WO2017208763A1 - High-strength steel sheet and method for producing same - Google Patents
High-strength steel sheet and method for producing same Download PDFInfo
- Publication number
- WO2017208763A1 WO2017208763A1 PCT/JP2017/017753 JP2017017753W WO2017208763A1 WO 2017208763 A1 WO2017208763 A1 WO 2017208763A1 JP 2017017753 W JP2017017753 W JP 2017017753W WO 2017208763 A1 WO2017208763 A1 WO 2017208763A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- less
- temperature
- cooling
- steel sheet
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- This disclosure relates to a high-strength steel sheet that can be used for various applications including automobile parts.
- Patent Document 1 discloses a high-strength steel sheet having a tensile strength of 980 to 1180 MPa and showing good deep drawability.
- tensile strength is required to be 980 MPa or more. Further, the tensile strength is required to have a sufficient value even in the welded portion. Specifically, the cross tensile strength of the spot weld is required to be 6 kN or more.
- the product of TS and total elongation (EL) (TS ⁇ EL) is required to be 21000 MPa% or more. Furthermore, in order to ensure the moldability at the time of component molding, the hole expansion ratio ⁇ is required to be 20% or more, and the limit overhang height (overhang height) indicating the overhang moldability is also required to be 16 mm or more. Yes. Moreover, the joint strength of a spot welded part is also calculated
- Patent Document 1 the high-strength steel sheet disclosed in Patent Document 1 is difficult to satisfy all these requirements, and a high-strength steel sheet that can satisfy all these requirements has been demanded.
- Embodiments of the present invention have been made in order to meet such requirements, and include tensile strength (TS), cross tensile strength of spot welds (SW cross tension), yield ratio (YR), and (TS).
- the object is to provide a high-strength steel sheet having a high product of all elongation (EL) (TS ⁇ EL), hole expansion ratio ( ⁇ ), and limit overhang height, and a method for producing the same.
- Aspect 1 of the present invention C: 0.15% by mass to 0.35% by mass, Total of Si and Al: 0.5% by mass to 3.0% by mass, Mn: 1.0% by mass to 4.0% by mass, P: 0.05 mass% or less, S: 0.01% by mass or less, And the balance consists of Fe and inevitable impurities, Steel structure
- the ferrite fraction is 5% or less,
- the total fraction of tempered martensite and tempered bainite is 60% or more,
- the amount of retained austenite is 10% or more, This is a high-strength steel sheet having an average size of MA of 1.0 ⁇ m or less and a half-value width of Mn concentration distribution in the carbon concentration region that is equal to the amount of retained austenite being 0.3% by mass or more.
- Aspect 2 of the present invention is the high-strength steel sheet according to Aspect 2 in which the C content is 0.30 mass% or less.
- Aspect 3 of the present invention is the high-strength steel sheet according to Aspect 1 or 2, wherein the Al content is less than 0.10% by mass.
- Cu 0.50% by mass or less
- Ni 0.50% by mass or less
- Cr 0.50% by mass or less
- Mo 0.50% by mass or less
- B 0.01 % By mass or less
- V 0.05% by mass or less
- Nb 0.05% by mass or less
- Ti 0.05% by mass or less
- Ca 0.05% by mass or less
- REM 0.01% by mass or less
- the high-strength steel sheet according to any one of aspects 1 to 3, including one or more kinds.
- Aspect 5 of the present invention provides a rolled material having the component composition described in any one of the aspects 1 to 4, and The rolled material is held at a temperature between Ac 1 point and 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 point for 5 seconds or more, then heated to Ac 3 point or more and held for 5 to 600 seconds.
- Austenite After the austenitization, cooling to a cooling stop temperature between 650 ° C. and 100 ° C. to 300 ° C. at a cooling rate of 10 ° C./second or more; And heating to a reheating temperature in the range of 300 to 500 ° C. from the cooling stop temperature.
- Aspect 6 of the present invention is that cooling to the cooling stop temperature is performed at an average cooling rate of 0.1 ° C./second or more and less than 10 ° C./second to a rapid cooling start temperature that is 650 ° C. or higher, It is a manufacturing method of aspect 5 including cooling at an average cooling rate of 10 degrees C / sec or more from rapid cooling start temperature to the said cooling stop temperature.
- FIG. 1 is a diagram for explaining a method for producing a high-strength steel sheet according to an embodiment of the present invention, particularly heat treatment.
- the steel structure has a ferrite fraction of 5% or less, a total fraction of tempered martensite and tempered bainite: 60% or more, and remains.
- TS tensile strength
- YiR yield ratio
- TS product of
- EL total elongation
- SW cross tensile strength
- the intermediate two-phase coexisting region of one point and the Ac 3 point Ac, and more Ac 1 point has a Mn-enriched region formed by holding for a predetermined time at a temperature of at least 3 points of Ac after holding for a predetermined time at a temperature between ⁇ 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 points.
- a carbon enriched region corresponding to the retained austenite is formed during the heat treatment.
- region forms both a Mn concentration area
- the Mn concentration in the carbon concentration region (residual austenite), there are those that contain more Mn and those that do not. For this reason, when the distribution of the Mn concentration is measured over the entire carbon enriched region (that is, corresponding to the entire retained austenite), the Mn concentration has a certain degree of variation. Specifically, the half width of the Mn concentration distribution is 0.3% by mass or more.
- varying the amount of Mn contained in retained austenite means that retained austenite having various stability can be provided.
- Low-stability residual austenite that causes processing-induced transformation with a relatively small amount of strain and high-stability residual austenite that causes processing-induced transformation with a large amount of strain are mixed, and processing-induced transformation occurs in various strain regions. It becomes possible.
- the n value can be increased in a wide strain region, and the strain dispersibility can be improved to achieve high overhang workability. Details of the high-strength steel sheet and the manufacturing method thereof according to the present invention will be described below.
- composition The composition of the high-strength steel sheet according to the embodiment of the present invention will be described below. First, basic elements C, Si, Al, Mn, P and S will be described, and further elements that may be selectively added will be described. In addition, unit% display of a component composition means the mass% altogether.
- C 0.15 to 0.35%
- C is an essential element for obtaining a desired structure and ensuring high characteristics (TS ⁇ EL) and the like, and it is necessary to add 0.15% or more in order to exert such an action effectively. is there.
- more than 0.35% is not suitable for welding, and sufficient welding strength cannot be obtained.
- Preferably it is 0.18% or more, More preferably, it is 0.20% or more. Further, it is preferably 0.30% or less. If the C content is 0.30% or less, welding can be performed more easily.
- Si and Al each have a function of suppressing the precipitation of cementite and promoting the formation of retained austenite.
- Si and Al in total of 0.5% or more.
- coarse MA is formed.
- Al may be added in an amount that functions as a deoxidizing element, that is, less than 0.10% by mass, and is 0 for the purpose of, for example, suppressing the formation of cementite and increasing the amount of retained austenite. A larger amount such as 7% by mass or more may be added.
- Mn 1.0 to 4.0%
- Mn is an indispensable element for forming a Mn-concentrated region, forming retained austenite having different stability, and improving the stretch workability.
- it is necessary to add 1.0% or more.
- it exceeds 4.0%, the temperature range of the two-phase region heating is narrow and difficult to control, and the temperature becomes too low, so Ac 1 point to 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 points
- the transformation may not proceed and the Mn-enriched region may not be formed.
- it is 1.5% or more, More preferably, it is 2.0% or more. Moreover, Preferably it is 3.5% or less.
- P 0.05% or less P is unavoidably present as an impurity element. If P exceeds 0.05%, EL and ⁇ deteriorate. Therefore, the P content is 0.05% or less (including 0%). Preferably, it is 0.03% (including 0%) or less.
- S 0.01% or less S is unavoidably present as an impurity element. If S exceeding 0.01% is present, sulfide inclusions such as MnS are formed, which becomes a starting point of cracking and lowers ⁇ . Therefore, the S content is 0.01% or less (including 0%). Preferably, it is 0.005% (including 0%) or less.
- the balance is iron and inevitable impurities.
- inevitable impurities mixing of trace elements (for example, As, Sb, Sn, etc.) brought in depending on the situation of raw materials, materials, manufacturing equipment, etc. is allowed.
- trace elements for example, As, Sb, Sn, etc.
- P and S it is usually preferable that the content is small. Therefore, although it is an unavoidable impurity, there is an element that separately defines the composition range as described above. For this reason, in this specification, the term “inevitable impurities” constituting the balance is a concept that excludes elements whose composition ranges are separately defined.
- V, Nb, and Ti improve the strength-ductility balance by precipitation strengthening the parent phase and increasing the strength without significantly degrading the ductility.
- Ca and REM contribute to the improvement of strength-ductility balance and hole expandability by finely dispersing inclusions typified by MnS.
- examples of the REM (rare earth element) used in the embodiment of the present invention include Sc, Y, and lanthanoid. However, even if these elements are contained excessively, the above effects are saturated and it is economically wasteful. Therefore, it is preferable that these elements have amounts not more than the above upper limit values.
- Ferrite fraction 5% or less
- ferrite is generally excellent in workability, it has a problem of low strength. As a result, the yield ratio decreases when the amount of ferrite is large. Therefore, the ferrite fraction is set to 5% or less (5% by volume or less).
- the ferrite fraction is preferably 3% or less.
- the ferrite fraction can be obtained by observing with a light microscope and measuring a white region by a point calculation method. That is, the ferrite fraction can be obtained by an area ratio (area%) by such a method. And the value calculated
- Total fraction of tempered martensite and tempered bainite 60% or more Both high strength and high hole expansibility are achieved by setting the total fraction of tempered martensite and tempered bainite to 60% or more (60% by volume or more). it can.
- the total fraction of tempered martensite and tempered bainite is preferably 70% or more.
- the amount of tempered martensite and tempered bainite (total fraction) is measured by SEM observation of the cross-section subjected to nital corrosion, and the fraction of MA (that is, the sum of residual austenite and as-quenched martensite) is measured. It can be obtained by subtracting the above-mentioned ferrite fraction and MA fraction from the entire structure.
- Residual austenite amount 10% or more Residual austenite causes a TRIP phenomenon that transforms into martensite by processing-induced transformation during processing such as press processing, and can obtain a large elongation. Further, the formed martensite has a high hardness. Therefore, an excellent strength-ductility balance can be obtained.
- TS ⁇ EL is 21000 MPa% or more and an excellent strength-ductility balance can be realized.
- the amount of retained austenite is preferably 15% or more.
- MA is an abbreviation for martensite-austenite constituent and is a composite (composite structure) of martensite and austenite.
- the amount of retained austenite can be obtained by calculating by calculating the diffraction intensity ratio of austenite when ferrite (including tempered martensite and untempered martensite in X-ray diffraction is included) by X-ray diffraction.
- -K ⁇ radiation can be used.
- MA 1.0 ⁇ m or less MA is a hard phase, and the vicinity of the interface between the mother phase and the hard phase acts as a void formation site during deformation.
- the coarser the MA size the more concentrated the strain on the matrix / hard phase interface, and the more likely the fracture starts from voids formed in the vicinity of the matrix / hard phase interface.
- the hole expansion ratio ⁇ can be improved by making the MA size, particularly the MA average size as fine as 1.0 ⁇ m or less, and suppressing breakage.
- the average size of MA is preferably 0.8 ⁇ m or less.
- the average size of MA is observed by observing three or more fields of view at 3000 times or more by SEM with a SEM, drawing a straight line of 200 ⁇ m or more at an arbitrary position in the photograph, and measuring a section length where the straight line and the MA intersect, It can be obtained by calculating an average value of the intercept lengths.
- the half-value width of the Mn concentration distribution in the carbon-enriched region which is equal to the amount of retained austenite, is 0.3 mass% or more.
- most of retained austenite exists in the form of MA. It is difficult to identify only retained austenite with a microscope or SEM. Residual austenite has a carbon solid solubility limit larger than that of ferrite or the like, so that the heat treatment described later causes carbon to concentrate in the retained austenite. Therefore, the element mapping of carbon is performed using EPMA, and the measurement points having the same amount as the amount of retained austenite obtained by the above-mentioned X-ray diffraction in order from the measurement points having the highest carbon concentration are defined as the carbon concentration region.
- the region can be determined as retained austenite. That is, for example, when the amount of retained austenite is 15% by volume, by selecting 15% from the higher carbon concentration of the measurement points where the carbon content was measured by element mapping, these high carbon concentration measurement points (carbon concentration It can be determined that the crystallization region is retained austenite. Therefore, the “carbon enriched region having an amount equal to the amount of retained austenite” means a region corresponding to (corresponding to) retained austenite.
- the concentration distribution of Mn in the carbon enriched region which is equal to the amount of retained austenite, particularly the half width of the Mn concentration distribution, can also be measured using EPMA.
- the distribution of the Mn amount at the measurement point determined to be the carbon enrichment region is graphed, and the half width can be obtained therefrom.
- the half width of this Mn concentration distribution is 0.3% by mass or more, preferably 0.5% by mass or more, more preferably 0.6% by mass or more. And more preferably 0.75% by mass or more.
- retained austenite having a wide range of stability, from low-stability residual austenite to high-stability residual austenite.
- Residual austenite with low stability causes a work-induced transformation with a small amount of strain and becomes martensite.
- Residual austenite having high stability does not cause a processing-induced transformation at a small strain amount, and does not cause a processing-induced transformation until a large strain amount is imparted to become martensite.
- the machining-induced transformation will occur continuously from when the amount of strain immediately after the start of processing is small to when processing is advanced and the amount of strain is large.
- the n value can be increased over a wide strain range, and the strain dispersibility can be enhanced to achieve high overhang processability.
- the steel structure other than the above-described ferrite, tempered martensite, tempered bainite and retained austenite is not particularly defined.
- steel structures such as ferrite, pearlite, untempered bainite, untempered martensite, and the like may exist. If the steel structure such as ferrite satisfies the above-described structure condition, the effect of the embodiment of the present invention is exhibited even if pearlite or the like is present.
- the high-strength steel plate according to the embodiment of the present invention has TS, YR, TS ⁇ EL, hole expansion ratio ( ⁇ ), cross-tension strength (SW cross-tension) of spot welds, and limit overhang height. Both are at a high level.
- Tensile strength (TS) It has a TS of 980 MPa or more. Thereby, sufficient strength can be secured.
- Yield ratio (YR) It has a yield ratio of 0.70 or more. Thereby, combined with the above-described high tensile strength, high yield strength can be realized, and the final product obtained by processing such as deep drawing can be used under high stress. Preferably, it has a yield ratio of 0.75 or more.
- TS ⁇ EL Product of TS and total elongation (EL) (TS x EL) TS ⁇ EL is 21000 MPa% or more.
- TS ⁇ EL is 21000 MPa% or more.
- TS ⁇ EL is 23000 MPa% or more.
- the limit overhang height is an index used for evaluating the overhang formability.
- the limit overhang height is the punch stroke at the time of breakage where the load decreases rapidly in the load-stroke diagram. More specifically, a test piece having a diameter of 120 mm is used, a die having a diameter of 53.6 mm and a shoulder radius of 8 mm and a ball head punch having a diameter of 50 mm are sandwiched between the punch and the steel plate, and a blanking force is 1000 kgf. As a result, the limit overhang height is obtained by measuring the height at break (punch stroke).
- the high strength steel plate according to the embodiment of the present invention has a limit overhang height of 16 mm or more, preferably 17 mm or more.
- the high-strength steel plate according to the embodiment of the present invention has a hole expansion ratio ⁇ of 20% or more, preferably 30% or more. Thereby, excellent workability such as press formability can be obtained.
- the cross tensile strength of the spot weld is evaluated according to JIS Z 3137.
- the spot welding conditions were two steel plates (1.4 mm thick in the examples described later), a dome radius type electrode with a pressure of 4 kN and a current of 6 kA to 12 kA at a 0.5 kA pitch. Perform spot welding. As a result, the minimum current at which dust is generated is obtained. And then. The cross tensile strength of the joint spot-welded at a current 0.5 kA lower than the lowest current at which the dust has occurred is measured.
- the high strength steel plate according to the embodiment of the present invention has a cross weld strength (SW cross tension) of a spot welded portion of 6 kN or more, preferably 8 kN or more, more preferably 10 kN or more.
- SW cross tension cross weld strength
- FIG. 1 is a diagram for explaining a method for producing a high-strength steel sheet according to an embodiment of the present invention, particularly heat treatment.
- the rolled material to be heat-treated is usually produced by hot rolling followed by cold rolling.
- the present invention is not limited to this, and either one of hot rolling and cold rolling may be performed.
- the conditions for hot rolling and cold rolling are not particularly limited.
- the austenitization step is a two-phase coexistence region between Ac 1 point and Ac 3 point, more specifically Ac 1 point and 0.2 ⁇ Ac 1. after holding for more than 5 seconds at a temperature T 1 of between point + 0.8 ⁇ Ac 3 point (Ac 1 ⁇ T 1 ⁇ 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3), further in FIG. 1 [3 As shown in [4], austenite is obtained by holding at the heating temperature T 2 for 5 to 600 seconds up to a temperature T 2 (Ac 3 ⁇ T 2 ) of Ac 3 points or more.
- the holding temperature T 1 may be held at a constant temperature between Ac 1 point and 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 point as shown in [2] in FIG. Between Ac 1 point and 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 points, such as gradually heating between Ac 1 point and 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 points. It may be varied.
- a large amount of Mn is distributed to the austenite side among the coexisting ferrite and austenite. Obtainable.
- the Mn concentration of the austenite formed in this Mn-concentrated region and remaining as austenite after heat treatment is high, it becomes possible to increase the variation in the Mn concentration in the carbon-concentrated region, and to realize high stretch formability. .
- the temperature T 1 When the temperature T 1 is lower than the Ac 1 point, the amount of Mn-enriched austenite becomes small, variation in Mn concentration in the retained austenite (carbon-enriched region) becomes small, and sufficient stretch formability can be obtained. Can not. When the temperature T 1 is higher than 0.2 ⁇ Ac 1 point + 0.8 ⁇ Ac 3 points, the Mn concentration of austenite becomes low, and the variation of Mn concentration in the retained austenite (carbon enriched region) becomes small, which is sufficient. The stretch formability cannot be obtained.
- the holding time at the temperature T 1 is from time shorter 5 seconds, insufficient time for Mn is diffused, Mn enrichment of the austenite is insufficient, variation in Mn in residual austenite (carbon concentrated region) It becomes small and sufficient stretch formability cannot be obtained. Although preferably longer holding time at the temperature T 1, preferably 900 seconds or less from the viewpoint of productivity.
- the temperature T 1 is between 0.9 ⁇ Ac 1 point + 0.1 ⁇ Ac 3 points and 0.3 ⁇ Ac 1 point + 0.7 ⁇ Ac 3 points, and the holding time at the temperature T 1 Is 10 seconds or more and 800 seconds or less. More preferably, the temperature T 1 is between 0.8 ⁇ Ac 1 point + 0.2 ⁇ Ac 3 points and 0.4 ⁇ Ac 1 point + 0.6 ⁇ Ac 3 points, and is maintained at the temperature T 1. The time is 30 seconds or more and 600 seconds or less.
- the heating rate up to the temperature T 1 shown as [1] in FIG. 1 is preferably 5 to 20 ° C./second.
- austenitizing held in Ac 3 point or more temperature T 2 (Ac 3 ⁇ T 2 ) until the temperature was raised temperature T 2.
- the holding time at the temperature T 2 is 5 to 600 seconds.
- temperature T 2 is lower than the Ac 3 point or the holding time at the temperature T 2 is shorter than 5 seconds, the ferrite fraction of the obtained high-strength steel sheet exceeds 5%, and YR decreases.
- temperature T 2 is preferably less Ac 3 point + 50 ° C.. If the holding time at the temperature T 2 is longer than 600 seconds, Mn concentration of Mn concentrated region by diffusion is low, the variation of the Mn concentration in the retained austenite is reduced, bulging formability is lowered.
- the temperature T 2 is Ac 3 point + 10 ° C. or higher, and the holding time at the temperature T 2 is 10 to 450 seconds. More preferably, the temperature T 2 is Ac 3 point + 20 ° C. or more, and the holding time at the temperature T 2 is 20 to 300 seconds. Shown in [3] in FIG. 1, the heating from temperature T 1 of the temperature T 2 is, 0.1 ° C. / sec or more, is preferably carried out at a heating rate of less than 10 ° C. / sec. In addition, about Ac 1 point and Ac 3 point, although you may obtain
- Ac 1 point and Ac 3 point can be calculated by using the following formulas (1) and 2 (formulas) (see, for example, “Leslie Steel Material Science” Maruzen, (1985)).
- Ac 1 point (° C.) 723 + 29.1 ⁇ [Si] ⁇ 10.7 ⁇ [Mn] + 16.9 ⁇ [Cr] ⁇ 16.9 ⁇ [Ni]
- Ac 3 points (° C.) 910 ⁇ 203 ⁇ [C] 1/2 + 44.7 ⁇ [Si] ⁇ 30 ⁇ [Mn] + 700 ⁇ [P] + 400 ⁇ [Al] + 400 ⁇ [Ti] + 104 ⁇ [V] ⁇ 11 ⁇ [Cr] + 31.5 ⁇ [Mo] ⁇ 20 ⁇ [Cu] ⁇ 15.2 ⁇ [Ni] (2)
- [] shows content shown by the mass% of the element described in it.
- a cooling stop temperature T 3 between 100 ° C. and 300 ° C. Cooling.
- This cooling causes martensitic transformation while leaving some austenite.
- Cooling stop temperature T 3 of 100 ° C. or higher, by controlling within a temperature range below 300 ° C., by adjusting the amount of austenite remaining without transformation to martensite, to control the final amount of retained austenite.
- a preferable holding time in the case of holding can be 1 to 600 seconds. Even if the holding time is increased, there is almost no influence on the characteristics, but if the holding time exceeds 600 seconds, the productivity is lowered.
- the cooling from the temperature T 2 to the cooling stop temperature T 3 the cooling from the temperature T 2 to the rapid cooling start temperature T 4, which is a temperature of 650 ° C. or more, shown in FIG. As described above, it is preferable to cool relatively slowly at less than 10 ° C./second. Then, it is shown in [6] in FIG. 1, the cooling from the quenching start temperature T 4 to a cooling stop temperature T 3 is cooled at an average cooling rate of 10 ° C. / sec or more. This is because the formation of ferrite during cooling can be suppressed.
- cooling stop temperature T 3 If the cooling stop temperature T 3 is lower than 100 ° C., the amount of retained austenite is insufficient, EL is lowered although TS increases, TS ⁇ EL is lowered. If the cooling stop temperature T 3 is higher than 300 ° C., more coarse untransformed austenite, that also remains in the subsequent cooling, finally MA size becomes coarse, hole expansion ratio becomes low.
- Cooling stop temperature T 3 is preferably 120 ° C. or more and 280 ° C. or less, more preferably, 140 ° C. or higher and 260 ° C. or lower.
- the average cooling rate from the quench initiation temperature T 4 to a cooling stop temperature T 3 is preferably not 15 ° C. / s or higher, more preferably 20 ° C. / s or higher.
- heating is performed to the reheating temperature T 5 in the range of 300 to 500 ° C. from the cooling stop temperature T 3 described above.
- the heating rate is not particularly limited.
- a preferred holding time is 50 to 1200 seconds.
- This reheating causes carbon in the martensite to be expelled, promoting carbon concentration to the surrounding austenite, and forming a carbon concentrated region. Thereby, the amount of retained austenite finally obtained (carbon enrichment region) can be increased.
- the reheating temperature T 5 is lower than 300 ° C., it decreases the TS ⁇ EL is not obtained sufficient amount of residual austenite is insufficient diffusion of carbon. Further, if the holding is not performed or the holding time is shorter than 50 seconds, there is a possibility that the carbon diffusion is similarly insufficient. For this reason, it is preferable to hold for 50 seconds or more at the reheating temperature.
- Reheating temperature T 5 is carbon and higher than 500 ° C.
- a preferred reheating temperature T 5 is 320 to 480 ° C. In this case, the upper limit of the holding time is preferably 900 seconds or less. The reheating temperature is more preferably 340 to 460 ° C. In this case, the upper limit of the holding time is preferably 600 seconds or less.
- the high-strength steel plate according to the embodiment of the present invention can be obtained.
- Sample No. 9 is a sample (steps corresponding to [7] to [8] in FIG. 1) that is cooled to the reheating temperature and held at that temperature instead of cooling to a cooling stop temperature between 100 ° C. and less than 300 ° C. Sample skipped).
- Samples 15 and 31-36 are sample heating temperature T 2 and quench start temperature T 4 to the same. That is, after austenitization, a sample cooled in one step to a cooling stop temperature T 3.
- underlined numerical values indicate that they are out of the scope of the embodiment of the present invention. However, it should be noted that “-” is not underlined even if it falls outside the scope of the embodiment of the present invention.
- Summary Sample No. which is an example sample that satisfies the conditions in the embodiment of the present invention.
- 11 to 15, 17, 18, 21, and 28 to 46 all have a tensile strength (TS) of 980 MPa or more, a yield ratio (YR) of 0.70 or more, and the product of (TS) and total elongation (EL) ( (TS ⁇ EL) is 21000 MPa% or more, the hole expansion ratio ( ⁇ ) is 20% or more, the limit overhang height is 16 mm or more, and the SW cross tension is 6 kN or more.
- sample no. In No. 1 since austenitization is not performed in two stages of temperature T 1 and temperature T 2 , but is held only at a temperature of three or more points corresponding to temperature T 2 , the Mn concentration in the carbon concentration region The value of the half width of the distribution is small, and the limit overhang height is low.
- Sample No. In No. 2 since the holding temperature T1 is low, the value of the half-value width of the Mn concentration distribution in the carbon concentration region is small, and the limit overhang height is low.
- Sample No. 3 because of the high holding temperature T 1, the value of the half width of the density distribution of Mn in the carbon concentrated region is small, the limit projecting height is lower.
- Sample No. 6 the heating temperature T 2 is low, it often Feraido amount, as a result, the yield ratio is low.
- Sample No. 7 because of the high cooling stop temperature T 3, tempered martensite and tempered bainite total fraction has become 0%, and the average size of the MA is increased. As a result, the yield ratio and the hole expansion rate are low.
- Sample No. In No. 8 since the holding time at the heating temperature T1 is short, the value of the half width of the Mn concentration distribution in the carbon concentration region is small, and as a result, the limit overhang height is low.
- Sample No. No. 9 has a long holding time at the heating temperature T 2 and a high cooling stop temperature T 3 . For this reason, the total fraction of tempered martensite and tempered bainite is 0%, the average size of MA is large, and the value of the half-value width of the concentration distribution of Mn is small. As a result, the hole expansion rate and the limit overhang height are low. Sample No. 10, the cooling stop temperature T 3 is low, less the amount of retained austenite, as a result, the values and limitations projecting height of TS ⁇ EL is low.
- Sample No. No. 16 has a low rapid quenching start temperature T 4 , so the amount of ferride is large, and the total fraction of tempered martensite and tempered bainite is low. As a result, the yield ratio is low.
- Sample No. 19 the reheating temperature T 5 is high, the amount of retained austenite is low. As a result, the tensile strength, the value of TS ⁇ EL, and the limit overhang height are low.
- Sample No. 20 the reheating temperature T 5 is low, the amount of retained austenite is low. As a result, the value of TS ⁇ EL and the limit overhang height are low.
- Sample No. No. 22 has a low amount of C and a small amount of retained austenite. As a result, the value of TS ⁇ EL and the limit overhang height are low.
- Sample No. No. 23 has a large amount of Mn, a low total fraction of tempered martensite and tempered bainite, and a large average size of MA. As a result, the hole expansion rate is low.
- Sample No. No. 24 has a small amount of Mn, a large amount of ferrite, and a low total fraction of tempered martensite and tempered bainite. As a result, the yield ratio and the value of TS ⁇ EL are low.
- Sample No. No. 25 has a low Si + Al content, a low total fraction of tempered martensite and tempered bainite and a residual austenite content, and a large MA average size. As a result, the value of TS ⁇ EL, the hole expansion rate, and the limit overhang height are low.
- Sample No. No. 26 has a large amount of C, and as a result, the SW cross tensile strength is low.
- Japanese Patent Application No. 2016-107598 and a Japanese patent application filed on March 31, 2017, Japanese Patent Application No. 2017-072109. Accompanied by claiming priority as a basic application.
- Japanese Patent Application No. 2016-107598 and Japanese Patent Application No. 2017-072109 are incorporated herein by reference.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Disclosed is a high-strength steel sheet comprising 0.15-0.35 mass% C, 0.5-3.0 mass% in total of Si and Al, 1.0-4.0 mass% Mn, 0.05 mass% or less of P, and 0.01 mass% or less of S, with the remainder comprising Fe and inevitable impurities, wherein: the steel structure comprises a ferrite fraction of 5% or less, a total fraction of tempered martensite and tempered bainite of 60% or greater, and a retained austenite amount of 10% or greater; the average size of MA is 1.0 µm or less; and the half width in Mn concentration distribution in a carbon concentrated region of an amount equivalent to said retained austenite amount is 0.3 mass% or greater.
Description
本開示は、自動車部品をはじめとする各種の用途に使用可能な高強度鋼板に関する。
This disclosure relates to a high-strength steel sheet that can be used for various applications including automobile parts.
自動車用部品等に供される鋼板は、燃費改善を実現するために薄肉化が求められており、薄肉化及び部品強度確保を達成するために鋼板の高強度化が求められている。特許文献1は980~1180MPaの引張強さを有し、かつ良好な深絞り性を示す高強度鋼板を開示している。
Steel sheets used for automobile parts and the like are required to be thin in order to improve fuel efficiency, and high strength of the steel sheets is required to achieve thinning and securing of component strength. Patent Document 1 discloses a high-strength steel sheet having a tensile strength of 980 to 1180 MPa and showing good deep drawability.
しかし、自動車用部品をはじめとする多くの用途において、高い引張強度と優れた深絞り性を有するだけでなく、さらに優れた強度延性バランス、高い降伏比および優れた張り出し成形性を有することが求められている。
引張強度、強度延性バランス、降伏比、深絞り特性および張出し成形性それぞれについて、具体的には、以下のことが求められている。
引張強度については、980MPa以上であることが求められている。さらに引張強度については、溶接部においても十分な値を有することが求められている。具体的には、スポット溶接部の十字引張強度は6kN以上であることが求められている。
使用中に負荷できる応力を高くするためには、高い引張強度(TS)に加えて高い降伏強度(YS)を有する必要がある。また、衝突安全性等を確保する観点から、鋼板の降伏強度を高めることも必要である。このため、具体的には0.70以上の降伏比(YR=YS/TS)が求められている。 However, in many applications, including automotive parts, not only has high tensile strength and excellent deep drawability, but also has excellent strength-ductility balance, high yield ratio, and excellent stretch formability. It has been.
Specifically, the following is required for each of tensile strength, strength ductility balance, yield ratio, deep drawing characteristics, and stretch formability.
The tensile strength is required to be 980 MPa or more. Further, the tensile strength is required to have a sufficient value even in the welded portion. Specifically, the cross tensile strength of the spot weld is required to be 6 kN or more.
In order to increase the stress that can be applied during use, it is necessary to have a high yield strength (YS) in addition to a high tensile strength (TS). Moreover, it is also necessary to increase the yield strength of the steel sheet from the viewpoint of ensuring collision safety and the like. Therefore, specifically, a yield ratio (YR = YS / TS) of 0.70 or more is required.
引張強度、強度延性バランス、降伏比、深絞り特性および張出し成形性それぞれについて、具体的には、以下のことが求められている。
引張強度については、980MPa以上であることが求められている。さらに引張強度については、溶接部においても十分な値を有することが求められている。具体的には、スポット溶接部の十字引張強度は6kN以上であることが求められている。
使用中に負荷できる応力を高くするためには、高い引張強度(TS)に加えて高い降伏強度(YS)を有する必要がある。また、衝突安全性等を確保する観点から、鋼板の降伏強度を高めることも必要である。このため、具体的には0.70以上の降伏比(YR=YS/TS)が求められている。 However, in many applications, including automotive parts, not only has high tensile strength and excellent deep drawability, but also has excellent strength-ductility balance, high yield ratio, and excellent stretch formability. It has been.
Specifically, the following is required for each of tensile strength, strength ductility balance, yield ratio, deep drawing characteristics, and stretch formability.
The tensile strength is required to be 980 MPa or more. Further, the tensile strength is required to have a sufficient value even in the welded portion. Specifically, the cross tensile strength of the spot weld is required to be 6 kN or more.
In order to increase the stress that can be applied during use, it is necessary to have a high yield strength (YS) in addition to a high tensile strength (TS). Moreover, it is also necessary to increase the yield strength of the steel sheet from the viewpoint of ensuring collision safety and the like. Therefore, specifically, a yield ratio (YR = YS / TS) of 0.70 or more is required.
強度延性バランスについては、TSと全伸び(EL)との積(TS×EL)が21000MPa%以上であることが求められている。さらに部品成形時の成形性を確保するために、穴広げ率λが20%以上であること、および張出し成形性を示す限界張出し高さ(張出し高さ)が16mm以上であることも求められている。また、自動車用鋼板の基本性能としてスポット溶接部の継手強度も求められる。
Regarding the strength ductility balance, the product of TS and total elongation (EL) (TS × EL) is required to be 21000 MPa% or more. Furthermore, in order to ensure the moldability at the time of component molding, the hole expansion ratio λ is required to be 20% or more, and the limit overhang height (overhang height) indicating the overhang moldability is also required to be 16 mm or more. Yes. Moreover, the joint strength of a spot welded part is also calculated | required as basic performance of the steel plate for cars.
しかし、特許文献1が開示する高強度鋼板では、これらの要求全てを満足することは困難であり、これらの要求全てを満足できる高強度鋼板が求められていた。
However, the high-strength steel sheet disclosed in Patent Document 1 is difficult to satisfy all these requirements, and a high-strength steel sheet that can satisfy all these requirements has been demanded.
本発明の実施形態はこのような要求に応えるためになされたものであって、引張強度(TS)、スポット溶接部の十字引張強度(SW十字引張)、降伏比(YR)、(TS)と全伸び(EL)との積(TS×EL)、穴広げ率(λ)および限界張出し高さが何れも高いレベルにある高強度鋼板およびその製造方法を提供することを目的とする。
Embodiments of the present invention have been made in order to meet such requirements, and include tensile strength (TS), cross tensile strength of spot welds (SW cross tension), yield ratio (YR), and (TS). The object is to provide a high-strength steel sheet having a high product of all elongation (EL) (TS × EL), hole expansion ratio (λ), and limit overhang height, and a method for producing the same.
本発明の態様1は、
C :0.15質量%~0.35質量%、
SiとAlの合計:0.5質量%~3.0質量%、
Mn:1.0質量%~4.0質量%、
P :0.05質量%以下、
S :0.01質量%以下、
を含み、残部がFeおよび不可避不純物からなり、
鋼組織が、
フェライト分率が5%以下であり、
焼戻しマルテンサイトと焼戻しベイナイトの合計分率が60%以上であり、
残留オーステナイト量が10%以上であり、
MAの平均サイズが1.0μm以下であり、残留オーステナイト量と等しい量である炭素濃化領域におけるMnの濃度分布の半価幅が0.3質量%以上である高強度鋼板である。Aspect 1 of the present invention
C: 0.15% by mass to 0.35% by mass,
Total of Si and Al: 0.5% by mass to 3.0% by mass,
Mn: 1.0% by mass to 4.0% by mass,
P: 0.05 mass% or less,
S: 0.01% by mass or less,
And the balance consists of Fe and inevitable impurities,
Steel structure
The ferrite fraction is 5% or less,
The total fraction of tempered martensite and tempered bainite is 60% or more,
The amount of retained austenite is 10% or more,
This is a high-strength steel sheet having an average size of MA of 1.0 μm or less and a half-value width of Mn concentration distribution in the carbon concentration region that is equal to the amount of retained austenite being 0.3% by mass or more.
C :0.15質量%~0.35質量%、
SiとAlの合計:0.5質量%~3.0質量%、
Mn:1.0質量%~4.0質量%、
P :0.05質量%以下、
S :0.01質量%以下、
を含み、残部がFeおよび不可避不純物からなり、
鋼組織が、
フェライト分率が5%以下であり、
焼戻しマルテンサイトと焼戻しベイナイトの合計分率が60%以上であり、
残留オーステナイト量が10%以上であり、
MAの平均サイズが1.0μm以下であり、残留オーステナイト量と等しい量である炭素濃化領域におけるMnの濃度分布の半価幅が0.3質量%以上である高強度鋼板である。
C: 0.15% by mass to 0.35% by mass,
Total of Si and Al: 0.5% by mass to 3.0% by mass,
Mn: 1.0% by mass to 4.0% by mass,
P: 0.05 mass% or less,
S: 0.01% by mass or less,
And the balance consists of Fe and inevitable impurities,
Steel structure
The ferrite fraction is 5% or less,
The total fraction of tempered martensite and tempered bainite is 60% or more,
The amount of retained austenite is 10% or more,
This is a high-strength steel sheet having an average size of MA of 1.0 μm or less and a half-value width of Mn concentration distribution in the carbon concentration region that is equal to the amount of retained austenite being 0.3% by mass or more.
本発明の態様2は、C量が0.30質量%以下である態様2に記載の高強度鋼板である。
Aspect 2 of the present invention is the high-strength steel sheet according to Aspect 2 in which the C content is 0.30 mass% or less.
本発明の態様3は、Al量が0.10質量%未満である態様1または2に記載の高強度鋼板である。
Aspect 3 of the present invention is the high-strength steel sheet according to Aspect 1 or 2, wherein the Al content is less than 0.10% by mass.
本発明の態様4は、さらに、Cu:0.50質量%以下、Ni:0.50質量%以下、Cr:0.50質量%以下、Mo:0.50質量%以下、B:0.01質量%以下、V:0.05質量%以下、Nb:0.05質量%以下、Ti:0.05質量%以下、Ca:0.05質量%以下、REM:0.01質量%以下、の1種または2種以上を含む態様1~3のいずれか1つの態様に記載の高強度鋼板である。
In aspect 4 of the present invention, Cu: 0.50% by mass or less, Ni: 0.50% by mass or less, Cr: 0.50% by mass or less, Mo: 0.50% by mass or less, B: 0.01 % By mass or less, V: 0.05% by mass or less, Nb: 0.05% by mass or less, Ti: 0.05% by mass or less, Ca: 0.05% by mass or less, REM: 0.01% by mass or less The high-strength steel sheet according to any one of aspects 1 to 3, including one or more kinds.
本発明の態様5は、上記態様1~4のいずれか1つの態様に記載の成分組成を有する圧延材を用意することと、
前記圧延材をAc1点と0.2×Ac1点+0.8×Ac3点との間の温度で5秒以上保持した後、Ac3点以上の温度まで加熱し5~600秒間保持してオーステナイト化することと、
前記オーステナイト化後、650℃から100℃~300℃の間の冷却停止温度まで10℃/秒以上の冷却速度で冷却することと、
冷却停止温度から300~500℃の範囲にある再加熱温度まで加熱することと、を含む高強度鋼板の製造方法である。Aspect 5 of the present invention provides a rolled material having the component composition described in any one of the aspects 1 to 4, and
The rolled material is held at a temperature between Ac 1 point and 0.2 × Ac 1 point + 0.8 × Ac 3 point for 5 seconds or more, then heated to Ac 3 point or more and held for 5 to 600 seconds. Austenite,
After the austenitization, cooling to a cooling stop temperature between 650 ° C. and 100 ° C. to 300 ° C. at a cooling rate of 10 ° C./second or more;
And heating to a reheating temperature in the range of 300 to 500 ° C. from the cooling stop temperature.
前記圧延材をAc1点と0.2×Ac1点+0.8×Ac3点との間の温度で5秒以上保持した後、Ac3点以上の温度まで加熱し5~600秒間保持してオーステナイト化することと、
前記オーステナイト化後、650℃から100℃~300℃の間の冷却停止温度まで10℃/秒以上の冷却速度で冷却することと、
冷却停止温度から300~500℃の範囲にある再加熱温度まで加熱することと、を含む高強度鋼板の製造方法である。
The rolled material is held at a temperature between Ac 1 point and 0.2 × Ac 1 point + 0.8 × Ac 3 point for 5 seconds or more, then heated to Ac 3 point or more and held for 5 to 600 seconds. Austenite,
After the austenitization, cooling to a cooling stop temperature between 650 ° C. and 100 ° C. to 300 ° C. at a cooling rate of 10 ° C./second or more;
And heating to a reheating temperature in the range of 300 to 500 ° C. from the cooling stop temperature.
本発明の態様6は、前記冷却停止温度までの冷却が、650℃以上の温度である急冷開始温度まで平均冷却速度0.1℃/秒以上、10℃/秒未満で冷却することと、前記急冷開始温度から前記冷却停止温度まで平均冷却速度10℃/秒以上で冷却することを含む態様5に記載の製造方法である。
Aspect 6 of the present invention is that cooling to the cooling stop temperature is performed at an average cooling rate of 0.1 ° C./second or more and less than 10 ° C./second to a rapid cooling start temperature that is 650 ° C. or higher, It is a manufacturing method of aspect 5 including cooling at an average cooling rate of 10 degrees C / sec or more from rapid cooling start temperature to the said cooling stop temperature.
本発明の実施形態によれば、引張強度(TS)、スポット溶接部の十字引張強度(SW十字引張)、降伏比(YR)、(TS)と全伸び(EL)との積(TS×EL)、穴広げ率(λ)および限界張出し高さが、何れも高いレベルにある高強度鋼板およびその製造方法を提供することができる。
According to the embodiment of the present invention, the tensile strength (TS), the cross tensile strength (SW cross tension) of the spot weld, the yield ratio (YR), the product of (TS) and total elongation (EL) (TS × EL ), A high-strength steel sheet having a high hole expansion ratio (λ) and a limit overhang height, and a method for producing the same.
本発明者らは鋭意検討した結果、所定の成分を有する鋼において、鋼組織(金属組織)を、フェライト分率:5%以下、焼戻しマルテンサイトと焼戻しベイナイトの合計分率:60%以上、残留γ量:10%以上、MAの平均サイズ:1.0μm以下とし、さらに、残留オーステナイトに相当する部分である炭素濃化領域におけるMnの濃度分布の半価幅を0.3質量%以上とすることで引張強度(TS)、降伏比(YR)、(TS)と全伸び(EL)との積(TS×EL)、穴広げ率、限界張出し高さおよびスポット溶接部の十字引張強度(SW十字引張)が何れも高いレベルにある高強度鋼板を得ることができることを見いだしたのである。
As a result of intensive studies, the present inventors have found that in steel having a predetermined component, the steel structure (metal structure) has a ferrite fraction of 5% or less, a total fraction of tempered martensite and tempered bainite: 60% or more, and remains. The amount of γ: 10% or more, the average size of MA: 1.0 μm or less, and the half-value width of the Mn concentration distribution in the carbon enriched region corresponding to the retained austenite is 0.3% by mass or more. Thus, tensile strength (TS), yield ratio (YR), product of (TS) and total elongation (EL) (TS × EL), hole expansion ratio, limit overhang height, and cross tensile strength (SW It was found that a high strength steel plate having a high level of (cross tension) can be obtained.
詳細は後述するが、本発明の実施形態に係る高強度鋼板は、製造時の熱処理のオーステナイト化工程において、Ac1点とAc3点の中間の2相共存領域、より詳細にはAc1点~0.2×Ac1点+0.8×Ac3点の間の温度で所定時間保持した後、Ac3点以上の温度で所定時間保持することにより形成されたMn濃化領域を有している。さらに、熱処理時に残留オーステナイトに対応した(残留オーステナイト量と同じ量の)炭素濃化領域を形成している。そして、この炭素濃化領域は、Mn濃化領域およびMnが濃化していない領域の両方を形成される。すなわち、炭素濃化領域(残留オーステナイト)の中には、より多くのMnを含むものとそうでないものが存在する。このため、炭素濃化領域全体(すなわち、残留オーステナイト全体に対応)でMn濃度の分布を測定すると、Mn濃度はある程度以上のばらつきを有する。具体的にはMnの濃度分布の半価幅が0.3質量%以上となる。
Although details will be described later, high-strength steel sheet according to an embodiment of the present invention, in the austenitizing process of the heat treatment during manufacture, the intermediate two-phase coexisting region of one point and the Ac 3 point Ac, and more Ac 1 point It has a Mn-enriched region formed by holding for a predetermined time at a temperature of at least 3 points of Ac after holding for a predetermined time at a temperature between ~ 0.2 × Ac 1 point + 0.8 × Ac 3 points. Yes. Further, a carbon enriched region corresponding to the retained austenite (the same amount as the retained austenite amount) is formed during the heat treatment. And this carbon concentration area | region forms both a Mn concentration area | region and the area | region where Mn is not concentrated. That is, in the carbon concentration region (residual austenite), there are those that contain more Mn and those that do not. For this reason, when the distribution of the Mn concentration is measured over the entire carbon enriched region (that is, corresponding to the entire retained austenite), the Mn concentration has a certain degree of variation. Specifically, the half width of the Mn concentration distribution is 0.3% by mass or more.
このように、残留オーステナイトが含有するMn量をばらつかせることは、多様な安定度を備えた残留オーステナイトを備えることができることを意味する。比較的小さな歪量で加工誘起変態を起こす安定度の低い残留オーステナイトと、大きな歪量で加工誘起変態を起こす安定度の高い残留オーステナイトが混在することとなり、加工誘起変態を様々な歪領域で起こすことが可能となる。この結果、n値を広い歪領域で高くでき、歪分散性を高めて高い張り出し加工性を実現できる。
以下に本発明の高強度鋼板およびその製造方法の詳細を示す。 Thus, varying the amount of Mn contained in retained austenite means that retained austenite having various stability can be provided. Low-stability residual austenite that causes processing-induced transformation with a relatively small amount of strain and high-stability residual austenite that causes processing-induced transformation with a large amount of strain are mixed, and processing-induced transformation occurs in various strain regions. It becomes possible. As a result, the n value can be increased in a wide strain region, and the strain dispersibility can be improved to achieve high overhang workability.
Details of the high-strength steel sheet and the manufacturing method thereof according to the present invention will be described below.
以下に本発明の高強度鋼板およびその製造方法の詳細を示す。 Thus, varying the amount of Mn contained in retained austenite means that retained austenite having various stability can be provided. Low-stability residual austenite that causes processing-induced transformation with a relatively small amount of strain and high-stability residual austenite that causes processing-induced transformation with a large amount of strain are mixed, and processing-induced transformation occurs in various strain regions. It becomes possible. As a result, the n value can be increased in a wide strain region, and the strain dispersibility can be improved to achieve high overhang workability.
Details of the high-strength steel sheet and the manufacturing method thereof according to the present invention will be described below.
1.組成
以下に本発明の実施形態に係る高強度鋼板の組成について説明する。まず、基本となる元素、C、Si、Al、Mn、PおよびSについて説明し、さらに選択的に添加してよい元素について説明する。
なお、成分組成について単位の%表示は、すべて質量%を意味する。 1. Composition The composition of the high-strength steel sheet according to the embodiment of the present invention will be described below. First, basic elements C, Si, Al, Mn, P and S will be described, and further elements that may be selectively added will be described.
In addition, unit% display of a component composition means the mass% altogether.
以下に本発明の実施形態に係る高強度鋼板の組成について説明する。まず、基本となる元素、C、Si、Al、Mn、PおよびSについて説明し、さらに選択的に添加してよい元素について説明する。
なお、成分組成について単位の%表示は、すべて質量%を意味する。 1. Composition The composition of the high-strength steel sheet according to the embodiment of the present invention will be described below. First, basic elements C, Si, Al, Mn, P and S will be described, and further elements that may be selectively added will be described.
In addition, unit% display of a component composition means the mass% altogether.
(1)C:0.15~0.35%
Cは所望の組織を得て、高い(TS×EL)等の特性を確保するために必須の元素であり、このような作用を有効に発揮させるためには0.15%以上添加する必要がある。ただし、0.35%超は溶接に適さず、十分な溶接強度を得ることができない。好ましくは0.18%以上、さらに好ましくは0.20%以上である。また、好ましくは0.30%以下である。C量が0.30%以下だとより容易に溶接することができる。 (1) C: 0.15 to 0.35%
C is an essential element for obtaining a desired structure and ensuring high characteristics (TS × EL) and the like, and it is necessary to add 0.15% or more in order to exert such an action effectively. is there. However, more than 0.35% is not suitable for welding, and sufficient welding strength cannot be obtained. Preferably it is 0.18% or more, More preferably, it is 0.20% or more. Further, it is preferably 0.30% or less. If the C content is 0.30% or less, welding can be performed more easily.
Cは所望の組織を得て、高い(TS×EL)等の特性を確保するために必須の元素であり、このような作用を有効に発揮させるためには0.15%以上添加する必要がある。ただし、0.35%超は溶接に適さず、十分な溶接強度を得ることができない。好ましくは0.18%以上、さらに好ましくは0.20%以上である。また、好ましくは0.30%以下である。C量が0.30%以下だとより容易に溶接することができる。 (1) C: 0.15 to 0.35%
C is an essential element for obtaining a desired structure and ensuring high characteristics (TS × EL) and the like, and it is necessary to add 0.15% or more in order to exert such an action effectively. is there. However, more than 0.35% is not suitable for welding, and sufficient welding strength cannot be obtained. Preferably it is 0.18% or more, More preferably, it is 0.20% or more. Further, it is preferably 0.30% or less. If the C content is 0.30% or less, welding can be performed more easily.
(2)SiとAlの合計:0.5~3.0%
SiとAlは、それぞれ、セメンタイトの析出を抑制し、残留オーステナイトの形成を促進する働きを有する。このような作用を有効に発揮させるためにはSiとAlを合計で0.5%以上添加する必要がある。ただし、Siとアルミニウムの合計が3.0%を超えると粗大なMAを形成する。好ましくは0.7%以上、さらに好ましくは1.0%以上である。また、好ましくは2.0%以下である。
なお、Alについては、脱酸元素として機能する程度の添加量、すなわち0.10質量%未満であってよく、また、例えばセメンタイトの形成を抑制し、残留オーステナイト量を増加させる目的等ために0.7質量%以上のようなより多くの量を添加してもよい。 (2) Total of Si and Al: 0.5 to 3.0%
Si and Al each have a function of suppressing the precipitation of cementite and promoting the formation of retained austenite. In order to exhibit such an action effectively, it is necessary to add Si and Al in total of 0.5% or more. However, if the total of Si and aluminum exceeds 3.0%, coarse MA is formed. Preferably it is 0.7% or more, More preferably, it is 1.0% or more. Moreover, it is preferably 2.0% or less.
Al may be added in an amount that functions as a deoxidizing element, that is, less than 0.10% by mass, and is 0 for the purpose of, for example, suppressing the formation of cementite and increasing the amount of retained austenite. A larger amount such as 7% by mass or more may be added.
SiとAlは、それぞれ、セメンタイトの析出を抑制し、残留オーステナイトの形成を促進する働きを有する。このような作用を有効に発揮させるためにはSiとAlを合計で0.5%以上添加する必要がある。ただし、Siとアルミニウムの合計が3.0%を超えると粗大なMAを形成する。好ましくは0.7%以上、さらに好ましくは1.0%以上である。また、好ましくは2.0%以下である。
なお、Alについては、脱酸元素として機能する程度の添加量、すなわち0.10質量%未満であってよく、また、例えばセメンタイトの形成を抑制し、残留オーステナイト量を増加させる目的等ために0.7質量%以上のようなより多くの量を添加してもよい。 (2) Total of Si and Al: 0.5 to 3.0%
Si and Al each have a function of suppressing the precipitation of cementite and promoting the formation of retained austenite. In order to exhibit such an action effectively, it is necessary to add Si and Al in total of 0.5% or more. However, if the total of Si and aluminum exceeds 3.0%, coarse MA is formed. Preferably it is 0.7% or more, More preferably, it is 1.0% or more. Moreover, it is preferably 2.0% or less.
Al may be added in an amount that functions as a deoxidizing element, that is, less than 0.10% by mass, and is 0 for the purpose of, for example, suppressing the formation of cementite and increasing the amount of retained austenite. A larger amount such as 7% by mass or more may be added.
(3)Mn:1.0~4.0%
マンガンはフェライトの形成を抑制する。また、MnはMn濃化領域を形成し、安定度の異なる残留オーステナイトを形成し、張り出し加工性を向上させるのに不可欠な元素である。このような作用を有効に発揮させるためには1.0%以上添加する必要がある。ただし、4.0%を超えると2相域加熱の温度範囲が狭く制御しにくいこと、および、温度が低くなりすぎるためにAc1点~0.2×Ac1点+0.8×Ac3点の間の温度で所定時間保持しても変態が進まずMn濃化領域が形成できなくなる場合がある。好ましくは1.5%以上、さらに好ましくは2.0%以上である。また、好ましくは3.5%以下である。 (3) Mn: 1.0 to 4.0%
Manganese suppresses the formation of ferrite. Further, Mn is an indispensable element for forming a Mn-concentrated region, forming retained austenite having different stability, and improving the stretch workability. In order to exhibit such an action effectively, it is necessary to add 1.0% or more. However, if it exceeds 4.0%, the temperature range of the two-phase region heating is narrow and difficult to control, and the temperature becomes too low, so Ac 1 point to 0.2 × Ac 1 point + 0.8 × Ac 3 points Even if the temperature is maintained for a predetermined time, the transformation may not proceed and the Mn-enriched region may not be formed. Preferably it is 1.5% or more, More preferably, it is 2.0% or more. Moreover, Preferably it is 3.5% or less.
マンガンはフェライトの形成を抑制する。また、MnはMn濃化領域を形成し、安定度の異なる残留オーステナイトを形成し、張り出し加工性を向上させるのに不可欠な元素である。このような作用を有効に発揮させるためには1.0%以上添加する必要がある。ただし、4.0%を超えると2相域加熱の温度範囲が狭く制御しにくいこと、および、温度が低くなりすぎるためにAc1点~0.2×Ac1点+0.8×Ac3点の間の温度で所定時間保持しても変態が進まずMn濃化領域が形成できなくなる場合がある。好ましくは1.5%以上、さらに好ましくは2.0%以上である。また、好ましくは3.5%以下である。 (3) Mn: 1.0 to 4.0%
Manganese suppresses the formation of ferrite. Further, Mn is an indispensable element for forming a Mn-concentrated region, forming retained austenite having different stability, and improving the stretch workability. In order to exhibit such an action effectively, it is necessary to add 1.0% or more. However, if it exceeds 4.0%, the temperature range of the two-phase region heating is narrow and difficult to control, and the temperature becomes too low, so Ac 1 point to 0.2 × Ac 1 point + 0.8 × Ac 3 points Even if the temperature is maintained for a predetermined time, the transformation may not proceed and the Mn-enriched region may not be formed. Preferably it is 1.5% or more, More preferably, it is 2.0% or more. Moreover, Preferably it is 3.5% or less.
(4)P:0.05%以下
Pは不純物元素として不可避的に存在する。0.05%を超えたPが存在するとELおよびλが劣化する。このため、Pの含有量は0.05%以下(0%を含む)とする。好ましくは、0.03%(0%を含む)以下である。 (4) P: 0.05% or less P is unavoidably present as an impurity element. If P exceeds 0.05%, EL and λ deteriorate. Therefore, the P content is 0.05% or less (including 0%). Preferably, it is 0.03% (including 0%) or less.
Pは不純物元素として不可避的に存在する。0.05%を超えたPが存在するとELおよびλが劣化する。このため、Pの含有量は0.05%以下(0%を含む)とする。好ましくは、0.03%(0%を含む)以下である。 (4) P: 0.05% or less P is unavoidably present as an impurity element. If P exceeds 0.05%, EL and λ deteriorate. Therefore, the P content is 0.05% or less (including 0%). Preferably, it is 0.03% (including 0%) or less.
(5)S:0.01%以下
Sは不純物元素として不可避的に存在する。0.01%を超えたSが存在するとMnS等の硫化物系介在物を形成し、割れの起点となってλを低下させる。このため、Sの含有量は0.01%以下(0%を含む)とする。好ましくは、0.005%(0%を含む)以下である。 (5) S: 0.01% or less S is unavoidably present as an impurity element. If S exceeding 0.01% is present, sulfide inclusions such as MnS are formed, which becomes a starting point of cracking and lowers λ. Therefore, the S content is 0.01% or less (including 0%). Preferably, it is 0.005% (including 0%) or less.
Sは不純物元素として不可避的に存在する。0.01%を超えたSが存在するとMnS等の硫化物系介在物を形成し、割れの起点となってλを低下させる。このため、Sの含有量は0.01%以下(0%を含む)とする。好ましくは、0.005%(0%を含む)以下である。 (5) S: 0.01% or less S is unavoidably present as an impurity element. If S exceeding 0.01% is present, sulfide inclusions such as MnS are formed, which becomes a starting point of cracking and lowers λ. Therefore, the S content is 0.01% or less (including 0%). Preferably, it is 0.005% (including 0%) or less.
(6)残部
好ましい1つの実施形態では、残部は、鉄および不可避不純物である。不可避不純物としては、原料、資材、製造設備等の状況によって持ち込まれる微量元素(例えば、As、Sb、Snなど)の混入が許容される。なお、例えば、PおよびSのように、通常、含有量が少ないほど好ましく、従って不可避不純物であるが、その組成範囲について上記のように別途規定している元素がある。このため、本明細書において、残部を構成する「不可避不純物」という場合は、別途その組成範囲が規定されている元素を除いた概念である。 (6) Balance In one preferred embodiment, the balance is iron and inevitable impurities. As inevitable impurities, mixing of trace elements (for example, As, Sb, Sn, etc.) brought in depending on the situation of raw materials, materials, manufacturing equipment, etc. is allowed. In addition, for example, like P and S, it is usually preferable that the content is small. Therefore, although it is an unavoidable impurity, there is an element that separately defines the composition range as described above. For this reason, in this specification, the term “inevitable impurities” constituting the balance is a concept that excludes elements whose composition ranges are separately defined.
好ましい1つの実施形態では、残部は、鉄および不可避不純物である。不可避不純物としては、原料、資材、製造設備等の状況によって持ち込まれる微量元素(例えば、As、Sb、Snなど)の混入が許容される。なお、例えば、PおよびSのように、通常、含有量が少ないほど好ましく、従って不可避不純物であるが、その組成範囲について上記のように別途規定している元素がある。このため、本明細書において、残部を構成する「不可避不純物」という場合は、別途その組成範囲が規定されている元素を除いた概念である。 (6) Balance In one preferred embodiment, the balance is iron and inevitable impurities. As inevitable impurities, mixing of trace elements (for example, As, Sb, Sn, etc.) brought in depending on the situation of raw materials, materials, manufacturing equipment, etc. is allowed. In addition, for example, like P and S, it is usually preferable that the content is small. Therefore, although it is an unavoidable impurity, there is an element that separately defines the composition range as described above. For this reason, in this specification, the term “inevitable impurities” constituting the balance is a concept that excludes elements whose composition ranges are separately defined.
しかし、この実施形態に限定されるものではない。本発明の実施形態に係る高強度鋼板の特性を維持できる限り、任意のその他の元素を更に含んでよい。そのように選択的に含有させることができるその他の元素を以下に例示する。
However, it is not limited to this embodiment. Any other element may be further included as long as the characteristics of the high-strength steel sheet according to the embodiment of the present invention can be maintained. Other elements that can be selectively contained as described above are exemplified below.
(7)その他の元素
Cu:0.50質量%以下、Ni:0.50質量%以下、Cr:0.50質量%以下、Mo:0.50質量%以下、B:0.01質量%以下、V:0.05質量%以下、Nb:0.05質量%以下、Ti:0.05質量%以下、Ca:0.05質量%以下、REM:0.01質量%以下、の1種または2種以上
Cu、Ni、Cr、MoおよびBは、焼き入れ性を高めることで、フェライトの形成を防止し、かつ、オーステナイトの安定化やベイナイトの微細化に寄与することで強度-延性バランスを向上する。
V、NbおよびTiは、母相を析出強化することで、延性を大きく劣化させずに強度を高めることで、強度-延性バランスを向上させる。
CaおよびREMは、MnSに代表される介在物を微細に分散させることで、強度-延性バランスおよび穴広げ性の改善に寄与する。ここで、本発明の実施形態に用いられるREM(希土類元素)としては、Sc、Y、ランタノイド等が挙げられる。
ただし、これらの元素を過剰に含有させても、上記それぞれの効果が飽和してしまい経済的に無駄であるので、これらの元素は上記各上限値以下の量とするのが好ましい。 (7) Other elements Cu: 0.50 mass% or less, Ni: 0.50 mass% or less, Cr: 0.50 mass% or less, Mo: 0.50 mass% or less, B: 0.01 mass% or less V: 0.05% by mass or less, Nb: 0.05% by mass or less, Ti: 0.05% by mass or less, Ca: 0.05% by mass or less, REM: 0.01% by mass or less, or 2 or more types of Cu, Ni, Cr, Mo and B prevent the formation of ferrite by enhancing the hardenability, and contribute to the stabilization of austenite and the refinement of bainite, thereby improving the strength-ductility balance. improves.
V, Nb, and Ti improve the strength-ductility balance by precipitation strengthening the parent phase and increasing the strength without significantly degrading the ductility.
Ca and REM contribute to the improvement of strength-ductility balance and hole expandability by finely dispersing inclusions typified by MnS. Here, examples of the REM (rare earth element) used in the embodiment of the present invention include Sc, Y, and lanthanoid.
However, even if these elements are contained excessively, the above effects are saturated and it is economically wasteful. Therefore, it is preferable that these elements have amounts not more than the above upper limit values.
Cu:0.50質量%以下、Ni:0.50質量%以下、Cr:0.50質量%以下、Mo:0.50質量%以下、B:0.01質量%以下、V:0.05質量%以下、Nb:0.05質量%以下、Ti:0.05質量%以下、Ca:0.05質量%以下、REM:0.01質量%以下、の1種または2種以上
Cu、Ni、Cr、MoおよびBは、焼き入れ性を高めることで、フェライトの形成を防止し、かつ、オーステナイトの安定化やベイナイトの微細化に寄与することで強度-延性バランスを向上する。
V、NbおよびTiは、母相を析出強化することで、延性を大きく劣化させずに強度を高めることで、強度-延性バランスを向上させる。
CaおよびREMは、MnSに代表される介在物を微細に分散させることで、強度-延性バランスおよび穴広げ性の改善に寄与する。ここで、本発明の実施形態に用いられるREM(希土類元素)としては、Sc、Y、ランタノイド等が挙げられる。
ただし、これらの元素を過剰に含有させても、上記それぞれの効果が飽和してしまい経済的に無駄であるので、これらの元素は上記各上限値以下の量とするのが好ましい。 (7) Other elements Cu: 0.50 mass% or less, Ni: 0.50 mass% or less, Cr: 0.50 mass% or less, Mo: 0.50 mass% or less, B: 0.01 mass% or less V: 0.05% by mass or less, Nb: 0.05% by mass or less, Ti: 0.05% by mass or less, Ca: 0.05% by mass or less, REM: 0.01% by mass or less, or 2 or more types of Cu, Ni, Cr, Mo and B prevent the formation of ferrite by enhancing the hardenability, and contribute to the stabilization of austenite and the refinement of bainite, thereby improving the strength-ductility balance. improves.
V, Nb, and Ti improve the strength-ductility balance by precipitation strengthening the parent phase and increasing the strength without significantly degrading the ductility.
Ca and REM contribute to the improvement of strength-ductility balance and hole expandability by finely dispersing inclusions typified by MnS. Here, examples of the REM (rare earth element) used in the embodiment of the present invention include Sc, Y, and lanthanoid.
However, even if these elements are contained excessively, the above effects are saturated and it is economically wasteful. Therefore, it is preferable that these elements have amounts not more than the above upper limit values.
2.鋼組織
以下に本発明の実施形態に係る高強度鋼板の鋼組織の詳細を説明する。
以下の鋼組織の説明では、そのような組織を有することにより各種の特性を向上できるメカニズムについて説明している場合がある。これらは本発明者らが現時点で得られている知見により考えたメカニズムであるが、本発明の技術的範囲を限定するものではないことに留意されたい。 2. Steel Structure Details of the steel structure of the high-strength steel sheet according to the embodiment of the present invention will be described below.
In the following description of the steel structure, a mechanism that can improve various properties by having such a structure may be described. It should be noted that these are the mechanisms considered by the present inventors based on the knowledge obtained at the present time, but do not limit the technical scope of the present invention.
以下に本発明の実施形態に係る高強度鋼板の鋼組織の詳細を説明する。
以下の鋼組織の説明では、そのような組織を有することにより各種の特性を向上できるメカニズムについて説明している場合がある。これらは本発明者らが現時点で得られている知見により考えたメカニズムであるが、本発明の技術的範囲を限定するものではないことに留意されたい。 2. Steel Structure Details of the steel structure of the high-strength steel sheet according to the embodiment of the present invention will be described below.
In the following description of the steel structure, a mechanism that can improve various properties by having such a structure may be described. It should be noted that these are the mechanisms considered by the present inventors based on the knowledge obtained at the present time, but do not limit the technical scope of the present invention.
(1)フェライト分率:5%以下
フェライトは、一般的に加工性に優れるものの、強度が低いという問題を有する。その結果、フェライト量が多いと降伏比が低下する。このため、フェライト分率を5%以下(5体積%以下)とした。
フェライト分率は好ましくは3%以下である。
フェライト分率は光学顕微鏡で観察し、白い領域を点算法で測定することにより求めることができる。すなわち、このような方法により、フェライト分率を面積比(面積%)で求めることができる。そして、面積比で求めた値をそのまま体積比(体積%)の値として用いてよい。 (1) Ferrite fraction: 5% or less Although ferrite is generally excellent in workability, it has a problem of low strength. As a result, the yield ratio decreases when the amount of ferrite is large. Therefore, the ferrite fraction is set to 5% or less (5% by volume or less).
The ferrite fraction is preferably 3% or less.
The ferrite fraction can be obtained by observing with a light microscope and measuring a white region by a point calculation method. That is, the ferrite fraction can be obtained by an area ratio (area%) by such a method. And the value calculated | required by area ratio may be used as a value of volume ratio (volume%) as it is.
フェライトは、一般的に加工性に優れるものの、強度が低いという問題を有する。その結果、フェライト量が多いと降伏比が低下する。このため、フェライト分率を5%以下(5体積%以下)とした。
フェライト分率は好ましくは3%以下である。
フェライト分率は光学顕微鏡で観察し、白い領域を点算法で測定することにより求めることができる。すなわち、このような方法により、フェライト分率を面積比(面積%)で求めることができる。そして、面積比で求めた値をそのまま体積比(体積%)の値として用いてよい。 (1) Ferrite fraction: 5% or less Although ferrite is generally excellent in workability, it has a problem of low strength. As a result, the yield ratio decreases when the amount of ferrite is large. Therefore, the ferrite fraction is set to 5% or less (5% by volume or less).
The ferrite fraction is preferably 3% or less.
The ferrite fraction can be obtained by observing with a light microscope and measuring a white region by a point calculation method. That is, the ferrite fraction can be obtained by an area ratio (area%) by such a method. And the value calculated | required by area ratio may be used as a value of volume ratio (volume%) as it is.
(2)焼戻しマルテンサイトと焼戻しベイナイトの合計分率:60%以上
焼戻しマルテンサイトと焼戻しベイナイトの合計分率を60%以上(60体積%以上)とすることで高強度と高い穴広げ性を両立できる。焼戻しマルテンサイトと焼戻しベイナイトの合計分率は好ましくは70%以上である。
焼戻しマルテンサイトおよび焼戻しベイナイト量(合計分率)は、ナイタール腐食を行った断面のSEM観察を行い、MA(すなわち、残留オーステナイトと焼入れたままのマルテンサイトの合計)の分率を測定し、鋼組織全体から上述のフェライト分率とMA分率を引くことにより求めることができる。 (2) Total fraction of tempered martensite and tempered bainite: 60% or more Both high strength and high hole expansibility are achieved by setting the total fraction of tempered martensite and tempered bainite to 60% or more (60% by volume or more). it can. The total fraction of tempered martensite and tempered bainite is preferably 70% or more.
The amount of tempered martensite and tempered bainite (total fraction) is measured by SEM observation of the cross-section subjected to nital corrosion, and the fraction of MA (that is, the sum of residual austenite and as-quenched martensite) is measured. It can be obtained by subtracting the above-mentioned ferrite fraction and MA fraction from the entire structure.
焼戻しマルテンサイトと焼戻しベイナイトの合計分率を60%以上(60体積%以上)とすることで高強度と高い穴広げ性を両立できる。焼戻しマルテンサイトと焼戻しベイナイトの合計分率は好ましくは70%以上である。
焼戻しマルテンサイトおよび焼戻しベイナイト量(合計分率)は、ナイタール腐食を行った断面のSEM観察を行い、MA(すなわち、残留オーステナイトと焼入れたままのマルテンサイトの合計)の分率を測定し、鋼組織全体から上述のフェライト分率とMA分率を引くことにより求めることができる。 (2) Total fraction of tempered martensite and tempered bainite: 60% or more Both high strength and high hole expansibility are achieved by setting the total fraction of tempered martensite and tempered bainite to 60% or more (60% by volume or more). it can. The total fraction of tempered martensite and tempered bainite is preferably 70% or more.
The amount of tempered martensite and tempered bainite (total fraction) is measured by SEM observation of the cross-section subjected to nital corrosion, and the fraction of MA (that is, the sum of residual austenite and as-quenched martensite) is measured. It can be obtained by subtracting the above-mentioned ferrite fraction and MA fraction from the entire structure.
(3)残留オーステナイト量:10%以上
残留オーステナイトは、プレス加工等の加工中に加工誘起変態により、マルテサイトに変態するTRIP現象を生じ、大きな伸びを得ることができる。また、形成されるマルテンサイトは高い硬度を有する。このため、優れた強度-延性バランスを得ることができる。残留オーステナイト量を10%以上(10体積%以上)とすることでTS×ELが21000MPa%以上と優れた強度-延性バランスを実現できる。
残留オーステナイト量は好ましくは15%以上である。 (3) Residual austenite amount: 10% or more Residual austenite causes a TRIP phenomenon that transforms into martensite by processing-induced transformation during processing such as press processing, and can obtain a large elongation. Further, the formed martensite has a high hardness. Therefore, an excellent strength-ductility balance can be obtained. By setting the amount of retained austenite to 10% or more (10% by volume or more), TS × EL is 21000 MPa% or more and an excellent strength-ductility balance can be realized.
The amount of retained austenite is preferably 15% or more.
残留オーステナイトは、プレス加工等の加工中に加工誘起変態により、マルテサイトに変態するTRIP現象を生じ、大きな伸びを得ることができる。また、形成されるマルテンサイトは高い硬度を有する。このため、優れた強度-延性バランスを得ることができる。残留オーステナイト量を10%以上(10体積%以上)とすることでTS×ELが21000MPa%以上と優れた強度-延性バランスを実現できる。
残留オーステナイト量は好ましくは15%以上である。 (3) Residual austenite amount: 10% or more Residual austenite causes a TRIP phenomenon that transforms into martensite by processing-induced transformation during processing such as press processing, and can obtain a large elongation. Further, the formed martensite has a high hardness. Therefore, an excellent strength-ductility balance can be obtained. By setting the amount of retained austenite to 10% or more (10% by volume or more), TS × EL is 21000 MPa% or more and an excellent strength-ductility balance can be realized.
The amount of retained austenite is preferably 15% or more.
本発明の実施形態に係る高強度鋼板では、残留オーステナイトの多くは、MAの形態で存在する。MAとは、martensite-austenite constituentの略であり、マルテンサイトとオーステナイトの複合体(複合組織)である。
残留オーステナイト量は、X線回折によりフェライト(X線回折では焼戻しマルテンサイトおよび未焼戻しのマルテンサイトを含むとオーステナイトの回折強度比を求めて算出することにより得ることができる。X線源としてはCo-Kα線を用いることができる。 In the high-strength steel plate according to the embodiment of the present invention, most of retained austenite exists in the form of MA. MA is an abbreviation for martensite-austenite constituent and is a composite (composite structure) of martensite and austenite.
The amount of retained austenite can be obtained by calculating by calculating the diffraction intensity ratio of austenite when ferrite (including tempered martensite and untempered martensite in X-ray diffraction is included) by X-ray diffraction. -Kα radiation can be used.
残留オーステナイト量は、X線回折によりフェライト(X線回折では焼戻しマルテンサイトおよび未焼戻しのマルテンサイトを含むとオーステナイトの回折強度比を求めて算出することにより得ることができる。X線源としてはCo-Kα線を用いることができる。 In the high-strength steel plate according to the embodiment of the present invention, most of retained austenite exists in the form of MA. MA is an abbreviation for martensite-austenite constituent and is a composite (composite structure) of martensite and austenite.
The amount of retained austenite can be obtained by calculating by calculating the diffraction intensity ratio of austenite when ferrite (including tempered martensite and untempered martensite in X-ray diffraction is included) by X-ray diffraction. -Kα radiation can be used.
(4)MAの平均サイズ:1.0μm以下
MAは硬質相であり、変形時に母相/硬質相界面近傍がボイド形成サイトとして働く。MAサイズが粗大になるほど、母相/硬質相界面への歪集中が起こり、母相/硬質相界面近傍に形成されたボイドを起点とした破壊を生じ易くなる。
このため、MAサイズ、とりわけMA平均サイズを1.0μm以下と微細にし、破壊を抑制することで穴広げ率λを向上させることができる。
MAの平均サイズは好ましくは0.8μm以下である。 (4) Average size of MA: 1.0 μm or less MA is a hard phase, and the vicinity of the interface between the mother phase and the hard phase acts as a void formation site during deformation. The coarser the MA size, the more concentrated the strain on the matrix / hard phase interface, and the more likely the fracture starts from voids formed in the vicinity of the matrix / hard phase interface.
For this reason, the hole expansion ratio λ can be improved by making the MA size, particularly the MA average size as fine as 1.0 μm or less, and suppressing breakage.
The average size of MA is preferably 0.8 μm or less.
MAは硬質相であり、変形時に母相/硬質相界面近傍がボイド形成サイトとして働く。MAサイズが粗大になるほど、母相/硬質相界面への歪集中が起こり、母相/硬質相界面近傍に形成されたボイドを起点とした破壊を生じ易くなる。
このため、MAサイズ、とりわけMA平均サイズを1.0μm以下と微細にし、破壊を抑制することで穴広げ率λを向上させることができる。
MAの平均サイズは好ましくは0.8μm以下である。 (4) Average size of MA: 1.0 μm or less MA is a hard phase, and the vicinity of the interface between the mother phase and the hard phase acts as a void formation site during deformation. The coarser the MA size, the more concentrated the strain on the matrix / hard phase interface, and the more likely the fracture starts from voids formed in the vicinity of the matrix / hard phase interface.
For this reason, the hole expansion ratio λ can be improved by making the MA size, particularly the MA average size as fine as 1.0 μm or less, and suppressing breakage.
The average size of MA is preferably 0.8 μm or less.
MAの平均サイズは、ナイタール腐食した断面をSEMにより3000倍以上で3視野以上観察し、写真中の任意の位置に合計200μm以上の直線を引き、その直線とMAが交わる切片長を測定し、それら切片長の平均値を算出することで求めることができる。
The average size of MA is observed by observing three or more fields of view at 3000 times or more by SEM with a SEM, drawing a straight line of 200 μm or more at an arbitrary position in the photograph, and measuring a section length where the straight line and the MA intersect, It can be obtained by calculating an average value of the intercept lengths.
(5)残留オーステナイト量と等しい量である炭素濃化領域におけるMn濃度分布の半価幅が0.3質量%以上
上述のように残留オーステナイトの多くは、MAの形態で存在しており、光学顕微鏡またはSEMにより残留オーステナイトだけを識別するのは困難である。残留オーステナイは、炭素の固溶限がフェライト等と比べて大きいため、後述する熱処理を行うことで、残留オーステナイトに炭素が濃化する。従って、EPMAを用いて、炭素の元素マッピングを行い、炭素濃度の高い測定点から順に上述のX線回折により求めた残留オーステナイト量と等しい量の測定点を炭素濃化領域とし、この炭素濃化領域を残留オーステナイトと判断することができる。すなわち、例えば、残留オーステナイト量が15体積%であった場合、元素マッピングにより炭素量を測定した測定点について炭素濃度の高い方から15%を選ぶことでこれらの炭素濃度の高い測定点(炭素濃化領域)が残留オーステナイトであると判断できる。
よって「残留オーステナイト量と等しい量である炭素濃化領域」は、残留オーステナイトに相当する(対応する)領域を意味している。 (5) The half-value width of the Mn concentration distribution in the carbon-enriched region, which is equal to the amount of retained austenite, is 0.3 mass% or more. As described above, most of retained austenite exists in the form of MA. It is difficult to identify only retained austenite with a microscope or SEM. Residual austenite has a carbon solid solubility limit larger than that of ferrite or the like, so that the heat treatment described later causes carbon to concentrate in the retained austenite. Therefore, the element mapping of carbon is performed using EPMA, and the measurement points having the same amount as the amount of retained austenite obtained by the above-mentioned X-ray diffraction in order from the measurement points having the highest carbon concentration are defined as the carbon concentration region. The region can be determined as retained austenite. That is, for example, when the amount of retained austenite is 15% by volume, by selecting 15% from the higher carbon concentration of the measurement points where the carbon content was measured by element mapping, these high carbon concentration measurement points (carbon concentration It can be determined that the crystallization region is retained austenite.
Therefore, the “carbon enriched region having an amount equal to the amount of retained austenite” means a region corresponding to (corresponding to) retained austenite.
上述のように残留オーステナイトの多くは、MAの形態で存在しており、光学顕微鏡またはSEMにより残留オーステナイトだけを識別するのは困難である。残留オーステナイは、炭素の固溶限がフェライト等と比べて大きいため、後述する熱処理を行うことで、残留オーステナイトに炭素が濃化する。従って、EPMAを用いて、炭素の元素マッピングを行い、炭素濃度の高い測定点から順に上述のX線回折により求めた残留オーステナイト量と等しい量の測定点を炭素濃化領域とし、この炭素濃化領域を残留オーステナイトと判断することができる。すなわち、例えば、残留オーステナイト量が15体積%であった場合、元素マッピングにより炭素量を測定した測定点について炭素濃度の高い方から15%を選ぶことでこれらの炭素濃度の高い測定点(炭素濃化領域)が残留オーステナイトであると判断できる。
よって「残留オーステナイト量と等しい量である炭素濃化領域」は、残留オーステナイトに相当する(対応する)領域を意味している。 (5) The half-value width of the Mn concentration distribution in the carbon-enriched region, which is equal to the amount of retained austenite, is 0.3 mass% or more. As described above, most of retained austenite exists in the form of MA. It is difficult to identify only retained austenite with a microscope or SEM. Residual austenite has a carbon solid solubility limit larger than that of ferrite or the like, so that the heat treatment described later causes carbon to concentrate in the retained austenite. Therefore, the element mapping of carbon is performed using EPMA, and the measurement points having the same amount as the amount of retained austenite obtained by the above-mentioned X-ray diffraction in order from the measurement points having the highest carbon concentration are defined as the carbon concentration region. The region can be determined as retained austenite. That is, for example, when the amount of retained austenite is 15% by volume, by selecting 15% from the higher carbon concentration of the measurement points where the carbon content was measured by element mapping, these high carbon concentration measurement points (carbon concentration It can be determined that the crystallization region is retained austenite.
Therefore, the “carbon enriched region having an amount equal to the amount of retained austenite” means a region corresponding to (corresponding to) retained austenite.
そして、この残留オーステナイト量と等しい量である炭素濃化領域におけるMnの濃度分布、特にMn濃度分布の半価幅についても、EPMAを用いて測定することができる。炭素濃化領域であるとされた測定点のMn量の分布をグラフ化し、そこから半価幅を得ることができる。
Further, the concentration distribution of Mn in the carbon enriched region, which is equal to the amount of retained austenite, particularly the half width of the Mn concentration distribution, can also be measured using EPMA. The distribution of the Mn amount at the measurement point determined to be the carbon enrichment region is graphed, and the half width can be obtained therefrom.
このMn濃度分布の半価幅が大きいほど、残留オーステナイト中のMn濃度のばらつきが大きい(Mnの濃度分布の範囲が広い)ことを示している。本発明の実施形態に係る高強度鋼板では、Mnの濃度分布の半価幅が0.3質量%以上であり、好ましくは0.5質量%以上であり、より好ましくは0.6質量%以上であり、さらにより好ましくは0.75質量%以上である。
The larger the half width of this Mn concentration distribution, the larger the variation in Mn concentration in the retained austenite (the wider the range of Mn concentration distribution). In the high-strength steel sheet according to the embodiment of the present invention, the half width of the Mn concentration distribution is 0.3% by mass or more, preferably 0.5% by mass or more, more preferably 0.6% by mass or more. And more preferably 0.75% by mass or more.
このように、残留オーステナイト(炭素濃化領域)が含有するMn量をばらつかせることで、安定度が低い残留オーステナイトから安定度が高い残留オーステナイトまで、幅広い安定度の残留オーステナイトを形成できる。安定度の低い残留オーステナイトは、小さい歪量で加工誘起変態を起こしマルテンサイトとなる。安定度の高い残留オーステナイトは、小さい歪量では加工誘起変態を起さず、大きな歪量が付与されてはじめて加工誘起変態を起こしてマルテンサイトとなる。従って、幅広い安定度を有する残留オーステナイトが存在すると、加工を開始してすぐの歪量が小さい時から、加工が進み歪量が大きい時に亘って、加工誘起変態が継続的に起こることとなる。この結果、n値を広い歪範囲に亘って高くでき、歪分散性を高めて高い張り出し加工性を実現できる。
Thus, by varying the amount of Mn contained in the retained austenite (carbon-enriched region), it is possible to form retained austenite having a wide range of stability, from low-stability residual austenite to high-stability residual austenite. Residual austenite with low stability causes a work-induced transformation with a small amount of strain and becomes martensite. Residual austenite having high stability does not cause a processing-induced transformation at a small strain amount, and does not cause a processing-induced transformation until a large strain amount is imparted to become martensite. Accordingly, if there is residual austenite having a wide range of stability, the machining-induced transformation will occur continuously from when the amount of strain immediately after the start of processing is small to when processing is advanced and the amount of strain is large. As a result, the n value can be increased over a wide strain range, and the strain dispersibility can be enhanced to achieve high overhang processability.
(6)その他の鋼組織:
本明細書においては、前記したフェライト、焼戻しマルテンサイト、焼戻しベイナイトおよび残留オーステナイト以外の鋼組織は特に規定していない。しかしながら、フェライト等の鋼組織以外にも、パーライト、焼き戻されていないベイナイトおよび焼き戻されていないマルテンサイトなどが存在することがある。フェライト等の鋼組織が、前述した組織条件を満たしていれば、パーライト等が存在しても、本発明の実施形態の効果は発揮される。 (6) Other steel structures:
In the present specification, the steel structure other than the above-described ferrite, tempered martensite, tempered bainite and retained austenite is not particularly defined. However, in addition to steel structures such as ferrite, pearlite, untempered bainite, untempered martensite, and the like may exist. If the steel structure such as ferrite satisfies the above-described structure condition, the effect of the embodiment of the present invention is exhibited even if pearlite or the like is present.
本明細書においては、前記したフェライト、焼戻しマルテンサイト、焼戻しベイナイトおよび残留オーステナイト以外の鋼組織は特に規定していない。しかしながら、フェライト等の鋼組織以外にも、パーライト、焼き戻されていないベイナイトおよび焼き戻されていないマルテンサイトなどが存在することがある。フェライト等の鋼組織が、前述した組織条件を満たしていれば、パーライト等が存在しても、本発明の実施形態の効果は発揮される。 (6) Other steel structures:
In the present specification, the steel structure other than the above-described ferrite, tempered martensite, tempered bainite and retained austenite is not particularly defined. However, in addition to steel structures such as ferrite, pearlite, untempered bainite, untempered martensite, and the like may exist. If the steel structure such as ferrite satisfies the above-described structure condition, the effect of the embodiment of the present invention is exhibited even if pearlite or the like is present.
3.特性
上述のように本発明の実施形態に係る高強度鋼板は、TS、YR、TS×EL、穴広げ率(λ)、スポット溶接部の十字引張強度(SW十字引張)および限界張出し高さが何れも高いレベルにある。本発明の実施形態に係る高強度鋼板のこれらの特性について以下に詳述する。 3. Characteristics As described above, the high-strength steel plate according to the embodiment of the present invention has TS, YR, TS × EL, hole expansion ratio (λ), cross-tension strength (SW cross-tension) of spot welds, and limit overhang height. Both are at a high level. These characteristics of the high-strength steel sheet according to the embodiment of the present invention will be described in detail below.
上述のように本発明の実施形態に係る高強度鋼板は、TS、YR、TS×EL、穴広げ率(λ)、スポット溶接部の十字引張強度(SW十字引張)および限界張出し高さが何れも高いレベルにある。本発明の実施形態に係る高強度鋼板のこれらの特性について以下に詳述する。 3. Characteristics As described above, the high-strength steel plate according to the embodiment of the present invention has TS, YR, TS × EL, hole expansion ratio (λ), cross-tension strength (SW cross-tension) of spot welds, and limit overhang height. Both are at a high level. These characteristics of the high-strength steel sheet according to the embodiment of the present invention will be described in detail below.
(1)引張強度(TS)
980MPa以上のTSを有する。これにより十分な強度を確保できる。 (1) Tensile strength (TS)
It has a TS of 980 MPa or more. Thereby, sufficient strength can be secured.
980MPa以上のTSを有する。これにより十分な強度を確保できる。 (1) Tensile strength (TS)
It has a TS of 980 MPa or more. Thereby, sufficient strength can be secured.
(2)降伏比(YR)
0.70以上の降伏比を有する。これにより上述の高い引張強度と相まって高い降伏強度を実現でき、深絞り加工等の加工により得た最終製品を高い応力下で使用することができる。好ましくは、0.75以上の降伏比を有する。 (2) Yield ratio (YR)
It has a yield ratio of 0.70 or more. Thereby, combined with the above-described high tensile strength, high yield strength can be realized, and the final product obtained by processing such as deep drawing can be used under high stress. Preferably, it has a yield ratio of 0.75 or more.
0.70以上の降伏比を有する。これにより上述の高い引張強度と相まって高い降伏強度を実現でき、深絞り加工等の加工により得た最終製品を高い応力下で使用することができる。好ましくは、0.75以上の降伏比を有する。 (2) Yield ratio (YR)
It has a yield ratio of 0.70 or more. Thereby, combined with the above-described high tensile strength, high yield strength can be realized, and the final product obtained by processing such as deep drawing can be used under high stress. Preferably, it has a yield ratio of 0.75 or more.
(3)TSと全伸び(EL)との積(TS×EL)
TS×ELが21000MPa%以上である。21000MPa%以上のTS×ELを有することで、高い強度と高い延性とを同時に有する、高いレベルの強度延性バランスを得ることができる。好ましくは、TS×ELは23000MPa%以上である。 (3) Product of TS and total elongation (EL) (TS x EL)
TS × EL is 21000 MPa% or more. By having TS × EL of 21000 MPa% or more, it is possible to obtain a high level of strength and ductility balance having both high strength and high ductility. Preferably, TS × EL is 23000 MPa% or more.
TS×ELが21000MPa%以上である。21000MPa%以上のTS×ELを有することで、高い強度と高い延性とを同時に有する、高いレベルの強度延性バランスを得ることができる。好ましくは、TS×ELは23000MPa%以上である。 (3) Product of TS and total elongation (EL) (TS x EL)
TS × EL is 21000 MPa% or more. By having TS × EL of 21000 MPa% or more, it is possible to obtain a high level of strength and ductility balance having both high strength and high ductility. Preferably, TS × EL is 23000 MPa% or more.
(4)張出し成形性(限界張出し高さ)
限界張出し高さは、張り出し成形性の評価に用いられている指標である。限界張出し高さは、荷重-ストローク線図において荷重が急激に減少する破断発生時のパンチストロークとする。
より詳細には、Φ120mmの試験片を用い、Φ53.6mmで肩半径8mmのダイとΦ50mmの球頭ポンチを用いて、ポンチと鋼板の間には潤滑用のポリシートをはさみ、ブランクホールド力1000kgfとして張出成形を行い、破断時の高さ(パンチストローク)を測定することにより限界張出し高さ求める。 (4) Overhang formability (limit overhang height)
The limit overhang height is an index used for evaluating the overhang formability. The limit overhang height is the punch stroke at the time of breakage where the load decreases rapidly in the load-stroke diagram.
More specifically, a test piece having a diameter of 120 mm is used, a die having a diameter of 53.6 mm and a shoulder radius of 8 mm and a ball head punch having a diameter of 50 mm are sandwiched between the punch and the steel plate, and a blanking force is 1000 kgf. As a result, the limit overhang height is obtained by measuring the height at break (punch stroke).
限界張出し高さは、張り出し成形性の評価に用いられている指標である。限界張出し高さは、荷重-ストローク線図において荷重が急激に減少する破断発生時のパンチストロークとする。
より詳細には、Φ120mmの試験片を用い、Φ53.6mmで肩半径8mmのダイとΦ50mmの球頭ポンチを用いて、ポンチと鋼板の間には潤滑用のポリシートをはさみ、ブランクホールド力1000kgfとして張出成形を行い、破断時の高さ(パンチストローク)を測定することにより限界張出し高さ求める。 (4) Overhang formability (limit overhang height)
The limit overhang height is an index used for evaluating the overhang formability. The limit overhang height is the punch stroke at the time of breakage where the load decreases rapidly in the load-stroke diagram.
More specifically, a test piece having a diameter of 120 mm is used, a die having a diameter of 53.6 mm and a shoulder radius of 8 mm and a ball head punch having a diameter of 50 mm are sandwiched between the punch and the steel plate, and a blanking force is 1000 kgf. As a result, the limit overhang height is obtained by measuring the height at break (punch stroke).
本発明の実施形態に係る高強度鋼板は、限界張出し高さが16mm以上であり、好ましくは17mm以上である。
The high strength steel plate according to the embodiment of the present invention has a limit overhang height of 16 mm or more, preferably 17 mm or more.
(5)穴広げ率(λ)
穴広げ率λは、JIS Z 2256に従って求める。試験片に直径d0(d0=10mm)の打ち抜き穴を空け、先端角度が60°のポンチをこの打ち抜き穴に押し込み、発生した亀裂が試験片の板厚を貫通した時点の打ち抜き穴の直径dを測定し、下記の式より求める。
λ(%)={(d-d0)/d0}×100 (5) Hole expansion rate (λ)
The hole expansion rate λ is obtained according to JIS Z 2256. A punched hole having a diameter d 0 (d 0 = 10 mm) is formed in the test piece, a punch having a tip angle of 60 ° is pushed into the punched hole, and the diameter of the punched hole when the generated crack penetrates the plate thickness of the test piece. d is measured and obtained from the following equation.
λ (%) = {(d−d 0 ) / d 0 } × 100
穴広げ率λは、JIS Z 2256に従って求める。試験片に直径d0(d0=10mm)の打ち抜き穴を空け、先端角度が60°のポンチをこの打ち抜き穴に押し込み、発生した亀裂が試験片の板厚を貫通した時点の打ち抜き穴の直径dを測定し、下記の式より求める。
λ(%)={(d-d0)/d0}×100 (5) Hole expansion rate (λ)
The hole expansion rate λ is obtained according to JIS Z 2256. A punched hole having a diameter d 0 (d 0 = 10 mm) is formed in the test piece, a punch having a tip angle of 60 ° is pushed into the punched hole, and the diameter of the punched hole when the generated crack penetrates the plate thickness of the test piece. d is measured and obtained from the following equation.
λ (%) = {(d−d 0 ) / d 0 } × 100
本発明の実施形態に係る高強度鋼板は、穴広げ率λが20%以上、好ましくは30%以上である。これによりプレス成形性等の優れた加工性を得ることができる。
The high-strength steel plate according to the embodiment of the present invention has a hole expansion ratio λ of 20% or more, preferably 30% or more. Thereby, excellent workability such as press formability can be obtained.
(6)スポット溶接部十字引張強度(SW十字引張)
スポット溶接部の十字引張強度はJIS Z 3137に則って評価する。スポット溶接の条件は鋼板(後述の実施例では厚さ1.4mmの鋼板)を2枚重ねたものを用い、ドームラジアス型の電極で加圧力4kN、電流を6kAから12kAまで0.5kAピッチでスポット溶接を実施する。これにより、ちりが発生する最低電流を求める。そして。ちりが発生した最低電流よりも0.5kA低い電流でスポット溶接した継ぎ手の十字引張強度を測定する。 (6) Spot welded cross tensile strength (SW cross tension)
The cross tensile strength of the spot weld is evaluated according to JIS Z 3137. The spot welding conditions were two steel plates (1.4 mm thick in the examples described later), a dome radius type electrode with a pressure of 4 kN and a current of 6 kA to 12 kA at a 0.5 kA pitch. Perform spot welding. As a result, the minimum current at which dust is generated is obtained. And then. The cross tensile strength of the joint spot-welded at a current 0.5 kA lower than the lowest current at which the dust has occurred is measured.
スポット溶接部の十字引張強度はJIS Z 3137に則って評価する。スポット溶接の条件は鋼板(後述の実施例では厚さ1.4mmの鋼板)を2枚重ねたものを用い、ドームラジアス型の電極で加圧力4kN、電流を6kAから12kAまで0.5kAピッチでスポット溶接を実施する。これにより、ちりが発生する最低電流を求める。そして。ちりが発生した最低電流よりも0.5kA低い電流でスポット溶接した継ぎ手の十字引張強度を測定する。 (6) Spot welded cross tensile strength (SW cross tension)
The cross tensile strength of the spot weld is evaluated according to JIS Z 3137. The spot welding conditions were two steel plates (1.4 mm thick in the examples described later), a dome radius type electrode with a pressure of 4 kN and a current of 6 kA to 12 kA at a 0.5 kA pitch. Perform spot welding. As a result, the minimum current at which dust is generated is obtained. And then. The cross tensile strength of the joint spot-welded at a current 0.5 kA lower than the lowest current at which the dust has occurred is measured.
本発明の実施形態に係る高強度鋼板は、スポット溶接部の十字引張強度(SW十字引張)が6kN以上、好ましくは8kN以上、より好ましくは10kN以上である。
The high strength steel plate according to the embodiment of the present invention has a cross weld strength (SW cross tension) of a spot welded portion of 6 kN or more, preferably 8 kN or more, more preferably 10 kN or more.
4.製造方法
次に本発明の実施形態に係る高強度鋼板の製造方法について説明する。
本発明者らは、所定の組成を有する圧延材に、以下に説明する熱処理(オーステンパー処理)を行うことにより、上述の所望の鋼組織を有し、その結果、上述の所望の特性を有する高強度鋼板を得ること見いだしたのである。
以下にその詳細を説明する。 4). Manufacturing Method Next, a manufacturing method of the high strength steel plate according to the embodiment of the present invention will be described.
The inventors have the above-mentioned desired steel structure by performing the heat treatment (austempering treatment) described below on the rolled material having a predetermined composition, and as a result, have the above-mentioned desired characteristics. It was found that a high strength steel plate was obtained.
Details will be described below.
次に本発明の実施形態に係る高強度鋼板の製造方法について説明する。
本発明者らは、所定の組成を有する圧延材に、以下に説明する熱処理(オーステンパー処理)を行うことにより、上述の所望の鋼組織を有し、その結果、上述の所望の特性を有する高強度鋼板を得ること見いだしたのである。
以下にその詳細を説明する。 4). Manufacturing Method Next, a manufacturing method of the high strength steel plate according to the embodiment of the present invention will be described.
The inventors have the above-mentioned desired steel structure by performing the heat treatment (austempering treatment) described below on the rolled material having a predetermined composition, and as a result, have the above-mentioned desired characteristics. It was found that a high strength steel plate was obtained.
Details will be described below.
図1は本発明の実施形態に係る高強度鋼板の製造方法、とりわけ熱処理を説明するダイアグラムである。
熱処理を施す圧延材は、通常、熱間圧延後、冷間圧延を行って製造する。しかし、これに限定されるものでなく熱間圧延および冷間圧延のいずれか一方を行って製造してもよい。また、熱間圧延および冷間圧延の条件は特に限定されるものではない。 FIG. 1 is a diagram for explaining a method for producing a high-strength steel sheet according to an embodiment of the present invention, particularly heat treatment.
The rolled material to be heat-treated is usually produced by hot rolling followed by cold rolling. However, the present invention is not limited to this, and either one of hot rolling and cold rolling may be performed. The conditions for hot rolling and cold rolling are not particularly limited.
熱処理を施す圧延材は、通常、熱間圧延後、冷間圧延を行って製造する。しかし、これに限定されるものでなく熱間圧延および冷間圧延のいずれか一方を行って製造してもよい。また、熱間圧延および冷間圧延の条件は特に限定されるものではない。 FIG. 1 is a diagram for explaining a method for producing a high-strength steel sheet according to an embodiment of the present invention, particularly heat treatment.
The rolled material to be heat-treated is usually produced by hot rolling followed by cold rolling. However, the present invention is not limited to this, and either one of hot rolling and cold rolling may be performed. The conditions for hot rolling and cold rolling are not particularly limited.
(1)オーステナイト化
オーステナイト化工程は、図1の[2]に示すように、Ac1点とAc3点の中間の2相共存領域、より詳細にはAc1点と0.2×Ac1点+0.8×Ac3点との間の温度T1(Ac1≦T1≦0.2×Ac1点+0.8×Ac3)で5秒以上保持した後、さらに図1の[3]、[4]に示すようにAc3点以上の温度T2(Ac3≦T2)まで加熱温度T2で5~600秒保持してオーステナイト化する。 (1) Austenitization As shown in [2] in FIG. 1, the austenitization step is a two-phase coexistence region between Ac 1 point and Ac 3 point, more specifically Ac 1 point and 0.2 × Ac 1. after holding for more than 5 seconds at atemperature T 1 of between point + 0.8 × Ac 3 point (Ac 1 ≦ T 1 ≦ 0.2 × Ac 1 point + 0.8 × Ac 3), further in FIG. 1 [3 As shown in [4], austenite is obtained by holding at the heating temperature T 2 for 5 to 600 seconds up to a temperature T 2 (Ac 3 ≦ T 2 ) of Ac 3 points or more.
オーステナイト化工程は、図1の[2]に示すように、Ac1点とAc3点の中間の2相共存領域、より詳細にはAc1点と0.2×Ac1点+0.8×Ac3点との間の温度T1(Ac1≦T1≦0.2×Ac1点+0.8×Ac3)で5秒以上保持した後、さらに図1の[3]、[4]に示すようにAc3点以上の温度T2(Ac3≦T2)まで加熱温度T2で5~600秒保持してオーステナイト化する。 (1) Austenitization As shown in [2] in FIG. 1, the austenitization step is a two-phase coexistence region between Ac 1 point and Ac 3 point, more specifically Ac 1 point and 0.2 × Ac 1. after holding for more than 5 seconds at a
温度T1に加熱して5秒以上保持する。好ましくは、保持時間は900秒以下である。なお保持温度T1は、図1の[2]のように、Ac1点と0.2×Ac1点+0.8×Ac3点との間の一定の温度で保持してもよく、例えば、Ac1点と0.2×Ac1点+0.8×Ac3点との間で徐加熱するなど、Ac1点と0.2×Ac1点+0.8×Ac3点との間で変動させてもよい。このように、フェライトとオーステナイトの2相共存領域内の比較的低い温度域で保持することにより、共存するフェライトとオーステナイトのうち、オーステナイト側により多くのMnが配分され、これによりMn濃化領域を得ることができる。そして、このMn濃化領域に形成され熱処理後も残留オーステナイトとして残ったオーステナイトのMn濃度が高いことから炭素濃化領域におけるMnの濃度のばらつき大きくすることが可能となり、高い張出し成形性を実現できる。
By heating to temperatures T 1 holding at least 5 seconds. Preferably, the holding time is 900 seconds or less. The holding temperature T 1 may be held at a constant temperature between Ac 1 point and 0.2 × Ac 1 point + 0.8 × Ac 3 point as shown in [2] in FIG. Between Ac 1 point and 0.2 × Ac 1 point + 0.8 × Ac 3 points, such as gradually heating between Ac 1 point and 0.2 × Ac 1 point + 0.8 × Ac 3 points. It may be varied. Thus, by maintaining at a relatively low temperature range in the two-phase coexistence region of ferrite and austenite, a large amount of Mn is distributed to the austenite side among the coexisting ferrite and austenite. Obtainable. And since the Mn concentration of the austenite formed in this Mn-concentrated region and remaining as austenite after heat treatment is high, it becomes possible to increase the variation in the Mn concentration in the carbon-concentrated region, and to realize high stretch formability. .
温度T1がAc1点より低いと、Mnが濃化したオーステナイトの量が少量となり、残留オーステナイト(炭素濃化領域)中のMn濃度のばらつきが小さくなり、十分な張出し成形性を得ることができない。
温度T1が0.2×Ac1点+0.8×Ac3点より高いと、オーステナイトのMn濃度が低くなり、残留オーステナイト(炭素濃化領域)中のMn濃度のばらつきが小さくなり、十分な張出し成形性を得ることができない。
温度T1での保持時間が5秒より時間が短いと、Mnが拡散する時間が不足し、オーステナイトへのMn濃化が不十分となり、残留オーステナイト(炭素濃化領域)中のMnのばらつきが小さくなり、十分な張出し成形性を得ることができない。
温度T1での保持時間は長い方が好ましいが、生産性の観点から900秒以下が好ましい。 When the temperature T 1 is lower than the Ac 1 point, the amount of Mn-enriched austenite becomes small, variation in Mn concentration in the retained austenite (carbon-enriched region) becomes small, and sufficient stretch formability can be obtained. Can not.
When the temperature T 1 is higher than 0.2 × Ac 1 point + 0.8 × Ac 3 points, the Mn concentration of austenite becomes low, and the variation of Mn concentration in the retained austenite (carbon enriched region) becomes small, which is sufficient. The stretch formability cannot be obtained.
The holding time at the temperature T 1 is from time shorter 5 seconds, insufficient time for Mn is diffused, Mn enrichment of the austenite is insufficient, variation in Mn in residual austenite (carbon concentrated region) It becomes small and sufficient stretch formability cannot be obtained.
Although preferably longer holding time at the temperature T 1, preferably 900 seconds or less from the viewpoint of productivity.
温度T1が0.2×Ac1点+0.8×Ac3点より高いと、オーステナイトのMn濃度が低くなり、残留オーステナイト(炭素濃化領域)中のMn濃度のばらつきが小さくなり、十分な張出し成形性を得ることができない。
温度T1での保持時間が5秒より時間が短いと、Mnが拡散する時間が不足し、オーステナイトへのMn濃化が不十分となり、残留オーステナイト(炭素濃化領域)中のMnのばらつきが小さくなり、十分な張出し成形性を得ることができない。
温度T1での保持時間は長い方が好ましいが、生産性の観点から900秒以下が好ましい。 When the temperature T 1 is lower than the Ac 1 point, the amount of Mn-enriched austenite becomes small, variation in Mn concentration in the retained austenite (carbon-enriched region) becomes small, and sufficient stretch formability can be obtained. Can not.
When the temperature T 1 is higher than 0.2 × Ac 1 point + 0.8 × Ac 3 points, the Mn concentration of austenite becomes low, and the variation of Mn concentration in the retained austenite (carbon enriched region) becomes small, which is sufficient. The stretch formability cannot be obtained.
The holding time at the temperature T 1 is from time shorter 5 seconds, insufficient time for Mn is diffused, Mn enrichment of the austenite is insufficient, variation in Mn in residual austenite (carbon concentrated region) It becomes small and sufficient stretch formability cannot be obtained.
Although preferably longer holding time at the temperature T 1, preferably 900 seconds or less from the viewpoint of productivity.
好ましくは、温度T1は、0.9×Ac1点+0.1×Ac3点と0.3×Ac1点+0.7×Ac3点との間であり、温度T1での保持時間は10秒以上、800秒以下である。より好ましくは、温度T1は、0.8×Ac1点+0.2×Ac3点と0.4×Ac1点+0.6×Ac3点との間であり、温度T1での保持時間は30秒以上、600秒以下である。
なお、図1に[1]として示した、温度T1までの加熱速度は、好ましくは5~20℃/秒である。 Preferably, the temperature T 1 is between 0.9 × Ac 1 point + 0.1 × Ac 3 points and 0.3 × Ac 1 point + 0.7 × Ac 3 points, and the holding time at the temperature T 1 Is 10 seconds or more and 800 seconds or less. More preferably, the temperature T 1 is between 0.8 × Ac 1 point + 0.2 × Ac 3 points and 0.4 × Ac 1 point + 0.6 × Ac 3 points, and is maintained at the temperature T 1. The time is 30 seconds or more and 600 seconds or less.
The heating rate up to the temperature T 1 shown as [1] in FIG. 1 is preferably 5 to 20 ° C./second.
なお、図1に[1]として示した、温度T1までの加熱速度は、好ましくは5~20℃/秒である。 Preferably, the temperature T 1 is between 0.9 × Ac 1 point + 0.1 × Ac 3 points and 0.3 × Ac 1 point + 0.7 × Ac 3 points, and the holding time at the temperature T 1 Is 10 seconds or more and 800 seconds or less. More preferably, the temperature T 1 is between 0.8 × Ac 1 point + 0.2 × Ac 3 points and 0.4 × Ac 1 point + 0.6 × Ac 3 points, and is maintained at the temperature T 1. The time is 30 seconds or more and 600 seconds or less.
The heating rate up to the temperature T 1 shown as [1] in FIG. 1 is preferably 5 to 20 ° C./second.
次に図1の[3]および[4]で示すように、Ac3点以上の温度T2(Ac3≦T2)まで昇温し温度T2で保持してオーステナイト化する。温度T2での保持時間5~600秒である。
Next, as shown in [3] and [4] 1, austenitizing held in Ac 3 point or more temperature T 2 (Ac 3 ≦ T 2 ) until the temperature was raised temperature T 2. The holding time at the temperature T 2 is 5 to 600 seconds.
Ac3点以上の温度T2に加熱することで、温度T1に加熱した際は,フェライトであった部分もオーステナイトとなる。この新たにオーステナイトに変態した部分は、Mnが濃化していない。このため、オーステナイト中には上述のMnの濃化領域とともにMnが濃化していない領域が存在することとなり、熱処理後の高強度鋼板において、残留オーステナイト(炭素濃化領域)におけるMn濃度のばらつきを大きくすることが可能となり、高い張出し成形性を実現できる。
By heating the Ac 3 point or more temperature T 2, when heated to temperatures T 1 also becomes austenite in a part ferrite. In this newly transformed part to austenite, Mn is not concentrated. For this reason, in the austenite, there is a region where Mn is not concentrated together with the above-described Mn concentration region, and in the high-strength steel sheet after the heat treatment, there is a variation in Mn concentration in the retained austenite (carbon concentrated region). It becomes possible to increase the size, and high stretch formability can be realized.
温度T2がAc3点よりも低い、または温度T2での保持時間が5秒より短いと、得られた高強度鋼板のフェライト分率が5%を超えて、YRが低下する。
温度T2が高すぎると、先に形成したMn濃化領域のMnが拡散し、Mn濃度のばらつきが小さくなり過ぎる虞がある。このため、温度T2はAc3点+50℃以下であることが好ましい。
温度T2での保持時間が600秒より長いと、拡散によりMn濃化領域のMn濃度が低くなり、残留オーステナイト中のMn濃度のばらつきが小さくなり、張出し成形性が低下する。 If the temperature T 2 is lower than the Ac 3 point or the holding time at the temperature T 2 is shorter than 5 seconds, the ferrite fraction of the obtained high-strength steel sheet exceeds 5%, and YR decreases.
When temperature T 2 is too high, diffused Mn of Mn concentrated region formed earlier, there is a possibility that variation in Mn concentration becomes too small. Therefore, temperature T 2 is preferably less Ac 3 point + 50 ° C..
If the holding time at the temperature T 2 is longer than 600 seconds, Mn concentration of Mn concentrated region by diffusion is low, the variation of the Mn concentration in the retained austenite is reduced, bulging formability is lowered.
温度T2が高すぎると、先に形成したMn濃化領域のMnが拡散し、Mn濃度のばらつきが小さくなり過ぎる虞がある。このため、温度T2はAc3点+50℃以下であることが好ましい。
温度T2での保持時間が600秒より長いと、拡散によりMn濃化領域のMn濃度が低くなり、残留オーステナイト中のMn濃度のばらつきが小さくなり、張出し成形性が低下する。 If the temperature T 2 is lower than the Ac 3 point or the holding time at the temperature T 2 is shorter than 5 seconds, the ferrite fraction of the obtained high-strength steel sheet exceeds 5%, and YR decreases.
When temperature T 2 is too high, diffused Mn of Mn concentrated region formed earlier, there is a possibility that variation in Mn concentration becomes too small. Therefore, temperature T 2 is preferably less Ac 3 point + 50 ° C..
If the holding time at the temperature T 2 is longer than 600 seconds, Mn concentration of Mn concentrated region by diffusion is low, the variation of the Mn concentration in the retained austenite is reduced, bulging formability is lowered.
好ましくは、温度T2は、Ac3点+10℃以上であり、温度T2での保持時間は10~450秒である。より好ましくは、温度T2は、Ac3点+20℃以上であり、温度T2での保持時間は20~300秒である。
図1の[3]に示す、温度T1から温度T2への加熱は、0.1℃/秒以上、10℃/秒未満の加熱速度で行うことが好ましい。
なお、Ac1点およびAc3点については、測定により求めてもよいが、その組成を用いて一般的に知られている計算式により算出してよい。
例えば、下記の(1)式および2(式)を用いることにより、Ac1点およびAc3点を算出できる(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。
Ac1点(℃)=723+29.1×[Si]-10.7×[Mn]+16.9×[Cr]-16.9×[Ni] (1)
Ac3点(℃)=910-203×[C]1/2+44.7×[Si]-30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]-11×[Cr]+31.5×[Mo]-20×[Cu]-15.2×[Ni](2)
ここで、[ ]は、その中に記載された元素の質量%で示される含有量を示す。
Preferably, the temperature T 2 is Ac 3 point + 10 ° C. or higher, and the holding time at the temperature T 2 is 10 to 450 seconds. More preferably, the temperature T 2 is Ac 3 point + 20 ° C. or more, and the holding time at the temperature T 2 is 20 to 300 seconds.
Shown in [3] in FIG. 1, the heating from temperature T 1 of the temperature T 2 is, 0.1 ° C. / sec or more, is preferably carried out at a heating rate of less than 10 ° C. / sec.
In addition, about Ac 1 point and Ac 3 point, although you may obtain | require by a measurement, you may calculate by the calculation formula generally known using the composition.
For example, Ac 1 point and Ac 3 point can be calculated by using the following formulas (1) and 2 (formulas) (see, for example, “Leslie Steel Material Science” Maruzen, (1985)).
Ac 1 point (° C.) = 723 + 29.1 × [Si] −10.7 × [Mn] + 16.9 × [Cr] −16.9 × [Ni] (1)
Ac 3 points (° C.) = 910−203 × [C] 1/2 + 44.7 × [Si] −30 × [Mn] + 700 × [P] + 400 × [Al] + 400 × [Ti] + 104 × [V] −11 × [Cr] + 31.5 × [Mo] −20 × [Cu] −15.2 × [Ni] (2)
Here, [] shows content shown by the mass% of the element described in it.
図1の[3]に示す、温度T1から温度T2への加熱は、0.1℃/秒以上、10℃/秒未満の加熱速度で行うことが好ましい。
なお、Ac1点およびAc3点については、測定により求めてもよいが、その組成を用いて一般的に知られている計算式により算出してよい。
例えば、下記の(1)式および2(式)を用いることにより、Ac1点およびAc3点を算出できる(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。
Ac1点(℃)=723+29.1×[Si]-10.7×[Mn]+16.9×[Cr]-16.9×[Ni] (1)
Ac3点(℃)=910-203×[C]1/2+44.7×[Si]-30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]-11×[Cr]+31.5×[Mo]-20×[Cu]-15.2×[Ni](2)
ここで、[ ]は、その中に記載された元素の質量%で示される含有量を示す。
Preferably, the temperature T 2 is Ac 3 point + 10 ° C. or higher, and the holding time at the temperature T 2 is 10 to 450 seconds. More preferably, the temperature T 2 is Ac 3 point + 20 ° C. or more, and the holding time at the temperature T 2 is 20 to 300 seconds.
Shown in [3] in FIG. 1, the heating from temperature T 1 of the temperature T 2 is, 0.1 ° C. / sec or more, is preferably carried out at a heating rate of less than 10 ° C. / sec.
In addition, about Ac 1 point and Ac 3 point, although you may obtain | require by a measurement, you may calculate by the calculation formula generally known using the composition.
For example, Ac 1 point and Ac 3 point can be calculated by using the following formulas (1) and 2 (formulas) (see, for example, “Leslie Steel Material Science” Maruzen, (1985)).
Ac 1 point (° C.) = 723 + 29.1 × [Si] −10.7 × [Mn] + 16.9 × [Cr] −16.9 × [Ni] (1)
Ac 3 points (° C.) = 910−203 × [C] 1/2 + 44.7 × [Si] −30 × [Mn] + 700 × [P] + 400 × [Al] + 400 × [Ti] + 104 × [V] −11 × [Cr] + 31.5 × [Mo] −20 × [Cu] −15.2 × [Ni] (2)
Here, [] shows content shown by the mass% of the element described in it.
(2)100℃以上、300℃未満の間の冷却停止温度まで冷却
上述のオーステナイト化の後、図1の[7]に示すように、100℃~300℃の間の冷却停止温度T3まで冷却する。この冷却により、一部のオーステナイトを残したまま、マルテンサイト変態を起こさせる。冷却停止温度T3を100℃以上、300℃未満の温度範囲内で制御することで、マルテンサイトに変態せずに残存するオーステナイトの量を調整して、最終的な残留オーステナイト量を制御する。図1の[7]に示すように、冷却停止温度T3で保持してもよい。保持する場合の好ましい保持時間として、1~600秒を挙げることができる。保持時間が長くなっても特性上の影響はほとんどないが、600秒を超える保持時間は生産性を低下させる。 (2) Cooling to a cooling stop temperature between 100 ° C. and less than 300 ° C. After the above-mentioned austenitization, as shown in [7] in FIG. 1, to a cooling stop temperature T 3 between 100 ° C. and 300 ° C. Cooling. This cooling causes martensitic transformation while leaving some austenite. Cooling stop temperature T 3 of 100 ° C. or higher, by controlling within a temperature range below 300 ° C., by adjusting the amount of austenite remaining without transformation to martensite, to control the final amount of retained austenite. As shown in [7] in FIG. 1, it may be held at a cooling stop temperature T 3. A preferable holding time in the case of holding can be 1 to 600 seconds. Even if the holding time is increased, there is almost no influence on the characteristics, but if the holding time exceeds 600 seconds, the productivity is lowered.
上述のオーステナイト化の後、図1の[7]に示すように、100℃~300℃の間の冷却停止温度T3まで冷却する。この冷却により、一部のオーステナイトを残したまま、マルテンサイト変態を起こさせる。冷却停止温度T3を100℃以上、300℃未満の温度範囲内で制御することで、マルテンサイトに変態せずに残存するオーステナイトの量を調整して、最終的な残留オーステナイト量を制御する。図1の[7]に示すように、冷却停止温度T3で保持してもよい。保持する場合の好ましい保持時間として、1~600秒を挙げることができる。保持時間が長くなっても特性上の影響はほとんどないが、600秒を超える保持時間は生産性を低下させる。 (2) Cooling to a cooling stop temperature between 100 ° C. and less than 300 ° C. After the above-mentioned austenitization, as shown in [7] in FIG. 1, to a cooling stop temperature T 3 between 100 ° C. and 300 ° C. Cooling. This cooling causes martensitic transformation while leaving some austenite. Cooling stop temperature T 3 of 100 ° C. or higher, by controlling within a temperature range below 300 ° C., by adjusting the amount of austenite remaining without transformation to martensite, to control the final amount of retained austenite. As shown in [7] in FIG. 1, it may be held at a cooling stop temperature T 3. A preferable holding time in the case of holding can be 1 to 600 seconds. Even if the holding time is increased, there is almost no influence on the characteristics, but if the holding time exceeds 600 seconds, the productivity is lowered.
温度T2から冷却停止温度T3への冷却について、図1の[5]に示す、温度T2から650℃以上の温度である急冷開始温度T4までの冷却は、平均冷却速度0.1以上、10℃/秒未満と比較的ゆっくりと冷却することが好ましい。
そして、図1の[6]に示す、急冷開始温度T4から冷却停止温度T3までの冷却は、平均冷却速度10℃/秒以上で冷却する。冷却中のフェライトの形成を抑制できるからである Regarding the cooling from the temperature T 2 to the cooling stop temperature T 3 , the cooling from the temperature T 2 to the rapid cooling start temperature T 4, which is a temperature of 650 ° C. or more, shown in FIG. As described above, it is preferable to cool relatively slowly at less than 10 ° C./second.
Then, it is shown in [6] in FIG. 1, the cooling from the quenching start temperature T 4 to a cooling stop temperature T 3 is cooled at an average cooling rate of 10 ° C. / sec or more. This is because the formation of ferrite during cooling can be suppressed.
そして、図1の[6]に示す、急冷開始温度T4から冷却停止温度T3までの冷却は、平均冷却速度10℃/秒以上で冷却する。冷却中のフェライトの形成を抑制できるからである Regarding the cooling from the temperature T 2 to the cooling stop temperature T 3 , the cooling from the temperature T 2 to the rapid cooling start temperature T 4, which is a temperature of 650 ° C. or more, shown in FIG. As described above, it is preferable to cool relatively slowly at less than 10 ° C./second.
Then, it is shown in [6] in FIG. 1, the cooling from the quenching start temperature T 4 to a cooling stop temperature T 3 is cooled at an average cooling rate of 10 ° C. / sec or more. This is because the formation of ferrite during cooling can be suppressed.
冷却停止温度T3が100℃より低いと、残留オーステナイト量が不足し、TSが高まるもののELが低下し、TS×ELが低下する。
冷却停止温度T3が300℃より高いと、粗大な未変態オーステナイトが増え、その後の冷却でも残存することで、最終的にMAサイズが粗大になり、穴広げ率低くなる。 If the cooling stop temperature T 3 is lower than 100 ° C., the amount of retained austenite is insufficient, EL is lowered although TS increases, TS × EL is lowered.
If the cooling stop temperature T 3 is higher than 300 ° C., more coarse untransformed austenite, that also remains in the subsequent cooling, finally MA size becomes coarse, hole expansion ratio becomes low.
冷却停止温度T3が300℃より高いと、粗大な未変態オーステナイトが増え、その後の冷却でも残存することで、最終的にMAサイズが粗大になり、穴広げ率低くなる。 If the cooling stop temperature T 3 is lower than 100 ° C., the amount of retained austenite is insufficient, EL is lowered although TS increases, TS × EL is lowered.
If the cooling stop temperature T 3 is higher than 300 ° C., more coarse untransformed austenite, that also remains in the subsequent cooling, finally MA size becomes coarse, hole expansion ratio becomes low.
冷却停止温度T3は、好ましくは120℃以上、280℃以下であり、より好ましくは、
140℃以上、260℃以下である。
また、急冷開始温度T4から冷却停止温度T3までの平均冷却速度は、好ましくは15℃/s以上であり、より好ましくは20℃/s以上である。 Cooling stop temperature T 3 is preferably 120 ° C. or more and 280 ° C. or less, more preferably,
140 ° C. or higher and 260 ° C. or lower.
The average cooling rate from the quench initiation temperature T 4 to a cooling stop temperature T 3 is preferably not 15 ° C. / s or higher, more preferably 20 ° C. / s or higher.
140℃以上、260℃以下である。
また、急冷開始温度T4から冷却停止温度T3までの平均冷却速度は、好ましくは15℃/s以上であり、より好ましくは20℃/s以上である。 Cooling stop temperature T 3 is preferably 120 ° C. or more and 280 ° C. or less, more preferably,
140 ° C. or higher and 260 ° C. or lower.
The average cooling rate from the quench initiation temperature T 4 to a cooling stop temperature T 3 is preferably not 15 ° C. / s or higher, more preferably 20 ° C. / s or higher.
(3)300~500℃の温度範囲まで再加熱
図1の[8]に示すように、上述の冷却停止温度T3から300~500℃の範囲にある再加熱温度T5まで加熱する。加熱速度は特に制限されない。再加熱温度T5に到達した後は、図1の[9]に示すようにその温度で保持することが好ましい。好ましい保持時間として50~1200秒を挙げることができる。 (3) Reheating to a temperature range of 300 to 500 ° C. As shown in [8] of FIG. 1, heating is performed to the reheating temperature T 5 in the range of 300 to 500 ° C. from the cooling stop temperature T 3 described above. The heating rate is not particularly limited. After reaching the reheating temperature T 5, it is preferably maintained at that temperature as shown in the FIG. 1 [9]. A preferred holding time is 50 to 1200 seconds.
図1の[8]に示すように、上述の冷却停止温度T3から300~500℃の範囲にある再加熱温度T5まで加熱する。加熱速度は特に制限されない。再加熱温度T5に到達した後は、図1の[9]に示すようにその温度で保持することが好ましい。好ましい保持時間として50~1200秒を挙げることができる。 (3) Reheating to a temperature range of 300 to 500 ° C. As shown in [8] of FIG. 1, heating is performed to the reheating temperature T 5 in the range of 300 to 500 ° C. from the cooling stop temperature T 3 described above. The heating rate is not particularly limited. After reaching the reheating temperature T 5, it is preferably maintained at that temperature as shown in the FIG. 1 [9]. A preferred holding time is 50 to 1200 seconds.
この再加熱により、マルテンサイト中の炭素をはき出させて、周囲のオーステナイトへの炭素濃化を促進させ、炭素濃化領域を形成する。これにより、最終的に得られる残留オーステナイト量(炭素濃化領域)を増大させることができる。
再加熱温度T5が300℃より低いと、炭素の拡散が不足して十分な残留オーステナイト量が得られずTS×ELが低下する。また、保持を行わないまたは保持時間が50秒より短いと、同様に炭素の拡散が不足する虞がある。このため、再加熱温度で50秒以上の保持を行うのが好ましい。
再加熱温度T5が500℃より高いと炭素がセメンタイトとして析出し、十分な量の残留オーステナイトが得られなくなるため、TS×ELが低下する。また保持時間が1200秒より長いと、同様に、炭素がセメンタイトとして析出する虞がある。このため、保持時間は1200秒以下であることが好ましい。
好ましい再加熱温度T5は、320~480℃であり、この場合、保持時間の上限は900秒以下であることが好ましい。更に好ましい再加熱温度は、340~460℃であり、この場合、保持時間の上限は600秒以下であることが好ましい。 This reheating causes carbon in the martensite to be expelled, promoting carbon concentration to the surrounding austenite, and forming a carbon concentrated region. Thereby, the amount of retained austenite finally obtained (carbon enrichment region) can be increased.
When the reheating temperature T 5 is lower than 300 ° C., it decreases the TS × EL is not obtained sufficient amount of residual austenite is insufficient diffusion of carbon. Further, if the holding is not performed or the holding time is shorter than 50 seconds, there is a possibility that the carbon diffusion is similarly insufficient. For this reason, it is preferable to hold for 50 seconds or more at the reheating temperature.
Reheating temperature T 5 is carbon and higher than 500 ° C. precipitated as cementite, residual austenite sufficient amount for not be obtained, TS × EL is lowered. Further, if the holding time is longer than 1200 seconds, similarly, carbon may be precipitated as cementite. For this reason, the holding time is preferably 1200 seconds or less.
A preferred reheating temperature T 5 is 320 to 480 ° C. In this case, the upper limit of the holding time is preferably 900 seconds or less. The reheating temperature is more preferably 340 to 460 ° C. In this case, the upper limit of the holding time is preferably 600 seconds or less.
再加熱温度T5が300℃より低いと、炭素の拡散が不足して十分な残留オーステナイト量が得られずTS×ELが低下する。また、保持を行わないまたは保持時間が50秒より短いと、同様に炭素の拡散が不足する虞がある。このため、再加熱温度で50秒以上の保持を行うのが好ましい。
再加熱温度T5が500℃より高いと炭素がセメンタイトとして析出し、十分な量の残留オーステナイトが得られなくなるため、TS×ELが低下する。また保持時間が1200秒より長いと、同様に、炭素がセメンタイトとして析出する虞がある。このため、保持時間は1200秒以下であることが好ましい。
好ましい再加熱温度T5は、320~480℃であり、この場合、保持時間の上限は900秒以下であることが好ましい。更に好ましい再加熱温度は、340~460℃であり、この場合、保持時間の上限は600秒以下であることが好ましい。 This reheating causes carbon in the martensite to be expelled, promoting carbon concentration to the surrounding austenite, and forming a carbon concentrated region. Thereby, the amount of retained austenite finally obtained (carbon enrichment region) can be increased.
When the reheating temperature T 5 is lower than 300 ° C., it decreases the TS × EL is not obtained sufficient amount of residual austenite is insufficient diffusion of carbon. Further, if the holding is not performed or the holding time is shorter than 50 seconds, there is a possibility that the carbon diffusion is similarly insufficient. For this reason, it is preferable to hold for 50 seconds or more at the reheating temperature.
Reheating temperature T 5 is carbon and higher than 500 ° C. precipitated as cementite, residual austenite sufficient amount for not be obtained, TS × EL is lowered. Further, if the holding time is longer than 1200 seconds, similarly, carbon may be precipitated as cementite. For this reason, the holding time is preferably 1200 seconds or less.
A preferred reheating temperature T 5 is 320 to 480 ° C. In this case, the upper limit of the holding time is preferably 900 seconds or less. The reheating temperature is more preferably 340 to 460 ° C. In this case, the upper limit of the holding time is preferably 600 seconds or less.
再加熱の後、図1の[10]に示すように、例えば室温のような200℃以下の温度まで冷却してよい。200℃以下までの好ましい平均冷却速度として50~2℃/秒を挙げることができる。
以上の熱処理により本発明の実施形態に係る高強度鋼板を得ることができる。 After the reheating, as shown in [10] in FIG. 1, it may be cooled to a temperature of 200 ° C. or lower such as room temperature. A preferable average cooling rate up to 200 ° C. or less can be 50 to 2 ° C./second.
By the above heat treatment, the high-strength steel plate according to the embodiment of the present invention can be obtained.
以上の熱処理により本発明の実施形態に係る高強度鋼板を得ることができる。 After the reheating, as shown in [10] in FIG. 1, it may be cooled to a temperature of 200 ° C. or lower such as room temperature. A preferable average cooling rate up to 200 ° C. or less can be 50 to 2 ° C./second.
By the above heat treatment, the high-strength steel plate according to the embodiment of the present invention can be obtained.
以上に説明した本発明の実施形態に係る高強度鋼板の製造方法に接した当業者であれば、試行錯誤により、上述した製造方法と異なる製造方法により本発明の実施形態に係る高強度鋼板を得ることができる可能性がある。
If it is those skilled in the art who contacted the manufacturing method of the high-strength steel plate which concerns on embodiment of this invention demonstrated above, the high-strength steel plate which concerns on embodiment of this invention by the manufacturing method different from the manufacturing method mentioned above by trial and error is demonstrated. There is a possibility that can be obtained.
1.サンプル作製
表1に記載した化学組成を有する鋳造材を真空溶製で製造した後、この鋳造材を熱間鍛造で板厚30mmの鋼板にし、熱間圧延を施した。なお、表1には、上述の(1)式および(2)式を用いて計算したAc1点およびAc3点も記載した。また、このようにして求めたAc1点およびAc3点より計算した、0.2×Ac1点+0.8×Ac3点の値も記載した。
熱間圧延の条件は本特許の最終組織・特性に本質的な影響を施さないが、1200℃に加熱した後、多段圧延で板厚2.5mmとした。この時、熱間圧延の終了温度は880℃とした。その後、600℃まで30℃/秒で冷却し、冷却を停止し、600℃に加熱した炉に挿入後、30分保持し、その後、炉冷し、熱延鋼板とした。
この熱延鋼板に酸洗を施して表面のスケールを除去した後、1.4mmまで冷間圧延を施した。この冷間圧延板に熱処理を行い、サンプルを得た。熱処理条件を表2に示した。なお、表2中の例えば、[2]のように[ ]を内に示した番号は、図1中に[ ]内に示した同じ番号のプロセスに対応する。 1. Sample Production After a cast material having the chemical composition described in Table 1 was manufactured by vacuum melting, the cast material was hot forged into a steel plate having a thickness of 30 mm and subjected to hot rolling. Table 1 also shows the Ac 1 point and Ac 3 point calculated using the above-described equations (1) and (2). In addition, the value of 0.2 × Ac 1 point + 0.8 × Ac 3 points calculated from the Ac 1 point and Ac 3 points obtained in this way is also described.
The hot rolling conditions do not substantially affect the final structure and characteristics of this patent, but after heating to 1200 ° C., the sheet thickness is 2.5 mm by multi-stage rolling. At this time, the end temperature of the hot rolling was 880 ° C. Then, it cooled to 600 degreeC at 30 degree-C / sec, stopped cooling, and after inserting into the furnace heated at 600 degreeC, it hold | maintained for 30 minutes, and then cooled in the furnace, and it was set as the hot-rolled steel plate.
The hot-rolled steel sheet was pickled to remove the surface scale, and then cold-rolled to 1.4 mm. The cold-rolled plate was heat-treated to obtain a sample. The heat treatment conditions are shown in Table 2. In Table 2, for example, a number indicated in [] as in [2] corresponds to a process having the same number indicated in [] in FIG.
表1に記載した化学組成を有する鋳造材を真空溶製で製造した後、この鋳造材を熱間鍛造で板厚30mmの鋼板にし、熱間圧延を施した。なお、表1には、上述の(1)式および(2)式を用いて計算したAc1点およびAc3点も記載した。また、このようにして求めたAc1点およびAc3点より計算した、0.2×Ac1点+0.8×Ac3点の値も記載した。
熱間圧延の条件は本特許の最終組織・特性に本質的な影響を施さないが、1200℃に加熱した後、多段圧延で板厚2.5mmとした。この時、熱間圧延の終了温度は880℃とした。その後、600℃まで30℃/秒で冷却し、冷却を停止し、600℃に加熱した炉に挿入後、30分保持し、その後、炉冷し、熱延鋼板とした。
この熱延鋼板に酸洗を施して表面のスケールを除去した後、1.4mmまで冷間圧延を施した。この冷間圧延板に熱処理を行い、サンプルを得た。熱処理条件を表2に示した。なお、表2中の例えば、[2]のように[ ]を内に示した番号は、図1中に[ ]内に示した同じ番号のプロセスに対応する。 1. Sample Production After a cast material having the chemical composition described in Table 1 was manufactured by vacuum melting, the cast material was hot forged into a steel plate having a thickness of 30 mm and subjected to hot rolling. Table 1 also shows the Ac 1 point and Ac 3 point calculated using the above-described equations (1) and (2). In addition, the value of 0.2 × Ac 1 point + 0.8 × Ac 3 points calculated from the Ac 1 point and Ac 3 points obtained in this way is also described.
The hot rolling conditions do not substantially affect the final structure and characteristics of this patent, but after heating to 1200 ° C., the sheet thickness is 2.5 mm by multi-stage rolling. At this time, the end temperature of the hot rolling was 880 ° C. Then, it cooled to 600 degreeC at 30 degree-C / sec, stopped cooling, and after inserting into the furnace heated at 600 degreeC, it hold | maintained for 30 minutes, and then cooled in the furnace, and it was set as the hot-rolled steel plate.
The hot-rolled steel sheet was pickled to remove the surface scale, and then cold-rolled to 1.4 mm. The cold-rolled plate was heat-treated to obtain a sample. The heat treatment conditions are shown in Table 2. In Table 2, for example, a number indicated in [] as in [2] corresponds to a process having the same number indicated in [] in FIG.
表2において、サンプルNo.1では、オーステナイト化を温度T1と温度T2の2段階に分けて行わずに、温度T2に相当するAc3点以上の温度でのみ保持した。
サンプルNo.9は、100℃以上、300℃未満の間の冷却停止温度まで冷却する代わりに、再加熱温度まで冷却した後にその温度で保持したサンプル(図1で[7]~[8]に相当する工程をスキップしたサンプル)である。
サンプル15および31~36は、加熱温度T2と急冷開始温度T4を同じにしたサンプルである。すなわち、オーステナイト化後、冷却停止温度T3まで1段階で冷却したサンプルである。
なお,表1~表4において、下線を伏した数値は、本発明の実施形態の範囲から外れていることを示している。ただし、「-」については、本発明の実施形態の範囲から外れていても下線を付していないことに留意されたい。 In Table 2, sample no. In No. 1, austenitization was not performed in two stages of temperature T 1 and temperature T 2 , but was held only at a temperature equal to or higher than Ac 3 points corresponding to temperature T 2 .
Sample No. 9 is a sample (steps corresponding to [7] to [8] in FIG. 1) that is cooled to the reheating temperature and held at that temperature instead of cooling to a cooling stop temperature between 100 ° C. and less than 300 ° C. Sample skipped).
Samples 15 and 31-36 are sample heating temperature T 2 and quench start temperature T 4 to the same. That is, after austenitization, a sample cooled in one step to a cooling stop temperature T 3.
In Tables 1 to 4, underlined numerical values indicate that they are out of the scope of the embodiment of the present invention. However, it should be noted that “-” is not underlined even if it falls outside the scope of the embodiment of the present invention.
サンプルNo.9は、100℃以上、300℃未満の間の冷却停止温度まで冷却する代わりに、再加熱温度まで冷却した後にその温度で保持したサンプル(図1で[7]~[8]に相当する工程をスキップしたサンプル)である。
サンプル15および31~36は、加熱温度T2と急冷開始温度T4を同じにしたサンプルである。すなわち、オーステナイト化後、冷却停止温度T3まで1段階で冷却したサンプルである。
なお,表1~表4において、下線を伏した数値は、本発明の実施形態の範囲から外れていることを示している。ただし、「-」については、本発明の実施形態の範囲から外れていても下線を付していないことに留意されたい。 In Table 2, sample no. In No. 1, austenitization was not performed in two stages of temperature T 1 and temperature T 2 , but was held only at a temperature equal to or higher than Ac 3 points corresponding to temperature T 2 .
Sample No. 9 is a sample (steps corresponding to [7] to [8] in FIG. 1) that is cooled to the reheating temperature and held at that temperature instead of cooling to a cooling stop temperature between 100 ° C. and less than 300 ° C. Sample skipped).
Samples 15 and 31-36 are sample heating temperature T 2 and quench start temperature T 4 to the same. That is, after austenitization, a sample cooled in one step to a cooling stop temperature T 3.
In Tables 1 to 4, underlined numerical values indicate that they are out of the scope of the embodiment of the present invention. However, it should be noted that “-” is not underlined even if it falls outside the scope of the embodiment of the present invention.



2.鋼組織
それぞれのサンプルについて上述した方法により、フェライト分率、焼戻しマルテンサイトと焼戻しベイナイトの合計分率(表3には「焼戻しM/B」と記載)、残留オーステナイト量(残留γ量)、MAの平均サイズ、炭素濃化領域のMn濃度分布の半価幅を求めた。残留オーステナイト量の測定には、株式会社リガク製2次元微小部X線回折装置(RINT-RAPIDII)を用いた。得られた結果を表3に示す。 2. Steel structure By the method described above for each sample, the ferrite fraction, the total fraction of tempered martensite and tempered bainite (described as “tempered M / B” in Table 3), the amount of retained austenite (residual γ amount), MA The half-value width of the Mn concentration distribution in the carbon-enriched region was determined. For the measurement of the amount of retained austenite, a two-dimensional micro part X-ray diffractometer (RINT-RAPIDII) manufactured by Rigaku Corporation was used. The obtained results are shown in Table 3.
それぞれのサンプルについて上述した方法により、フェライト分率、焼戻しマルテンサイトと焼戻しベイナイトの合計分率(表3には「焼戻しM/B」と記載)、残留オーステナイト量(残留γ量)、MAの平均サイズ、炭素濃化領域のMn濃度分布の半価幅を求めた。残留オーステナイト量の測定には、株式会社リガク製2次元微小部X線回折装置(RINT-RAPIDII)を用いた。得られた結果を表3に示す。 2. Steel structure By the method described above for each sample, the ferrite fraction, the total fraction of tempered martensite and tempered bainite (described as “tempered M / B” in Table 3), the amount of retained austenite (residual γ amount), MA The half-value width of the Mn concentration distribution in the carbon-enriched region was determined. For the measurement of the amount of retained austenite, a two-dimensional micro part X-ray diffractometer (RINT-RAPIDII) manufactured by Rigaku Corporation was used. The obtained results are shown in Table 3.

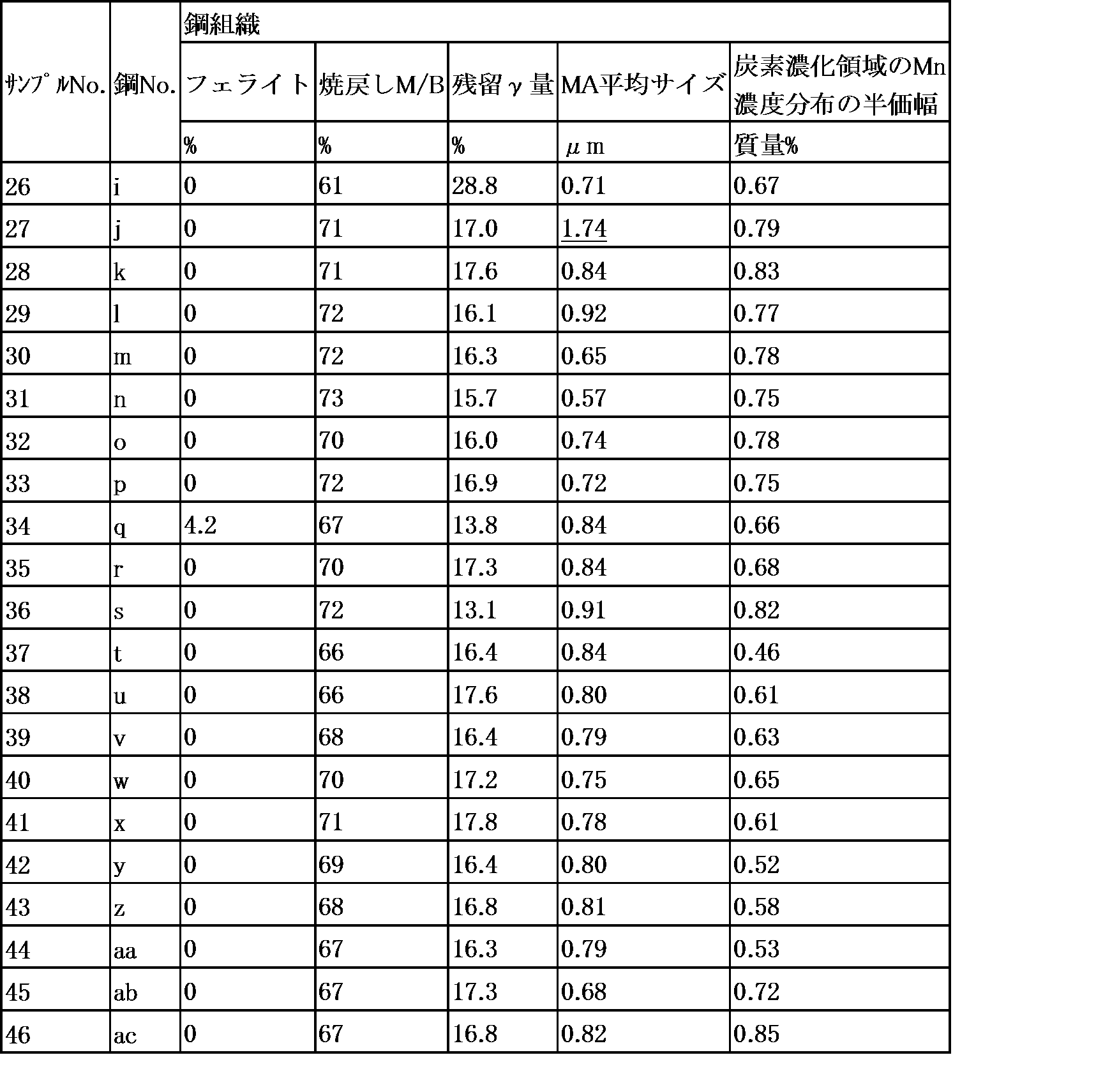
3.機械的特性
得られたサンプルについて、引張試験機を用いて、YS、TS、ELを測定し、YRおよびTS×ELを算出した。また、上述の方法により穴拡げ率λと、限界張出し高さと、スポット溶接部の十字引張強度(SW十字引張)を求めた。得られた結果を表4に示す。 3. Mechanical properties About the obtained sample, YS, TS, and EL were measured using the tensile tester, and YR and TSxEL were computed. Further, the hole expansion ratio λ, the limit overhang height, and the cross tensile strength (SW cross tension) of the spot welded portion were determined by the above-described method. Table 4 shows the obtained results.
得られたサンプルについて、引張試験機を用いて、YS、TS、ELを測定し、YRおよびTS×ELを算出した。また、上述の方法により穴拡げ率λと、限界張出し高さと、スポット溶接部の十字引張強度(SW十字引張)を求めた。得られた結果を表4に示す。 3. Mechanical properties About the obtained sample, YS, TS, and EL were measured using the tensile tester, and YR and TSxEL were computed. Further, the hole expansion ratio λ, the limit overhang height, and the cross tensile strength (SW cross tension) of the spot welded portion were determined by the above-described method. Table 4 shows the obtained results.

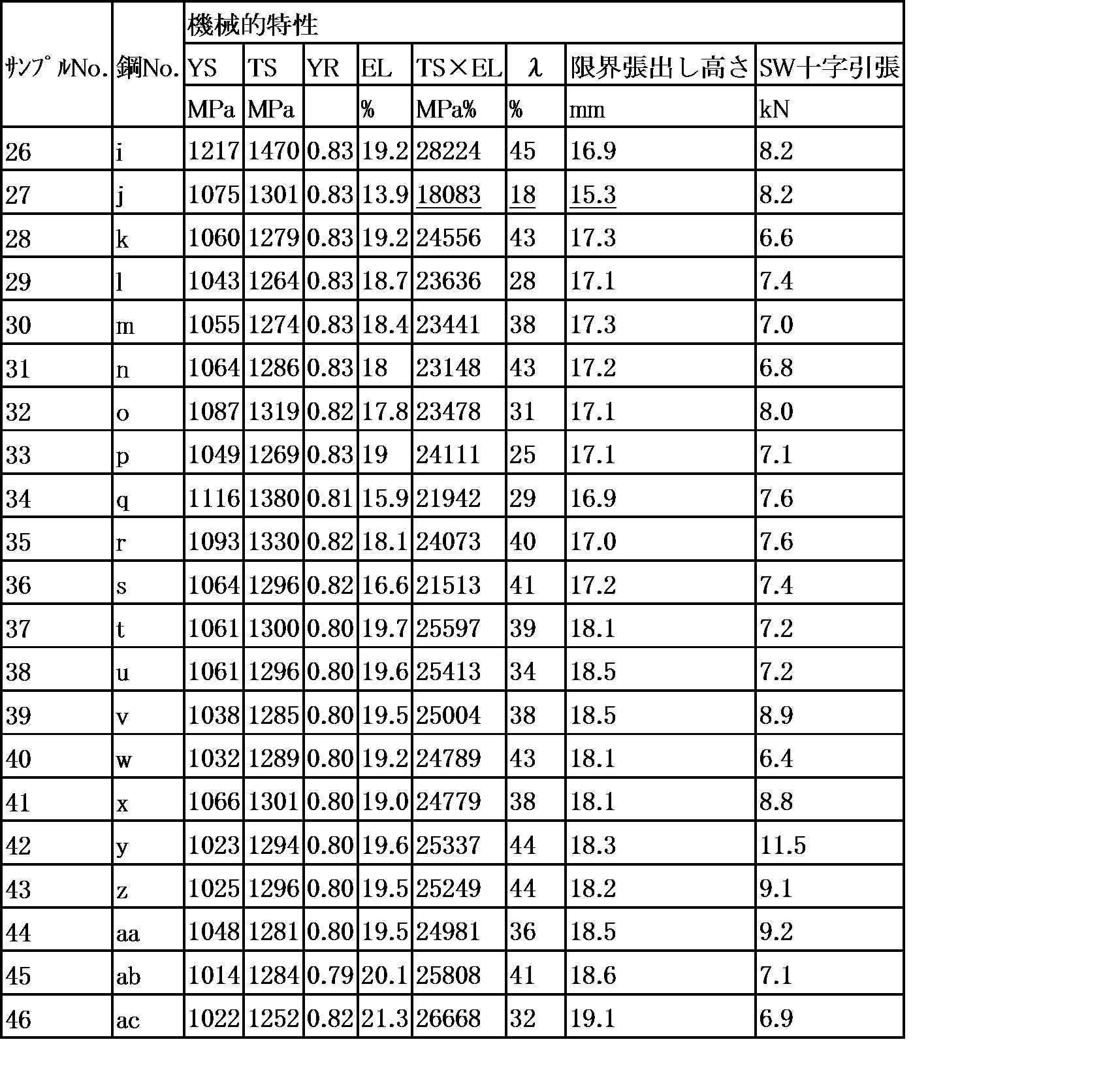
4.まとめ
本発明の実施形態における条件を満たす実施例サンプルである、サンプルNo.11~15、17、18、21および28~46は、いずれも引張強度(TS)が980MPa以上、降伏比(YR)が0.70以上、(TS)と全伸び(EL)との積(TS×EL)が21000MPa%以上、穴広げ率(λ)が20%以上、限界張出し高さが16mm以上およびSW十字引張が6kN以上を達成している。 4). Summary Sample No., which is an example sample that satisfies the conditions in the embodiment of the present invention. 11 to 15, 17, 18, 21, and 28 to 46 all have a tensile strength (TS) of 980 MPa or more, a yield ratio (YR) of 0.70 or more, and the product of (TS) and total elongation (EL) ( (TS × EL) is 21000 MPa% or more, the hole expansion ratio (λ) is 20% or more, the limit overhang height is 16 mm or more, and the SW cross tension is 6 kN or more.
本発明の実施形態における条件を満たす実施例サンプルである、サンプルNo.11~15、17、18、21および28~46は、いずれも引張強度(TS)が980MPa以上、降伏比(YR)が0.70以上、(TS)と全伸び(EL)との積(TS×EL)が21000MPa%以上、穴広げ率(λ)が20%以上、限界張出し高さが16mm以上およびSW十字引張が6kN以上を達成している。 4). Summary Sample No., which is an example sample that satisfies the conditions in the embodiment of the present invention. 11 to 15, 17, 18, 21, and 28 to 46 all have a tensile strength (TS) of 980 MPa or more, a yield ratio (YR) of 0.70 or more, and the product of (TS) and total elongation (EL) ( (TS × EL) is 21000 MPa% or more, the hole expansion ratio (λ) is 20% or more, the limit overhang height is 16 mm or more, and the SW cross tension is 6 kN or more.
一方、サンプルNo.1では、オーステナイト化を温度T1と温度T2の2段階に分けて行わずに、温度T2に相当するAc3点以上の温度でのみ保持したことから、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、限界張出し高さが低くなっている。
サンプルNo.2は、保持温度T1が低いため、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、限界張出し高さが低くなっている。
サンプルNo.3は、保持温度T1が高いため、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、限界張出し高さが低くなっている。 On the other hand, sample no. In No. 1, since austenitization is not performed in two stages of temperature T 1 and temperature T 2 , but is held only at a temperature of three or more points corresponding to temperature T 2 , the Mn concentration in the carbon concentration region The value of the half width of the distribution is small, and the limit overhang height is low.
Sample No. In No. 2, since the holding temperature T1 is low, the value of the half-value width of the Mn concentration distribution in the carbon concentration region is small, and the limit overhang height is low.
Sample No. 3, because of the high holding temperature T 1, the value of the half width of the density distribution of Mn in the carbon concentrated region is small, the limit projecting height is lower.
サンプルNo.2は、保持温度T1が低いため、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、限界張出し高さが低くなっている。
サンプルNo.3は、保持温度T1が高いため、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、限界張出し高さが低くなっている。 On the other hand, sample no. In No. 1, since austenitization is not performed in two stages of temperature T 1 and temperature T 2 , but is held only at a temperature of three or more points corresponding to temperature T 2 , the Mn concentration in the carbon concentration region The value of the half width of the distribution is small, and the limit overhang height is low.
Sample No. In No. 2, since the holding temperature T1 is low, the value of the half-value width of the Mn concentration distribution in the carbon concentration region is small, and the limit overhang height is low.
Sample No. 3, because of the high holding temperature T 1, the value of the half width of the density distribution of Mn in the carbon concentrated region is small, the limit projecting height is lower.
サンプルNo.4および5は、加熱温度T1に加熱し保持後、T1と同じ温度を加熱温度T2として選択したため、十分に高い温度でのオーステナイト化を行うことができなかった。このため、フェライト量が多く、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が低く、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さくなっている。この結果、降伏比と限界張出し高さが低くなっている。
Sample No. Since 4 and 5 were heated to the heating temperature T 1 and held, and the same temperature as T 1 was selected as the heating temperature T 2 , austenitization at a sufficiently high temperature could not be performed. For this reason, the amount of ferrite is large, the total fraction of tempered martensite and tempered bainite is low, and the value of the half-value width of the Mn concentration distribution in the carbon enriched region is small. As a result, the yield ratio and the limit overhang height are low.
サンプルNo.6は、加熱温度T2が低く、フェライド量が多くなり、この結果、降伏比が低くなっている。
サンプルNo.7は、冷却停止温度T3が高いため、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が0%となっており、かつMAの平均サイズが大きくなっている。この結果、降伏比と穴広げ率が低くなっている。
サンプルNo.8は、加熱温度T1での保持時間が短いため、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、この結果、限界張出し高さが低くなっている。 Sample No. 6, the heating temperature T 2 is low, it often Feraido amount, as a result, the yield ratio is low.
Sample No. 7, because of the high cooling stop temperature T 3, tempered martensite and tempered bainite total fraction has become 0%, and the average size of the MA is increased. As a result, the yield ratio and the hole expansion rate are low.
Sample No. In No. 8, since the holding time at the heating temperature T1 is short, the value of the half width of the Mn concentration distribution in the carbon concentration region is small, and as a result, the limit overhang height is low.
サンプルNo.7は、冷却停止温度T3が高いため、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が0%となっており、かつMAの平均サイズが大きくなっている。この結果、降伏比と穴広げ率が低くなっている。
サンプルNo.8は、加熱温度T1での保持時間が短いため、炭素濃化領域におけるMnの濃度分布の半価幅の値が小さく、この結果、限界張出し高さが低くなっている。 Sample No. 6, the heating temperature T 2 is low, it often Feraido amount, as a result, the yield ratio is low.
Sample No. 7, because of the high cooling stop temperature T 3, tempered martensite and tempered bainite total fraction has become 0%, and the average size of the MA is increased. As a result, the yield ratio and the hole expansion rate are low.
Sample No. In No. 8, since the holding time at the heating temperature T1 is short, the value of the half width of the Mn concentration distribution in the carbon concentration region is small, and as a result, the limit overhang height is low.
サンプルNo.9は、加熱温度T2での保持時間が長く、また冷却停止温度T3が高い。このため、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が0%であり、MAの平均サイズが大きく、かつMnの濃度分布の半価幅の値が小さくなっている。この結果、穴広げ率と限界張出し高さが低くなっている。
サンプルNo.10は、冷却停止温度T3が低く、残留オーステナイト量が少なく、この結果、TS×ELの値および限界張出し高さが低くなっている。 Sample No. No. 9 has a long holding time at the heating temperature T 2 and a high cooling stop temperature T 3 . For this reason, the total fraction of tempered martensite and tempered bainite is 0%, the average size of MA is large, and the value of the half-value width of the concentration distribution of Mn is small. As a result, the hole expansion rate and the limit overhang height are low.
Sample No. 10, the cooling stop temperature T 3 is low, less the amount of retained austenite, as a result, the values and limitations projecting height of TS × EL is low.
サンプルNo.10は、冷却停止温度T3が低く、残留オーステナイト量が少なく、この結果、TS×ELの値および限界張出し高さが低くなっている。 Sample No. No. 9 has a long holding time at the heating temperature T 2 and a high cooling stop temperature T 3 . For this reason, the total fraction of tempered martensite and tempered bainite is 0%, the average size of MA is large, and the value of the half-value width of the concentration distribution of Mn is small. As a result, the hole expansion rate and the limit overhang height are low.
Sample No. 10, the cooling stop temperature T 3 is low, less the amount of retained austenite, as a result, the values and limitations projecting height of TS × EL is low.
サンプルNo.16は、急冷開始温度T4が低くいため、フェライド量が多く、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が低い。この結果、降伏比が低くなっている。
サンプルNo.19は、再加熱温度T5が高く、残留オーステナイト量が少なくなっている。この結果、引張強さ、TS×ELの値および限界張出し高さが低くなっている。
サンプルNo.20は、再加熱温度T5が低く、残留オーステナイト量が少なくなっている。この結果、TS×ELの値および限界張出し高さが低くなっている。 Sample No. No. 16 has a low rapid quenching start temperature T 4 , so the amount of ferride is large, and the total fraction of tempered martensite and tempered bainite is low. As a result, the yield ratio is low.
Sample No. 19, the reheating temperature T 5 is high, the amount of retained austenite is low. As a result, the tensile strength, the value of TS × EL, and the limit overhang height are low.
Sample No. 20, the reheating temperature T 5 is low, the amount of retained austenite is low. As a result, the value of TS × EL and the limit overhang height are low.
サンプルNo.19は、再加熱温度T5が高く、残留オーステナイト量が少なくなっている。この結果、引張強さ、TS×ELの値および限界張出し高さが低くなっている。
サンプルNo.20は、再加熱温度T5が低く、残留オーステナイト量が少なくなっている。この結果、TS×ELの値および限界張出し高さが低くなっている。 Sample No. No. 16 has a low rapid quenching start temperature T 4 , so the amount of ferride is large, and the total fraction of tempered martensite and tempered bainite is low. As a result, the yield ratio is low.
Sample No. 19, the reheating temperature T 5 is high, the amount of retained austenite is low. As a result, the tensile strength, the value of TS × EL, and the limit overhang height are low.
Sample No. 20, the reheating temperature T 5 is low, the amount of retained austenite is low. As a result, the value of TS × EL and the limit overhang height are low.
サンプルNo.22は、C量が低く、残留オーステナイト量が少なく、この結果、TS×ELの値および限界張出し高さが低くなっている。
サンプルNo.23は、Mn量が多く、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が低く、かつMAの平均サイズが大きくなっている。この結果、穴広げ率が低くなっている。 Sample No. No. 22 has a low amount of C and a small amount of retained austenite. As a result, the value of TS × EL and the limit overhang height are low.
Sample No. No. 23 has a large amount of Mn, a low total fraction of tempered martensite and tempered bainite, and a large average size of MA. As a result, the hole expansion rate is low.
サンプルNo.23は、Mn量が多く、焼戻しマルテンサイトと焼戻しベイナイトの合計分率が低く、かつMAの平均サイズが大きくなっている。この結果、穴広げ率が低くなっている。 Sample No. No. 22 has a low amount of C and a small amount of retained austenite. As a result, the value of TS × EL and the limit overhang height are low.
Sample No. No. 23 has a large amount of Mn, a low total fraction of tempered martensite and tempered bainite, and a large average size of MA. As a result, the hole expansion rate is low.
サンプルNo.24は、Mn量が少なく、フェライト量が多く、且つ焼戻しマルテンサイトと焼戻しベイナイトの合計分率が低くなっている。この結果、降伏比およびTS×ELの値が低くなっている。
サンプルNo.25は、Si+Al量が低く、焼戻しマルテンサイトと焼戻しベイナイトの合計分率および残留オーステナイト量が低く、MA平均のサイズが大きくなっている。この結果、TS×ELの値、穴広げ率および限界張出し高さが低くなっている。 Sample No. No. 24 has a small amount of Mn, a large amount of ferrite, and a low total fraction of tempered martensite and tempered bainite. As a result, the yield ratio and the value of TS × EL are low.
Sample No. No. 25 has a low Si + Al content, a low total fraction of tempered martensite and tempered bainite and a residual austenite content, and a large MA average size. As a result, the value of TS × EL, the hole expansion rate, and the limit overhang height are low.
サンプルNo.25は、Si+Al量が低く、焼戻しマルテンサイトと焼戻しベイナイトの合計分率および残留オーステナイト量が低く、MA平均のサイズが大きくなっている。この結果、TS×ELの値、穴広げ率および限界張出し高さが低くなっている。 Sample No. No. 24 has a small amount of Mn, a large amount of ferrite, and a low total fraction of tempered martensite and tempered bainite. As a result, the yield ratio and the value of TS × EL are low.
Sample No. No. 25 has a low Si + Al content, a low total fraction of tempered martensite and tempered bainite and a residual austenite content, and a large MA average size. As a result, the value of TS × EL, the hole expansion rate, and the limit overhang height are low.
サンプルNo.26は、C量が多く、その結果SW十字引張強度が低くなっている。
サンプルNo.27は、Si+Al量が多く、MAの平均サイズが大きく、この結果、TS×ELの値、穴広げ率および限界張出し高さが低くなっている。 Sample No. No. 26 has a large amount of C, and as a result, the SW cross tensile strength is low.
Sample No. In No. 27, the amount of Si + Al is large and the average size of MA is large. As a result, the value of TS × EL, the hole expansion ratio, and the limit overhang height are low.
サンプルNo.27は、Si+Al量が多く、MAの平均サイズが大きく、この結果、TS×ELの値、穴広げ率および限界張出し高さが低くなっている。 Sample No. No. 26 has a large amount of C, and as a result, the SW cross tensile strength is low.
Sample No. In No. 27, the amount of Si + Al is large and the average size of MA is large. As a result, the value of TS × EL, the hole expansion ratio, and the limit overhang height are low.
本出願は、出願日が2016年5月30日である日本国特許出願、特願第2016-107598号および出願日が2017年3月31日である日本国特許出願、特願第2017-072109号を基礎出願とする優先権主張を伴う。特願第2016-107598号および特願第2017-072109号は参照することにより本明細書に取り込まれる。
The present application is a Japanese patent application filed on May 30, 2016, Japanese Patent Application No. 2016-107598, and a Japanese patent application filed on March 31, 2017, Japanese Patent Application No. 2017-072109. Accompanied by claiming priority as a basic application. Japanese Patent Application No. 2016-107598 and Japanese Patent Application No. 2017-072109 are incorporated herein by reference.
Claims (6)
- C :0.15質量%~0.35質量%、
SiとAlの合計:0.5質量%~3.0質量%、
Mn:1.0質量%~4.0質量%、
P :0.05質量%以下、
S :0.01質量%以下、
を含み、残部がFeおよび不可避不純物からなり、
鋼組織が、
フェライト分率が5%以下であり、
焼戻しマルテンサイトと焼戻しベイナイトの合計分率が60%以上であり、
残留オーステナイト量が10%以上であり、
MAの平均サイズが1.0μm以下であり、
残留オーステナイト量と等しい量である炭素濃化領域におけるMnの濃度分布の半価幅が0.3質量%以上である高強度鋼板。 C: 0.15% by mass to 0.35% by mass,
Total of Si and Al: 0.5% by mass to 3.0% by mass,
Mn: 1.0% by mass to 4.0% by mass,
P: 0.05 mass% or less,
S: 0.01% by mass or less,
And the balance consists of Fe and inevitable impurities,
Steel structure
The ferrite fraction is 5% or less,
The total fraction of tempered martensite and tempered bainite is 60% or more,
The amount of retained austenite is 10% or more,
The average size of MA is 1.0 μm or less,
A high-strength steel sheet having a half-value width of 0.3% by mass or more of the concentration distribution of Mn in the carbon enriched region that is equal to the amount of retained austenite. - C量が0.30質量%以下である請求項1に記載の高強度鋼板。 The high-strength steel sheet according to claim 1, wherein the C content is 0.30 mass% or less.
- Al量が0.10質量%未満である請求項1に記載の高強度鋼板。 The high-strength steel sheet according to claim 1, wherein the Al content is less than 0.10% by mass.
- Cu :0.50質量%以下、
Ni :0.50質量%以下、
Cr :0.50質量%以下、
Mo :0.50質量%以下、
B :0.01質量%以下、
V :0.05質量%以下、
Nb :0.05質量%以下、
Ti :0.05質量%以下、
Ca :0.05質量%以下、
REM:0.01質量%以下、
の1種または2種以上を含む請求項1に記載の高強度鋼板。 Cu: 0.50 mass% or less,
Ni: 0.50 mass% or less,
Cr: 0.50 mass% or less,
Mo: 0.50 mass% or less,
B: 0.01% by mass or less,
V: 0.05 mass% or less,
Nb: 0.05 mass% or less,
Ti: 0.05 mass% or less,
Ca: 0.05 mass% or less,
REM: 0.01% by mass or less,
The high-strength steel sheet according to claim 1, comprising one or more of the following. - 請求項1~4のいずれか1項に記載の成分組成を有する圧延材を用意することと、
前記圧延材をAc1点と0.2×Ac1点+0.8×Ac3点との間の温度で5秒以上保持した後、Ac3点以上の温度まで加熱し5~600秒間保持してオーステナイト化することと、
前記オーステナイト化後、650℃から100℃~300℃の間の冷却停止温度まで10℃/秒以上の冷却速度で冷却することと、
冷却停止温度から300~500℃の範囲にある再加熱温度まで加熱することと、
を含む、高強度鋼板の製造方法。 Preparing a rolled material having the component composition according to any one of claims 1 to 4,
The rolled material is held at a temperature between Ac 1 point and 0.2 × Ac 1 point + 0.8 × Ac 3 point for 5 seconds or more, then heated to Ac 3 point or more and held for 5 to 600 seconds. Austenite,
After the austenitization, cooling to a cooling stop temperature between 650 ° C. and 100 ° C. to 300 ° C. at a cooling rate of 10 ° C./second or more;
Heating from a cooling stop temperature to a reheating temperature in the range of 300-500 ° C .;
A method for producing a high-strength steel sheet, comprising: - 前記冷却停止温度までの冷却が、650℃以上の温度である急冷開始温度まで平均冷却速度0.1℃/秒以上、10℃/秒未満で冷却することと、前記急冷開始温度から前記冷却停止温度まで平均冷却速度10℃/秒以上で冷却することを含む請求項5に記載の高強度鋼板の製造方法。 Cooling to the cooling stop temperature is performed at an average cooling rate of 0.1 ° C./second or more and less than 10 ° C./second to a rapid cooling start temperature that is a temperature of 650 ° C. or higher, and the cooling is stopped from the rapid cooling start temperature. The method for producing a high-strength steel sheet according to claim 5, comprising cooling to a temperature at an average cooling rate of 10 ° C./second or more.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-107598 | 2016-05-30 | ||
| JP2016107598 | 2016-05-30 | ||
| JP2017072109A JP6875914B2 (en) | 2016-05-30 | 2017-03-31 | High-strength steel plate and its manufacturing method |
| JP2017-072109 | 2017-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017208763A1 true WO2017208763A1 (en) | 2017-12-07 |
Family
ID=60479292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/017753 WO2017208763A1 (en) | 2016-05-30 | 2017-05-10 | High-strength steel sheet and method for producing same |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017208763A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020148948A1 (en) * | 2019-01-18 | 2020-07-23 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet and method for manufacturing same |
| WO2022079988A1 (en) * | 2020-10-13 | 2022-04-21 | Jfeスチール株式会社 | High-strength cold rolled steel sheet, high-strength plated steel sheet, method for manufacturing high-strength cold rolled steel sheet, and method for manufacturing high-strength plated steel sheet |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012017500A (en) * | 2010-07-08 | 2012-01-26 | Kobe Steel Ltd | Method for production of high-strength steel sheet |
| JP2013227654A (en) * | 2012-03-29 | 2013-11-07 | Kobe Steel Ltd | High-strength cold-rolled steel sheet, high-strength hot-dip galvanized steel sheet and high-strength hot-dip galvannealed steel sheet, having excellent formability and shape fixability, and process for manufacturing same |
| JP2015193897A (en) * | 2014-03-17 | 2015-11-05 | 株式会社神戸製鋼所 | High strength cold rolled steel sheet and high strength hot-dip galvanized steel sheet having excellent ductility and bendability, and methods for producing the same |
| JP2015224359A (en) * | 2014-05-27 | 2015-12-14 | Jfeスチール株式会社 | Method of producing high strength steel sheet |
| JP2016098427A (en) * | 2014-11-26 | 2016-05-30 | 株式会社神戸製鋼所 | High strength high ductility steel sheet |
-
2017
- 2017-05-10 WO PCT/JP2017/017753 patent/WO2017208763A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012017500A (en) * | 2010-07-08 | 2012-01-26 | Kobe Steel Ltd | Method for production of high-strength steel sheet |
| JP2013227654A (en) * | 2012-03-29 | 2013-11-07 | Kobe Steel Ltd | High-strength cold-rolled steel sheet, high-strength hot-dip galvanized steel sheet and high-strength hot-dip galvannealed steel sheet, having excellent formability and shape fixability, and process for manufacturing same |
| JP2015193897A (en) * | 2014-03-17 | 2015-11-05 | 株式会社神戸製鋼所 | High strength cold rolled steel sheet and high strength hot-dip galvanized steel sheet having excellent ductility and bendability, and methods for producing the same |
| JP2015224359A (en) * | 2014-05-27 | 2015-12-14 | Jfeスチール株式会社 | Method of producing high strength steel sheet |
| JP2016098427A (en) * | 2014-11-26 | 2016-05-30 | 株式会社神戸製鋼所 | High strength high ductility steel sheet |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020148948A1 (en) * | 2019-01-18 | 2020-07-23 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet and method for manufacturing same |
| JP6769576B1 (en) * | 2019-01-18 | 2020-10-14 | Jfeスチール株式会社 | High-strength galvanized steel sheet and its manufacturing method |
| WO2022079988A1 (en) * | 2020-10-13 | 2022-04-21 | Jfeスチール株式会社 | High-strength cold rolled steel sheet, high-strength plated steel sheet, method for manufacturing high-strength cold rolled steel sheet, and method for manufacturing high-strength plated steel sheet |
| JP7078186B1 (en) * | 2020-10-13 | 2022-05-31 | Jfeスチール株式会社 | Manufacturing method of high-strength cold-rolled steel sheet, high-strength plated steel sheet, high-strength cold-rolled steel sheet, and manufacturing method of high-strength plated steel sheet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6849536B2 (en) | High-strength steel sheet and its manufacturing method | |
| JP6875916B2 (en) | High-strength steel plate and its manufacturing method | |
| CA2866130C (en) | High-strength cold-rolled steel sheet and method for manufacturing the same | |
| WO2018025675A1 (en) | High-strength steel plate and manufacturing method thereof | |
| JP6860420B2 (en) | High-strength steel sheet and its manufacturing method | |
| WO2017208759A1 (en) | High-strength steel sheet and method for producing same | |
| JP5662903B2 (en) | High-strength steel sheet with excellent formability, warm working method, and warm-worked automotive parts | |
| JP6809524B2 (en) | Ultra-low yield ratio high-strength thick steel sheet and its manufacturing method | |
| JP5521444B2 (en) | High-strength cold-rolled steel sheet with excellent workability and method for producing the same | |
| JP2014080665A (en) | High strength cold rolled steel sheet and its manufacturing method | |
| JP6988836B2 (en) | Ultra-low yield ratio high-strength thick steel sheet and its manufacturing method | |
| JP6875915B2 (en) | High-strength steel plate and its manufacturing method | |
| WO2017208762A1 (en) | High-strength steel sheet and method for producing same | |
| JP2018095896A (en) | High strength steel sheet and method for producing the same | |
| WO2018025674A1 (en) | High-strength steel plate and manufacturing method thereof | |
| JP2012148305A (en) | Molding method for high strength steel member | |
| WO2017208763A1 (en) | High-strength steel sheet and method for producing same | |
| JP6875914B2 (en) | High-strength steel plate and its manufacturing method | |
| JP6098537B2 (en) | High-strength cold-rolled steel sheet and manufacturing method thereof | |
| JP2018090877A (en) | High strength steel sheet and production method thereof | |
| JP2023031269A (en) | Ultra-low yield ratio high tensile strength thick steel sheet, and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17806321 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17806321 Country of ref document: EP Kind code of ref document: A1 |