WO2020138473A1 - プリフォームの製造方法および複合材料成形品の製造方法ならびに型 - Google Patents
プリフォームの製造方法および複合材料成形品の製造方法ならびに型 Download PDFInfo
- Publication number
- WO2020138473A1 WO2020138473A1 PCT/JP2019/051553 JP2019051553W WO2020138473A1 WO 2020138473 A1 WO2020138473 A1 WO 2020138473A1 JP 2019051553 W JP2019051553 W JP 2019051553W WO 2020138473 A1 WO2020138473 A1 WO 2020138473A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- reinforcing fiber
- base material
- mold
- fiber base
- preform
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/06—Making preforms by moulding the material
- B29B11/12—Compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/34—Feeding the material to the mould or the compression means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/24—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least three directions forming a three dimensional structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/461—Rigid movable compressing mould parts acting independently from opening or closing action of the main mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
- B29C2043/141—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps for making single layer articles
- B29C2043/142—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps for making single layer articles by moving a single mould or the article progressively, i.e. portionwise
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
優れた外観を有するとともに機械的特性の低下を抑制可能であり、かつ生産性に優れる複合材料成形品の製造を実現する。一方向材のシートを下型の特定の部位に固定し、当該シートのせん断変形または圧縮変形する部位の特定の部分に面外方向の力を与えて、当該シートが賦形されてなるプリフォームを得る。当該プリフォームを型で加熱加圧して所望の形状を有する複合材料成形品を得る。
Description
本発明は、プリフォームの製造方法および複合材料成形品の製造方法ならびに型に関する。
強化繊維含む強化繊維基材にマトリックス樹脂を含浸させ、硬化させた複合材料成形品は、一般に、軽量で優れた機械特性を有する。このため、スポーツ、航空宇宙、一般産業などの種々の分野において様々な用途に広く用いられている。
当該強化繊維基材は、通常、平面状(シート状)であり、前述の硬化の前に、複合材料成形品の形状またはそれに近い形状に賦形してプリフォームを経る方法が知られている。当該プリフォームをさらに圧縮成形することにより複合材料成形品が製造される。当該プリフォームの製造方法には、複数の部分プリフォームを作製し、それらの接合端部で互いに接合させて、複合材料成形品に対応する一体のプリフォームを製造する方法が知られている(例えば、特許文献1参照)。
上記の製造方法は、部分プリフォームを接合してプリフォームを製造することから、複雑な形状を有する複合材料成形品であっても、プリフォームにおけるシワの発生を十分に抑制することが可能であり、優れた外観を有する複合材料成形品を製造することができる。
しかしながら、上記の製造方法では、部分プリフォームを接合してプリフォームを製造することから、強化繊維基材を一体的に賦形してなるプリフォームから製造された複合材料成形品に比べて、例えば接合部分における強度が低くなることがある。
また、上記の製造方法では、部分プリフォームを接合してプリフォームを製造することから、そのための種々の工程を実施する必要がある。たとえば、部分プリフォームが互いに並べられるように、また厚み方向で適切に重なり合うように、強化繊維基材を切断する必要がある。また、作製した部分プリフォームを互いに接合させる必要がある。このように、上記の製造方法は、複合材料成形品の機械的特性および生産性の観点から検討の余地が残されている。
本発明の一態様は、優れた外観を有するとともに機械的特性の低下を抑制可能であり、かつ生産性に優れる複合材料成形品の製造を実現することを目的とする。
上記の課題を解決するために、本発明の一態様に係るプリフォームの製造方法は、強化繊維およびマトリックス樹脂組成物を含む平面状の強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて、前記強化繊維基材を三次元形状に賦型するプリフォームの製造方法であって、前記強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部、ならびに、前記部位に隣接する部分、のうち少なくとも一ヶ所をプリフォーム型に対して固定する第一の工程と、前記端部および/または前記部分を固定した後に、前記せん断変形および/または圧縮変形させる部位に面外方向の力を与える第二の工程と、含む。
また、上記の課題を解決するために、本発明の一態様に係る複合材料成形品の製造方法は、上記のプリフォームの製造方法でプリフォームを製造する工程と、プリフォームを加熱加圧して複合材料成形品を製造する工程と、を含む。
また、上記の課題を解決するために、本発明の一態様に係る複合材料成形品の製造方法は、強化繊維およびマトリックス樹脂組成物を含む平面状の強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて複合材料成形品を製造する複合材料成形品の製造方法であって、前記強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部、ならびに、前記部位に隣接する部分、のうち少なくとも一ヶ所を成形型に対して固定する第一の工程と、前記端部および/または前記部分を固定した後に、前記せん断変形および/または圧縮変形させる部位に面外方向の力を与える第二の工程と、前記面外方向の力を与えられている前記強化繊維基材を加熱加圧して複合材料成形品を製造する成形工程と、を含んでもよい。
また、上記の課題を解決するために、本発明の一態様に係る型は、上型と下型とを有する型であって、前記上型および前記下型の一方または両方は、複数に分割して移動可能な分割型で構成され、複数の分割型の一部に、強化繊維を含む平面状の強化繊維基材におけるせん断変形及び/または圧縮変形させる部位の端部、ならびに、前記部位に隣接する部分、のうち少なくとも一ヶ所を前記下型に対して固定させる第一の機構と、複数の分割型の別の一部に、前記せん断変形及び/または圧縮変形させる部位へ、前記強化繊維基材の面外方向の力を与えさせる第二の機構と、を有する。
本発明の一態様によれば、優れた外観を有するとともに機械的特性の低下を抑制可能であり、かつ生産性に優れる複合材料成形品の製造を実現することができる。
〔プリフォームの製造方法〕
本発明の一実施の形態に係るプリフォームの製造方法は、強化繊維基材をプリフォーム型に対して押圧して、強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて強化繊維基材を三次元形状に賦型する。なお、本明細書中「Aおよび/またはB」は、「AおよびBの一方または両方」を意味する。
本発明の一実施の形態に係るプリフォームの製造方法は、強化繊維基材をプリフォーム型に対して押圧して、強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて強化繊維基材を三次元形状に賦型する。なお、本明細書中「Aおよび/またはB」は、「AおよびBの一方または両方」を意味する。
強化繊維基材は、平面状の形状を有する。すなわち強化繊維基材は、平面方向への広がりを有する。平面状の強化繊維基材とは、例えば、強化繊維基材のシートである。強化繊維基材は、平面状である範囲において、プリフォームおよび複合材料成形品の製造に使用可能な公知の基材から適宜に選ぶことが可能である。強化繊維基材については後に詳述する。
プリフォーム型は、強化繊維基材の賦形に利用可能な範囲において適宜に決めることが可能である。プリフォーム型については、図面を用いて後に詳述する。
強化繊維基材は、三次元形状に賦形される。三次元形状とは、立体的な形状であることを示し、平面、可展面および三次元曲面のうち、いずれか一つ、または二つ以上の組み合わせ、からなる。可展面とは、伸縮させることなく、展開することにより平面になる面を示す。可展面の一例としては、錐面が挙げられる。
三次元曲面とは、平面を伸縮させずに形成することができない面のことを示し、展開して平面とすることができない面を示す。三次元曲面の一例としては、球面が挙げられる。
賦形すべき形状が可展面および/または三次元形状で構成される場合では、せん断、圧縮およびそれらの両方を含む複雑な変形を賦形時に生じるため、本実施形態におけるプリフォームの製造方法の優位性がより顕著になりやすい。
二次元の平面状のシート部材を、当該三次元形状を形成するための型に追従するように押圧すると、賦形時にせん断変形が生じる。賦形時に、元のシート部材の面積に対して、追従させる面の面積が小さい場合は、同時に圧縮変形が生じる。本実施形態において、強化繊維基材は、その少なくとも一部がせん断変形により、および/または、圧縮変形により、またはこれらの両方により変形することで賦形される。強化繊維基材が賦形されることによりプリフォームが製造される。また、本実施形態によれば、せん断変形が生じる三次元形状に対して賦形を行った場合でも、外観が良好なプリフォームを得ることができる。また、せん断変形に加え、圧縮変形が生じる場合であっても、外観が良好なプリフォームを得ることができる。
本実施形態における強化繊維基材の賦形は、より具体的には、以下の第一の工程と第二の工程とを含む。
[第一の工程]
第一の工程とは、強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部または当該部位に隣接する部分をプリフォーム型に対して固定する工程である。
第一の工程とは、強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部または当該部位に隣接する部分をプリフォーム型に対して固定する工程である。
第一の工程における「せん断変形および/または圧縮変形させる部位」(以下、「せん断/圧縮変形対象部位」とも言う)とは、強化繊維基材の少なくとも一部分である。たとえば、後述の第二の工程によってせん断変形する部位、および、第二の工程によって圧縮変形する部位、のうち少なくとも一ヶ所である。せん断/圧縮変形対象部位は、賦型すべき形状に応じて決められる。賦形すべき形状とは、複合材料成形品の形状、または、そのためのプリフォームとして実現すべき当該複合材料成形品の形状に近い形状、である。
ここで、第一の工程で固定する強化繊維基材の部分は、せん断/圧縮変形対象部位の端部、または、せん断/圧縮変形対象部位に隣接する部分、またはその両方、である。せん断/圧縮変形対象部位の端部とは、せん断/圧縮変形対象部位の中ではあるが、内部ではなく縁にある部分のことをいう。せん断/圧縮変形対象部位に隣接する部分とは、せん断/圧縮変形対象部位の外側にあり、せん断/圧縮変形対象部位から離れない部分のことをいう。当該部分は、例えば、せん断変形の始点になり得るし、または圧縮変形する部分を規定する固定端になり得る。たとえば、第一の工程で強化繊維基材の固定された部分の縁に沿う方向に強化繊維基材が引っ張られる場合には、せん断変形が生じる。また、第一の工程で強化繊維基材の固定された部分は実質的には変形しないので、その周辺で強化繊維基材の面積が小さくなるように変形される場合には、圧縮変形が生じる。
プリフォーム型に強化繊維基材を固定して賦形したときに、当該強化繊維基材の部分にかかる力の向きは予測可能である。よって、上記の固定を伴う賦形で強化繊維基材にせん断変形および圧縮変形が生じる部分も予測可能である。第一の工程で強化繊維基材において固定する部分は、プリフォーム型の形状に応じて適宜に決めることが可能である。
たとえば、第一の工程で固定する部分は、平面で構成される部分(例えば前述した平面または可展面)であることが、シワの発生を抑制する観点から好ましい。また、第一の工程で固定する部分は、プリフォーム型の下型のうち、最も高さが高い部分であることが上記の観点から好ましい。ここで、上記の二方向には、強化繊維基材が長繊維を引き揃えたものである場合、強化繊維基材における繊維軸方向(「配向方向」とも言う)が含まれていることが好ましい。さらに、第一の工程で固定する部分が複数箇所存在する場合では、より高い部分から順に固定することが、シワの発生を抑制する観点から好ましい。また、第一の工程で固定する部分は、下型の中央部に高さが高い部分がある場合、下型の一端部および中央部の一方または両方を含むことが、賦形時における強化繊維基材の追従性を高める観点から好ましい。
第一の工程における「固定」とは、強化繊維基材の固定されるべき部分がプリフォーム型に対して相対的に、実質的には移動しないことを意味する。たとえば、強化繊維基材における第一の工程で固定されている部分は、面外方向および面内方向のいずれにも移動しなくてもよいし、第二の工程においてせん断/圧縮変形が十分に実現される範囲において移動してもよい。面内方向とは、この場合、平面上の強化繊維基材を含む平面内の水平方向を示し、面外方向とは、前記面内方向に直交する方向を意味する。
なお、「固定」の代わりに、強化繊維基材を押さえた部分を、強化繊維基材が滑りにより移動しうるよう仮押さえにしてもよい。仮押さえの場合は、強化繊維基材が伸張性に乏しい場合、押圧した部分の周辺から型の内部に向かって強化繊維基材が引き込まれるため、賦形後の端部が揃わないことが多い。そのため、賦形後に、賦形すべき形状になるようトリミングが必要になる。そのため、仮押さえよりも固定が好ましい。
このような強化繊維基材の一部をプリフォーム型に対して固定する方法は、強化繊維基材の構成をさらに考慮して適宜に決めることが可能である。当該方法の例には、強化繊維基材以外の接着部材によって強化繊維基材をプリフォーム型に接着して固定する方法、強化繊維基材が有する粘着性を利用して強化繊維基材をプリフォーム型に対して固定する方法、および、真空脱気による固定、が含まれる。
接着による固定における接着部材の例には、粘着剤層を有する耐熱テープおよび接着剤が含まれる。接着剤は、強化繊維基材に含浸したマトリックス樹脂と同種の樹脂であってもよいし、別の種類の樹脂であってもよいし、これらの両方を含んでいてもよい。また、前述の粘着剤層を構成する粘着剤であってもよい。
粘着性を利用する固定の例には、加熱による固定、および、加圧による固定、が含まれる。
加熱による固定は、例えば強化繊維基材が後述するマトリックス樹脂組成物をさらに含有する場合に、加熱によって強化繊維基材から染み出るマトリックス樹脂組成物の粘着性によって強化繊維基材をプリフォーム型に相対的に固定させる方法である。加熱による固定における温度および時間などの加熱条件は、当該粘着性による十分な接着強度が得られる範囲において適宜に決めることができる。
加圧による固定は、加圧によって強化繊維基材から染み出るマトリックス樹脂組成物の粘着性によって強化繊維基材をプリフォーム型に相対的に固定させる方法である。圧力などの加圧条件も、加熱による固定と同様に、当該粘着性による十分な接着強度が得られる範囲において適宜に決めることができる。
真空脱気による固定は、固定すべき範囲において強化繊維基材およびプリフォーム型を気密に覆い、この覆われた部分を脱気して十分に減圧することにより、気密に覆われた部分においてプリフォーム型に対して強化繊維基材を固定する方法である。減圧度などの真空脱気の条件は、減圧により十分な固定の強さが得られる範囲において適宜に決めることができる。
第一の工程により、固定された強化繊維基材がその後にプリフォーム型の(下型と上型との)嵌合により押圧された場合の、当該強化繊維基材におけるせん断変形を生じる部分および圧縮変形を生じる部分が規定される。
[第二の工程]
第二の工程は、上記の第一の工程後に、せん断/圧縮変形対象部位に面外方向の力を与える工程である。第二の工程において、面外方向の力を印加する部分は、せん断/圧縮変形対象部位の全部であってもよいが、プリフォームにおけるシワの発生を実質的に防止可能な範囲において、せん断/圧縮変形対象部位の一部分であってもよい。
第二の工程は、上記の第一の工程後に、せん断/圧縮変形対象部位に面外方向の力を与える工程である。第二の工程において、面外方向の力を印加する部分は、せん断/圧縮変形対象部位の全部であってもよいが、プリフォームにおけるシワの発生を実質的に防止可能な範囲において、せん断/圧縮変形対象部位の一部分であってもよい。
面外方向の力を与えるべきせん断/圧縮変形対象部位の一部分は、プリフォームにおけるシワの発生を実質的に防止可能な範囲において、適宜に決めることが可能である。たとえば、第二の工程において面外方向の力を与えるせん断/圧縮変形対象部位の一部分の例には、せん断/圧縮変形対象部位のうちの、最も変形量が大きい部分、その周辺部に対して相対的に大きな変形量を有する部分、変形量がある閾値を超える部分、および、任意の領域における変形量の平均値がある閾値を超える部分、が含まれる。
面外方向の力を与える部分は、せん断変形を生じる部分であってもよいし、圧縮変形を生じる部分であってもよいし、それらに隣接する部分であってもよい。面外方向の力を与える部分が圧縮変形を生じる部分であることは、圧縮による浮きを抑える観点で、プリフォームにおけるシワの発生をより効果的に防止する観点から好ましい。面外方向の力を与える部分がせん断変形を生じる部分に隣接する部分であることは、せん断変形を生じる部分の一端を固定していることから、他端に面外方向の力を与えることになる。このため、効率的にせん断変形を生じさせることができるという観点から好ましい。
ここで、強化繊維基材における変形量は、以下の方法によって測定することが可能である。図1は、強化繊維基材の変形量を測定するための強化繊維基材の試料を模式的に示す図である。図2は、図1の試料における碁盤目状の模様の、当該試料のせん断変形前後の形状を模式的に示す図である。
まず、図1に示すような碁盤目状の模様Cuを有する強化繊維基材の試料Sを用意する。試料Sの平面形状および模様Cuにおける碁盤目のそれぞれの平面形状は、いずれも矩形である。模様Cuの一角度θ1は、図2に示すように、例えば90°である。
次いで、少なくとも試料Sの対向する一対の辺を含む縁部のそれぞれを治具で挟持する。次いで、それぞれの当該治具に、試料Sにせん断力を与える方向の力(例えば図2中で試料Sの下部を固定した場合の矢印Fに示す方向の力)を印加して試料Sの平面形状を変形させる。すると模様Cuの一角部の角度θ2は、例えば図2に示すように、90°よりも大きくなる。このときの角度θ2を変形量とする。変形量は、元の角度からの変化量が分かるように表されればよく、例えば、角度の絶対値で表してもよいし、元の角度(θ1=90°)からの差またはその絶対値で表してもよい。試料Sにシワが発生する直前の変形量を最大変形量とする。
また、上記碁盤目状の模様を有する強化繊維基材をプリフォームの形状に賦形することにより、プリフォームの形状に賦形したときの強化繊維基材の部分的な変形量の大きさが求められる。こうして求められる変形量の大きい部分のうちの任意の部分を、第二の工程において面外方向の力を印加すべき部分に決めてもよい。
第二の工程における面外方向の力は、強化繊維基材の平面内に直交する方向の力を意味する。本発明においては、プリフォーム型の下型に向けて強化繊維基材を押圧する方向の力を示す。当該面外方向の力は、種々の方法によって、強化繊維基材における所定の部分に与えることが可能である。たとえば、面外方向の力は、プリフォーム型の下型に向けて強化繊維基材を押圧するための上型による押圧によって、上記の所定の部分に与えることが可能である。あるいは、面外方向の力は、プリフォーム型の下型において上記の所定の部分に対応する部分に強化繊維基材を押圧するための押圧用の部材で押圧することによって、上記の所定の部分に与えることが可能である。当該押圧用の部材には、例えば、下型における上記の対応する平面形状を有する弾性部材(例えば、発泡ポリエチレン製の部材など)を用いることも可能である。
第二の工程では、せん断/圧縮変形対象部位に対して、強化繊維基材の変形量を超えたせん断変形を行うことで強化繊維基材の面外変形を誘起することが可能である。すなわち、プリフォームの形状で要求される変形量よりも小さい変形量を有する強化繊維基材を第二の工程においてせん断/圧縮変形させてもよい。この場合、強化繊維基材において面外方向の力が与えられる部分は、まず、強化繊維基材の変形量まで変形する。強化繊維基材の変形量を超えてせん断力/圧縮力が与えられた場合、前記強化繊維基材にシワが発生する。すなわち、面外方向への変形が生じる。この状態で面外方向へ押圧すると、前記強化繊維基材を面外方向へさらに変形させることができる。これに加えて、強化繊維基材におけるせん断/圧縮変形対象部位の周辺部(例えば前述した平面または可展面)も面外変形し、それにより、面外方向の力が与えられる部分での強化繊維基材の変形の不足分が補われることもある。よって、このような強化繊維基材の変形量の補完が可能な範囲において、本実施形態では、プリフォームの形状で要求される変形量に満たない変形量を有する強化繊維基材を適用することが可能である。
第一の工程および第二の工程による段階的な押圧では、第一の工程における押圧すべき位置が押し込み方向においてより浅い位置にあり、第二の工程で押圧すべき位置がより深い位置にあることが好ましい。これは、シワを発生させないように、強化繊維基材の自重およびドレープ性を利用しながら強化繊維基材にせん断および圧縮を発生させる観点から好ましい。
また、第二の工程において、面外方向の力が与えられる強化繊維基材は、平面上で直交する二軸で規定される四方位のうちの多くとも三方位で固定されていることが好ましい。この場合、面外方向の力が与えられた強化繊維基材は、上記の四方位のうちの少なくとも一方位側に自由端を有する。したがって、型に対してある一方向を規定した場合に、当該方向に対して型に沿った長さが異なる部分があると、伸長しにくい強化繊維基材を用いた場合、面外方向の力が与えられたときに強化繊維基材の一部が型に引き込まれる。すなわち、面内方向の移動が生じる。そうした場合に、当該自由端側から強化繊維基材が面内方向において移動しやすい。したがって、プリプレグおよび複合材料成形品におけるシワの発生を抑制する観点から好ましい。
[その他の工程]
本実施形態に係るプリフォームの製造方法は、本実施形態の効果が得られる範囲において、前述した第一および第二の工程以外の他の工程をさらに含んでいてもよい。たとえば、当該プリフォームの製造方法は、第二の工程において、移動補助工程をさらに含んでもよい。
本実施形態に係るプリフォームの製造方法は、本実施形態の効果が得られる範囲において、前述した第一および第二の工程以外の他の工程をさらに含んでいてもよい。たとえば、当該プリフォームの製造方法は、第二の工程において、移動補助工程をさらに含んでもよい。
移動補助工程は、せん断変形及び/または圧縮変形に伴って生じる強化繊維基材の面内方向の移動を補助する工程である。面外方向へ力をかけることにより生ずるせん断変形及び/または圧縮変形においては、強化繊維基材を予め型に対して固定している。このため、変形量が段階的に変化する部位がある場合では、当該変形に伴って、強化繊維基材には面内方向に段階的に移動する部分も生じる。この面内方向への移動が不十分であると、それを補完するため、別の部位でシワが生じることがある。
移動補助工程は、基材の変形度が相対的に大きい部分の変形を補助するため、基材の変形度が相対的に大きい部分、または当該部分に隣接する部分が、面内方向において、強化繊維基材の予め固定した部分へ向かって移動することを補助する。移動補助工程は、強化繊維基材を面内方向に積極的に移動させることによって実施することが可能である。たとえば、型について後述する第三の機構を用いて実施することが可能である。
移動補助工程では、当該型に対する強化繊維基材の滑り性を高めることが、面内方向への移動を円滑に実行し、シワの発生を抑制する観点から好ましい。当該滑り性は、例えば、強化繊維基材における面内方向へ移動させたい部分に対応する型の表面をフッ素樹脂層のような離型性に優れる層を付与することによって高めることが可能である。あるいは、上記の滑り性は、型に当接する強化繊維基材の表面を保護フィルムなどの被覆材で覆うことによって高めることが可能である。
移動補助工程は、せん断変形及び/または圧縮変形させる部位へ面外方向の力を与えること、と、それによる強化繊維基材の面内方向への移動を補助すること、とを独立して行ってもよい。その両方を同時に行うことは、強化繊維基材でのシワの発生を抑制する観点から好ましい。
また、当該プリフォームの製造方法は、第二の工程の後に強化繊維基材の全体を押圧する第三の工程をさらに含んでもよい。
(第三の工程)
第三の工程は、プリフォーム型の下型に対応する上型で強化繊維基材を押圧することによって実行することが可能である。あるいは、第三の工程は、第一の工程で強化繊維基材が固定され、第二の工程で面外方向の力が与えられて変形している場合には、これらの押圧されている部分以外の強化繊維基材の表面をプリフォーム型の下型に向けて押圧することにより実行することが可能である。第三の工程により、強化繊維基材がより強く賦形され、より良好なプリフォームを製造することが可能となる。
第三の工程は、プリフォーム型の下型に対応する上型で強化繊維基材を押圧することによって実行することが可能である。あるいは、第三の工程は、第一の工程で強化繊維基材が固定され、第二の工程で面外方向の力が与えられて変形している場合には、これらの押圧されている部分以外の強化繊維基材の表面をプリフォーム型の下型に向けて押圧することにより実行することが可能である。第三の工程により、強化繊維基材がより強く賦形され、より良好なプリフォームを製造することが可能となる。
(仮押さえ工程)
本実施形態に係るプリフォームの製造方法は、前述の他の工程として、強化繊維基材を仮押さえする仮押さえ工程をさらに含んでいてもよい。仮押さえ工程は、強化繊維基材の任意の部分に面外方向の力を与えるもので、強化繊維基材を完全に固定しないことで、面内方向への移動を許容する工程である。当該仮押さえ工程は、例えば、上型または上型から突出する他部材によって強化繊維基材を下型に向けて適度な力で押圧することによって実施することが可能である。当該仮押さえ工程は、例えば、強化繊維基材の端部に対して行い、強化繊維基材の賦形時において、強化繊維基材中央部を押圧した場合に、端部が立ち上がることを抑制する。したがって、シワの発生を予防する観点から好ましい。
本実施形態に係るプリフォームの製造方法は、前述の他の工程として、強化繊維基材を仮押さえする仮押さえ工程をさらに含んでいてもよい。仮押さえ工程は、強化繊維基材の任意の部分に面外方向の力を与えるもので、強化繊維基材を完全に固定しないことで、面内方向への移動を許容する工程である。当該仮押さえ工程は、例えば、上型または上型から突出する他部材によって強化繊維基材を下型に向けて適度な力で押圧することによって実施することが可能である。当該仮押さえ工程は、例えば、強化繊維基材の端部に対して行い、強化繊維基材の賦形時において、強化繊維基材中央部を押圧した場合に、端部が立ち上がることを抑制する。したがって、シワの発生を予防する観点から好ましい。
(圧密化工程)
また、本実施形態に係るプリフォームの製造方法は、前述の他の工程として、平面状の強化繊維基材を圧密化する圧密化工程をさらに含んでいてもよい。圧密化工程は、強化繊維基材を複数層積層して使用する場合に、個々の強化繊維基材の接着強度をより高める観点から好ましい。
また、本実施形態に係るプリフォームの製造方法は、前述の他の工程として、平面状の強化繊維基材を圧密化する圧密化工程をさらに含んでいてもよい。圧密化工程は、強化繊維基材を複数層積層して使用する場合に、個々の強化繊維基材の接着強度をより高める観点から好ましい。
圧密化工程は、強化繊維基材に含まれる空気を除去するための工程であり、強化繊維基材を、面外方向に沿って押圧することにより好適に実行することが可能である。強化繊維基材は、一枚、または二枚以上で用いる。クロス材は、製織してあることにより、賦形時にシート形状が崩れることがないことため、単層(一枚)で使用することができる。二枚以上の強化繊維基材を用いる場合は、積層することで積層体として用いる。二枚以上の強化繊維基材を用いる場合は、同形状のものを重ねて使用してもよく、強度や剛性を高めたい部分の形状に切断したものを重ねて使用してもよい。
圧密化工程は、例えば、強化繊維基材を平坦な作業台の上に配置し、その上からゴムシートなどの弾性シートを配置し、当該作業台側から減圧して、弾性シートを強化繊維基材に圧着させることにより実行することができる。上記の減圧を解除して弾性シートと作業台との間の空間の圧力を大気圧に戻すことにより、圧密化された強化繊維基材が得られる。このような圧密化工程を実行することは、二枚以上の強化繊維基材の集合(積層体)の状態を実質的に維持する観点からも効果的である。
(裁断工程)
また、本実施形態に係るプリフォームの製造方法は、前述の他の工程として、平面状の強化繊維基材を所望の形状に裁断する裁断工程をさらに含んでいてもよい。裁断工程は、圧密化前に強化繊維基材を配置する前に、強化繊維基材を所望の形状に切断することにより実行することができる。所望の形状とは、例えば、プリフォーム型に追従した強化繊維基材を平面に投影した形状および/または展開した形状である。裁断工程のより具体的な例には、強化繊維基材の外縁部(余剰分)を切断する工程、および、プリフォーム型への追従に適した切込みを形成する工程、が含まれる。裁断工程は、超音波カッターなどの公知の切断装置を用いて実施してもよく、はさみやカッターなどの通常の切断器具を用いて実施してもよい。裁断工程において切断する対象は、前述した一枚の強化繊維基材や、二枚以上の強化繊維基材を積層した積層体であってもよい。
また、本実施形態に係るプリフォームの製造方法は、前述の他の工程として、平面状の強化繊維基材を所望の形状に裁断する裁断工程をさらに含んでいてもよい。裁断工程は、圧密化前に強化繊維基材を配置する前に、強化繊維基材を所望の形状に切断することにより実行することができる。所望の形状とは、例えば、プリフォーム型に追従した強化繊維基材を平面に投影した形状および/または展開した形状である。裁断工程のより具体的な例には、強化繊維基材の外縁部(余剰分)を切断する工程、および、プリフォーム型への追従に適した切込みを形成する工程、が含まれる。裁断工程は、超音波カッターなどの公知の切断装置を用いて実施してもよく、はさみやカッターなどの通常の切断器具を用いて実施してもよい。裁断工程において切断する対象は、前述した一枚の強化繊維基材や、二枚以上の強化繊維基材を積層した積層体であってもよい。
[強化繊維基材]
強化繊維基材は、強化繊維を含有する。強化繊維基材は、マトリックス樹脂組成物を含浸させたものであってもよい。マトリックス樹脂組成物を含有しない強化繊維基材の例には、織物(斜行織物、三軸織物、三次元織物、円形織物)、組物または編組品、ノンクリンプファブリック、および、簾、が含まれる。
強化繊維基材は、強化繊維を含有する。強化繊維基材は、マトリックス樹脂組成物を含浸させたものであってもよい。マトリックス樹脂組成物を含有しない強化繊維基材の例には、織物(斜行織物、三軸織物、三次元織物、円形織物)、組物または編組品、ノンクリンプファブリック、および、簾、が含まれる。
(強化繊維)
強化繊維には、通常の繊維で強化され得る複合材料に使用される繊維を使用することができる。強化繊維は、一種でもそれ以上でもよく、後述する複合材料成形品の所期の物性などの、最終製品である複合材料成形品の用途に応じて適宜に選択することができる。
強化繊維には、通常の繊維で強化され得る複合材料に使用される繊維を使用することができる。強化繊維は、一種でもそれ以上でもよく、後述する複合材料成形品の所期の物性などの、最終製品である複合材料成形品の用途に応じて適宜に選択することができる。
強化繊維の太さは、フィラメント径で1~20μmの範囲であることが好ましく、より好ましくは3~10μmの範囲である。強化繊維の太さが20μm以下であることは、耐炎化工程や焼成工程における製造効率や、強化繊維の欠陥密度を下げ、強度を高める観点から好ましい。また、強化繊維の太さを1μm以上とすることにより、強化繊維束の生産性を高くすることができ、製造コストを安くすることができる。なお、本明細書における「フィラメント径」とは、それぞれの繊維の断面の等面積円相当直径を意味する。
強化繊維は、一種を用いてもよく、二種以上を併用してもよい。強化繊維の例には、ガラス繊維、炭素繊維、アラミド繊維、高強度ポリエステル繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維およびナイロン繊維が含まれる。なお、炭素繊維には黒鉛繊維も含まれる。
中でも、軽量かつ高強度で高弾性率を有し、耐熱性、耐薬品性にも優れる点から、炭素繊維が好ましい。炭素繊維の種類の例には、ピッチ系、ポリアクリロニトリル(PAN)系およびレーヨン系が含まれ、これらのいずれの種類の炭素繊維であってもよい。炭素繊維の生産性の観点からPAN系炭素繊維がより好ましい。
また、炭素繊維束の収束性の観点、または、複合材料成形品とした際の炭素繊維とマトリックス樹脂との接着性を改善する観点から、当該炭素繊維は、その表面に、所定の官能基を有する物質を0.01~5質量%程度有していてもよい。所定の官能基は、一種でもそれ以上でもよく、その例には、エポキシ基、水酸基、アミノ基、カルボキシル基、カルボン酸無水物基、アクリレート基およびメタクリレート基が含まれる。
炭素繊維は、高強度炭素繊維であることが、複合材料成形品の強度を高める観点から好ましい。高強度炭素繊維とは、そのストランド引張強度が4GPa以上、好ましくは4.6GPa以上であり、その引張伸度が1.5%以上である炭素繊維である。ストランド引張強度および引張伸度は、JIS R7608(2007)に基づいて行うストランド引張試験で測定される。
平面状の強化繊維基材を形成するために、強化繊維は、通常、シート状またはテープ状となるように用いられる。なお、便宜上、比較的幅が広いものをシート状と言い、比較的幅が狭いものをテープ状と称する。
強化繊維基材の形態としては、強化繊維を一方向に引き揃えた形態(例えば一方向材)、連続繊維を製織した織物形態(例えばクロス材)、および不織布の形態などが挙げられる。強化繊維基材の十分に高い変形量を発現させられ、連続繊維であることにより、得られる成形品の強度が高いという観点から、一方向材の形態であることが好ましい。
一方向材の例には、強化繊維を一方向に配向させた一方向材、および、一方向に強化繊維を配置してステッチングした一方向性織物、が含まれる。一方向性織物とは、強化繊維を一方向に配向させるとともに補助糸等によりステッチングしたものである。
クロス材の例には、二方向性織物、および三軸織物が含まれる。二方向性織物の例には、平織、朱子織および綾織が含まれる。せん断変形に優れている観点から、クロス材は、二方向性織物である平織、綾織、および朱子織のいずれかであることが好ましい。
強化繊維の使用形態における厚さは、限定されないが、プリフォームにおいて賦形された形状を十分に維持する観点から、例えばシート状の形態であれば0.03mm以上であることが好ましい。当該厚さは、上記の観点から、0.1mm以上であることがより好ましく、0.2mm以上であることがさらに好ましい。また、当該厚さは、強化繊維基材の賦形性を十分に高めてプリフォームおよび複合材料成形品におけるシワの発生を十分に低減させる観点から、4mm以下であることが好ましく、2mm以下であることがより好ましく、1mm以下であることがさらに好ましい。
(マトリックス樹脂組成物)
マトリックス樹脂組成物は、マトリックス樹脂を含有する。マトリックス樹脂は、限定されず、その例には、熱可塑性樹脂および熱硬化性樹脂が含まれる。マトリックス樹脂は、加熱後冷却することにより、固化または硬化して複合材料成形品中に存在する場合において、荷重を強化繊維に伝達する機能を有する。また、強化繊維基材において連続する樹脂相を構成する樹脂である。マトリックス樹脂は、一種でもそれ以上でもよい。
マトリックス樹脂組成物は、マトリックス樹脂を含有する。マトリックス樹脂は、限定されず、その例には、熱可塑性樹脂および熱硬化性樹脂が含まれる。マトリックス樹脂は、加熱後冷却することにより、固化または硬化して複合材料成形品中に存在する場合において、荷重を強化繊維に伝達する機能を有する。また、強化繊維基材において連続する樹脂相を構成する樹脂である。マトリックス樹脂は、一種でもそれ以上でもよい。
熱可塑性樹脂は、加熱により粘度の高い液体状態になって、外力により自由に変形でき、冷却して外力を除去すると、固化して固体状態になり、その形状を保つ。また、この過程を繰り返し行える。マトリックス樹脂として用いられる熱可塑性樹脂は、成形品としての機械特性を大きく低下させない範囲で通常の熱可塑性樹脂の中から適宜に選択することができる。
熱可塑性樹脂としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂等のポリオレフィン系樹脂、ナイロン6樹脂、ナイロン6,6樹脂等のポリアミド系樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂等のポリエステル系樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、ポリエーテルスルフォン樹脂、芳香族ポリアミド樹脂等を用いることができる。中でも、物性や価格の観点で、ポリアミド樹脂、ポリプロピレン樹脂、ポリフェニレンサルファイド樹脂のいずれかであることが好ましい。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
熱硬化性樹脂は、熱または触媒の作用を受けて、分子間架橋による硬化反応が進行し、不溶不融の三次元網目構造をとる反応性ポリマーである。マトリックス樹脂として用いられる熱硬化性樹脂は、成形品としての機械特性を大きく低下させない範囲で、通常の熱硬化性樹脂の中から適宜に選択することができる。
熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、フェノール樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂、シアネート樹脂、ベンゾオキサジン樹脂、エポキシアクリレート樹脂、ウレタンアクリレート樹脂等が挙げられる。熱硬化性樹脂としては、これらの中から1種以上を適宜選択して使用することができるが、中でも硬化後の強度を高くできる傾向にあることから、エポキシ樹脂が好ましい。
強化繊維基材におけるマトリックス樹脂の含有量は、強化繊維基材においてマトリックス樹脂による連続相が十分に形成される範囲において、適宜に決めることが可能である。当該含有量は、強化繊維基材におけるボイドを低減させる観点から、20質量%以上であることが好ましく、25質量%以上であることがより好ましい。また、当該含有量は、強化繊維基材の機械的物性を十分に高める観点、および、強化繊維基材における適切なタック性の発現の観点から、45質量%以下であることが好ましく、40質量%以下であることがより好ましい。
マトリックス樹脂組成物は、本実施形態の効果を奏する範囲において、前述したマトリックス樹脂以外の他の成分をさらに含有していてもよい。マトリックス樹脂組成物における他の成分の含有量は、本実施形態の効果とともに他の成分を含有することの効果が得られる範囲において、適宜に決めることができる。当該他の成分は、マトリックス樹脂の種類に応じて適宜に決めてもよく、一種でもそれ以上でもよい。上記他の成分の例には、硬化剤、硬化助剤、離型剤、脱泡剤、紫外線吸収剤および充填剤が含まれる。
たとえば、硬化剤は、マトリックス樹脂としての熱硬化性樹脂の硬化反応を進行させ得る成分である。熱硬化性樹脂としてエポキシ樹脂を用いる場合、硬化剤は、硬化後の物性が高いことから、アミン系の硬化剤が好ましい。当該アミン系の硬化剤は、アミノ基を有する化合物または分解によりアミノ基を有する化合物を生じる。また、熱硬化性樹脂がエポキシ樹脂である場合では、硬化速度を高める観点から、硬化剤としてイミダゾール環を有するイミダゾール化合物を使用してもよく、硬化助剤としてウレア基を有するウレア化合物を当該硬化剤に併用してもよい。イミダゾール化合物は、硬化助剤として用いることもできる。
マトリックス樹脂組成物は、当該組成物中の成分の種類および量によって、硬化後における種々の物性を発現させることが可能である。たとえば、熱硬化性樹脂の種類と硬化剤の種類との組み合わせを適切に選択することによって、マトリックス樹脂組成物に高い速硬性を付与することが可能である。このようなマトリックス樹脂を含むプリフォームから製造された複合材料成形品は、高い生産性で製造可能であり、かつ前述したように外観および強度が十分である、よって、自動車部材用の用途に有利である。車内に面し、あるいは車内を仕切るための内装部材や、自動車骨格部品あるいは足回り品などの構造部材である。
(強化繊維基材の具体的な形態)
強化繊維基材は、本実施形態の効果を奏する範囲において、公知の強化繊維基材の中から適宜に選択することができる。
強化繊維基材は、本実施形態の効果を奏する範囲において、公知の強化繊維基材の中から適宜に選択することができる。
当該強化繊維基材の形態としては、シート状の強化繊維基材、テープ状の強化繊維基材複数のテープ状の強化繊維基材を並べたシート状の基材が含まれる。シート状の強化繊維基材の例には、一方向材およびクロス材が含まれる。
強化繊維基材は、それに含浸しているマトリックス樹脂組成物を含んでいてもよい。マトリックス樹脂組成物は、強化繊維間の応力を伝達する役割を担う。マトリックス樹脂組成物が存在することにより、強化繊維同士が接着されるため、変形は抑制されるが、強化繊維基材に与えたせん断力が強化繊維に伝達されることによって変形させることができるため、強化繊維の局所的な蛇行を抑制しながら滑らかな変形を可能にする観点で好ましい。マトリックス樹脂組成物を含む強化繊維基材を用いる場合、本発明の効果を最大限に享受することができる。
前記強化繊維基材に樹脂を含浸させたものとしては、一方向材およびクロス材にマトリックス樹脂組成物を含浸させた一方向性プリプレグおよびクロスプリプレグが例示される。テープ状の強化繊維基材に樹脂を含浸させたものの例には、スリットテープおよびトウプリプレグが含まれる。本実施形態における強化繊維基材には、一方向材、クロス材、一方向性プリプレグ、クロスプリプレグ、およびテープ状の強化繊維基材を並べて形成したシート状基材のいずれも好適に用いることができる。
強化繊維基材の形態は、上記以外の形態であってもよい。上記以外の形態とは、例えば不織布の形態である。このような他の形態の強化繊維基材にマトリックス樹脂組成物を含浸させた強化繊維基材、異なる形態の強化繊維を用いる以外は、一方向性プリプレグの製法と同様の方法によって製造することが可能である。強化繊維基材は、一種を用いてもよく、それ以上を併用してもよい。
<一方向材>
一方向材は、一方向に引き揃えた強化繊維を示す。一方向材を補助糸等により織物の形態に保持したものを一方向性織物とする。取り扱い性の観点から、一方向性織物を用いることが好ましい。
一方向材は、一方向に引き揃えた強化繊維を示す。一方向材を補助糸等により織物の形態に保持したものを一方向性織物とする。取り扱い性の観点から、一方向性織物を用いることが好ましい。
<一方向性プリプレグ>
一方向性プリプレグは、一方向材と、それに含浸しているマトリックス樹脂組成物とによって構成される。また、一方向材は、テープ状であってもよいし、シート状であってもよい。また、シート状の一方向材を、強化繊維に沿う方向に切断してテープ状に加工し、スリットテープを製造してもよい。
一方向性プリプレグは、一方向材と、それに含浸しているマトリックス樹脂組成物とによって構成される。また、一方向材は、テープ状であってもよいし、シート状であってもよい。また、シート状の一方向材を、強化繊維に沿う方向に切断してテープ状に加工し、スリットテープを製造してもよい。
一方向性プリプレグは、公知の方法によって製造することができ、例えば、ホットメルト法によって製造することが可能である。ホットメルト法は、フィルム化されたマトリックス樹脂組成物を一方向に配向させた強化繊維の束に貼り付け、それを加熱加圧して当該マトリックス樹脂組成物を強化繊維束に含浸させる方法である。
なお、本明細書では、一方向性テープを、強化繊維の配向方向が交差するように重ねた積層型のプリプレグシートも、「一方向材(シート)」とも言う。たとえば、本明細書では、テープ状の一方向材を、強化繊維の配向方向を揃えて並べて一方向性の層を形成し、当該一方向性の層を、互いの層の当該配向方向が交差(例えば直交)するように重ねてなる二層以上の積層型プリプレグシートも、一方向材シートと言う。
<クロス材>
クロス材は、強化繊維を繊維材料に含む織物である。当該織物の例には、一方向性織物、二方向性織物、三軸織およびノンクリンプ織物が含まれる。一方向性織物は、必要な方向に強化繊維を配置した織物である。二方向性織物の例には、平織、朱子織および綾織が含まれる。当該織物は、せん断変形に優れている点で、平織、綾織または朱子織であることが好ましい。
クロス材は、強化繊維を繊維材料に含む織物である。当該織物の例には、一方向性織物、二方向性織物、三軸織およびノンクリンプ織物が含まれる。一方向性織物は、必要な方向に強化繊維を配置した織物である。二方向性織物の例には、平織、朱子織および綾織が含まれる。当該織物は、せん断変形に優れている点で、平織、綾織または朱子織であることが好ましい。
<クロスプリプレグ>
クロスプリプレグは、前記のクロス材と、それに含浸しているマトリックス樹脂組成物とによって構成される。当該クロスプリプレグに用いる織物は、せん断変形に優れている点で、平織、綾織または朱子織であることが好ましい。クロスプリプレグは、一方向材の製法と同様の方法によって製造することが可能である。
クロスプリプレグは、前記のクロス材と、それに含浸しているマトリックス樹脂組成物とによって構成される。当該クロスプリプレグに用いる織物は、せん断変形に優れている点で、平織、綾織または朱子織であることが好ましい。クロスプリプレグは、一方向材の製法と同様の方法によって製造することが可能である。
<スリットテープ>
スリットテープは、一方向性プリプレグが強化繊維の配向方向に沿って細長く切断されて形成されたテープ状の強化繊維基材である。スリットテープは、通常、紙管などのボビンに巻き取られる。スリットテープは、一方向性プリプレグを、専用スリッターで短冊状に切断することにより作製することができる。
スリットテープは、一方向性プリプレグが強化繊維の配向方向に沿って細長く切断されて形成されたテープ状の強化繊維基材である。スリットテープは、通常、紙管などのボビンに巻き取られる。スリットテープは、一方向性プリプレグを、専用スリッターで短冊状に切断することにより作製することができる。
<トウプリプレグ>
トウプリプレグは、一方向に配向する強化繊維束とそれに含浸しているマトリックス樹脂組成物とによって構成される。トウプリプレグは、通常、細幅のテープ状の強化繊維基材である。上記の強化繊維束は、例えば、数千~数万本の強化繊維のフィラメント(長繊維)が一方向に配列したものである。
トウプリプレグは、一方向に配向する強化繊維束とそれに含浸しているマトリックス樹脂組成物とによって構成される。トウプリプレグは、通常、細幅のテープ状の強化繊維基材である。上記の強化繊維束は、例えば、数千~数万本の強化繊維のフィラメント(長繊維)が一方向に配列したものである。
トウプリプレグは、マトリックス樹脂組成物を上記の強化繊維束に含浸させることにより製造することができる。強化繊維束へのマトリックス樹脂組成物の含浸は、公知の方法によって行うことが可能である。マトリックス樹脂組成物を強化繊維束に含浸させる方法の例には、レジンバス法、回転ロール法、紙上転写法およびノズル滴下法が含まれる。
レジンバス法は、例えばマトリックス樹脂組成物を貯留しているレジンバス内に強化繊維束(トウ)を通過させてマトリックス樹脂組成物を強化繊維束に含浸させる工程と、オリフィスやロール等によって余剰のマトリックス樹脂組成物を搾り取り、強化繊維束中におけるマトリックス樹脂の含有量を調整する工程とを含む方法である。
回転ロール法は、回転ロール上にマトリックス樹脂組成物の層を形成し、これをトウに転写する方法である。当該回転ロール法の例には、ドクターブレードを有する回転ドラムを当該回転ロールに用いる方法が含まれる。ドクターブレードは、回転ロールへのマトリックス樹脂組成物の付着量を規制し、当該マトリックス樹脂組成物の層の厚さを規定する。
紙上転写法は、紙上にマトリックス樹脂組成物の層を形成し、当該層をトウに転写する方法である。
ノズル滴下法は、特開平09-176346号公報、特開2005-335296号公報および特開2006-063173号公報などの公報に記載されている。
トウプリプレグにおいて、マトリックス樹脂組成物は、複合材料成形品のボイドを低減させる観点、および、複合材料成形品の物性の低下を抑制する観点から、強化繊維束に均一に含浸されていることが好ましい。上記のトウプリプレグの製造方法の中でも、熱硬化性樹脂をマトリックス樹脂とするマトリックス樹脂組成物の供給量の制御や実施の容易さの観点から、回転ロール法が好ましい。
<テープ状の強化繊維基材を並べて形成したシート状の基材>
複数のテープ状の強化繊維基材を並べたシート状の基材は、スリットテープやトウプリプレグを用いて形成する。当該シート状の基材は、複数のテープ状の基材を、テープの長手方向と直交する方向に並べて形成した単位層を構成単位として有する。前記複数のテープ状の強化繊維基材の間の一か所以上に間隙を有する場合、単位層を2層以上積層したものを当該シート状基材とする。単位層を2層以上積層して用いる場合、一方の単位層には前記の間隙がなくても良い。前記複数のテープ同士において、隣り合うテープ状の強化繊維基材がその側縁部で互いに重なるように配置させて用いる場合、単位層を当該シート状基材とする。これらのシート状基材を総称して、プリプレグシートとする。
複数のテープ状の強化繊維基材を並べたシート状の基材は、スリットテープやトウプリプレグを用いて形成する。当該シート状の基材は、複数のテープ状の基材を、テープの長手方向と直交する方向に並べて形成した単位層を構成単位として有する。前記複数のテープ状の強化繊維基材の間の一か所以上に間隙を有する場合、単位層を2層以上積層したものを当該シート状基材とする。単位層を2層以上積層して用いる場合、一方の単位層には前記の間隙がなくても良い。前記複数のテープ同士において、隣り合うテープ状の強化繊維基材がその側縁部で互いに重なるように配置させて用いる場合、単位層を当該シート状基材とする。これらのシート状基材を総称して、プリプレグシートとする。
前記複数のテープ状の強化繊維基材の間の一か所以上に間隙を有する場合、当該間隙の幅は、賦形または成形後の外観上の不良(シワなど)発生を抑制する観点からに適宜に決めることができる。たとえばこのような観点によれば、当該間隙の幅は、隣り合うテープ状の強化繊維基材のどちらか幅が狭い方の幅の0.1~10%の長さであってよい。
前記複数のテープ同士の長手方向の間の一か所以上に間隙を有するプリプレグシートは、例えば、以下の方法によって製造することができる。当該方法とは、例えば、複数のテープ状の強化繊維基材を所定の間隙を有するように並べて単位層を形成する工程と、複数の単位層を、個々の単位層における強化繊維の配向方向が交差する方向となるように重ねる工程とを含む方法である。
隣り合うテープ状の強化繊維基材がその側縁部で互いに重なるように配置されている場合、強化繊維束は、テープ状の強化繊維基材の重なりによる強化繊維束の重なりの位置関係が保たれるように配置する。
隣り合うテープ状の強化繊維基材の重なり長さは、賦形または成形後の外観上の不良(シワなど)発生を抑制する観点および強度に優れる観点からに適宜に決めることができる。たとえばこれらのような観点によれば、上記の重なり長さは、テープ状の強化繊維基材の幅の1~50%の長さであってよい。
隣り合うテープ状の強化繊維基材がその側縁部で互いに重なるように配置されているプリプレグシートは、例えば、以下の方法によって製造することができる。当該方法とは、例えば、複数のテープ状の強化繊維基材をその側縁部において所定の重なり長さで重なり合うように並べて単位層を形成する工程と、複数の単位層を、個々の単位層における強化繊維の配向方向が交差する方向となるように重ねる工程とを含む方法である。
[プリフォーム型]
プリフォーム型は、プリフォームを製造するための型である。すなわち、プリフォーム型は、平面状の強化繊維基材を最終製品である複合材料成形品の形状か、またはそれに近い形状に賦形することが可能な型である。プリフォーム型は、強化繊維基材をプリフォームに賦形可能な範囲において、複合材料成形品を製造するための型と同じであってもよいし、異なっていてもよい。なお、「複合材料成形品に近い形状」とは、複合材料成形品を成形するための型にプリフォームを収容して加熱加圧することが可能な程度に、複合材料成形品の形状に近づけられた形状、とも言える。
プリフォーム型は、プリフォームを製造するための型である。すなわち、プリフォーム型は、平面状の強化繊維基材を最終製品である複合材料成形品の形状か、またはそれに近い形状に賦形することが可能な型である。プリフォーム型は、強化繊維基材をプリフォームに賦形可能な範囲において、複合材料成形品を製造するための型と同じであってもよいし、異なっていてもよい。なお、「複合材料成形品に近い形状」とは、複合材料成形品を成形するための型にプリフォームを収容して加熱加圧することが可能な程度に、複合材料成形品の形状に近づけられた形状、とも言える。
プリフォーム型は、下型と、当該下型に対応する形状を有する上型とを有する通常の型を用いることが可能である。上型および下型は、それぞれ一体であってもよいし、それぞれ複数に分割される構成のものであってもよい。プリフォーム型の上型および下型のいずれにも強化繊維基材を配置して本実施形態に適用することが可能であるが、本実施形態では下型とする。強化繊維基材を型に載置して作業可能であることは、作業性および生産性の観点から好ましい。
プリフォーム型は、前述した第一の工程および第二の工程を、必要に応じてさらに第三の工程を、この順に実行可能なように分割して構成された型であってもよい。たとえば、プリフォーム型は、下型と、強化繊維基材における第一の工程で固定すべき部分を下型に向けて押圧して固定する第一の上型部と、第一の上型部で当該固定すべき部分が固定されている強化繊維基材における、せん断/圧縮変形対象部位のうちの所定の部分を下型に向けて押圧する第二の上型部と、第一の上型部および第二の上型部で押圧されている強化繊維基材におけるそれ以外の部分を下型に向けて押圧する第三の上型部とを有していてもよい。
上記の第一の上型部、第二の上型部および第三の上型部は、この順で強化繊維基材を下型に押圧可能に構成される。これらの上型部は独立して押圧可能に構成されていてもよく、その場合は、手動の操作または自動制御によって上記の順となるように上記上型部は作動する。
[プリフォーム製造方法の具体的態様]
以下、図面を用いてプリフォーム型について、また前述のプリフォームの製造方法をより具体的に説明する。図3は、本実施形態におけるプリフォーム型の下型の構造の一例を模式的に示す図である。以下の説明において、複合材料成形品は、自動車の車内に配置されるフロアパンであり、プリフォームは、当該フロアパン用のプリフォームであり、プリフォーム型は当該プリフォームを製造するための型である。なお、プリフォームおよびフロアパン(複合材料成形品)は、シート状の強化繊維基材を用いることから、下型の内面が転写された形状(当該内面と実質的に同形)となる。
以下、図面を用いてプリフォーム型について、また前述のプリフォームの製造方法をより具体的に説明する。図3は、本実施形態におけるプリフォーム型の下型の構造の一例を模式的に示す図である。以下の説明において、複合材料成形品は、自動車の車内に配置されるフロアパンであり、プリフォームは、当該フロアパン用のプリフォームであり、プリフォーム型は当該プリフォームを製造するための型である。なお、プリフォームおよびフロアパン(複合材料成形品)は、シート状の強化繊維基材を用いることから、下型の内面が転写された形状(当該内面と実質的に同形)となる。
(プリフォーム型の構造)
プリフォーム型は、上型と下型1とを有している。下型1は、コルゲート構造10とその一端側に形成されている前段部20とを有する。
プリフォーム型は、上型と下型1とを有している。下型1は、コルゲート構造10とその一端側に形成されている前段部20とを有する。
コルゲート構造10は、強度を上げるための波状構造である。コルゲート構造10は、底部10a、10bと、これらの底部間に形成されている突条部11と、コルゲート構造10の側縁のそれぞれに形成されている突縁部12、13とを有する。
底部10a、10bは、それぞれ、平面形状が矩形の平面で構成されている。底部10aは、第一の辺41、第二の辺42および第三の辺43を有し、底部10bは、第一の辺51、第二の辺52および第三の辺53を有する。第一の辺41(51)および第三の辺43(53)は、例えば当該矩形における一対の長辺であり、第二の辺42(52)は、例えば当該矩形における一短辺である。
突条部11は、底部10aの一側縁から起立する壁部11aと、底部10bの他側縁から起立する壁部11bと、これらの壁部間に形成されている天面部11cとによって構成されている。壁部11a、11bは、強化繊維基材と接する面が、底部10a、10bが強化繊基材と接する面に対して鈍角をなす傾斜面となっている。天面部11cは、底部10a、10bに水平な平面で構成されている。
突縁部12は、底部10aの他側縁から起立する壁部12aと、壁部12aの上端に形成されている天面部12bとを有する。壁部12aは、強化繊維基材と接する面が、底部10aが強化繊維基材と接する面に対して鈍角をなす傾斜面となっている。天面部12bは、底部10aに水平な平面で構成されている。突縁部13も、突縁部12と同様に壁部13aと天面部13bとを有する。
前段部20は、コルゲート構造10の一端縁から起立する壁部21と、壁部21の上端に形成されている天面部22とを有する。壁部21は、強化繊維基材と接する面が、底部10a、10bが強化繊維基材と接する面に対して鈍角をなす傾斜面となっている。天面部22は、底部10a、10bに水平な平面で構成されている。
底部10a(10b)において、第一の辺41(51)および第二の辺42(52)は角部31(33)を形成しており、第二の辺42(52)および第三の辺43(53)は、角部32(34)を形成している。より詳しくは、底部10a、壁部11a、21の交点には角部31が形成されており、底部10a、壁部12a、21の交点には角部32が形成されている。同様に、底部10b、壁部11b、21の交点には角部33が形成されており、底部10b、壁部13a、21の交点には角部34が形成されている。
天面部11c、12b、13bの底部10a、10bからの高さは、いずれも同じである。天面部22は、他の天面部に比べて高い位置に形成されている。これらの天面部の高さは、製品の仕様によるが、2~40cmであってよい。また、壁部11a、11b、12a、13a、21の底部10a、10bに対する傾斜角も、製品の仕様によるが、30~90°であってよい。なお、壁部21のうち、底部10a、10bから天面部11c、12b、13bまでの高さの部分を下部21a、天面部11c、12b、13bまでの高さよりも上の部分を上部21bとも言う。
このように、プリフォーム型の下型1は、平面視したときに角部31(33)を含む底部10a(10b)と、底部10a(10b)の一側縁(他側縁)から起立する壁部11a(11b)と、底部10a(10b)の一端縁から起立する壁部21(下部21a)とを含んでいる。
また、下型1において、底部10a(10b)は、角部31(33)とは異なるさらなる角部32(34)を含む。壁部21は、底部10a(10b)の一端縁における角部31(33)と角部32(34)との間から起立している。さらに、下型1は、底部10a(10b)の他側縁(一側縁)には、角部32(34)を介して壁部21とは反対側で起立している壁部12a(13a)をさらに含んでいる。
(プリフォームの製造)
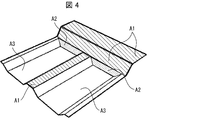
次いで、プリフォーム型の下型1を用いるプリフォームの製造について説明する。図4は、下型1の、プリフォームの製造過程において強化繊維基材に作用する部分を示す図である。
次いで、プリフォーム型の下型1を用いるプリフォームの製造について説明する。図4は、下型1の、プリフォームの製造過程において強化繊維基材に作用する部分を示す図である。
まず、プリフォーム型の下型1の上に平面状の強化繊維基材またはマトリックス樹脂組成物を含浸した強化繊維基材を配置する。以下、「強化繊維基材またはマトリックス樹脂組成物を含浸した強化繊維基材」を「(樹脂含浸)強化繊維基材」とも言う。ここでは、当該強化繊維基材は、例えば、一方向材または一方向性プリプレグである。この一方向材または一方向性プリプレグは、繊維方向が交差するようで重ねた積層体として使用される。繊維方向を交差させることで、得られたプリフォームの割れが発生しにくく、取扱い性が良好になる。
マトリックス樹脂組成物を含浸した強化繊維基材は、強化繊維基材に含まれるマトリックス樹脂組成物の軟化に有効な範囲において、下型1上で加熱されていてよい。加熱時における強化繊維基材の温度は、軟化の目的にしたがって強化繊維基材の種類に応じて適宜に決めることができる。たとえば、強化繊維基材におけるマトリックス樹脂組成物が熱硬化性樹脂を含有する場合では、樹脂と硬化剤の組み合わせにもよるが、熱硬化反応を進行させずに強化繊維基材を軟化させる観点から、加熱時におけるマトリックス樹脂組成物を含浸した強化繊維基材の温度は、40~100℃であってよく、50℃~80℃であることがより好ましい。
(樹脂含浸)強化繊維基材の加熱は、公知の加熱装置を用いて実施することが可能である。下型1が加熱されることを抑制する観点から、当該加熱装置は、短時間で(樹脂含浸)強化繊維基材を加熱可能な装置であることが好ましい。このような理由から、当該加熱装置には、赤外線ヒータを用いることが好ましい。赤外線ヒータは、通常、30秒間程度の加熱によって強化繊維基材を上記の温度に加熱することができ、(樹脂含浸)強化繊維基材を十分に軟化させることが可能である。なお、(樹脂含浸)強化繊維基材を実質的に加熱することにより、下型1は、加熱されて軟化した(樹脂含浸)強化繊維基材を冷却する作用を呈する。よって、軟化して下型の形状に合わせてより変形した(樹脂含浸)強化繊維基材を下型1から回収することがより容易になる。
(樹脂含浸)強化繊維基材は、プリフォーム型の下型1から賦形時に過剰にはみ出ない程度の形状に整えられていることが好ましい。また、(樹脂含浸)強化繊維基材は、賦形時におけるプリフォーム型の下型への追従性を高めるための切込みを適度に有していてもよい。
次いで、プリフォーム型の下型1の固定部A1に対応する強化繊維基材の部分(前述の天面部22、上部21bおよび天面部11c)を固定部A1に、耐熱性の粘着テープ等の固定方法を用いて固定する。この固定は、前述したように、強化繊維基材のタック性を利用した固定であってもよいし、減圧吸引による固定であってもよい。
次いで、上記のように固定部A1でプリフォーム型の下型1に対して固定されている(樹脂含浸)強化繊維基材を、圧縮変形部A2(前述の下部21a)に向けて押圧する。これは、天面部11cの長手方向の長さと、下部21a及び低部10a(10b)の長手方向の長さが異なることにより、(樹脂含浸)強化繊維基材のうち、底部10a(10b)に相当する部分が下部21aに向けて引き込まれることを補助する目的である。その結果、せん断変形が壁部11aに発生する。この押圧は、上記の目的のため、例えば下型1に対応する上型のうち、圧縮変形部A2に対応する部分を下型1に向けて移動して押圧させることで行うことができるが、基材のせん断変形を起こさせつつ引き込みを行えるのであれば、別の部分、例えば押圧部A3を底部10a及び10bに向けて押圧してもよい。他の押圧用の装置を用いてもよい。また、強化繊維基材の圧縮変形部A2への追従性を高める観点から、弾性部材を介して強化繊維基材を下部21aに向けて押圧してもよい。
当該押圧は、(樹脂含浸)強化繊維基材がその変形量の範囲で変形しながら圧縮変形部A2に当接するように行うことが、(樹脂含浸)強化繊維基材のシワを抑制する観点から好ましい。たとえば、圧縮変形部A2への押圧は、10~150mm/秒の速度で行ってよく、また、プリプレグ(樹脂を含浸した強化繊維基材)の温度が50~100℃の温度で行ってよい。さらに、圧縮変形部A2において強化繊維基材を十分に賦形する観点から、圧縮変形部A2への押圧力は、0.005~0.05MPa、好ましくは0.02~0.03MPaあってよく、押圧時間はプリプレグが十分冷却されて、型開きができる程度でよい。
固定部A1は、圧縮変形部A2よりも高く位置している。よって上型で押圧する場合では、上型の進出方向(押し込み方向)において、固定部A1はより浅い位置にあり、圧縮変形部A2は、より深い位置にある。
圧縮変形部A2への押圧により、強化繊維基材は、天面部11cで固定されている部分を固定端として、壁部11a、11bに対応する部分において、前段部20側へせん断変形する。また、圧縮変形部A2への押圧により、傾斜する壁部11a(11b)および壁部12a(13a)に挟まれている圧縮変形部A2(下部21a)では、強化繊維基材は、せん断変形及び圧縮変形する。このように、圧縮変形部A2への押圧により、強化繊維基材には、せん断変形と圧縮変形の両方を発生させることができる。
次いで、押圧部A3(強化繊維基材における固定または押圧されていない部分)をプリフォーム型の下型1に向けて押圧する。この押圧は、上型をプリフォーム型の下型1に向かって移動させて型嵌合することによって行うことが可能である。こうして、強化繊維基材はプリフォーム型の下型1の全面に対して押圧され、当該プリフォーム型の下型の内面の形状に賦形される。プリフォーム型の下型1の全面への押圧における押圧力は、0.005~0.05MPa、好ましくは0.02~0.03MPaであってよく、押圧時間はプリプレグが十分冷却されて、型開きができる間でよい。
プリフォーム型の下型1全面への押圧は、圧縮変形部A2への押圧によって強化繊維基材が十分に賦形される場合には行わなくてもよい。また、プリフォーム型の下型1全面への押圧は、圧縮変形部A2への押圧を一旦解除した後に改めて行ってもよい。たとえば、プリフォーム型の下型1全面への押圧は、圧縮変形部A2へ押圧された強化繊維基材を一旦プリフォーム型の下型1から外し、その後に当該押圧された強化繊維基材を再びプリフォーム型の下型1に設置してから行ってもよい。
このようにして、平面状の強化繊維基材を、プリフォーム型の下型1に対して押圧し、強化繊維基材の少なくとも一部をせん断変形させるとともに圧縮変形させ、当該強化繊維基材を三次元形状に賦型する。こうして、プリフォーム型の下型1の内表面の形状が強化繊維基材に転写されてなるプリフォームが製造される。
上記のように、プリフォームの製造では、(樹脂含浸)強化繊維基材のうち、固定部A1に当接する部分を固定する。強化繊維基材にける固定部A1に対応する部分は、前述したようにその後のせん断変形の端部または隣接する部分となり、あるいは圧縮変形の端部または隣接する部分となっている。そして、固定されている(樹脂含浸)強化繊維基材を、圧縮変形部A2に向けて押圧する。このように当該押圧では、(樹脂含浸)強化繊維基材における圧縮変形の変形量が比較的大きい部分に面外方向の力を与えている。こうして、当該(樹脂含浸)強化繊維基材が、賦形時にせん断変形と圧縮変形とが同時に生じ得る複雑な三次元形状に対応する部分に浮きを発生させることなく、また、シワを実質的に発生させずに賦形されている。
圧縮変形部A2は、固定部A1よりも低い位置にあるとも言え、凹凸で表現すれば圧縮変形部A2を凹部、固定部A1を突部、とも言える。突部に該当する固定部A1を先に加圧し、凹部に該当する圧縮変形部A2を後に加圧することで、突部の周辺に位置する凹部にせん断/圧縮変形を生じさせる。それにより、強化繊維基材が所定の形状に賦形され、かつ賦形された(樹脂含浸)強化繊維基材へのシワの発生が防止される。
また、上記のプリフォームの製造では、圧縮変形部A2への押圧後に、(樹脂含浸)強化繊維基材は、プリフォーム型の下型1全体に対して押圧されている。よって、(樹脂含浸)強化繊維基材が下型に対してより一層十分に追従し、より十分に賦形される。
また、上記のプリフォームの製造では、プリフォーム型の下型1は、平面視したときに、例えば、少なくとも一つの角部31を含む底部10aと、底部10aの縁から起立する壁部11a、21とを含んでいる。角部31は、第一の辺41と第二の辺42で形成されている。このため、平面状の強化繊維基材を下型1に押圧して賦形する場合では、強化繊維基材には、せん断による変形と圧縮による変形の両方が押圧時に発生する。たとえば、壁部11aでせん断変形が発生すればそのせん断変形する先に位置する壁部21(下部21a)では圧縮変形が発生する。よって、上記の構造を含む下型1を用いるプリフォームの製造では、上記のシワの発生抑制効果がより顕著に発現され得る。
プリフォーム型の下型1が以下の構成をさらに含む場合は、プリフォームの製造において、シワの発生抑制効果がより一層顕著に発現され得る。すなわち、底部10a(10b)は、角部31(33)とは異なるさらなる角部32(34)と、第一の辺41(51)および第二の辺42(52)とは異なる第三の辺43(53)とをさらに含む。そして、さらなる角部32(34)は、第二の辺42(52)および第三の辺43(53)から形成されており、下型1は、第三の辺43(53)から起立する壁部12a(13a)をさらに含む。このように、下部21aがそれぞれ傾斜する壁部11a(11b)および壁部12a(13a)の間に形成される場合では、強化繊維基材の下部21aで圧縮変形がさらに顕著に発生し得る。よって、上記の構造をさらに含む下型1を用いるプリフォームの製造では、上記のシワの発生抑制効果がより一層顕著に発現され得る。
また、前述のプリフォームの製造では、プリフォーム型の下型1における壁部は、いずれも底部10a、10bの内面に対して鈍角をなす傾斜面を有している。このため、下部21aでは、強化繊維基材の圧縮変形が底部側ほどより大きくなる。よって、プリフォームの製造において、上記のシワの発生抑制効果がさらに一層顕著に発現される。
また、前述のプリフォームの製造では、強化繊維基材に一方向材または一方向性プリプレグを用いており、強化繊維基材のより大きな変形が可能である。強化繊維基材は、クロス材、クロスプリプレグおよび/またはプリプレグシートであってもよく、いずれの強化繊維基材を用いても、所望の機械的特性を有する複合材料成形品を高い生産性で製造することが可能である。
なお、後述するが、強化繊維基材を用いる場合では、強化繊維基材の変形量を超える量での変形を要する場合がある。この場合では、圧縮変形部A2への押圧において、強化繊維基材における壁部11a、11bに当接する部分のようにせん断変形させる部位に対して、強化繊維基材の変形量を超えたせん断変形を行ってもよい。この場合、強化繊維基材におけるせん断変形または圧縮変形する部分の周辺部のうち、変形量が十分に小さい部分で面外変形が誘起され得る。その結果、当該周辺部における変形量が大きくなる一方で、大きくせん断変形または圧縮変形する部分における変形量が、実質的に強化繊維基材が有する変形量の範囲内となる。よって、製造対象のプリフォームの形状から要求される変形量に満たない変形量を有する強化繊維基材を用いても十分に良好なプリフォームが製造可能となる。
本実施形態で製造されるプリフォームは、複合材料成形品の材料として、当該複合材料成形品の製造に好適に用いられる。
〔複合材料成形品の製造方法〕
本実施形態に係る複合材料成形品の製造方法は、前述した本実施形態に係るプリフォームの製造方法でプリフォームを製造する工程と、プリフォームを加熱加圧して複合材料成形品を製造する工程とを含む。本実施形態に係る複合材料成形品の製造方法は、プリフォームに上記の本実施形態のプリフォームを用いる以外は、複合材料成形品の公知の方法と同様にして実施することが可能である。たとえば、プリフォームを加熱加圧する工程は、以下のようにして実施することが可能である。
本実施形態に係る複合材料成形品の製造方法は、前述した本実施形態に係るプリフォームの製造方法でプリフォームを製造する工程と、プリフォームを加熱加圧して複合材料成形品を製造する工程とを含む。本実施形態に係る複合材料成形品の製造方法は、プリフォームに上記の本実施形態のプリフォームを用いる以外は、複合材料成形品の公知の方法と同様にして実施することが可能である。たとえば、プリフォームを加熱加圧する工程は、以下のようにして実施することが可能である。
まず、プリフォームを、予め調温せしめた金型の下型内に配置する。次いで、当該プリフォームに予め調温せしめた金型の上型を近接させ、プリフォームを介して上下の金型を嵌合し、加圧する。金型の温度は、使用するマトリックス樹脂組成物またはマトリックス樹脂組成物と硬化剤の組み合わせにもよるが、100~170℃が好ましく、130~150℃がより好ましい。金型の上型と下型の温度は、同じであっても異なっていてもよいが、同じであることが好ましい。成形時の金型の面圧は、1~15MPaであることが好ましく、4~10MPaであることがより好ましい。ここで言う金型は、可能であればプリフォーム型を用いてもよいが、例えば成形用の型である。
こうして、成形用の型によって加熱加圧してプリフォームを硬化または軟化させた後に冷却することで、プリフォームを硬化または固化させる。成形時間は、1~15分間であることが好ましく、2~5分間であることがより好ましい。これによって、所定の形状の複合材料成形品が製造される。
上記の成形時間は、複合材料成形品に求められる生産性およびそれを実現するための材料の選択に基づいて、適宜に決めることが可能である。たとえば、自動車製品用の熱硬化性樹脂を含有するマトリックス樹脂組成物を適宜に選択することによって、150~600秒間の上記の加熱加圧によって自動車製品用の複合材料成形品を製造することが可能である。
本実施形態に係る製造方法によって製造される複合材料成形品は、上記プリフォームを加熱加圧によって硬化しているため、成形時のシワおよび強化繊維の蛇行の発生が抑制されている。また、複合材料成形品において強化繊維束を切断する部分がほとんどなく、一体性が保たれている。したがって、本実施形態に係る製造方法によって、良好な外観と所期の機械的特性とを有する複合材料成形品を製造することが可能である。そして、本実施形態に係る製造方法は、少なくとも強化繊維基材を予め分割するための裁断を要さないことから、このような分割を要する従来の製造方法に比べて生産性に優れる。
なお、本実施形態では、マトリックス樹脂組成物を含有する強化繊維基材から、前述したプリフォームを経ずに複合材料成形品を製造してもよい。すなわち、本実施形態における複合材料成形品の製造方法は、前述した第一の工程および第二の工程を含み、当該面外方向の力を与えられている強化繊維基材を加熱加圧したのち冷却することで複合材料成形品を製造する成形工程と、をさらに含んでもよい。
当該製造方法における各工程は、複合材料成形品を製造可能な範囲において、前述した第一の工程および第二の工程と同様に実施することが可能である。たとえば、第一の工程および第二の工程において、マトリックス樹脂組成物を含浸した強化繊維基材が複合材料成形品の形状となるように、適度な形状の型によって、また適度な押圧力で強化繊維基材を押圧すればよい。上記の成形工程は、前述した「プリフォームを加熱加圧して複合材料成形品を製造する工程」と同様に実施してよい。たとえば、当該成形工程は、強化繊維基材から複合材料成形品を製造するのに十分な温度において十分な時間で、型で固定しているマトリックス樹脂組成物を含浸した強化繊維基材を加熱加圧すればよい。
本実施形態では、このような(樹脂含浸)強化繊維基材から複合材料成形品を直接製造する方法であって、プリフォームを経ない製造方法によっても、プリフォーム型と同様の成形型を用いて良好な外観と所期の機械的特性とを有する複合材料成形品を製造することが可能である。このような複合材料成形品の製造方法は、例えば、前述したプリフォーム型を用いるプリフォームの製造方法と同様にして行うことができる。また、当該製造方法は、少なくとも強化繊維基材を分割するための裁断を要さないことから、このような分割を要する従来の製造方法に比べて生産性に優れる。さらに、当該製造方法は、プリフォームの製造が省略されることから、プリフォームから複合材料成形品を製造する際の作業を省略することができるため、作業性に優れる。
〔型〕
本実施形態におけるプリフォームまたは複合材料成形品は、以下に説明する型を用いて好適に製造することが可能である。
本実施形態におけるプリフォームまたは複合材料成形品は、以下に説明する型を用いて好適に製造することが可能である。
本実施形態の型は、上型と下型とを有する。上型と下型は、重力方向の上下となるよう設置してもよく、垂直に立てたり、傾けたりして設置してもよい。その場合は、型嵌合する二つの型のうちのいずれか一方を上型と呼称する。加熱及び加圧によりマトリックス樹脂組成物が流動することを考えると、前記の流動に加えて重力によりマトリックス樹脂組成物が欠乏した部分が生じないよう、重力方向に型が開閉するように設置することが好ましい。上型および下型は、嵌合することによって成形品の形状と実質的に同じ形状の内部空間を形成する。上型および下型の少なくとも一方は、上記の内部空間を形成するための凹部を有している。
当該上型および下型の一方または両方は、分割型で構成される。分割型とは、複数に分割されており、かつ分割したそれぞれが移動可能に構成されている型である。分割型は、例えば、上型と下型との対向方向において進出、退行自在に構成される。上型が分割型であってもよいし、下型が分割型であってもよいし、その両方が分割型であってもよい。
本実施形態の型は、上記分割型を移動させるための少なくとも二つの機構を有する。これらの二つの機構を第一の機構および第二の機構とも言う。
第一の機構は、分割型の一部に、強化繊維基材における所定の部分を下型に対して固定させる機構である。当該所定の部分とは、複数の分割型の一部に、強化繊維を含む平面状の強化繊維基材におけるせん断変形及び/または圧縮変形させる部位の端部、ならびに、部位に隣接する部分、のうち少なくとも一ヶ所、である。当該第一の機構は、分割型の一部を下型に向けて進出可能な装置を用いて構築することが可能であり、たとえば、所定の分割型と、当該分割型を下型に向けて(強化繊維基材の面外方向に)進出、退行させるアクチュエータとによって構築される。アクチュエータの例には、動力シリンダが含まれ、動力シリンダの例には、エアシリンダおよび油圧シリンダが含まれる。
第二の機構は、分割型の別の一部に、強化繊維基材におけるせん断変形及び/または圧縮変形させる部位へ、強化繊維基材の面外方向の力を与えさせる機構である。第二の機構は、第一の機構と同様に、所定の分割型と、当該分割型を下型に向けて進出、退行させるアクチュエータとによって構築することが可能である。
型は、上記のような構成を有することから、前述した第一の工程および第二の工程を実施することが可能である。型は、前述した製造方法を実施する観点から、本実施形態の効果が得られる範囲において、上記以外の他の構成をさらに含んでいてもよく、またさらなる機能を有してもよい。
たとえば、分割型は、複数の分割型の別の一部を、強化繊維基材の面内方向において移動させる第三の機構をさらに有してもよい。第三の機構は、前述した移動補助工程を実施することが可能な機構である。すなわち、第三の機構は、例えば強化繊維基材の一部分が面外方向に変形することに伴って、その周辺部が面内方向において当該一部分に向けて移動する場合に、当該周辺部の面内方向におけるそのような移動を補助する。
このように、第三の機構の例には、型内の強化繊維基材が面内方向へ移動する方向へ、分割型および第二の機構を移動させる機構が含まれる。「強化繊維基材が面内方向へ移動する方向」は、型の形状および固定する部分によって適宜に決めることができる。たとえば、「強化繊維基材が面内方向へ移動する方向」は、面内方向において強化繊維基材が変形する方向が一方向であれば、一意に決めることができる。当該変形する方向が複数方向であれば、前記の複数方向の全方向としてもよい。あるいは、当該変形する方向は、面内方向における強化繊維基材の変形量の大小に応じて、前記の複数方向のうちの一部の方向としてもよい。
また、第三の機構による第二の機構の面内方向における移動量は、面外方向に変形する部分の変形量およびその周辺部の広さに応じて適宜に決めることが可能である。たとえば、第三の機構による第二の機構の面内方向における移動量は、面外方向に変形する部分での成形時におけるシワの発生を十分に抑制させる、周辺部の移動量であり得る。当該周辺部の移動量は、面外方向に変形する部分の変形量がより大きいとより大きく、より小さいとより小さくなる傾向がある。
第三の機構の例には、複数の分割型の別の一部を、面内方向に沿って延在するレールに沿って移動させる機構、が含まれる。当該機構は、前述した強化繊維基材の別の一部分を面外方向へ変形させることとは独立して、強化繊維基材の面内方向への移動を、実施することが可能である。なお、当該レールが延在する方向は、分割型を所期の方向への移動を可能とする方向から適宜に決めることができ、面内方向であってもよく、面外方向であってもよく、面内方向に対して斜めの方向であってもよい。
また、型では、前述した第二の機構に、前述した第三の機構の機能がさらに備えられていてもよい。たとえば、第二の機構は、さらに面内方向に対しても進出、退行可能であってもよい。このような構成の例には、第二の機構として前述した動力シリンダが、強化繊維基材の面外方向および面内方向の両方に対して進出、退行するように傾いて配置されている構成が含まれる。
上記の動力シリンダは、分割型を面外方向へ進出、退行するとともに、面内方向における特定の方向および距離で、分割型を進出、退行させることが可能である。動力シリンダによる分割型の面内方向における移動方向は、例えば、動力シリンダの軸方向を面内方向における所望の向きに向けることによって決めることができる。動力シリンダによる分割型の面内方向における移動量(移動距離)は、例えば、動力シリンダの軸方向の、面内方向に対する傾斜角度によって制御することが可能である。
上記のような第二の機構が第三の機構を兼ね備える構成は、型の機能の拡充をより簡易な構成で実現することが可能である。また、当該構成によれば、第二の機構による強化繊維基材の面外方向への変形と連動して、当該面外方向への変形を補完するための強化繊維基材の面内方向への移動が実施される。したがって、より高い品質のプリフォームまたは複合材料成形品を安定して製造する観点から好ましい。
なお、下型も、上型と同様に分割型を有していてもよい。この場合、型は、下型の分割型の一部または全部に対して、前述した第一の機構、第二の機構および第三の機構のいずれかをさらに備えていてもよい。このように下型も分割型を有する構成は、製造方法について前述した第一の工程、第二の工程および移動補助工程を、複雑な形状を有するプリフォームの製造において確実に実施する観点からより好ましい。
以下、前述した分割型を有する型をより詳しく説明する。当該型は、前述した自動車の車内用フロアパンのプリフォームを製造するための型と実質的に同じ形状の内部空間を形成する。
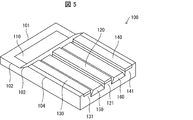
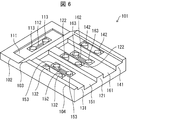
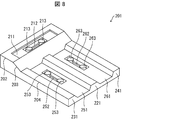
図5は、本発明の一実施形態に係る型における上分割型の構成の一例を模式的に示す図である。分かり易くするため、裏返した状態を図示する。図6は、図5に示される上分割型の駆動部が見えるようにした状態を模式的に示す図である。駆動部の一例としてシリンダを図示している。図7は、本発明の一実施形態に係る型における下分割型の構成の一例を模式的に示す図である。図8は、図7に示される下型から分割型の駆動部が見えるようにした状態を模式的に示す図である。図6と同様に、駆動部の一例としてシリンダを図示している。
[上型の構成]
図5に示されるように、上分割型100は、上分割型本体101、上分割型の第一部分(以下、「第一分割型」とも言う)110、上分割型の第二部分(以下、「第二分割型」とも言う)120、上分割型の第三部分(以下、「第三分割型」とも言う)130、上分割型の第四部分(以下、「第四分割型」とも言う)140、上分割型の第五部分(以下、「第五分割型」とも言う)150、および上分割型の第六部分(以下、「第六分割型」とも言う)160を有する。上分割型本体101は、その一端から他端に向けて、低部102、傾斜部103および高部104を含んでいる。
図5に示されるように、上分割型100は、上分割型本体101、上分割型の第一部分(以下、「第一分割型」とも言う)110、上分割型の第二部分(以下、「第二分割型」とも言う)120、上分割型の第三部分(以下、「第三分割型」とも言う)130、上分割型の第四部分(以下、「第四分割型」とも言う)140、上分割型の第五部分(以下、「第五分割型」とも言う)150、および上分割型の第六部分(以下、「第六分割型」とも言う)160を有する。上分割型本体101は、その一端から他端に向けて、低部102、傾斜部103および高部104を含んでいる。
なお、当該型の説明において、低部102、傾斜部103および高部104が並ぶ方向を「長さ方向」とも言い、上分割型100または下分割型200を平面視したときに当該長さ方向に直交する方向を「幅方向」とも言う。また、以下に説明する上分割型100および下分割型200の表面は、離型処理を施していることが好ましい。離型処理の一例としては、離型テープやコーティング、フッ素樹脂フィルムなどの滑り補助フィルムなどによる被覆が挙げられる。したがって、上分割型100、下分割型200および後述の分割型のいずれの表面も、離型性に優れた表面層を有している。
(低部の構成)
第一分割型110は、上分割型本体101の低部102において幅方向に延在する板状部材である。第一分割型110は、例えばアルミニウム製である。第一分割型110は、その他端縁が傾斜部103の斜面に沿う形状に加工されている。
第一分割型110は、上分割型本体101の低部102において幅方向に延在する板状部材である。第一分割型110は、例えばアルミニウム製である。第一分割型110は、その他端縁が傾斜部103の斜面に沿う形状に加工されている。
図6に示されるように、低部102には、第一分割型110が収容される第一凹部111が形成されている。第一凹部111の内部には、第一駆動部用凹部112が形成されており、第一駆動部用凹部112には、二体の動力シリンダ113、113が配置されている。動力シリンダ113、113は、例えばエアシリンダである。動力シリンダ113、113は、それぞれ、上分割型本体101の平面方向に直交する鉛直方向に沿ってピストンが進出、退行するように配置されている。当該ピストンの先端に、第一分割型110が固定されている。
(高部の構成)
上分割型本体101は、高部104において、第一突条部121、第二突条部131および第三突条部141を有する。第一突条部121は、上分割型本体101の幅方向における内部に配置されている。第一突条部121は、二体の動力シリンダ122、122を有している。動力シリンダ122、122は、それらのピストンが鉛直方向に進出、退行するに配置されている。当該ピストンの先端には、第二分割型120が固定されている。第二分割型120は、例えば、第一突条部121の天面に重なる板状の部材であり、アルミニウム製である。
上分割型本体101は、高部104において、第一突条部121、第二突条部131および第三突条部141を有する。第一突条部121は、上分割型本体101の幅方向における内部に配置されている。第一突条部121は、二体の動力シリンダ122、122を有している。動力シリンダ122、122は、それらのピストンが鉛直方向に進出、退行するに配置されている。当該ピストンの先端には、第二分割型120が固定されている。第二分割型120は、例えば、第一突条部121の天面に重なる板状の部材であり、アルミニウム製である。
第二突条部131は、高部104において、上分割型本体101の一側縁に沿って形成されており、第三突条部141は、上分割型本体101の他側縁に沿って形成されている。第二突条部131および第三突条部141は、それぞれ、二体の動力シリンダ132、132、および動力シリンダ142、142を有している。いずれの動力シリンダ132、132、142、142も、ピストンが鉛直方向に進出、退行するに配置されている。第二突条部131におけるピストンの先端には、第三分割型130が固定されており、第三突条部141におけるピストンの先端には、第四分割型140が固定されている。第三分割型130および第四分割型140は、いずれも、第二突条部131および第三突条部141の天面に重なる板状の部材であり、アルミニウム製である。
上分割型本体101は、高部104において、第二凹部151および第三凹部161を有する。第二凹部151の中央部には第二駆動部用凹部152が形成されており、第二駆動部用凹部152には、二体の動力シリンダ153、153が配置されている。二体の動力シリンダ153、153の先端には、第五分割型150が固定されている。第五分割型150は、例えば、第二凹部151に収容される略台形台の形状の部材であり、アルミニウム製である。
第三凹部161の内部には第三駆動部用凹部162が形成されており、第三駆動部用凹部162には、二体の動力シリンダ163、163が配置されている。二体の動力シリンダ163、163の先端には、第六分割型160が固定されている。第六分割型160は、例えば、第三凹部161に収容される略台形台の形状の部材であり、アルミニウム製である。
上分割型100において、前述のピストンが最も退行したときの第一分割型110から第六分割型160の表面は、その周辺における上分割型本体101の表面と実質的に同一平面となっている。
[下型の構成]
図7に示されるように、下分割型200は、下分割型本体201、下分割型の第七部分(以下、「第七分割型」とも言う)210、下分割型の第八部分(以下、「第八分割型」とも言う)220および下分割型の第九部分(以下、「第九分割型」とも言う)230を有する。下分割型本体201は、その一端から他端に向けて、高部202、傾斜部203および低部204を含んでいる。高部202は、前述の天面部22に対応し、傾斜部203は、前述の壁部21に対応し、低部204は、前述のコルゲート構造10に対応している。
図7に示されるように、下分割型200は、下分割型本体201、下分割型の第七部分(以下、「第七分割型」とも言う)210、下分割型の第八部分(以下、「第八分割型」とも言う)220および下分割型の第九部分(以下、「第九分割型」とも言う)230を有する。下分割型本体201は、その一端から他端に向けて、高部202、傾斜部203および低部204を含んでいる。高部202は、前述の天面部22に対応し、傾斜部203は、前述の壁部21に対応し、低部204は、前述のコルゲート構造10に対応している。
(高部の構成)
第七分割型210は、下分割型本体201の高部202において幅方向に延在する板状部材である。第七分割型210は、例えばアルミニウム製である。第七分割型210における他端縁は、傾斜部203の斜面に沿うように切り欠かれている。
第七分割型210は、下分割型本体201の高部202において幅方向に延在する板状部材である。第七分割型210は、例えばアルミニウム製である。第七分割型210における他端縁は、傾斜部203の斜面に沿うように切り欠かれている。
図8に示されるように、高部202には、第七分割型210が収容される第一凹部211が形成されている。第一凹部211の内部には、第七駆動部用凹部212が形成されており、第七駆動部用凹部212には、二体の動力シリンダ213、213が配置されている。動力シリンダ213、213は、それぞれ、下分割型本体201の平面方向に直交する鉛直方向に沿ってピストンが進出、退行するように配置されている。当該ピストンの先端に、第七分割型210が固定されている。
(低部の構成)
下分割型本体201は、低部204において、第一突条部221、第二突条部231および第三突条部241を有する。第一突条部221は、下分割型本体201の幅方向における内部に配置されている。第一突条部221の表面は、例えば、アルミニウム板で覆われている。第一突条部221は、前述の突条部11に対応している。
下分割型本体201は、低部204において、第一突条部221、第二突条部231および第三突条部241を有する。第一突条部221は、下分割型本体201の幅方向における内部に配置されている。第一突条部221の表面は、例えば、アルミニウム板で覆われている。第一突条部221は、前述の突条部11に対応している。
第二突条部231は、低部204において、下分割型本体201の一側縁に沿って形成されており、第三突条部241は、下型分割本体201の他側縁に沿って形成されている。第二突条部231の表面および第三突条部241の表面は、いずれも、例えば、アルミニウム板で覆われている。第二突条部231および第三突条部241は、前述の突縁部12、13に対応している。
下分割型本体201は、低部204において、第二凹部251および第三凹部261を有する。第二凹部251の中央部には第二駆動部用凹部252が形成されており、第二駆動部用凹部252には、二体の動力シリンダ253、253が配置されている。二体の動力シリンダ253、253の先端には、第八分割型220が固定されている。第八分割型220は、例えば、第二凹部251に収容される板状の部材であり、アルミニウム製である。第二凹部251および第三凹部261は、前述の底部10a、10bに対応している。
第三凹部261の内部には第三駆動部用凹部262が形成されており、第三駆動部用凹部262には、二体の動力シリンダ263、263が配置されている。二体の動力シリンダ263、263の先端には、第九分割型230が固定されている。第九分割型230は、例えば、第三凹部261に収容される板状の部材であり、アルミニウム製である。
下分割型200において、前述のピストンが最も進出したときの第八分割型220から第九分割型230の表面は、その周辺における第一突状部221、第二突上部231および第三突状部241、の表面と実質的に同一平面となっている。
下分割型200において、前述のピストンが最も進出したときの第八分割型220から第九分割型230の表面は、その周辺における第一突状部221、第二突上部231および第三突状部241、の表面と実質的に同一平面となっている。
[分割型によるプリフォームの成形]
(第一の状態)
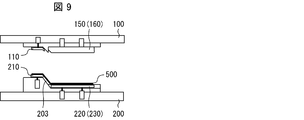
図9は、本発明の一実施形態に係る型を用いるプリフォームの製造における第一の状態の、型の側面から見たときの要部を模式的に示す図である。図10は、本発明の一実施形態に係る型を用いるプリフォームの製造における第一の状態の、型の正面から見たときの要部を模式的に示す図である。図9および図10に示されるように、まず、プリフォーム型の下分割型200の上に平面状の強化繊維基材500を配置する。
(第一の状態)
図9は、本発明の一実施形態に係る型を用いるプリフォームの製造における第一の状態の、型の側面から見たときの要部を模式的に示す図である。図10は、本発明の一実施形態に係る型を用いるプリフォームの製造における第一の状態の、型の正面から見たときの要部を模式的に示す図である。図9および図10に示されるように、まず、プリフォーム型の下分割型200の上に平面状の強化繊維基材500を配置する。
なお、以下の説明において、強化繊維基材500の両面のそれぞれには、離型性を向上させるための樹脂フィルムが貼り付けられていてもよい。
下分割型200では、第七分割型210がわずかに進出した位置にある。また、第八分割型220および第九分割型230は、その表面が第一突条部221、第二突条部231および第三突条部241の表面と同じ高さとなる位置に合わせてある。このように、第一の状態では、強化繊維基材500は、第七分割型210、傾斜部203、第八分割型220、第九分割型230、第一突条部221、第二突条部231および第三突条部241によって支えられている。
なお、上分割型100は、下分割型200に対向して配置されている。上分割型100の低部102と下分割型200の高部202とが対向し、上分割型100の傾斜部103と下分割型200の傾斜部203とが対向し、上分割型100の高部104と下分割型200の低部204とが対向している。当初、上分割型100は、下分割型200から十分に離れた位置にある。したがって、第一の状態に際して下分割型200上に強化繊維基材500を配置しやすい。
ここで、第一の状態において、上分割型100における各分割型の位置は限定されない。たとえば、第一分割型110、第二分割型120、第三分割型130および第四分割型140は、いずれも、わずかに進出した位置にある。第五分割型150および第六分割型160は、いずれも、最も退行した位置にある。
第一の状態では、強化繊維基材500は、下分割型200の長さ方向には折れ曲がっているが、幅方向には実質的に平らに支持されている。したがって、強化繊維基材500にシワが生じにくい。
(第二の状態)
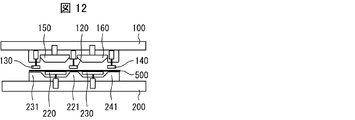
図11は、本発明の一実施形態に係る型を用いるプリフォームの製造における第二の状態の、型の側面から見たときの要部を模式的に示す図である。図12は、本発明の一実施形態に係る型を用いるプリフォームの製造における第二の状態の、型の正面から見たときの要部を模式的に示す図である。
図11は、本発明の一実施形態に係る型を用いるプリフォームの製造における第二の状態の、型の側面から見たときの要部を模式的に示す図である。図12は、本発明の一実施形態に係る型を用いるプリフォームの製造における第二の状態の、型の正面から見たときの要部を模式的に示す図である。
図11および図12に示されるように、第二の状態では、上分割型100は、下分割型200に向かって進出する。上分割型100の下分割型200への進出に伴い、上分割型100の第一分割型110、第二分割型120および第三分割型130も、下分割型200に向けて進出する。
(第三の状態)
図13は、本発明の一実施形態に係る型を用いるプリフォームの製造における第三の状態の、型の側面から見たときの要部を模式的に示す図である。図14は、本発明の一実施形態に係る型を用いるプリフォームの製造における第三の状態の、型の正面から見たときの要部を模式的に示す図である。
図13は、本発明の一実施形態に係る型を用いるプリフォームの製造における第三の状態の、型の側面から見たときの要部を模式的に示す図である。図14は、本発明の一実施形態に係る型を用いるプリフォームの製造における第三の状態の、型の正面から見たときの要部を模式的に示す図である。
図13および図14に示されるように、第三の状態では、第一分割型110が強化繊維基材500に当接する位置まで、上分割型100が下分割型200に向けて進出する。こうして、第一分割型110は、強化繊維基材500における第七分割型210によって支持されていた部分を、第七分割型210とともに挟持して固定する。
また、第三の状態において、第二分割型120、第三分割型130および第四分割型140が強化繊維基材500に当接する位置まで進出する。こうして、強化繊維基材500のうち、下分割型200の第一突条部221、第二突条部231および第三突条部241のそれぞれによって支持されている部分は、これらの突条部のそれぞれと、第二分割型120、第三分割型130および第四分割型140のそれぞれとによって挟持され、固定される。
このように、上分割型100の第一分割型110から第四分割型140、およびこれらを進出、退行させる動力シリンダは、複数の分割型の一部に、強化繊維基材におけるせん断変形及び/または圧縮変形させる部位の端部、ならびに、当該部位に隣接する部分、を下分割型200に対して固定させる第一の機構を構成している。
なお、上分割型100における第五分割型150および第六分割型160は、上述のような強化繊維基材500の一部分の固定の後に、下分割型200に向けて進出する。
(第四の状態)
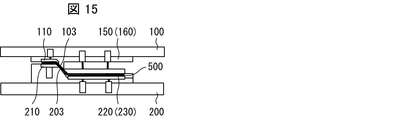
図15は、本発明の一実施形態に係る型を用いるプリフォームの製造における第四の状態の、型の側面から見たときの要部を模式的に示す図である。図16は、本発明の一実施形態に係る型を用いるプリフォームの製造における第四の状態の、型の正面から見たときの要部を模式的に示す図である。
図15は、本発明の一実施形態に係る型を用いるプリフォームの製造における第四の状態の、型の側面から見たときの要部を模式的に示す図である。図16は、本発明の一実施形態に係る型を用いるプリフォームの製造における第四の状態の、型の正面から見たときの要部を模式的に示す図である。
図15および図16に示されるように、第四の状態では、上分割型100は、下分割型200に向けてさらに進出する。第一分割型110および第七分割型210は、それぞれ、上分割型100の第一凹部111および下分割型200の第一凹部211のそれぞれに収容される。こうして、強化繊維基材500は、上分割型100の低部102と下分割型200の高部202とによって挟まれる。さらに、強化繊維基材500は、上分割型100の傾斜部103と下分割型200の傾斜部203とによって挟まれる。
また、上分割型100の高部104および下分割型200の低部204では、まず、第五分割型150および第六分割型160のそれぞれが、強化繊維基材500における第八分割型220および第九分割型230のそれぞれによって支えられている部分に当接する。こうして、当該部分は、第五分割型150および第六分割型160と第八分割型220および第九分割型230とによって挟持される。
次いで、第五分割型150および第六分割型160は、それぞれ下分割型200に向けてさらに進出し、それに連れて第八分割型220および第九分割型230は、それぞれ退行する。これに伴い、強化繊維基材500は、下分割型200の第二凹部251の底面および第三凹部261の底面に向けてさらに押圧される。これにより、強化繊維基材500における傾斜部103、203に当接している部分に隣接している部分(例えば図4の符号A2で示される部分)には、面外方向の力が与えられる。
さらに、第四の状態における上分割型100の下分割型200への進出に伴い、第二分割型120、第三分割型130および第四分割型140が、それぞれ退行する。こうして、強化繊維基材500は、上分割型100の高部104、第五分割型150および第六分割型160と、下分割型200の低部204とによって挟まれる。
ところで、下分割型200の第一突条部221の側面部(例えば図3における符号11a、11bで示される部分)では、後述する実施例で示されるように、面内方向における強化繊維基材500の変形量が大きい。当該側面部に隣接しており、かつ未固定の部分では、上記側面部の変形に伴い、面内方向への移動が生じる。本実施形態では、強化繊維基材500における、下分割型200の第二凹部251および第三凹部261に押圧されるべき部分(図4の符号A3で示される部分)に、例えば、前述の長さ方向において傾斜部203に向けて面内方向の移動が生じる。
本実施形態の型では、前述したように、上分割型100および下分割型200の表面は、フッ素樹脂フィルムなどで離型処理されているため、離型性に優れている。また、強化繊維基材500も、前述したように、その表面が樹脂フィルムで覆われている。したがって、第四の状態において、強化繊維基材500は、第五分割型150と第八分割型220とに挟持されていても、あるいは第六分割型160と第九分割型230とに挟持されていても、面内方向には比較的移動しやすい。その結果、強化繊維基材500における下分割型200の第一突条部221の側面部に当接する部分における変形が阻害されることなく十分に起こる。このため、型成形によるプリフォームでのシワの発生がより抑制される。
このようにして、強化繊維基材500は、上分割型100および下分割型200によって型成形され、その後の加熱によって硬化し、その結果、前述したフロアパン用のプリフォームが製造される。
(面内方向の移動の補助)
前述したように、型の表面の離型性を高めること、および、強化繊維基材500の表面を被覆すること、は、強化繊維基材500において型成形のために生じる面内方向への移動を補助する観点から効果的である。
前述したように、型の表面の離型性を高めること、および、強化繊維基材500の表面を被覆すること、は、強化繊維基材500において型成形のために生じる面内方向への移動を補助する観点から効果的である。
このような型成形時における強化繊維基材500の面内方向への移動は、前述したように、面内方向における所望の方向へ分割型を移動させることによっても補助することが可能である。分割型の面内方向への移動は、例えば、駆動部用凹部内に配置されたレールに沿って動力シリンダを移動させる機構によって実施可能である。あるいは、当該動力シリンダを、所望の面内方向に向けて所定の角度で傾斜させて支持する機構によって実施可能であり、または当該所望の面内方向に向けて動力シリンダを徐々に傾斜させる機構によって実施可能である。このようなさらなる機構を型が有することにより、型成形時における強化繊維基材でのシワの発生をより一層抑制することが可能である。
〔まとめ〕
以上の説明から明らかなように、本実施形態に係るプリフォームの製造方法は、強化繊維およびマトリックス樹脂組成物を含む平面状の強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて当該強化繊維基材を三次元形状に賦型する。そして、当該プリフォームの製造方法は、強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部、ならびに、当該部位に隣接する部分(天面部22、上部21bおよび天面部11c)、のうち少なくとも一ヶ所をプリフォーム型に対して固定する第一の工程と、端部または部分を固定した後に、せん断変形および/または圧縮変形させる部位(下部21a)に面外方向の力を与える第二の工程とを含む。
以上の説明から明らかなように、本実施形態に係るプリフォームの製造方法は、強化繊維およびマトリックス樹脂組成物を含む平面状の強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて当該強化繊維基材を三次元形状に賦型する。そして、当該プリフォームの製造方法は、強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部、ならびに、当該部位に隣接する部分(天面部22、上部21bおよび天面部11c)、のうち少なくとも一ヶ所をプリフォーム型に対して固定する第一の工程と、端部または部分を固定した後に、せん断変形および/または圧縮変形させる部位(下部21a)に面外方向の力を与える第二の工程とを含む。
上記の構成によれば、当該強化繊維基材を、賦形時にせん断と圧縮とが同時に生じ得る複雑な三次元形状に、シワを実質的に発生させずに、また従来よりも少ない工程数で製造することが可能である。したがって、優れた外観を有するとともに機械的特性の低下を抑制可能であり、かつ生産性に優れるプリフォームを製造することができる。
また、本実施の形態によれば、硬化速度などの製造条件、あるいは、強度などの物性を上記マトリックス樹脂組成物の組成によって適宜に調整することが可能である。よって、複合材料成形品の所期の用途に応じた適切な物性を有するプリフォームを製造する観点からより一層効果的である。
また、本実施形態では、第二の工程において、せん断変形及び/または圧縮変形に伴って生じる強化繊維基材の面内方向の移動を補助する移動補助工程をさらに含んでもよい。第二の工程において移動補助工程をさらに含むことは、強化繊維基材の面外方向での変形において強化繊維基材へのシワの発生を抑制する観点からより一層効果的である。
また、本実施の形態では、上記三次元形状が可展面および/または三次元曲面からなっていてよい。このような構成によれば、賦形時にせん断と圧縮とが同時に生じながらも外観が良好なプリフォームを生産性に優れる方法によって製造する観点からより一層効果的である。
また、本実施の形態では、第二の工程において面外方向の力を与える部分は、せん断変形および/または圧縮変形させる部位のうちの、最も変形量が大きい部分、その周辺部に対して相対的に大きな変形量を有する部分、変形量がある閾値を超える部分、および、任意の領域における変形量の平均値がある閾値を超える部分、からなる群から選ばれる一以上の部分であってもよい。このような構成によれば、プリフォームにおけるシワの発生を抑制するのにより好適な部分に面外方向の力を与えることが可能となり、外観に優れる外観に優れる複合材料成形品を製造する観点からより一層効果的である。
また、本実施の形態では、第二の工程において、せん断変形させる部位に対して、強化繊維基材の最大変形量を超えたせん断変形を行うことで強化繊維基材の面外変形を誘起してもよい。このような構成によれば、製造対象のプリフォームの形状から要求される変形量に満たない変形量を有する強化繊維基材を用いても十分に良好なプリフォームを製造することが可能となる。よって、複合材料成形品において、強化繊維基材が有する種々の機械的特性(例えば強度など)をさらに発現させる観点からより一層効果的である。
また、本実施の形態では、第二の工程の後に強化繊維基材の全体を押圧する第三の工程をさらに含んでもよい。このような構成によれば、強化繊維基材をプリフォーム型の下型に対してより一層十分に追従させることが可能となり、複合材料成形品の製造に伴うプリフォームの変形がより一層抑制され得る。よって、外観に優れる複合材料成形品を製造する観点からより一層効果的である。
また、本実施の形態では、プリフォーム型の下型は、平面視したときに少なくとも第一の辺(41(51))、第二の辺(42(52))および一つの角部(31(33))を含む底部(10a(10b))と、少なくとも第一の辺および第二の辺から起立する壁部とを含んでよく、当該角部は第一の辺および第二の辺から形成されており、当該壁部は、第一の辺から起立している第一壁部(壁部11a(11b))と、第二の辺から起立している第二壁部(壁部21)とを含んでもよい。このような構成によれば、せん断による変形と圧縮による変形の両方が押圧時に発生する。たとえば、第一壁部でせん断変形が発生すれば第二壁部で圧縮変形が発生する。よって、上記の構造を含むプリフォーム型の下型を用いるプリフォームの製造方法では、本実施形態による効果がより顕著に発現される。
また、本実施の形態では、底部は、上記の角部とは異なるさらなる角部(32(34))と、上記の第一の辺および第二の辺とは異なる第三の辺(43(53))を含み、当該さらなる角部は第二の辺および第三の辺から形成されており、前述の壁部は、第三の辺から起立する第三壁部(壁部12a(13a))をさらに含んでもよい。上記の構造を含むプリフォーム型の下型を用いるプリフォームの製造方法では、強化繊維基材のうち、第一壁部と第三壁部との間に位置する第二壁部に押圧される部分でより大きく圧縮変形が発生する。よって、上記の構造を含むプリフォーム型の下型を用いるプリフォームの製造方法では、本実施形態による効果がより一層顕著に発現される。
また、本実施の形態では、壁部の内面は、底部の内面に対して鈍角をなす傾斜面であってもよい。上記の構造を含むプリフォーム型の下型を用いるプリフォームの製造方法では、強化繊維基材のうち、第一壁部と第三壁部との間に位置する第二壁部に押圧される部分について、底部側ほどより大きく圧縮変形が発生する。よって、上記の構造を含む下型を用いるプリフォームの製造方法では、本実施形態による効果がさらに一層顕著に発現される。
また、本実施の形態では、強化繊維基材は、一枚で、または二枚以上を重ねて用いられてよい。このような構成によれば、複合材料成形品で求められる強度などの所期の機械的特性を容易に発現させる観点からより一層効果的である。
また、本実施の形態では、強化繊維基材が、一方向性プリプレグ、クロスプリプレグおよび/またはプリプレグシートであってもよい。このような構成によれば、所望の機械的特性を有する複合材料成形品を高い生産性で製造する観点からより効果的である。
また、本実施形態に係る複合材料成形品の製造方法は、前述のプリフォームの製造方法でプリフォームを製造する工程と、プリフォームを加熱加圧して複合材料成形品を製造する工程と、を含む。このような構成によれば、複雑な三次元形状を有する複合材料成形品であっても、一枚の強化繊維基材が賦形され、良好な外観を有するプリフォームから複合材料成形品を製造することが可能である。よって、優れた外観を有するとともに機械的特性の低下を抑制可能であり、かつ生産性に優れる複合材料成形品の製造を実現することができる。
また、本実施形態に係る複合材料成形品の製造方法は、前述した第一の工程および第二の工程と、面外方向の力を与えられている強化繊維基材を加熱加圧して複合材料成形品を製造する成形工程と、を含んでいてもよい。この構成は、上記のプリフォームを経る製造方法に比べて、生産効率を高める観点からより一層効果的である。
また、本実施形態に係る型は、上型と下型とを有し、当該上型および下型の一方または両方は、複数に分割して移動可能な分割型で構成されている。そして当該型は、複数の分割型の一部に、強化繊維を含む平面状の強化繊維基材におけるせん断変形及び/または圧縮変形させる部位の端部、ならびに、部位に隣接する部分、のうち少なくとも一ヶ所を下型に対して固定させる第一の機構と、複数の分割型の別の一部に、せん断変形及び/または圧縮変形させる部位へ、強化繊維基材の面外方向の力を与えさせる第二の機構と、を有する。
この構成は、強化繊維基材から三次元形状のプリフォームを製造する際に、シワを実質的に発生させずに、また従来よりも少ない工程数で製造することが可能である。したがって、優れた外観を有するとともに機械的特性の低下を抑制可能であり、かつ生産性に優れるプリフォームを製造することができる。
本実施形態の分割型は、複数の分割型の別の一部を、強化繊維基材の面内方向において移動させる第三の機構をさらに有してもよい。この構成は、強化繊維基材の面外方向への変形に伴うシワの発生を抑制する観点からより一層効果的である。
本実施形態において、第三の機構は、複数の分割型の別の一部を、面内方向に沿って延在するレールに沿って移動させる機構であってもよい。この構成は、第三の機構による強化繊維基材の面内方向への移動を、第二の機構による強化繊維記基材の面外方向への変形に対して独立して実施することが可能である。この構成は、第三の機構による強化繊維基材の面内方向への移動を精密に実施する観点から、より一層効果的である。
本実施形態において、第二の機構は、複数の分割型の別の一部を面外方向に進出、退行させる動力シリンダ(例えば113)であってもよい。この構成は、第二の機構を容易に構築する観点からより一層効果的である。
また、本実施形態において、動力シリンダは、強化繊維基材の面外方向および面内方向の両方に対して進出、退行するように傾いて配置されていてもよい。この構成は、第二の機構が第三の機構を兼ね備えることから、高い品質のプリフォームまたは複合材料成形品を安定して製造する観点からより一層効果的である。
本発明は上述した実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能である。異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
[プリプレグ積層体1の準備]
パイロフィルプリプレグ(製品名「TR361E250S」、三菱ケミカル株式会社製)を、強化繊維の配向方向が互いに直交するように2枚積層した後、重ねたプリプレグを、ブリーザーを介してバギングフィルムで覆って圧密化(真空圧700mmHg、減圧時間3分間)した。こうして、圧密化したプリプレグ積層体1を得た。プリプレグ積層体1における強化繊維の積層構成を「[0°/90°]」と表示する。
パイロフィルプリプレグ(製品名「TR361E250S」、三菱ケミカル株式会社製)を、強化繊維の配向方向が互いに直交するように2枚積層した後、重ねたプリプレグを、ブリーザーを介してバギングフィルムで覆って圧密化(真空圧700mmHg、減圧時間3分間)した。こうして、圧密化したプリプレグ積層体1を得た。プリプレグ積層体1における強化繊維の積層構成を「[0°/90°]」と表示する。
バギングフィルムは、前述の弾性シートに該当する。バギングフィルムには、オカモト株式会社製の「PVC梨地フィルム」(商品名、0.2T×50m×1370mW、PVC製)を用いた。ブリーザーは、圧密化時のガス抜き層とするための不織布である。ブリーザーには、Richmond Aircraft Products社製の「A3000-4 Breather level10」(商品名)を用いた。プリプレグにブリーザーの繊維が付着することを防止するため、圧密化において、ブリーザー側のプリプレグの保護フィルムを剥がさず、当該保護フィルムを介して重ねたプリプレグにブリーザーを配置した。
また、以下に示すようにして、プリプレグ積層体1の変形テストを実施した。
まず、図1に示されるような26cm×26cmの大きさを有するプリプレグ積層体1の試料Sを用意した。試料Sの各辺5cmの部分は治具による挟持部である。試料Sの平面形状は矩形である。また、試料Sにおける対向するいずれかの二辺は、プリプレグ積層体1における繊維方向に沿っている。さらに、試料Sには碁盤目状に矩形の模様Cuが付されている。模様Cuにおける一つの角の角度(θ1)は、いずれも90°である。模様Cuは一辺が2cmの正方形である。
試料Sの対向する二辺のそれぞれを治具で挟持した。そして、室温(25℃)、湿度45%の環境下において、一方の治具を、対向する辺に平行な方向に2~8cm/秒の速度で移動させた。試料Sを目視で観察し、上記のせん断により試料にシワが生じたときの当該矩形の模様Cuの一角(θ2)の大きさを測定した。そして、θ1とθ2との差分(絶対値)を求め、これをプリプレグ積層体1の変形量とした。
プリプレグ積層体1は、当該変形テストにおいて、54°の変形量でもシワが発生しなかった。こうして、プリプレグ積層体1の変形量が54°超であることを確認した。
[クロスプリプレグの準備]
プリプレグ積層体1をクロスプリプレグ(製品名「TR3523 361GMP」、三菱ケミカル株式会社製)に変更して、前記変形テストを実施した。なお、前記クロスプリプレグの織組織は、綾織であり、強化繊維束が直交した織組織である。このため、前記クロスプリプレグは、積層せずに単層として評価した。クロスプリプレグの変形量は17°であった。
プリプレグ積層体1をクロスプリプレグ(製品名「TR3523 361GMP」、三菱ケミカル株式会社製)に変更して、前記変形テストを実施した。なお、前記クロスプリプレグの織組織は、綾織であり、強化繊維束が直交した織組織である。このため、前記クロスプリプレグは、積層せずに単層として評価した。クロスプリプレグの変形量は17°であった。
[実施例1]
図3に示すようなキャビティを下型とし、当該下型の上にプリプレグ積層体1を載置した。次いで、前述したように固定部A1にプリプレグ積層体1を固定した。次いで、固定されているプリプレグ積層体1を、圧縮変形部A2に押圧して当接させた。次いで、上型を下型に向けて進出させ、プリプレグ積層体1を下型の全体に向けて上型で押圧した。こうして強化繊維基材1を賦形し、プリフォーム1を製造した。
図3に示すようなキャビティを下型とし、当該下型の上にプリプレグ積層体1を載置した。次いで、前述したように固定部A1にプリプレグ積層体1を固定した。次いで、固定されているプリプレグ積層体1を、圧縮変形部A2に押圧して当接させた。次いで、上型を下型に向けて進出させ、プリプレグ積層体1を下型の全体に向けて上型で押圧した。こうして強化繊維基材1を賦形し、プリフォーム1を製造した。
[実施例2]
プリプレグ積層体1に代えてクロスプリプレグを用いる以外は実施例1と同様にしてプリフォーム2を製造した。
プリプレグ積層体1に代えてクロスプリプレグを用いる以外は実施例1と同様にしてプリフォーム2を製造した。
[比較例1]
固定部への固定を行わない以外は実施例1と同様にしてプリフォームC1を製造した。
固定部への固定を行わない以外は実施例1と同様にしてプリフォームC1を製造した。
[比較例2]
固定部への固定の後に圧縮変形部への押圧をせずにプリプレグ積層体1の全体を下型に向けて押圧する以外は実施例1と同様にしてプリフォームC2を製造した。
固定部への固定の後に圧縮変形部への押圧をせずにプリプレグ積層体1の全体を下型に向けて押圧する以外は実施例1と同様にしてプリフォームC2を製造した。
[比較例3]
固定部への固定および圧縮変形部への押圧のいずれも行わずにプリプレグ積層体1の全体を下型に向けて押圧する以外は実施例1と同様にしてプリフォームC3を製造した。
固定部への固定および圧縮変形部への押圧のいずれも行わずにプリプレグ積層体1の全体を下型に向けて押圧する以外は実施例1と同様にしてプリフォームC3を製造した。
[比較例4]
特許文献1に記載されているように、プリプレグ積層体1を用い、図1に示すような形状の軸方向に沿う段差を含む部分と、当該軸方向に直交する方向に沿う段差を含む部分とに分けてプリフォームを作製し、それぞれを接合端部で組み合わせた状態で圧縮してプリフォームC4を製造した。
特許文献1に記載されているように、プリプレグ積層体1を用い、図1に示すような形状の軸方向に沿う段差を含む部分と、当該軸方向に直交する方向に沿う段差を含む部分とに分けてプリフォームを作製し、それぞれを接合端部で組み合わせた状態で圧縮してプリフォームC4を製造した。
[プリフォームの評価]
複数名の技術者によりプリフォーム1、2およびC1~C4のそれぞれを目視にて観察して、以下の3項目について、下記の基準にて評価した。(1)および(2)では、プリフォームを平面方向から見たときの長さ20mm以上または幅が2mm以上の強化繊維基材の撚れをシワと判定した。(3)では平面方向から見たときの線状の濃部をその形状に応じて繊維の蛇行または撚れと判定した。
複数名の技術者によりプリフォーム1、2およびC1~C4のそれぞれを目視にて観察して、以下の3項目について、下記の基準にて評価した。(1)および(2)では、プリフォームを平面方向から見たときの長さ20mm以上または幅が2mm以上の強化繊維基材の撚れをシワと判定した。(3)では平面方向から見たときの線状の濃部をその形状に応じて繊維の蛇行または撚れと判定した。
(1)型への追従性
A:プリフォーム型の細部まで強化繊維基材がプリフォーム型に対して十分に追従している
B:プリフォーム型の細部では強化繊維基材がプリフォーム型から浮いているが、実用上問題ない
C:プリフォーム型への強化繊維基材の追従が不十分であり、実用上問題である。
A:プリフォーム型の細部まで強化繊維基材がプリフォーム型に対して十分に追従している
B:プリフォーム型の細部では強化繊維基材がプリフォーム型から浮いているが、実用上問題ない
C:プリフォーム型への強化繊維基材の追従が不十分であり、実用上問題である。
(2)圧縮変形部のシワ
A:圧縮変形部にシワが確認されない
B:圧縮変形部に若干数のシワが確認されたが、その後の加熱加圧工程で実質的に消失する程度と考えられ、実用上問題ない
C:圧縮変形部に複数の大きなシワが確認され、実用上問題である。
A:圧縮変形部にシワが確認されない
B:圧縮変形部に若干数のシワが確認されたが、その後の加熱加圧工程で実質的に消失する程度と考えられ、実用上問題ない
C:圧縮変形部に複数の大きなシワが確認され、実用上問題である。
(3)賦形による繊維蛇行
A:賦形による繊維蛇行または繊維の撚れが確認されない
B:賦形による繊維蛇行または繊維の撚れが若干数確認されるが、実用上問題ない
C:賦形による極端な繊維蛇行または繊維の撚れが観測され、実用上問題である。
A:賦形による繊維蛇行または繊維の撚れが確認されない
B:賦形による繊維蛇行または繊維の撚れが若干数確認されるが、実用上問題ない
C:賦形による極端な繊維蛇行または繊維の撚れが観測され、実用上問題である。
評価結果を表1に示す。

プリフォーム1、2は、いずれも、シワの発生が十分に抑制された、良好な外観を有し、かつ十分に賦形されている。これは、マトリックス樹脂組成物を含浸した強化繊維基材が十分に変形し、また圧縮変形部を押圧することで圧縮変形部でのマトリックス樹脂組成物を含浸した強化繊維基材の撚れが押し潰され、圧縮変形部でのシワの発生が防止されたためと考えられる。
これに対して、プリフォームC1~C3は、実用上問題となるほどにシワが発生した。これは、せん断変形する部分または圧縮変形する部分の少なくともいずれかにおいて強化繊維基材の大きな撚れが生じ、シワとなったため、と考えられる。
[プリフォームにおける変形量の検出]
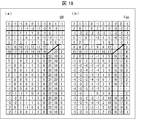
なお、プリフォームにおける強化繊維基材の部分的な変形を観察するために、以下に示す実験を行った。図17は、実施例で使用した下型の平面図である。
なお、プリフォームにおける強化繊維基材の部分的な変形を観察するために、以下に示す実験を行った。図17は、実施例で使用した下型の平面図である。
前述の碁盤目状の模様を付したマトリックス樹脂組成物を含浸した強化繊維基材1を用いて、実施例1と同様にプリフォーム1Aを製造した。そして、プリフォーム1Aのそれぞれの模様における変形量を求めた。同様に、碁盤目状の模様を付したマトリックス樹脂組成物を含浸した強化繊維基材2を用いて、実施例1と同様にプリフォーム2Aを製造し、それぞれの模様における変形量を求めた。
図18は、実施例のプリフォームにおける要部の変形量を示す図である。図18中、(a)は、プリフォーム1Aにおける、図17の符号Eで表される部分の変形量を示す図である。図18中、(b)は、プリフォーム2Aにおける、図17の符号Eで表される部分の変形量を示す図である。図18における数値は、各模様における紙面に対して右上の角部でのθ1とθ2の差分(θ2-θ1の値)である。
マトリックス樹脂組成物を含浸した強化繊維基材1、2のいずれも、壁部11bおよび下部21aで大きく変形していることが分かる。マトリックス樹脂組成物を含浸した強化繊維基材1は、図18の(a)に示されるように、壁部11bにおいて20°を超え、下部21aにおいて20°未満の変形量で変形しており、底部10bおよび上部21bでは、変形が実質的に抑えられている。マトリックス樹脂組成物を含浸した強化繊維基材1の変形量が54°超であることから、図18の(a)によれば、壁部11bおよび下部21aに対応する部分で強化繊維基材1が十分に変形し、壁部11bおよび下部21aに追従したことが分かる。
一方、強化繊維基材2の変形量は17°である。このため、図18の(b)に示されるように、強化繊維基材2は、壁部11bおよび下部21aにおける変形量は、概ね17°程度に抑えられている。他方、底部10bおよび上部21bでの変形量は、強化繊維基材1のそれよりも大きい。このように、強化繊維基材2では、大きく変形する部分の周辺部においても面外変形が生じている。よって、強化繊維基材2では、大きな変形を要する部分とその周辺部であって実質的な変形を要さない部分とが変形することによって、壁部11bおよび下部21aに十分追従するほどに変形したことが分かる。
[実施例3]
プリフォーム1を成形用の型に収容し、140℃、4MPaで5分間、加熱加圧し、室温まで冷却し、得られた成形品を型から外して、図3に示すような形状を有する、自動車の車内に敷設されるフロアパンとなる複合材料成形品1を製造した。
プリフォーム1を成形用の型に収容し、140℃、4MPaで5分間、加熱加圧し、室温まで冷却し、得られた成形品を型から外して、図3に示すような形状を有する、自動車の車内に敷設されるフロアパンとなる複合材料成形品1を製造した。
図19は、実施例で製造したフロアパンの寸法を説明するための図である。図中、矢印X、YおよびZは、互いに直交している。矢印Xは、フロアパンの平面形状におけるコルゲート構造を横断する方向を示し、矢印Yは、当該コルゲート構造の長手方向に沿う方向を示す。矢印Zは、当該コルゲート構造の高さ方向を示す。
また、図中、L1は、コルゲート構造の天面部の表面をY方向に沿って延在する線分である。L2は、コルゲート構造の底部の表面をY方向に沿って延在する線分である。
L3は、傾斜部の表面をX方向に沿って延在する線分である。L4は、コルゲート構造の天面部、壁部および底部の表面をX方向に沿って延在する線分である。Asは、Y方向において底部の表面と傾斜部の表面とがなす角度を示す。hcは、コルゲート構造における天面部と底部とのZ方向における距離(底部からの天面部までの高さ)を示す。
L3は、傾斜部の表面をX方向に沿って延在する線分である。L4は、コルゲート構造の天面部、壁部および底部の表面をX方向に沿って延在する線分である。Asは、Y方向において底部の表面と傾斜部の表面とがなす角度を示す。hcは、コルゲート構造における天面部と底部とのZ方向における距離(底部からの天面部までの高さ)を示す。
当該フロアパンにおいて、L1の長さは520mmであり、L2の長さは548mmであり、L3の長さは440mmであり、L4の長さは530mmである。L1とL2との最短距離は40mmであり、L3とL4との最短距離は30mmである。また、Asは35°であり、hcは82.5mmである。
[実施例4および比較例5]
プリフォーム1に代えてプリフォーム2およびプリフォームC4のそれぞれを用いる以外は実施例3と同様にして、複合材料成形品2およびC4のそれぞれを得た。
プリフォーム1に代えてプリフォーム2およびプリフォームC4のそれぞれを用いる以外は実施例3と同様にして、複合材料成形品2およびC4のそれぞれを得た。
複合材料成形品1、2およびC4は、いずれも、上型が当接した成形品上面においてシワが観察されず、良好な外観を有していた。したがって、平面状のマトリックス樹脂組成物を含浸した強化繊維基材を、特定の順にその特定の部位を特定の順で固定、押圧することにより、部分プリフォームを合体させる従来のプリフォームと同等以上に外観に優れるプリフォームおよび複合材料成形品が得られることが分かる。
さらには、このような外観に優れるプリフォームを製造する実施例の製法は、少なくとも以下の三工程を含んでおらず、従来に比べてより少ない工程で製造可能であることが明らかである。よって実施例の製法は、従来に比べて生産性に優れることも明らかである。
・部分プリフォームとするための強化繊維基材の切断、積層工程
・部分プリフォームの組み立て工程
・組み立てた部分プリフォームの圧着工程。
・部分プリフォームとするための強化繊維基材の切断、積層工程
・部分プリフォームの組み立て工程
・組み立てた部分プリフォームの圧着工程。
一方、プリフォームC1~C3は、それぞれ、シワおよび撚れが実用上問題となるほどに大きく、よって複合材料成形品の製造を行わなかった。
本発明は、従来、一枚のシート状のマトリックス樹脂組成物を含浸した強化繊維基材からでは成形が困難であった複雑な形状を有する複合材料成形品の製造に適用することができる。本発明は、特に、自動車部品などの、外観の良さと機械的特性との両方が求められる部材の製造に好適である。
1 下型
10 コルゲート構造
10a、10b 底部
11 突条部
11c、12b、13b、22 天面部
11a、11b、12a、13a、21 壁部
12、13 突縁部
20 前段部
21a 下部
21b 上部
31、32、33、34 角部
41、51 第一の辺
42、52 第二の辺
43、53 第三の辺
100 上分割型
101 上分割型本体
102、204 低部
103、203 傾斜部
104、202 高部
110 第一分割型
111、211、251 第一凹部
112 第一駆動部用凹部
113、122、132、142、153、163、213、253、263 動力シリンダ
120 第二分割型
121、221 第一突条部
130 第三分割型
131、231 第二突条部
140 第四分割型
141、241 第三突条部
150 第五分割型
151、251 第二凹部
152、252 第二駆動部用凹部
160 第六分割型
161、261 第三凹部
162、262 第三駆動部用凹部
200 下分割型
201 下分割型本体
210 第七分割型
212 第七駆動部用凹部
220 第八分割型
230 第九分割型
A1 固定部
A2 圧縮変形部
A3 押圧部
Cu 模様
S 試料
10 コルゲート構造
10a、10b 底部
11 突条部
11c、12b、13b、22 天面部
11a、11b、12a、13a、21 壁部
12、13 突縁部
20 前段部
21a 下部
21b 上部
31、32、33、34 角部
41、51 第一の辺
42、52 第二の辺
43、53 第三の辺
100 上分割型
101 上分割型本体
102、204 低部
103、203 傾斜部
104、202 高部
110 第一分割型
111、211、251 第一凹部
112 第一駆動部用凹部
113、122、132、142、153、163、213、253、263 動力シリンダ
120 第二分割型
121、221 第一突条部
130 第三分割型
131、231 第二突条部
140 第四分割型
141、241 第三突条部
150 第五分割型
151、251 第二凹部
152、252 第二駆動部用凹部
160 第六分割型
161、261 第三凹部
162、262 第三駆動部用凹部
200 下分割型
201 下分割型本体
210 第七分割型
212 第七駆動部用凹部
220 第八分割型
230 第九分割型
A1 固定部
A2 圧縮変形部
A3 押圧部
Cu 模様
S 試料
Claims (18)
- 強化繊維およびマトリックス樹脂組成物を含む平面状の強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて、前記強化繊維基材を三次元形状に賦型するプリフォームの製造方法であって、
前記強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部、ならびに、前記部位に隣接する部分、のうち少なくとも一ヶ所をプリフォーム型に対して固定する第一の工程と、
前記端部および/または前記部分を固定した後に、前記せん断変形および/または圧縮変形させる部位に面外方向の力を与える第二の工程と、
を含むプリフォームの製造方法。 - 前記第二の工程において、前記せん断変形及び/または圧縮変形に伴って生じる強化繊維基材の面内方向の移動を補助する移動補助工程をさらに含む、請求項1に記載のプリフォームの製造方法。
- 前記三次元形状が、可展面および/または三次元曲面からなる、請求項1または2に記載のプリフォームの製造方法。
- 前記第二の工程において前記面外方向の力を与える部分は、前記せん断変形および/または圧縮変形させる部位のうちの、最も変形量が大きい部分、その周辺部に対して相対的に大きな変形量を有する部分、変形量がある閾値を超える部分、および、任意の領域における変形量の平均値がある閾値を超える部分、からなる群から選ばれる一以上の部分である、請求項1~3のいずれか一項に記載のプリフォームの製造方法。
- 前記第二の工程において、前記せん断変形させる部位に対して、前記強化繊維基材の最大変形量を超えたせん断変形を行うことで前記強化繊維基材の面外変形を誘起する、請求項1~4のいずれか一項に記載のプリフォームの製造方法。
- 前記第二の工程の後に前記強化繊維基材の全体を押圧する第三の工程をさらに含む、請求項1~5のいずれか一項に記載のプリフォームの製造方法。
- 前記プリフォーム型の下型は、平面視したときに少なくとも第一の辺、第二の辺および一つの角部を含む底部と、少なくとも前記第一の辺および第二の辺から起立する壁部とを含み、
前記角部は第一の辺および第二の辺から形成されており、
前記壁部は、前記第一の辺から起立している第一壁部と、前記第二の辺から起立している第二壁部とを含む、請求項1~6のいずれか一項に記載のプリフォームの製造方法。 - 前記底部は、前記角部とは異なるさらなる角部と、前記第一の辺および前記第二の辺とは異なる第三の辺とをさらに含み、
前記さらなる角部は前記第二の辺および第三の辺から形成されており、
前記壁部は、前記第三の辺から起立する第三壁部をさらに含む、
請求項7に記載のプリフォームの製造方法。 - 前記壁部の内面は、前記底部の内面に対して鈍角をなす傾斜面である、
請求項7または8に記載のプリフォームの製造方法。 - 前記強化繊維基材は、一枚で、または二枚以上を重ねて用いられる、請求項1~9のいずれか一項に記載のプリフォームの製造方法。
- 前記強化繊維基材が、一方向性プリプレグ、クロスプリプレグおよび/またはプリプレグシートである、請求項9または10に記載のプリフォームの製造方法。
- 請求項1~11のいずれか一項のプリフォームの製造方法でプリフォームを製造する工程と、プリフォームを加熱加圧して複合材料成形品を製造する工程と、を含む、複合材料成形品の製造方法。
- 強化繊維およびマトリックス樹脂組成物を含む平面状の強化繊維基材の少なくとも一部をせん断変形および/または圧縮変形させて複合材料成形品を製造する複合材料成形品の製造方法であって、
前記強化繊維基材におけるせん断変形および/または圧縮変形させる部位の端部、ならびに、前記部位に隣接する部分、のうち少なくとも一ヶ所を成形型に対して固定する第一の工程と、
前記端部および/または前記部分を固定した後に、前記せん断変形および/または圧縮変形させる部位に面外方向の力を与える第二の工程と、
前記面外方向の力を与えられている前記強化繊維基材を加熱加圧して複合材料成形品を製造する成形工程と、を含む複合材料成形品の製造方法。 - 上型と下型とを有する型であって、
前記上型および前記下型の一方または両方は、複数に分割して移動可能な分割型で構成され、
複数の前記分割型の一部に、強化繊維を含む平面状の強化繊維基材におけるせん断変形及び/または圧縮変形させる部位の端部、ならびに、前記部位に隣接する部分、のうち少なくとも一ヶ所を前記下型に対して固定させる第一の機構と、
複数の前記分割型の別の一部に、前記せん断変形及び/または圧縮変形させる部位へ、前記強化繊維基材の面外方向の力を与えさせる第二の機構と、を有する
型。 - 複数の前記分割型の別の一部を、前記強化繊維基材の面内方向において移動させる第三の機構をさらに有する、請求項14に記載の型。
- 前記第三の機構が、複数の前記分割型の別の一部を、前記面内方向に沿って延在するレールに沿って移動させる機構である、請求項15に記載の型。
- 前記第二の機構は、複数の前記分割型の別の一部を前記面外方向に進出、退行させる動力シリンダである、請求項14に記載の型。
- 前記動力シリンダは、前記強化繊維基材の面外方向および面内方向の両方に対して進出、退行するように傾いて配置されている、請求項17に記載の型。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980085998.0A CN113272108A (zh) | 2018-12-27 | 2019-12-27 | 预成型体的制造方法和复合材料成型品的制造方法及模具 |
| EP19901830.0A EP3904031A4 (en) | 2018-12-27 | 2019-12-27 | METHOD FOR MAKING A PREFORM, METHOD FOR MAKING A MOLDED ARTICLE OF COMPOSITE MATERIAL AND MOLD |
| JP2020562534A JPWO2020138473A1 (ja) | 2018-12-27 | 2019-12-27 | プリフォームの製造方法および複合材料成形品の製造方法ならびに型 |
| US17/356,586 US20210316479A1 (en) | 2018-12-27 | 2021-06-24 | Method for manufacturing preform, method for manufacturing composite material molded article, and mold |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018245970 | 2018-12-27 | ||
| JP2018-245970 | 2018-12-27 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/356,586 Continuation US20210316479A1 (en) | 2018-12-27 | 2021-06-24 | Method for manufacturing preform, method for manufacturing composite material molded article, and mold |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020138473A1 true WO2020138473A1 (ja) | 2020-07-02 |
Family
ID=71127912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/051553 WO2020138473A1 (ja) | 2018-12-27 | 2019-12-27 | プリフォームの製造方法および複合材料成形品の製造方法ならびに型 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210316479A1 (ja) |
| EP (1) | EP3904031A4 (ja) |
| JP (1) | JPWO2020138473A1 (ja) |
| CN (1) | CN113272108A (ja) |
| WO (1) | WO2020138473A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022097438A1 (ja) * | 2020-11-04 | 2022-05-12 | 帝人株式会社 | 圧縮成形して成形体を製造する方法 |
| CN115056508B (zh) * | 2022-08-11 | 2022-11-11 | 宁波天龙电子股份有限公司 | 一种基于复合汽车门板的热塑性塑料成型模 |
| CN115416392A (zh) * | 2022-09-22 | 2022-12-02 | 中国航空制造技术研究院 | 一种用于复合材料夹层结构胶接变形控制方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005335296A (ja) | 2004-05-28 | 2005-12-08 | Nippon Oil Corp | トウプリプレグの製造方法 |
| JP2008068532A (ja) * | 2006-09-14 | 2008-03-27 | Honda Motor Co Ltd | 繊維強化プラスチック製プリフォームの成形方法 |
| WO2014038710A1 (ja) | 2012-09-10 | 2014-03-13 | 三菱レイヨン株式会社 | 繊維強化複合材料成形品の製造方法及び繊維強化複合材料成形品 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0825384A (ja) * | 1994-07-13 | 1996-01-30 | Inoac Corp | 積層体のプレス成形法およびそのプレス型 |
| JP4899692B2 (ja) * | 2005-07-29 | 2012-03-21 | 東レ株式会社 | 強化繊維織物とその製造方法 |
| JP4967405B2 (ja) * | 2006-03-27 | 2012-07-04 | 東レ株式会社 | 繊維強化プラスチックの製造方法 |
| CN103347666B (zh) * | 2011-02-21 | 2015-09-30 | 东丽株式会社 | 预成型体的制造方法 |
| US10889074B2 (en) * | 2014-02-19 | 2021-01-12 | Mitsubishi Chemical Corporation | Fiber reinforced composite material molding and manufacturing method therefor |
| CN107848163B (zh) * | 2015-07-08 | 2019-08-09 | 三菱化学株式会社 | 纤维增强复合材料的制造方法及纤维增强复合材料 |
| JP6786826B2 (ja) * | 2016-03-16 | 2020-11-18 | 東レ株式会社 | 繊維強化複合体およびその製造方法 |
-
2019
- 2019-12-27 JP JP2020562534A patent/JPWO2020138473A1/ja active Pending
- 2019-12-27 CN CN201980085998.0A patent/CN113272108A/zh active Pending
- 2019-12-27 WO PCT/JP2019/051553 patent/WO2020138473A1/ja unknown
- 2019-12-27 EP EP19901830.0A patent/EP3904031A4/en not_active Withdrawn
-
2021
- 2021-06-24 US US17/356,586 patent/US20210316479A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005335296A (ja) | 2004-05-28 | 2005-12-08 | Nippon Oil Corp | トウプリプレグの製造方法 |
| JP2008068532A (ja) * | 2006-09-14 | 2008-03-27 | Honda Motor Co Ltd | 繊維強化プラスチック製プリフォームの成形方法 |
| WO2014038710A1 (ja) | 2012-09-10 | 2014-03-13 | 三菱レイヨン株式会社 | 繊維強化複合材料成形品の製造方法及び繊維強化複合材料成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3904031A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113272108A (zh) | 2021-08-17 |
| EP3904031A1 (en) | 2021-11-03 |
| EP3904031A4 (en) | 2022-02-16 |
| US20210316479A1 (en) | 2021-10-14 |
| JPWO2020138473A1 (ja) | 2021-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9539767B2 (en) | Forming of staged thermoset composite materials | |
| JP6721042B2 (ja) | プリプレグシート、その製造方法、表皮材付き単位層、繊維強化複合材料成形品の製造方法、及び繊維強化複合材料成形品 | |
| WO2020138473A1 (ja) | プリフォームの製造方法および複合材料成形品の製造方法ならびに型 | |
| JP5200536B2 (ja) | プリフォームの製造方法および製造装置 | |
| CN104812556B (zh) | 用于形成成形的预成型物的方法 | |
| JP5597134B2 (ja) | 被成形材の成形方法 | |
| WO2019244994A1 (ja) | プリプレグシートおよびその製造方法、繊維強化複合材料成形品およびその製造方法、ならびにプリフォームの製造方法 | |
| EP2170587B1 (en) | A method of manufacturing a curved element made of composite material | |
| JP5668874B2 (ja) | プリフォームの製造方法及び繊維強化樹脂成形品の製造方法 | |
| JP4899692B2 (ja) | 強化繊維織物とその製造方法 | |
| WO2007013204A1 (ja) | 強化繊維織物とその製造方法 | |
| JP2008290421A (ja) | プリプレグ積層体からなる成形品の製造方法 | |
| JP2012529385A (ja) | 高度複合構成要素の製造方法 | |
| JP6369178B2 (ja) | プリフォームの製造方法、繊維強化熱硬化性樹脂成形品の製造方法、及びプリフォーム | |
| US20220040935A1 (en) | Method for manufacturing molded article of fiber-reinforced composite material, reinforcing fiber substrate and molded article of fiber-reinforced composite material | |
| JP6938987B2 (ja) | 強化繊維基材の製造方法、強化繊維プリフォームの製造方法および繊維強化複合材料成形体の製造方法 | |
| JP6808946B2 (ja) | 繊維強化複合材料成形品の製造方法 | |
| JP2006123402A (ja) | Frp成形用強化繊維基材の賦形方法および賦形装置 | |
| EP3290181A1 (en) | A method and system for fabricating a composite structure | |
| GB2560703A (en) | Moulding method | |
| JP2022516512A (ja) | 複合材料の機械的成形 | |
| GB2560704A (en) | Moulded part | |
| JP7240559B2 (ja) | 航空機部品の中間生成品の製造方法および航空機部品 | |
| Potter et al. | Automating the manufacture of very complex composite structures | |
| JP2023510605A (ja) | 複合材料の自動化された機械的成形 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19901830 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020562534 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019901830 Country of ref document: EP Effective date: 20210727 |