WO2018074003A1 - High-strength spring, method for producing same, steel for high-strength spring, and method for producing same - Google Patents
High-strength spring, method for producing same, steel for high-strength spring, and method for producing same Download PDFInfo
- Publication number
- WO2018074003A1 WO2018074003A1 PCT/JP2017/020501 JP2017020501W WO2018074003A1 WO 2018074003 A1 WO2018074003 A1 WO 2018074003A1 JP 2017020501 W JP2017020501 W JP 2017020501W WO 2018074003 A1 WO2018074003 A1 WO 2018074003A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- compound
- less
- strength
- spring
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/56—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.7% by weight of carbon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/02—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for springs
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
Definitions
- the present invention relates to a high-strength spring, a manufacturing method thereof, a steel for a high-strength spring, and a manufacturing method thereof.
- High strength springs are used for automobiles. Since the high strength spring has high strength, it can be formed with a thin wire rod, and can contribute to the weight reduction of the automobile and the improvement of the fuel consumption of the automobile. However, when the spring strength is increased, fatigue strength, hydrogen embrittlement resistance, delayed fracture resistance, and the like in a corrosive environment decrease.
- the spring steel described in Patent Document 1 captures hydrogen entering the steel from the external environment by a hydrogen trap site made of precipitates containing V and the like, and suppresses hydrogen diffusion in the steel. ing.
- the precipitate contains V and the like.
- tempering treatment at low temperature is effective, but when the N content is large, low temperature temper embrittlement occurs. As a result, the toughness is lowered, so that the delayed fracture resistance is lowered.
- the present invention has been made in view of the above problems, and its main object is to provide a high-strength spring excellent in hydrogen embrittlement resistance, corrosion durability, and delayed fracture resistance.
- C 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35-1.50%, Mo: 0.03-0.50%, Cu: 0.05-0.50%, Al: 0.005-0.100%, V: 0.05-0.
- Nb 0.005 to 0.150%
- P 0.015% or less
- S 0.010% or less
- An Nb compound comprising at least one of Nb carbide, Nb nitride, and Nb carbonitride
- a high-strength spring is provided.
- Example 2 is a SEM photograph of a part of the cross section of the steel after tempering according to Example 1; 4 is a SEM photograph of another part of the cross section of the steel after the tempering process according to Example 1. It is a figure which shows the result of the rotation bending fatigue test of Example 1 and Comparative Example 1. It is a figure which shows the result of the endurance test of Example 3 and Comparative Example 2.
- High strength springs are used as suspension springs for automobiles, for example.
- high strength means that the tensile strength is 1800 MPa or more.
- the shape of the test piece used for the measurement of tensile strength conforms to the shape of the No. 4 test piece described in Japanese Industrial Standard (JIS Z2241).
- the high-strength spring may be a coil spring.
- the coil spring is manufactured by hot spring molding or cold spring molding.
- hot spring forming a wire is heat-formed into a coil shape, and then subjected to quenching and tempering.
- cold spring forming after the wire is quenched and tempered, the wire is cold formed into a coil.
- the high-strength spring is a coil spring in this embodiment, but may be a leaf spring or the like.
- the form of the high strength spring is not particularly limited. Further, the use of the high-strength spring is not limited to the automobile suspension system.
- the high-strength spring is made of high-strength spring steel.
- High-strength spring steel has been subjected to quenching and tempering and has a martensite structure obtained by quenching.
- the pearlite structure is dominant before the quenching process
- the austenite structure is dominant at the quenching temperature
- the martensite structure is dominant after the quenching process.
- the high-strength spring steel is not particularly limited as long as it is subjected to quenching or tempering.
- the high-strength spring steel may have a spring shape (for example, a coil shape).
- the steel for high-strength springs may have a spring shape, or may have a shape (for example, a rod shape) before being processed into the spring shape.
- High-strength spring steel is, by mass, C: 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35 to 1.50%, Mo: 0.03 to 0.50%, Cu: 0.05 to 0.50%, Al: 0.005 to 0.100%, V : 0.05 to 0.50%, Nb: 0.005 to 0.150%, N: 0.0100 to 0.0200%, P: 0.015% or less, S: 0.010% or less The remainder consists of Fe and inevitable impurities.
- each component will be described. In the description of each component, “%” means mass%.
- C is an element effective for increasing the strength of steel.
- the C content is 0.40 to 0.50%. If the C content is less than 0.40%, the necessary strength as a spring cannot be obtained. On the other hand, if the C content exceeds 0.50%, the corrosion durability decreases.
- Si is an element effective for improving the strength of steel by dissolving in ferrite.
- the Si content is 1.00 to 3.00%. If the Si content is less than 1.00%, the necessary strength as a spring cannot be obtained. On the other hand, when the Si content exceeds 3.00%, when the spring is hot-formed, decarburization of the surface is likely to occur, and the durability of the spring is lowered.
- Mn is an element effective for improving the hardenability of steel.
- the Mn content is 0.30 to 1.20%. If the Mn content is less than 0.30%, the effect of improving the hardenability cannot be sufficiently obtained. On the other hand, if the Mn content exceeds 1.20%, the toughness deteriorates.
- Ni is an element necessary for increasing the corrosion durability of steel.
- the Ni content is 0.05 to 0.50%. If the Ni content is less than 0.05%, the effect of increasing the corrosion durability of the steel cannot be expected sufficiently. Since Ni is expensive, the upper limit of the Ni content is 0.50%.
- Cr is an element effective for increasing the strength of steel.
- the Cr content is 0.35 to 1.50%. If the Cr content is less than 0.35%, the effect of increasing the strength of the steel cannot be expected sufficiently. On the other hand, if the Cr content exceeds 1.50%, the toughness tends to deteriorate.
- Mo is an element that ensures the hardenability of the steel and increases the strength and toughness of the steel.
- the Mo content is 0.03 to 0.50%. If the Mo content is less than 0.03%, the effect of adding Mo cannot be expected sufficiently. On the other hand, if the Mo content exceeds 0.50%, the effect of adding Mo is saturated.
- Cu is a component that increases corrosion durability.
- the Cu content is 0.05 to 0.50%. If the Cu content is less than 0.05%, the effect of increasing the corrosion durability is not sufficiently exhibited. On the other hand, if the Cu content exceeds 0.50%, problems such as cracking occur during hot rolling.
- Al is an element necessary for adjusting the deoxidizer and austenite grain size of steel.
- the Al content is 0.005 to 0.100%. If the Al content is less than 0.005%, the crystal grains cannot be refined. On the other hand, if the Al content exceeds 0.100%, the castability tends to decrease.
- V is an element effective in increasing the strength of steel and suppressing hydrogen embrittlement.
- the V content is 0.05 to 0.50%. If the V content is less than 0.05%, the effect of adding V cannot be expected sufficiently. On the other hand, if the V content exceeds 0.50%, carbides that are not dissolved in austenite increase, and the spring characteristics deteriorate.
- Nb is an element that increases the strength and toughness of steel by refining crystal grains and precipitating fine carbides. Nb is also an element that contributes to fine dispersion of a V compound containing at least one of V carbide and V carbonitride (hereinafter simply referred to as V compound) and increases hydrogen embrittlement resistance.
- V compound V compound containing at least one of V carbide and V carbonitride
- the Nb content is 0.005 to 0.150%. If the Nb content is less than 0.005%, the effect of adding Nb cannot be expected sufficiently. On the other hand, if the Nb content exceeds 0.150%, carbides that are not dissolved in austenite increase, and the spring characteristics deteriorate.
- N is an element that combines with Al or Nb to form AlN or NbN, and is effective in reducing the austenite crystal grain size.
- the toughness is improved by the refinement.
- the N content is 0.0100 to 0.0200%. If the N content is 0.0100% or more, the effect of improving toughness is sufficiently exhibited. On the other hand, excessive addition of N causes generation of bubbles on the surface of the steel ingot during solidification and deterioration of the castability of the steel, so the upper limit of the N content is 0.0200%.
- P is a factor that lowers the impact value by precipitation at the austenite grain boundaries and embrittlement of the grain boundaries. In order to suppress this problem, the P content is limited to 0.015% or less.
- S is present as an inclusion of MnS in steel, and is a factor that reduces fatigue life and corrosion durability. Inclusions refer to those already made in a molten state of steel. In order to reduce inclusions, the S content is limited to 0.010% or less, preferably 0.005% or less.
- High strength spring steel finely disperses the V compound as a hydrogen trap site, so that the V compound is dissolved in iron at the quenching temperature, and then the V compound is precipitated around the Nb compound that is finely dispersed in the steel.
- the high-strength spring steel includes an Nb compound and a V compound that precipitates around the Nb compound.
- the V compound may be deposited adjacent to the Nb compound, and may not completely surround the Nb compound, but may completely surround it.
- the Nb compound may be present inside the V compound.
- the Nb compound is a precipitate that precipitates in iron while the molten steel is solidified.
- the Nb compound includes at least one of Nb nitride, Nb carbide, and Nb carbonitride.
- the Nb compound is finely dispersed in the steel before the quenching treatment, and does not dissolve in iron at the quenching temperature, but becomes a starting point for precipitation of the V compound by rapid cooling from the quenching temperature or tempering treatment.
- Nb nitride that is finely dispersed than Nb carbide and Nb carbonitride is preferably used.
- the V compound exists as a coarse precipitate in the steel before the quenching treatment, it is dissolved in iron at the quenching temperature, and then precipitated from the Nb compound. Since the Nb compound is finely dispersed, the V compound precipitated from the Nb compound can be finely dispersed.
- the number of the V compounds can be increased by making the V compound finer, and a high strength spring steel excellent in hydrogen embrittlement resistance can be obtained.
- the quenching temperature is set to 950 ° C. or higher and 1000 ° C. or lower so that the V compound is dissolved in iron at the quenching temperature.
- the quenching temperature is higher than the solid solution temperature at which the V compound is dissolved in iron and the V content is 0.50% or less as described above, the V compound is completely dissolved in the iron in the calculation of the solubility product.
- the quenching temperature is high, an appropriate amount of Nb, Al, N or the like is added in order to suppress coarsening of crystal grains. Thereby, the fall of toughness can be suppressed and the fall of delayed fracture resistance can be suppressed. Therefore, a high-strength spring steel excellent in delayed fracture resistance can be obtained.
- a composite precipitate is formed by the Nb compound and the V compound precipitated around the Nb compound.
- the average particle size of the composite precipitate may be 0.01 ⁇ m or more and 1 ⁇ m or less.
- the number of composite precipitates per unit area may be 100 / mm 2 or more and 100,000 / mm 2 or less.
- the average particle diameter and the number per unit area are measured using, for example, an SEM (Scanning Electron Microscope).
- the average particle diameter is obtained as an average value of the measured values by measuring the equivalent area diameter (diameter) of each of the 100 composite precipitates.
- the number per unit area is determined by measuring the number of composite precipitates present in a region having a total area of 15 mm 2 and dividing the number by the total area.
- High-strength spring steel has a C content limited to 0.5% or less in order to suppress a decrease in corrosion durability, and ensures the strength of the steel in a range where the C content is 0.5% or less. Therefore, the tempering temperature is limited to less than 390 ° C. Therefore, a high strength spring steel having excellent corrosion durability and strength can be obtained.
- the lower limit of the tempering temperature is 250 ° C., more preferably 300 ° C., so that the effect of improving the toughness by the tempering treatment can be sufficiently obtained.
- High strength spring steel contains 0.0100 to 0.0200% N in order to sufficiently disperse nitrides.
- high strength spring steel contains an appropriate amount of Nb and Al, and N is made harmless by precipitating NbN and AlN instead of N. Thereby, the fall of toughness can be suppressed and the fall of delayed fracture resistance can be suppressed. Therefore, a high-strength spring steel excellent in delayed fracture resistance can be obtained.
- Example 1 In Example 1, a steel having the following composition was quenched and tempered, and a rotating bending fatigue test piece and a hydrogen embrittlement test piece were produced by machining.
- the quenching temperature was 950 ° C. and the holding time was 30 minutes.
- the cooling from the quenching temperature was oil cooling.
- the tempering temperature was 360 ° C. and the holding time was 1 hour. Cooling from the tempering temperature was air cooling.
- the Vickers hardness of the steel after the tempering treatment was 590 Hv.
- FIG. 1 is a SEM photograph of a part of the cross section of the steel after the tempering treatment according to Example 1
- FIG. 2 is a SEM photograph of another part of the steel after the tempering treatment according to Example 1.
- 1A and FIG. 2A are backscattered electron images
- FIG. 1B and FIG. 2B are Nb characteristic X-ray maps
- FIG. 1C and FIG. 2C are N characteristics.
- 1 (d) and 2 (d) are V characteristic X-ray maps
- FIGS. 1 (e) and 2 (e) are C characteristic X-ray maps.
- FIGS. 1 (e) and 2 (e) are C characteristic X-ray maps.
- the white portion of the reflected electron image indicates the Nb compound, and the black portion around the white indicates the V compound.
- the brightness of the color represents the amount of the element, and the lighter the color (white), the more the element Large amount.
- the reflected electron images in FIGS. 1A and 2A are reflected electron images in which the electron beam bounces in the vicinity of the cross section of the steel, and thus represent almost the same size that can be seen on the test surface.
- 2B to 2E are images of characteristic X-rays generated when an electron beam enters the inside of the steel from a cross section of the steel. Further, a threshold is provided for the intensity of the characteristic X-ray to be detected. Therefore, the image of the characteristic X-ray map is different from the size seen on the test surface.
- test piece conformed to the shape of the No. 1 test piece described in Japanese Industrial Standard (JIS Z2274).
- This test piece has a constricted portion called a parallel portion at the center of the round bar.
- the rotating bending fatigue test piece had a diameter of 15 mm at both ends, a diameter of the parallel part of 8 mm, and a length of the parallel part of 20 mm.
- the hydrogen embrittlement test piece had a diameter of 10 mm at both ends, a diameter of the parallel part of 4 mm, and a length of the parallel part of 15 mm.
- Comparative Example 1 In Comparative Example 1, a steel having the following composition was quenched and tempered, and a rotating bending fatigue test piece and a hydrogen embrittlement test piece were produced by machining.
- the quenching temperature was 900 ° C. and the holding time was 30 minutes.
- the cooling from the quenching temperature was oil cooling.
- the tempering temperature was 420 ° C. and the holding time was 1 hour. Cooling from the tempering temperature was air cooling.
- the Vickers hardness of the steel after tempering was 570 Hv.
- the shape of the test piece was the same as the shape of the test piece of Example 1.
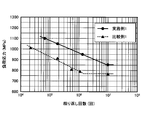
- FIG. 3 shows the results of the rotating bending fatigue test of Example 1 and Comparative Example 1.
- the solid line represents the result of the rotational bending fatigue test of Example 1
- the broken line represents the result of the rotational bending fatigue test of Comparative Example 1.
- Example 1 was superior in bending fatigue strength to the steel of Comparative Example 1.
- the unbreaking stress of the test piece of Example 1 was 325 MPa, whereas the unbreaking stress of the test piece of Comparative Example 1 was 240 MPa. Therefore, it was confirmed that the steel of Example 1 was excellent in hydrogen embrittlement resistance, corrosion durability, and delayed fracture resistance compared to the steel of Comparative Example 1.
- the amount of diffusible hydrogen contained in the test piece was measured.
- the amount of diffusible hydrogen is obtained from a profile obtained by continuously measuring the amount of hydrogen released from the test piece by gas chromatography while heating the test piece at a constant rate.
- Hydrogen released at a temperature below 300 ° C. is diffusible hydrogen, and hydrogen released at a temperature of 300 ° C. or higher is non-diffusible hydrogen. Release of diffusible hydrogen is almost completed before the temperature of the test piece reaches 220 ° C, and non-diffusible hydrogen starts to be released when the temperature of the test piece exceeds 400 ° C. Hydrogen trapped at the hydrogen trap site is not released at temperatures below 300 ° C.
- the diffusible hydrogen content of the test piece of Example 1 was 0.36 mass ppm, whereas the diffusible hydrogen content of the test piece of Comparative Example 1 was 1.87 mass ppm. Therefore, it was confirmed that the steel of Example 1 had more hydrogen trap sites and excellent resistance to hydrogen embrittlement than the steel of Comparative Example 1.
- Example 2 the steel having the same composition as the steel of Example 1 was subjected to quenching treatment and tempering treatment, a tensile strength test piece was produced by machining, and a tensile test was performed.
- the quenching temperature was 950 ° C. and the holding time was 30 minutes.
- the cooling from the quenching temperature was oil cooling.
- the tempering temperature was 380 ° C. or 350 ° C., and the holding time was 1 hour. Cooling from the tempering temperature was air cooling.
- JIS Z2241 Japanese Industrial Standard
- Table 1 shows the tempering temperature, the results of the tensile test, and the Vickers hardness.
- Example 3 steel having the same composition as that of Example 1 and Example 2 was heat-formed into a coil shape. Thereafter, the obtained molded product was subjected to quenching treatment, tempering treatment, shot peening, and setting to produce a coil spring. Then, the durability test of the obtained coil spring was done.
- the quenching temperature was 990 ° C. and the holding time was 20 minutes.
- the cooling from the quenching temperature was oil cooling.
- the tempering temperature was 360 ° C., and the holding time was 1 hour. Cooling from the tempering temperature was air cooling.
- the Vickers hardness of the coil spring after the tempering treatment was 580 Hv.
- Comparative Example 2 steel having the same composition as the steel of Comparative Example 1 was heat-formed into a coil shape in the same manner as in Example 3 to obtain a molded product having the same shape as in Example 3. Thereafter, the obtained molded product was subjected to quenching treatment, tempering treatment, shot peening and setting, and a coil spring having the same shape as that of Example 3 was produced. Then, the durability test of the obtained coil spring was done.
- the quenching temperature was 940 ° C. and the holding time was 20 minutes.
- the cooling from the quenching temperature was oil cooling.
- the tempering temperature was 420 ° C., and the holding time was 1 hour. Cooling from the tempering temperature was air cooling.
- the Vickers hardness of the coil spring after the tempering treatment was 560 Hv.
- the stress amplitude was set to 735 MPa ⁇ 525 MPa (maximum stress: 1260 MPa, minimum stress: 210 MPa) and 735 MPa ⁇ 500 MPa (maximum stress: 1235 MPa, minimum stress: 235 MPa).
- FIG. 4 shows the results of durability tests of Example 3 and Comparative Example 2.
- the solid line represents the result of the durability test of Example 3
- the broken line represents the result of the durability test of Comparative Example 2.
Abstract
Description
質量%で、C:0.40~0.50%、Si:1.00~3.00%、Mn:0.30~1.20%、Ni:0.05~0.50%、Cr:0.35~1.50%、Mo:0.03~0.50%、Cu:0.05~0.50%、Al:0.005~0.100%、V:0.05~0.50%、Nb:0.005~0.150%、N:0.0100~0.0200%含有し、P:0.015%以下、S:0.010%以下に制限し、残部はFeおよび不可避的不純物からなり、
Nb炭化物、Nb窒化物、およびNb炭窒化物の少なくとも1つを含むNb化合物と、
前記Nb化合物の周囲に析出する、V炭化物およびV炭窒化物の少なくとも一方を含むV化合物と、
を含む、高強度ばねを提供する。 In order to solve the above problems, according to one aspect of the present invention,
In mass%, C: 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35-1.50%, Mo: 0.03-0.50%, Cu: 0.05-0.50%, Al: 0.005-0.100%, V: 0.05-0. 50%, Nb: 0.005 to 0.150%, N: 0.0100 to 0.0200%, P: 0.015% or less, S: 0.010% or less, the balance being Fe and Consisting of inevitable impurities,
An Nb compound comprising at least one of Nb carbide, Nb nitride, and Nb carbonitride;
A V compound containing at least one of V carbide and V carbonitride precipitated around the Nb compound;
A high-strength spring is provided.
実施例1では、下記組成の鋼に対し焼入れ処理、焼戻し処理を施し、機械加工で回転曲げ疲労試験片、水素脆化試験片を作製した。 [Example 1]
In Example 1, a steel having the following composition was quenched and tempered, and a rotating bending fatigue test piece and a hydrogen embrittlement test piece were produced by machining.
比較例1では、下記組成の鋼に対し焼入れ処理、焼戻し処理を施し、機械加工で回転曲げ疲労試験片、水素脆化試験片を作製した。 [Comparative Example 1]
In Comparative Example 1, a steel having the following composition was quenched and tempered, and a rotating bending fatigue test piece and a hydrogen embrittlement test piece were produced by machining.
回転曲げ疲労試験では、一定の曲げモーメントを作用させた試験片を3000rpmで回転させることで、正弦波応力を試験片に負荷し、試験片が破断するまでの応力の繰り返し回数を調べた。 [Rotating bending fatigue test]
In the rotating bending fatigue test, a test piece to which a constant bending moment was applied was rotated at 3000 rpm, a sine wave stress was applied to the test piece, and the number of repeated stresses until the test piece broke was examined.
水素脆化試験では、電解液中に試験片の平行部を浸漬し、48時間の間、電解液の電界によって発生する水素を試験片にチャージし、その後、電解液中に平行部を浸漬した状態で試験片に荷重をかけ、破断しない最大応力を調べた。電解液としては、チオシアン酸アンモニウムを5%含む、50℃の水溶液を用いた。試験片に荷重をかける試験機としては、てこ式の定荷重試験機を用いた。破断しない最大応力(以下、「未破断応力」と呼ぶ。)を確認するための試験時間は96時間とした。この水素脆化試験は、腐食耐久試験や耐遅れ破壊試験を兼ねており、チオシアン酸アンモニウムを5%含む水溶液は電解液と腐食液とを兼ねている。 [Hydrogen embrittlement test]
In the hydrogen embrittlement test, the parallel part of the test piece was immersed in the electrolytic solution, and the hydrogen generated by the electric field of the electrolytic solution was charged into the test piece for 48 hours, and then the parallel part was immersed in the electrolytic solution. A load was applied to the test piece in the state, and the maximum stress that did not break was examined. As the electrolytic solution, a 50 ° C. aqueous solution containing 5% ammonium thiocyanate was used. As a tester for applying a load to the test piece, a lever type constant load tester was used. The test time for confirming the maximum stress that does not break (hereinafter referred to as “unbreaking stress”) was 96 hours. This hydrogen embrittlement test also serves as a corrosion endurance test and a delayed fracture resistance test, and an aqueous solution containing 5% ammonium thiocyanate serves as both an electrolytic solution and a corrosive solution.
実施例2では、実施例1の鋼と同一の組成の鋼に対し焼入れ処理、焼戻し処理を施し、機械加工で引張強度試験片を作製し、引張試験を行った。 [Example 2]
In Example 2, the steel having the same composition as the steel of Example 1 was subjected to quenching treatment and tempering treatment, a tensile strength test piece was produced by machining, and a tensile test was performed.

実施例3では、実施例1および実施例2の鋼と同一の組成の鋼をコイル状に加熱成形した。その後、得られた成形品を焼入れ処理、焼戻し処理、ショットピーニングおよびセッチングを施し、コイルばねを作製した。その後、得られたコイルばねの耐久試験を行った。焼入れ温度は990℃とし、その保持時間は20分とした。焼入れ温度からの冷却は、油冷とした。焼戻し温度は360℃とし、その保持時間は1時間とした。焼戻し温度からの冷却は、空冷とした。焼戻し処理の後のコイルばねのビッカース硬度は、580Hvであった。 [Example 3]
In Example 3, steel having the same composition as that of Example 1 and Example 2 was heat-formed into a coil shape. Thereafter, the obtained molded product was subjected to quenching treatment, tempering treatment, shot peening, and setting to produce a coil spring. Then, the durability test of the obtained coil spring was done. The quenching temperature was 990 ° C. and the holding time was 20 minutes. The cooling from the quenching temperature was oil cooling. The tempering temperature was 360 ° C., and the holding time was 1 hour. Cooling from the tempering temperature was air cooling. The Vickers hardness of the coil spring after the tempering treatment was 580 Hv.
比較例2では、比較例1の鋼と同一の組成の鋼を、実施例3と同様に、コイル状に加熱成形し、実施例3と同一形状の成形品を得た。その後、得られた成形品を焼入れ処理、焼戻し処理、ショットピーニングおよびセッチングを施し、実施例3と同一形状のコイルばねを作製した。その後、得られたコイルばねの耐久試験を行った。焼入れ温度は940℃とし、その保持時間は20分とした。焼入れ温度からの冷却は、油冷とした。焼戻し温度は420℃とし、その保持時間は1時間とした。焼戻し温度からの冷却は、空冷とした。焼戻し処理の後のコイルばねのビッカース硬度は、560Hvであった。 [Comparative Example 2]
In Comparative Example 2, steel having the same composition as the steel of Comparative Example 1 was heat-formed into a coil shape in the same manner as in Example 3 to obtain a molded product having the same shape as in Example 3. Thereafter, the obtained molded product was subjected to quenching treatment, tempering treatment, shot peening and setting, and a coil spring having the same shape as that of Example 3 was produced. Then, the durability test of the obtained coil spring was done. The quenching temperature was 940 ° C. and the holding time was 20 minutes. The cooling from the quenching temperature was oil cooling. The tempering temperature was 420 ° C., and the holding time was 1 hour. Cooling from the tempering temperature was air cooling. The Vickers hardness of the coil spring after the tempering treatment was 560 Hv.
耐久試験では、平均応力を735MPaとして、コイルばねに種々の応力振幅で繰り返し応力を負荷し、コイルばねが破断するまでの応力の繰り返し回数を調べた。なお、実施例3は、応力振幅を、735MPa±620MPa(最大応力:1355MPa、最小応力:115MPa)と、735MPa±550MPa(最大応力:1285MPa、最小応力:185MPa)とした。比較例2は、応力振幅を、735MPa±525MPa(最大応力:1260MPa、最小応力:210MPa)と、735MPa±500MPa(最大応力:1235MPa、最小応力:235MPa)とした。 [An endurance test]
In the endurance test, the average stress was set to 735 MPa, repeated stress was applied to the coil spring with various stress amplitudes, and the number of repeated stresses until the coil spring broke was examined. In Example 3, the stress amplitude was set to 735 MPa ± 620 MPa (maximum stress: 1355 MPa, minimum stress: 115 MPa) and 735 MPa ± 550 MPa (maximum stress: 1285 MPa, minimum stress: 185 MPa). In Comparative Example 2, the stress amplitude was set to 735 MPa ± 525 MPa (maximum stress: 1260 MPa, minimum stress: 210 MPa) and 735 MPa ± 500 MPa (maximum stress: 1235 MPa, minimum stress: 235 MPa).
Claims (4)
- 質量%で、C:0.40~0.50%、Si:1.00~3.00%、Mn:0.30~1.20%、Ni:0.05~0.50%、Cr:0.35~1.50%、Mo:0.03~0.50%、Cu:0.05~0.50%、Al:0.005~0.100%、V:0.05~0.50%、Nb:0.005~0.150%、N:0.0100~0.0200%含有し、P:0.015%以下、S:0.010%以下に制限し、残部はFeおよび不可避的不純物からなり、
Nb炭化物、Nb窒化物、およびNb炭窒化物の少なくとも1つを含むNb化合物と、
前記Nb化合物の周囲に析出する、V炭化物およびV炭窒化物の少なくとも一方を含むV化合物と、
を含む、高強度ばね。 In mass%, C: 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35-1.50%, Mo: 0.03-0.50%, Cu: 0.05-0.50%, Al: 0.005-0.100%, V: 0.05-0. 50%, Nb: 0.005 to 0.150%, N: 0.0100 to 0.0200%, P: 0.015% or less, S: 0.010% or less, the balance being Fe and Consisting of inevitable impurities,
An Nb compound comprising at least one of Nb carbide, Nb nitride, and Nb carbonitride;
A V compound containing at least one of V carbide and V carbonitride precipitated around the Nb compound;
Including high strength springs. - 質量%で、C:0.40~0.50%、Si:1.00~3.00%、Mn:0.30~1.20%、Ni:0.05~0.50%、Cr:0.35~1.50%、Mo:0.03~0.50%、Cu:0.05~0.50%、Al:0.005~0.100%、V:0.05~0.50%、Nb:0.005~0.150%、N:0.0100~0.0200%含有し、P:0.015%以下、S:0.010%以下に制限し、残部はFeおよび不可避的不純物からなる鋼に対し、焼入れ温度が950℃以上1000℃以下である焼入れ処理、および焼戻し温度が250℃以上390℃未満である焼戻し処理を行い、
前記焼入れ温度で、V炭化物およびV炭窒化物の少なくとも一方を含むV化合物をFe中に固溶させ、その後、Nb炭化物、Nb窒化物、およびNb炭窒化物の少なくとも1つを含むNb化合物の周囲に前記V化合物を析出させる、高強度ばねの製造方法。 In mass%, C: 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35-1.50%, Mo: 0.03-0.50%, Cu: 0.05-0.50%, Al: 0.005-0.100%, V: 0.05-0. 50%, Nb: 0.005 to 0.150%, N: 0.0100 to 0.0200%, P: 0.015% or less, S: 0.010% or less, the balance being Fe and A steel composed of inevitable impurities is subjected to a quenching process in which the quenching temperature is 950 ° C. or more and 1000 ° C. or less, and a tempering process in which the tempering temperature is 250 ° C. or more and less than 390 ° C.,
The V compound containing at least one of V carbide and V carbonitride is dissolved in Fe at the quenching temperature, and then the Nb compound containing at least one of Nb carbide, Nb nitride, and Nb carbonitride is used. A method for producing a high-strength spring, in which the V compound is deposited around. - 質量%で、C:0.40~0.50%、Si:1.00~3.00%、Mn:0.30~1.20%、Ni:0.05~0.50%、Cr:0.35~1.50%、Mo:0.03~0.50%、Cu:0.05~0.50%、Al:0.005~0.100%、V:0.05~0.50%、Nb:0.005~0.150%、N:0.0100~0.0200%含有し、P:0.015%以下、S:0.010%以下に制限し、残部はFeおよび不可避的不純物からなり、
Nb炭化物、Nb窒化物、およびNb炭窒化物の少なくとも1つを含むNb化合物と、
前記Nb化合物の周囲に析出する、V炭化物およびV炭窒化物の少なくとも一方を含むV化合物と、
を含む、高強度ばね用鋼。 In mass%, C: 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35-1.50%, Mo: 0.03-0.50%, Cu: 0.05-0.50%, Al: 0.005-0.100%, V: 0.05-0. 50%, Nb: 0.005 to 0.150%, N: 0.0100 to 0.0200%, P: 0.015% or less, S: 0.010% or less, the balance being Fe and Consisting of inevitable impurities,
An Nb compound comprising at least one of Nb carbide, Nb nitride, and Nb carbonitride;
A V compound containing at least one of V carbide and V carbonitride precipitated around the Nb compound;
Including high strength spring steel. - 質量%で、C:0.40~0.50%、Si:1.00~3.00%、Mn:0.30~1.20%、Ni:0.05~0.50%、Cr:0.35~1.50%、Mo:0.03~0.50%、Cu:0.05~0.50%、Al:0.005~0.100%、V:0.05~0.50%、Nb:0.005~0.150%、N:0.0100~0.0200%含有し、P:0.015%以下、S:0.010%以下に制限し、残部はFeおよび不可避的不純物からなる鋼に対し、焼入れ温度が950℃以上1000℃以下である焼入れ処理、および焼戻し温度が250℃以上390℃未満である焼戻し処理を行い、
前記焼入れ温度で、V炭化物およびV炭窒化物の少なくとも一方を含むV化合物をFe中に固溶させ、その後、Nb炭化物、Nb窒化物、およびNb炭窒化物の少なくとも1つを含むNb化合物の周囲に前記V化合物を析出させる、高強度ばね用鋼の製造方法。 In mass%, C: 0.40 to 0.50%, Si: 1.00 to 3.00%, Mn: 0.30 to 1.20%, Ni: 0.05 to 0.50%, Cr: 0.35-1.50%, Mo: 0.03-0.50%, Cu: 0.05-0.50%, Al: 0.005-0.100%, V: 0.05-0. 50%, Nb: 0.005 to 0.150%, N: 0.0100 to 0.0200%, P: 0.015% or less, S: 0.010% or less, the balance being Fe and A steel composed of inevitable impurities is subjected to a quenching process in which the quenching temperature is 950 ° C. or more and 1000 ° C. or less, and a tempering process in which the tempering temperature is 250 ° C. or more and less than 390 ° C.,
The V compound containing at least one of V carbide and V carbonitride is dissolved in Fe at the quenching temperature, and then the Nb compound containing at least one of Nb carbide, Nb nitride, and Nb carbonitride is used. A method for producing a steel for high-strength springs, in which the V compound is precipitated around.
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES17835988T ES2805091T3 (en) | 2016-10-19 | 2017-06-01 | High-strength spring, production procedure thereof, high-strength spring steel, and production procedure thereof |
| EP17835988.1A EP3336214B1 (en) | 2016-10-19 | 2017-06-01 | High-strength spring, method for producing same, steel for high-strength spring, and method for producing same |
| CN202210849340.6A CN115125455A (en) | 2016-10-19 | 2017-06-01 | High-strength spring and method for producing same, and steel for high-strength spring and method for producing same |
| CN201780002753.8A CN108368580A (en) | 2016-10-19 | 2017-06-01 | High-strength spring and its manufacturing method and high-strength spring steel and its manufacturing method |
| US15/749,959 US10752971B2 (en) | 2016-10-19 | 2017-06-01 | High strength spring, method of manufacturing the same, steel for high strength spring, and method of manufacturing the same |
| MX2018001995A MX2018001995A (en) | 2016-10-19 | 2017-06-01 | High-strength spring, method for producing same, steel for high-strength spring, and method for producing same. |
| RU2018106084A RU2679288C1 (en) | 2016-10-19 | 2017-06-01 | High strength spring, method for its manufacture, steel for high strength spring and method for its manufacture |
| CA2995427A CA2995427C (en) | 2016-10-19 | 2017-06-01 | High strength spring, method of manufacturing the same, steel for high strength spring, and method of manufacturing the same |
| BR112018003077-5A BR112018003077B1 (en) | 2016-10-19 | 2017-06-01 | HIGH RESISTANCE SPRING, MANUFACTURING METHOD, HIGH RESISTANCE SPRING STEEL AND MANUFACTURING METHOD |
| KR1020187005976A KR101947973B1 (en) | 2016-10-19 | 2017-06-01 | High strength spring, method of manufacturing the same, steel for high strength spring, and method of manufacturing the same |
| PH12018500359A PH12018500359A1 (en) | 2016-10-19 | 2018-02-15 | High strength spring, method of manufacturing the same, steel for high strength spring, and method of manufacturing the same |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016205535 | 2016-10-19 | ||
| JP2016-205535 | 2016-10-19 | ||
| JP2017061981 | 2017-03-27 | ||
| JP2017-061981 | 2017-03-27 | ||
| JP2017095054A JP6356309B1 (en) | 2016-10-19 | 2017-05-11 | High-strength spring, method for manufacturing the same, steel for high-strength spring, and method for manufacturing the same |
| JP2017-095054 | 2017-05-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018074003A1 true WO2018074003A1 (en) | 2018-04-26 |
Family
ID=62019104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/020501 WO2018074003A1 (en) | 2016-10-19 | 2017-06-01 | High-strength spring, method for producing same, steel for high-strength spring, and method for producing same |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3336214B1 (en) |
| KR (1) | KR101947973B1 (en) |
| CN (1) | CN115125455A (en) |
| BR (1) | BR112018003077B1 (en) |
| WO (1) | WO2018074003A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI747610B (en) * | 2020-11-13 | 2021-11-21 | 中國鋼鐵股份有限公司 | Detection method of silo weighing system |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05320827A (en) * | 1992-05-26 | 1993-12-07 | Kobe Steel Ltd | Steel for spring excellent in fatigue property and steel wire for spring as well as spring |
| JP2001131699A (en) * | 1999-10-29 | 2001-05-15 | Mitsubishi Seiko Muroran Tokushuko Kk | Steel for high strength spring |
| JP2001288539A (en) | 2000-04-05 | 2001-10-19 | Nippon Steel Corp | Spring steel excellent in hydrogen fatigue resistance and its production method |
| WO2006022009A1 (en) * | 2004-08-26 | 2006-03-02 | Daido Tokushuko Kabushiki Kaisha | Steel for high strength spring, and high strength spring and method for manufacture thereof |
| JP2016125119A (en) * | 2015-01-07 | 2016-07-11 | 株式会社神戸製鋼所 | Hollow seamless steel pipe for spring |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5776267A (en) * | 1995-10-27 | 1998-07-07 | Kabushiki Kaisha Kobe Seiko Sho | Spring steel with excellent resistance to hydrogen embrittlement and fatigue |
| JP3474373B2 (en) * | 1995-10-27 | 2003-12-08 | 株式会社神戸製鋼所 | Spring steel with excellent hydrogen embrittlement resistance and fatigue properties |
| JP4008391B2 (en) * | 2003-07-11 | 2007-11-14 | 株式会社神戸製鋼所 | High strength steel with excellent hydrogen embrittlement resistance and method for producing the same |
| JP5064060B2 (en) * | 2007-02-22 | 2012-10-31 | 新日本製鐵株式会社 | Steel wire for high-strength spring, high-strength spring, and manufacturing method thereof |
| JP5146063B2 (en) * | 2007-04-12 | 2013-02-20 | 新日鐵住金株式会社 | High strength steel with excellent internal fatigue damage resistance and method for producing the same |
-
2017
- 2017-06-01 BR BR112018003077-5A patent/BR112018003077B1/en active IP Right Grant
- 2017-06-01 CN CN202210849340.6A patent/CN115125455A/en active Pending
- 2017-06-01 EP EP17835988.1A patent/EP3336214B1/en active Active
- 2017-06-01 KR KR1020187005976A patent/KR101947973B1/en active IP Right Grant
- 2017-06-01 WO PCT/JP2017/020501 patent/WO2018074003A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05320827A (en) * | 1992-05-26 | 1993-12-07 | Kobe Steel Ltd | Steel for spring excellent in fatigue property and steel wire for spring as well as spring |
| JP2001131699A (en) * | 1999-10-29 | 2001-05-15 | Mitsubishi Seiko Muroran Tokushuko Kk | Steel for high strength spring |
| JP2001288539A (en) | 2000-04-05 | 2001-10-19 | Nippon Steel Corp | Spring steel excellent in hydrogen fatigue resistance and its production method |
| WO2006022009A1 (en) * | 2004-08-26 | 2006-03-02 | Daido Tokushuko Kabushiki Kaisha | Steel for high strength spring, and high strength spring and method for manufacture thereof |
| JP2016125119A (en) * | 2015-01-07 | 2016-07-11 | 株式会社神戸製鋼所 | Hollow seamless steel pipe for spring |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3336214A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI747610B (en) * | 2020-11-13 | 2021-11-21 | 中國鋼鐵股份有限公司 | Detection method of silo weighing system |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20180050305A (en) | 2018-05-14 |
| EP3336214A1 (en) | 2018-06-20 |
| CN115125455A (en) | 2022-09-30 |
| KR101947973B1 (en) | 2019-02-13 |
| EP3336214B1 (en) | 2020-05-13 |
| EP3336214A4 (en) | 2018-09-26 |
| BR112018003077A2 (en) | 2018-10-02 |
| BR112018003077B1 (en) | 2023-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6461360B2 (en) | Spring steel wire and spring | |
| JP5591130B2 (en) | Steel wire for high strength spring | |
| JP4423254B2 (en) | High strength spring steel wire with excellent coiling and hydrogen embrittlement resistance | |
| JP6447799B1 (en) | Rolled wire rod for spring steel | |
| JP3764715B2 (en) | Steel wire for high-strength cold forming spring and its manufacturing method | |
| JP4478072B2 (en) | High strength spring steel | |
| JP4868935B2 (en) | High strength spring steel wire with excellent sag resistance | |
| JP2007191776A (en) | High-strength spring steel superior in brittle fracture resistance and manufacturing method therefor | |
| WO2011078165A1 (en) | High-strength spring steel | |
| JPWO2018211779A1 (en) | Oil tempered wire | |
| JP5353161B2 (en) | High strength spring steel with excellent delayed fracture resistance and method for producing the same | |
| JP6798557B2 (en) | steel | |
| JP2004263201A (en) | High strength steel having excellent fatigue strength, and its production method | |
| JP6436232B2 (en) | Spring steel | |
| JP4994932B2 (en) | Oil tempered wire and method for producing oil tempered wire | |
| JP6356309B1 (en) | High-strength spring, method for manufacturing the same, steel for high-strength spring, and method for manufacturing the same | |
| JP2003105496A (en) | Spring steel having low decarburization and excellent delayed fracture resistance | |
| JP4657128B2 (en) | High strength structural steel with excellent hydrogen embrittlement resistance and toughness and its manufacturing method | |
| WO2018074003A1 (en) | High-strength spring, method for producing same, steel for high-strength spring, and method for producing same | |
| JP2012140675A (en) | Case-hardening steel excellent in cold-workability, and high fatigue-resistant strength carburized material | |
| JP2002180199A (en) | Steel for spring having excellent permanent set resistance, steel wire for spring and spring | |
| JP4515347B2 (en) | Method for determining fatigue resistance of spring steel wires and spring steel wires | |
| JP2011214118A (en) | Spring steel wire having excellent durability and settling resistance, and spring using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 12018500359 Country of ref document: PH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2018/001995 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018106084 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 20187005976 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017835988 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2995427 Country of ref document: CA Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112018003077 Country of ref document: BR |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17835988 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 112018003077 Country of ref document: BR Kind code of ref document: A2 Effective date: 20180216 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |