WO2018164028A1 - 摩擦材組成物、摩擦材及び摩擦部材 - Google Patents
摩擦材組成物、摩擦材及び摩擦部材 Download PDFInfo
- Publication number
- WO2018164028A1 WO2018164028A1 PCT/JP2018/008222 JP2018008222W WO2018164028A1 WO 2018164028 A1 WO2018164028 A1 WO 2018164028A1 JP 2018008222 W JP2018008222 W JP 2018008222W WO 2018164028 A1 WO2018164028 A1 WO 2018164028A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction material
- material composition
- mass
- friction
- titanate compound
- Prior art date
Links
- 239000002783 friction material Substances 0.000 title claims abstract description 118
- 239000000203 mixture Substances 0.000 title claims abstract description 79
- 239000002245 particle Substances 0.000 claims abstract description 84
- -1 titanate compound Chemical class 0.000 claims abstract description 74
- 229910052802 copper Inorganic materials 0.000 claims abstract description 63
- 239000010949 copper Substances 0.000 claims abstract description 63
- 239000000843 powder Substances 0.000 claims abstract description 60
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 55
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 claims abstract description 47
- 229920005989 resin Polymers 0.000 claims abstract description 32
- 239000011347 resin Substances 0.000 claims abstract description 32
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 30
- 230000001186 cumulative effect Effects 0.000 claims abstract description 21
- 229910001413 alkali metal ion Inorganic materials 0.000 claims abstract description 19
- 229910052783 alkali metal Inorganic materials 0.000 claims description 29
- 150000001340 alkali metals Chemical class 0.000 claims description 28
- 238000010828 elution Methods 0.000 claims description 22
- 229910052742 iron Inorganic materials 0.000 claims description 18
- 229910052782 aluminium Inorganic materials 0.000 claims description 16
- 229910052749 magnesium Inorganic materials 0.000 claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 16
- 239000002184 metal Substances 0.000 claims description 16
- 229910052725 zinc Inorganic materials 0.000 claims description 16
- 229910052744 lithium Inorganic materials 0.000 claims description 15
- 229910052759 nickel Inorganic materials 0.000 claims description 15
- 229910052733 gallium Inorganic materials 0.000 claims description 14
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 claims description 13
- 229910052748 manganese Inorganic materials 0.000 claims description 11
- 150000002500 ions Chemical class 0.000 claims description 10
- 150000001875 compounds Chemical class 0.000 claims description 6
- 238000009826 distribution Methods 0.000 abstract description 16
- 238000000465 moulding Methods 0.000 abstract description 16
- 238000004090 dissolution Methods 0.000 abstract 1
- 239000010936 titanium Substances 0.000 description 43
- 239000000835 fiber Substances 0.000 description 22
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 20
- 239000011777 magnesium Substances 0.000 description 20
- 239000000463 material Substances 0.000 description 19
- 239000005011 phenolic resin Substances 0.000 description 18
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 13
- 239000011701 zinc Substances 0.000 description 13
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical class [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 12
- 238000007906 compression Methods 0.000 description 12
- 230000006835 compression Effects 0.000 description 12
- 238000012360 testing method Methods 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 8
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 239000013078 crystal Substances 0.000 description 6
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- OBTSLRFPKIKXSZ-UHFFFAOYSA-N lithium potassium Chemical compound [Li].[K] OBTSLRFPKIKXSZ-UHFFFAOYSA-N 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000011734 sodium Substances 0.000 description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 239000002585 base Substances 0.000 description 4
- 239000004917 carbon fiber Substances 0.000 description 4
- 239000000284 extract Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 229920003986 novolac Polymers 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 238000003856 thermoforming Methods 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229920006231 aramid fiber Polymers 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 3
- 239000000920 calcium hydroxide Substances 0.000 description 3
- 235000011116 calcium hydroxide Nutrition 0.000 description 3
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000012153 distilled water Substances 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000004312 hexamethylene tetramine Substances 0.000 description 3
- 235000010299 hexamethylene tetramine Nutrition 0.000 description 3
- 230000005764 inhibitory process Effects 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 150000002989 phenols Chemical class 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 241000894007 species Species 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- 229920002972 Acrylic fiber Polymers 0.000 description 2
- 229910000505 Al2TiO5 Inorganic materials 0.000 description 2
- 244000226021 Anacardium occidentale Species 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 229920003043 Cellulose fiber Polymers 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- ZXRRHFSTAFVGOC-UHFFFAOYSA-N [AlH3].[K] Chemical compound [AlH3].[K] ZXRRHFSTAFVGOC-UHFFFAOYSA-N 0.000 description 2
- YCHYHTRNWQTVOU-UHFFFAOYSA-N [Mg].[Li].[K] Chemical compound [Mg].[Li].[K] YCHYHTRNWQTVOU-UHFFFAOYSA-N 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- 229920000800 acrylic rubber Polymers 0.000 description 2
- 239000002313 adhesive film Substances 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910021383 artificial graphite Inorganic materials 0.000 description 2
- 235000020226 cashew nut Nutrition 0.000 description 2
- 239000011362 coarse particle Substances 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 239000012784 inorganic fiber Substances 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 238000007561 laser diffraction method Methods 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- SWHAQEYMVUEVNF-UHFFFAOYSA-N magnesium potassium Chemical compound [Mg].[K] SWHAQEYMVUEVNF-UHFFFAOYSA-N 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- 239000002557 mineral fiber Substances 0.000 description 2
- 239000003607 modifier Substances 0.000 description 2
- 239000012766 organic filler Substances 0.000 description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 239000011164 primary particle Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 239000011163 secondary particle Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 239000011135 tin Substances 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 229910001928 zirconium oxide Inorganic materials 0.000 description 2
- HNSDLXPSAYFUHK-UHFFFAOYSA-N 1,4-bis(2-ethylhexyl) sulfosuccinate Chemical compound CCCCC(CC)COC(=O)CC(S(O)(=O)=O)C(=O)OCC(CC)CCCC HNSDLXPSAYFUHK-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 241000224489 Amoeba Species 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- MBMLMWLHJBBADN-UHFFFAOYSA-N Ferrous sulfide Chemical compound [Fe]=S MBMLMWLHJBBADN-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- UYAMTCYYYXBOSY-UHFFFAOYSA-N [K].[Li].[Fe] Chemical compound [K].[Li].[Fe] UYAMTCYYYXBOSY-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000016571 aggressive behavior Effects 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 229910001420 alkaline earth metal ion Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229940007424 antimony trisulfide Drugs 0.000 description 1
- NVWBARWTDVQPJD-UHFFFAOYSA-N antimony(3+);trisulfide Chemical compound [S-2].[S-2].[S-2].[Sb+3].[Sb+3] NVWBARWTDVQPJD-UHFFFAOYSA-N 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 239000010428 baryte Substances 0.000 description 1
- 229910052601 baryte Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- NNLOHLDVJGPUFR-UHFFFAOYSA-L calcium;3,4,5,6-tetrahydroxy-2-oxohexanoate Chemical compound [Ca+2].OCC(O)C(O)C(O)C(=O)C([O-])=O.OCC(O)C(O)C(O)C(=O)C([O-])=O NNLOHLDVJGPUFR-UHFFFAOYSA-L 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229920005556 chlorobutyl Polymers 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 229910052730 francium Inorganic materials 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- GPRLSGONYQIRFK-UHFFFAOYSA-N hydron Chemical compound [H+] GPRLSGONYQIRFK-UHFFFAOYSA-N 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 229920003049 isoprene rubber Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- XGZVUEUWXADBQD-UHFFFAOYSA-L lithium carbonate Chemical compound [Li+].[Li+].[O-]C([O-])=O XGZVUEUWXADBQD-UHFFFAOYSA-L 0.000 description 1
- 229910052808 lithium carbonate Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 239000011490 mineral wool Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 239000010680 novolac-type phenolic resin Substances 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 229910052705 radium Inorganic materials 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229910052701 rubidium Inorganic materials 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- GROMGGTZECPEKN-UHFFFAOYSA-N sodium metatitanate Chemical compound [Na+].[Na+].[O-][Ti](=O)O[Ti](=O)O[Ti]([O-])=O GROMGGTZECPEKN-UHFFFAOYSA-N 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- YPMOSINXXHVZIL-UHFFFAOYSA-N sulfanylideneantimony Chemical compound [Sb]=S YPMOSINXXHVZIL-UHFFFAOYSA-N 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- AFNRRBXCCXDRPS-UHFFFAOYSA-N tin(ii) sulfide Chemical compound [Sn]=S AFNRRBXCCXDRPS-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- ITRNXVSDJBHYNJ-UHFFFAOYSA-N tungsten disulfide Chemical compound S=[W]=S ITRNXVSDJBHYNJ-UHFFFAOYSA-N 0.000 description 1
- 239000010455 vermiculite Substances 0.000 description 1
- 229910052902 vermiculite Inorganic materials 0.000 description 1
- 235000019354 vermiculite Nutrition 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 229910052984 zinc sulfide Inorganic materials 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G23/00—Compounds of titanium
- C01G23/003—Titanates
- C01G23/005—Alkali titanates
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F11/00—Compounds of calcium, strontium, or barium
- C01F11/46—Sulfates
- C01F11/462—Sulfates of Sr or Ba
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
- C08L63/04—Epoxynovolacs
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G49/00—Treatment of hydrocarbon oils, in the presence of hydrogen or hydrogen-generating compounds, not provided for in a single one of groups C10G45/02, C10G45/32, C10G45/44, C10G45/58 or C10G47/00
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/025—Compositions based on an organic binder
- F16D69/026—Compositions based on an organic binder containing fibres
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/51—Particles with a specific particle size distribution
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/61—Micrometer sized, i.e. from 1-100 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/62—Submicrometer sized, i.e. from 0.1-1 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/12—Surface area
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/90—Other properties not specified above
Definitions
- the present invention relates to a friction material composition containing a titanate compound powder, and a friction material and a friction member using the friction material composition.
- Friction members such as brake linings, disc pads, and clutch facings that make up braking devices for various vehicles and industrial machines have a high coefficient of friction, are stable, have excellent fade resistance, and wear resistance.
- the rotor partner material is required to have low aggression.
- Friction members comprising a friction material formed from have been used. Fibrous potassium titanate particles do not damage the rotor (partner material) and have excellent friction characteristics, but have an average fiber diameter of 0.1 ⁇ m to 0.5 ⁇ m and an average fiber length of 10 ⁇ m to 20 ⁇ m
- WHO fibers fibrous particles having a major axis of 5 ⁇ m or more, a minor axis of 3 ⁇ m or less, and an aspect ratio of 3 or more defined by the World Health Organization (WHO).
- titanate compounds that can achieve the required characteristics as a friction material while avoiding health and safety concerns Particles have been proposed and used. Further, since the friction material is likely to rust when the content of sulfate ions in the powder composed of titanate compound particles increases, titanate compound powders with low sulfate ion content are required and used. (Patent Document 1).
- a friction material composition containing a titanate compound having a tunnel crystal structure and a titanate compound having a layered crystal structure (Patent Document 4), and a plurality of protrusions.
- a friction material composition (Patent Document 5) containing a titanate compound having a biosoluble inorganic fiber is proposed.
- the object of the present invention is to improve the friction coefficient and wear resistance even when the copper component is not contained or the content of the copper component is reduced, the compression deformation rate can be reduced, and the yield at the time of thermoforming is reduced.
- An object of the present invention is to provide a friction material composition and a friction member using the friction material composition that can be improved.
- the present inventors have determined that the alkali metal ion elution rate of the titanate compound powder is not more than a certain level when the copper component is not contained or the content of the copper component is reduced.
- the present inventors have found that the above problems can be solved by using a friction material composition containing acid salt compound particles and barium sulfate particles (powder) having a specific particle diameter, and have completed the present invention.
- the present invention provides the following friction material composition, friction material, and friction member.
- a friction material composition comprising a titanate compound powder composed of non-fibrous titanate compound particles, a barium sulfate powder, and a thermosetting resin, wherein the alkali metal of the titanate compound powder
- the ion elution rate is 15.0 mass% or less
- the volume-based cumulative 50% particle diameter (D 50 ) of the barium sulfate powder is 0.1 ⁇ m to 20.0 ⁇ m
- the total amount of the friction material composition is 100 mass. %
- the content of the copper component is 0.5% by mass or less as a copper element.
- Item 2 The friction material composition according to Item 1, wherein the barium sulfate powder has a volume-based cumulative 90% particle diameter (D 90 ) of 0.1 ⁇ m to 20.0 ⁇ m.
- D 90 volume-based cumulative 90% particle diameter
- Item 3 The friction material composition according to Item 1 or 2, wherein the titanate compound powder has a volume-based cumulative 50% particle diameter (D 50 ) of 1.0 ⁇ m to 150.0 ⁇ m.
- the titanate compound powder is A 2 Ti n O (2n + 1) [wherein A is one or more of alkali metals excluding Li, and n is a number of 4 to 11], A (2 + y) Ti (6-x) M x O (13 + y / 2- (4-z) x / 2) wherein A is one or more of alkali metals excluding Li, M is Li, Mg, Zn, One or more selected from Ga, Ni, Cu, Fe, Al, Mn, z is an integer of 1 to 3 as the valence of the element M, 0.05 ⁇ x ⁇ 0.5, 0 ⁇ y ⁇ ( 4-z) x], A x M y Ti (2-y) O 4 [wherein A is one or more of alkali metals excluding Li, M is Li, Mg, Zn, Ga, Ni, Cu, Fe, Al, 1 or 2 or more selected from Mn, x is 0.5 ⁇ 1.0, y number of 0.25-1.0], a 0.5 ⁇
- A is one or more of alkali metals excluding Li
- M is selected from Mg, Zn, Ga, Ni, Cu, Fe, Al, and Mn. 1 or 2 or more (excluding combinations of ions having different valences in the case of 2 or more)
- Item 5 The friction material composition according to any one of Items 1 to 4, wherein the titanate compound powder has a sulfate ion elution rate of 0.2% by mass or less.
- the content of the barium sulfate powder is 1% by mass to 50% by mass with respect to 100% by mass of the total amount of the friction material composition, The friction material composition described in 1.
- Item 7 The content of the titanate compound powder is 1% by mass to 40% by mass with respect to 100% by mass of the total amount of the friction material composition, The friction material composition according to one item.
- Item 8 A friction material, which is a molded body of the friction material composition according to any one of Items 1 to 7.
- a friction member comprising the friction material according to Item 8.
- the friction material composition of the present invention does not contain a copper component or the content of the copper component is reduced, the friction coefficient and wear resistance can be improved, and the compression deformation rate can be reduced. Yield can be improved.
- the friction material and the friction member of the present invention do not contain a copper component or reduce the content of the copper component, the friction coefficient is high, the wear resistance is excellent, and the compression deformation rate is small. Yield is excellent.
- the friction material composition of the present invention is a friction material composition containing a titanate compound powder composed of non-fibrous titanate compound particles, a barium sulfate powder, and a thermosetting resin.
- the elution rate of the alkali metal ions of the salt compound powder is 15.0% by mass or less
- the volume-based cumulative 50% particle diameter (D 50 ) of the barium sulfate powder is 0.1 ⁇ m to 20.0 ⁇ m
- the copper component content is 0.5% by mass or less as a copper element at a total amount of 100% by mass, and other materials can be further contained as necessary.
- the copper component content is 0.5% by mass or less, preferably not containing a copper component as copper element, and less environmental impact compared to conventional friction materials It can be.
- “does not contain a copper component” means that copper fiber, copper powder, and an alloy (such as brass or bronze) containing copper and a compound are blended as raw materials of the friction material composition. It means not.
- the titanate compound powder used in the present invention may have an alkali metal ion elution rate of 15.0 mass% or less, preferably 0.01 mass% to 15.0 mass%, more preferably 0.05.
- the content is from mass% to 10.0 mass%, more preferably from 0.1 mass% to 5.0 mass%, and particularly preferably from 0.1 mass% to 2.5 mass%.
- the alkali metal ion elution rate means the mass ratio of alkali metal ions eluted from the titanate compound powder into water at 80 ° C. in water.
- thermosetting resin used in the friction material composition
- hexamethylenetetramine as a curing accelerator is ring-opened to bond with the hydroxyl group in the novolac type phenol resin and cure.
- the reaction is started.
- an alkali metal ion is present, an ion exchange reaction is caused with a hydrogen ion in a hydroxyl group in the novolak type phenol resin, and hexamethylenetetramine (curing accelerator) and novolac type phenol resin (thermosetting resin) It is considered that binding is inhibited (curing inhibition).
- thermosetting resin in the conventional friction material composition has high thermal conductivity, and at the time of heat molding of the friction material composition, the amount of heat necessary for thermosetting the thermosetting resin is reduced by the friction material composition. It has a function to promptly communicate to the center.
- the copper component is not contained or the content of the copper component is reduced, the molded product obtained by delaying the transfer of heat to the center of the friction material composition during the heat molding of the friction material composition The thermosetting resin at the center of the resin tends to be uncured.
- the alkali metal ion elution rate of the titanate compound powder is 15.0% by mass or less, so that the curing inhibition between the thermosetting resin and the curing accelerator as described above occurs. It is difficult to accelerate the curing of the thermosetting resin. Therefore, even when the copper component is not contained or the content of the copper component is reduced, thermosetting can be promoted to the thermosetting resin at the center of the molded body.
- a titanate compound powder having an alkali metal ion elution rate within the above range is used.
- the titanate compound powder used in the present invention is, for example, titanium of one or more elements selected from the group of alkali metals excluding Li (hereinafter, these are collectively referred to as “element A”). Examples thereof include powders of acid salt compounds (particles).
- element A Such an alkali metal titanate compound has a crystal structure such as a layered structure in which TiO 6 octahedrons and TiO 5 triangular both pyramids are linked while sharing a twill line, and a tunnel structure.
- the ions of element A are coordinated between layers of a layered structure or in a tunnel of a tunnel structure.
- alkaline earth metal ions may be coordinated between the layers of the layer structure or in the tunnel of the tunnel structure.
- Examples of the A element include Na, K, Rb, Cs, and Fr, and Na and K are preferable.
- Li is not included in the A element because Li has a different ionic radius than other alkali metals.
- Examples of the alkaline earth metal include Ca, Sr, Ba, and Ra.
- the Ti sites selected from Li, Mg, Zn, Ga, Ni, Cu, Fe, Al, and Mn (hereinafter collectively referred to as these) And abbreviated as “M element”).
- the element M is preferably Li, Mg, Zn, Ga, Ni, Fe, Al, or Mn from the viewpoint of the environment. Further, Li and Mg are more preferable from the viewpoint of further improving the friction characteristics. Since the M element has an ion radius comparable to that of Ti 4+ , Ti can be replaced with the M element.
- the general formula is A 2 Ti n O (2n + 1) [wherein A is one or more of alkali metals excluding Li, and n is a number of 4 to 11], A (2 + y) Ti (6-x) M x O (13 + y / 2- (4-z) x / 2) wherein A is one or more of alkali metals excluding Li, M is Li, Mg , Zn, Ga, Ni, Cu, Fe, Al, or Mn, z is an valence of the element M and an integer of 1 to 3, 0.05 ⁇ x ⁇ 0.5, 0 ⁇ and titanate compounds having a tunnel crystal structure represented by y ⁇ (4-z) x] and the like.
- a x M y Ti (2- y) O 4 wherein, A is one or more alkali metals except Li, M is Li, Mg, Zn, Ga, Ni, Cu, One or more selected from Fe, Al, and Mn, x is a number from 0.5 to 1.0, and y is a number from 0.25 to 1.0], A 0.5 to 0.7 Li 0.27 Ti 1.73 O 3.85 to 3.95 [wherein A is one or more of alkali metals excluding Li], A 0.2 to 0.7 Mg 0.40 Ti 1.6 O 3 wherein, a is one or more alkali metals except Li] .7 ⁇ 3.95, a 0.5 ⁇ 0.7 Li (0.27-x) M y Ti (1.73- z) O 3.85 to 3.95 [wherein A is one or more of alkali metals excluding Li, and M is Mg, Zn, Ga, Ni, Cu, Fe, Al, Mn.
- the said titanate compound is a composition which does not contain a copper element from a viewpoint to an environment.
- titanate compounds include A 2 Ti n O (2n + 1) [wherein A is one or more of alkali metals excluding Li, and n is a number from 4 to 11], A ( 2 + y) Ti (6-x) M x O (13 + y / 2- (4-z) x / 2) wherein A is one or more of alkali metals excluding Li, M is Li, Mg, One or more selected from Zn, Ga, Ni, Fe, Al, and Mn, z is the valence of the element M, an integer of 1 to 3, 0.05 ⁇ x ⁇ 0.5, 0 ⁇ y ⁇ ( 4-z) x], A x M y Ti (2-y) O 4 [wherein A is one or more of alkali metals excluding Li, M is Li, Mg, Zn, Ga, Ni, 1 or 2 or more types selected from Fe, Al,
- A is one or more of alkali metals excluding Li
- M is selected from Mg, Zn, Ga, Ni, Fe, Al, and Mn.
- titanate compound used in the present invention examples include K 2 Ti 4.8 O 10.6 (4.8 potassium titanate), K 2 Ti 6 O 13 (6 potassium titanate), K 2 Ti 6.1 O 13.2 (6.1 potassium titanate), K 2 Ti 7.9 O 16.8 (7.9 potassium titanate), K 2 Ti 8 O 17 (8 potassium titanate), K 2 Ti 10.9 O 22.8 (10.9 potassium titanate), Na 2 Ti 6 O 13 (sodium 6 titanate), Na 2 Ti 8 O 17 (8 sodium titanate), K 0.8 Li 0.
- the crystal structure is preferably a tunnel structure from the viewpoint of further reducing the alkali metal ion elution rate, and from the viewpoint of further improving the wear resistance in the high temperature range, the crystal structure is A layered structure is preferred.
- one or two or more of the above titanate compounds can be appropriately selected according to the characteristics of the target friction material within the above range of the alkali metal ion elution rate.
- the said titanate compound of a tunnel structure and the said titanate compound of a layered structure can be used in combination.
- the titanate compound particles constituting the titanate compound powder used in the present invention are spherical, granular, plate-like, columnar (bar-shaped, columnar, prismatic, strip-shaped, generally columnar, generally strip-shaped, etc. as a whole.
- Non-fibrous particles such as block shapes, porous shapes, shapes having a plurality of convex portions (amoeba shape, boomerang shape, cross shape, confetti shape, etc.).
- the particles have a columnar shape or a particle shape having a plurality of convex portions.
- These various particle shapes can be arbitrarily controlled by production conditions, particularly raw material composition, firing conditions and the like.
- having a plurality of convex portions is a so-called indeterminate shape in which the projection shape onto a plane can take a shape having convex portions in two or more directions, unlike at least normal polygons, circles, ellipses, etc.
- the convex portion refers to a portion corresponding to a portion protruding from a polygon, circle, ellipse or the like (basic figure) applied to a photograph (projection drawing) obtained by a scanning electron microscope (SEM). .
- the shape of the titanate compound particles can be analyzed, for example, by observation with a scanning electron microscope (SEM).
- SEM scanning electron microscope
- the fibrous particles are the longest diameter L of the rectangular parallelepiped having the smallest volume (the circumscribed rectangular parallelepiped), the next long side is the short diameter B, and the shortest side is the thickness T ( B> T) means that both L / B and L / T are 5 or more particles.
- Non-fibrous particles refer to particles excluding fibrous particles, and L / B is less than 5.
- the average particle size of the titanate compound powder is, for example, 1.0 ⁇ m to 150.0 ⁇ m, preferably 2.0 ⁇ m to 120.0 ⁇ m, more preferably 3.0 ⁇ m to 100.0 ⁇ m, and even more preferably 3 ⁇ m. 0.0 ⁇ m to 40.0 ⁇ m.
- the titanate compound particles include those in which secondary particles are formed because the primary particles are difficult to monodisperse, and granules obtained by granulating the particles.
- the average particle diameter can be measured by a laser diffraction method.
- the average particle diameter refers to a particle diameter at a volume reference cumulative 50% (volume reference cumulative 50% particle diameter) in a particle size distribution measured by a laser diffraction method, that is, D 50 (median diameter).
- D 50 volume-based cumulative 50% particle diameter
- This volume-based cumulative 50% particle diameter (D 50 ) is obtained by calculating the particle size distribution on a volume basis, and counting the number of particles from the smallest particle size in the cumulative curve with the total volume being 100%. It is the particle size at a point where it becomes 50%.
- the volume-based cumulative 10% particle diameter (D 10 ) and the volume-based cumulative 90% particle diameter (D 90 ) are those in which the particle size distribution has a small particle size in the cumulative curve with the total volume of the obtained particle size distribution being 100%. The number of particles is counted, and the particle diameter at the point where the cumulative values become 10% and 90%, respectively.
- the ratio of D 90 and D 10 (D 90 / D 10 ) can be referred to as an index indicating the breadth of the particle size distribution. As the value of D 90 / D 10 is large, it has a broad particle size distribution. Further, the closer the value of D 90 / D 10 is to 1, the closer the particle size distribution is to monodispersion.
- the titanate compound powder used in the present invention has a D 90 / D 10 value of, for example, 30.0 or less, and preferably in the range of 1.0 to 15.0.
- D 90 / D 10 is within the above range, the friction characteristics of the friction material can be further enhanced.
- the specific surface area of the titanium salt compound powder used in the present invention is preferably a 0.3m 2 /g ⁇ 7.0m 2 / g, it is 0.3m 2 /g ⁇ 3.0m 2 / g More preferred.
- the specific surface area can be measured according to JIS Z8830. When the specific surface area becomes too large, the wetted area with the thermosetting resin becomes too large, and the amount of the thermosetting resin involved in the strength of the entire friction material may be reduced. Moreover, when using a friction material for a brake pad, since the compounding quantity of a thermosetting resin is small, when the specific surface area of a titanate compound powder becomes large too much, the mechanical strength of a friction material may fall. By setting the specific surface area of the titanate compound powder within the above range, a friction material that is more excellent in balance between mechanical strength and friction characteristics can be obtained.
- the elution rate of sulfate ion of the titanate compound powder is 0.2% by mass. It is preferable to set it as follows, and it is more preferable that it is 0.1 mass% or less.
- the sulfate ion elution rate means the mass ratio of sulfate ions eluted from the titanate compound powder into water at room temperature (20 ° C.).
- the titanate compound powder used in the present invention is a silane coupling agent (such as an aminosilane coupling agent) or titanate for the purpose of further improving the dispersibility and further improving the adhesion to the thermosetting resin.
- the surface treatment may be performed by a conventional method using a coupling agent or the like.
- the content of the titanate compound powder in the friction material composition is preferably 1% by mass to 40% by mass with respect to 100% by mass of the total amount of the friction material composition, and 5% by mass to 35% by mass. More preferably, it is more preferably 10% by mass to 30% by mass.
- the barium sulfate powder composed of the barium sulfate particles used in the present invention has a volume-based cumulative 50% particle diameter (D 50 ) of 0.1 ⁇ m to 20.0 ⁇ m, preferably 0.1 ⁇ m to 10.0 ⁇ m. More preferably, the thickness is 0.3 ⁇ m to 5.0 ⁇ m, and further preferably 0.5 ⁇ m to 3.0 ⁇ m.
- the barium sulfate particles include those in which secondary particles are formed because it is difficult for the primary particles to be monodispersed, and granules obtained by granulating the particles.
- the yield rate at the time of molding the friction material composition is improved.
- the compression deformation rate of the obtained friction material can be reduced, the friction coefficient of the friction material can be increased, and the wear amount of the friction material can be reduced.
- the compression rate of deformation of the obtained friction material can be reduced, the amount of deformation of the friction material in the piston pressurizing direction when the brake is applied can be reduced when used in a brake system. Since the amount of deformation in the friction material can be reduced, it is difficult for the response of the brake system to be lowered and the effectiveness feeling associated therewith to be reduced. In addition, it is difficult to reduce fuel consumption and increase wear.
- the friction material composition of the present invention can be suitably used for a brake system.
- the volume-based cumulative 90% particle diameter (D 90 ) of the barium sulfate powder used in the present invention is preferably 0.1 ⁇ m to 20.0 ⁇ m, more preferably 0.1 ⁇ m to 10.0 ⁇ m. More preferably, it is 0 ⁇ m to 5.0 ⁇ m.
- the amount of coarse particles of barium sulfate powder by the D 90 in the above range is reduced, the pressure change rate further can be further reduced.
- the barium sulfate powder used in the present invention has a D 90 / D 10 value of, for example, 20.0 or less, and preferably in the range of 1.0 to 10.0.
- D 90 / D 10 is within the above range, the friction characteristics of the friction material can be further enhanced.
- Barium sulfate powders include ferrous barium sulfate powder (barite powder) obtained by crushing a mineral called barite, removing iron, washing with water, and artificially synthesized precipitated barium sulfate powder.
- the size of the precipitated barium sulfate powder can be controlled by the conditions at the time of synthesis, and a fine barium sulfate powder with a small content of target coarse particles can be produced. From the viewpoint of further reducing impurities and making the particle size distribution of barium sulfate particles more uniform, it is preferable to use precipitated barium sulfate powder.
- the content of the barium sulfate powder is preferably 1% by mass to 50% by mass, more preferably 5% by mass to 40% by mass with respect to 100% by mass of the total amount of the friction material composition. More preferably, it is from 30% by mass to 30% by mass.
- thermosetting resin used as a binder that is integrated with titanate compound particles and the like to give strength. Accordingly, any one of known thermosetting resins used as the binder can be appropriately selected and used.
- thermosetting resin examples include: phenol resin; elastomer dispersed phenol resin such as acrylic elastomer dispersed phenol resin and silicone elastomer dispersed phenol resin; modified phenol resin such as acrylic modified phenol resin and silicone modified phenol resin; formaldehyde resin; melamine resin Epoxy resin; acrylic resin; aromatic polyester resin; urea resin, and the like.
- phenol resin straight phenol resin
- modified phenol resin are preferable from the viewpoint that heat resistance, moldability, and friction characteristics can be further improved.
- the content of the thermosetting resin in the friction material composition is preferably 5% by mass to 20% by mass with respect to 100% by mass of the total amount of the friction material composition.
- Fiber base materials include aromatic polyamide (aramid) fiber, fibrillated aramid fiber, acrylic fiber (monopolymer or copolymer fiber made mainly from acrylonitrile), fibrillated acrylic fiber, cellulose fiber, fibrillated Organic fibers such as cellulose fibers and phenol resin fibers; metals such as aluminum, iron, zinc, tin, titanium, nickel, magnesium, silicon and other metals and alloys other than copper and copper alloys, and metals such as cast iron fibers as the main component Straight or curled metal fiber; glass fiber, rock wool, ceramic fiber, biodegradable ceramic fiber, biodegradable mineral fiber, biodissolvable fiber, wollastonite fiber, silicate fiber, mineral fiber, etc.
- aramid aromatic polyamide
- fibrillated aramid fiber acrylic fiber (monopolymer or copolymer fiber made mainly from acrylonitrile), fibrillated acrylic fiber, cellulose fiber, fibrillated Organic fibers such as cellulose fibers and phenol resin fibers
- metals such as aluminum, iron, zinc,
- titanium Inorganic fibers other than acid salt fibers Flame-resistant fibers, PAN-based carbon fibers, pitch-based carbon fibers Carbon fibers of the activated carbon fibers. Among these, one type may be used alone, or two or more types may be used in combination.
- friction modifiers examples include tire rubber, acrylic rubber, isoprene rubber, NBR (nitrile butadiene rubber), SBR (styrene butadiene rubber), chlorinated butyl rubber, butyl rubber, silicone rubber, and other unvulcanized or vulcanized rubber powders; cashew dust, Organic fillers such as melamine dust; inorganic powders such as calcium carbonate, sodium carbonate, lithium carbonate, calcium hydroxide (slaked lime), vermiculite, clay, mica, talc, dolomite, chromite, mullite; aluminum, zinc, iron, tin, etc.
- tire rubber acrylic rubber, isoprene rubber, NBR (nitrile butadiene rubber), SBR (styrene butadiene rubber), chlorinated butyl rubber, butyl rubber, silicone rubber, and other unvulcanized or vulcanized rubber powders
- cashew dust Organic fillers such as melamine dust
- inorganic powders such as calcium carbon
- Inorganic fillers such as metal powders other than copper and copper alloys, or metal powders in the form of alloys; silicon carbide (silicon carbide), titanium oxide, alumina (aluminum oxide), silica (silicon dioxide), magnesia (magnesium oxide), Zirconia (zirconium oxide) ), Abrasives such as zirconium silicate, chromium oxide, iron oxide, chromite, quartz; synthetic or natural graphite (graphite), phosphate-coated graphite, carbon black, coke, antimony trisulfide, molybdenum disulfide, tin sulfide, Examples thereof include solid lubricants such as iron sulfide, zinc sulfide, bismuth sulfide, tungsten disulfide, and polytetrafluoroethylene (PTFE). Among these, one type may be used alone, or two or more types may be used in combination.
- PTFE polytetrafluoroethylene
- the content of other materials in the friction material composition is preferably 44% by mass to 93% by mass with respect to 100% by mass of the total amount of the friction material composition.
- each component is mixed by a mixer such as a Laedige mixer (“Radiger” is a registered trademark), a pressure kneader, an Eirich mixer (“Eirich” is a registered trademark), or the like.
- a mixer such as a Laedige mixer (“Radiger” is a registered trademark), a pressure kneader, an Eirich mixer (“Eirich” is a registered trademark), or the like.
- a mixer such as a Laedige mixer (“Radiger” is a registered trademark)
- a pressure kneader is a registered trademark
- Eirich mixer is a registered trademark
- the content of each component of the friction material composition of the present invention can be appropriately selected depending on the desired friction characteristics, and can be produced by the production method described above.
- the friction material composition of the present invention may be prepared by preparing a master batch containing a specific component at a high concentration, and adding and mixing a thermosetting resin or the like to the master batch.
- the friction material composition is temporarily molded at room temperature (20 ° C.), and the obtained temporary molded body is subjected to heat and pressure molding (molding pressure of 10 MPa to 40 MPa, molding temperature of 150 ° C. to 200 ° C.). If necessary, the obtained molded body is heat-treated in a heating furnace (held at 150 ° C. to 220 ° C. for 1 hour to 12 hours), and then the molded body is subjected to machining and polishing to obtain a predetermined A friction material having a shape can be manufactured.
- heat and pressure molding molding pressure of 10 MPa to 40 MPa, molding temperature of 150 ° C. to 200 ° C.
- the friction material of the present invention is used as a friction member in which the friction material is formed to be a friction surface.
- the friction member that can be formed using the friction material includes, for example, (1) a configuration of only the friction material, (2) a base material such as a back metal, and a book provided on the base material to provide a friction surface.
- the structure etc. which have the friction material of invention are mentioned.
- the base material is used for further improving the mechanical strength of the friction member, and a metal, fiber reinforced resin, or the like can be used as the material.
- a metal, fiber reinforced resin, or the like can be used as the material.
- iron, stainless steel, glass fiber reinforced resin, carbon fiber reinforced resin and the like can be mentioned.
- Friction materials usually have many fine pores inside, and they serve as escape routes for decomposition products (gases and liquids) at high temperatures, while preventing friction characteristics from degrading and reducing friction material stiffness to damp. The occurrence of squeal is prevented by improving the performance. In a normal friction material, the composition and molding conditions of the material are controlled so that the porosity is 5% to 30%.
- the friction member of the present invention is composed of the friction material composition of the present invention, the friction coefficient is high and the compression deformation rate is small even when the copper component is not contained or the content of the copper component is reduced. Wear resistance is excellent. Therefore, the friction member of the present invention can be suitably used for brake systems such as brake linings, disk pads, and clutch facings that constitute braking devices for various vehicles and industrial machines. In particular, it can be used more suitably in a motorized brake system such as a regenerative brake system.
- the titanate compounds 1 to 11 which are titanate compound powders used in Examples and Comparative Examples are shown in Table 1, and barium sulfate 1 and 2 which are barium sulfate powders are shown in Table 2.
- the thermosetting resins and other additives used in Examples and Comparative Examples are as follows.
- Phenolic resin Hexamethylenetetramine-containing novolac-type phenolic resin powder ⁇ Cashew dust ⁇ Artificial graphite ⁇ Mica ⁇ Iron oxide ⁇ Zirconium oxide ⁇ Antimony sulfide ⁇ Calcium hydroxide ⁇ Fibrylated aramid fiber ⁇ Copper fiber
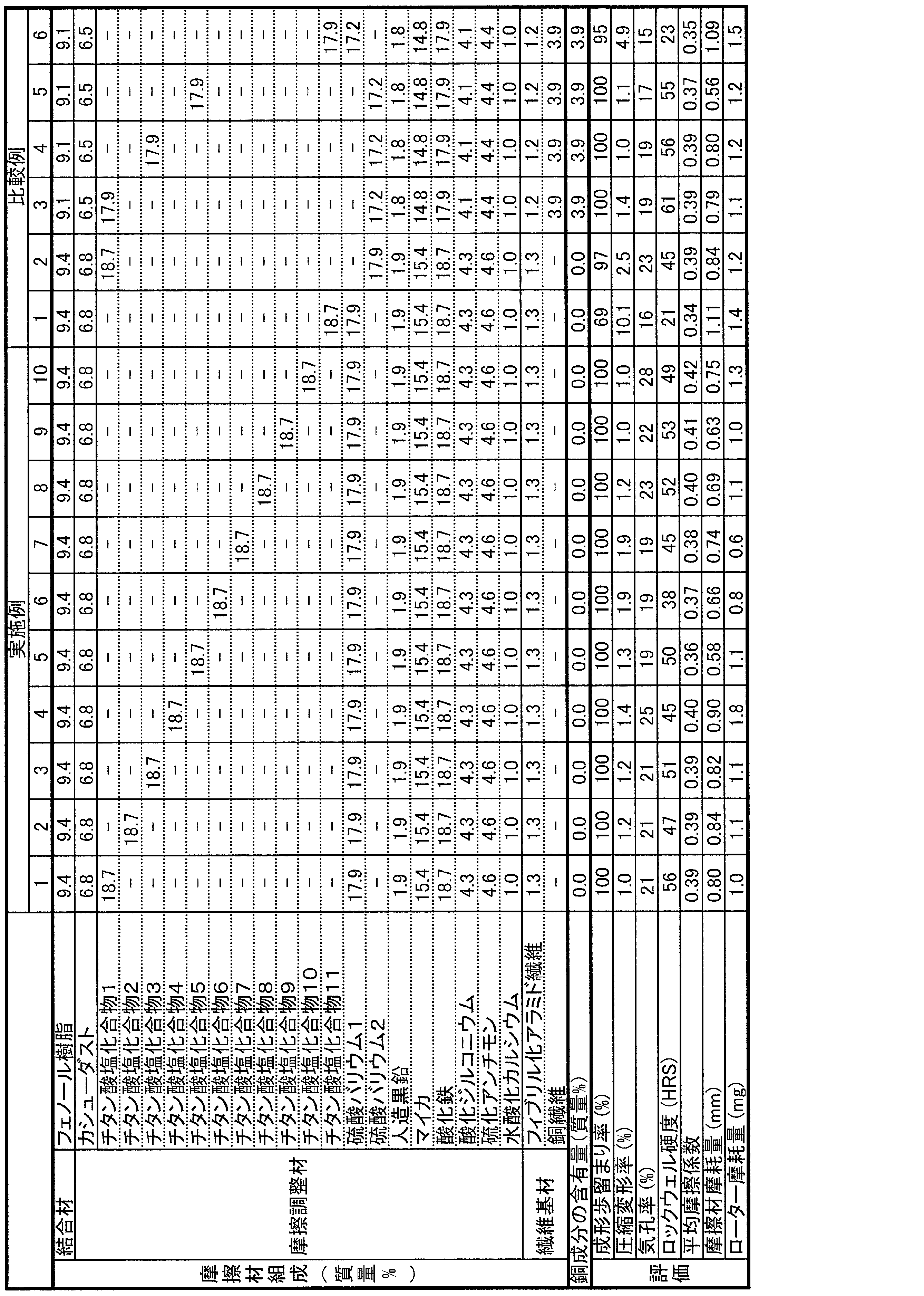
- Examples 1 to 10, Comparative Examples 1 to 6 Each material was blended according to the blending ratio shown in Table 3, and mixed for 3 minutes using an Eirich mixer. The obtained mixture was pressurized at a normal pressure (20 ° C.) at a pressure of 15 MPa for 5 seconds to prepare a temporary molded body. The above-mentioned temporary molded body is inserted into the cavity portion of the thermoforming mold heated to 150 ° C., and a back plate (material: steel) coated with an adhesive is placed on the cavity, and the pressure is 20 MPa. Pressurized for 2 seconds. The gas was removed five times during the period from 60 to 90 seconds from the start of pressurization. The obtained friction material member was put into a constant temperature dryer heated to 220 ° C., held for 2 hours, and completely cured to obtain a friction member.
- Alkali metal ion elution rate Measure the mass (X) of the test sample, then add the test sample to distilled water to prepare a 1% by weight slurry, stir at 80 ° C. for 4 hours, and then remove the solid content with a membrane filter with a pore size of 0.2 ⁇ m. An extract was obtained. The alkali metal (Y) of the obtained extract was measured with an ion chromatograph (manufactured by Dionex, product number “ICS-1100”). Subsequently, the alkali metal ion elution rate (mass%) was computed based on Formula [(Y) / (X)] * 100 using the value of said (X) and (Y).
- particle size The particle size was measured with a laser diffraction particle size distribution analyzer (manufactured by Shimadzu Corporation, product number “SALD-2100”).
- the particle diameter at the time of volume-based cumulative 50% in the particle size distribution measured by the laser diffraction particle size distribution measuring apparatus that is, D 50 (median diameter) was determined.
- the particle diameter at the time of 90% volume reference accumulation in the particle size distribution measured by the laser diffraction particle size distribution analyzer, that is, D90 was determined.
- the specific surface area was measured by an automatic specific surface area measuring device (manufactured by micromeritics, product number “TriStarII3020”).
- compression deformation rate The test was conducted based on ISO6310 (Automobile parts-Brake lining and disc brake pad compression strain test method). Measure the thickness (t) of the friction material composition portion of the friction member, the deformation amount (h) of the friction member when compressed at 4 MPa, and separately measure the deformation amount (h ′) of the back plate when compressed at 4 MPa. The equation [(h ⁇ h ′) / (t)] ⁇ 100 was taken as the compression deformation rate.
- Rockwell hardness Rockwell hardness was measured according to the method of JIS D4421. S scale was used as the hardness scale.
- a wear test was performed based on SAE J2707 (block wear test), and the friction material wear amount was determined from the thickness reduction of the portion made of the friction material composition of the friction member before and after the test, and the rotor wear amount was determined from the rotor weight reduction.
- the cast iron rotor which belongs to the A type in ASTM specification was used for the rotor.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Geology (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Inorganic Compounds Of Heavy Metals (AREA)
- Braking Arrangements (AREA)
Abstract
Description
本発明の摩擦材組成物は、非繊維状のチタン酸塩化合物粒子から構成されるチタン酸塩化合物粉末と、硫酸バリウム粉末と、熱硬化性樹脂とを含有する摩擦材組成物において、チタン酸塩化合物粉末のアルカリ金属イオン溶出率が15.0質量%以下であり、硫酸バリウム粉末の体積基準累積50%粒子径(D50)が0.1μm~20.0μmであり、摩擦材組成物の合計量100質量%において銅成分の含有量が銅元素として0.5質量%以下であることを特徴とし、必要に応じて、その他材料を更に含有することができる。
本発明に用いるチタン酸塩化合物粉末は、アルカリ金属イオン溶出率が15.0質量%以下であればよく、好ましくは0.01質量%~15.0質量%であり、より好ましくは0.05質量%~10.0質量%であり、さらに好ましくは0.1質量%~5.0質量%、特に好ましくは0.1質量%~2.5質量%である。本発明において、アルカリ金属イオン溶出率とは、80℃の水中においてチタン酸塩化合物粉末から水中に溶出したアルカリ金属イオンの質量割合のことをいう。
本発明で用いる硫酸バリウム粒子から構成される硫酸バリウム粉末は、体積基準累積50%粒子径(D50)が0.1μm~20.0μmであり、0.1μm~10.0μmであることが好ましく、0.3μm~5.0μmであることがより好ましく、0.5μm~3.0μmであることがさらに好ましい。硫酸バリウム粒子には、1次粒子が単分散することが困難なために二次粒子を形成しているものや、それを造粒した造粒物も含まれる。
熱硬化性樹脂は、チタン酸塩化合物粒子等と一体化し、強度を与える結合材として用いられるものである。従って、結合材として用いられる公知の熱硬化性樹脂のなかから任意のものを適宜選択して用いることができる。
本発明の摩擦材組成物には、チタン酸塩化合物粉末、硫酸バリウム粉末、熱硬化性樹脂以外に、必要に応じてその他材料を配合することができる。その他材料としては、例えば、以下の繊維基材や、摩擦調整材等を挙げることができる。
本発明の摩擦材組成物は、(1)レーディゲミキサー(「レーディゲ」は登録商標)、加圧ニーダー、アイリッヒミキサー(「アイリッヒ」は登録商標)等の混合機で各成分を混合する方法;(2)所望する成分の造粒物を調製し、必要により他の成分をレーディゲミキサー、加圧ニーダー、アイリッヒミキサー等の混合機を用いて混合する方法等により製造することができる。
本発明においては、上記摩擦材組成物を、常温(20℃)にて仮成形し、得られた仮成形体を加熱加圧成形(成形圧力10MPa~40MPa、成形温度150℃~200℃)し、必要に応じて、得られた成形体に加熱炉内で熱処理(150℃~220℃、1時間~12時間保持)を施し、しかる後その成形体に機械加工、研磨加工を加えて所定の形状を有する摩擦材を製造することができる。


・カシューダスト
・人造黒鉛
・マイカ
・酸化鉄
・酸化ジルコニウム
・硫化アンチモン
・水酸化カルシウム
・フィブリル化アラミド繊維
・銅繊維
表3に記載の配合比率に従って各材料を配合し、アイリッヒミキサーを用いて3分間混合を行った。得られた混合物を、常温(20℃)にて15MPaの圧力で5秒間加圧し、仮成形体を作製した。150℃に温めた加熱成形用金型のキャビティー部に、上記の仮成形体をはめ込み、その上に接着剤が塗布されたバックプレート(材質:鋼)を載せたまま、20MPaの圧力で300秒間加圧した。加圧開始から計測し60~90秒の間に、5回のガス抜き処理を行った。得られた摩擦材部材を220℃に熱した恒温乾燥機に入れて2時間保持し、完全硬化を行うことにより、摩擦部材を得た。
(アルカリ金属イオン溶出率)
試験サンプルの質量(X)を測定し、次いで試験サンプルを蒸留水に加えて1質量%のスラリーを調製し、80℃で4時間攪拌後、ポアサイズ0.2μmのメンブレンフィルターで固形分を除去し、抽出液を得た。得られた抽出液のアルカリ金属(Y)をイオンクロマトグラフ(ダイオネックス社製、品番「ICS-1100」)にて測定した。次いで、上記(X)及び(Y)の値を用い、式〔(Y)/(X)〕×100に基づいてアルカリ金属イオン溶出率(質量%)を算出した。
試験サンプル1gを蒸留水100mLに加えて1質量%のスラリーを調製し、得られたスラリーのpH(温度20℃)をpHメーター(堀場製作所社製、品番「F21」)にて測定し、水分散pHを得た。
試験サンプルの質量(X)を測定し、次いで試験サンプルを蒸留水に加えて1質量%のスラリーを調製し、20℃で24時間攪拌後、ポアサイズ0.2μmのメンブレンフィルターで固形分を除去し、抽出液を得た。得られた抽出液の硫酸イオン(Y)をイオンクロマトグラフ(サーモフィッシャーサイエンティフィック社製、品番「INTEGRIPN HPIC」)にて測定した。次いで、上記(X)及び(Y)の値を用い、式〔(Y)/(X)〕×100に基づいて硫酸イオン溶出率(質量%)を算出した。
粒子形状は、走査型電子顕微鏡(日立ハイテクノロジーズ社製、品番「S-4800」により観察した。
粒子径は、レーザー回折式粒度分布測定装置(島津社製、品番「SALD-2100」)により測定した。
比表面積は、自動比表面積測定装置(micromeritics社製、品番「TriStarII3020」)により測定した。
(成形歩留まり率)
150℃での加熱成形時において、熱成形後の摩擦部材の膨れ、割れによる成形異常を目視で確認し、熱成形した枚数に対する成形異常が起こらなかった枚数の比率を、成形歩留まり率とした。
気孔率は、JIS D4421の方法に従い測定した。
ISO6310(自動車部品-ブレーキライニング及びディスクブレーキパッド圧縮歪み試験方法)に基づき、試験を行った。摩擦部材の摩擦材組成物からなる部分の厚み(t)、4MPa圧縮時点での摩擦部材の変形量(h)を測定し、4MPa圧縮時点でのバックプレートの変形量(h’)を別途測定し、式〔(h-h’)/(t)〕×100を圧縮変形率とした。
ロックウェル硬度は、JIS D4421の方法に従い測定した。硬さのスケールはSスケールを用いた。
実施例1~10、比較例1~6で作製した摩擦部材の表面(摩擦面)を1.0mm研磨し、SAE J2522に基づいてブレーキ効力試験を行い、平均摩擦係数を求めた。
Claims (9)
- 非繊維状のチタン酸塩化合物粒子から構成されるチタン酸塩化合物粉末と、硫酸バリウム粉末と、熱硬化性樹脂とを含有する摩擦材組成物において、前記チタン酸塩化合物粉末のアルカリ金属イオン溶出率が15.0質量%以下であり、前記硫酸バリウム粉末の体積基準累積50%粒子径(D50)が0.1μm~20.0μmであり、前記摩擦材組成物の合計量100質量%において銅成分の含有量が銅元素として0.5質量%以下であることを特徴とする、摩擦材組成物。
- 前記硫酸バリウム粉末の体積基準累積90%粒子径(D90)が0.1μm~20.0μmであることを特徴とする、請求項1に記載の摩擦材組成物。
- 前記チタン酸塩化合物粉末の体積基準累積50%粒子径(D50)が1.0μm~150.0μmであることを特徴とする、請求項1又は2に記載の摩擦材組成物。
- 前記チタン酸塩化合物粉末が、A2TinO(2n+1)〔式中、AはLiを除くアルカリ金属の1種又は2種以上、nは4~11の数〕、A(2+y)Ti(6-x)MxO(13+y/2-(4-z)x/2)〔式中、AはLiを除くアルカリ金属の1種又は2種以上、MはLi、Mg、Zn、Ga、Ni、Cu、Fe、Al、Mnより選ばれる1種又は2種以上、zは元素Mの価数で1~3の整数、0.05≦x≦0.5、0≦y≦(4-z)x〕、AxMyTi(2-y)O4〔式中、AはLiを除くアルカリ金属の1種又は2種以上、MはLi、Mg、Zn、Ga、Ni、Cu、Fe、Al、Mnより選ばれる1種又は2種以上、xは0.5~1.0、yは0.25~1.0の数〕、A0.5~0.7Li0.27Ti1.73O3.85~3.95〔式中、AはLiを除くアルカリ金属の1種又は2種以上〕、A0.2~0.7Mg0.40Ti1.6O3.7~3.95〔式中、AはLiを除くアルカリ金属の1種又は2種以上〕、A0.5~0.7Li(0.27-x)MyTi(1.73-z)O3.85~3.95〔式中、AはLiを除くアルカリ金属の1種又は2種以上、MはMg、Zn、Ga、Ni、Cu、Fe、Al、Mnより選ばれる1種又は2種以上(但し、2種以上の場合は異なる価数のイオンの組み合わせを除く)、xとzは、Mが2価金属のとき、x=2y/3、z=y/3、Mが3価金属のとき、x=y/3、z=2y/3、yは0.004≦y≦0.4〕からなる群から選ばれる少なくとも1種の化合物の粉末であることを特徴とする、請求項1~3のいずれか一項に記載の摩擦材組成物。
- 前記チタン酸塩化合物粉末の硫酸イオン溶出率が0.2質量%以下であることを特徴とする、請求項1~4のいずれか一項に記載の摩擦材組成物。
- 前記硫酸バリウム粉末の含有量が、前記摩擦材組成物の合計量100質量%に対して、1質量%~50質量%であることを特徴とする、請求項1~5のいずれか一項に記載の摩擦材組成物。
- 前記チタン酸塩化合物粉末の含有量が、前記摩擦材組成物の合計量100質量%に対して、1質量%~40質量%であることを特徴とする、請求項1~6のいずれか一項に記載の摩擦材組成物。
- 請求項1~7のいずれか一項に記載の摩擦材組成物の成形体であることを特徴とする、摩擦材。
- 請求項8に記載の摩擦材を備えることを特徴とする、摩擦部材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020197020520A KR102237886B1 (ko) | 2017-03-08 | 2018-03-05 | 마찰재 조성물, 마찰재 및 마찰 부재 |
| CN201880010611.0A CN110300787B (zh) | 2017-03-08 | 2018-03-05 | 摩擦材料组合物、摩擦材料和摩擦部件 |
| US16/481,592 US10843933B2 (en) | 2017-03-08 | 2018-03-05 | Friction material composition, friction material, and friction member |
| JP2018540493A JP6403243B1 (ja) | 2017-03-08 | 2018-03-05 | 摩擦材組成物、摩擦材及び摩擦部材 |
| EP18764785.4A EP3594309A4 (en) | 2017-03-08 | 2018-03-05 | FRICTION MATERIAL COMPOSITION, FRICTION MATERIAL AND FRICTION ELEMENT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-043800 | 2017-03-08 | ||
| JP2017043800 | 2017-03-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018164028A1 true WO2018164028A1 (ja) | 2018-09-13 |
Family
ID=63448317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/008222 WO2018164028A1 (ja) | 2017-03-08 | 2018-03-05 | 摩擦材組成物、摩擦材及び摩擦部材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10843933B2 (ja) |
| EP (1) | EP3594309A4 (ja) |
| JP (1) | JP6403243B1 (ja) |
| KR (1) | KR102237886B1 (ja) |
| CN (1) | CN110300787B (ja) |
| WO (1) | WO2018164028A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220162451A1 (en) * | 2019-02-28 | 2022-05-26 | Toho Titanium Co., Ltd. | Particles Containing Titanate Compound, Method for Producing Particles Containing Titanate Compound, and Friction Material |
| WO2023048298A1 (ja) * | 2021-09-27 | 2023-03-30 | 株式会社アドヴィックス | 摩擦材組成物および摩擦材 |
| WO2023112697A1 (ja) | 2021-12-13 | 2023-06-22 | 大塚化学株式会社 | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110285166B (zh) * | 2019-07-03 | 2021-03-19 | 晋江凯燕新材料科技有限公司 | 少铜传动制动用的无石棉有机摩擦材料及制品 |
| CN110762145A (zh) * | 2019-10-17 | 2020-02-07 | 摩擦一号制动科技(仙桃)有限公司 | 一种陶瓷纤维复合刹车片 |
| US20230272833A1 (en) * | 2020-08-04 | 2023-08-31 | Otsuka Chemical Co., Ltd. | Friction adjusting material, friction material composition, friction material, and friction member |
| EP4194405A4 (en) * | 2020-08-04 | 2024-08-28 | Otsuka Chemical Co Ltd | FRICTION CONTROL MATERIAL, FRICTION MATERIAL COMPOSITION, FRICTION MATERIAL, AND FRICTION ELEMENT |
| US20220127157A1 (en) * | 2020-10-23 | 2022-04-28 | Miyoshi America, Inc. | Titanate crystals and surface treated titanate crystals |
| CN113004866A (zh) * | 2021-02-04 | 2021-06-22 | 张家港大塚化学有限公司 | 一种环保摩擦材料的制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10195420A (ja) * | 1997-01-13 | 1998-07-28 | Aisin Chem Co Ltd | 摩擦材 |
| JPH1161105A (ja) * | 1997-08-21 | 1999-03-05 | Aisin Chem Co Ltd | 摩擦材 |
| WO2003037797A1 (fr) * | 2001-10-29 | 2003-05-08 | Otsuka Chemical Co., Ltd. | Titanate de potassium de lithium de type repidocrocite, procede de fabrication et matiere de frottement |
| WO2012066968A1 (ja) | 2010-11-19 | 2012-05-24 | 日立化成工業株式会社 | ノンアスベスト摩擦材組成物、これを用いた摩擦材及び摩擦部材 |
| JP2013076058A (ja) | 2011-09-14 | 2013-04-25 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2015059143A (ja) | 2013-09-17 | 2015-03-30 | 曙ブレーキ工業株式会社 | 摩擦材 |
| JP2015147913A (ja) | 2014-02-10 | 2015-08-20 | 日本ブレーキ工業株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 |
| JP2016145274A (ja) | 2015-02-06 | 2016-08-12 | 日本ブレーキ工業株式会社 | 摩擦材および摩擦部材 |
| JP2016153440A (ja) * | 2015-02-20 | 2016-08-25 | 日本ブレーキ工業株式会社 | 摩擦材および摩擦部材 |
| JP2016222817A (ja) * | 2015-06-01 | 2016-12-28 | 大塚化学株式会社 | 樹脂組成物、これを用いた摩擦材及び摩擦部材 |
| JP2017002186A (ja) * | 2015-06-10 | 2017-01-05 | 日立化成株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材および摩擦部材 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070219289A1 (en) * | 2006-03-15 | 2007-09-20 | Federal-Mogul World Wide, Inc. | Friction Material |
| JP5284569B2 (ja) | 2006-05-30 | 2013-09-11 | 大塚化学株式会社 | 顆粒状板状チタン酸塩、その製造方法及び顆粒状板状チタン酸塩を含有する樹脂組成物 |
| CA2661526A1 (en) | 2006-08-25 | 2008-02-28 | Sachtleben Chemie Gmbh | Barium sulfate-containing composite |
| JP2008214124A (ja) | 2007-03-02 | 2008-09-18 | Otsuka Chemical Co Ltd | チタン酸アルカリ金属塩固着チタン酸塩、その製造方法及びチタン酸アルカリ金属塩固着チタン酸塩を含有する樹脂組成物 |
| DE102007028349A1 (de) | 2007-06-20 | 2008-12-24 | Mitsubishi Polyester Film Gmbh | Transparente Polyesterfolie mit BaSO4-Partikeln |
| GB2469991B (en) * | 2009-04-21 | 2013-08-07 | Invibio Ltd | Polymeric materials |
| US20120245262A1 (en) * | 2011-03-23 | 2012-09-27 | Sabic Innovative Plastics Ip B.V. | Polycarbonate composition with improved impact strength |
| JP5981839B2 (ja) | 2012-12-21 | 2016-08-31 | 曙ブレーキ工業株式会社 | 摩擦材 |
| CN104884562B (zh) | 2012-12-21 | 2020-07-17 | 曙制动器工业株式会社 | 摩擦材料 |
| JP6211282B2 (ja) | 2013-03-27 | 2017-10-11 | 大塚化学株式会社 | 樹脂組成物、摩擦材及びそれらの製造方法 |
| JP2014224175A (ja) | 2013-05-15 | 2014-12-04 | 大塚化学株式会社 | 摩擦材及びドラムブレーキ用摩擦材 |
| JP6030277B2 (ja) | 2014-10-24 | 2016-11-24 | 大塚化学株式会社 | 多孔質チタン酸塩化合物粒子及びその製造方法 |
| WO2016125892A1 (ja) | 2015-02-06 | 2016-08-11 | 日本ブレーキ工業株式会社 | 摩擦材および摩擦部材 |
| JP6563676B2 (ja) * | 2015-04-27 | 2019-08-21 | 曙ブレーキ工業株式会社 | 摩擦材組成物および摩擦材とその製造方法 |
| CN105152203B (zh) | 2015-08-24 | 2017-01-04 | 句容亿格纳米材料厂 | 一种钛酸钾的制备方法及其在摩擦材料中的应用 |
-
2018
- 2018-03-05 WO PCT/JP2018/008222 patent/WO2018164028A1/ja unknown
- 2018-03-05 EP EP18764785.4A patent/EP3594309A4/en not_active Withdrawn
- 2018-03-05 KR KR1020197020520A patent/KR102237886B1/ko active IP Right Grant
- 2018-03-05 US US16/481,592 patent/US10843933B2/en active Active
- 2018-03-05 JP JP2018540493A patent/JP6403243B1/ja active Active
- 2018-03-05 CN CN201880010611.0A patent/CN110300787B/zh not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10195420A (ja) * | 1997-01-13 | 1998-07-28 | Aisin Chem Co Ltd | 摩擦材 |
| JPH1161105A (ja) * | 1997-08-21 | 1999-03-05 | Aisin Chem Co Ltd | 摩擦材 |
| WO2003037797A1 (fr) * | 2001-10-29 | 2003-05-08 | Otsuka Chemical Co., Ltd. | Titanate de potassium de lithium de type repidocrocite, procede de fabrication et matiere de frottement |
| WO2012066968A1 (ja) | 2010-11-19 | 2012-05-24 | 日立化成工業株式会社 | ノンアスベスト摩擦材組成物、これを用いた摩擦材及び摩擦部材 |
| JP2013076058A (ja) | 2011-09-14 | 2013-04-25 | Akebono Brake Ind Co Ltd | 摩擦材 |
| JP2015059143A (ja) | 2013-09-17 | 2015-03-30 | 曙ブレーキ工業株式会社 | 摩擦材 |
| JP2015147913A (ja) | 2014-02-10 | 2015-08-20 | 日本ブレーキ工業株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 |
| JP2016145274A (ja) | 2015-02-06 | 2016-08-12 | 日本ブレーキ工業株式会社 | 摩擦材および摩擦部材 |
| JP2016153440A (ja) * | 2015-02-20 | 2016-08-25 | 日本ブレーキ工業株式会社 | 摩擦材および摩擦部材 |
| JP2016222817A (ja) * | 2015-06-01 | 2016-12-28 | 大塚化学株式会社 | 樹脂組成物、これを用いた摩擦材及び摩擦部材 |
| JP2017002186A (ja) * | 2015-06-10 | 2017-01-05 | 日立化成株式会社 | 摩擦材組成物、摩擦材組成物を用いた摩擦材および摩擦部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3594309A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220162451A1 (en) * | 2019-02-28 | 2022-05-26 | Toho Titanium Co., Ltd. | Particles Containing Titanate Compound, Method for Producing Particles Containing Titanate Compound, and Friction Material |
| WO2023048298A1 (ja) * | 2021-09-27 | 2023-03-30 | 株式会社アドヴィックス | 摩擦材組成物および摩擦材 |
| WO2023112697A1 (ja) | 2021-12-13 | 2023-06-22 | 大塚化学株式会社 | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190122651A (ko) | 2019-10-30 |
| US10843933B2 (en) | 2020-11-24 |
| EP3594309A1 (en) | 2020-01-15 |
| KR102237886B1 (ko) | 2021-04-07 |
| JP6403243B1 (ja) | 2018-10-10 |
| EP3594309A4 (en) | 2020-12-16 |
| JPWO2018164028A1 (ja) | 2019-03-14 |
| CN110300787A (zh) | 2019-10-01 |
| CN110300787B (zh) | 2021-09-21 |
| US20200002184A1 (en) | 2020-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6403243B1 (ja) | 摩擦材組成物、摩擦材及び摩擦部材 | |
| JP5981839B2 (ja) | 摩擦材 | |
| KR102255672B1 (ko) | 마찰재 | |
| US20190277361A1 (en) | Friction material | |
| KR102406253B1 (ko) | 마찰재 | |
| WO2012169546A1 (ja) | ノンアスベスト摩擦材組成物 | |
| JP6977778B2 (ja) | 摩擦部材、下張り材用摩擦材組成物及び摩擦材 | |
| WO2015159848A1 (ja) | 摩擦材 | |
| WO2017170560A1 (ja) | 摩擦材組成物 | |
| JP6125592B2 (ja) | 摩擦材 | |
| JP2020094115A (ja) | 摩擦材組成物、摩擦材組成物を用いた摩擦材及び摩擦部材 | |
| JP7128323B2 (ja) | 摩擦材 | |
| JP2020203966A (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2020029490A (ja) | 摩擦材組成物、摩擦材及び摩擦部材 | |
| WO2021015003A1 (ja) | 摩擦材 | |
| WO2023013396A1 (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| WO2023112698A1 (ja) | チタン酸リチウムカリウム及びその製造方法、摩擦調整材、摩擦材組成物、摩擦材、並びに摩擦部材 | |
| WO2023112697A1 (ja) | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2020158568A (ja) | 摩擦部材、摩擦材組成物、摩擦材及び車 | |
| US20230272833A1 (en) | Friction adjusting material, friction material composition, friction material, and friction member | |
| JP7016996B1 (ja) | 摩擦調整材、摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2024081464A (ja) | 摩擦材組成物、摩擦材、及び摩擦部材 | |
| JP2023175418A (ja) | 摩擦材形成用組成物、摩擦材、摩擦部材及び自動車用ディスクブレーキパッド | |
| JP2000192014A (ja) | 摩擦材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018540493 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18764785 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20197020520 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018764785 Country of ref document: EP Effective date: 20191008 |