WO2018069954A1 - Steel wire material and production method for steel wire material - Google Patents
Steel wire material and production method for steel wire material Download PDFInfo
- Publication number
- WO2018069954A1 WO2018069954A1 PCT/JP2016/080060 JP2016080060W WO2018069954A1 WO 2018069954 A1 WO2018069954 A1 WO 2018069954A1 JP 2016080060 W JP2016080060 W JP 2016080060W WO 2018069954 A1 WO2018069954 A1 WO 2018069954A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel wire
- less
- pearlite
- average
- steel
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
Definitions
- the present invention relates to a steel wire used as a material for an overhead power transmission line and various ropes, and a manufacturing method thereof.
- Steel core aluminum stranded wire (Aluminum Conductor Steel-Reinforced cable, hereinafter referred to as “ACSR”) is an electric wire having a structure in which galvanized steel wires are arranged in the center and hard aluminum wires are concentrically arranged around each other by alternating layers. is there.
- a steel wire for ACSR mainly plays a role as a tension member of an aluminum wire.
- Steel wire obtained by drawing pearlite steel and galvanizing as steel wire for ACSR, and aluminum clad obtained by drawing steel wire material with aluminum layer as surface layer to improve corrosion resistance Steel wires (Aluminum-Clad Steel Wire) and the like are conventionally used.
- Patent Document 1 discloses a method for reducing the specific gravity of the ACSR by using a carbon fiber as the core wire of the ACSR.
- Patent Document 2 discloses a method for improving the electrical conductivity of the steel wire by defining the contents of C, Si, and Mn in the steel wire to a small amount. ing.
- Patent Document 3 discloses a method in which a small amount of Ni is added to a steel wire to refine the pearlite block size and lamellar spacing of the steel wire and improve the drawing value and strength of the steel wire. It is disclosed.
- the ACSR obtained by the technique disclosed in Patent Document 1 uses an expensive carbon fiber as its core wire, the unit price is higher than that of the ACSR using a steel wire as the core wire.
- the technique disclosed by patent document 2 is reducing content of the alloy element of a steel wire, it is difficult to ensure the intensity
- the technique disclosed in Patent Document 3 is not preferable from the viewpoint of reducing electric resistance because Ni is dissolved in lamellar ferrite to increase the electric resistance of the steel wire by adding Ni.
- the present invention has been made by paying attention to the above circumstances, and is a steel wire having a high tensile strength and a relatively low electrical resistivity relative to the tensile strength, and further excellent in twistability. It aims at providing the steel wire which can manufacture a wire, and its manufacturing method.
- an object of the present invention is to provide a steel wire having a relatively high electrical conductivity (that is, a low electrical resistivity) with respect to a high tensile strength, and a method for producing the same.
- the tensile strength TS and the electrical resistivity ⁇ of the steel wire satisfy the following formula (1) when the Si content is 0.100% by mass or more, and the Si content is less than 0.100% by mass. In the case where the following expression (2) is satisfied, the electrical resistivity of the steel wire is improved from the conventional level.
- the “steel wire having a high electrical conductivity” in the present invention is a steel wire having an electrical resistivity equal to or lower than an electrical resistivity threshold obtained based on the tensile strength and the above formula (1) or formula (2). means.
- the gist of the present invention is as follows.
- the chemical component is unit mass%, C: 0.60 to 1.10%, Si: 0.005 to 0.350%, Mn: 0.10 To 0.90%, Cr: 0.010 to 0.300%, N: 0.0100% or less, P: 0.030% or less, S: 0.030% or less, Al: 0 to 0.070%, Ti: 0 to 0.030%, V: 0 to 0.100%, Nb: 0 to 0.050%, Mo: 0 to 0.20%, and B: 0 to 0.0030%, the balance Is composed of Fe and impurities, and when the distance from the peripheral surface to the central axis is r in unit mm, the structure in the central portion, which is a region from the central axis to r ⁇ 0.5, is 80 to 100 area%.
- Pearlite 0 to 20% total pro-eutectoid ferrite, pro-eutectoid cementite, martensite, and bay
- An average lamellar spacing of the pearlite in the central portion is 50 to 100 nm
- an average length of lamellar cementite in the central portion is 1.9 ⁇ m or less
- an average pearlite block size in the central portion is 15
- the structure in the surface layer portion that is 0.0 to 30.0 ⁇ m and the region from the peripheral surface to r ⁇ 0.1 includes 70 to 100 area% of the pearlite
- the average pearlite block size of the surface layer portion is It is 0.40 times or more and 0.87 times or less of the average pearlite block size at the center.
- the steel wire described in the above (1) is Si: 0.100 to 0.350% in unit mass% in the chemical component, and the average pearlite block size of the surface layer portion is 17.0 ⁇ m.
- the relationship between the tensile strength TS [MPa] and the electrical resistivity ⁇ [ ⁇ ⁇ cm] of the steel wire may satisfy the following formula (i). ⁇ ⁇ 0.0155 ⁇ TS + 1.25 Formula (i) (3)
- the steel wire described in (1) above is, in the chemical component, unit mass%, Si: 0.005% or more and less than 0.100%, and the average pearlite block size of the surface layer portion is the center.
- the average pearlite block size is 0.80 times or less, and the relationship between the tensile strength TS [MPa] and the electrical resistivity ⁇ [ ⁇ ⁇ cm] of the steel wire satisfies the following formula (ii) May be. ⁇ ⁇ 0.0155 ⁇ TS ⁇ 0.95 Formula (ii) (4)
- the chemical component is unit mass%, Al: 0.001 to 0.070%, Ti: 0.002 to Selected from the group consisting of 0.030%, V: more than 0 and 0.100% or less, Nb: more than 0 and 0.050% or less, Mo: more than 0 and 0.20% or less, B: 0.0003 to 0.0030% You may contain at least 1 sort (s) or 2 or more sorts.
- the chemical component is unit mass%, C: 0.60 to 1.10%, Si: 0.005 to 0.350%, Mn : 0.10 to 0.90%, Cr: 0.010 to 0.300%, N: 0.0100% or less, P: 0.030% or less, S: 0.030% or less, Al: 0 to 0 0.070%, Ti: 0 to 0.030%, V: 0 to 0.100%, Nb: 0 to 0.050%, Mo: 0 to 0.20%, and B: 0 to 0.0030%
- a step of patenting by immersing in a molten salt having a temperature of T1 ° C. or lower for 20 to 200 seconds; and heating the hot-rolled steel after the patenting to a tempering temperature in a temperature range of 540 to 600 ° C. And maintaining the tempering temperature for 30 to 600 seconds and cooling to room temperature to obtain a steel wire.
- T1 [° C.] ⁇ R ′ [mm] ⁇ 16 + 580 (formula (iii))
- r ′ is the distance from the peripheral surface of the hot-rolled steel to the central axis in unit mm.
- the chemical component is unit mass%, Al: 0.001 to 0.070%, Ti: 0.002 to 0.030%, V : At least one selected from the group consisting of: more than 0 and 0.100% or less, Nb: more than 0 and 0.050% or less, Mo: more than 0 and 0.20% or less, B: 0.0003 to 0.0030% or You may contain 2 or more types.
- a steel wire that has a high tensile strength and a relatively low electrical resistivity with respect to the tensile strength, and is capable of producing a steel wire having excellent twistability, and its Manufacturing method.
- FIG. 3 is a diagram showing a relationship between an average pearlite block size (surface layer PBS) of a surface layer portion of a steel wire having an Si amount of 0.100 to 0.350% and a twist value of a wire. It is a flowchart which shows the manufacturing method of the steel wire which concerns on this embodiment.
- surface layer PBS average pearlite block size
- the steel wire 1 of the present embodiment shown in FIG. 1 has a predetermined chemical component, and the structure in the central portion 11 that is a region from the central axis of the steel wire 1 to r ⁇ 0.5, The structure of the surface layer portion 12 that is a region from the circumferential surface of the steel wire rod to r ⁇ 0.1 is controlled to a predetermined form. r is the distance from the peripheral surface of the steel wire 1 to the central axis of the steel wire 1.
- C has the effect of increasing the cementite fraction of the pearlite structure in the steel and increasing the strength of the steel wire rod by refining the lamellar spacing of the pearlite structure.
- the C content is set to 0.60% or more.
- the C content is preferably 0.65% or more, and more preferably 0.70% or more.
- the C content exceeds 1.10%, the electrical conductivity of the steel wire is lowered, and proeutectoid cementite is generated to lower the ductility of the steel wire. Therefore, the upper limit of the C content is 1.10%. In order to improve the ductility of the steel wire, it is effective to reduce the amount of proeutectoid cementite. Therefore, the C content is preferably 1.05% or less, more preferably 1.00% or less, and 0.95% The following is more preferable.
- Si is an element that improves the hardenability of steel wires, and is an effective element for suppressing the formation of proeutectoid cementite during patenting, and is also effective for solid solution strengthening and deoxidation of steel wires. Element.
- Si content is less than 0.005%, it is difficult to control the pearlite structure to a predetermined configuration, and it is difficult to suppress the formation of proeutectoid cementite when the C content is high. . Therefore, the lower limit of the Si content is set to 0.005%.
- Si segregates in ferrite with a pearlite structure and increases the electrical resistivity of the steel wire. When Si is contained exceeding 0.350%, the electrical resistivity of the steel wire is remarkably increased. Therefore, the Si content is determined to be 0.005 to 0.350%.
- the Si content of the steel wire may be 0.100 to 0.350%.
- the Si content of the steel wire may be 0.005% or more and less than 0.100%.
- it is desirable that the tensile strength TS (MPa) and the electrical resistivity ⁇ ( ⁇ ⁇ cm) of the steel wire satisfy the following formula (2). ⁇ ⁇ 0.0155 ⁇ TS ⁇ 0.95 > Formula (2)
- the Si content is preferably 0.010% or more, more preferably 0.030%. It is good also as above.
- the Si content is preferably 0.250% or less, more preferably 0.200% or less, and even more preferably 0.150% or less. Good.
- Mn is a deoxidizing element and has an effect of suppressing hot brittleness by fixing S in steel as MnS, and is an element that suppresses a decrease in conductivity due to solute S. Moreover, Mn has the effect of improving the hardenability at the time of patenting of the steel wire, reducing the area ratio of the proeutectoid ferrite structure of the steel wire, and increasing the strength of the steel wire.
- the Mn content is less than 0.10%, the effect by the above action cannot be sufficiently obtained. Therefore, the lower limit of the Mn content is 0.10%.
- Mn decreases the electrical conductivity of steel. Therefore, the upper limit of the Mn content is set to 0.90%. Further, in order to sufficiently ensure the hardenability of the steel and to secure the electrical conductivity, the upper limit of the Mn content is preferably 0.80% or less, more preferably 0.60% or less.
- Cr 0.010% to 0.300% or less
- Cr is an element that improves the hardenability and also increases the tensile strength of the steel wire by reducing the lamellar spacing of pearlite. In order to acquire this effect, it is necessary to make Cr content 0.010% or more.
- the Cr content is more preferably 0.020% or more.
- Cr may lower the conductivity. In order to prevent a decrease in conductivity, the upper limit value of the Cr content is set to 0.300%.
- the Cr content is more preferably 0.250% or less.
- the contents of N, P, and S are further regulated as follows. Since N, P, and S are not required for the steel wire according to this embodiment, the lower limit of the contents of N, P, and S is 0%.
- N reduces the ductility of steel due to strain aging during cold working.
- the N content exceeds 0.0100%, the ductility of the steel wire is lowered, and the electrical conductivity is also lowered. Therefore, the N content is restricted to 0.0100% or less.
- the N content is preferably 0.0080% or less, more preferably 0.0050% or less.
- P 0.030% or less
- P contributes to solid solution strengthening of ferrite, but significantly reduces the ductility of the steel wire rod.
- the P content exceeds 0.030%, the wire drawing workability is significantly reduced when the steel wire is drawn into a steel wire. Therefore, the P content is restricted to 0.030% or less.
- the P content is preferably 0.012% or less.
- S is an element that causes red hot brittleness and further reduces the ductility of the steel.
- S content exceeds 0.030%, the ductility of the steel wire material is significantly reduced, so the S content is regulated to 0.030% or less.
- the S content is preferably 0.010% or less.
- the steel wire according to the present embodiment may contain one or more elements selected from the group consisting of Al, Ti, V, Nb, Mo, and B in addition to the above elements.
- the steel wire according to the present embodiment can exhibit excellent characteristics without including Al, Ti, V, Nb, Mo, and B, the content of Al, Ti, V, Nb, Mo, and B
- the lower limit is 0%.
- Al is an element that can fix N and refine the austenite grain size by forming nitrides.
- the Al content may be 0.001% or more.
- the upper limit value of the Al content is set to 0.070%.
- the Al content is preferably 0.060% or less, more preferably 0.050% or less.
- Ti is a deoxidizing element and an element capable of refining the austenite grain size by generating carbonitride.
- the Ti content may be 0.002% or more.
- the upper limit of Ti content is 0.030%.
- the Ti content is preferably less than 0.025%.
- V is a hardenability improving element, and improves the tensile strength of steel by precipitating as carbonitride.
- the V content may be more than 0% or 0.002% or more.
- the upper limit of V content is 0.100%.
- the V content is preferably 0.080% or less.
- Nb is an element that can reduce the austenite grain size by being precipitated as a carbide as well as a hardenability improving element.
- the Nb content may be more than 0% or 0.002% or more.
- the Nb content is set to 0.050% or less.
- the Nb content is preferably 0.002 to 0.020%.
- Mo 0 to 0.20%
- Mo is an element that improves hardenability and reduces the amount of pro-eutectoid ferrite.
- the Mo content may be more than 0%, or 0.02% or more.
- the upper limit value of the Mo content is 0.20%.
- the Mo content is preferably 0.10% or less.
- B is an element that improves hardenability and also improves the amount of pearlite by suppressing the formation of proeutectoid ferrite.
- the B content may be 0.0003% or more.
- M 23 (C, B) 6 precipitates on the overcooled austenite grain boundaries during the patenting of the steel wire rod, and the ductility of the wire is impaired. It is. Therefore, the B content is preferably 0.0003 to 0.0030%.
- the B content is more preferably 0.0020% or less.
- the balance of chemical components of the steel wire according to this embodiment includes iron and impurities.
- the impurity means an element mixed from the raw material or the steel manufacturing process and is allowed within a range that does not adversely affect the steel wire according to the present embodiment.
- the target value of the tensile strength of the steel wire according to this embodiment is preferably 1050 MPa or more, more preferably 1100 MPa or more.
- the center portion 11 and the surface layer portion 12 of the steel wire 1 according to this embodiment have a structure described below. It is necessary to have. As long as the configurations of the central portion 11 and the surface layer portion 12 are appropriately controlled, it is not necessary to separately control the configuration of the transition region between the central portion 11 and the surface layer portion 12. Therefore, the configuration of the transition region of the steel wire according to the present embodiment is not particularly limited.
- the tensile strength of the steel wire according to the present embodiment is not limited to the target value, and may be set according to the application.
- the central structure includes a pearlite structure of 80 to 100 area% and a structure other than pearlite such as pro-eutectoid ferrite, bainite structure, pro-eutectoid cementite, and martensite in a total area of 0 to 20%.
- a pearlite structure of 80 to 100 area% and a structure other than pearlite such as pro-eutectoid ferrite, bainite structure, pro-eutectoid cementite, and martensite in a total area of 0 to 20%.
- the lower limit value of the amount of pearlite at the center of the steel wire according to this embodiment may be 82 area%, 85 area%, 87 area%, 90 area%, or 92 area%.
- the upper limit of the amount of tissue other than pearlite may be 18 area%, 15 area%, 13 area%, 10 area%, or 8 area%. Since the structure of the center part of the steel wire according to this embodiment does not require a structure other than pearlite, the upper limit of the amount of pearlite in the center of the steel wire according to this embodiment is 100% by area, and other than pearlite.
- the lower limit of the amount of tissue is 0 area%.
- the upper limit value of the pearlite amount in the central portion of the steel wire according to the present embodiment may be 99 area%, 98 area%, or 97 area%, and the lower limit of the amount of the structure other than pearlite.
- the value may be 1 area%, 2 area%, or 3 area%.
- the structure of the surface layer portion contains 70 to 100 area% of pearlite.
- the processing and thermal history are different in the production stage and the heat treatment stage of the steel wire material, respectively, and the actual transformation temperature is lower in the surface layer portion than in the center portion. Therefore, the amount of pearlite in the surface layer portion of the steel wire is usually smaller than the amount of pearlite in the center portion of the steel wire.
- the amount of pearlite in the surface layer portion of the steel wire is less than 70%, the ductility of the surface layer portion of the steel wire is insufficient, and the torsional characteristics of the steel wire are deteriorated.
- the amount of pearlite in the surface layer portion of the steel wire rod according to this embodiment is 70 area% or more. It is good also considering the lower limit of the amount of pearlite of the surface layer part of a steel wire rod as 72 area%, 75 area%, or 80 area%. Since the structure of the surface layer part of the steel wire according to the present embodiment does not require a structure other than pearlite, the upper limit value of the amount of pearlite in the surface layer part of the steel wire according to the present embodiment is 100% by area, and other than pearlite. The lower limit of the amount of tissue is 0 area%.
- the upper limit value of the pearlite amount in the surface layer portion of the steel wire according to the present embodiment may be 99 area%, 98 area%, or 97 area%, and the lower limit of the amount of the structure other than pearlite.
- the value may be 1 area%, 2 area%, or 3 area%.
- the structure other than the pearlite contained in the surface layer portion of the steel wire material include pro-eutectoid ferrite, bainite structure, pro-eutectoid cementite, martensite, and the like, as in the central portion of the steel wire material.
- the surface layer portion of the steel wire material since the surface layer portion of the steel wire material is subjected to a large deformation, the surface layer portion of the steel wire material may include a structure whose type cannot be distinguished because of severe deformation.
- the amount of pearlite in the surface layer portion of the steel wire is a value that does not include the amount of structure in which such a type cannot be identified.
- pearlite has a lamellar structure in which ferrite and cementite overlap each other in layers.
- lamellar ferrite ferrite constituting pearlite
- lamellar cementite cementite constituting pearlite
- the average lamellar spacing of the pearlite structure at the center of the steel wire is in the range of 50 to 100 nm.
- the average lamellar spacing of the pearlite structure at the center of the steel wire is set to 100 nm or less.
- the upper limit of the average lamellar spacing of the pearlite structure at the center of the steel wire is preferably 98 nm, 95 nm, 93 nm, or 90 nm.
- the alloy element amount is high and the alloy elements are difficult to be distributed.
- the average length of lamellar cementite in the pearlite at the center of the steel wire according to this embodiment is correlated with the electrical conductivity of the steel wire, and the average length of lamellar cementite becomes shorter as the lamellar cementite is divided.
- the present inventors have found that the electrical conductivity of the steel wire is increased.
- the average length of lamellar cementite at the center of the steel wire is more than 1.9 ⁇ m, the conductivity of the steel wire is not sufficiently improved. Therefore, the average length of lamellar cementite in the pearlite at the center of the steel wire according to this embodiment is set to 1.9 ⁇ m or less.
- the average length of lamellar cementite in the central pearlite is preferably 1.8 ⁇ m or less, 1.6 ⁇ m or less, 1.5 ⁇ m or less, 1.4 ⁇ m or less, or 1.3 ⁇ m or less.
- the average pearlite block particle size at the center of the steel wire is set to 15 ⁇ m or more as described later, and the steel The manufacturing method of a wire needs to include tempering.
- the average length of lamellar cementite in the pearlite at the center of the steel wire rod according to this embodiment needs to be 1.9 ⁇ m or less.
- hot rolled steel which is an intermediate material of the steel wire, is tempered under a predetermined condition after a patenting step for generating pearlite, and lamellar is obtained. It is necessary to break up the cementite.
- the present inventors have found that the smaller the average pearlite block size in the central part, the harder the lamellar cementite is divided during tempering.
- the average pearlite block size at the center of the steel wire needs to be 15.0 ⁇ m or more.
- the larger the average pearlite block size in the center the smaller the ductility of the steel wire.
- the ductility of the steel wire can be secured without hindering the division of lamellar cementite of the steel wire by the feature of reducing only the average pearlite block size of the surface layer portion of the steel wire, which will be described later.
- the average pearlite block size at the center needs to be 30.0 ⁇ m or less. You may prescribe
- the structure of the surface layer portion of the steel wire material greatly affects the ductility of the wire (steel wire) obtained by drawing the steel wire material against torsional deformation.
- By reducing the pearlite block size of the surface layer portion of the steel wire it is possible to suppress the non-uniformity of the structure and improve the ductility of the wire obtained by drawing the steel wire.
- the pearlite block size is reduced in the entire steel wire rod, the division of lamellar cementite is prevented.
- the pearlite block in the surface layer is made finer so that the ratio of the average pearlite block size in the center to the average pearlite block size in the surface layer (hereinafter sometimes referred to as “PBS ratio”) is 0.87 or less. It is necessary. Thereby, the ductility of the steel wire rod (and the ductility of the wire obtained by drawing the steel wire rod) can be ensured without disturbing the division of the lamellar cementite.
- the PBS ratio is more preferably 0.85 or less. Note that the lower limit of the PBS ratio is not particularly limited, but it is difficult to make the PBS ratio less than 0.40 in view of the facility capacity and the like, so the lower limit of the PBS ratio is set to 0.40, 0.50, or It may be 0.60.
- FIG. 3 is a graph showing the relationship between the PBS ratio of low-Si steel wires and the twist values of the wires obtained from these low-Si steel wires.
- the present inventors manufactured various low Si steel wires, and measured the PBS ratio of these low Si steel wires and the twist value of the wires obtained from these low Si steel wires. As a result, as shown in FIG.
- the twist value of the wire is larger, and particularly when the PBS ratio is 0.80 or less, the twist value of the wire is significantly increased.
- the Si content is less than 0.10%, the growth rate of the pearlite block increases and the pearlite block size tends to become coarser. Therefore, when compared with the structure of the center, the PBS ratio is greater than the absolute value of PBS. Is suitable as an index indicating the ductility of the surface layer structure. Also, delamination occurred during the test on the wire obtained from the low Si steel wire having a PBS ratio exceeding 0.87.
- the average pearlite block size (surface PBS) of the surface portion of the steel wire is set to The thickness is preferably 17.0 ⁇ m or less, and more preferably 16.0 ⁇ m or less.
- FIG. 4 is a graph showing the relationship between the surface layer PBS of the high Si steel wire rod and the twist value of the wire obtained from these steel wire rods.
- the present inventors manufactured various high Si steel wires, and measured the surface layer PBS of these high Si steel wires and the twist value of the wire obtained from these high Si steel wires. As a result, as shown in FIG. 4, as the surface layer PBS of the high Si steel wire is smaller, the twist value of the wire is larger, and particularly when the surface layer PBS is 17.0 ⁇ m or less, the twist value of the wire is remarkably increased. I found out that
- High Si steel wire is used for products that require high tensile strength, although the restrictions on conductivity are not severe.
- Low Si steel wire is used for products that require high conductivity, although the restrictions on tensile strength are not severe.
- a method for specifying the structure of the steel wire rod according to this embodiment will be described.
- a cross section parallel to the longitudinal direction of the steel wire and including the central axis of the steel wire is referred to as an L cross section
- a cross section perpendicular to the longitudinal direction of the steel wire is referred to as a C cross section.
- the average lamellar spacing of the pearlite in the central portion 11 is that the L cross section of the steel wire is mirror-polished, etched with picral, and the structure is observed with an FE-SEM (field emission scanning electron microscope). It is determined by analyzing the observation results. Tissue observation is performed at nine observation points 13 shown in FIG.
- the observation part 13 in the L cross section of the steel wire 1 has a length of four sides equal to the radius r of the steel wire 1, two sides are parallel to the longitudinal direction of the steel wire 1, and the center is on the central axis 14 of the steel wire 1. Are placed at the vertex, center, and midpoint of the four sides of the rectangular area.
- the surface of the cross section is photographed by FE-SEM at a magnification of 10000 times and avoiding a region where point-like cementite having an aspect ratio of 3 or less at 30% or more is avoided.
- Analyzing the electronic image of the shooting area to binarize the lamellar cementite part, line-divide it by eliminating the thickness, draw vertical or horizontal lines for each pixel of the electronic image, and the length of the line segment delimited by cementite One half of the average value was taken as the average lamellar interval.
- the average lamellar interval is based on the principle described in “Metromorphology” (Makishima et al., Issued July 30, 1972, Uchida Otsukuru) p115-p117.
- the average value of the average lamellar spacing in the nine FE-SEM images for the nine observation points 13 can be regarded as the average lamellar spacing at the center of the steel wire rod.
- the average length of lamellar cementite in the pearlite structure of the central portion 11 is obtained by the following procedure.
- the lamellar cementite portion is binarized in the same manner as described above, and this is subjected to image analysis to calculate the average length of the perlite lamellar cementite contained in the FE-SEM image.
- the average value of the average lamellar cementite length in the nine FE-SEM images for the nine observation points 13 can be regarded as the average length of the lamellar cementite at the center.
- the pearlite structure ratio in the center can be obtained by the following procedure.
- a metal structure photograph is taken at a magnification of 2000 with respect to nine observation points 13 having an average lamellar spacing on the cut surface of the steel wire rod.
- a tissue part other than pearlite is marked and enclosed, and the area ratio is measured by image analysis.
- the difference in the area ratio of the tissue portion other than the pearlite from the whole is the pearlite area ratio in each photograph.
- This average value of the pearlite area ratio in each photograph can be regarded as the pearlite structure ratio in the center.
- the pearlite structure ratio of the surface layer portion which is a region from the circumferential surface of the steel wire rod to r ⁇ 0.1, is obtained by the following procedure.
- a metallographic photograph centered at a depth of r ⁇ 0.05 from the circumferential surface of the steel wire is taken at a magnification of 2000 times at at least four locations in the C cross section (cross section perpendicular to the rolling surface) of the steel wire.
- the photographing locations are preferably arranged uniformly along the outer periphery of the C cross section. For example, when there are four photographing locations, it is preferable that the photographing locations are arranged every 90 ° along the outer periphery of the C cross section.
- the average value of the pearlite area ratio in each photograph can be regarded as the pearlite structure ratio of the surface layer portion.
- the average pearlite block size of the center portion and the surface layer portion of the steel wire is obtained by EBSD (Electron Backscattering Diffraction Image Method).
- the average pearlite block size in the center is measured by the EBSD method with the field size of 250 ⁇ m ⁇ 250 ⁇ m for the nine observation points 13 shown in FIG. Then, the average value of the average pearlite block size of each visual field is calculated. In the measurement, a region surrounded by a boundary having an orientation difference of 9 ° or more is regarded as one pearlite block grain, and analyzed using the Johnson-Saltykov measurement method.
- the average pearlite block size of the surface layer portion is obtained by performing measurement in the same manner as in the center portion on at least four observation locations of the C cross section of the steel wire that are evenly arranged along the outer periphery of the C cross section.
- the center of the measurement visual field is set to a depth of r ⁇ 0.05 from the peripheral surface of the steel wire.
- the electrical resistance of steel wire is measured according to the following procedure. After removing the scale of the surface layer of the steel wire rod and correcting it to a straight bar, the electrical resistance is measured by the four-terminal method. The length and current value to be measured are selected according to the equipment within the range where the temperature of the steel wire does not change due to energization, and measure up to the third significant digit.
- the method of manufacturing a steel wire rod according to the present embodiment includes a step S1 for casting a slab; a step S2 for heating the slab; and maintaining the temperature of the slab after the heating.
- the manufacturing conditions are described in detail below.
- a slab having the chemical components of the steel wire according to the present embodiment is manufactured by continuous casting or the like. Prior to hot rolling, which will be described later, the slab may be subjected to ingot rolling to obtain a steel slab.
- Heating S2 Heating temperature 1150 ° C or higher and 1250 ° C or lower
- Heating S3 Holding time at the above heating temperature 600 seconds to 7200 seconds
- the slab Prior to hot rolling, the slab is heated to a heating temperature at which the average temperature of the cross section is in the range of 1150 to 1250 ° C., and then held at this heating temperature for 600 seconds or more.
- the maximum temperature of the slab in heating S2 is called heating temperature. If the heating and holding under these conditions is not performed, the solution of carbonitride contained in the slab becomes insufficient, and the average pearlite block size in the center part is outside the above-mentioned specified range.
- the lamellar cementite will not be divided unless the average pearlite block size in the center is within the specified range. Therefore, if the heating and holding under this condition is not performed, the lamellar cementite in the center will not be broken.
- the average cementite length is also outside the above-mentioned range, and the conductivity of the steel wire is impaired.
- the holding time is preferably 7200 seconds or less from the viewpoint of suppressing decarburization.
- T1 is a value defined by the following equation (3).
- the symbol “r ′” included in the formula (3) represents the radius of the hot rolled steel (that is, the radius of the hot rolled steel) in the unit of mm. Water cooling, winding and patenting are most important for controlling the pearlite composition of the steel wire.
- the immersion time in the molten salt is preferably 200 seconds or less from the viewpoint of productivity.
- T1 [° C.] ⁇ R ′ [mm] ⁇ 16 + 580 (3)
- the average pearlite block size of the surface layer portion of the steel wire rod is 0.87 times the average pearlite block size of the central portion. It will not be below. This is because the austenite grain size of the surface layer portion becomes coarse and the pearlite block size also becomes coarse.
- Water cooling is started immediately after the end of hot rolling. Accordingly, the water cooling start temperature is substantially the same as the above-described finishing temperature. Also when the water cooling start temperature is less than 950 ° C., it is estimated that the configuration of pearlite may not be appropriately controlled.
- the amount of pearlite at the center of the steel wire is less than 80 area%, or the average lamellar spacing of pearlite at the center of the steel wire is over 100 nm. This is because, for example, when the molten salt temperature is less than 450 ° C., the formation of bainite structure is dominant and the pearlite structure ratio decreases, and when the molten salt temperature is higher than the T1 temperature, the lamellar interval becomes thick and exceeds 100 nm. Because it becomes.
- the immersion time is outside the above range, the pearlite transformation and the lamellar interval cannot be controlled because the subsequent process is performed without completing the pearlite transformation.
- the patented hot-rolled steel is heated to a tempering temperature in a temperature range of 540 ° C. or higher, held at this tempering temperature for 30 seconds or more, and then tempered by being cooled to room temperature.
- the tempering time is preferably 600 seconds or less from the viewpoint of productivity. Further, if the tempering temperature is too high, the strength of the steel wire becomes insufficient due to excessive tempering, so the tempering temperature is set to 600 ° C. or lower.
- the tempering temperature is the maximum heating temperature in tempering S8, and the tempering time is the time during which the temperature of the hot rolled steel is held at the tempering temperature.
- the lamellar cementite in the central portion is divided, and a steel wire rod having an average cementite length of lamellar cementite in the central portion of 1.9 ⁇ m or less is obtained.
- the lamellar cementite is not sufficiently divided, so the average cementite length of lamellar cementite at the center of the steel wire becomes 1.9 ⁇ m, and the steel wire Conductivity is impaired. If the tempering temperature is too high, the strength decreases.
- the steel wire according to the present embodiment includes pearlite having a central portion of 80 to 100% by area, an average lamellar spacing of the pearlite in the central portion is 50 to 100 nm, and an average cementite length of lamellar cementite in the central portion. Since it has the characteristic that it is 1.9 micrometers or less, it has high tensile strength and electroconductivity. Since the high tensile strength and conductivity due to these characteristics are maintained even after the wire drawing of the steel wire, the steel wire obtained by drawing the steel wire according to the present embodiment also has a high tensile strength and conductivity. Have sex.
- the steel wire according to the present embodiment has a feature that the average pearlite block size of the surface layer portion is 0.87 times or less than the average pearlite block size of the center portion, the ductility of the surface layer portion is good. Therefore, the steel wire obtained by drawing the steel wire according to this embodiment has excellent twistability. That is, according to the steel wire rod according to the present embodiment, a steel wire having excellent tensile strength, conductivity, and twistability can be obtained.
- This hot rolled steel was water-cooled to the coiling temperatures shown in Tables 3 and 4 and wound. Thereafter, the hot rolled steel was immersed in a salt bath having the salt temperature shown in Tables 3 and 4 within 9 seconds to 25 seconds after winding, and a patenting treatment was performed to complete the pearlite transformation. The immersion time of the hot rolled steel in the salt bath was 30 seconds. Then, after holding the temperature for the tempering times shown in Tables 3 and 4 at the tempering temperatures shown in Tables 3 and 4, the steel wire was obtained by tempering the hot-rolled steel to cool to room temperature. .
- Tables 5 and 6 show the structures of the obtained steel wire rods.
- the amount of pearlite contained in the center of the steel wire was obtained by taking a structure photograph of the nine observation points shown in FIG. 2 using the FE-SEM in the L cross section of the steel wire.
- the area ratio of the non-perlite area of each tissue photograph is determined by image analysis, and the pearlite area ratio of each tissue photograph is calculated based on the area ratio of the non-perlite area.
- the pearlite area ratio was obtained by averaging.
- the amount of pearlite contained in the surface layer portion of the steel wire is a depth of r ⁇ 0.05 from the circumferential surface of the steel wire evenly distributed along the outer periphery of the C cross section in the C cross section of the steel wire.
- Tissue photographs of the four observations centered on the thickness are taken using FE-SEM, the non-perlite areas included in each tissue photograph are identified, and the area ratio of the non-perlite areas in each tissue photograph is obtained by image analysis.
- the pearlite area ratio of each tissue photograph was calculated based on the area ratio of the non-pearlite region, and the pearlite area ratio of each tissue photograph was averaged.
- the average pearlite block size (center PBS) at the center of the steel wire is the average pearlite block in each field of view with a field size of 250 ⁇ m ⁇ 250 ⁇ m for the nine observation points 13 shown in FIG.
- the size was measured by the EBSD method, and then calculated by calculating the average value of the average pearlite block size of each visual field. In the measurement, a region surrounded by a boundary having an orientation difference of 9 ° or more was regarded as one pearlite block grain, and analyzed using the Johnson-Saltykov measurement method.
- the average pearlite block size (surface layer PBS) of the surface layer portion of the steel wire is measured in the same manner as the central portion at least four observation points that are evenly arranged along the outer periphery of the C cross section of the steel wire. Determined by doing.
- the center of the measurement visual field was set to a depth of r ⁇ 0.05 from the peripheral surface of the steel wire.
- the ratio of the average pearlite block size at the surface layer portion of the steel wire to the average pearlite block size at the center portion of the steel wire was determined by dividing the above surface layer PBS by the above center PBS.
- the measurement of the average pearlite block size was abbreviate
- the average lamellar spacing (average lamellar spacing) of the pearlite at the center of the steel wire was taken using the FE-SEM at the L cross-section of the steel wire, and the structure photographs of the nine observation points shown in FIG. 2 were taken.
- the average lamellar spacing of the included pearlite was determined by the above-described image analysis, and the average lamellar spacing in each tissue photograph was further averaged.
- the average length of lamellar cementite (average cementite length) at the center of the steel wire was obtained by taking a structure photograph of the nine observation points shown in FIG. 2 using the FE-SEM in the L cross section of the steel wire.
- the average length of lamellar cementite of pearlite contained in the photograph was determined by the above-described image analysis, and the average length of lamellar cementite in each structure photograph was further averaged.
- the tensile strength TS of the steel wire was obtained by a tensile test.
- the tensile test pieces three pieces each having a length of 350 mm are manufactured for each steel wire, and the tensile test pieces are subjected to a tensile test at a tensile speed of 10 mm / min at room temperature, and the tensile strength of the three tensile test pieces is measured. The average of the length was taken as the tensile strength of the steel wire. In this example, it was determined that the steel wire having a tensile strength of 1050 MPa or more has a sufficient tensile strength.
- the electrical resistivity ⁇ of the steel wire was obtained by taking a test piece having a rating length of 60 mm from the steel wire, and measuring the electrical resistivity of the test piece at room temperature by a four-terminal method.
- a steel wire whose electrical resistivity is equal to or lower than the electrical resistivity threshold defined by the above formula (1) or formula (2) has a relatively low electrical resistivity with respect to the tensile strength, and sufficient electrical conductivity.
- Formula (1) is applied to a high Si steel wire
- Formula (2) is applied to a low Si steel wire.
- Tables 7 and 8 also show which of the formulas (1) and (2) is applied to each steel wire (threshold calculation formula).
- the wire drawing condition was such that the average area reduction rate of each pass was 17%.
- the torsion test in which the gauge distance is 100 times the wire diameter and the torsion speed is 20 rpm is performed three times, and the average number of times until the break (twist value) and the vertical crack The presence or absence of (delamination) was confirmed. The number of times was counted in units of 0.5.
- the steel wire material which is a wire material having a twist value of 24.5 or more and in which no delamination occurred in the torsion test, was judged to be a steel wire material capable of obtaining a wire excellent in torsional characteristics.
Abstract
Description
Si含有量が0.100質量%以上の場合、ρ>0.0155×TS+1.25
Si含有量が0.100質量%未満の場合、ρ>0.0155×TS-0.95
従って、鋼線材の引張強さTSと電気抵抗率ρとが、Si含有量が0.100質量%以上の場合に以下の式(1)を満たし、Si含有量が0.100質量%未満の場合に以下の式(2)を満たした場合、鋼線材の電気抵抗率が従来の水準より改善されたことになる。
ρ≦0.0155×TS+1.25……式(1)
ρ≦0.0155×TS-0.95……式(2)
なお、式(1)又は式(2)の右辺に引張強さを代入して得られる値を、電気抵抗率閾値と称する場合がある。本発明における「高い電気導電率を有する鋼線材」とは、その引張強さ及び上記式(1)又は式(2)に基づいて得られる電気抵抗率閾値以下の電気抵抗率を有する鋼線材を意味する。 As described above, generally, there is a proportional relationship between the tensile strength of the steel wire and the electrical resistivity of the steel wire. As a result of investigating the relationship between the tensile strength TS (MPa) and the electrical resistivity ρ (μΩ · cm) in the conventional steel wire, the inventors have found that the electrical resistivity of the conventional steel wire for ACSR is substantially It was found that it falls within the following range.
When Si content is 0.100 mass% or more, ρ> 0.0155 × TS + 1.25
When Si content is less than 0.100 mass%, ρ> 0.0155 × TS-0.95
Therefore, the tensile strength TS and the electrical resistivity ρ of the steel wire satisfy the following formula (1) when the Si content is 0.100% by mass or more, and the Si content is less than 0.100% by mass. In the case where the following expression (2) is satisfied, the electrical resistivity of the steel wire is improved from the conventional level.
ρ ≦ 0.0155 × TS + 1.25 …… Equation (1)
ρ ≦ 0.0155 × TS−0.95 …… Formula (2)
In addition, the value obtained by substituting tensile strength into the right side of Formula (1) or Formula (2) may be called an electrical resistivity threshold value. The “steel wire having a high electrical conductivity” in the present invention is a steel wire having an electrical resistivity equal to or lower than an electrical resistivity threshold obtained based on the tensile strength and the above formula (1) or formula (2). means.
(2)上記(1)に記載の鋼線材は、前記化学成分において、単位質量%で、Si:0.100~0.350%であり、前記表層部の前記平均パーライトブロックサイズが17.0μm以下であり、前記鋼線材の引張強さTS[MPa]と電気抵抗率ρ[μΩ・cm]との関係が、下記式(i)を満たしてもよい。
ρ≦0.0155×TS+1.25・・・式(i)
(3)上記(1)に記載の鋼線材は、前記化学成分において、単位質量%で、Si:0.005%以上0.100%未満であり、前記表層部の平均パーライトブロックサイズが前記中心部の平均パーライトブロックサイズの0.80倍以下であり、更に、前記鋼線材の引張強さTS[MPa]と電気抵抗率ρ[μΩ・cm]との関係が、下記式(ii)を満たしてもよい。
ρ≦0.0155×TS-0.95・・・式(ii)
(4)上記(1)~(3)のいずれか一項に記載の鋼線材は、前記化学成分が、単位質量%で、Al:0.001~0.070%、Ti:0.002~0.030%、V:0超0.100%以下、Nb:0超0.050%以下、Mo:0超0.20%以下、B:0.0003~0.0030%よりなる群から選択される少なくとも1種または2種以上を含有してもよい。
(5)本発明の別の態様に係る鋼線材の製造方法は、化学成分が、単位質量%で、C:0.60~1.10%、Si:0.005~0.350%、Mn:0.10~0.90%、Cr:0.010~0.300%、N:0.0100%以下、P:0.030%以下、S:0.030%以下、Al:0~0.070%、Ti:0~0.030%、V:0~0.100%、Nb:0~0.050%、Mo:0~0.20%、及びB:0~0.0030%を含有し、残部がFe及び不純物からなる鋳片を鋳造する工程と;前記鋳片を、1150℃以上1250℃以下の温度範囲内にある加熱温度まで加熱する工程と;前記鋳片の温度を、前記加熱温度で600~7200秒間保持する工程と;前記保持後の前記鋳片を、仕上温度が950℃以上1050℃以下となるように熱間圧延して熱延鋼を得る工程と;前記熱延鋼を780℃以上840℃以下の温度範囲まで水冷する工程と;前記水冷後の前記熱延鋼を、780℃以上840℃以下の前記温度範囲内で巻き取る工程と;前記巻き取り後の前記熱延鋼を、前記巻き取り後9~25秒以内に、450℃以上且つ下記式(iii)により規定されるT1℃以下の温度の溶融ソルトに20~200秒間浸漬することによりパテンティングする工程と;前記パテンティング後の前記熱延鋼を、540~600℃の温度範囲にある焼戻温度まで加熱し、前記焼戻温度で30~600秒保持し、そして室温まで冷却することにより焼戻し、鋼線材を得る工程と;を備える。
T1[℃]=-r’[mm]×16+580・・・式(iii)
r’は、単位mmでの、前記熱延鋼の周面から中心軸までの距離である。
(6)上記(5)に記載の鋼線材の製造方法では、前記化学成分が、単位質量%で、Al:0.001~0.070%、Ti:0.002~0.030%、V:0超0.100%以下、Nb:0超0.050%以下、Mo:0超0.20%以下、B:0.0003~0.0030%よりなる群から選択される少なくとも1種または2種以上を含有してもよい。 (1) In the steel wire according to one aspect of the present invention, the chemical component is unit mass%, C: 0.60 to 1.10%, Si: 0.005 to 0.350%, Mn: 0.10 To 0.90%, Cr: 0.010 to 0.300%, N: 0.0100% or less, P: 0.030% or less, S: 0.030% or less, Al: 0 to 0.070%, Ti: 0 to 0.030%, V: 0 to 0.100%, Nb: 0 to 0.050%, Mo: 0 to 0.20%, and B: 0 to 0.0030%, the balance Is composed of Fe and impurities, and when the distance from the peripheral surface to the central axis is r in unit mm, the structure in the central portion, which is a region from the central axis to r × 0.5, is 80 to 100 area%. Pearlite, 0 to 20% total pro-eutectoid ferrite, pro-eutectoid cementite, martensite, and bay An average lamellar spacing of the pearlite in the central portion is 50 to 100 nm, an average length of lamellar cementite in the central portion is 1.9 μm or less, and an average pearlite block size in the central portion is 15 The structure in the surface layer portion that is 0.0 to 30.0 μm and the region from the peripheral surface to r × 0.1 includes 70 to 100 area% of the pearlite, and the average pearlite block size of the surface layer portion is It is 0.40 times or more and 0.87 times or less of the average pearlite block size at the center.
(2) The steel wire described in the above (1) is Si: 0.100 to 0.350% in unit mass% in the chemical component, and the average pearlite block size of the surface layer portion is 17.0 μm. The relationship between the tensile strength TS [MPa] and the electrical resistivity ρ [μΩ · cm] of the steel wire may satisfy the following formula (i).
ρ ≦ 0.0155 × TS + 1.25 Formula (i)
(3) The steel wire described in (1) above is, in the chemical component, unit mass%, Si: 0.005% or more and less than 0.100%, and the average pearlite block size of the surface layer portion is the center. The average pearlite block size is 0.80 times or less, and the relationship between the tensile strength TS [MPa] and the electrical resistivity ρ [μΩ · cm] of the steel wire satisfies the following formula (ii) May be.
ρ ≦ 0.0155 × TS−0.95 Formula (ii)
(4) In the steel wire according to any one of (1) to (3), the chemical component is unit mass%, Al: 0.001 to 0.070%, Ti: 0.002 to Selected from the group consisting of 0.030%, V: more than 0 and 0.100% or less, Nb: more than 0 and 0.050% or less, Mo: more than 0 and 0.20% or less, B: 0.0003 to 0.0030% You may contain at least 1 sort (s) or 2 or more sorts.
(5) In the method for producing a steel wire according to another aspect of the present invention, the chemical component is unit mass%, C: 0.60 to 1.10%, Si: 0.005 to 0.350%, Mn : 0.10 to 0.90%, Cr: 0.010 to 0.300%, N: 0.0100% or less, P: 0.030% or less, S: 0.030% or less, Al: 0 to 0 0.070%, Ti: 0 to 0.030%, V: 0 to 0.100%, Nb: 0 to 0.050%, Mo: 0 to 0.20%, and B: 0 to 0.0030% A step of casting a slab containing Fe and impurities in the balance; heating the slab to a heating temperature within a temperature range of 1150 ° C. to 1250 ° C .; and a temperature of the slab; A step of holding at the heating temperature for 600 to 7200 seconds; and a finishing temperature of the slab after the holding is 950 ° C. or more and 10 A step of obtaining hot rolled steel by hot rolling so as to be 0 ° C. or lower; a step of water cooling the hot rolled steel to a temperature range of 780 ° C. or higher and 840 ° C. or lower; and the hot rolled steel after the water cooling, A step of winding within the temperature range of 780 ° C. or higher and 840 ° C. or lower; and the hot rolled steel after the winding is defined by 450 ° C. or higher and the following formula (iii) within 9 to 25 seconds after the winding. A step of patenting by immersing in a molten salt having a temperature of T1 ° C. or lower for 20 to 200 seconds; and heating the hot-rolled steel after the patenting to a tempering temperature in a temperature range of 540 to 600 ° C. And maintaining the tempering temperature for 30 to 600 seconds and cooling to room temperature to obtain a steel wire.
T1 [° C.] = − R ′ [mm] × 16 + 580 (formula (iii))
r ′ is the distance from the peripheral surface of the hot-rolled steel to the central axis in unit mm.
(6) In the method for producing a steel wire according to (5), the chemical component is unit mass%, Al: 0.001 to 0.070%, Ti: 0.002 to 0.030%, V : At least one selected from the group consisting of: more than 0 and 0.100% or less, Nb: more than 0 and 0.050% or less, Mo: more than 0 and 0.20% or less, B: 0.0003 to 0.0030% or You may contain 2 or more types.
まず、本実施形態に係る鋼線材の化学成分について説明する。化学成分の単位は質量%である。 The
First, chemical components of the steel wire rod according to the present embodiment will be described. The unit of the chemical component is mass%.
Cは、鋼中のパーライト組織のセメンタイト分率を増加させると共に、パーライト組織のラメラー間隔を微細化させて鋼線材の強度を増す効果がある。C含有量が0.60%未満である場合、本実施形態で規定される量のパーライト組織を得ることが困難となり、鋼線材の強度が低下する。パーライト組織の量を規定範囲内とするために、C含有量は0.60%以上とする。C含有量は、好ましくは0.65%以上であり、より好ましくは0.70%以上である。一方、C含有量が1.10%を超える場合、鋼線材の導電率が低下すると共に、初析セメンタイトが生成して鋼線材の延性を低下させる。従って、C含有量の上限を1.10%とする。鋼線の延性を向上させるためには、初析セメンタイト量を低減させることが有効であるので、C含有量は1.05%以下が好ましく、1.00%以下がより好ましく、0.95%以下が更に好ましい。 (C: 0.60 to 1.10%)
C has the effect of increasing the cementite fraction of the pearlite structure in the steel and increasing the strength of the steel wire rod by refining the lamellar spacing of the pearlite structure. When the C content is less than 0.60%, it becomes difficult to obtain the amount of pearlite structure defined in the present embodiment, and the strength of the steel wire is lowered. In order to keep the amount of the pearlite structure within the specified range, the C content is set to 0.60% or more. The C content is preferably 0.65% or more, and more preferably 0.70% or more. On the other hand, when the C content exceeds 1.10%, the electrical conductivity of the steel wire is lowered, and proeutectoid cementite is generated to lower the ductility of the steel wire. Therefore, the upper limit of the C content is 1.10%. In order to improve the ductility of the steel wire, it is effective to reduce the amount of proeutectoid cementite. Therefore, the C content is preferably 1.05% or less, more preferably 1.00% or less, and 0.95% The following is more preferable.
Siは、鋼線材の焼入れ性を向上させる元素であり、またパテンティング時の初析セメンタイトの生成を抑制するために有効な元素であり、且つ、鋼線材の固溶強化および脱酸にも有効な元素である。しかし、Si含有量が0.005%未満である場合、パーライト組織を所定の構成に制御することが難しくなると共に、C含有量が高い場合の初析セメンタイトの生成を抑制することが困難となる。従ってSi含有量の下限値を0.005%とする。一方、Siは、パーライト組織のフェライト中に偏析して、鋼線材の電気抵抗率を増大させる。0.350%を超えてSiを含有させると、鋼線材の電気抵抗率が顕著に増大する。よってSi含有量は0.005~0.350%と定める。 (Si: 0.005-0.350%)
Si is an element that improves the hardenability of steel wires, and is an effective element for suppressing the formation of proeutectoid cementite during patenting, and is also effective for solid solution strengthening and deoxidation of steel wires. Element. However, when the Si content is less than 0.005%, it is difficult to control the pearlite structure to a predetermined configuration, and it is difficult to suppress the formation of proeutectoid cementite when the C content is high. . Therefore, the lower limit of the Si content is set to 0.005%. On the other hand, Si segregates in ferrite with a pearlite structure and increases the electrical resistivity of the steel wire. When Si is contained exceeding 0.350%, the electrical resistivity of the steel wire is remarkably increased. Therefore, the Si content is determined to be 0.005 to 0.350%.
ρ≦0.0155×TS+1.25……式(1) As the Si content increases, the tensile strength of the steel wire increases and the conductivity of the steel wire decreases. When a steel wire with higher strength is required, the Si content of the steel wire may be 0.100 to 0.350%. In this case, as will be described later, it is desirable that the tensile strength TS (MPa) and the electrical resistivity ρ (μΩ · cm) of the steel wire satisfy the following formula (1).
ρ ≦ 0.0155 × TS + 1.25 …… Equation (1)
ρ≦0.0155×TS-0.95……式(2) On the other hand, when a steel wire with further enhanced conductivity is required, the Si content of the steel wire may be 0.005% or more and less than 0.100%. In this case, as will be described later, it is desirable that the tensile strength TS (MPa) and the electrical resistivity ρ (μΩ · cm) of the steel wire satisfy the following formula (2).
ρ ≦ 0.0155 × TS−0.95 …… Formula (2)
Mnは脱酸元素であるとともに、鋼中のSをMnSとして固定し熱間脆性を抑制する作用を有すると共に、固溶Sによる導電率の低下を抑制する元素である。また、Mnは、鋼線材のパテンティング時の焼入れ性を向上させ、鋼線材の初析フェライト組織の面積率を低減させると共に、鋼線材の強度を増す効果がある。しかし、Mn含有量が0.10%未満である場合、前記作用による効果が十分に得られない。従って、Mn含有量の下限値を0.10%とする。一方、Mnは鋼の導電率を低下させる。従って、Mn含有量の上限値を0.90%とする。また、鋼の焼入れ性を十分担保すると共に、導電率も確保するためには、Mnの含有量の上限を、好ましくは0.80%以下、更に好ましくは0.60%以下とする。 (Mn: 0.10-0.90%)
Mn is a deoxidizing element and has an effect of suppressing hot brittleness by fixing S in steel as MnS, and is an element that suppresses a decrease in conductivity due to solute S. Moreover, Mn has the effect of improving the hardenability at the time of patenting of the steel wire, reducing the area ratio of the proeutectoid ferrite structure of the steel wire, and increasing the strength of the steel wire. However, when the Mn content is less than 0.10%, the effect by the above action cannot be sufficiently obtained. Therefore, the lower limit of the Mn content is 0.10%. On the other hand, Mn decreases the electrical conductivity of steel. Therefore, the upper limit of the Mn content is set to 0.90%. Further, in order to sufficiently ensure the hardenability of the steel and to secure the electrical conductivity, the upper limit of the Mn content is preferably 0.80% or less, more preferably 0.60% or less.
Crは、焼入れ性向上元素であるとともに、パ-ライトのラメラー間隔を小さくして鋼線材の引張強さを高める元素である。この効果を得るために、Cr含有量を0.010%以上にする必要がある。Cr含有量は、より好ましくは0.020%以上である。一方で、Crの分配が起こり難いパテンティング条件で鋼線材を製造した場合、Crが導電率を低下させる場合がある。導電率低下を防ぐために、Cr含有量の上限値を0.300%とする。Cr含有量は、更に好ましくは0.250%以下である。 (Cr: 0.010% to 0.300% or less)
Cr is an element that improves the hardenability and also increases the tensile strength of the steel wire by reducing the lamellar spacing of pearlite. In order to acquire this effect, it is necessary to make Cr content 0.010% or more. The Cr content is more preferably 0.020% or more. On the other hand, when a steel wire is manufactured under patenting conditions in which distribution of Cr is difficult to occur, Cr may lower the conductivity. In order to prevent a decrease in conductivity, the upper limit value of the Cr content is set to 0.300%. The Cr content is more preferably 0.250% or less.
Nは、冷間加工時のひずみ時効により、鋼の延性を低下させる。特に、N含有量が0.0100%を超える場合、鋼線材の延性が低下し、さらに導電率も低下する。したがって、N含有量を0.0100%以下に規制する。N含有量は、好ましくは0.0080%以下、更に好ましくは0.0050%以下である。 (N: 0.0100% or less)
N reduces the ductility of steel due to strain aging during cold working. In particular, when the N content exceeds 0.0100%, the ductility of the steel wire is lowered, and the electrical conductivity is also lowered. Therefore, the N content is restricted to 0.0100% or less. The N content is preferably 0.0080% or less, more preferably 0.0050% or less.
Pは、フェライトの固溶強化に寄与するが、鋼線材の延性を大幅に低下させる。特に、P含有量が0.030%を超える場合、鋼線材を鋼線に伸線加工する際の伸線加工性の低下が著しくなる。したがって、P含有量は0.030%以下に規制する。P含有量は、好ましくは0.012%以下である。 (P: 0.030% or less)
P contributes to solid solution strengthening of ferrite, but significantly reduces the ductility of the steel wire rod. In particular, when the P content exceeds 0.030%, the wire drawing workability is significantly reduced when the steel wire is drawn into a steel wire. Therefore, the P content is restricted to 0.030% or less. The P content is preferably 0.012% or less.
Sは、赤熱脆性を引き起こし、さらに鋼の延性を低下させる元素である。S含有量が0.030%を超える場合、鋼線材の延性の低下が著しくなることから、Sの含有量を0.030%以下に規制する。S含有量は、好ましくは0.010%以下である。 (S: 0.030% or less)
S is an element that causes red hot brittleness and further reduces the ductility of the steel. When the S content exceeds 0.030%, the ductility of the steel wire material is significantly reduced, so the S content is regulated to 0.030% or less. The S content is preferably 0.010% or less.
Alは、脱酸元素であるとともに、窒化物を生成することにより、Nの固定とオーステナイト粒径の微細化とを行うことができる元素である。この効果を得るために、Al含有量を0.001%以上としても良い。また、Alが窒化物として固定されず、ラメラーフェライト中でフリーAlとして存在する場合、鋼線材の導電率が低下する。そのため、Al含有量の上限値を0.070%とする。Al含有量は、好ましくは0.060%以下、更に好ましくは0.050%以下である。 (Al: 0 to 0.070%)
In addition to being a deoxidizing element, Al is an element that can fix N and refine the austenite grain size by forming nitrides. In order to obtain this effect, the Al content may be 0.001% or more. Moreover, when Al is not fixed as nitride and exists as free Al in lamellar ferrite, the electrical conductivity of the steel wire decreases. Therefore, the upper limit value of the Al content is set to 0.070%. The Al content is preferably 0.060% or less, more preferably 0.050% or less.
Tiは、脱酸元素であるとともに、炭窒化物を生成することにより、オーステナイト粒径の微細化を行うことができる元素である。この効果を得るために、Ti含有量を0.002%以上としてもよい。一方で、Ti含有量が0.030%を超える場合、製鋼段階で粗大な窒化物が混入する場合があると共に、熱延鋼のパテンティング処理中に炭化物が析出し、鋼線材の延性が低下する場合がある。そのため、Ti含有量の上限を0.030%とする。Ti含有量は好ましくは0.025%未満である。 (Ti: 0-0.030%)
Ti is a deoxidizing element and an element capable of refining the austenite grain size by generating carbonitride. In order to obtain this effect, the Ti content may be 0.002% or more. On the other hand, when the Ti content exceeds 0.030%, coarse nitrides may be mixed in the steel making stage, and carbide precipitates during the hot rolling steel patenting process, and the ductility of the steel wire is reduced. There is a case. Therefore, the upper limit of Ti content is 0.030%. The Ti content is preferably less than 0.025%.
Vは、焼入れ性向上元素であると共に、炭窒化物として析出することにより鋼の引張強さを向上させる。この効果を得るために、V含有量を0%超、又は0.002%以上としてもよい。一方、V含有量が過剰である場合、パテンティング時の変態終了時間が長くなると共に、粗大な炭窒化物の析出により鋼線材の延性及び靭性が低下する。そのため、V含有量の上限を0.100%とする。V含有量は、好ましくは0.080%以下である。 (V: 0 to 0.100%)
V is a hardenability improving element, and improves the tensile strength of steel by precipitating as carbonitride. In order to obtain this effect, the V content may be more than 0% or 0.002% or more. On the other hand, when the V content is excessive, the transformation completion time at the time of patenting becomes longer, and the ductility and toughness of the steel wire material decrease due to precipitation of coarse carbonitride. Therefore, the upper limit of V content is 0.100%. The V content is preferably 0.080% or less.
Nbは、焼入れ性向上元素であるとともに、炭化物として析出することによりオーステナイト粒径の微細化を行うことができる元素である。この効果を得るために、Nb含有量を0%超、又は0.002%以上としてもよい。一方で、Nb含有量が0.050%を超える場合、パテンティング時の変態終了時間が長くなる。そのため、Nb含有量を0.050%以下とする。Nb含有量は、好ましくは0.002~0.020%である。 (Nb: 0 to 0.050%)
Nb is an element that can reduce the austenite grain size by being precipitated as a carbide as well as a hardenability improving element. In order to obtain this effect, the Nb content may be more than 0% or 0.002% or more. On the other hand, when the Nb content exceeds 0.050%, the transformation end time during patenting becomes longer. Therefore, the Nb content is set to 0.050% or less. The Nb content is preferably 0.002 to 0.020%.
Moは、焼入れ性を向上させ、且つ初析フェライト量を低減させる元素である。この効果を得るために、Mo含有量を0%超、又は0.02%以上としてもよい。ただし、Mo含有量が過剰である場合、鋼線材のパテンティング時の変態終了時間が長くなる。そのため、Mo含有量の上限値を0.20%とする。Mo含有量は、好ましくは0.10%以下である。 (Mo: 0 to 0.20%)
Mo is an element that improves hardenability and reduces the amount of pro-eutectoid ferrite. In order to obtain this effect, the Mo content may be more than 0%, or 0.02% or more. However, when the Mo content is excessive, the transformation end time during patenting of the steel wire becomes long. Therefore, the upper limit value of the Mo content is 0.20%. The Mo content is preferably 0.10% or less.
Bは、焼入れ性向上元素であるとともに、初析フェライトの生成を抑制してパーライト量を向上させる元素である。この効果を得るために、B含有量を0.0003%以上としてもよい。一方で、B含有量が0.0030%を超える場合、鋼線材のパテンティングの際に、過冷状態のオーステナイト粒界上にM23(C,B)6が析出し、ワイヤの延性が損なわれる。そのため、B含有量を好ましくは0.0003~0.0030%とする。B含有量は、より好ましくは0.0020%以下である。 (B: 0-0.0030%)
B is an element that improves hardenability and also improves the amount of pearlite by suppressing the formation of proeutectoid ferrite. In order to obtain this effect, the B content may be 0.0003% or more. On the other hand, when the B content exceeds 0.0030%, M 23 (C, B) 6 precipitates on the overcooled austenite grain boundaries during the patenting of the steel wire rod, and the ductility of the wire is impaired. It is. Therefore, the B content is preferably 0.0003 to 0.0030%. The B content is more preferably 0.0020% or less.
中心部の組織は、80~100面積%のパーライト組織と、合計0面積%以上20面積%未満の初析フェライト、ベイナイト組織、初析セメンタイト、及びマルテンサイト等のパーライト以外の組織とを含む。中心部のパーライト組織の量が80面積%未満になり、パーライト以外の組織の量が20面積%以上になると、十分な引張強さが得られない。引張強さを一層向上させるために、本実施形態に係る鋼線材の中心部におけるパーライト量の下限値を82面積%、85面積%、87面積%、90面積%、または92面積%としてもよく、パーライト以外の組織の量の上限値を18面積%、15面積%、13面積%、10面積%、または8面積%としてもよい。本実施形態に係る鋼線材の中心部の組織は、パーライト以外の組織を必要としないので、本実施形態に係る鋼線材の中心部におけるパーライト量の上限値は100面積%であり、パーライト以外の組織の量の下限値は0面積%である。しかし、歩留まりの向上のために、本実施形態に係る鋼線材の中心部におけるパーライト量の上限値を99面積%、98面積%、または97面積%としてもよく、パーライト以外の組織の量の下限値を1面積%、2面積%、または3面積%としてもよい。 (Center structure: 80 to 100 area% pearlite and total 0 area% or more and less than 20 area% pro-eutectoid ferrite, bainite, pro-eutectoid cementite, martensite, etc.)
The central structure includes a pearlite structure of 80 to 100 area% and a structure other than pearlite such as pro-eutectoid ferrite, bainite structure, pro-eutectoid cementite, and martensite in a total area of 0 to 20%. When the amount of the pearlite structure at the center is less than 80 area% and the amount of the structure other than pearlite is 20 area% or more, sufficient tensile strength cannot be obtained. In order to further improve the tensile strength, the lower limit value of the amount of pearlite at the center of the steel wire according to this embodiment may be 82 area%, 85 area%, 87 area%, 90 area%, or 92 area%. The upper limit of the amount of tissue other than pearlite may be 18 area%, 15 area%, 13 area%, 10 area%, or 8 area%. Since the structure of the center part of the steel wire according to this embodiment does not require a structure other than pearlite, the upper limit of the amount of pearlite in the center of the steel wire according to this embodiment is 100% by area, and other than pearlite. The lower limit of the amount of tissue is 0 area%. However, in order to improve the yield, the upper limit value of the pearlite amount in the central portion of the steel wire according to the present embodiment may be 99 area%, 98 area%, or 97 area%, and the lower limit of the amount of the structure other than pearlite. The value may be 1 area%, 2 area%, or 3 area%.
表層部の組織は、70~100面積%のパーライトを含む。鋼線材の表層部と中心部で、鋼線材の製造段階、熱処理段階でそれぞれ加工と熱履歴が異なり、実際の変態温度は中心部に対して表層部が低くなる。従って、鋼線材の表層部のパーライト量は、鋼線材の中心部のパーライト量よりも少なくなることが通常である。しかしながら、鋼線材の表層部のパーライト量が70%未満となる場合、鋼線材の表層部の延性が不足するので、鋼線材のねじり特性が悪化する。従って、本実施形態に係る鋼線材の表層部のパーライト量は70面積%以上とされる。鋼線材の表層部のパーライト量の下限値を72面積%、75面積%、又は80面積%としてもよい。本実施形態に係る鋼線材の表層部の組織は、パーライト以外の組織を必要としないので、本実施形態に係る鋼線材の表層部におけるパーライト量の上限値は100面積%であり、パーライト以外の組織の量の下限値は0面積%である。しかし、歩留まりの向上のために、本実施形態に係る鋼線材の表層部におけるパーライト量の上限値を99面積%、98面積%、または97面積%としてもよく、パーライト以外の組織の量の下限値を1面積%、2面積%、または3面積%としてもよい。鋼線材の表層部に含まれるパーライト以外の組織としては、鋼線材の中心部と同様に、初析フェライト、ベイナイト組織、初析セメンタイト、及びマルテンサイト等が例示される。ただし、鋼線材の表層部は大きな加工変形を受けるので、鋼線材の表層部には、甚だしく変形したためにその種類が判別できない組織も含まれる場合がある。鋼線材の表層部におけるパーライト量とは、このような種類が判別できない組織の量を含まない値である。 (Surface layer structure: including 70 to 100 area% pearlite)
The structure of the surface layer portion contains 70 to 100 area% of pearlite. In the surface layer portion and the center portion of the steel wire material, the processing and thermal history are different in the production stage and the heat treatment stage of the steel wire material, respectively, and the actual transformation temperature is lower in the surface layer portion than in the center portion. Therefore, the amount of pearlite in the surface layer portion of the steel wire is usually smaller than the amount of pearlite in the center portion of the steel wire. However, when the amount of pearlite in the surface layer portion of the steel wire is less than 70%, the ductility of the surface layer portion of the steel wire is insufficient, and the torsional characteristics of the steel wire are deteriorated. Therefore, the amount of pearlite in the surface layer portion of the steel wire rod according to this embodiment is 70 area% or more. It is good also considering the lower limit of the amount of pearlite of the surface layer part of a steel wire rod as 72 area%, 75 area%, or 80 area%. Since the structure of the surface layer part of the steel wire according to the present embodiment does not require a structure other than pearlite, the upper limit value of the amount of pearlite in the surface layer part of the steel wire according to the present embodiment is 100% by area, and other than pearlite. The lower limit of the amount of tissue is 0 area%. However, in order to improve the yield, the upper limit value of the pearlite amount in the surface layer portion of the steel wire according to the present embodiment may be 99 area%, 98 area%, or 97 area%, and the lower limit of the amount of the structure other than pearlite. The value may be 1 area%, 2 area%, or 3 area%. Examples of the structure other than the pearlite contained in the surface layer portion of the steel wire material include pro-eutectoid ferrite, bainite structure, pro-eutectoid cementite, martensite, and the like, as in the central portion of the steel wire material. However, since the surface layer portion of the steel wire material is subjected to a large deformation, the surface layer portion of the steel wire material may include a structure whose type cannot be distinguished because of severe deformation. The amount of pearlite in the surface layer portion of the steel wire is a value that does not include the amount of structure in which such a type cannot be identified.
本実施形態に係る鋼線材の中心部のパーライト組織の平均ラメラー間隔は50~100nmの範囲である。合金元素のラメラーフェライト中への分配が等しい場合は、ラメラー間隔が小さいほど導電率が向上する。従って鋼線材の中心部のパーライト組織の平均ラメラー間隔は100nm以下とする。鋼線材の中心部のパーライト組織の平均ラメラー間隔の上限は、好ましくは98nm、95nm、93nm、又は90nmである。一方で、中心部のパーライト組織の平均ラメラー間隔が50nmを下回る様な成分・熱処理条件下である場合、合金元素量が高く、かつ合金元素が分配し難いため、50nmを下限とした。 (Average lamellar spacing of pearlite in the center: 50 to 100 nm)
The average lamellar spacing of the pearlite structure at the center of the steel wire according to this embodiment is in the range of 50 to 100 nm. When the distribution of the alloy elements in the lamellar ferrite is equal, the conductivity is improved as the lamellar spacing is reduced. Therefore, the average lamellar spacing of the pearlite structure at the center of the steel wire is set to 100 nm or less. The upper limit of the average lamellar spacing of the pearlite structure at the center of the steel wire is preferably 98 nm, 95 nm, 93 nm, or 90 nm. On the other hand, when the average lamellar spacing of the pearlite structure at the center is less than 50 nm and under heat treatment conditions, the alloy element amount is high and the alloy elements are difficult to be distributed.
本実施形態に係る鋼線材の中心部のパーライト中のラメラーセメンタイトの平均長さは、鋼線材の導電率と相関があり、ラメラーセメンタイトが分断されることによりラメラーセメンタイトの平均長さが短くなる程、鋼線材の導電性が高くなることを本発明者らは知見した。鋼線材の中心部のラメラーセメンタイトの平均長さが1.9μm超である場合、鋼線材の導電性は十分に向上しない。従って、本実施形態に係る鋼線材の中心部のパーライト中のラメラーセメンタイトの平均長さは1.9μm以下とする。中心部のパーライト中のラメラーセメンタイトの平均長さは、好ましくは1.8μm以下、1.6μm以下、1.5μm以下、1.4μm以下、または1.3μm以下である。鋼線材の中心部のラメラーセメンタイトを分断し、その平均長さを1.9μm以下とするためには、後述するように、鋼線材の中心部の平均パーライトブロック粒径を15μm以上とし、且つ鋼線材の製造方法が焼戻しを含む必要がある。 (Average length of lamellar cementite in the center: 1.9 μm or less)
The average length of lamellar cementite in the pearlite at the center of the steel wire according to this embodiment is correlated with the electrical conductivity of the steel wire, and the average length of lamellar cementite becomes shorter as the lamellar cementite is divided. The present inventors have found that the electrical conductivity of the steel wire is increased. When the average length of lamellar cementite at the center of the steel wire is more than 1.9 μm, the conductivity of the steel wire is not sufficiently improved. Therefore, the average length of lamellar cementite in the pearlite at the center of the steel wire according to this embodiment is set to 1.9 μm or less. The average length of lamellar cementite in the central pearlite is preferably 1.8 μm or less, 1.6 μm or less, 1.5 μm or less, 1.4 μm or less, or 1.3 μm or less. In order to sever lamellar cementite at the center of the steel wire and make the average length 1.9 μm or less, the average pearlite block particle size at the center of the steel wire is set to 15 μm or more as described later, and the steel The manufacturing method of a wire needs to include tempering.
上述されたように、本実施形態に係る鋼線材の中心部のパーライト中のラメラーセメンタイトの平均長さは1.9μm以下とされる必要がある。このようなラメラーセメンタイトを有する鋼線材を得るためには、後述されるように、鋼線材の中間材料である熱延鋼を、パーライトを生成させるパテンティング工程の後に所定条件下で焼戻して、ラメラーセメンタイトを分断する必要がある。本発明者らは、中心部の平均パーライトブロックサイズが小さいほど、焼戻しの際にラメラーセメンタイトが分断されにくくなることを知見した。 (Average pearlite block size in the center: 15.0 to 30.0 μm)
As described above, the average length of lamellar cementite in the pearlite at the center of the steel wire rod according to this embodiment needs to be 1.9 μm or less. In order to obtain a steel wire having such lamellar cementite, as described later, hot rolled steel, which is an intermediate material of the steel wire, is tempered under a predetermined condition after a patenting step for generating pearlite, and lamellar is obtained. It is necessary to break up the cementite. The present inventors have found that the smaller the average pearlite block size in the central part, the harder the lamellar cementite is divided during tempering.
鋼線材の表層部の組織は、鋼線材を伸線加工して得られるワイヤ(鋼線)の、ねじり変形に対する延性に大きく影響する。鋼線材の表層部のパーライトブロックサイズを微細化することで、組織の不均一性を抑制し、鋼線材を伸線加工して得られるワイヤの延性を向上出来る。しかし、上述されたように、鋼線材全体でパーライトブロックサイズを微細化すると、ラメラーセメンタイトの分断が妨げられる。従って、表層部の平均パーライトブロックサイズに対する中心部の平均パーライトブロックサイズの比(以下「PBS比」と略す場合がある)が0.87以下になるように、表層部のパーライトブロックを微細化させることが必要である。これにより、ラメラーセメンタイトの分断を妨げることなく鋼線材の延性(及び、鋼線材を伸線加工して得られるワイヤの延性)を確保する事ができる。PBS比は、より好ましくは0.85以下とする。なお、PBS比の下限値は特に限定されないが、PBS比を0.40未満とすることは設備能力などに鑑みて困難であるので、PBS比の下限値を0.40、0.50、又は0.60としてもよい。 (Average pearlite block size in the surface layer: 0.40 to 0.87 times the average pearlite block size in the center)
The structure of the surface layer portion of the steel wire material greatly affects the ductility of the wire (steel wire) obtained by drawing the steel wire material against torsional deformation. By reducing the pearlite block size of the surface layer portion of the steel wire, it is possible to suppress the non-uniformity of the structure and improve the ductility of the wire obtained by drawing the steel wire. However, as described above, when the pearlite block size is reduced in the entire steel wire rod, the division of lamellar cementite is prevented. Therefore, the pearlite block in the surface layer is made finer so that the ratio of the average pearlite block size in the center to the average pearlite block size in the surface layer (hereinafter sometimes referred to as “PBS ratio”) is 0.87 or less. It is necessary. Thereby, the ductility of the steel wire rod (and the ductility of the wire obtained by drawing the steel wire rod) can be ensured without disturbing the division of the lamellar cementite. The PBS ratio is more preferably 0.85 or less. Note that the lower limit of the PBS ratio is not particularly limited, but it is difficult to make the PBS ratio less than 0.40 in view of the facility capacity and the like, so the lower limit of the PBS ratio is set to 0.40, 0.50, or It may be 0.60.
ρ≦0.0155×TS+1.25・・・式(1)
ρ≦0.0155×TS-0.95・・・式(2) In the steel wire according to the present embodiment, the tensile strength TS (MPa) of the steel wire and the electrical resistivity ρ (μΩ · cm) from the viewpoint of increasing both the strength and conductivity of the steel wire as the ACSR. It is preferable to define the relationship with Eq. (1) using the formula (1) for the high Si steel wire rod and using the formula (2) for the low Si steel wire rod.
ρ ≦ 0.0155 × TS + 1.25 (1)
ρ ≦ 0.0155 × TS−0.95 (2)
本実施形態に係る鋼線材の製造方法では、まず、鋼を溶製した後、連続鋳造等によって、本実施形態に係る鋼線材の化学成分を有する鋳片を製造する。後述される熱間圧延の前に、鋳片に分塊圧延を行って鋼片を得てもよい。 (Casting S1)
In the method for manufacturing a steel wire according to the present embodiment, first, after melting the steel, a slab having the chemical components of the steel wire according to the present embodiment is manufactured by continuous casting or the like. Prior to hot rolling, which will be described later, the slab may be subjected to ingot rolling to obtain a steel slab.
(保持S3:上記加熱温度での保持時間600秒以上7200秒以下)
鋳片は、熱間圧延の前に、その断面の平均温度が1150~1250℃の範囲内にある加熱温度まで加熱され、次いで、この加熱温度で600秒以上保持される。なお、加熱S2における鋳片の最大温度を加熱温度と称する。これら条件下での加熱保持が行われない場合、鋳片に含まれる炭窒化物の溶体化が不十分となり、中心部の平均パーライトブロックサイズが上述された規定範囲外となる。なお、上述されたように、中心部の平均パーライトブロックサイズが規定範囲内にしなければラメラーセメンタイトの分断が進まないので、この条件下での加熱保持が行われない場合、中心部のラメラーセメンタイトの平均のセメンタイト長さも上述された範囲外となり、鋼線材の導電性が損なわれる。また、保持時間は、脱炭抑制の観点から、好ましくは7200秒以下である。 (Heating S2: Heating temperature 1150 ° C or higher and 1250 ° C or lower)
(Holding S3: Holding time at the above heating temperature 600 seconds to 7200 seconds)
Prior to hot rolling, the slab is heated to a heating temperature at which the average temperature of the cross section is in the range of 1150 to 1250 ° C., and then held at this heating temperature for 600 seconds or more. In addition, the maximum temperature of the slab in heating S2 is called heating temperature. If the heating and holding under these conditions is not performed, the solution of carbonitride contained in the slab becomes insufficient, and the average pearlite block size in the center part is outside the above-mentioned specified range. As described above, the lamellar cementite will not be divided unless the average pearlite block size in the center is within the specified range. Therefore, if the heating and holding under this condition is not performed, the lamellar cementite in the center will not be broken. The average cementite length is also outside the above-mentioned range, and the conductivity of the steel wire is impaired. The holding time is preferably 7200 seconds or less from the viewpoint of suppressing decarburization.
鋳片圧延後に一度冷却され、再度加熱保持された鋼片は、熱間圧延されて熱延鋼となる。熱間圧延では、仕上温度を950~1050℃とする必要がある。仕上温度が不適切である場合、中心部の平均パーライトブロックサイズが規定範囲外となる。この理由は、仕上温度1050℃超では、熱間圧延後のオーステナイト粒が粗大化するので、その後の冷却においてパーライトが十分に生成せず、これにより表層部の延性が得られなくなるからであり、仕上温度950℃未満では、表層部と中心部とのパーライトブロックサイズ比を規定の範囲に収めるのが困難となるためである。 (Hot rolling S4: Finishing temperature 950 ° C. or higher and 1050 ° C. or lower)
The steel slab that has been cooled once after slab rolling and heated and held again is hot-rolled to become hot-rolled steel. In hot rolling, the finishing temperature needs to be 950 to 1050 ° C. When the finishing temperature is inappropriate, the average pearlite block size at the center is outside the specified range. The reason for this is that if the finishing temperature exceeds 1050 ° C., the austenite grains after hot rolling are coarsened, so that pearlite is not sufficiently generated in the subsequent cooling, and thereby the ductility of the surface layer portion cannot be obtained. If the finishing temperature is less than 950 ° C., it is difficult to keep the pearlite block size ratio between the surface layer portion and the center portion within a specified range.
(巻き取りS6:巻き取り温度780℃以上840℃以下)
(パテンティングS7:巻き取り終了から浸漬開始までの時間9~25秒以内、溶融ソルト温度450℃以上T1℃以下、浸漬時間20~200秒)
次に、仕上げ圧延後の熱延鋼は水冷され、巻き取られる。水冷停止温度及び巻取温度は780~840℃の範囲内とされる。次いで、巻き取られた熱延鋼は、巻き取り後9~25秒以内に、450℃以上T1℃以下の温度の溶融ソルトに20秒以上浸漬されることによりパテンティングされる。T1は後述の式(3)によって定義される値である。式(3)に含まれる記号「r’」は、熱延鋼の半径(即ち熱延鋼の半径)を単位mmで表す。水冷、巻き取り、及びパテンティングは、鋼線材のパーライトの構成を制御するために最も重要である。なお、溶融ソルトへの浸漬時間は、生産性の観点から、200秒以下であることが好ましい。
T1[℃]=-r’[mm]×16+580・・・式(3) (Water-cooled S5: Cooling stop temperature 780 ° C or higher and 840 ° C or lower)
(Winding S6: winding temperature 780 ° C. or higher and 840 ° C. or lower)
(Patenting S7: Within 9 to 25 seconds from the end of winding to the start of immersion, molten salt temperature 450 ° C. or higher and T1 ° C. or lower,
Next, the hot-rolled steel after finish rolling is water-cooled and wound up. The water cooling stop temperature and the coiling temperature are in the range of 780 to 840 ° C. Next, the wound hot-rolled steel is patented by being immersed in a molten salt at a temperature of 450 ° C. or higher and T1 ° C. or lower for 20 seconds or longer within 9 to 25 seconds after winding. T1 is a value defined by the following equation (3). The symbol “r ′” included in the formula (3) represents the radius of the hot rolled steel (that is, the radius of the hot rolled steel) in the unit of mm. Water cooling, winding and patenting are most important for controlling the pearlite composition of the steel wire. The immersion time in the molten salt is preferably 200 seconds or less from the viewpoint of productivity.
T1 [° C.] = − R ′ [mm] × 16 + 580 (3)
パテンティングされた熱延鋼は、540℃以上の温度範囲にある焼戻温度まで加熱され、この焼戻温度で30秒以上保持された後、室温まで冷却されることにより焼戻される。
なお、焼戻時間は、生産性の観点から、好ましくは600秒以下である。また、焼戻温度が高すぎると過剰な焼戻しによって鋼線材の強度が不足するので、焼戻温度を600℃以下とする。なお、焼戻温度とは焼戻しS8における最高加熱温度であり、焼戻時間とは、熱延鋼の温度が焼戻温度で保持されている時間である。 (Tempering S8: Tempering temperature 540 ° C to 600 ° C,
The patented hot-rolled steel is heated to a tempering temperature in a temperature range of 540 ° C. or higher, held at this tempering temperature for 30 seconds or more, and then tempered by being cooled to room temperature.
The tempering time is preferably 600 seconds or less from the viewpoint of productivity. Further, if the tempering temperature is too high, the strength of the steel wire becomes insufficient due to excessive tempering, so the tempering temperature is set to 600 ° C. or lower. The tempering temperature is the maximum heating temperature in tempering S8, and the tempering time is the time during which the temperature of the hot rolled steel is held at the tempering temperature.
鋼線材の表層部が含むパーライトの量(表層部パーライト組織率)は、鋼線材のC断面において、C断面外周に沿って均等に配された鋼線材の周面からr×0.05の深さを中心とする4つの観察箇所の組織写真をFE-SEMを用いて撮影し、各組織写真に含まれる非パーライト領域を特定し、各組織写真の非パーライト領域の面積率を画像解析により求め、非パーライト領域の面積率に基づいて各組織写真のパーライト面積率を算出し、各組織写真のパーライト面積率を平均することにより求めた。 The amount of pearlite contained in the center of the steel wire (center pearlite structure ratio) was obtained by taking a structure photograph of the nine observation points shown in FIG. 2 using the FE-SEM in the L cross section of the steel wire. The area ratio of the non-perlite area of each tissue photograph is determined by image analysis, and the pearlite area ratio of each tissue photograph is calculated based on the area ratio of the non-perlite area. The pearlite area ratio was obtained by averaging.
The amount of pearlite contained in the surface layer portion of the steel wire (surface layer pearlite structure ratio) is a depth of r × 0.05 from the circumferential surface of the steel wire evenly distributed along the outer periphery of the C cross section in the C cross section of the steel wire. Tissue photographs of the four observations centered on the thickness are taken using FE-SEM, the non-perlite areas included in each tissue photograph are identified, and the area ratio of the non-perlite areas in each tissue photograph is obtained by image analysis. The pearlite area ratio of each tissue photograph was calculated based on the area ratio of the non-pearlite region, and the pearlite area ratio of each tissue photograph was averaged.
鋼線材の表層部の平均パーライトブロックサイズ(表層PBS)は、鋼線材のC断面の、C断面の外周に沿って均等に配置されている少なくとも4つの観察箇所に対し、中心部と同様に測定を行うことにより求めた。測定視野の中心は、鋼線材の周面からr×0.05の深さとした。
鋼線材の表層部の平均パーライトブロックサイズと鋼線材の中心部の平均パーライトブロックサイズとの比(表層/中心PBS比)は、上述の表層PBSを上述の中心PBSで割ることによって求めた。
なお、パーライト量が本発明の規定範囲から5%以上外れた鋼線材では、平均パーライトブロックサイズの測定を省略した。従って、パーライト量が本発明の規定範囲外である鋼線材の表層PBS及び/又は中心PBS、並びにPBS比は斜線で表した。 The average pearlite block size (center PBS) at the center of the steel wire is the average pearlite block in each field of view with a field size of 250 μm × 250 μm for the nine observation points 13 shown in FIG. The size was measured by the EBSD method, and then calculated by calculating the average value of the average pearlite block size of each visual field. In the measurement, a region surrounded by a boundary having an orientation difference of 9 ° or more was regarded as one pearlite block grain, and analyzed using the Johnson-Saltykov measurement method.
The average pearlite block size (surface layer PBS) of the surface layer portion of the steel wire is measured in the same manner as the central portion at least four observation points that are evenly arranged along the outer periphery of the C cross section of the steel wire. Determined by doing. The center of the measurement visual field was set to a depth of r × 0.05 from the peripheral surface of the steel wire.
The ratio of the average pearlite block size at the surface layer portion of the steel wire to the average pearlite block size at the center portion of the steel wire (surface layer / center PBS ratio) was determined by dividing the above surface layer PBS by the above center PBS.
In addition, the measurement of the average pearlite block size was abbreviate | omitted with the steel wire material from which the amount of pearlite deviated 5% or more from the regulation range of this invention. Therefore, the surface layer PBS and / or the central PBS of the steel wire whose pearlite amount is outside the specified range of the present invention, and the PBS ratio are represented by oblique lines.



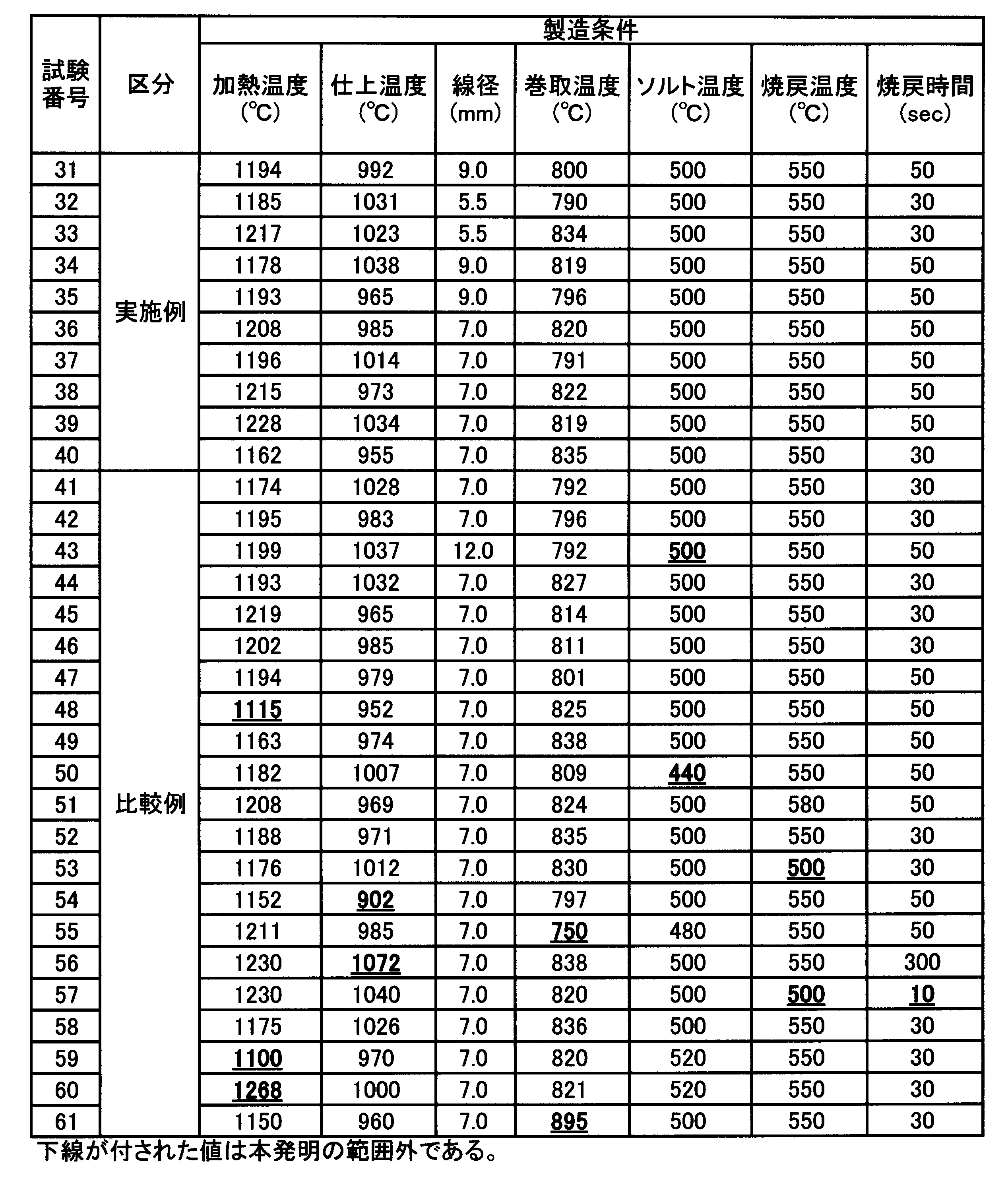


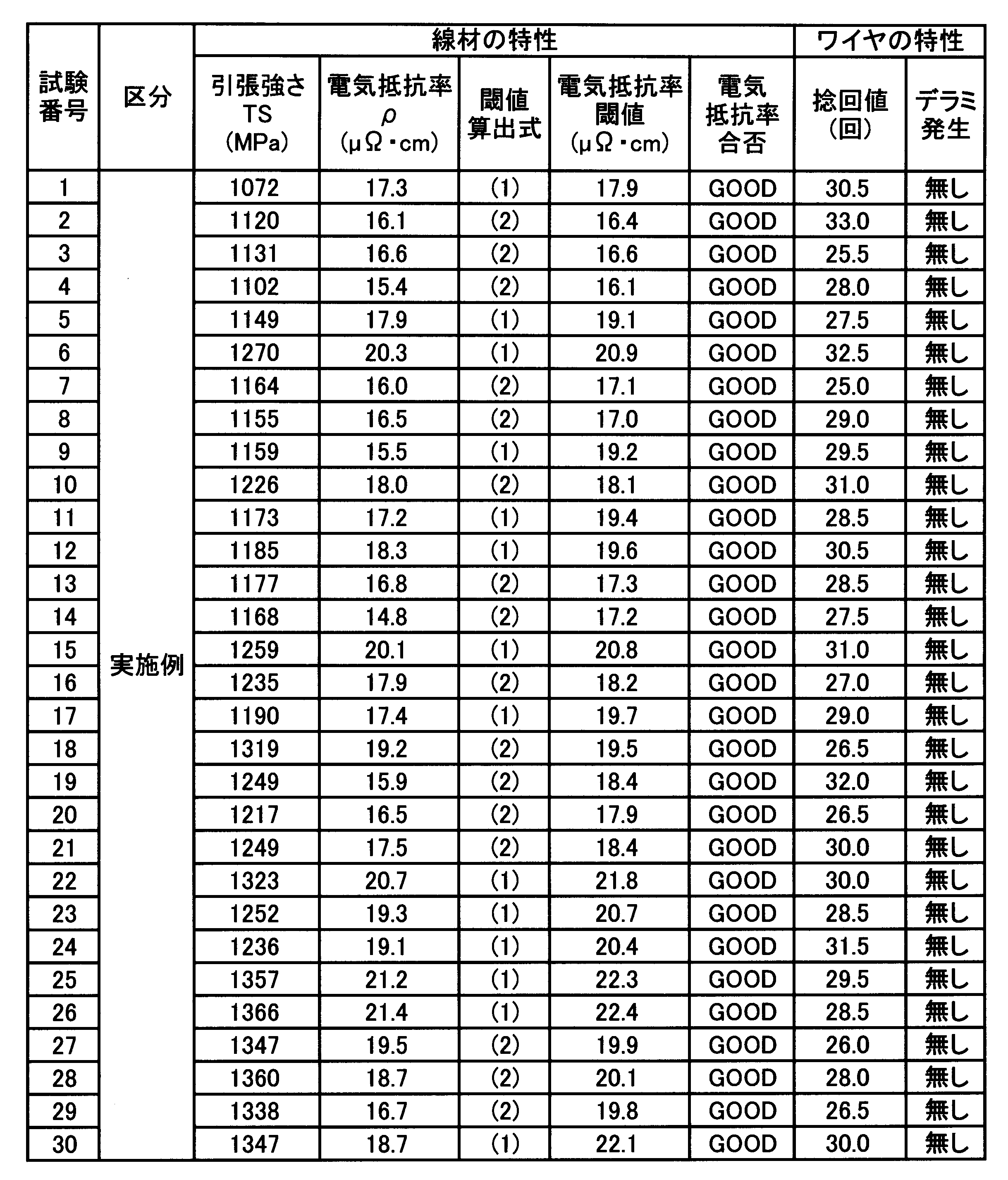
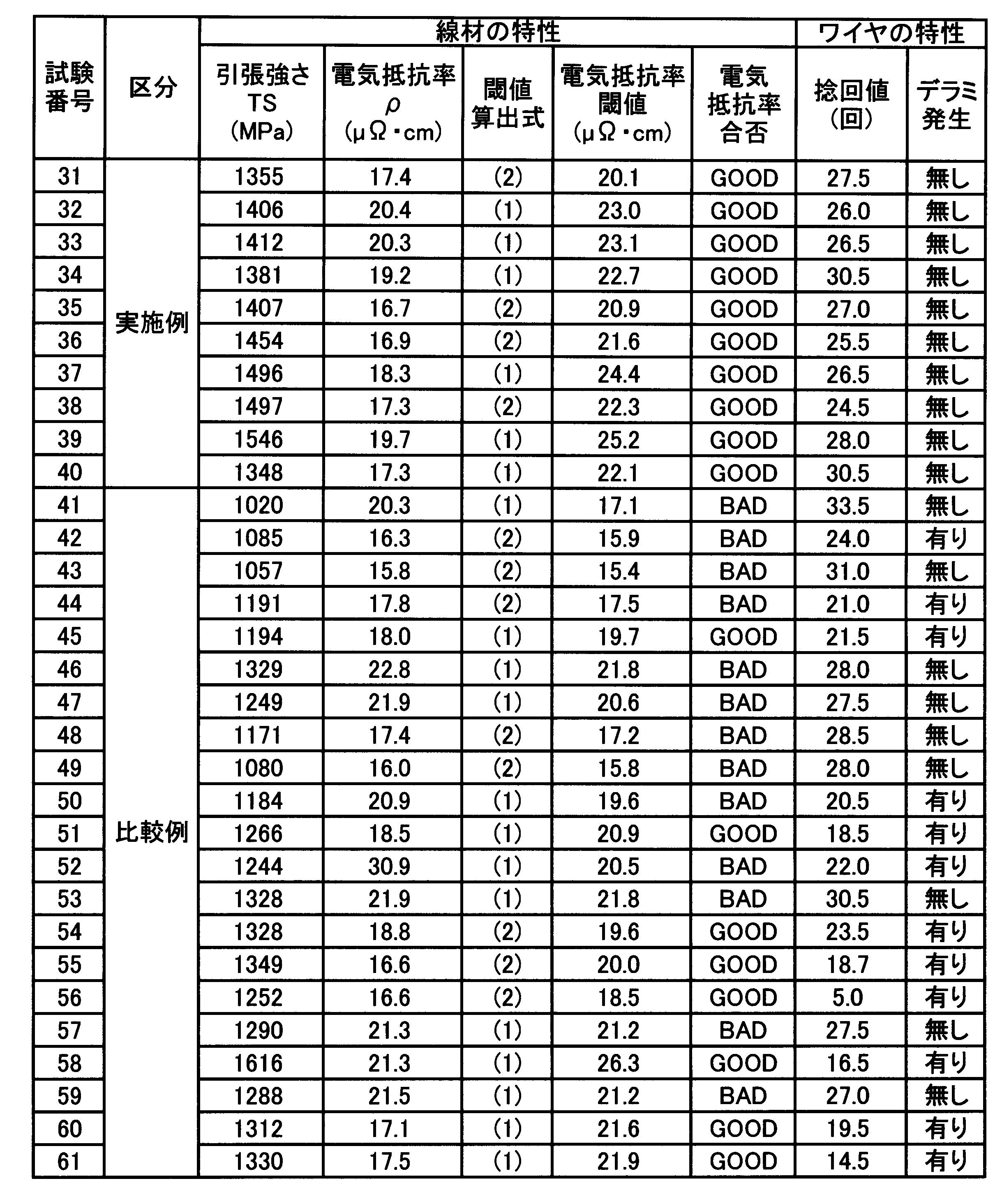
11 中心部
12 表層部
13 観察箇所
14 中心軸 DESCRIPTION OF
Claims (6)
- 化学成分が、単位質量%で、
C:0.60~1.10%、
Si:0.005~0.350%、
Mn:0.10~0.90%、
Cr:0.010~0.300%、
N:0.0100%以下、
P:0.030%以下、
S:0.030%以下、
Al:0~0.070%、
Ti:0~0.030%、
V:0~0.100%、
Nb:0~0.050%、
Mo:0~0.20%、及び
B:0~0.0030%を含有し、
残部はFe及び不純物からなり、
周面から中心軸までの距離を単位mmでrとするとき、前記中心軸からr×0.5までの領域である中心部における組織は、80~100面積%のパーライトと、合計0面積%以上20面積%未満の初析フェライト、初析セメンタイト、マルテンサイト、及びベイナイトとを含み、
前記中心部の前記パーライトの平均ラメラー間隔が50~100nmであり、
前記中心部のラメラーセメンタイトの平均長さが1.9μm以下であり、
前記中心部の平均パーライトブロックサイズが15.0~30.0μmであり、
前記周面からr×0.1までの領域である表層部における組織は、70~100面積%の前記パーライトを含み、
前記表層部の平均パーライトブロックサイズが前記中心部の前記平均パーライトブロックサイズの0.40倍以上、0.87倍以下である
ことを特徴とする鋼線材。 Chemical component is unit mass%,
C: 0.60 to 1.10%,
Si: 0.005 to 0.350%,
Mn: 0.10 to 0.90%,
Cr: 0.010 to 0.300%,
N: 0.0100% or less,
P: 0.030% or less,
S: 0.030% or less,
Al: 0 to 0.070%,
Ti: 0 to 0.030%,
V: 0 to 0.100%,
Nb: 0 to 0.050%,
Mo: 0 to 0.20%, and B: 0 to 0.0030%,
The balance consists of Fe and impurities,
When the distance from the peripheral surface to the central axis is r in the unit mm, the structure in the central portion, which is the region from the central axis to r × 0.5, is 80 to 100 area% pearlite and 0 area% in total. More than 20 area% pro-eutectoid ferrite, pro-eutectoid cementite, martensite, and bainite,
The average lamellar spacing of the pearlite in the center is 50 to 100 nm,
The average length of lamellar cementite in the center is 1.9 μm or less,
The average pearlite block size in the center is 15.0-30.0 μm,
The structure in the surface layer portion that is a region from the peripheral surface to r × 0.1 includes 70 to 100 area% of the pearlite,
An average pearlite block size of the surface layer portion is 0.40 times or more and 0.87 times or less of the average pearlite block size of the central portion. - 前記化学成分において、単位質量%で、Si:0.100~0.350%であり、
前記表層部の前記平均パーライトブロックサイズが17.0μm以下であり、
前記鋼線材の引張強さTS[MPa]と電気抵抗率ρ[μΩ・cm]との関係が、下記式(1)を満たす
ことを特徴とする請求項1に記載の鋼線材。
ρ≦0.0155×TS+1.25・・・式(1) In the chemical component, in unit mass%, Si: 0.100 to 0.350%,
The average pearlite block size of the surface layer portion is 17.0 μm or less,
The steel wire according to claim 1, wherein the relationship between the tensile strength TS [MPa] and the electrical resistivity ρ [µΩ · cm] of the steel wire satisfies the following formula (1).
ρ ≦ 0.0155 × TS + 1.25 (1) - 前記化学成分において、単位質量%で、Si:0.005%以上0.100%未満であり、
前記表層部の平均パーライトブロックサイズが前記中心部の平均パーライトブロックサイズの0.80倍以下であり、
更に、前記鋼線材の引張強さTS[MPa]と電気抵抗率ρ[μΩ・cm]との関係が、下記式(2)を満たす
ことを特徴とする請求項1に記載の鋼線材。
ρ≦0.0155×TS-0.95・・・式(2) In the chemical component, in unit mass%, Si: 0.005% or more and less than 0.100%,
The average pearlite block size of the surface layer portion is 0.80 times or less than the average pearlite block size of the central portion,
Furthermore, the relationship between the tensile strength TS [MPa] of the said steel wire, and electrical resistivity (rho) [microohm * cm] satisfy | fills following formula (2), The steel wire of Claim 1 characterized by the above-mentioned.
ρ ≦ 0.0155 × TS−0.95 (2) - 前記化学成分が、単位質量%で、
Al:0.001~0.070%、
Ti:0.002~0.030%、
V:0超0.100%以下、
Nb:0超0.050%以下、
Mo:0超0.20%以下、
B:0.0003~0.0030%よりなる群から選択される少なくとも1種または2種以上を含有する
ことを特徴とする請求項1~3のいずれか1項に記載の鋼線材。 The chemical component is unit mass%,
Al: 0.001 to 0.070%,
Ti: 0.002 to 0.030%,
V: More than 0 and 0.100% or less,
Nb: more than 0 and 0.050% or less,
Mo: more than 0 and 0.20% or less,
The steel wire according to any one of claims 1 to 3, comprising at least one selected from the group consisting of B: 0.0003 to 0.0030%, or two or more. - 化学成分が、単位質量%で、
C:0.60~1.10%、
Si:0.005~0.350%、
Mn:0.10~0.90%、
Cr:0.010~0.300%、
N:0.0100%以下、
P:0.030%以下、
S:0.030%以下、
Al:0~0.070%、
Ti:0~0.030%、
V:0~0.100%、
Nb:0~0.050%、
Mo:0~0.20%、及び
B:0~0.0030%を含有し、
残部がFe及び不純物からなる鋳片を鋳造する工程と;
前記鋳片を、1150℃以上1250℃以下の温度範囲内にある加熱温度まで加熱する工程と;
前記鋳片の温度を、前記加熱温度で600~7200秒間保持する工程と;
前記保持後の前記鋳片を、仕上温度が950℃以上1050℃以下となるように熱間圧延して熱延鋼を得る工程と;
前記熱延鋼を780℃以上840℃以下の温度範囲まで水冷する工程と;
前記水冷後の前記熱延鋼を、780℃以上840℃以下の前記温度範囲内で巻き取る工程と;
前記巻き取り後の前記熱延鋼を、前記巻き取り後9~25秒以内に、450℃以上且つ下記式(3)により規定されるT1℃以下の温度の溶融ソルトに20~200秒間浸漬することによりパテンティングする工程と;
前記パテンティング後の前記熱延鋼を、540~600℃の温度範囲にある焼戻温度まで加熱し、前記焼戻温度で30~600秒保持し、そして室温まで冷却することにより焼戻し、鋼線材を得る工程と;
を備えることを特徴とする鋼線材の製造方法。
T1[℃]=-r’[mm]×16+580・・・式(3)
r’は、単位mmでの、前記熱延鋼の周面から中心軸までの距離である。 Chemical component is unit mass%,
C: 0.60 to 1.10%,
Si: 0.005 to 0.350%,
Mn: 0.10 to 0.90%,
Cr: 0.010 to 0.300%,
N: 0.0100% or less,
P: 0.030% or less,
S: 0.030% or less,
Al: 0 to 0.070%,
Ti: 0 to 0.030%,
V: 0 to 0.100%,
Nb: 0 to 0.050%,
Mo: 0 to 0.20%, and B: 0 to 0.0030%,
Casting a slab of which the balance is Fe and impurities;
Heating the slab to a heating temperature within a temperature range of 1150 ° C. or higher and 1250 ° C. or lower;
Holding the temperature of the slab at the heating temperature for 600 to 7200 seconds;
Hot-rolling the cast slab after the holding so that the finishing temperature is 950 ° C. or higher and 1050 ° C. or lower;
Water-cooling the hot-rolled steel to a temperature range of 780 ° C. or higher and 840 ° C. or lower;
Winding the hot-rolled steel after the water cooling within the temperature range of 780 ° C. or higher and 840 ° C. or lower;
The hot-rolled steel after the winding is immersed in a molten salt at a temperature of 450 ° C. or higher and T1 ° C. or lower defined by the following formula (3) for 20 to 200 seconds within 9 to 25 seconds after the winding. And patenting by:
The hot-rolled steel after the patenting is tempered by heating to a tempering temperature in the temperature range of 540 to 600 ° C., holding at the tempering temperature for 30 to 600 seconds, and cooling to room temperature, Obtaining
A method for producing a steel wire rod, comprising:
T1 [° C.] = − R ′ [mm] × 16 + 580 (3)
r ′ is the distance from the peripheral surface of the hot-rolled steel to the central axis in unit mm. - 前記化学成分が、単位質量%で、
Al:0.001~0.070%、
Ti:0.002~0.030%、
V:0超0.100%以下、
Nb:0超0.050%以下、
Mo:0超0.20%以下、
B:0.0003~0.0030%よりなる群から選択される少なくとも1種または2種以上を含有する
ことを特徴とする請求項5に記載の鋼線材の製造方法。 The chemical component is unit mass%,
Al: 0.001 to 0.070%,
Ti: 0.002 to 0.030%,
V: More than 0 and 0.100% or less,
Nb: more than 0 and 0.050% or less,
Mo: more than 0 and 0.20% or less,
The method for producing a steel wire according to claim 5, comprising at least one or more selected from the group consisting of B: 0.0003 to 0.0030%.
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/340,653 US20200048731A1 (en) | 2016-10-11 | 2016-10-11 | Steel wire rod and manufacturing method of steel wire rod |
| KR1020197012888A KR20190067831A (en) | 2016-10-11 | 2016-10-11 | Manufacturing method of steel wire rod and steel wire rod |
| MX2019004146A MX2019004146A (en) | 2016-10-11 | 2016-10-11 | Steel wire material and production method for steel wire material. |
| PCT/JP2016/080060 WO2018069954A1 (en) | 2016-10-11 | 2016-10-11 | Steel wire material and production method for steel wire material |
| JP2018544586A JP6587036B2 (en) | 2016-10-11 | 2016-10-11 | Steel wire and method for manufacturing steel wire |
| EP16918676.4A EP3527681A4 (en) | 2016-10-11 | 2016-10-11 | Steel wire material and production method for steel wire material |
| CN201680089960.7A CN109963957A (en) | 2016-10-11 | 2016-10-11 | The manufacturing method of steel wire rod and steel wire rod |
| BR112019006654A BR112019006654A2 (en) | 2016-10-11 | 2016-10-11 | steel wire rod material and production method of steel wire rod material |
| CA3039303A CA3039303A1 (en) | 2016-10-11 | 2016-10-11 | Steel wire rod and manufacturing method of steel wire rod |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/080060 WO2018069954A1 (en) | 2016-10-11 | 2016-10-11 | Steel wire material and production method for steel wire material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018069954A1 true WO2018069954A1 (en) | 2018-04-19 |
Family
ID=61905251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/080060 WO2018069954A1 (en) | 2016-10-11 | 2016-10-11 | Steel wire material and production method for steel wire material |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20200048731A1 (en) |
| EP (1) | EP3527681A4 (en) |
| JP (1) | JP6587036B2 (en) |
| KR (1) | KR20190067831A (en) |
| CN (1) | CN109963957A (en) |
| BR (1) | BR112019006654A2 (en) |
| CA (1) | CA3039303A1 (en) |
| MX (1) | MX2019004146A (en) |
| WO (1) | WO2018069954A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020180330A (en) * | 2019-04-24 | 2020-11-05 | 日本製鉄株式会社 | Steel wire and aluminum-coated steel wire |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110428925A (en) * | 2019-08-15 | 2019-11-08 | 邢台通利光缆材料科技有限公司 | A kind of super material of resistance to aluminum-clad steel wire preparation method |
| JP7356066B2 (en) * | 2020-03-02 | 2023-10-04 | 日本製鉄株式会社 | hot rolled steel plate |
| CN113088811A (en) * | 2021-03-04 | 2021-07-09 | 天津荣程联合钢铁集团有限公司 | Niobium-containing alloy steel and preparation method thereof |
| CN114292996B (en) * | 2021-11-26 | 2023-12-08 | 铃木加普腾钢丝(苏州)有限公司 | Process for heat treating steel wire oxide layer |
| CN116162858A (en) * | 2023-03-01 | 2023-05-26 | 江苏省沙钢钢铁研究院有限公司 | Wire rod for winding flat steel wire, and production method and application thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08295991A (en) * | 1995-04-21 | 1996-11-12 | Nippon Steel Corp | Wire rod to be descaled |
| JPH11229088A (en) * | 1998-02-17 | 1999-08-24 | Nippon Steel Corp | High tensile strength wire rod for steel wire excellent in twisting value and its production |
| JP2008007856A (en) * | 2006-06-01 | 2008-01-17 | Nippon Steel Corp | Method for producing high-ductility direct patenting wire rod |
| KR20110047383A (en) * | 2009-10-30 | 2011-05-09 | 주식회사 포스코 | High strength wire rod for drawing having with superior drawability and manufacturing method the same |
| WO2011055746A1 (en) * | 2009-11-05 | 2011-05-12 | 新日本製鐵株式会社 | High-carbon steel wire material with excellent processability |
| WO2012124679A1 (en) * | 2011-03-14 | 2012-09-20 | 新日本製鐵株式会社 | Steel wire material and process for producing same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4429442B2 (en) | 1999-12-16 | 2010-03-10 | 古河電気工業株式会社 | Overhead power line |
| JP3806653B2 (en) | 2002-02-06 | 2006-08-09 | 株式会社神戸製鋼所 | Steel for electrical parts excellent in cold forgeability and electrical conductivity, electrical parts excellent in electrical conductivity, and manufacturing method thereof |
| EP3015563B1 (en) * | 2013-06-24 | 2018-08-01 | Nippon Steel & Sumitomo Metal Corporation | High-carbon steel wire rod and method for manufacturing same |
| JP6288264B2 (en) * | 2014-06-02 | 2018-03-07 | 新日鐵住金株式会社 | Steel wire rod |
-
2016
- 2016-10-11 BR BR112019006654A patent/BR112019006654A2/en not_active IP Right Cessation
- 2016-10-11 CN CN201680089960.7A patent/CN109963957A/en active Pending
- 2016-10-11 CA CA3039303A patent/CA3039303A1/en not_active Abandoned
- 2016-10-11 MX MX2019004146A patent/MX2019004146A/en unknown
- 2016-10-11 KR KR1020197012888A patent/KR20190067831A/en not_active Application Discontinuation
- 2016-10-11 EP EP16918676.4A patent/EP3527681A4/en not_active Withdrawn
- 2016-10-11 JP JP2018544586A patent/JP6587036B2/en active Active
- 2016-10-11 WO PCT/JP2016/080060 patent/WO2018069954A1/en unknown
- 2016-10-11 US US16/340,653 patent/US20200048731A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08295991A (en) * | 1995-04-21 | 1996-11-12 | Nippon Steel Corp | Wire rod to be descaled |
| JPH11229088A (en) * | 1998-02-17 | 1999-08-24 | Nippon Steel Corp | High tensile strength wire rod for steel wire excellent in twisting value and its production |
| JP2008007856A (en) * | 2006-06-01 | 2008-01-17 | Nippon Steel Corp | Method for producing high-ductility direct patenting wire rod |
| KR20110047383A (en) * | 2009-10-30 | 2011-05-09 | 주식회사 포스코 | High strength wire rod for drawing having with superior drawability and manufacturing method the same |
| WO2011055746A1 (en) * | 2009-11-05 | 2011-05-12 | 新日本製鐵株式会社 | High-carbon steel wire material with excellent processability |
| WO2012124679A1 (en) * | 2011-03-14 | 2012-09-20 | 新日本製鐵株式会社 | Steel wire material and process for producing same |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3527681A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020180330A (en) * | 2019-04-24 | 2020-11-05 | 日本製鉄株式会社 | Steel wire and aluminum-coated steel wire |
| JP7230669B2 (en) | 2019-04-24 | 2023-03-01 | 日本製鉄株式会社 | Steel wire and aluminum-coated steel wire |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3527681A1 (en) | 2019-08-21 |
| BR112019006654A2 (en) | 2019-07-02 |
| CN109963957A (en) | 2019-07-02 |
| JPWO2018069954A1 (en) | 2019-09-26 |
| US20200048731A1 (en) | 2020-02-13 |
| CA3039303A1 (en) | 2018-04-19 |
| MX2019004146A (en) | 2019-08-01 |
| JP6587036B2 (en) | 2019-10-09 |
| KR20190067831A (en) | 2019-06-17 |
| EP3527681A4 (en) | 2020-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6587036B2 (en) | Steel wire and method for manufacturing steel wire | |
| JP5169839B2 (en) | PWS plated steel wire with excellent twisting characteristics and manufacturing method thereof | |
| US10329646B2 (en) | Steel wire for drawing | |
| JP5114684B2 (en) | Wire material excellent in ductility, high-strength steel wire, and production method thereof | |
| US8168011B2 (en) | High-strength steel wire excellent in ductility and method of manufacturing the same | |
| US10597748B2 (en) | Steel wire rod for wire drawing | |
| KR101924709B1 (en) | Steel wire material | |
| JP6687112B2 (en) | Steel wire | |
| JP7226548B2 (en) | wire | |
| JP6725007B2 (en) | wire | |
| WO2015133614A1 (en) | High-carbon steel wire having superior wire drawing properties and method for producing same | |
| JP6575691B2 (en) | Steel wire and coated steel wire | |
| JP2018197375A (en) | Hot rolling wire for wire drawing | |
| JP6497156B2 (en) | Steel wire with excellent conductivity | |
| JP6881665B2 (en) | Wire rod, steel wire and aluminum coated steel wire | |
| TWI604068B (en) | Steel wire rod and method for manufacturing the same | |
| JP7230669B2 (en) | Steel wire and aluminum-coated steel wire | |
| JP2021161444A (en) | Steel wire material for wire drawing | |
| JP6825720B2 (en) | Aluminum covered steel wire and its manufacturing method | |
| JP6536382B2 (en) | Hot rolled wire for wire drawing | |
| JP2021161445A (en) | Steel wire material | |
| JP2017115176A (en) | Hot rolling wire material for wire drawing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16918676 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 3039303 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 2018544586 Country of ref document: JP Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112019006654 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20197012888 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2016918676 Country of ref document: EP Effective date: 20190513 |
|
| ENP | Entry into the national phase |
Ref document number: 112019006654 Country of ref document: BR Kind code of ref document: A2 Effective date: 20190402 |