 0.000 description 3
- 229960004853 betadex Drugs 0.000 description 3
- 235000010980 cellulose Nutrition 0.000 description 3
- 229920002678 cellulose Polymers 0.000 description 3
- 239000001913 cellulose Substances 0.000 description 3
- 235000013339 cereals Nutrition 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 239000001812 curcuma zedoaria berg. rosc. Substances 0.000 description 3
- 238000003795 desorption Methods 0.000 description 3
- 235000004611 garlic Nutrition 0.000 description 3
- 235000010417 guar gum Nutrition 0.000 description 3
- 239000000665 guar gum Substances 0.000 description 3
- 229960002154 guar gum Drugs 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 235000010987 pectin Nutrition 0.000 description 3
- 229920001277 pectin Polymers 0.000 description 3
- 239000001814 pectin Substances 0.000 description 3
- 229920001432 poly(L-lactide) Polymers 0.000 description 3
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 3
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 3
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 3
- 235000019509 white turmeric Nutrition 0.000 description 3
- 229920001817 Agar Polymers 0.000 description 2
- 235000009328 Amaranthus caudatus Nutrition 0.000 description 2
- 240000001592 Amaranthus caudatus Species 0.000 description 2
- 244000105624 Arachis hypogaea Species 0.000 description 2
- 240000005528 Arctium lappa Species 0.000 description 2
- 240000001851 Artemisia dracunculus Species 0.000 description 2
- 235000017519 Artemisia princeps Nutrition 0.000 description 2
- 244000065027 Artemisia princeps Species 0.000 description 2
- 244000075850 Avena orientalis Species 0.000 description 2
- 235000007319 Avena orientalis Nutrition 0.000 description 2
- 244000178993 Brassica juncea Species 0.000 description 2
- 235000014698 Brassica juncea var multisecta Nutrition 0.000 description 2
- 244000045232 Canavalia ensiformis Species 0.000 description 2
- 235000002567 Capsicum annuum Nutrition 0.000 description 2
- 240000008384 Capsicum annuum var. annuum Species 0.000 description 2
- 235000002568 Capsicum frutescens Nutrition 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- 235000005747 Carum carvi Nutrition 0.000 description 2
- 240000000467 Carum carvi Species 0.000 description 2
- 241000218645 Cedrus Species 0.000 description 2
- 240000003538 Chamaemelum nobile Species 0.000 description 2
- 235000007866 Chamaemelum nobile Nutrition 0.000 description 2
- 235000005979 Citrus limon Nutrition 0.000 description 2
- 244000131522 Citrus pyriformis Species 0.000 description 2
- 240000007154 Coffea arabica Species 0.000 description 2
- 235000015655 Crocus sativus Nutrition 0.000 description 2
- 244000124209 Crocus sativus Species 0.000 description 2
- 244000241257 Cucumis melo Species 0.000 description 2
- 235000015510 Cucumis melo subsp melo Nutrition 0.000 description 2
- 244000163122 Curcuma domestica Species 0.000 description 2
- 244000008991 Curcuma longa Species 0.000 description 2
- 235000007056 Dioscorea composita Nutrition 0.000 description 2
- 235000009723 Dioscorea convolvulacea Nutrition 0.000 description 2
- 235000005362 Dioscorea floribunda Nutrition 0.000 description 2
- 235000005361 Dioscorea nummularia Nutrition 0.000 description 2
- 235000005360 Dioscorea spiculiflora Nutrition 0.000 description 2
- 235000011511 Diospyros Nutrition 0.000 description 2
- 240000002943 Elettaria cardamomum Species 0.000 description 2
- 244000004281 Eucalyptus maculata Species 0.000 description 2
- 235000009419 Fagopyrum esculentum Nutrition 0.000 description 2
- 240000008620 Fagopyrum esculentum Species 0.000 description 2
- 241000287828 Gallus gallus Species 0.000 description 2
- 235000015030 Hedychium spicatum Nutrition 0.000 description 2
- 240000003237 Hedychium spicatum Species 0.000 description 2
- 241000519695 Ilex integra Species 0.000 description 2
- 244000017020 Ipomoea batatas Species 0.000 description 2
- 235000002678 Ipomoea batatas Nutrition 0.000 description 2
- 235000006350 Ipomoea batatas var. batatas Nutrition 0.000 description 2
- 235000010254 Jasminum officinale Nutrition 0.000 description 2
- 240000005385 Jasminum sambac Species 0.000 description 2
- 240000000599 Lentinula edodes Species 0.000 description 2
- 241000234435 Lilium Species 0.000 description 2
- 229920000161 Locust bean gum Polymers 0.000 description 2
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 2
- 240000003183 Manihot esculenta Species 0.000 description 2
- 235000016735 Manihot esculenta subsp esculenta Nutrition 0.000 description 2
- 235000007232 Matricaria chamomilla Nutrition 0.000 description 2
- 244000246386 Mentha pulegium Species 0.000 description 2
- 235000016257 Mentha pulegium Nutrition 0.000 description 2
- HPEUJPJOZXNMSJ-UHFFFAOYSA-N Methyl stearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC HPEUJPJOZXNMSJ-UHFFFAOYSA-N 0.000 description 2
- 235000010679 Nepeta cataria Nutrition 0.000 description 2
- 240000009215 Nepeta cataria Species 0.000 description 2
- 240000008346 Oryza glaberrima Species 0.000 description 2
- 235000008753 Papaver somniferum Nutrition 0.000 description 2
- 240000004760 Pimpinella anisum Species 0.000 description 2
- 241000209504 Poaceae Species 0.000 description 2
- 235000010580 Psophocarpus tetragonolobus Nutrition 0.000 description 2
- 244000046095 Psophocarpus tetragonolobus Species 0.000 description 2
- 241001247145 Sebastes goodei Species 0.000 description 2
- 240000003768 Solanum lycopersicum Species 0.000 description 2
- 235000006468 Thea sinensis Nutrition 0.000 description 2
- 244000299461 Theobroma cacao Species 0.000 description 2
- 241000121220 Tricholoma matsutake Species 0.000 description 2
- 241000196251 Ulva arasakii Species 0.000 description 2
- 235000009754 Vitis X bourquina Nutrition 0.000 description 2
- 235000012333 Vitis X labruscana Nutrition 0.000 description 2
- 240000006365 Vitis vinifera Species 0.000 description 2
- 235000014787 Vitis vinifera Nutrition 0.000 description 2
- 240000008042 Zea mays Species 0.000 description 2
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 2
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 2
- 235000010489 acacia gum Nutrition 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000008272 agar Substances 0.000 description 2
- 235000010419 agar Nutrition 0.000 description 2
- 230000004931 aggregating effect Effects 0.000 description 2
- 229920003232 aliphatic polyester Polymers 0.000 description 2
- 235000012735 amaranth Nutrition 0.000 description 2
- 239000004178 amaranth Substances 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 235000013614 black pepper Nutrition 0.000 description 2
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 2
- 239000001768 carboxy methyl cellulose Substances 0.000 description 2
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 2
- 235000005300 cardamomo Nutrition 0.000 description 2
- 235000020346 chamomile tea Nutrition 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 235000016213 coffee Nutrition 0.000 description 2
- 235000013353 coffee beverage Nutrition 0.000 description 2
- 235000009508 confectionery Nutrition 0.000 description 2
- 235000005822 corn Nutrition 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 125000000118 dimethyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 244000013123 dwarf bean Species 0.000 description 2
- 239000003344 environmental pollutant Substances 0.000 description 2
- ZDKZHVNKFOXMND-UHFFFAOYSA-N epinepetalactone Chemical compound O=C1OC=C(C)C2C1C(C)CC2 ZDKZHVNKFOXMND-UHFFFAOYSA-N 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 235000013773 glyceryl triacetate Nutrition 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 235000021331 green beans Nutrition 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 2
- 235000010420 locust bean gum Nutrition 0.000 description 2
- 239000000711 locust bean gum Substances 0.000 description 2
- 230000004899 motility Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 235000020232 peanut Nutrition 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 229920002463 poly(p-dioxanone) polymer Polymers 0.000 description 2
- 229920000070 poly-3-hydroxybutyrate Polymers 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 229920000921 polyethylene adipate Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 235000012015 potatoes Nutrition 0.000 description 2
- 230000002335 preservative effect Effects 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 235000013974 saffron Nutrition 0.000 description 2
- 239000004248 saffron Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 238000007873 sieving Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 229960002622 triacetin Drugs 0.000 description 2
- 239000003039 volatile agent Substances 0.000 description 2
- 235000020234 walnut Nutrition 0.000 description 2
- 238000005303 weighing Methods 0.000 description 2
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical group CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 1
- SNICXCGAKADSCV-JTQLQIEISA-N (-)-Nicotine Chemical compound CN1CCC[C@H]1C1=CC=CN=C1 SNICXCGAKADSCV-JTQLQIEISA-N 0.000 description 1
- ZMKVBUOZONDYBW-UHFFFAOYSA-N 1,6-dioxecane-2,5-dione Chemical compound O=C1CCC(=O)OCCCCO1 ZMKVBUOZONDYBW-UHFFFAOYSA-N 0.000 description 1
- IXPNQXFRVYWDDI-UHFFFAOYSA-N 1-methyl-2,4-dioxo-1,3-diazinane-5-carboximidamide Chemical compound CN1CC(C(N)=N)C(=O)NC1=O IXPNQXFRVYWDDI-UHFFFAOYSA-N 0.000 description 1
- CHHHXKFHOYLYRE-UHFFFAOYSA-M 2,4-Hexadienoic acid, potassium salt (1:1), (2E,4E)- Chemical compound [K+].CC=CC=CC([O-])=O CHHHXKFHOYLYRE-UHFFFAOYSA-M 0.000 description 1
- OVOUKWFJRHALDD-UHFFFAOYSA-N 2-[2-(2-acetyloxyethoxy)ethoxy]ethyl acetate Chemical compound CC(=O)OCCOCCOCCOC(C)=O OVOUKWFJRHALDD-UHFFFAOYSA-N 0.000 description 1
- HZLCGUXUOFWCCN-UHFFFAOYSA-N 2-hydroxynonadecane-1,2,3-tricarboxylic acid Chemical compound CCCCCCCCCCCCCCCCC(C(O)=O)C(O)(C(O)=O)CC(O)=O HZLCGUXUOFWCCN-UHFFFAOYSA-N 0.000 description 1
- HIQIXEFWDLTDED-UHFFFAOYSA-N 4-hydroxy-1-piperidin-4-ylpyrrolidin-2-one Chemical compound O=C1CC(O)CN1C1CCNCC1 HIQIXEFWDLTDED-UHFFFAOYSA-N 0.000 description 1
- 244000215068 Acacia senegal Species 0.000 description 1
- 240000000073 Achillea millefolium Species 0.000 description 1
- 235000007754 Achillea millefolium Nutrition 0.000 description 1
- 241000222518 Agaricus Species 0.000 description 1
- 229920000936 Agarose Polymers 0.000 description 1
- 244000066764 Ailanthus triphysa Species 0.000 description 1
- 241000234282 Allium Species 0.000 description 1
- 235000002732 Allium cepa var. cepa Nutrition 0.000 description 1
- 235000016790 Allium chinense Nutrition 0.000 description 1
- 244000295724 Allium chinense Species 0.000 description 1
- 241001116389 Aloe Species 0.000 description 1
- 235000013668 Aloysia triphylla Nutrition 0.000 description 1
- 240000008554 Aloysia triphylla Species 0.000 description 1
- 241001584765 Amomum subulatum Species 0.000 description 1
- 244000144725 Amygdalus communis Species 0.000 description 1
- 235000007119 Ananas comosus Nutrition 0.000 description 1
- 244000099147 Ananas comosus Species 0.000 description 1
- 241000226574 Antennaria dioica Species 0.000 description 1
- 241000913828 Apios Species 0.000 description 1
- 240000007087 Apium graveolens Species 0.000 description 1
- 235000015849 Apium graveolens Dulce Group Nutrition 0.000 description 1
- 235000010591 Appio Nutrition 0.000 description 1
- 235000014722 Aralia cordata Nutrition 0.000 description 1
- 244000024251 Aralia cordata Species 0.000 description 1
- 235000011330 Armoracia rusticana Nutrition 0.000 description 1
- 240000003291 Armoracia rusticana Species 0.000 description 1
- 235000003092 Artemisia dracunculus Nutrition 0.000 description 1
- 244000003416 Asparagus officinalis Species 0.000 description 1
- 235000005340 Asparagus officinalis Nutrition 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 244000089719 Bergera koenigii Species 0.000 description 1
- 235000008734 Bergera koenigii Nutrition 0.000 description 1
- 241000219310 Beta vulgaris subsp. vulgaris Species 0.000 description 1
- 241000283690 Bos taurus Species 0.000 description 1
- 241000167854 Bourreria succulenta Species 0.000 description 1
- 235000006463 Brassica alba Nutrition 0.000 description 1
- 235000011371 Brassica hirta Nutrition 0.000 description 1
- 235000004936 Bromus mango Nutrition 0.000 description 1
- 241000195940 Bryophyta Species 0.000 description 1
- 235000005881 Calendula officinalis Nutrition 0.000 description 1
- 240000001548 Camellia japonica Species 0.000 description 1
- 241000220451 Canavalia Species 0.000 description 1
- 235000010520 Canavalia ensiformis Nutrition 0.000 description 1
- 235000010518 Canavalia gladiata Nutrition 0.000 description 1
- 235000005273 Canna coccinea Nutrition 0.000 description 1
- 240000008555 Canna flaccida Species 0.000 description 1
- 235000007862 Capsicum baccatum Nutrition 0.000 description 1
- 235000018306 Capsicum chinense Nutrition 0.000 description 1
- 244000185501 Capsicum chinense Species 0.000 description 1
- 244000302413 Carum copticum Species 0.000 description 1
- 235000007034 Carum copticum Nutrition 0.000 description 1
- 235000014112 Cassia mimosoides Nutrition 0.000 description 1
- 244000302899 Cassia mimosoides Species 0.000 description 1
- 241001107116 Castanospermum australe Species 0.000 description 1
- 235000005940 Centaurea cyanus Nutrition 0.000 description 1
- 240000004385 Centaurea cyanus Species 0.000 description 1
- 240000006162 Chenopodium quinoa Species 0.000 description 1
- 235000010523 Cicer arietinum Nutrition 0.000 description 1
- 244000045195 Cicer arietinum Species 0.000 description 1
- 244000223760 Cinnamomum zeylanicum Species 0.000 description 1
- 241000911175 Citharexylum caudatum Species 0.000 description 1
- 244000077995 Coix lacryma jobi Species 0.000 description 1
- 235000002787 Coriandrum sativum Nutrition 0.000 description 1
- 244000018436 Coriandrum sativum Species 0.000 description 1
- 229920002261 Corn starch Polymers 0.000 description 1
- 235000008440 Crataegus cuneata Nutrition 0.000 description 1
- 244000160089 Crataegus cuneata Species 0.000 description 1
- 235000004237 Crocus Nutrition 0.000 description 1
- 241000596148 Crocus Species 0.000 description 1
- 244000301850 Cupressus sempervirens Species 0.000 description 1
- 244000303965 Cyamopsis psoralioides Species 0.000 description 1
- 241000612153 Cyclamen Species 0.000 description 1
- 240000004784 Cymbopogon citratus Species 0.000 description 1
- 235000017897 Cymbopogon citratus Nutrition 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 240000008955 Dioscorea japonica Species 0.000 description 1
- 235000005251 Dioscorea japonica Nutrition 0.000 description 1
- 235000003385 Diospyros ebenum Nutrition 0.000 description 1
- 244000236655 Diospyros kaki Species 0.000 description 1
- 244000055850 Diospyros virginiana Species 0.000 description 1
- 241000792913 Ebenaceae Species 0.000 description 1
- 244000133098 Echinacea angustifolia Species 0.000 description 1
- 241001632410 Eleutherococcus senticosus Species 0.000 description 1
- 235000014966 Eragrostis abyssinica Nutrition 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 235000014693 Fagopyrum tataricum Nutrition 0.000 description 1
- 244000130270 Fagopyrum tataricum Species 0.000 description 1
- 240000006927 Foeniculum vulgare Species 0.000 description 1
- 235000004204 Foeniculum vulgare Nutrition 0.000 description 1
- 241000555712 Forsythia Species 0.000 description 1
- 241000597000 Freesia Species 0.000 description 1
- 235000001637 Ganoderma lucidum Nutrition 0.000 description 1
- 240000008397 Ganoderma lucidum Species 0.000 description 1
- 235000011201 Ginkgo Nutrition 0.000 description 1
- 235000008100 Ginkgo biloba Nutrition 0.000 description 1
- 244000194101 Ginkgo biloba Species 0.000 description 1
- UXDDRFCJKNROTO-UHFFFAOYSA-N Glycerol 1,2-diacetate Chemical compound CC(=O)OCC(CO)OC(C)=O UXDDRFCJKNROTO-UHFFFAOYSA-N 0.000 description 1
- 239000004348 Glyceryl diacetate Substances 0.000 description 1
- 240000004670 Glycyrrhiza echinata Species 0.000 description 1
- 235000001453 Glycyrrhiza echinata Nutrition 0.000 description 1
- 235000006200 Glycyrrhiza glabra Nutrition 0.000 description 1
- 235000017382 Glycyrrhiza lepidota Nutrition 0.000 description 1
- 229920000084 Gum arabic Polymers 0.000 description 1
- 229920000569 Gum karaya Polymers 0.000 description 1
- 241000208251 Gymnema Species 0.000 description 1
- 235000002956 Gynostemma pentaphyllum Nutrition 0.000 description 1
- 240000006509 Gynostemma pentaphyllum Species 0.000 description 1
- 235000008418 Hedeoma Nutrition 0.000 description 1
- 241000208818 Helianthus Species 0.000 description 1
- 235000003222 Helianthus annuus Nutrition 0.000 description 1
- GVGLGOZIDCSQPN-PVHGPHFFSA-N Heroin Chemical compound O([C@H]1[C@H](C=C[C@H]23)OC(C)=O)C4=C5[C@@]12CCN(C)[C@@H]3CC5=CC=C4OC(C)=O GVGLGOZIDCSQPN-PVHGPHFFSA-N 0.000 description 1
- 235000005206 Hibiscus Nutrition 0.000 description 1
- 235000007185 Hibiscus lunariifolius Nutrition 0.000 description 1
- 244000284380 Hibiscus rosa sinensis Species 0.000 description 1
- 235000013719 Houttuynia cordata Nutrition 0.000 description 1
- 240000000691 Houttuynia cordata Species 0.000 description 1
- 241001632576 Hyacinthus Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 229920001479 Hydroxyethyl methyl cellulose Polymers 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 235000003368 Ilex paraguariensis Nutrition 0.000 description 1
- 235000015164 Iris germanica var. florentina Nutrition 0.000 description 1
- 240000004101 Iris pallida Species 0.000 description 1
- 235000015265 Iris pallida Nutrition 0.000 description 1
- 241000758791 Juglandaceae Species 0.000 description 1
- 240000007049 Juglans regia Species 0.000 description 1
- 235000009496 Juglans regia Nutrition 0.000 description 1
- 229920002752 Konjac Polymers 0.000 description 1
- 235000013628 Lantana involucrata Nutrition 0.000 description 1
- 240000005183 Lantana involucrata Species 0.000 description 1
- 235000010671 Lathyrus sativus Nutrition 0.000 description 1
- 240000005783 Lathyrus sativus Species 0.000 description 1
- 235000017858 Laurus nobilis Nutrition 0.000 description 1
- 244000165082 Lavanda vera Species 0.000 description 1
- 235000010663 Lavandula angustifolia Nutrition 0.000 description 1
- 235000001715 Lentinula edodes Nutrition 0.000 description 1
- 241000604893 Lindera umbellata Species 0.000 description 1
- 244000108452 Litchi chinensis Species 0.000 description 1
- 235000019510 Long pepper Nutrition 0.000 description 1
- 241000219745 Lupinus Species 0.000 description 1
- 241000319062 Lycoris radiata Species 0.000 description 1
- 235000012549 Macrotyloma uniflorum Nutrition 0.000 description 1
- 244000131099 Macrotyloma uniflorum Species 0.000 description 1
- 235000014196 Magnolia kobus Nutrition 0.000 description 1
- 240000005378 Magnolia kobus Species 0.000 description 1
- 244000070406 Malus silvestris Species 0.000 description 1
- 235000013939 Malva Nutrition 0.000 description 1
- 235000000060 Malva neglecta Nutrition 0.000 description 1
- 240000000982 Malva neglecta Species 0.000 description 1
- 235000014826 Mangifera indica Nutrition 0.000 description 1
- 240000007228 Mangifera indica Species 0.000 description 1
- 229920000057 Mannan Polymers 0.000 description 1
- 241001272720 Medialuna californiensis Species 0.000 description 1
- 240000004658 Medicago sativa Species 0.000 description 1
- 235000017587 Medicago sativa ssp. sativa Nutrition 0.000 description 1
- 235000010654 Melissa officinalis Nutrition 0.000 description 1
- 244000062730 Melissa officinalis Species 0.000 description 1
- 235000006679 Mentha X verticillata Nutrition 0.000 description 1
- 235000002899 Mentha suaveolens Nutrition 0.000 description 1
- 235000004357 Mentha x piperita Nutrition 0.000 description 1
- 235000001636 Mentha x rotundifolia Nutrition 0.000 description 1
- 235000005135 Micromeria juliana Nutrition 0.000 description 1
- 229920000426 Microplastic Polymers 0.000 description 1
- 235000009811 Momordica charantia Nutrition 0.000 description 1
- 235000006677 Monarda citriodora ssp. austromontana Nutrition 0.000 description 1
- 241000989762 Monostroma nitidum Species 0.000 description 1
- 240000005561 Musa balbisiana Species 0.000 description 1
- 235000009421 Myristica fragrans Nutrition 0.000 description 1
- GXCLVBGFBYZDAG-UHFFFAOYSA-N N-[2-(1H-indol-3-yl)ethyl]-N-methylprop-2-en-1-amine Chemical compound CN(CCC1=CNC2=C1C=CC=C2)CC=C GXCLVBGFBYZDAG-UHFFFAOYSA-N 0.000 description 1
- 240000002853 Nelumbo nucifera Species 0.000 description 1
- 235000006508 Nelumbo nucifera Nutrition 0.000 description 1
- 235000006510 Nelumbo pentapetala Nutrition 0.000 description 1
- 235000015742 Nephelium litchi Nutrition 0.000 description 1
- 235000016698 Nigella sativa Nutrition 0.000 description 1
- 244000090896 Nigella sativa Species 0.000 description 1
- 235000010676 Ocimum basilicum Nutrition 0.000 description 1
- 240000007926 Ocimum gratissimum Species 0.000 description 1
- 241000207836 Olea <angiosperm> Species 0.000 description 1
- 241001261543 Orthriophis moellendorffi Species 0.000 description 1
- 244000170916 Paeonia officinalis Species 0.000 description 1
- 235000006484 Paeonia officinalis Nutrition 0.000 description 1
- 241001282110 Pagrus major Species 0.000 description 1
- 241000218180 Papaveraceae Species 0.000 description 1
- 235000004522 Pentaglottis sempervirens Nutrition 0.000 description 1
- 240000004050 Pentaglottis sempervirens Species 0.000 description 1
- 244000124853 Perilla frutescens Species 0.000 description 1
- 244000062780 Petroselinum sativum Species 0.000 description 1
- 240000001956 Phaseolus acutifolius Species 0.000 description 1
- 235000008527 Phaseolus acutifolius var tenuifolius Nutrition 0.000 description 1
- 235000006089 Phaseolus angularis Nutrition 0.000 description 1
- 235000010632 Phaseolus coccineus Nutrition 0.000 description 1
- 235000010617 Phaseolus lunatus Nutrition 0.000 description 1
- 244000042209 Phaseolus multiflorus Species 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 235000006990 Pimenta dioica Nutrition 0.000 description 1
- 240000008474 Pimenta dioica Species 0.000 description 1
- 240000004713 Pisum sativum Species 0.000 description 1
- 235000010582 Pisum sativum Nutrition 0.000 description 1
- 240000001462 Pleurotus ostreatus Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 235000003406 Polymnia sonchifolia Nutrition 0.000 description 1
- 244000134540 Polymnia sonchifolia Species 0.000 description 1
- 241000985694 Polypodiopsida Species 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 240000005809 Prunus persica Species 0.000 description 1
- 235000006040 Prunus persica var persica Nutrition 0.000 description 1
- 241000508269 Psidium Species 0.000 description 1
- 244000184734 Pyrus japonica Species 0.000 description 1
- 244000088415 Raphanus sativus Species 0.000 description 1
- 235000006140 Raphanus sativus var sativus Nutrition 0.000 description 1
- 244000178231 Rosmarinus officinalis Species 0.000 description 1
- 235000007201 Saccharum officinarum Nutrition 0.000 description 1
- 240000000111 Saccharum officinarum Species 0.000 description 1
- 241001125046 Sardina pilchardus Species 0.000 description 1
- 235000007315 Satureja hortensis Nutrition 0.000 description 1
- 240000002114 Satureja hortensis Species 0.000 description 1
- 235000009184 Spondias indica Nutrition 0.000 description 1
- 241000934878 Sterculia Species 0.000 description 1
- 235000021536 Sugar beet Nutrition 0.000 description 1
- 240000002299 Symphytum officinale Species 0.000 description 1
- 235000005865 Symphytum officinale Nutrition 0.000 description 1
- 244000223014 Syzygium aromaticum Species 0.000 description 1
- 235000016639 Syzygium aromaticum Nutrition 0.000 description 1
- 240000000785 Tagetes erecta Species 0.000 description 1
- 240000001949 Taraxacum officinale Species 0.000 description 1
- 235000005187 Taraxacum officinale ssp. officinale Nutrition 0.000 description 1
- 235000005212 Terminalia tomentosa Nutrition 0.000 description 1
- 244000125380 Terminalia tomentosa Species 0.000 description 1
- 235000009470 Theobroma cacao Nutrition 0.000 description 1
- 235000005764 Theobroma cacao ssp. cacao Nutrition 0.000 description 1
- 235000005767 Theobroma cacao ssp. sphaerocarpum Nutrition 0.000 description 1
- 241000736892 Thujopsis dolabrata Species 0.000 description 1
- 235000007303 Thymus vulgaris Nutrition 0.000 description 1
- 240000002657 Thymus vulgaris Species 0.000 description 1
- 240000007313 Tilia cordata Species 0.000 description 1
- 235000008322 Trichosanthes cucumerina Nutrition 0.000 description 1
- 244000078912 Trichosanthes cucumerina Species 0.000 description 1
- DOOTYTYQINUNNV-UHFFFAOYSA-N Triethyl citrate Chemical compound CCOC(=O)CC(O)(C(=O)OCC)CC(=O)OCC DOOTYTYQINUNNV-UHFFFAOYSA-N 0.000 description 1
- 235000015724 Trifolium pratense Nutrition 0.000 description 1
- 241000722921 Tulipa gesneriana Species 0.000 description 1
- 241001261506 Undaria pinnatifida Species 0.000 description 1
- 235000003095 Vaccinium corymbosum Nutrition 0.000 description 1
- 240000000851 Vaccinium corymbosum Species 0.000 description 1
- 235000017537 Vaccinium myrtillus Nutrition 0.000 description 1
- 244000290333 Vanilla fragrans Species 0.000 description 1
- 235000009499 Vanilla fragrans Nutrition 0.000 description 1
- 235000012036 Vanilla tahitensis Nutrition 0.000 description 1
- 235000007769 Vetiveria zizanioides Nutrition 0.000 description 1
- 244000284012 Vetiveria zizanioides Species 0.000 description 1
- 241000219977 Vigna Species 0.000 description 1
- 235000010725 Vigna aconitifolia Nutrition 0.000 description 1
- 244000042325 Vigna aconitifolia Species 0.000 description 1
- 235000010711 Vigna angularis Nutrition 0.000 description 1
- 240000007098 Vigna angularis Species 0.000 description 1
- 235000010716 Vigna mungo Nutrition 0.000 description 1
- 240000004922 Vigna radiata Species 0.000 description 1
- 235000010721 Vigna radiata var radiata Nutrition 0.000 description 1
- 235000011469 Vigna radiata var sublobata Nutrition 0.000 description 1
- 235000010726 Vigna sinensis Nutrition 0.000 description 1
- 235000011453 Vigna umbellata Nutrition 0.000 description 1
- 240000001417 Vigna umbellata Species 0.000 description 1
- 241000219094 Vitaceae Species 0.000 description 1
- 235000013030 Voandzeia subterranea Nutrition 0.000 description 1
- 244000170226 Voandzeia subterranea Species 0.000 description 1
- 244000195452 Wasabia japonica Species 0.000 description 1
- 235000000760 Wasabia japonica Nutrition 0.000 description 1
- 241000963384 Zingiber mioga Species 0.000 description 1
- ZNOZWUKQPJXOIG-XSBHQQIPSA-L [(2r,3s,4r,5r,6s)-6-[[(1r,3s,4r,5r,8s)-3,4-dihydroxy-2,6-dioxabicyclo[3.2.1]octan-8-yl]oxy]-4-[[(1r,3r,4r,5r,8s)-8-[(2s,3r,4r,5r,6r)-3,4-dihydroxy-6-(hydroxymethyl)-5-sulfonatooxyoxan-2-yl]oxy-4-hydroxy-2,6-dioxabicyclo[3.2.1]octan-3-yl]oxy]-5-hydroxy-2-( Chemical compound O[C@@H]1[C@@H](O)[C@@H](OS([O-])(=O)=O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H]2OC[C@H]1O[C@H](O[C@H]1[C@H]([C@@H](CO)O[C@@H](O[C@@H]3[C@@H]4OC[C@H]3O[C@H](O)[C@@H]4O)[C@@H]1O)OS([O-])(=O)=O)[C@@H]2O ZNOZWUKQPJXOIG-XSBHQQIPSA-L 0.000 description 1
- FJJCIZWZNKZHII-UHFFFAOYSA-N [4,6-bis(cyanoamino)-1,3,5-triazin-2-yl]cyanamide Chemical compound N#CNC1=NC(NC#N)=NC(NC#N)=N1 FJJCIZWZNKZHII-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000205 acacia gum Substances 0.000 description 1
- 239000001785 acacia senegal l. willd gum Substances 0.000 description 1
- 229940023476 agar Drugs 0.000 description 1
- 229940040563 agaric acid Drugs 0.000 description 1
- 235000020224 almond Nutrition 0.000 description 1
- 235000011399 aloe vera Nutrition 0.000 description 1
- 239000001387 apium graveolens Substances 0.000 description 1
- 235000021016 apples Nutrition 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 235000021015 bananas Nutrition 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 229960004365 benzoic acid Drugs 0.000 description 1
- VEZXCJBBBCKRPI-UHFFFAOYSA-N beta-propiolactone Chemical compound O=C1CCO1 VEZXCJBBBCKRPI-UHFFFAOYSA-N 0.000 description 1
- 229920000704 biodegradable plastic Polymers 0.000 description 1
- 229920002988 biodegradable polymer Polymers 0.000 description 1
- 239000004621 biodegradable polymer Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000021279 black bean Nutrition 0.000 description 1
- 235000020279 black tea Nutrition 0.000 description 1
- 235000021014 blueberries Nutrition 0.000 description 1
- 244000275904 brauner Senf Species 0.000 description 1
- 235000021329 brown rice Nutrition 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 235000001046 cacaotero Nutrition 0.000 description 1
- 239000001511 capsicum annuum Substances 0.000 description 1
- 239000001728 capsicum frutescens Substances 0.000 description 1
- 150000001720 carbohydrates Chemical class 0.000 description 1
- 235000014633 carbohydrates Nutrition 0.000 description 1
- 230000001364 causal effect Effects 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000019693 cherries Nutrition 0.000 description 1
- 235000017803 cinnamon Nutrition 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 235000018597 common camellia Nutrition 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000008120 corn starch Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 235000021438 curry Nutrition 0.000 description 1
- 229930186364 cyclamen Natural products 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 235000011869 dried fruits Nutrition 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 235000014134 echinacea Nutrition 0.000 description 1
- CAMHHLOGFDZBBG-UHFFFAOYSA-N epoxidized methyl oleate Natural products CCCCCCCCC1OC1CCCCCCCC(=O)OC CAMHHLOGFDZBBG-UHFFFAOYSA-N 0.000 description 1
- 230000032050 esterification Effects 0.000 description 1
- 238000005886 esterification reaction Methods 0.000 description 1
- BEFDCLMNVWHSGT-UHFFFAOYSA-N ethenylcyclopentane Chemical compound C=CC1CCCC1 BEFDCLMNVWHSGT-UHFFFAOYSA-N 0.000 description 1
- 238000006266 etherification reaction Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 235000019443 glyceryl diacetate Nutrition 0.000 description 1
- 239000001087 glyceryl triacetate Substances 0.000 description 1
- 235000021021 grapes Nutrition 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229920000591 gum Polymers 0.000 description 1
- 235000015143 herbs and spices Nutrition 0.000 description 1
- 235000001050 hortel pimenta Nutrition 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 229920013819 hydroxyethyl ethylcellulose Polymers 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 239000000177 juniperus communis l. berry Substances 0.000 description 1
- 235000010494 karaya gum Nutrition 0.000 description 1
- 239000000231 karaya gum Substances 0.000 description 1
- 229940039371 karaya gum Drugs 0.000 description 1
- 235000010485 konjac Nutrition 0.000 description 1
- 235000014655 lactic acid Nutrition 0.000 description 1
- 239000004310 lactic acid Substances 0.000 description 1
- 239000001102 lavandula vera Substances 0.000 description 1
- 235000018219 lavender Nutrition 0.000 description 1
- 229940010454 licorice Drugs 0.000 description 1
- 239000001115 mace Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- LUEWUZLMQUOBSB-GFVSVBBRSA-N mannan Chemical class O[C@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)O[C@@H](O[C@@H]2[C@H](O[C@@H](O[C@H]3[C@H](O[C@@H](O)[C@@H](O)[C@H]3O)CO)[C@@H](O)[C@H]2O)CO)[C@H](O)[C@H]1O LUEWUZLMQUOBSB-GFVSVBBRSA-N 0.000 description 1
- 235000020331 mate tea Nutrition 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 235000019713 millet Nutrition 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 235000013379 molasses Nutrition 0.000 description 1
- 235000019508 mustard seed Nutrition 0.000 description 1
- 229960002715 nicotine Drugs 0.000 description 1
- SNICXCGAKADSCV-UHFFFAOYSA-N nicotine Natural products CN1CCCC1C1=CC=CN=C1 SNICXCGAKADSCV-UHFFFAOYSA-N 0.000 description 1
- 235000014571 nuts Nutrition 0.000 description 1
- 235000020333 oolong tea Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000010330 ougon Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 235000011197 perejil Nutrition 0.000 description 1
- 239000000546 pharmaceutical excipient Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000001931 piper nigrum l. white Substances 0.000 description 1
- 235000021018 plums Nutrition 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004302 potassium sorbate Substances 0.000 description 1
- 235000010241 potassium sorbate Nutrition 0.000 description 1
- 229940069338 potassium sorbate Drugs 0.000 description 1
- 229920001592 potato starch Polymers 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 229960000380 propiolactone Drugs 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 235000013526 red clover Nutrition 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000001223 reverse osmosis Methods 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 235000002020 sage Nutrition 0.000 description 1
- 235000019512 sardine Nutrition 0.000 description 1
- 230000005586 smoking cessation Effects 0.000 description 1
- 235000010413 sodium alginate Nutrition 0.000 description 1
- 239000000661 sodium alginate Substances 0.000 description 1
- 229940005550 sodium alginate Drugs 0.000 description 1
- WXMKPNITSTVMEF-UHFFFAOYSA-M sodium benzoate Chemical compound [Na+].[O-]C(=O)C1=CC=CC=C1 WXMKPNITSTVMEF-UHFFFAOYSA-M 0.000 description 1
- 235000010234 sodium benzoate Nutrition 0.000 description 1
- 239000004299 sodium benzoate Substances 0.000 description 1
- 229960003885 sodium benzoate Drugs 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 235000010199 sorbic acid Nutrition 0.000 description 1
- 239000004334 sorbic acid Substances 0.000 description 1
- 229940075582 sorbic acid Drugs 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 235000013599 spices Nutrition 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010421 standard material Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000006188 syrup Substances 0.000 description 1
- 235000020357 syrup Nutrition 0.000 description 1
- 235000008070 tepary bean Nutrition 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000001585 thymus vulgaris Substances 0.000 description 1
- 239000001069 triethyl citrate Substances 0.000 description 1
- VMYFZRTXGLUXMZ-UHFFFAOYSA-N triethyl citrate Natural products CCOC(=O)C(O)(C(=O)OCC)C(=O)OCC VMYFZRTXGLUXMZ-UHFFFAOYSA-N 0.000 description 1
- 235000013769 triethyl citrate Nutrition 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 229920001285 xanthan gum Polymers 0.000 description 1
- 235000010493 xanthan gum Nutrition 0.000 description 1
- 239000000230 xanthan gum Substances 0.000 description 1
- 229940082509 xanthan gum Drugs 0.000 description 1
Images









Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/70—Manufacture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
- A24B15/167—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes in liquid or vaporisable form, e.g. liquid compositions for electronic cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/002—Feeding arrangements for individual paper wrappers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1807—Forming the rod with compressing means, e.g. garniture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/24—Pasting the seam
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/28—Cutting-off the tobacco rod
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/39—Tobacco feeding devices
- A24C5/399—Component parts or details, e.g. feed roller, feed belt
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/17—Filters specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/48—Fluid transfer means, e.g. pumps
- A24F40/485—Valves; Apertures
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/42—Cartridges or containers for inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/46—Shape or structure of electric heating means
Abstract
Description
ハツショウマメ、バンバラマメ、ヒヨコマメ、フジマメ、ベニバナインゲン、ホースグラム、モスビーン、ライマメ、ラッカセイ、リョクトウ、ルピナス、レンズマメ、レンズマメ(ヘントウ)を使用することができる。
(カイカ)、薤白(ガイハク)、夏枯草(カゴソウ)、訶子(カシ)、何首烏(カシュウ)、莪朮(ガジュツ)、霍香(カッコウ)、葛根(カッコン)、カミツレ、瓜呂根(カロコン)、瓜呂仁(カロニン)、乾姜(カンキョウ)、甘草(カンゾウ)、款冬花(カントウカ)、艾葉(ガイヨウ)、桔梗(キキョウ)、枳具子(キグシ)、枳殻(キコク)、枳実(キジツ)、菊花(キクカ)、橘皮(キッピ)、羗活(キョウカツ)、杏仁(キョウニン)、金柑(キンカン)、金銀花(キンギンカ)、金銭草(キンセンソウ)、枸杞子(クコシ)、枸杞葉(クコヨウ)、苦参(クジン)、胡挑(クルミ)、苦棟皮(クレンピ)、黒文字(クロモジ)、瞿麦(クバク)、荊芥(ケイガイ)、桂皮(ケイヒ)、決明子(ケツメイシ)、牽牛子(ケンゴシ)、玄参(ゲンジン)、膠飴(コウイ)、紅花(コウカ)、合歓皮(ゴウカンピ)、降香(コウコウ)、香鼓(コウシ)、香需(コウジユ)、紅参(コウジン)、香附子(コウブシ)、粳米(コウベイ)、厚朴(コウボク)、藁本(コウホン)、五加皮(ゴカヒ)、牛膝(ゴシツ)、呉茱萸(ゴシュユ)、虎杖根(ゴジョウコン)、牛蒡子(ゴボウシ)、五昧子(ゴミシ)、柴胡(サイコ)、細辛(サイシン)、サフラン、山帰来(サンキライ)、山査子(サンザシ)、山梔子(サンシシ)、山茱萸(サンシュユ)、山豆根(サンズコン)、酸棗仁(サンソウニン)、山椒(サンショウ)、三稜(サンリョウ)、山薬(サンヤク)、地黄(ジオウ)、紫苑(シオン)、地骨皮(ジコッピ)、紫根(シコン)、紫蘇子(シソシ)、紫蘇葉(シソヨウ)、蒺藜子(シツリシ)、柿帯(シテイ)、地膚子(ジフシ)、芍薬(シャクヤク)、蛇床子(ジャショウシ)、沙参(シャジン)、車前子(シャゼンシ)、車前草(シャゼンソウ)、縮砂(シュクシャ)、十薬(ジュウヤク)、生姜(ショウキョウ)、棕櫚実(シュロジツ)、棕櫚葉(シュロヨウ)、升麻(ショウマ)、小麦(ショウバク)、菖蒲根(ショウブコン)、辛夷(シンイ)、女貞子(ジョテイシ)、秦皮(シンピ)、神麹(シンキク)、奏ぎょう(ジンギョウ)、充蔚子(ジュウイシ)、椒目(ショクモク)、青皮(セイヒ)、石菖根(セキショウコン)、石榴実皮(セキリュウジツヒ)、石斛(セッコク)、川弓(センキュウ)、前胡(ゼンコ)、川骨(センコツ)、旋覆花(センプクカ)、接骨木(セッコツボク)、草果(ソウカ)、皀角刺(ソウカクシ)、桑寄生(ソウキセイ)、蒼耳子(ソウジシ)、蒼朮(ソウジュツ)、側柏葉(ソクハクヨウ)、続断(ゾクダン)、桑白皮(ソウハクヒ)、蘇木(ソボク)、蘇葉(ソヨウ)、ソウ莢(キョウ)、大黄(ダイオウ)、大棗(タイソウ)、大腹皮(ダイフクヒ)、沢瀉(タクシヤ)、丹参(タンジン)、竹如(チクジョ)、竹節人参(チクセツニンジン)、竹葉(チクヨウ)、知母(チモ)、地楡(チユ)、丁子(チョウジ)、釣腰鈎(チョウトウコウ)、陳皮(チンピ)、天南星(テンナンショウ)、天麻(テンマ)、天門冬(テンモントウ)、冬瓜子(トウガシ)、当帰(トウキ)、唐胡麻(トウゴマ)、党参(トウジン)、灯芯草
(トウシンソウ)、桃仁(トウニン)、橙皮(トウヒ)、兎絲子(トシシ)、栃実(トチノミ)、杜仲(トチュウ)、独活(ドッカツ)土瓜根(ドカコン)、肉従容(ニクジュヨウ)、ニクズク、忍冬(ニンドウ)、人参(ニンジン)、貝母(バイモ)、麦芽(バクガ)、柏子仁(ハクシニン)、白扁豆(ハクヘンズ)、麦門冬(バクモントウ)、破胡紙(ハコシ)、簿荷(ハッカ)、蕃果(バンカ)、半夏(ハンゲ)、反鼻(ハンビ)、板藍根(バンヲンコン)、半枝連(ハンシレン)、百合根(ユリネ)白止(ビャクシ)、白花蛇舌草(ビャクカジャゼツソウ)、百部根(ヒャクブコン)、白朮(ビャクジュツ)、檳榔子(ビンロウジ)、防已(ボウイ)、茅根(ボウコン)、防風(ボウフウ)、蒲黄(ホウオウ)、蒲公英根(ホウエイコン)、牡丹皮(ボタンピ)、麻黄(マオウ)麻子仁(マシニン)、蔓荊子(マンケイシ)、松脂(マツヤニ)、木適(モクツウ)、木瓜(モッカ)、木香(モッコウ)、没薬(モツヤク)、木賊(モクゾク)、射干(ヤカン)、益智(ヤクチ)、夜交藤(ヤコウトウ)、羅漢果(ラカンカ)、蘭草(ランソウ)、竜眼肉(リュウガンニク)、竜胆(リュウタン)、良姜(リョウキョウ)、霊芝(レイシ)、連翹(レンギョウ)、達銭草(レンセンソウ)、蓮肉(レンニク)、芦根(ロコン)を挙げることができる。
ただし、このような形状の場合には、被加熱芳香発生シートを用いて、円形及び楕円形のダイを用いた押出し成形や押出し製麺機等を用いて製造することができる。
2 被加熱芳香発生体
21 被加熱芳香発生基材
211 被加熱芳香発生基材単独体
212 被加熱芳香発生基材一次凝集体
213 被加熱芳香発生基材一次凝集体形成気体流路
214 被加熱芳香発生基材二次凝集体
215 被加熱芳香発生基材二次凝集体形成気体流路
22 被加熱芳香発生体包装材
221 被加熱芳香発生体包装材形成気体流路
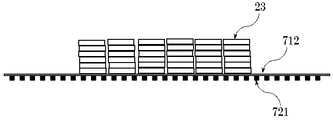
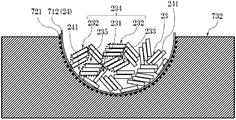
23 麺状被加熱芳香発生基材
231 麺状被加熱芳香発生基材単独体
232 麺状被加熱芳香発生基材一次凝集体
233 麺状被加熱芳香発生基材一次凝集体形成気体流路
234 麺状被加熱芳香発生基材二次凝集体
235 麺状被加熱芳香発生基材二次凝集体形成気体流路
24(712) 被加熱芳香発生体包装材ウェブ
241 被加熱芳香発生体包装材ウェブ形成気体流路
25 棒状被加熱芳香発生体
3 マウスピース
31(1)~(3) 支持部材
311 気体流路(1)
312 気体流路(2)
313 気体流路(3)
314 支持部(1)
315 支持部(2)
316 支持部(3)
32 フィルター
4 被加熱芳香発生体/支持部材連結材
5 芳香カートリッジ外装材
6 加熱式芳香具
61 チャンバー
62 電気制御式発熱体
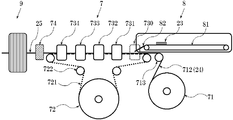
7 巻上げ部
71 被加熱芳香発生体包装材供給部
712(24) 被加熱芳香発生体包装材ウェブ
713 ガイドローラー
72 ガニチャーテープ供給部
721 ガニチャーテープ
722 ガイドローラー
73 巻上げガイド
730 麺状被加熱芳香発生基材受取部
731 巻上げガイド(1)
732 巻上げガイド(2)
733 巻上げガイド(3)
734 巻上げガイド(4)
74 加熱接着部
8 麺状被加熱芳香発生基材供給部
81 コンベア
82 麺状被加熱芳香発生基材移載装置
9 断裁部
X 麺状体断面の短軸の長さ
Y 麺状体断面の長軸の長さ
Z 麺状体の長さ
Claims (17)
- 発熱体と接触加熱されて煙及び芳香を発生する被加熱芳香発生基材が包装材で巻き上げられて作製され、芳香カートリッジに備えられる被加熱芳香発生体であって、
前記被加熱芳香発生基材が、エアロゾルフォーマ、非タバコ植物及び/又はタバコ植物、及び、結合剤を少なくとも含んでおり、
当該被加熱芳香発生体を貫通している異形気体流路を備え、
前記異形気体流路は、
前記被加熱芳香発生基材の単体が集合した一次凝集体又は前記一次凝集体若しくは前記被加熱芳香発生基材の単体と前記一次凝集体とが集合した二次凝集体により形成される空隙の気体流路と、
前記被加熱芳香発生基材又は前記一次凝集体と前記包装材とが接触して形成される空隙の気体流路と
を有する被加熱芳香発生体。 - 前記被加熱芳香発生体の長尺方向に垂直な断面において、中心領域と外周領域とを面積で等分すると、前記中心領域は、前記外周領域より空隙率が高い、請求項1に記載のタバコ充填物集積体。
- 前記被加熱芳香発生基材が麺状体であって、前記長尺方向に垂直な断面の長軸の長さと短軸の長さとの比が1:1~30:1であり、前記長尺方向の長さと前記短軸の長さとの比が10:1~700:1である、請求項1又は2に記載の被加熱芳香発生体。
- 前記麺状体が略直方体である、請求項3に記載の被加熱芳香発生体。
- 前記直方体の長さが10~70mmであり、前記直方体の断面の短軸の長さが0.1~1.0mmであり、前記直方体の断面の長軸の長さが0.5~3.0mmである、請求項4に記載の被加熱芳香発生体。
- 前記被加熱芳香発生基材の前記長軸方向の長軸辺と前記長尺方向の長尺辺で形成される長軸側面は、隣接する被加熱芳香発生基材の前記短軸方向の短軸辺と前記長尺辺で形成される短軸側面よりも、隣接する前記長軸側面と接する率が高い、請求項3~5のいずれかに記載の被加熱芳香発生体。
- 前記被加熱芳香発生体の長尺方向に垂直な断面において、前記被加熱芳香発生基材の前記長軸方向が、前記被加熱芳香発生体の周の接線方向に配列する率が、前記周の法線方向に配列する率よりも多い、請求項3~6のいずれかに記載の被加熱芳香発生体。
- 請求項1~7のいずれかに記載の被加熱芳香発生体を備える芳香カートリッジ。
- 前記被加熱芳香発生体と長尺方向において隣接し長尺方向に沿って気流が通過可能な支持部材と、前記支持部材と長尺方向において隣接するフィルターと、をさらに備える、請求項8に記載の芳香カートリッジ。
- 前記支持部材は、少なくとも最外周部に前記被加熱芳香発生体の吸引側への移動を防止する支持部を有する、請求項9に記載の芳香カートリッジ。
- エアロゾルフォーマ、非タバコ植物及び/又はタバコ植物、及び、結合剤を少なくとも含む被加熱芳香発生シートが、麺状被加熱芳香発生基材に裁断される第一の工程と、
所定量の前記麺状被加熱芳香発生基材を、ベルトで支持、搬送される所定幅の被加熱芳香発生体包装材ウェブ上に前記被加熱芳香発生体包装材ウェブの長尺方向と平行となるように載置する第二の工程と
前記ベルトを曲折することによって前記麺状被加熱芳香発生基材を前記被加熱芳香発生体包装材ウェブで、長尺方向に円柱状となるように巻き上げる第三の工程と、
第三の工程で製造された棒状被加熱芳香発生体の前記被加熱芳香発生体包装材ウェブを長尺方向に沿って線接着する第四の工程と、
第四の工程で製造された棒状被加熱芳香発生体を所定長に断裁する第五の工程とから成る被加熱芳香発生体の製造方法。 - 前記第一の工程で裁断される麺状被加熱芳香発生基材が、長尺方向に垂直な断面の長軸の長さと短軸の長さとの比が1:1~30:1であり、前記長尺方向の長さと前記短軸の長さとの比が40:1~3600:1である、請求項11の被加熱芳香発生体の製造方法。
- 前記麺状被加熱芳香発生基材の長尺方向に垂直な断面の形状が略長方形である、請求項12に記載の被加熱芳香発生体の製造方法。
- 前記第三の工程は、前記ベルトを段階的に円柱状に曲折させることができる溝を設けたガイドを通過させる、請求項11~13のいずれかに記載の被加熱芳香発生体の製造方法。
- 前記第一の工程と平行して、前記被加熱芳香発生体包装材ウェブの所定の位置に所定量のホットメルト接着剤を塗布する工程を加えると共に、前記第四の工程が加熱手段で接着する工程である、請求項11~14のいずれかに記載の被加熱芳香発生体の製造方法。
- エアロゾルフォーマ、非タバコ植物及び/又はタバコ植物、及び、結合剤を少なくとも含む被加熱芳香発生シートが裁断された麺状被加熱芳香発生基材の供給装置と、
被加熱芳香発生体包装材ウェブの供給装置と、
前記被加熱芳香発生体包装材ウェブを支持、搬送する無端ベルトの駆動装置と、
前記無端ベルト搬送経路に備えられた複数の溝を有するガイドと、
前記被加熱芳香発生体包装材ウェブの接着装置と、
前記被加熱芳香発生基材が前記被加熱芳香発生体包装材ウェブで巻き上げられた棒状被加熱芳香発生体の断裁機と、
が連続的に駆動する被加熱芳香発生体の製造装置。 - エアロゾルフォーマ、非タバコ植物及び/又はタバコ植物、及び、結合剤を少なくとも含む被加熱芳香発生シートが裁断された麺状被加熱芳香発生基材の供給装置と、
所定量のホットメルト接着剤が所定位置に塗布された被加熱芳香発生体包装材ウェブの供給装置と、
前記被加熱芳香発生体包装材ウェブを支持、搬送する無端ベルトの駆動装置と、
前記無端ベルト搬送経路に備えられた複数の溝を有するガイドと、 前記被加熱芳香発生体包装材ウェブの加熱装置と、
前記被加熱芳香発生基材が前記被加熱芳香発生体包装材ウェブで巻き上げられた棒状被加熱芳香発生体の断裁機と、
が連続的に駆動する被加熱芳香発生体の製造装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980044744.4A CN112384088B (zh) | 2019-05-21 | 2019-05-24 | 受热芳香发生体、芳香烟弹以及受热芳香发生体的制造方法和制造装置 |
| JP2021520034A JP7317107B2 (ja) | 2019-05-21 | 2019-05-24 | 被加熱芳香発生体及び芳香カートリッジ、並びに、被加熱芳香発生体の製造方法及び製造装置 |
| EP19929731.8A EP3964089A4 (en) | 2019-05-21 | 2019-05-24 | HEATED FLAVOR PRODUCTION BODY, FLAVOR CARTRIDGE, AND MANUFACTURING METHOD AND MANUFACTURING DEVICE FOR HEATED FLAVOR PRODUCTION BODY |
| KR1020217040308A KR20220006602A (ko) | 2019-05-21 | 2019-05-24 | 피가열 방향 발생체 및 방향 카트리지, 및, 피가열 방향 발생체의 제조방법 및 제조장치 |
| US17/531,201 US20220071305A1 (en) | 2019-05-21 | 2021-11-19 | Heated aroma-producing body, aroma cartridge, and manufacturing method and manufacturing device for heated aroma-producing body |
| JP2023115625A JP2023134666A (ja) | 2019-05-21 | 2023-07-14 | 被加熱芳香発生体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019095531 | 2019-05-21 | ||
| JP2019-095531 | 2019-05-21 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/531,201 Continuation US20220071305A1 (en) | 2019-05-21 | 2021-11-19 | Heated aroma-producing body, aroma cartridge, and manufacturing method and manufacturing device for heated aroma-producing body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020235112A1 true WO2020235112A1 (ja) | 2020-11-26 |
Family
ID=73459389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/020644 WO2020235112A1 (ja) | 2019-05-21 | 2019-05-24 | 被加熱芳香発生体及び芳香カートリッジ、並びに、被加熱芳香発生体の製造方法及び製造装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220071305A1 (ja) |
| EP (1) | EP3964089A4 (ja) |
| JP (2) | JP7317107B2 (ja) |
| KR (1) | KR20220006602A (ja) |
| WO (1) | WO2020235112A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4201229A1 (en) | 2021-12-23 | 2023-06-28 | Htl-Dht B.V. | A method for preparing a hookah consumable composition |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113301815A (zh) * | 2019-12-09 | 2021-08-24 | 株式会社东亚产业 | 芳香盒 |
| US20220183389A1 (en) * | 2020-12-11 | 2022-06-16 | Rai Strategic Holdings, Inc. | Sleeve for smoking article |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1559322A (en) * | 1922-04-15 | 1925-10-27 | Muller J C & Co | Method of and means for the production of cigarette rods in the manufacture of machinemade cigarettes |
| JPS62272962A (ja) | 1986-05-14 | 1987-11-27 | ア−ル・ジエイ・レノルズ・タバコ・カンパニ− | シ−ト状材料から得られたストランドを包含した巻きたばこロツド及びフイルタロツド及び該ロツドを製造するための方法及び装置 |
| JPH06109715A (ja) | 1992-09-30 | 1994-04-22 | Shimadzu Corp | 高分子物質の分子量分布分析法 |
| JPH10108659A (ja) | 1996-10-04 | 1998-04-28 | Japan Tobacco Inc | たばこ巻上機の刻み給送装置および給送方法 |
| WO2000007466A1 (fr) * | 1998-08-06 | 2000-02-17 | Japan Tobacco Inc. | Dispositif a mouler par compression, du type a courroie, pour courant de tabac |
| DE10145327A1 (de) * | 2001-09-14 | 2003-04-03 | Hauni Maschinenbau Ag | Formatgarnitur für eine Strangmaschine der tabakverarbeitenden Industrie |
| JP2005232619A (ja) | 2004-02-19 | 2005-09-02 | Mitsubishi Rayon Co Ltd | ガニチャーテープ |
| JP2008518614A (ja) | 2004-11-02 | 2008-06-05 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 制御放出式香味料を含む電気加熱式シガレット |
| JP2010520764A (ja) | 2007-03-09 | 2010-06-17 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 再構成タバコシートを作成する方法 |
| JP2013519384A (ja) | 2010-02-19 | 2013-05-30 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 喫煙物品のためのエアロゾル発生基体 |
| JP2016538848A (ja) | 2013-12-05 | 2016-12-15 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 低抵抗気流経路を備えたエアロゾル発生物品 |
| JP2017524368A (ja) * | 2014-08-13 | 2017-08-31 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 制御された空隙率分布を有するエアロゾル形成基体として使用するためのロッドを作製する方法 |
| JP6280287B1 (ja) | 2017-11-02 | 2018-02-14 | 株式会社 東亜産業 | タバコ植物または非タバコ植物を用いた電子タバコカートリッジおよびその支持部材 |
| WO2019030276A1 (en) * | 2017-08-09 | 2019-02-14 | Philip Morris Products S.A. | AEROSOL GENERATOR ARTICLE WITH A MULTI-LONGITUDINAL ELONGATED ROD OF A MATERIAL OTHER THAN TOBACCO |
| WO2019057796A1 (en) * | 2017-09-22 | 2019-03-28 | British American Tobacco (Investments) Limited | ROD SEGMENT OF AEROSOL GENERATING MATERIAL |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6053176A (en) * | 1999-02-23 | 2000-04-25 | Philip Morris Incorporated | Heater and method for efficiently generating an aerosol from an indexing substrate |
| TWI664918B (zh) * | 2014-05-21 | 2019-07-11 | 瑞士商菲利浦莫里斯製品股份有限公司 | 可感應加熱的菸草產品 |
| IT201700115523A1 (it) * | 2017-10-13 | 2019-04-13 | Gd Spa | Macchina e metodo per la realizzazione di articoli da fumo a forma di barretta |
| JP6371927B1 (ja) * | 2018-02-23 | 2018-08-08 | 株式会社 東亜産業 | 非タバコ植物組成物の製造方法、電子タバコ用充填物の製造方法、電子タバコ用充填物及びそれを用いた電子タバコカートリッジ |
| JP6371928B1 (ja) * | 2018-02-23 | 2018-08-08 | 株式会社 東亜産業 | 電子タバコ用充填物およびそれを用いた電子タバコカートリッジ |
-
2019
- 2019-05-24 EP EP19929731.8A patent/EP3964089A4/en active Pending
- 2019-05-24 KR KR1020217040308A patent/KR20220006602A/ko unknown
- 2019-05-24 WO PCT/JP2019/020644 patent/WO2020235112A1/ja active Application Filing
- 2019-05-24 JP JP2021520034A patent/JP7317107B2/ja active Active
-
2021
- 2021-11-19 US US17/531,201 patent/US20220071305A1/en active Pending
-
2023
- 2023-07-14 JP JP2023115625A patent/JP2023134666A/ja active Pending
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1559322A (en) * | 1922-04-15 | 1925-10-27 | Muller J C & Co | Method of and means for the production of cigarette rods in the manufacture of machinemade cigarettes |
| JPS62272962A (ja) | 1986-05-14 | 1987-11-27 | ア−ル・ジエイ・レノルズ・タバコ・カンパニ− | シ−ト状材料から得られたストランドを包含した巻きたばこロツド及びフイルタロツド及び該ロツドを製造するための方法及び装置 |
| JPH06109715A (ja) | 1992-09-30 | 1994-04-22 | Shimadzu Corp | 高分子物質の分子量分布分析法 |
| JPH10108659A (ja) | 1996-10-04 | 1998-04-28 | Japan Tobacco Inc | たばこ巻上機の刻み給送装置および給送方法 |
| WO2000007466A1 (fr) * | 1998-08-06 | 2000-02-17 | Japan Tobacco Inc. | Dispositif a mouler par compression, du type a courroie, pour courant de tabac |
| DE10145327A1 (de) * | 2001-09-14 | 2003-04-03 | Hauni Maschinenbau Ag | Formatgarnitur für eine Strangmaschine der tabakverarbeitenden Industrie |
| JP2005232619A (ja) | 2004-02-19 | 2005-09-02 | Mitsubishi Rayon Co Ltd | ガニチャーテープ |
| JP2008518614A (ja) | 2004-11-02 | 2008-06-05 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 制御放出式香味料を含む電気加熱式シガレット |
| JP2010520764A (ja) | 2007-03-09 | 2010-06-17 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 再構成タバコシートを作成する方法 |
| JP2013519384A (ja) | 2010-02-19 | 2013-05-30 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 喫煙物品のためのエアロゾル発生基体 |
| JP2016538848A (ja) | 2013-12-05 | 2016-12-15 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 低抵抗気流経路を備えたエアロゾル発生物品 |
| JP2017524368A (ja) * | 2014-08-13 | 2017-08-31 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 制御された空隙率分布を有するエアロゾル形成基体として使用するためのロッドを作製する方法 |
| WO2019030276A1 (en) * | 2017-08-09 | 2019-02-14 | Philip Morris Products S.A. | AEROSOL GENERATOR ARTICLE WITH A MULTI-LONGITUDINAL ELONGATED ROD OF A MATERIAL OTHER THAN TOBACCO |
| WO2019057796A1 (en) * | 2017-09-22 | 2019-03-28 | British American Tobacco (Investments) Limited | ROD SEGMENT OF AEROSOL GENERATING MATERIAL |
| JP6280287B1 (ja) | 2017-11-02 | 2018-02-14 | 株式会社 東亜産業 | タバコ植物または非タバコ植物を用いた電子タバコカートリッジおよびその支持部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3964089A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4201229A1 (en) | 2021-12-23 | 2023-06-28 | Htl-Dht B.V. | A method for preparing a hookah consumable composition |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023134666A (ja) | 2023-09-27 |
| EP3964089A1 (en) | 2022-03-09 |
| CN112384088A (zh) | 2021-02-19 |
| JP7317107B2 (ja) | 2023-07-28 |
| JPWO2020235112A1 (ja) | 2020-11-26 |
| KR20220006602A (ko) | 2022-01-17 |
| US20220071305A1 (en) | 2022-03-10 |
| EP3964089A4 (en) | 2023-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6859000B2 (ja) | 電子タバコカートリッジ | |
| JP6815560B2 (ja) | 電子タバコ用充填物及び電子タバコカートリッジ | |
| JP7212452B2 (ja) | 非タバコ植物組成物の製造方法、電子タバコ用充填物の製造方法、電子タバコ用充填物及びそれを用いた電子タバコカートリッジ | |
| WO2020008552A1 (ja) | タバコ充填物集積体及び電子タバコカートリッジ | |
| JP2019141015A (ja) | 非タバコ植物組成物の製造方法、電子タバコ用充填物の製造方法、電子タバコ用充填物及びそれを用いた電子タバコカートリッジ | |
| WO2020235112A1 (ja) | 被加熱芳香発生体及び芳香カートリッジ、並びに、被加熱芳香発生体の製造方法及び製造装置 | |
| JP2021121192A (ja) | 芳香カートリッジ | |
| JP6864294B2 (ja) | 電子タバコカートリッジ | |
| JP2021164453A (ja) | 電子タバコカートリッジの製造方法 | |
| JP2020188729A (ja) | 被加熱芳香発生体及び芳香カートリッジ、並びに、被加熱芳香発生体の製造方法及び製造装置 | |
| JP2022060276A (ja) | 電子タバコカートリッジ | |
| JP3227591U (ja) | 喫煙具用のシート材、基材形成体、カートリッジ、及びシート材の製造装置 | |
| JP6676805B2 (ja) | 芳香カートリッジ用充填物、それを有する芳香カートリッジ用エアロゾル形成基材およびそれを有する芳香カートリッジ | |
| RU2781862C1 (ru) | Нагреваемое производящее аромат изделие, ароматический картридж и способ изготовления и устройство для изготовления нагреваемого производящего аромат изделия | |
| JP2022163411A (ja) | 加熱式タバコ用カートリッジ | |
| JP2020005633A (ja) | タバコ充填物集合体及び電子タバコカートリッジ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19929731 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021520034 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20217040308 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021134533 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 2019929731 Country of ref document: EP Effective date: 20211118 |