WO2017030103A1 - 可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラム - Google Patents
可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラム Download PDFInfo
- Publication number
- WO2017030103A1 WO2017030103A1 PCT/JP2016/073806 JP2016073806W WO2017030103A1 WO 2017030103 A1 WO2017030103 A1 WO 2017030103A1 JP 2016073806 W JP2016073806 W JP 2016073806W WO 2017030103 A1 WO2017030103 A1 WO 2017030103A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- foldable structure
- row
- foldable
- wall surface
- cylindrical
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 69
- 238000000034 method Methods 0.000 claims abstract description 45
- 238000011161 development Methods 0.000 claims description 8
- 230000007704 transition Effects 0.000 claims description 6
- 230000008602 contraction Effects 0.000 abstract description 28
- 239000000463 material Substances 0.000 abstract description 16
- 238000010586 diagram Methods 0.000 description 46
- 230000007246 mechanism Effects 0.000 description 31
- 238000002910 structure generation Methods 0.000 description 21
- 230000008569 process Effects 0.000 description 20
- 238000012545 processing Methods 0.000 description 16
- 238000003860 storage Methods 0.000 description 15
- 238000004891 communication Methods 0.000 description 14
- 238000005452 bending Methods 0.000 description 8
- 230000008859 change Effects 0.000 description 8
- 230000006870 function Effects 0.000 description 7
- 230000010365 information processing Effects 0.000 description 5
- 238000005304 joining Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 238000004590 computer program Methods 0.000 description 3
- 238000004088 simulation Methods 0.000 description 3
- 238000003491 array Methods 0.000 description 2
- 238000011960 computer-aided design Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 210000003850 cellular structure Anatomy 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000012567 medical material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000000547 structure data Methods 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images

















Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/343—Structures characterised by movable, separable, or collapsible parts, e.g. for transport
- E04B1/344—Structures characterised by movable, separable, or collapsible parts, e.g. for transport with hinged parts
- E04B1/3449—Structures characterised by movable, separable, or collapsible parts, e.g. for transport with hinged parts with living hinge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/04—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles including folding or pleating, e.g. Chinese lanterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/006—Controlling; Regulating; Measuring; Improving safety
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0086—Making hollow objects
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01D—CONSTRUCTION OF BRIDGES, ELEVATED ROADWAYS OR VIADUCTS; ASSEMBLY OF BRIDGES
- E01D4/00—Arch-type bridges
Definitions
- the present invention relates to a foldable structure, a foldable structure manufacturing method, a foldable structure manufacturing apparatus, and a program.
- Patent Document 1 discloses a cylindrical folding box structure that is easy to fold using a developed structure called Miura folding as a basic element.
- Non-Patent Document 1 discloses an arch-like structure that can be folded into a rigid body with one degree of freedom and has flat foldability.
- Non-Patent Document 2 discloses a structure that can be folded with one degree of freedom and has a flat foldability in two directions and is composed of a flat quadrilateral mesh.
- Tomohiro Tachi “Composite Rigid-Foldable Curved Origami Structure”, Proceedings of the First Conference Transforms 2013. In the Honor of Emilio Perez Pinero, 18th-20th September, 2013, School of Architecture, Sville, Spain EDITIAL STARBOOKS.
- Tomohiro Tachi “Freeform Rigid-Foldable Structure using Bidirectionally Flatable Foldable Planar Quadrilateral Mesh”, Advanced 102
- the conventional foldable structure can be folded with a single-degree-of-freedom mechanism when each surface is a rigid body that does not bend.
- each surface can be folded with paper, plastic plate, thin metal plate, etc.
- a flexible material is used, there is a problem that each surface is bent, causing non-uniform expansion and contraction, and the rigid body bending deformation mode cannot be maintained.
- the present invention has been made in view of the above problems, and even a flexible material is provided with a foldable structure to which rigidity is imparted so that uneven expansion and contraction is suppressed, and foldable A structure manufacturing method, a foldable structure manufacturing apparatus, and a program are provided.
- the foldable structure of the present invention is a foldable structure including at least two cylindrical structures, and the two cylindrical structures are formed by a series of common surfaces shared with each other.
- the torsional characteristic of the cylindrical surface structure of one of the cylindrical structures has a direction opposite to the torsional characteristic of the cylindrical surface structure of the other cylindrical structure.
- the propagation amount of the folding angle around the common surface is one. It is the same when the cylindrical structure is used and when the other cylindrical structure is used.
- the shared surface row is a column surface in which the shared surfaces are connected by parallel ridge lines, and the wall surface row of one of the cylindrical structures Is mirror-symmetrical with respect to the other wall surface row of the cylindrical structure and a plane perpendicular to the column surface when extending through the column surface row to the other side.
- the shared surface row is an arbitrary single curved surface, and a tetravalent structure formed by a wall surface row of the cylindrical structure adjacent to the shared surface row.
- the sum of the diagonals is 180 degrees or equal to each other, and the propagation amount of the folding angle through one wall surface row and the folding angle through the other wall surface row are The interior angle is such that the amount of propagation is equal to each other.
- the two tubular structures are Miura folded tubular structures, and one of the tubular structures and the other of the tubular structures. Are characterized in that they are joined in a zipper-type arrangement in which the fold line portions are alternately meshed with each other in the shared plane row.
- the foldable structure of the present invention in the foldable structure described above, when the folded state shifts from the folded state to the expanded state, the cylindrical structures that have not been adjacent to each other can be adjacently joined. Thus, it is possible to suppress re-transition to the folded state.
- the foldable structure of the present invention is characterized in that, in the foldable structure described above, the surface of the shared surface row is a conceptual surface composed of a plurality of fold lines.
- the foldable structure of the present invention is characterized in that in the above foldable structure, the foldable structure is a folded structure or a flat foldable structure.
- the method for manufacturing a foldable structure of the present invention includes a foldable structure generating step for generating an equivalent foldable structure having two wall surface rows from the generated surface row, the generated surface row and the two wall surfaces. And a cylindrical structure forming step of forming a cylindrical structure on both sides of the generation surface based on the columns.
- the foldable structure generation step in the method for manufacturing a foldable structure, generates the generation surface row as a column surface connected by parallel ridge lines, By generating a wall surface row that is mirror-symmetrical with an arbitrary wall surface row with respect to a plane orthogonal to the column surface, the one wall surface row is extended through the generation surface row, thereby obtaining the equivalent
- a tubular structure is generated by generating a foldable structure, and the cylindrical structure forming step includes a surface array offset parallel to both sides of the generated surface array and a surface array offset parallel to each wall surface array. Is formed.
- the manufacturing method of the foldable structure of this invention is the manufacturing method of said foldable structure
- generation step is the said foldable structure which has the said production
- the sum of the diagonals is 180 degrees, and the propagation amount of the folding angle through one of the wall surface rows and the propagation amount of the folding angle through the other wall surface row are .
- the cylindrical structure forming step the plane row offset in parallel to both sides of the generation plane row, The cylindrical structure is formed by a surface array offset in parallel from each of the wall surface arrays.
- the folding structure manufacturing apparatus of the present invention includes a folding structure generating means for generating an equivalent folding structure having two wall surface rows from the generating surface row, the generating surface row and the two wall surfaces. And a cylindrical structure forming means for forming a cylindrical structure on both sides of the generation surface based on the row.
- the program of the present invention is a program for causing a computer to execute a foldable structure generation method, and generates a foldable structure that generates an equivalent foldable structure having two wall surface rows from a generated surface row. And a step of forming a cylindrical structure on both sides of the generation surface based on the generation surface row and the two wall surface rows.
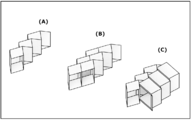
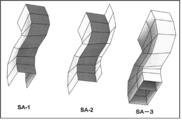
- FIG. 1 is a perspective view of (A) one Miura folding cylinder type structure, (B) two Miura folding cylinder type structures arranged in parallel, and (C) two Miura folding cylinder type structures arranged in a zipper type.
- It is. 2 is an orthographic view showing the top view (upper stage) and the front view (lower stage) of FIG.
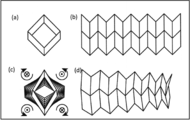
- FIG. 3 shows a rigid body bending deformation mode (upper (a), (b)) in which non-uniform deformation does not occur when unfolded, and a torsion mode (lower (c), (d) in which non-uniform deformation occurs during unfolding. )).
- FIG. 4 is a diagram illustrating the twist direction in the shared plane row in parallel arrangement (B).
- FIG. 5 is a diagram showing a twist direction in the shared plane array in (C) zipper type arrangement.
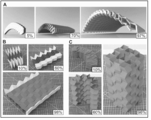
- FIG. 6 is a view showing a two-way flat foldable corrugated sandwich structure in which a large number of (C) zipper-arranged tubular structures are arranged.
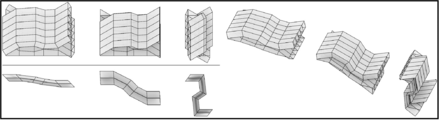
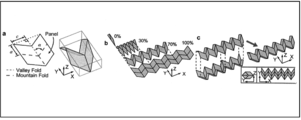
- FIG. 7 is a diagram illustrating a developed state and a folded state of a rigidly foldable foldable structure to which rigidity is imparted.
- FIG. 8 is a diagram showing a sandwich structure obtained from a generated curved surface (shared surface array) of an arbitrary single curved surface.
- FIG. 9 is a block diagram showing an example of the configuration of the manufacturing apparatus 100 to which the present embodiment is applied.
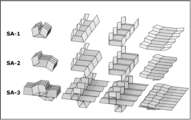
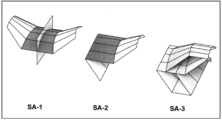
- FIG. 10 is a diagram showing a three-sided array structure in which an equivalent origami structure is extracted from the folding structure of FIG.
- FIG. 11 is a diagram showing a basic array structure and a cylindrical structure with parallel plane groups.
- FIG. 12 is a diagram showing a basic array structure and a cylindrical structure with mirror symmetry plane groups.
- FIG. 13 is a diagram showing a basic array structure and a cylindrical structure under conditions where two-way flat folding is possible.
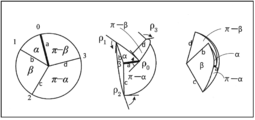
- FIG. 14 is a diagram illustrating the relationship between the internal angles of the surfaces when the conformity conditions 1, 2, and 3 of the deformation mechanism are satisfied.
- FIG. 15 is a flowchart illustrating an example of a process for manufacturing a foldable structure under the suitability condition 2 in the manufacturing apparatus 100 of the present embodiment.
- FIG. 15 is a flowchart illustrating an example of a process for manufacturing a foldable structure under the suitability condition 2 in the manufacturing apparatus 100 of the present embodiment.
- FIG. 16 is a diagram illustrating a tetravalent vertex where the sum of diagonals is 180 °.
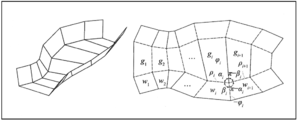
- FIG. 17 is a diagram illustrating an example of a structure in which a group of surfaces is generated on both sides of each side from the generation surface.
- FIG. 18 is a flowchart illustrating an example of a process for manufacturing a foldable structure under the suitability condition 3 in the manufacturing apparatus 100 of the present embodiment.
- FIG. 19 is a diagram showing a cantilever structure having a zipper type arrangement structure (zipper) and a parallel arrangement structure (aligned).
- FIG. 20 is a graph showing the change in rigidity with respect to the expansion / contraction rate, with the horizontal axis as the expansion / contraction rate of the cylinder and the vertical axis as the rigidity.
- FIG. 21 is a graph showing the rigidity with respect to the direction of force on the YZ plane when the expansion / contraction ratios of the cylinders are 40%, 70%, and 95%, respectively.
- FIG. 22 is a diagram showing a unit structure and a cylindrical structure for obtaining an embodiment of another structure.
- FIG. 23 is a diagram illustrating the transition of the foldable structures A, B, and C from the folded state to the expanded state.
- FIG. 24 is a diagram illustrating the transition of the foldable structures A, B, and C from the folded state to the expanded state.
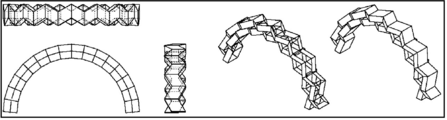
- FIG. 25 is a diagram illustrating an example of an arch structure using mirror wall reversal.
- FIG. 26 is a diagram showing a folding process of the arch structure using the mirror inversion of the wall surface of FIG. FIG.
- FIG. 27 is a diagram illustrating another example of the arch structure using the mirror inversion of the wall surface.
- FIG. 28 is a diagram showing a folding process of the arch structure using the mirror inversion of the wall surface of FIG.
- FIG. 29 is a diagram illustrating an example of a structure using mirror reversal as a curved sandwich core (curved sandwich core).
- the foldable structure is a foldable structure.
- the foldable structure flat-foldable structure, rigid-foldable structure (rigid-foldable). structure).
- FIG. 1 shows (A) one Miura folded cylinder type structure, (B) two Miura folded cylinder type structures arranged in parallel, and (C) two Miura folded cylinder type structures arranged in a zipper type.
- FIG. 2 is an orthographic view showing the top view (upper stage) and the front view (lower stage) of FIG.
- the Miura folded cylindrical structure and (B) a structure in which these are arranged in parallel have flat foldability that allows them to be folded flat and can be rigidly folded with one degree of freedom.
- the “rigid body foldable structure” which is a structure that can be folded rigidly, is a continuous structure when each surface is made of a rigid body that does not bend among the structure that is formed by connecting multiple surfaces with folding lines. A mechanism that can be deformed.
- FIG. 3 shows a rigid body bending deformation mode (upper FIGS. 3A and 3B) in which non-uniform deformation does not occur during deployment, and a torsion mode in which non-uniform deformation occurs during deployment (lower diagram). 3 (c), (d)).
- Twist occurs when the amount of shear deformation of this cross section changes according to the change in the expansion / contraction rate in the expansion / contraction direction (see FIG. 3D).
- the arrows in FIG. 3C indicate the twist direction, and twists are alternately generated in the positive and negative rotation directions in the adjacent surface rows.
- one cylindrical structure and the other cylindrical structure are not arranged in parallel but have a folding line portion. It is a foldable structure characterized by being joined in a zipper-type arrangement that alternately meshes. Such a zipper-type foldable structure can prevent non-uniform expansion and contraction by a combination of geometric structures, and can maintain a rigid fold deformation mode.
- FIG. 4 is a diagram showing the twist direction in the shared plane row of (B) parallel arrangement
- FIG. 5 is a diagram showing the twist direction in the common plane row of (C) zipper type arrangement.
- the inventors of the present application conducted further diligent studies and found the principle of manufacturing a generalized shape that maintains the property of reversal of the twist direction in the common plane array using the cylindrical structure of the zipper type arrangement as a basic structure. That is, it was discovered that various shapes can be manufactured by widely generalizing the principle of positive / negative reversal of the twist direction, not limited to the combination of the Miura folded cylindrical structure.
- the principle that the shear deformation of the parallelogram at a certain cross-sectional position corresponds to the expansion / contraction ratio at that position, and the principle that the gradient of the expansion / contraction ratio causes the twist of the common plane array also holds true for generalized shapes. Therefore, even in the generalized shape, paying attention to the property of torsional reversal in the shared plane array, it is possible to exhibit equivalent functionality, that is, rigidity that prevents non-uniform deformation during deployment.
- the single cylindrical shape can be generalized as follows, for example. That is, a cylinder composed of four planes composed of two parallel planes may be used as a unit structure, and a polyhedral cylindrical structure made by connecting the unit structures in cross section may be subdivided into infinitely and smoothly.
- a curved cylindrical structure may be used.
- a smooth curved cylindrical structure is a structure that can be defined as an envelope surface formed by two pairs of parallel surfaces moving in space (see Non-Patent Document 1).
- the embodiment of the generalized shape according to the present invention includes two types of cylinders in which such a cylindrical structure shares another cylindrical structure, a quadrangular surface array in the case of a polyhedron, and a single curved surface in a curved cylindrical structure.
- FIG. 6 is a diagram showing a two-way flat foldable corrugated sandwich structure in which a large number of (C) zipper-arranged tubular structures are arranged.
- the shared surface is shown in gray (the same applies to the following figures).
- the property that the surface in the structure is twisted in a specific direction due to the non-uniform shear deformation of the cross section with respect to the gradient of the expansion / contraction ratio as described above is called a torsion characteristic.
- the torsional characteristics of the cylindrical structure on the upper side of the corrugated shared plane array and the torsional characteristics of the cylindrical structure on the lower side of the corrugated shared plane array are reversed. It is combined. For this reason, rigidity is imparted in terms of structural characteristics depending on the combination.
- the shared surface shared surface row
- the shared surface may be referred to as a “generated surface (generated surface row)” in the process of generating the foldable structure.
- the “surface” does not necessarily have to be a physical plate-like surface, and may be a conceptual surface composed of a plurality of fold lines. It may be a structural surface formed with a ramen structure.
- FIG. 7 is a diagram showing a developed state and a folded state of a rigidly foldable foldable structure having rigidity.
- FIG. 7 shows an example of a folding structure created using an arbitrary column surface as a generation surface array.
- FIG. 8 is a diagram showing a sandwich structure obtained from a generated curved surface (shared surface array) of an arbitrary single curved surface.
- FIG. 8 shows an example of a foldable structure created with an arbitrary developable surface as a generated surface array.
- the propagation amount of the folding angle around the common surface is clockwise (one wall array).
- the foldability can be exhibited without causing any contradiction in the folded structure.
- the upper and lower sides of the common plane row can reverse the torsional direction, thereby canceling the torsion, giving rigidity as a combination of structures, and suppressing non-uniform expansion and contraction.
- the foldable structure is not limited to the origami structure or the foldable structure, and may be a flat foldable structure or a rigid body.
- a foldable structure that cannot be folded flat but can be folded may be used.
- the description of “origami structure” may be read as “flat foldable structure”, “rigid foldable structure”, or “foldable structure”. Further, in the description of the present embodiment, “folding” may be read as “folding deformation”, and “folded state” may be read as “state after folding deformation”.
- FIG. 9 is a block diagram showing an example of the configuration of the manufacturing apparatus 100 to which the present embodiment is applied, and conceptually shows only the portion related to the present embodiment in the configuration.
- the manufacturing apparatus 100 may include a known computer aided design (Computer Aided Design) unit.
- the manufacturing apparatus 100 is generally connected to a control unit 102 such as a CPU that comprehensively controls the entire manufacturing apparatus 100 and a communication apparatus (not shown) such as a router connected to a communication line or the like.
- Various databases and tables (geometric parameter storage unit 106a and the like) stored in the storage unit 106 are storage means such as a fixed disk device, and store various programs, tables, files, databases, web pages, and the like used for various processes. Store.
- the geometric parameter storage unit 106a is a geometric parameter storage unit that stores design conditions and geometric parameters of the foldable structure.
- the geometric parameter storage unit 106a may store development data of a foldable structure (for example, a drawing in which a mountain fold line, a valley fold line, or the like is entered in a plan view).
- the input / output control interface unit 108 controls the input unit 112 and the output unit 114.
- the input unit 112 a keyboard, a mouse, a touch panel, or the like can be used.
- the output unit 114 may be a printing machine, a 3D printer, a laser cutter, or the like as an output unit of the foldable structure.
- a monitor including a home television, a touch screen monitor, or the like
- a monitor including a home television, a touch screen monitor, or the like
- control unit 102 has a control program such as an OS (Operating System), a program that defines various processing procedures, and an internal memory for storing necessary data. Information processing for executing various processes is performed.
- the control unit 102 includes an origami structure generation unit 102a, a cylindrical structure formation unit 102b, and a structure output unit 102c in terms of functional concept.
- the origami structure generating unit 102a is a foldable structure generating unit that generates an equivalent origami structure having two wall surface rows as an example of a foldable structure from a generated surface row that becomes a later shared surface row.
- the origami structure generation unit 102a is not limited to generating an equivalent origami structure, and may generate a foldable structure such as a flat foldable structure or a rigid foldable structure.
- the geometric parameters of the folding structure such as the origami structure, the flat folding structure, and the rigid folding structure generated by the origami structure generation unit 102a are stored in the geometric parameter storage unit 106a.
- FIG. 10 is a diagram showing a three-sided array structure obtained by extracting an equivalent origami structure from the folding structure of FIG.
- the cylindrical structure on the upper side and the lower cylindrical structure of the common surface row of the sandwich structure shown in FIG. 6 can be defined by the normal direction of the wall surface row that is a row of surfaces in contact with the common surface row. For this reason, as shown in the middle part (SA-2) of FIG. 10, an array structure in which three columns of the wall surface row on one side, the common surface row, and the other wall surface row are connected may be considered. . Since only the normal direction of the wall surface row is important, even if it is extended to the opposite side of the common surface as shown in the upper part (SA-1) of FIG. 10, the property of the deformation mechanism is maintained.
- the basic array structure for the following conformity condition study is the one that extends only the wall surface.
- FIG. 11 is a diagram showing a basic array structure and a cylindrical structure with parallel plane groups. As shown in FIG. 11, when the left and right wall surface rows are parallel, the folding lines formed by the shared surface rows are also parallel, and the deformation mechanisms of the two tubular structures are suitable. However, the normal directions of the three types of surface groups are substantially two types because the left and right wall surface rows are parallel, and thus are structurally equivalent to a single cylindrical structure. That is, although the deformation mechanisms of the two cylindrical structures are compatible, the torsional characteristics on the common surface are also in the same direction, so that rigidity is not imparted during deployment and nonuniform deformation is not suppressed. Therefore, this compatibility condition 1 is rejected from the present embodiment.
- FIG. 12 is a diagram showing a basic array structure and a cylindrical structure with mirror symmetry plane groups.
- the shared surface row is a column surface (the ridge lines connecting the surfaces are parallel), and the wall surface rows on both sides are in a mirror-symmetric relationship with respect to the plane orthogonal to the column surface.
- the deformation mechanism of the two cylindrical structures is compatible.
- the torsional characteristics are reversed due to the mirror symmetry, and the rigidity that suppresses non-uniform deformation is imparted.
- the fold line formed by the shared surface row and the wall surface row is also mirror-symmetric, and the fold line unevenness is reversed.
- FIG. 13 is a diagram showing a basic array structure and a cylindrical structure under conditions where two-way flat folding is possible.
- the common plane row is a free-form surface
- the diagonal sum is 180 ° or the diagonal is It is necessary that the dihedral angles at the ridge line are not equal to 0 ° or 180 °.
- the sum of the diagonals is 180 degrees when the wall surface is extended while maintaining the suitability of the mechanism.
- the smooth curved cylindrical structure is a structure that can be defined as an envelope surface in which two pairs of parallel surfaces move in space (see Non-Patent Document 1), and a curved surface can be formed by the parallel surfaces.
- a line on the common plane array at each position is called a bus line. Note that the entire structure of the foldable structure generated under the compatibility condition 3 may not have symmetry.
- FIG. 14 is a diagram showing the relationship between the inner angles of the surfaces when satisfying the suitability conditions 1, 2, and 3 of the deformation mechanism from the left.
- the origami structure generation unit 102a may generate an array structure so as to satisfy the suitability condition 2 of the deformation mechanism to generate an equivalent origami structure.
- the sum of the diagonals is 180 degrees for the inner angle at each internal vertex in the development view. That is, as shown in FIG. 14C, the diagonal of the inner angle A 1 is ⁇ -A 1 and the diagonal of the inner angle B 1 is ⁇ -B 1 . The diagonal of the inner angle A 2 is ⁇ -A 2, and the diagonal of the inner angle B 2 is ⁇ -B 2 . Also in the other side surface row, as shown in the figure, the diagonal of the inner angle ⁇ 1 is ⁇ 1 and the diagonal of the inner angle ⁇ 1 is ⁇ 1 . The diagonal of the internal angle ⁇ 2 is ⁇ 2, and the diagonal of the internal angle ⁇ 2 is ⁇ 2 .
- the origami structure generation unit 102a sets the sum of the diagonals of the internal angles at each internal vertex to 180 degrees, the propagation amount of the folding angle through one wall row, and the propagation of the folding angle through the other wall row.
- the array structure may be generated by determining the inner angle so that the quantity becomes equal. The propagation amount calculation method will be described in detail later.
- the origami structure generation unit 102a may generate an equivalent origami structure by generating an array structure having a generation surface array and two wall surface arrays.
- the origami structure generating unit When the origami structure generating unit generates two wall surface rows on the same side as the generated surface row as in SA-1, the origami structure generating unit converts one wall surface row into the generated surface row as in SA-2. By extending through the wall surface, it is possible to generate wall surface rows above and below the generated surface row and generate an equivalent origami structure.
- the origami structure generating unit 102a connects an arbitrary trapezoidal array to a generated surface array (shared surface array) that is a column surface to form a wall surface array on one side. Then, a mirror-replicated structure is generated with respect to an arbitrary plane perpendicular to the column surface (see SA-1 in FIG. 12). In that case, the origami structure generation unit 102a may generate the other wall surface array by extending the duplicated surface array to the opposite side with the generation surface (shared surface) as a boundary (SA- in FIG. 12). 2). Even if the extension operation as described above is performed, the properties of the structure do not change, so the suitability of the deformation mechanism is maintained.
- the cylindrical structure forming unit 102b determines the generation surface to be a shared surface based on the equivalent origami structure (a combination of the generation surface row and the two wall surface rows) generated by the origami structure generation unit 102a.
- the cylindrical structure forming unit 102b performs the SA-2 in FIG.
- a cylindrical structure can be formed on one side by copying the wall surface row along the generatrix direction of the column surface and copying it, and connecting the upper surface with a surface row parallel to the generation surface.
- the origami structure generation unit 102a may perform the same operation on the opposite side to acquire the cylindrical structure on both sides.
- the tubular structure formation unit 102b A cylindrical structure is made from the generated surface row (shared surface row) and the wall surface row generated by 102a.
- the cylindrical structure forming unit 102b offsets the generated surface array (shared surface array) by a certain distance (an operation for creating a surface equidistant from the surface and reconstructing the surface array connecting them)
- two pairs of parallel surface rows may be created by offsetting the wall surface rows by a certain distance.
- the cylindrical structure formation part 102b can form a cylindrical structure by connecting these.
- the cylindrical structure forming unit 102b may form a cellular structure by forming a plurality of parallel surface rows on one side of the generation surface (shared surface) by repeatedly executing the offset operation.
- the joining of the cylindrical structure on one side of the shared surface array may be performed in the same manner as a known parallel joining.
- the geometric parameters of the cylindrical structure formed by the cylindrical structure forming unit 102b as described above are stored in the geometric parameter storage unit 106a.
- the cylindrical structure forming portion 102b may adjust the design according to the thickness of the material of the foldable structure to be manufactured.
- the material of the foldable structure to be manufactured is thin, such as paper, the foldability is self-explanatory, but if the material thickness is greater than a predetermined value, it can be bent as designed. become unable. Therefore, the cylindrical structure forming portion 102b may be adjusted so that the thickness does not interfere with the portion to be bent and deformed.
- a hinge shift method and a volume trim method in order to ensure bendability, but the cylindrical structure forming portion 102b uses a known hinge shift method. May be used for design adjustment (see US Pat. No.
- the structure output unit 102c is a structure output unit that outputs the composite data of the cylindrical structure formed by the cylindrical structure forming unit 102b to the output unit 114 to manufacture a foldable structure.
- the structure output unit 102c may print out the developed view data formed by the cylindrical structure forming unit 102b and stored in the geometric parameter storage unit 106a to the output unit 114 of the printing press.
- the structure output unit 102c may output the foldable structure data formed by the cylindrical structure forming unit 102b to the output unit 114 as a 3D printer to manufacture a foldable three-dimensional structure.
- the structure output unit 102c may cut out the developed shape from the metal plate by the output unit 114 such as a laser cutter based on the developed data formed by the cylindrical structure forming unit 102b.
- each surface is joined and manufacture of a foldable structure may be performed manually or may be automatically performed by an industrial robot or the like.
- the communication control interface unit 104 is a device that performs communication control between the manufacturing apparatus 100 and the network 300 (or a communication apparatus such as a router). That is, the communication control interface unit 104 has a function of communicating data with another external device 200 or a station via a communication line (whether wired or wireless).
- the network 300 has a function of connecting the customer terminal 100 and the external device 200 to each other, such as the Internet.
- the manufacturing apparatus 100 is configured to be communicably connected to an external apparatus 200 that provides various databases such as generated curved surfaces and geometric parameters, and external programs such as a program according to the present invention via a network 300. May be.
- the manufacturing apparatus 100 may be communicably connected to the network 300 via a communication device such as a router and a wired or wireless communication line such as a dedicated line.
- the external device 200 is connected to the manufacturing apparatus 100 via the network 300 and executes external programs such as external databases and programs related to data such as geometric parameters to the user. It may have a function of providing a website.
- the external device 200 may be configured as a WEB server, an ASP server, or the like, and its hardware configuration is configured by an information processing device such as a commercially available workstation or a personal computer and an accessory device thereof. May be.
- Each function of the external device 200 is realized by a CPU, a disk device, a memory device, an input device, an output device, a communication control device, and the like in the hardware configuration of the external device 200 and a program for controlling them.
- FIG. 15 is a flowchart illustrating an example of a process for manufacturing a foldable structure under the suitability condition 2 in the manufacturing apparatus 100 of the present embodiment.
- the origami structure generation unit 102a of the manufacturing apparatus 100 acquires an arbitrary column surface as a generation surface sequence (step SB-1).
- the origami structure generation unit 102a may control the user to input a curve or a curvature via the input unit 112, and a column surface that approximates the input curvature or curve is used as a generation surface sequence. You may get it.
- a well-known geometric approximation method may be used to obtain a column surface that approximates a curvature or a curve.
- the origami structure generation unit 102a has a structure in which an arbitrary trapezoidal row is connected to a generation surface row that is a column surface, a wall surface row on one side is replicated in a mirror-symmetric manner with respect to an arbitrary plane perpendicular to the column surface Are generated as a wall surface row on the other side (step SB-2).
- the origami structure generating unit 102a extends one of the copied wall surface rows to the opposite side with the shared surface as a boundary, Create another wall row.
- the cylindrical structure forming unit 102b translates the wall surface row along the generatrix direction of the column surface based on the generation surface generated by the origami structure generation unit 102a and the two wall surface rows, and replicates the upper surface.
- a single-sided cylindrical structure is generated by connecting the planes parallel to the generation plane (step SB-3). Note that the origami structure generating unit 102a performs the same operation on the opposite side to acquire the cylindrical structure on both sides.
- the structure output unit 102c outputs the development data of the foldable structure formed by the cylindrical structure forming unit 102b to the output unit 114 such as a printing machine, a 3D printer, a laser cutter, etc. Is manufactured (step SB-4).
- the above is an example of a process for manufacturing a foldable structure that satisfies the compatibility condition 2.
- FIG. 16 is a diagram illustrating a tetravalent vertex where the sum of diagonals is 180 °. Note that Non-Patent Document 2 can also be referred to for the calculation method of the propagation amount of the following bend angle.
- the overall mechanism that is sought is that the mechanism of the tetravalent vertex (four folding lines gather) work together without contradiction.
- the tetravalent apex is already a mechanism with one degree of freedom. That is, when the angle of one fold line is determined, the angles of the remaining fold lines are also determined. Therefore, the folding angle propagates from the tetravalent vertex to the tetravalent vertex, and all folding angles are determined.
- k ( ⁇ , ⁇ ) is a coefficient representing the amount of propagation of the fold angle of adjacent fold lines, and only when the suitability condition 3 is satisfied, as indicated by two arrows joining in FIG. Since the transmission amount is equal in the clockwise direction and the counterclockwise direction, it is uniquely determined only for the inner angle of the surface, and is a constant that does not change due to the folding deformation.
- the condition that the movements of the deformation mechanisms are matched is that, for one rectangular panel, the identity that allows the respective folding angles propagating at the four vertices to be deformed while maintaining this relationship at these vertices is established. That is, the following formula needs to be established in the square at the center of FIG.
- FIG. 17 is a diagram illustrating an example of a structure in which a group of surfaces is generated on both sides of each side from the generation surface.
- FIG. 18 is a flowchart illustrating an example of a process for manufacturing a foldable structure under the suitability condition 3 in the manufacturing apparatus 100 of the present embodiment.
- the origami structure generating unit 102a of the manufacturing apparatus 100 acquires an arbitrary curved surface as a generated surface sequence (step SC-1).
- the origami structure generation unit 102a may control the user to input a curve or curvature via the input unit 112, and generates a series of planes approximating the input curvature or curve.
- You may get as A known geometric approximation method may be used to obtain a continuation of a plane that approximates a curvature or a curve.
- the Origami structure generation unit 102a a continuous planar g 1, g 2, ..., for the generated surface string and g n, and propagation of folding angle through one wall column, the other wall surface column as the propagation of through folding angle is equal, on each side wall columns w 1, w 2, ..., determining w n (step SC-2).
- the folding angle of the adjacent surface of the shared surface array (generated surface array) is ⁇ 1 , ⁇ 2 ,..., ⁇ n ⁇ 1
- the folding of the adjacent surface of the wall surface array is obtained from the above equation (1).
- the angles are ⁇ 1 , ⁇ 2 ,..., ⁇ n ⁇ 1 .
- the folding angles of the folding lines sandwiched between the wall surface row and the shared surface row are all equal.
- ⁇ 1 can be determined and the angle of the fold line released from the first vertex can be determined. This intersects the ridgeline at the boundary between g 2 and g 3 , and ⁇ 2 is determined. Also, ⁇ 2 is determined from equation (5).
- the origami structure generation unit 102a may determine the inner angles of all the folding lines in a chained manner. The origami structure generation unit 102a determines the wall surface structure by the same process for the wall surface row on the opposite side.
- the cylindrical structure forming unit 102b replicates the wall surface row along the generatrix direction of the column surface based on the generation surface generated by the origami structure generation unit 102a and the two wall surface rows. Then, the single-sided cylindrical structure is generated by connecting the upper surfaces with a surface array parallel to the generation surface (step SC-3). Note that the origami structure generating unit 102a performs the same operation on the opposite side to acquire the cylindrical structure on both sides.
- the structure output unit 102c outputs the development data of the foldable structure formed by the cylindrical structure forming unit 102b to the output unit 114 such as a printing machine, a 3D printer, a laser cutter, etc. Is manufactured (step SC-4).
- the above is an example of a process for manufacturing a foldable structure that satisfies the compatibility condition 3.
- FIG. 19 is a diagram showing a cantilever structure of (a) a zipper type arrangement structure (zipper) and (b) a parallel arrangement structure (aligned).
- the ABAQUS Fine Element Analysis was used for the finite element method simulation.
- the height and width of the parallelogram forming the cylindrical structure were set to 1, the inner angle of the parallelogram was set to 55 degrees, and the thickness of the material was set to 0.01 which is 1/100 of the height.
- the Young's modulus of the material was 1000000.
- the left end portion was fixed at all vertices, and the right end portion was loaded with a load of 1 in each of the X direction (stretching direction), Y direction, and Z direction (vertical direction) as shown by the arrows in the figure.
- the shape before deformation and the emphasized shape after deformation are overlaid.
- the unit of the length load can be arbitrarily selected.
- the length may be cm
- the force may be N
- the Young's modulus may be N / cm ⁇ 2. Regardless of which unit system is used, the relative relationship between the zipper-type arrangement and the parallel arrangement structure is maintained.
- FIG. 20 is a graph showing the change in rigidity with respect to the expansion / contraction rate, with the horizontal axis as the expansion / contraction rate of the cylinder and the vertical axis as the rigidity. From the left of the figure, the stiffness in the X direction, Y direction, and Z direction is shown, respectively. For the rigidity, a value obtained by dividing the magnitude of the force by the absolute value of the end portion displacement is used. As shown in FIG. 20, the high rigidity of the zipper arrangement structure (Zipper) in the X direction was confirmed in a wide range of the expansion and contraction process.
- FIG. 21 is a graph showing the rigidity with respect to the direction of force on the YZ plane when the expansion / contraction ratios of the cylinders are 40%, 70%, and 95%, respectively.
- the zipper-type combination structure has little direction dependency and the rigidity of the weak shaft (the minimum value of rigidity) is maximized.
- FIG. 22 is a diagram showing a unit structure and a cylindrical structure for obtaining an embodiment of another structure.
- the basic cylindrical structure consists of the unit structure shown in FIG. 22a.
- the unit structure consists of three variables, ⁇ , a, and c. By repeating this N times, a cylindrical structure is obtained. If c matches, it can be combined with cylindrical structures having different a and ⁇ .
- the surface is a rigid body, it is a one-degree-of-freedom mechanism, and the expansion rate is expressed as a ratio of the length to the length in a flat state in%.
- FIG. 23 is a diagram showing the transition of the foldable structures A, B, and C from the folded state to the unfolded state.
- the approximate deployment rate is shown in%.
- FIG. 23A assumes the use of a building roof, and can realize high out-of-plane rigidity and deformability.
- FIG. 23B assumes the use of a bridge using a different cylindrical structure, and is folded flat in two directions and has high out-of-plane rigidity.
- the folded structure shown in FIG. 23C is a structure that can be fixed with its ends joined together in a 96.3% expanded state from a flat folded state in one direction.
- the next cylinder is zipped to the next adjacent surface.
- the four sides are continuously closed when unfolded. That is, when the state is shifted from the folded state to the expanded state, the cylindrical structures that have not been adjacent to each other can be adjacently joined to each other, so that the transition to the folded state can be suppressed.
- FIG. 24 is a diagram showing the transition of the foldable structures A, B, and C from the folded state to the unfolded state.
- FIG. 24A is a diagram showing zipper bonding with a structure having a polygonal cross section.
- FIG. 24C assumes the use of an actuator system by zipper joining cylinders having different lengths.
- the end is fixed to allow liquid to enter the interior of the long cylindrical structure.
- the influence of the end fixing is eliminated by the non-uniform deformation mode of the end, and the intermediate portion can be folded with independence.
- the entire intermediate portion is zippered and exhibits a uniform deformation mode with one degree of freedom.
- FIG. 25 is a diagram illustrating an example of the arch structure using the mirror inversion of the wall surface
- FIG. 26 is a diagram illustrating the folding process of the arch structure using the mirror inversion of the wall surface of FIG. .
- This arch structure can be folded flat (with flat foldability).
- FIG. 27 is a diagram showing another example of the arch structure using the mirror inversion of the wall surface
- FIG. 28 is a diagram showing the folding process of the arch structure using the mirror inversion of the wall surface of FIG. is there. As shown in the figure, in this example, the arch structure is folded with a width.
- FIG. 29 is a diagram showing an example of a structure using mirror reversal as a curved sandwich core (curved sandwich core).
- the curved sandwich core has a curved cylindrical structure in which the shared surface row and the wall surface row are infinitely subdivided to create a smooth curved surface, and each surface has a smooth curved surface. It can be set as the foldable structure which deform
- the manufacturing apparatus 100 performs processing in a stand-alone form
- the manufacturing apparatus 100 performs processing in response to a request from a client terminal (such as the external apparatus 200), and returns the processing result to the client terminal. It may be configured to do so.
- all or part of the processes described as being automatically performed can be performed manually, or the processes described as being performed manually can be performed. All or a part can be automatically performed by a known method.
- each illustrated component is functionally conceptual and does not necessarily need to be physically configured as illustrated.
- each device of the manufacturing apparatus 100 is interpreted and executed by a CPU (Central Processing Unit) and the CPU. It may be realized by a program or hardware based on wired logic.
- the program is recorded on a non-transitory computer-readable recording medium including a programmed instruction for causing a computer to execute the method according to the present invention, which will be described later.
- Read mechanically that is, in the storage unit 106 such as a ROM or an HDD (Hard Disk Drive), a computer program for giving instructions to the CPU in cooperation with an OS (Operating System) and performing various processes is recorded. This computer program is executed by being loaded into the RAM, and constitutes a control unit in cooperation with the CPU.
- OS Operating System
- the computer program may be stored in an application program server connected to the manufacturing apparatus 100 via an arbitrary network 300, and may be downloaded in whole or in part as necessary. is there.
- the program according to the present invention may be stored in a computer-readable recording medium, or may be configured as a program product.
- the “recording medium” includes a memory card, USB memory, SD card, flexible disk, magneto-optical disk, ROM, EPROM, EEPROM, CD-ROM, MO, DVD, and Blu-ray (registered trademark). It includes any “portable physical medium” such as Disc.
- program is a data processing method described in an arbitrary language or description method, and may be in any form such as source code or binary code.
- program is not necessarily limited to a single configuration, but is distributed in the form of a plurality of modules and libraries, or in cooperation with a separate program typified by an OS (Operating System). Including those that achieve the function.
- OS Operating System
- a well-known configuration and procedure can be used for a specific configuration for reading a recording medium, a reading procedure, an installation procedure after reading, and the like in each device described in the embodiment.
- the present invention may be configured as a program product in which a program is recorded on a computer-readable recording medium that is not temporary.
- Various databases (geometric parameter storage unit 106a and the like) stored in the storage unit 106 are storage means such as a memory device such as a RAM and a ROM, a fixed disk device such as a hard disk, a flexible disk, and an optical disk.
- Various programs, tables, databases, web page files, and the like used for processing and website provision are stored.
- the manufacturing apparatus 100 and the external apparatus 200 may be configured as an information processing apparatus such as a known personal computer or workstation, or may be configured by connecting an arbitrary peripheral device to the information processing apparatus. .
- the manufacturing apparatus 100 and the external apparatus 200 may be realized by installing software (including programs, data, and the like) that causes the information processing apparatus to realize the method of the present invention.
- the specific form of distribution / integration of the devices is not limited to that shown in the figure, and all or a part of them may be functional or physical in arbitrary units according to various additions or according to functional loads. Can be distributed and integrated. That is, the above-described embodiments may be arbitrarily combined and may be selectively implemented.
- a foldable structure that is provided with rigidity so that uneven expansion and contraction is suppressed, and A foldable structure manufacturing method, a foldable structure manufacturing apparatus, and a program can be provided.
- a foldable structure can be used for buildings such as doors that do not use hinges, roofs, and temporary houses. It is also useful as furniture such as chairs and outdoor equipment that can be transported compactly and deployed where needed.
- force can be transmitted while being flexible, it can also be used for materials for soft robotics engineering.
- a medical material such as morphing wings, extension masts, and stents whose shape changes without using actuators or hinges.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Toys (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【課題】可撓性の素材で各面を構成しても、一様でない伸縮が抑制されるように剛性が付与される可折構造物、ならびに、当該可折構造物の製造方法、製造装置、および、プログラムを提供することを課題とする。 【解決手段】少なくとも二つの筒型構造を含む可折構造物であって、前記二つの筒型構造は、互いに共有する共有面の連続である共有面列を有し、一方の前記筒型構造の前記共有面列における捩れ特性は、他方の前記筒型構造の当該共有面列における捩れ特性とは逆方向であることを特徴とする。
Description
本発明は、可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラムに関する。
従来、折り畳み状態と展開状態との間で変形可能な可折構造物が知られている。
例えば、特許文献1では、ミウラ折りと呼ばれる展開構造物を基本要素とした折り畳み容易な筒型の折り畳みボックス構造が開示されている。
また、非特許文献1では、1自由度の剛体折り可能で平坦可折性を有するアーチ状構造物が開示されている。
また、非特許文献2では、2方向に平坦可折性を有し、平坦な四辺形のメッシュで構成された1自由度の剛体折り可能な構造物が開示されている。
Tomohiro Tachi, "Composite Rigid-Foldable Curved Origami Structure", Proceedings of the First Conference Transformables 2013. In the Honor of Emilio Perez Pinero, 18th-20th September, 2013, School of Architecture, Seville, Spain EDITORIAL STARBOOKS.
Tomohiro Tachi, "Freeform Rigid-Foldable Structure using Bidirectionally Flat-Foldable Planar Quadrilateral Mesh", Advances in Architectural Geometry 2010, pp87-102
しかしながら、従来の可折構造物は、各面が撓まない剛体であるときに1自由度の機構となって剛体折り可能となるものの、各面に紙やプラスティック板、薄い金属板などの可撓性の素材を用いた場合には、各面が曲がることで、一様でない伸縮が発生してしまい、剛体折り変形モードを維持できなくなる、という問題があった。
本発明は上記の問題点に鑑みてなされたものであり、可撓性の素材であっても、一様でない伸縮が抑制されるように剛性が付与される可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラムを提供するものである。
このような目的を達成するため、本発明の可折構造物は、少なくとも二つの筒型構造を含む可折構造物であって、前記二つの筒型構造は、互いに共有する共有面の連続である共有面列を有し、一方の前記筒型構造の前記共有面列における捩れ特性は、他方の前記筒型構造の当該共有面列における捩れ特性とは逆方向であることを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、前記筒型構造は、展開状態と折り畳み状態とを移行する際に、前記共有面まわりの折り角の伝播量が一方の前記筒型構造を介した場合と他方の前記筒型構造を介した場合とで等しいことを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、前記共有面列は、平行な稜線で前記各共有面が繋がった柱面であり、一方の前記筒型構造の壁面列が前記柱面列を貫通して他方側に延長した場合に、他方の前記筒形構造の壁面列と、柱面に直交する平面に対して鏡映対称であることを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、前記共有面列は、任意の単曲面であり、前記共有面列と隣接する前記筒型構造の壁面列がなす四価頂点における内角について、対角の和がそれぞれ180度であるか対角がそれぞれ等しく、かつ、一方の前記壁面列を介した折り角の伝播量と、他方の前記壁面列を介した折り角の伝播量とが、相等しくなるような前記内角をもつことを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、前記二つの筒型構造は、ミウラ折り筒型構造であって、一方の前記筒型構造と他方の前記筒型構造とは、前記共有面列において折り線部分が互い違いに噛み合うジッパー型配置で接合されたことを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、折り畳み状態から展開状態へと移行した場合に、それまで隣接していなかった前記筒形構造同士が隣接して接合可能となることにより、前記折り畳み状態への再移行を抑止することができることを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、前記共有面列の面とは、複数の折り線で構成される概念上の面であることを特徴とする。
また、本発明の可折構造物は、上記の可折構造物において、前記可折構造物は、折り畳み構造物または平坦可折構造物であることを特徴とする。
また、本発明の可折構造物の製造方法は、生成面列から、二つの壁面列を有する、等価な可折構造を生成する可折構造生成ステップと、前記生成面列および前記二つの壁面列に基づいて、前記生成面の両側に筒型構造を形成させる筒型構造形成ステップと、を含むことを特徴とする。
また、本発明の可折構造物の製造方法は、上記の可折構造物の製造方法において、前記可折構造生成ステップは、平行な稜線で繋がった柱面として前記生成面列を生成し、前記柱面に直交する平面に対して、任意の壁面列と鏡映対称となる壁面列を生成し、一方の前記壁面列を、前記生成面列を貫通して延長することにより、前記等価な可折構造を生成し、前記筒型構造形成ステップは、前記生成面列の両側に平行にオフセットさせた面列と、前記各壁面列から平行にオフセットさせた面列とにより、前記筒型構造を形成させることを特徴とする。
また、本発明の可折構造物の製造方法は、上記の可折構造物の製造方法において、前記可折構造生成ステップは、前記生成面列と前記二つの壁面列を有する前記可折構造の展開図において、各内部頂点における内角について、対角の和を180度とし、一方の前記壁面列を介した折り角の伝播量と、他方の前記壁面列を介した折り角の伝播量とが、相等しくなるように前記内角を決定していくことにより、前記等価な可折構造を生成し、前記筒型構造形成ステップは、前記生成面列の両側に平行にオフセットさせた面列と、前記各壁面列から平行にオフセットさせた面列とにより、前記筒型構造を形成させることを特徴とする。
また、本発明の可折構造物の製造装置は、生成面列から、二つの壁面列を有する、等価な可折構造を生成する可折構造生成手段と、前記生成面列および前記二つの壁面列に基づいて、前記生成面の両側に筒型構造を形成させる筒型構造形成手段と、を備えたことを特徴とする。
また、本発明のプログラムは、可折構造の生成方法をコンピュータに実行させるためのプログラムであって、生成面列から、二つの壁面列を有する、等価な可折構造を生成する可折構造生成ステップと、前記生成面列および前記二つの壁面列に基づいて、前記生成面の両側に筒型構造を形成させる筒型構造形成ステップと、をコンピュータに実行させることを特徴とする。
本発明によれば、可撓性の素材で各面を構成しても、一様でない伸縮が抑制されるように剛性が付与される可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラムを提供することができる、という効果を奏する。
以下に、本発明の本実施の形態にかかる可折構造物、ならびに、当該可折構造物の製造方法、製造装置、プログラム、および、記録媒体の実施の形態を図面に基づいて詳細に説明する。なお、この実施の形態により、この発明が限定されるものではない。
[1.可折構造物]
まず、以下に、本発明にかかる可折構造物の実施の形態について説明し、つづいて、本実施の形態にかかる可折構造物を製造するための製造装置の構成および製造方法の処理等について詳細に説明する。なお、可折構造物(foldable structure)とは、折り変形可能な構造物であって、例えば、折り畳み構造物や平坦可折構造物(flat-foldable structure)や剛体可折構造物(rigid-foldable structure)である。ここで、図1は、(A)一つのミウラ折り筒型構造と、(B)平行に配置した二つのミウラ折り筒型構造と、(C)ジッパー型に配置した二つのミウラ折り筒型構造の斜視図である。図2は、図1の上面図(上段)および正面図(下段)を表す正投影図である。
まず、以下に、本発明にかかる可折構造物の実施の形態について説明し、つづいて、本実施の形態にかかる可折構造物を製造するための製造装置の構成および製造方法の処理等について詳細に説明する。なお、可折構造物(foldable structure)とは、折り変形可能な構造物であって、例えば、折り畳み構造物や平坦可折構造物(flat-foldable structure)や剛体可折構造物(rigid-foldable structure)である。ここで、図1は、(A)一つのミウラ折り筒型構造と、(B)平行に配置した二つのミウラ折り筒型構造と、(C)ジッパー型に配置した二つのミウラ折り筒型構造の斜視図である。図2は、図1の上面図(上段)および正面図(下段)を表す正投影図である。
(A)ミウラ折り筒型構造単体、および、(B)これを平行配置した構造は、平坦に折り畳める平坦可折性があり、1自由度の剛体折りが可能であることが知られている。ここで、剛体折りが可能な構造である「剛体可折構造」とは、複数の面が折り線で接続して構成された構造のうち、各面を撓まない剛体としたときに、連続変形できる機構となるものをいう。
しかしながら、展開時に剛体折り変形モードを維持するためには、各面が捩れないこと、すなわち、各面の素材に比較的大きな剛性を有した素材を用いることが必要であった。換言すれば、(A)筒型構造単体あるいは(B)平行配置構造を、薄い材料で作った場合は、各面が曲がることで、一様でない伸縮がおきる、という問題があった。ここで、図3は、展開時に一様でない変形が発生しない剛体折り変形モード(上段の図3(a),(b))と、展開時に一様でない変形が発生した捩れモード(下段の図3(c),(d))を示す図である。
上段の図3(a),(b)に示すように、理想的には、展開時に一様でない変形が発生せず、剛体折り変形モードを維持できることが望ましい。剛体パネルの構造であれば、この動きが一自由度の機構として連動するため、断面の変形が一様であり断面は伸縮率に応じて剪断変形する。(図3(b)参照)。しかしながら、現実には、単体の筒型構造は、実質的に平行四辺形断面であるものの、その断面の剪断変形の量が伸縮量の変化に応じて変化してしまうことで面の捩れが発生する(図3(c)参照)。伸縮方向の伸縮率の変化に応じてこの断面の剪断変形の量が変化することで捩れが発生する(図3(d)参照)。ここで、図3(c)の矢印は、捩れ方向を示しており、隣り合う各面列において交互に正負の回転方向に捩れが発生している。このように、パネルが薄い場合や、曲げが許されている場合など可撓性がある場合に、この断面の変形が筒型の両端で一致しない変形モードの変形が起きる。このような非一様な変形があると、筒型を端部から駆動するあるいは端部を固定して剛性を持たせることができないなど様々な問題が生じる。
本願の発明者らは、これらの問題に鑑み、鋭意検討を行った結果、本発明を考案するに至った。すなわち、本発明の一実施の形態は、図1(C)および図2(C)に示すように、一方の筒型構造と他方の筒型構造とを、平行配置ではなく、折り線部分が互い違いに噛み合うジッパー型配置にて接合したことを特徴とする可折構造物である。このようなジッパー型配置の可折構造物は、一様でない伸縮を幾何的構造の組み合わせによって防ぐことができ、剛体折り変形モードを維持することができる。ここで、図4は、(B)平行配置の共有面列における捩れ方向を示す図であり、図5は、(C)ジッパー型配置の共有面列における捩れ方向を示す図である。
二つの筒型構造が面を共有するとき、伸縮率および伸縮率の勾配は二つの管において共有される。そのため、二つの筒型構造が非一様な変形モードを起こすとき、共有面の捩れモードを確認することができる。図4に示すように、(B)平行配置で筒型構造を組み合わせた場合、伸縮率の勾配に対する捩れ方向が等しくなる。したがって、(B)平行配置では、伸縮率の勾配に対する捩れ符号が等しく、非一様な変形モードを許し、(A)単体の筒型構造と同等の一様でない変形を起こしてしまう。
一方、図5に示すように、(C)ジッパー型配置にて筒型構造を組み合わせた場合は、伸縮率の勾配に対する捩れ方向が正負反転する。このように、本願発明者らが考案した(C)ジッパー型配置の可折構造物では、伸縮率の勾配による捩れが共有面列で反転する結果、捩れを打ち消し合うことによって、一様でない変形モードが抑止され、構造的な固さ(剛性)を生むことができる。
本願発明者らは、更なる鋭意検討を行い、このジッパー型配置の筒型構造を基本構造として、共有面列における捩れ方向の反転の性質を維持した一般化形状を製造する原理を見出した。すなわち、ミウラ折り筒型構造の組み合わせに限らず、この捩れ方向の正負反転の原理を広く一般化して、様々な形状を製造できることを発見した。ある断面位置における平行四辺形の剪断変形が、その位置における伸縮率に対応し、伸縮率の勾配が共有面列の捩れを生む原理は、一般化した形状についても成立する。そのため、一般化形状においても、共有面列における捩れ反転の性質に着目して、同等の機能性、すなわち展開時における非一様な変形を防ぐような剛性を発揮できる。
なお、単体の筒型形状は、一例として、次のように一般化できる。すなわち、2対の平行面からなる四平面で構成された筒を単位構造とし、この単位構造が断面で連結することで作られた多面体筒型構造としてもよく、それを無限に細分化してなめらかにした曲面筒構造としてもよい。なめらかな曲面筒構造は、2対の平行面が空間中を動いてできる包絡面として定義できる構造である(非特許文献1参照)。本発明にかかる一般化形状の実施形態は、このような筒型構造が別の筒型構造と、多面体の場合は四角形面列、曲面筒構造では単曲面を共有したもののうち、二種の筒型構造の伸縮による共有面列の変形機構が一致するものである。ここで、図6は、(C)ジッパー配置の筒型構造を多数配置した、2方向平坦可折性の波型のサンドイッチ構造を示す図である。なお、共有面は灰色で表している(以下の図においても同様)。
ここで、上述のように伸縮率の勾配に対して、断面の剪断変形が非一様になることによって構造中の面が特有の方向に捩れる性質を捩れ特性と呼ぶ。図6に示すように、このサンドイッチ構造は、波形の共有面列の上側の筒型構造の捩れ特性と、波形の共有面列の下側の筒型構造の捩れ特性が、正負反転するように組み合わされている。そのため、組み合わせによって構造特性上、剛性が付与されることとなる。なお、組み合わせを決める前は共有面が存在しないため、可折構造物の生成過程において、共有面(共有面列)を「生成面(生成面列)」と呼ぶことがある。ここで、本実施形態において、「面」とは、必ずしも物理的な板状の面である必要はなく、複数の折り線で構成される概念上の面であればよく、例えば、トラス構造やラーメン構造で形成された構造上の面であってもよい。
重要なことは、生成面列(共有面列)から、上下側に壁面列を突出させるとき、上側と下側で壁面列が凹凸反転するように突出させ、かつ、上側の筒型構造と下側の筒型構造を変形機構において適合させる必要があることである。ここで、図7は、剛性が付与された剛体折り可能な可折構造物の展開状態と折り畳み状態を示す図である。
サンドイッチ構造の上側の筒型構造と下側の筒型構造で、変形機構を適合させなければ、図7に示すように折り畳むことができない。一方、上側と下側で同方向に壁面列を突出させれば、上側の筒型構造と下側の筒型構造で、変形機構を適合させることができるものの、それは単一構造を平行に配置したに過ぎず構造的性質は変わらないので、捩れ方向の反転による剛性が付与されることがない。この問題を解き、幾何学的パラメータを得る方法については、後に詳述する。なお、図7は、任意の柱面を生成面列として作成された折り畳み構造の例を示している。ここで、図8は、任意の単曲面の生成曲面(共有面列)から得られた、サンドイッチ構造を示す図である。図8は、任意の可展面を生成面列として作成された可折構造物の一例を示している。
本発明にかかる一般化形状の実施の形態によれば、図8に示すように展開状態と折り畳み状態とを移行する場合に、共有面まわりの折り角の伝播量が右回り(一方の壁面列を伝わる場合)と左回り(他方の壁面列を伝わる場合)で等しいため、折り畳まれる構造に矛盾を生じることなく可折性を発揮することができる。また、共有面列の上側と下側では、捩れ方向が正負反転することにより、捩れを打ち消し合い、構造の組み合わせとして剛性が付与され、非一様な伸縮を抑制することができる。
以上で、本実施の形態にかかる可折構造物の一例の説明を終える。このような展開時に剛性が付与される可折構造物の条件や構成、製造方法については以下にも説明する。なお、以下の説明において、自動で行うものと記載された構成や処理を手動にて行ってもよく、手動で行うものと記載された構成や処理を自動にて行ってもよいものである。また、以下の実施の形態においては、可折構造の一例として折紙構造や折り畳み構造を例示することがあるが、可折構造は、折紙構造や折り畳み構造に限られず、平坦可折構造や、剛体可折構造のほか、平坦に折り畳むことができないが折り変形可能な可折構造であってもよいものである。したがって、本実施の形態の説明において、「折紙構造」との記載を「平坦可折構造」、「剛体可折構造」あるいは「可折構造」と読み替えて実施してもよいものである。また、本実施の形態の説明において、「折り畳み」との記載を「折り変形」、「折り畳み状態」を「折り変形後の状態」と読み替えてもよいものである。
[2.製造装置100の構成]
つづいて、本実施の形態にかかる可折構造物の製造装置100の構成について説明する。図9は、本実施の形態が適用される製造装置100の構成の一例を示すブロック図であり、該構成のうち本実施の形態に関係する部分のみを概念的に示している。なお、製造装置100は、公知のコンピュータ支援設計(Computer Aided Design)の手段を備えていてもよい。
つづいて、本実施の形態にかかる可折構造物の製造装置100の構成について説明する。図9は、本実施の形態が適用される製造装置100の構成の一例を示すブロック図であり、該構成のうち本実施の形態に関係する部分のみを概念的に示している。なお、製造装置100は、公知のコンピュータ支援設計(Computer Aided Design)の手段を備えていてもよい。
図9において製造装置100は、概略的に、製造装置100の全体を統括的に制御するCPU等の制御部102、通信回線等に接続されるルータ等の通信装置(図示せず)に接続される通信制御インターフェース部104、入力部112や出力部114に接続される入出力制御インターフェース部108、および、各種のデータベースやテーブルなどを格納する記憶部106を備えて構成されており、これら各部は任意の通信路を介して通信可能に接続されている。
記憶部106に格納される各種のデータベースやテーブル(幾何パラメータ記憶部106a等)は、固定ディスク装置等のストレージ手段であり、各種処理に用いる各種のプログラムやテーブルやファイルやデータベースやウェブページ等を格納する。
このうち、幾何パラメータ記憶部106aは、可折構造物の設計条件や、幾何学的パラメータを記憶する幾何パラメータ記憶手段である。一例として、幾何パラメータ記憶部106aは、可折構造物の展開図データ(例えば平面図に山折線や谷折線等が記入された図面)を記憶してもよい。
また、図9において、入出力制御インターフェース部108は、入力部112や出力部114の制御を行う。入力部112としては、キーボードやマウス、タッチパネル等を用いることができる。また、可折構造物の出力手段として、出力部114は、印刷機や3Dプリンター、レーザーカッター等であってもよい。表示手段としての出力部114としては、モニタ(家庭用テレビやタッチスクリーンモニタ等を含む)等を用いることができる。
また、図9において、制御部102は、OS(Operating System)等の制御プログラム、各種の処理手順等を規定したプログラム、および所要データを格納するための内部メモリを有し、これらのプログラム等により、種々の処理を実行するための情報処理を行う。制御部102は、機能概念的に、折紙構造生成部102a、筒型構造形成部102b、および、構造出力部102cを備えて構成されている。
このうち、折紙構造生成部102aは、のちの共有面列となる生成面列から、二つの壁面列を有する等価な折紙構造を可折構造の一例として生成する可折構造生成手段である。なお、折紙構造生成部102aは、等価な折紙構造を生成することに限られず、平坦可折構造や剛体可折構造等の可折構造を生成してもよいものである。ここで、折紙構造生成部102aによって生成された折紙構造や平坦可折構造、剛体可折構造等の可折構造の幾何学的パラメータは、幾何パラメータ記憶部106aに格納される。ここで、本実施の形態において、生成面列から二つの壁面列を有する等価な折紙構造を生成するための2種類の適合性条件を例示する。ここで、図10は、図6の折り畳み構造から等価な折紙構造を抽出した3面列のアレイ構造を示す図である。
(変形機構の適合性条件)
具体的な変形機構の適合性条件を扱うために、複雑な折り畳み構造を単純化して単位構造のみを考える。図10の下段(SA-3)は、図3のサンドイッチ構造のうち、共有面列と、上側の一つの筒型構造と、下側の一つの筒型構造を抽出したものである。
具体的な変形機構の適合性条件を扱うために、複雑な折り畳み構造を単純化して単位構造のみを考える。図10の下段(SA-3)は、図3のサンドイッチ構造のうち、共有面列と、上側の一つの筒型構造と、下側の一つの筒型構造を抽出したものである。
図6に示したサンドイッチ構造の共有面列の上側の筒型構造と下側の筒型構造は、共有面列に接する面の列である壁面列の法線方向で規定することができる。そのため、さらに単純化して図10の中段(SA-2)のように、片側の壁面列と、共有面列と、もう一方の壁面列の3列を連結したアレイ構造を考えればよいことになる。壁面列は、法線方向のみが重要であるため、図10の上段(SA-1)のように、共有面の反対側に延長しても、変形機構の性質は保たれるため、一方の壁面のみ延長したものを以下の適合性条件検討のための基本アレイ構造とする。また、両側の壁面列が自己交差する場合、法線方向を変えずにそれぞれの面を適切に平行移動することで自己交差のないアレイ構造としても、変形機構の性質は保たれる。このようにモデル化したアレイ構造において、3列の四辺形列の変形機構を適合させることができる適合性条件は、以下の3つである。
(変形機構の適合性条件1)
図11は、平行面群による基本アレイ構造と筒型構造を示す図である。図11に示すように、左右の壁面列が平行となっている場合、共有面列となす折り線も平行となり、二つの筒型構造の変形機構は適合する。ただし、3種類の面群の法線方向は、左右の壁面列が平行であることから、実質上2種類となるため、単体の筒型構造と構造的に同等である。すなわち、二つの筒型構造の変形機構は適合するものの、共有面における捩れ特性も同方向となってしまうために、展開時に剛性が付与されず、非一様な変形が抑制されない。したがって、この適合性条件1は、本実施の形態から却下される。
図11は、平行面群による基本アレイ構造と筒型構造を示す図である。図11に示すように、左右の壁面列が平行となっている場合、共有面列となす折り線も平行となり、二つの筒型構造の変形機構は適合する。ただし、3種類の面群の法線方向は、左右の壁面列が平行であることから、実質上2種類となるため、単体の筒型構造と構造的に同等である。すなわち、二つの筒型構造の変形機構は適合するものの、共有面における捩れ特性も同方向となってしまうために、展開時に剛性が付与されず、非一様な変形が抑制されない。したがって、この適合性条件1は、本実施の形態から却下される。
(変形機構の適合性条件2)
図12は、鏡映対称面群による基本アレイ構造と筒型構造を示す図である。図12のSA-1に示すように、共有面列が柱面であり(面を繋ぐ稜線が平行であり)、柱面に直交する平面に関して、両側の壁面列が鏡映対称の関係にある場合、二つの筒型構造の変形機構は適合する。このとき鏡映対称性から捩れ特性は反転し、非一様な変形が抑制される剛性が付与される。なお、このとき、共有面列と壁面列がなす折り線も鏡映対称となり、折り線の凹凸が反転する。
図12は、鏡映対称面群による基本アレイ構造と筒型構造を示す図である。図12のSA-1に示すように、共有面列が柱面であり(面を繋ぐ稜線が平行であり)、柱面に直交する平面に関して、両側の壁面列が鏡映対称の関係にある場合、二つの筒型構造の変形機構は適合する。このとき鏡映対称性から捩れ特性は反転し、非一様な変形が抑制される剛性が付与される。なお、このとき、共有面列と壁面列がなす折り線も鏡映対称となり、折り線の凹凸が反転する。
(変形機構の適合性条件3)
図13は、二方向平坦折り可能条件による基本アレイ構造と筒型構造を示す図である。共有面列が自由な単曲面であり、3×nのアレイ構造の各内部頂点における内角について、二方向平坦折り可能条件を満たすためには、対角の和が180°となるか対角が等しくなり、かつ稜線における二面角が0°あるいは180°とはならないものである必要がある。なお、壁面と共有面の境界の頂点において対角が等しくなる場合、機構の適合性を保ったまま壁面を延長した場合には対角の和が180度となる。なめらかな曲面の場合は、壁面と共有面の境の曲線状の折り線において可展となり、かつ母線と折り線の接線のなす角が折り線を境にして左右で等しいもの(展開図上で母線が曲線に対して鏡映の位置にあるもの)あるいはその壁面を共有面の反対側に延長したものである必要がある。本実施の形態において、なめらかな曲面筒構造は、2対の平行面が空間中を動いてできる包絡面として定義できる構造であり(非特許文献1参照)、その平行面によって曲面ができるときの各々の位置における共有面列上の線を母線という。なお、この適合性条件3にて生成された可折構造物の構造全体に対称性はなくてもよい。ここで、一方の壁面列と共有面列の接続する折り線の凹凸と他方の壁面列のなす凹凸の正負が等しくなる場合と反転する場合がある。ここで、正負が等しい場合は捩れ特性の関係が平行配置と実質的に等しく、展開時に剛性が付与されないため本実施の形態から却下される。折り線の凹凸の正負が反転するとき、捩れ特性の関係が鏡映対称配置と実質的に等しくなり、剛性が付与される。ここで、図14は、左からそれぞれ、変形機構の適合性条件1,2,3を満たすときの各面の内角の関係を示す図である。
図13は、二方向平坦折り可能条件による基本アレイ構造と筒型構造を示す図である。共有面列が自由な単曲面であり、3×nのアレイ構造の各内部頂点における内角について、二方向平坦折り可能条件を満たすためには、対角の和が180°となるか対角が等しくなり、かつ稜線における二面角が0°あるいは180°とはならないものである必要がある。なお、壁面と共有面の境界の頂点において対角が等しくなる場合、機構の適合性を保ったまま壁面を延長した場合には対角の和が180度となる。なめらかな曲面の場合は、壁面と共有面の境の曲線状の折り線において可展となり、かつ母線と折り線の接線のなす角が折り線を境にして左右で等しいもの(展開図上で母線が曲線に対して鏡映の位置にあるもの)あるいはその壁面を共有面の反対側に延長したものである必要がある。本実施の形態において、なめらかな曲面筒構造は、2対の平行面が空間中を動いてできる包絡面として定義できる構造であり(非特許文献1参照)、その平行面によって曲面ができるときの各々の位置における共有面列上の線を母線という。なお、この適合性条件3にて生成された可折構造物の構造全体に対称性はなくてもよい。ここで、一方の壁面列と共有面列の接続する折り線の凹凸と他方の壁面列のなす凹凸の正負が等しくなる場合と反転する場合がある。ここで、正負が等しい場合は捩れ特性の関係が平行配置と実質的に等しく、展開時に剛性が付与されないため本実施の形態から却下される。折り線の凹凸の正負が反転するとき、捩れ特性の関係が鏡映対称配置と実質的に等しくなり、剛性が付与される。ここで、図14は、左からそれぞれ、変形機構の適合性条件1,2,3を満たすときの各面の内角の関係を示す図である。
図14(b)に示すように、変形機構の適合性条件2では、共有面の稜線が平行であり、共有面列と左右の壁面列の折り線および内角が、左右で一致しており、展開図において線対称の図形となっている。折紙構造生成部102aは、一例として、この変形機構の適合性条件2を満たすようにアレイ構造を生成して、等価な折紙構造を生成してもよい。
また、図14(c)に示すように、変形機構の適合性条件3では、展開図において、各内部頂点における内角について、対角の和が180度となっている。すなわち、図14(c)に図示のごとく、内角A1の対角は、π-A1となっており、内角B1の対角は、π-B1となっている。また、内角A2の対角は、π-A2となっており、内角B2の対角は、π-B2となっている。また、他方の側面列においても図示のごとく、内角α1の対角は、π-α1となっており、内角β1の対角は、π-β1となっている。また、内角α2の対角は、π-α2となっており、内角β2の対角は、π-β2となっている。なお、反対に、図示のπ-A1,π-B1,π-A2,π-B2,π-α1,π-β1,π-β2を内角ととらえても、その対角は、それぞれ、A1,B1,A2,B2,α1,β1,α2,β2であり、対角の和は180度の性質がある。折紙構造生成部102aは、一例として、各内部頂点における内角について対角の和を180度とし、一方の壁面列を介した折り角の伝播量と、他方の壁面列を介した折り角の伝播量とが等しくなるように内角を決定していくことにより、アレイ構造を生成してもよい。なお、伝播量の計算手法については、後ほど詳述する。
一例として、以上のように、折紙構造生成部102aは、生成面列と二つの壁面列を有するアレイ構造を生成することにより、等価な折紙構造を生成してもよい。なお、折紙構造生成部は、SA-1のように、生成面列に対して同じ側に二つの壁面列を生成した場合は、SA-2のように、一方の壁面列を、生成面列を貫通して延長することにより、生成面列の上下に壁面列を生成し、等価な折紙構造を生成することができる。
具体的には、適合性条件2の構造の場合、一例として、折紙構造生成部102aは、柱面である生成面列(共有面列)に任意の台形列を接続させ片側の壁面列とする、柱面に垂直な任意の平面に対して鏡映対称に複製した構造を生成する(図12のSA-1参照)。その場合、折紙構造生成部102aは、複製した面列を、生成面(共有面)を境にして反対側に延長することでもう一方の壁面列を生成してもよい(図12のSA-2参照)。上述のような延長操作を行っても、構造体の性質は変わらないため、変形機構の適合性は維持される。
再び図9に戻り、筒型構造形成部102bは、折紙構造生成部102aにより生成された等価な折紙構造(生成面列および二つの壁面列の組合せ)に基づいて、共有面となる生成面の両側に筒型構造を形成させる筒型構造形成手段である。具体的には、筒型構造形成部102bは、生成面列の両側に平行にオフセットさせた面列と、それぞれの壁面列から平行にオフセットさせた面列とによって、筒型構造を形成させてもよい(上述した図10~図13のSA-2からSA-3の操作を参照のこと)。
例えば、折紙構造生成部102aによって、適合性条件2を満たす等価な折紙構造が生成された場合(図12のSA-1~2参照)、筒型構造形成部102bは、図12のSA-2~3に示すように、壁面列を柱面の母線方向に沿って平行移動させてコピーさせ、上面を生成面に平行な面列で繋げば、片面に筒型構造ができる。折紙構造生成部102aは、同等の操作を反対側にも施して筒型構造を両側に取得してもよい。
また、例えば、折紙構造生成部102aによって、適合性条件3を満たす等価な折紙構造が生成された場合(図13のSA-1~2参照)、筒型構造形成部102bは、折紙構造生成部102aにより生成された生成面列(共有面列)と壁面列から筒型構造を作る。具体的には、筒型構造形成部102bは、生成面列(共有面列)を一定の距離だけオフセットさせ(面からの等距離の面を作ってそれらを繋ぐ面列を再構成する操作)、また壁面列を一定の距離だけオフセットさせることで、二対の平行な面列を作成してもよい。そして、筒型構造形成部102bは、これらを連結させることで、筒型構造を形成させることができる。
なお、筒型構造形成部102bは、オフセット操作を繰り返し実行することにより、生成面(共有面)の片側に平行面列を複数形成させてセル状構造を形成させてもよい。共有面列の片側の筒型構造の接合は、公知の平行接合と同等の操作を行ってもよい。なお、以上のように筒型構造形成部102bによって形成された筒型構造の幾何学的パラメータは、幾何パラメータ記憶部106aに格納される。
ここで、筒型構造形成部102bは、製造する可折構造物の素材の厚みに応じて設計の調整を行ってもよい。すなわち、製造しようとする可折構造物の素材が、紙などのように薄い場合は、可折性が自明であるが、素材の厚みが所定値以上で大きい場合に、設計通りに折り曲げることができなくなる。そこで、筒型構造形成部102bは、折り変形させる部分で厚みが干渉しないように、設計調整を行ってもよい。厚みのある剛性素材の場合、可折性を担保するには、ヒンジシフト(Hinge Shift)法と、ボリュームトリム(Volume Trim)法があるが、筒型構造形成部102bは、公知のヒンジシフト法を用いて設計調整を行ってもよく(米国特許第7794019号公報、Yan Chen, Rui Peng, Zhong You, “Origami of thick panels” Sience, 349(6246), 2015等参照)、公知のボリュームトリム法を用いて設計調整を行ってもよい(Tachi T. “Rigid-Foldable Thick Origami”, Origami 5. Fifth International Meeting of Origami Science, Mathematics, and Education, A K Peters/CRC Press 2011, Pages 253~263等参照)。
また、構造出力部102cは、筒型構造形成部102bにより形成された筒型構造の複合体データを出力部114に出力して、可折構造物を製造する構造出力手段である。例えば、構造出力部102cは、筒型構造形成部102bにより形成され幾何パラメータ記憶部106aに記憶された展開図データを、印刷機の出力部114に印刷出力してもよい。また、構造出力部102cは、筒型構造形成部102bにより形成された可折構造物データを、3Dプリンターとしての出力部114に出力して、折り畳み可能な立体構造物を製造してもよい。また、構造出力部102cは、筒型構造形成部102bにより形成された展開図データに基づいて、レーザーカッター等の出力部114にて金属板から展開図形状を切り出してもよい。なお、各面を接合させて可折構造物の製造は、手動で行ってもよく工業ロボット等により自動で行ってもよい。
また、図9において、通信制御インターフェース部104は、製造装置100とネットワーク300(またはルータ等の通信装置)との間における通信制御を行う装置である。すなわち、通信制御インターフェース部104は、他の外部装置200または局と、通信回線(有線、無線を問わない)を介してデータを通信する機能を有する。なお、ネットワーク300は、顧客端末100と外部装置200とを相互に接続する機能を有し、例えば、インターネット等である。
なお、製造装置100は、生成曲面や幾何パラメータ等の各種データベースや、本発明にかかるプログラム等の外部プログラム等を提供する外部装置200と、ネットワーク300を介して通信可能に接続して構成されていてもよい。また、この製造装置100は、ルータ等の通信装置および専用線等の有線または無線の通信回線を介して、ネットワーク300に通信可能に接続されていてもよい。
また、図9において、外部装置200は、ネットワーク300を介して、製造装置100と相互に接続され、利用者に対して幾何学的パラメータ等のデータに関する外部データベースやプログラム等の外部プログラム等を実行するウェブサイトを提供する機能を有してもよい。ここで、外部装置200は、WEBサーバやASPサーバ等として構成していてもよく、そのハードウェア構成は、一般に市販されるワークステーション、パーソナルコンピュータ等の情報処理装置およびその付属装置により構成していてもよい。また、外部装置200の各機能は、外部装置200のハードウェア構成中のCPU、ディスク装置、メモリ装置、入力装置、出力装置、通信制御装置等およびそれらを制御するプログラム等により実現される。
以上で、本実施の形態にかかる可折構造物の製造装置100の構成の説明を終える。
[3.製造方法の処理]
次に、このように構成された本実施の形態における可折構造物の製造装置100の処理の例について、以下に図15~図18を参照して詳細に説明する。図15は、本実施の形態の製造装置100における適合性条件2の可折構造物を製造するための処理の一例を示すフローチャートである。
次に、このように構成された本実施の形態における可折構造物の製造装置100の処理の例について、以下に図15~図18を参照して詳細に説明する。図15は、本実施の形態の製造装置100における適合性条件2の可折構造物を製造するための処理の一例を示すフローチャートである。
図15に示すように、まず、製造装置100の折紙構造生成部102aは、任意の柱面を生成面列として取得する(ステップSB-1)。ここで、折紙構造生成部102aは、利用者に入力部112を介して、曲線や曲率を入力させるように制御してもよく、入力された曲率や曲線に近似する柱面を生成面列として取得してもよい。曲率や曲線に近似する柱面を取得するために公知の幾何近似手法を用いてもよい。
そして、折紙構造生成部102aは、柱面とした生成面列に、任意の台形列を接続させ、片側の壁面列とし、柱面に垂直な任意の平面に対して鏡映対称に複製した構造を、もう片側の壁面列として生成する(ステップSB-2)。なお、得られた二つの壁面列は共有面に対して同じ側にあるので、折紙構造生成部102aは、複製した壁面列の一方を、共有面を境にして反対側に延長することで、もう一方の壁面列を生成する。
そして、筒型構造形成部102bは、折紙構造生成部102aにより生成された生成面と二つの壁面列に基づいて、壁面列を柱面の母線方向に沿って平行移動させて複製させ、上面を生成面に平行な面列で繋ぐことにより、片面の筒型構造を生成する(ステップSB-3)。なお、折紙構造生成部102aは、同等の操作を反対側にも施して筒型構造を両側に取得する。
そして、構造出力部102cは、筒型構造形成部102bにより形成された可折構造物の展開図データを、印刷機や3Dプリンターやレーザーカッター等の出力部114に出力して、可折構造物を製造する(ステップSB-4)。
以上が、適合性条件2を満たす可折構造物を製造する処理の一例である。
[適合性条件3を満たすための処理例]
つぎに、適合性条件3の可折構造物を製造するための処理の一例を説明するために、まず、折れ角の伝播量の計算について説明する。ここで、図16は、対角の和が180°となる4価頂点を示す図である。なお、以下の折れ角の伝播量の計算方法については、非特許文献2も参照可能である。
つぎに、適合性条件3の可折構造物を製造するための処理の一例を説明するために、まず、折れ角の伝播量の計算について説明する。ここで、図16は、対角の和が180°となる4価頂点を示す図である。なお、以下の折れ角の伝播量の計算方法については、非特許文献2も参照可能である。
求める全体の機構は、4価の頂点(4本の折り線が集まる)の機構が矛盾なく連動することである。4価の頂点は、既に1自由度の機構である。つまり一つの折り線の角度が決まったとき、残りの折り線の角度も決定する。そのため、4価頂点から4価頂点へと折り角が伝播して、全ての折り角が決定する。
このとき、折り線a,b,c,dで囲まれた面(パネル)の周りでは、折り線aの角度を決めると、順番にb,c,dと決定し、dがaを決定するというループができる。この折り角の伝播が一周したときに元に戻るような条件が各内部パネル(全ての頂点が4価頂点であるようなパネル)について成立する必要がある。
折り線の角度を折り角(二面角の補角)の半角のタンジェントtan(ρ/2)で表したとき、適合性条件3を満たす4価頂点まわりの四つの折り線の折り角は、以下となる(非特許文献2参照)。

なお、k(α,β)は、隣り合う折り線の折り角の伝播の量を表す係数であり、適合性条件3を満たすときのみ、図14(c)の合流する2つの矢印のように伝達量が時計回りと反時計回りで等しくなることから、面の内角にのみに対して一意に決定し、折り畳み変形によって変化しない定数となる。

変形機構の動きが整合する条件は、一つの四角形パネルについて、この四つの頂点で伝播するそれぞれの折り角が、これらの頂点においてこの関係を保ったまま変形できる恒等式が成立することである。すなわち、上述の図14(c)の中心の四角形において、以下の式が成立する必要がある。

ここで、全ての内部四角形において式(3)を満たせば、変形機構が成立し、モデル内の全ての折り線の折り角ρiの半角のタンジェントは、互いの比を保存しながら変化する。この変化はパラメータt:0→∞を用いて、以下の式で表せる。

ここで、K1,K2,・・・,Knは定数。
ここから、次の簡略化した条件を得ることができる。すなわち、対角の和が180°となり、かつ折り角が0でない立体形状であることである。この立体形状を一つでも得ることができれば、その状態をt=1とおいて、折り角の半角のタンジェントをK1,K2,・・・,Knとすれば、変形機構が(K1,K2,・・・,Kn)tとして定まる。
以上で、伝播量の計算方法の解説を終える。このように、一方の壁面列を介した折り角の伝播量と、他方の壁面列を介した折り角の伝播量とが、相等しくなるように内角を決定していくことで、等価な折紙構造を生成することが可能である。ここで、図17は、生成面から片側ずつ両側へ面群が生成された構造の例を示す図である。図18は、本実施の形態の製造装置100における適合性条件3の可折構造物を製造するための処理の一例を示すフローチャートである。
図18に示すように、まず、製造装置100の折紙構造生成部102aは、任意の曲面を生成面列として取得する(ステップSC-1)。ここで、折紙構造生成部102aは、利用者に入力部112を介して、曲線や曲率を入力させるように制御してもよく、入力された曲率や曲線に近似する平面の連続を生成面列として取得してもよい。曲率や曲線に近似する平面の連続を取得するために公知の幾何近似手法を用いてもよい。
そして、折紙構造生成部102aは、平面の連続g1,g2,…,gnとした生成面列に対して、一方の壁面列を介した折り角の伝播量と、他方の壁面列を介した折り角の伝播量とが等しくなるように、片側ずつ壁面列w1,w2,…,wnを決定する(ステップSC-2)。
ここで、共有面列(生成面列)の隣接面の折り角をφ1,φ2,・・・,φn-1とすると、上述の式(1)から、壁面列の隣接面の折り角は-φ1,-φ2,・・・,-φn-1となる。一方、壁面列と共有面列に挟まれた折り線の折り角はすべて等しい。これをρとおき任意に設定すると、列方向と行方向の折り線の半角のタンジェントの比ki=tanρ/tan(φi/2)が定まる。上述の式(2)を変形すれば、内角の関係から以下の式が得られる。

任意の初期パラメータρおよびα1を定めることで、β1を決定し、一つ目の頂点から放たれる折り線の角度を決定することができる。これが、g2とg3の境の稜線に交わり、α2が決定する。また、式(5)よりβ2が決定する。このように、折紙構造生成部102aは、連鎖的に、全ての折り線の内角を決定させてもよい。なお、折紙構造生成部102aは、反対側の壁面列に対しても同様の処理で壁面構造を決定する。
再び図18に戻り、筒型構造形成部102bは、折紙構造生成部102aにより生成された生成面と二つの壁面列に基づいて、壁面列を柱面の母線方向に沿って平行移動させて複製させ、上面を生成面に平行な面列で繋ぐことにより、片面の筒型構造を生成する(ステップSC-3)。なお、折紙構造生成部102aは、同等の操作を反対側にも施して筒型構造を両側に取得する。
そして、構造出力部102cは、筒型構造形成部102bにより形成された可折構造物の展開図データを、印刷機や3Dプリンターやレーザーカッター等の出力部114に出力して、可折構造物を製造する(ステップSC-4)。
以上が、適合性条件3を満たす可折構造物を製造する処理の一例である。
[構造強度の実証データ]
つづいて、本実施の形態にかかるジッパー型配置の筒型構造が構造強度に優れることを、有限要素法を用いたシミュレーション結果を参照して説明する。ここで、図19は、(a)ジッパー型配置構造(zipper)、(b)平行配置構造(aligned)の片持ち梁構造を示す図である。有限要素法シミュレーションにはABAQUS Finite Element Analysisを用いた。
つづいて、本実施の形態にかかるジッパー型配置の筒型構造が構造強度に優れることを、有限要素法を用いたシミュレーション結果を参照して説明する。ここで、図19は、(a)ジッパー型配置構造(zipper)、(b)平行配置構造(aligned)の片持ち梁構造を示す図である。有限要素法シミュレーションにはABAQUS Finite Element Analysisを用いた。
図19に示すように、伸縮が最長の70%において、シミュレーション実験を行った。ここで、筒型構造をなす平行四辺形面の高さと幅を1、平行四辺形の内角を55度とし、また材料の厚みは高さの100分の一となる0.01とした。また材料のヤング率は1000000とした。なお、左側の端部は全頂点を固定し、右側端部を図示の矢印のごとくX方向(伸縮方向)、Y方向、Z方向(上下方向)にそれぞれ1の荷重をかけた。図は変形前の形状と強調された変形後の形状を重ね表示している。なお、長さ荷重の単位は任意に取ることができ、例えば長さをcm、力をN、ヤング率をN/cm^2としてもよい。どの単位系を用いてもジッパー型配置と平行配置構造の相対的関係は保たれる。
ここで、図20は、横軸を筒の伸縮率として、縦軸を剛性として、伸縮率に対する剛性の変化を示すグラフ図である。図の左から、それぞれX方向、Y方向、Z方向の剛性を表す。剛性は、力の大きさを端部変位の絶対値で割った値を用いている。図20に示すように、伸縮のプロセスの広範囲において、特にX方向のジッパー配置構造(Zipper)の剛性の高さが確認された。
ここで、図21は、筒の伸縮率がそれぞれ40%、70%、95%において、YZ平面上の力の方向に対する剛性を表したグラフ図である。いずれの伸展状態においても、ジッパー型の組み合せ構造は方向依存性が少なく、弱軸の剛性(剛性の最小値)が最大となることが確認された。
[他の構造デザイン]
上述した可折構造物の実施の形態は一例であって、上記以外にも様々な構造物の実施の形態を得ることができる。ここで、図22は、他の構造物の実施の形態を得るための単位構造と筒型構造を示す図である。
上述した可折構造物の実施の形態は一例であって、上記以外にも様々な構造物の実施の形態を得ることができる。ここで、図22は、他の構造物の実施の形態を得るための単位構造と筒型構造を示す図である。
図22に示すように、基本の筒型構造は図22aに示す単位構造からなる。図示のごとく単位構造は、α,a,cの3変数からなる。これをN回繰り返すことで、筒型構造とする。cが一致していれば、a,αが異なる筒型構造とも組み合わせることができる。なお、面が剛体のとき、一自由度機構であり、展開率は平たい状態での長さに対する長さの割合を%で表す。
ここで、図23は、可折構造物A,B,Cの折り畳み状態から展開状態への移行を示す図である。おおよその展開率が%で示されている。
図23Aは、建築屋根の用途を想定しており、高い面外剛性と変形可能性を実現することができる。なお、32個の筒型構造を交互に並べている。なお、α=58°から84°まで変化しており、a=c=0.3[m],N=16である。全体の断面が平面曲線に沿うように、一つずつ変化させている。97%展開時においては2.6[m]のライズで8.1[m]× 9.3[m]の領域を覆う。5%折り畳み時には5.1[m]×0.5[m]×1.3[m]に畳まれる。
図23Bは、異なる筒型構造を用いた橋梁の用途を想定しており、二方向に平坦に折り畳め、かつ高い面外剛性を持つ。両側の筒型構造はα=55°であり、中間部6個の筒型構造はα=85°,a=c=25[mm],N=5である。
図23Cに示す折り畳み構造は、一方向に平坦に折り畳まれた状態から、96.3%展開状態において端部が合わさり固定できる構造となっている。向かい合わせの面を順にジッパー接合する操作を3回連続で繰り返したところで、一つ隣の面に次の筒型をジッパー結合している。この操作を4回行うことで、展開したときに四つの側面が連続的に閉じる構造としている。すなわち、折り畳み状態から展開状態へと移行した場合に、それまで隣接していなかった筒形構造同士が隣接して接合可能となることにより、折り畳み状態への再移行を抑止することができる。α=75°,a=c=25[mm],N=5の筒型構造12個からなる。
ここで、図24は、可折構造物A,B,Cの折り畳み状態から展開状態への移行を示す図である。図24Aは、多角形断面を持った構造とのジッパー接合を示す図である。また、図24Bは、厚みを持ったパネルで実現されたジッパー接合の例を示す図である。a=80mm,c=40mm,α=75°,N=4である。厚みはt=5mmとt=10mmの二種類の厚さを持つ。
また、図24Cは、長さの異なる筒をジッパー接合することによるアクチュエータシステムの用途を想定している。長い筒型構造の内部に液体を入れるため、端部が固定されている。ただし、端部の非一様な変形モードによって端部固定の影響が消え、中間部は独立性を持って折り畳み可能である。一方、中間部全体はジッパー接合で、一自由度の一様な変形モードを示す。
ここで、図25は、壁面の鏡映反転を用いたアーチ構造の一例を示す図であり、図26は、図25の壁面の鏡映反転を用いたアーチ構造の折り過程を示す図である。なお、このアーチ構造は、平坦折りが可能(平坦可折性あり)である。
また、図27は、壁面の鏡映反転を用いたアーチ構造の他の例を示す図であり、図28は、図27の壁面の鏡映反転を用いたアーチ構造の折り過程を示す図である。図示の如く、この例の場合、アーチ構造は、幅を持った折り畳みとなっている。
また、図29は、曲面状サンドイッチコア(curved sandwich core)として鏡映反転を用いた構造の一例を示す図である。図示のように、この例の場合、平坦折りはできず平坦可折性はないものの、折り変形は可能(可折性あり)である。なお、この曲面状サンドイッチコアは、共有面列および壁面列を無限に細分化してなめらかにした曲面筒構造とすることで、7枚の面列をそれぞれなめらかな曲面で作成し、それぞれの面が曲げ変形をし、面と面の間の折り線に沿って折れることで変形する可折構造とすることができる。また、このコア構造を二枚の可撓シート材料に挿入することで、曲げ変形可能な曲面状サンドイッチ構造を構成できる。
以上で、本実施の形態の説明を終える。
[他の実施の形態]
さて、これまで本発明の実施の形態について説明したが、本発明は、上述した実施の形態以外にも、特許請求の範囲に記載した技術的思想の範囲内において種々の異なる実施の形態にて実施されてよいものである。
さて、これまで本発明の実施の形態について説明したが、本発明は、上述した実施の形態以外にも、特許請求の範囲に記載した技術的思想の範囲内において種々の異なる実施の形態にて実施されてよいものである。
例えば、製造装置100がスタンドアローンの形態で処理を行うよう説明したが、製造装置100がクライアント端末(外部装置200など)からの要求に応じて処理を行い、その処理結果を当該クライアント端末に返却するよう構成してもよいものである。
また、実施の形態において説明した各処理のうち、自動的に行われるものとして説明した処理の全部または一部を手動的に行うこともでき、あるいは、手動的に行われるものとして説明した処理の全部または一部を公知の方法で自動的に行うこともできる。
このほか、上記文献中や図面中で示した処理手順、制御手順、具体的名称、各処理の登録データや検索条件等のパラメータを含む情報、画面例、データベース構成については、特記する場合を除いて任意に変更することができる。
また、製造装置100に関して、図示の各構成要素は機能概念的なものであり、必ずしも物理的に図示の如く構成されていることを要しない。
例えば、製造装置100の各装置が備える処理機能、特に制御部102にて行われる各処理機能については、その全部または任意の一部を、CPU(Central Processing Unit)および当該CPUにて解釈実行されるプログラムにて実現してもよく、また、ワイヤードロジックによるハードウェアとして実現してもよい。尚、プログラムは、後述する、コンピュータに本発明に係る方法を実行させるためのプログラム化された命令を含む、一時的でないコンピュータ読み取り可能な記録媒体に記録されており、必要に応じて製造装置100に機械的に読み取られる。すなわち、ROMまたはHDD(Hard Disk Drive)などの記憶部106などには、OS(Operating System)と協働してCPUに命令を与え、各種処理を行うためのコンピュータプログラムが記録されている。このコンピュータプログラムは、RAMにロードされることによって実行され、CPUと協働して制御部を構成する。
また、このコンピュータプログラムは、製造装置100に対して任意のネットワーク300を介して接続されたアプリケーションプログラムサーバに記憶されていてもよく、必要に応じてその全部または一部をダウンロードすることも可能である。
また、本発明に係るプログラムを、コンピュータ読み取り可能な記録媒体に格納してもよく、また、プログラム製品として構成することもできる。ここで、この「記録媒体」とは、メモリーカード、USBメモリ、SDカード、フレキシブルディスク、光磁気ディスク、ROM、EPROM、EEPROM、CD-ROM、MO、DVD、および、Blu-ray(登録商標)Disc等の任意の「可搬用の物理媒体」を含むものとする。
また、「プログラム」とは、任意の言語や記述方法にて記述されたデータ処理方法であり、ソースコードやバイナリコード等の形式を問わない。なお、「プログラム」は必ずしも単一的に構成されるものに限られず、複数のモジュールやライブラリとして分散構成されるものや、OS(Operating System)に代表される別個のプログラムと協働してその機能を達成するものをも含む。なお、実施の形態に示した各装置において記録媒体を読み取るための具体的な構成、読み取り手順、あるいは、読み取り後のインストール手順等については、周知の構成や手順を用いることができる。プログラムが、一時的でないコンピュータ読み取り可能な記録媒体に記録されたプログラム製品として本発明を構成してもよい。
記憶部106に格納される各種のデータベース等(幾何パラメータ記憶部106a等)は、RAM、ROM等のメモリ装置、ハードディスク等の固定ディスク装置、フレキシブルディスク、および、光ディスク等のストレージ手段であり、各種処理やウェブサイト提供に用いる各種のプログラム、テーブル、データベース、および、ウェブページ用ファイル等を格納する。
また、製造装置100や外部装置200は、既知のパーソナルコンピュータ、ワークステーション等の情報処理装置として構成してもよく、また、該情報処理装置に任意の周辺装置を接続して構成してもよい。また、製造装置100や外部装置200は、該情報処理装置に本発明の方法を実現させるソフトウェア(プログラム、データ等を含む)を実装することにより実現してもよい。
更に、装置の分散・統合の具体的形態は図示するものに限られず、その全部または一部を、各種の付加等に応じて、または、機能負荷に応じて、任意の単位で機能的または物理的に分散・統合して構成することができる。すなわち、上述した実施形態を任意に組み合わせて実施してもよく、実施形態を選択的に実施してもよい。
以上詳述したように、本発明によれば、可撓性の素材で各面を構成しても、一様でない伸縮が抑制されるように剛性が付与される可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラムを提供することができる。例えば、このような可折構造物は、蝶番を用いない扉や、屋根、仮設住宅などの建築物に利用することができる。また、コンパクトに輸送して必要な場所で展開できる、椅子などの家具や、アウトドア用品等としても有用である。また、可撓性がありながら力を伝達できるので、ソフトロボティクス工学の材料にも用いることができる。このほか、アクチュエータや、ヒンジなどを使わないで形状が変化するモーフィング翼、伸展マスト、ステント等の医療素材としても有用である。
100 製造装置
102 制御部
102a 折紙構造生成部
102b 筒型構造形成部
102c 構造出力部
104 通信制御インターフェース部
106 記憶部
108 入出力制御インターフェース部
112 入力部
114 出力部
200 外部装置
300 ネットワーク
102 制御部
102a 折紙構造生成部
102b 筒型構造形成部
102c 構造出力部
104 通信制御インターフェース部
106 記憶部
108 入出力制御インターフェース部
112 入力部
114 出力部
200 外部装置
300 ネットワーク
Claims (13)
- 少なくとも二つの筒型構造を含む可折構造物であって、
前記二つの筒型構造は、互いに共有する共有面の連続である共有面列を有し、
一方の前記筒型構造の前記共有面列における捩れ特性は、他方の前記筒型構造の当該共有面列における捩れ特性とは逆方向であることを特徴とする、可折構造物。 - 請求項1に記載の可折構造物において、
前記筒型構造は、展開状態と折り畳み状態とを移行する場合に、前記共有面まわりの折り角の伝播量が一方の前記筒型構造を介した場合と他方の前記筒型構造を介した場合とで等しいことを特徴とする、可折構造物。 - 請求項2に記載の可折構造物において、
前記共有面列は、平行な稜線で前記各共有面が繋がった柱面であり、
一方の前記筒型構造の壁面列が前記柱面列を貫通して他方側に延長した場合に、他方の前記筒形構造の壁面列と、柱面に直交する平面に対して鏡映対称であることを特徴とする、可折構造物。 - 請求項2に記載の可折構造物において、
前記共有面列は、任意の単曲面であり、
前記共有面列と隣接する壁面列を有する前記筒型構造の壁面列がなす四価頂点における内角について、対角の和がそれぞれ180度であるか対角がそれぞれ等しく、かつ、一方の前記壁面列を介した折り角の伝播量と、他方の前記壁面列を介した折り角の伝播量とが、相等しくなるような前記内角をもつことを特徴とする、可折構造物。 - 請求項1または2に記載の可折構造物において、
前記二つの筒型構造は、ミウラ折り筒型構造であって、
一方の前記筒型構造と他方の前記筒型構造とは、前記共有面列において折り線部分が互い違いに噛み合うジッパー型配置で接合されたことを特徴とする、可折構造物。 - 請求項1乃至5のいずれか一つに記載の可折構造物において、
折り畳み状態から展開状態へと移行した場合に、それまで隣接していなかった前記筒形構造同士が隣接して接合可能となることにより、前記折り畳み状態への再移行を抑止することができることを特徴とする、可折構造物。 - 請求項1乃至6のいずれか一つに記載の可折構造物において、
前記共有面列の面とは、
複数の折り線で構成される概念上の面であることを特徴とする、可折構造物。 - 請求項1乃至7のいずれか一つに記載の可折構造物において、
前記可折構造物は、
折り畳み構造物または平坦可折構造物であることを特徴とする、可折構造物。 - 生成面列から、二つの壁面列を有する、等価な可折構造を生成する可折構造生成ステップと、
前記生成面列および前記二つの壁面列に基づいて、前記生成面の両側に筒型構造を形成させる筒型構造形成ステップと、
を含むことを特徴とする、可折構造物製造方法。 - 請求項9に記載の可折構造物製造方法において、
前記可折構造生成ステップは、
平行な稜線で繋がった柱面として前記生成面列を生成し、前記柱面に直交する平面に対して、任意の壁面列と鏡映対称となる壁面列を生成し、一方の前記壁面列を、前記生成面列を貫通して延長することにより、前記等価な可折構造を生成し、
前記筒型構造形成ステップは、
前記生成面列の両側に平行にオフセットさせた面列と、前記各壁面列から平行にオフセットさせた面列とにより、前記筒型構造を形成させること
を特徴とする、可折構造物製造方法。 - 請求項9に記載の可折構造物製造方法において、
前記可折構造生成ステップは、
前記生成面列と前記二つの壁面列を有する前記可折構造の展開図において、各内部頂点における内角について、対角の和を180度とし、一方の前記壁面列を介した折り角の伝播量と、他方の前記壁面列を介した折り角の伝播量とが、相等しくなるように前記内角を決定していくことにより、前記等価な可折構造を生成し、
前記筒型構造形成ステップは、
前記生成面列の両側に平行にオフセットさせた面列と、前記各壁面列から平行にオフセットさせた面列とにより、前記筒型構造を形成させること
を特徴とする、可折構造物製造方法。 - 生成面列から、二つの壁面列を有する、等価な可折構造を生成する可折構造生成手段と、
前記生成面列および前記二つの壁面列に基づいて、前記生成面の両側に筒型構造を形成させる筒型構造形成手段と、
を備えたことを特徴とする、可折構造物製造装置。 - 可折構造の生成方法をコンピュータに実行させるためのプログラムであって、
生成面列から、二つの壁面列を有する、等価な可折構造を生成する可折構造生成ステップと、
前記生成面列および前記二つの壁面列に基づいて、前記生成面の両側に筒型構造を形成させる筒型構造形成ステップと、
をコンピュータに実行させるためのプログラム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017535529A JP6417578B2 (ja) | 2015-08-14 | 2016-08-12 | 可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラム |
| EP16837093.0A EP3336408B1 (en) | 2015-08-14 | 2016-08-12 | Foldable structure, foldable structure manufacturing method, foldable structure manufacturing device, and program |
| CN201680047240.4A CN107923571B (zh) | 2015-08-14 | 2016-08-12 | 可折结构物、以及可折结构物制造方法、可折结构物制造装置及记录介质 |
| US15/896,519 US10875273B2 (en) | 2015-08-14 | 2018-02-14 | Foldable structure, method of manufacturing foldable structure, manufacturing device of foldable structure, and non-transitory computer-readable computer medium storing a program |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015160229 | 2015-08-14 | ||
| JP2015-160229 | 2015-08-14 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/896,519 Continuation US10875273B2 (en) | 2015-08-14 | 2018-02-14 | Foldable structure, method of manufacturing foldable structure, manufacturing device of foldable structure, and non-transitory computer-readable computer medium storing a program |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017030103A1 true WO2017030103A1 (ja) | 2017-02-23 |
Family
ID=58051134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/073806 WO2017030103A1 (ja) | 2015-08-14 | 2016-08-12 | 可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10875273B2 (ja) |
| EP (1) | EP3336408B1 (ja) |
| JP (1) | JP6417578B2 (ja) |
| CN (1) | CN107923571B (ja) |
| WO (1) | WO2017030103A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020186801A (ja) * | 2019-05-17 | 2020-11-19 | 国立大学法人東北大学 | アクチュエータ |
| US11530621B2 (en) | 2019-10-16 | 2022-12-20 | General Electric Company | Systems and method for use in servicing a machine |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD839452S1 (en) * | 2016-06-20 | 2019-01-29 | Dolby Laboratories Licensing, Corporation | Panel |
| US11454475B2 (en) * | 2016-09-07 | 2022-09-27 | Brigham Young University | Deployable origami-inspired barriers |
| US11215428B2 (en) * | 2016-09-07 | 2022-01-04 | Brigham Young University | Deployable origami-inspired barriers |
| US11814214B2 (en) * | 2017-05-03 | 2023-11-14 | Difold Inc. | Collapsible article comprising combinations and multiplications of foldable sections |
| USD882832S1 (en) * | 2017-09-12 | 2020-04-28 | Dolby Laboratories Licensing Corporation | Panel |
| CN111546367A (zh) * | 2020-06-08 | 2020-08-18 | 鹏城实验室 | 可两向弯曲的折叠臂和捕获设备 |
| CN112208677B (zh) * | 2020-09-30 | 2022-02-01 | 广州大学 | 一种具有变刚度特性的堆叠式折纸结构 |
| CN112458870B (zh) * | 2020-11-12 | 2022-08-30 | 汕头大学 | 一种基于折纸结构的新型可展桥梁结构 |
| CN112743933B (zh) * | 2020-12-02 | 2022-12-27 | 郑州大学 | 一种双层自旋折纸蜂窝夹层吸能材料及其制备方法 |
| CN113638498B (zh) * | 2021-05-31 | 2022-09-02 | 东南大学 | 一种基于广义Miura折纸的双层可折叠膜结构 |
| CN114659408B (zh) * | 2022-02-14 | 2024-04-12 | 东南大学 | 一种基于Kresling折纸的复合抗爆结构及其设计方法 |
| IT202200002732A1 (it) * | 2022-02-15 | 2023-08-15 | Carlo Caltabiano | Metodo per realizzare un materiale per articoli di abbigliamento o arredamento, materiale, ed articolo di abbigliamento o arredamento cosi’ ottenuto |
| CN114654445B (zh) * | 2022-03-02 | 2023-06-02 | 上海工程技术大学 | 一种线驱动的柔性机器人 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012042044A (ja) * | 2010-08-20 | 2012-03-01 | Koryo Miura | 伸縮性複合セル構造 |
| JP2012116566A (ja) * | 2010-12-02 | 2012-06-21 | Koryo Miura | 折り畳みボックス構造 |
| WO2014086132A1 (zh) * | 2012-12-05 | 2014-06-12 | 天津大学 | 具有一个刚性自由度的可折叠管状结构 |
| JP2015033772A (ja) * | 2013-08-07 | 2015-02-19 | 学校法人明治大学 | 筒状折り畳み構造物の製造方法、筒状折り畳み構造物の製造装置、及び、筒状折り畳み構造物 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3524288A (en) * | 1969-06-23 | 1970-08-18 | Gen Electric | Complex,non-spherical structures |
| US6233880B1 (en) * | 1997-12-03 | 2001-05-22 | Nishimatsu Construction Co., Ltd. | Deployable structure |
| US7794019B2 (en) | 2005-07-08 | 2010-09-14 | Charles Hoberman | Folding structures made of thick hinged sheets |
| US8384613B1 (en) * | 2009-09-08 | 2013-02-26 | The United States Of America As Represented By The Secretary Of The Air Force | Deployable structures with quadrilateral reticulations |
| CN101956426B (zh) * | 2010-04-13 | 2013-04-24 | 天津大学 | 多铰线顶升球面网壳结构及其施工方法 |
| CN102605861B (zh) * | 2012-03-08 | 2014-04-16 | 东南大学 | 可展索杆穹顶结构 |
| CN102912851B (zh) * | 2012-10-18 | 2014-05-28 | 东南大学 | 一种棱柱型对称可展机构单元 |
-
2016
- 2016-08-12 EP EP16837093.0A patent/EP3336408B1/en active Active
- 2016-08-12 CN CN201680047240.4A patent/CN107923571B/zh active Active
- 2016-08-12 JP JP2017535529A patent/JP6417578B2/ja active Active
- 2016-08-12 WO PCT/JP2016/073806 patent/WO2017030103A1/ja active Application Filing
-
2018
- 2018-02-14 US US15/896,519 patent/US10875273B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012042044A (ja) * | 2010-08-20 | 2012-03-01 | Koryo Miura | 伸縮性複合セル構造 |
| JP2012116566A (ja) * | 2010-12-02 | 2012-06-21 | Koryo Miura | 折り畳みボックス構造 |
| WO2014086132A1 (zh) * | 2012-12-05 | 2014-06-12 | 天津大学 | 具有一个刚性自由度的可折叠管状结构 |
| JP2015033772A (ja) * | 2013-08-07 | 2015-02-19 | 学校法人明治大学 | 筒状折り畳み構造物の製造方法、筒状折り畳み構造物の製造装置、及び、筒状折り畳み構造物 |
Non-Patent Citations (2)
| Title |
|---|
| KORYO MIURA ET AL.: "Foldable Cylinder, the Potential Concept for Actuators and Bellows", DYNAMICS & DESIGN CONFERENCE, 2011, pages 3 - 8, XP009508955 * |
| SHOKO ISHIDA ET AL.: "Origami-based Foldable Design Technique for Meandering Tubes by Using Conformal Transformation", THE JAPAN SOCIETY FOR INDUSTRIAL AND APPLIED MATHEMATICS RONBUNSHI, vol. 24, no. 1, 25 March 2014 (2014-03-25), pages 43 - 58, XP009509266 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020186801A (ja) * | 2019-05-17 | 2020-11-19 | 国立大学法人東北大学 | アクチュエータ |
| US11530621B2 (en) | 2019-10-16 | 2022-12-20 | General Electric Company | Systems and method for use in servicing a machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6417578B2 (ja) | 2018-11-07 |
| EP3336408A1 (en) | 2018-06-20 |
| US10875273B2 (en) | 2020-12-29 |
| CN107923571A (zh) | 2018-04-17 |
| EP3336408A4 (en) | 2019-03-20 |
| JPWO2017030103A1 (ja) | 2018-04-26 |
| CN107923571B (zh) | 2020-10-23 |
| US20190381755A1 (en) | 2019-12-19 |
| EP3336408B1 (en) | 2019-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6417578B2 (ja) | 可折構造物、ならびに、可折構造物製造方法、可折構造物製造装置、および、プログラム | |
| Lang et al. | Rigidly foldable quadrilateral meshes from angle arrays | |
| Liu et al. | Nonlinear mechanics of non-rigid origami: an efficient computational approach | |
| Zhu et al. | A review on origami simulations: From kinematics, to mechanics, toward multiphysics | |
| Lang et al. | A review of thickness-accommodation techniques in origami-inspired engineering | |
| Juan et al. | Tensegrity frameworks: Static analysis review | |
| Dureisseix | An overview of mechanisms and patterns with origami | |
| Wei et al. | Geometric mechanics of periodic pleated origami | |
| Chen et al. | An extended family of rigidly foldable origami tubes | |
| Tachi | Freeform variations of origami | |
| Tachi et al. | Designing One-DOF mechanisms for architecture by rationalizing curved folding | |
| Seffen | Compliant shell mechanisms | |
| Ma et al. | Folding of tubular waterbomb | |
| Lee et al. | Geometric design and construction of structurally stabilized accordion shelters | |
| WO2016141264A1 (en) | Design and fabrication of collapsible and deployable structures with prescribed shapes | |
| Filipov et al. | Deployable sandwich surfaces with high out-of-plane stiffness | |
| Ando et al. | Lightweight rigidly foldable canopy using composite materials | |
| Beatini et al. | Shapes of Miura mesh mechanism with mobility one | |
| Micheletti et al. | Kinematic and static design of rigid origami structures: Application to modular yoshimura patterns | |
| Schling et al. | Designing asymptotic geodesic hybrid gridshells | |
| Tachi | Introduction to structural origami | |
| Flores et al. | Effect of crease curvature on the bistability of the origami waterbomb base | |
| Samuelsson et al. | Structural folding-A parametric design method for origami architecture | |
| Kwok | Geometry-based thick origami simulation | |
| Maleczek et al. | Rapid prototyping for non-developable discrete and semi-discrete surfaces with an overconstrained mobility |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16837093 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017535529 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016837093 Country of ref document: EP |