WO2016157257A1 - 高強度鋼板およびその製造方法 - Google Patents
高強度鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2016157257A1 WO2016157257A1 PCT/JP2015/004178 JP2015004178W WO2016157257A1 WO 2016157257 A1 WO2016157257 A1 WO 2016157257A1 JP 2015004178 W JP2015004178 W JP 2015004178W WO 2016157257 A1 WO2016157257 A1 WO 2016157257A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- area ratio
- crystal grains
- annealing
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/20—Zinc
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a high-strength steel sheet excellent in punchability, suitable for application to a skeleton member of an automobile body, and having a tensile strength (TS) of 780 MPa or more, and a method for producing the same.
- TS tensile strength
- High-strength steel sheets are actively used as materials for automobile parts to reduce the weight of automobile bodies.
- steel plates applied to structural members and reinforcing members of automobiles steel plates having a tensile strength (TS) of 780 MPa or more have become mainstream.
- TS tensile strength
- Utilization of structure strengthening is effective for increasing the strength of a steel sheet, and there is a method of forming a composite structure composed of soft ferrite and hard martensite.
- a steel sheet having this composite structure generally has good ductility, an excellent balance between strength and ductility (compatibility), and has relatively good press formability.
- steel sheets with this composite structure have large material fluctuations such as tensile strength (TS) against changes in the annealing temperature and other conditions that occur during production in a normal continuous annealing line. It's easy to do.
- high-strength steel sheets used as materials for automobile parts are formed by punching, so that punchability is required.
- punchability is required.
- there is little wear of the punch and the die that is, excellent continuous punchability, and there may be small fluctuations in the press formability of the punched end face and the vicinity thereof during continuous punching.
- Patent Document 2 discloses a hot-rolled steel sheet that suppresses deterioration of punching workability by reducing the content of Ti-based nitride in the steel sheet.
- a high-strength steel sheet having a TS of 780 MPa or more hard martensite is included in the steel structure in order to increase the strength. For this reason, when punching out the high-strength steel sheet, voids are generated at the interface between martensite and ferrite, and the subsequent press formability deteriorates. If the clearance at the time of punching is constant, the formability of the punched end face and the vicinity thereof is stable, but if the clearance changes, the damage of the steel sheet of the punched end face also changes, and it is difficult to perform stable continuous pressing. is there.
- Patent Document 2 In the hot-rolled steel sheet of Patent Document 2, a structure composed of ferrite bainite mainly composed of ferrite is recommended. Therefore, the technique of Patent Document 2 does not address the above-described problem of the martensite-ferrite interface that occurs when the steel structure is a dual-phase structure steel mainly composed of ferrite and martensite. Furthermore, the evaluation described in Patent Document 2 is only an evaluation by punching with a constant clearance, and does not stabilize the formability of the punched end face when the clearance varies. The present invention has been made in view of such circumstances, and an object thereof is to provide a high-strength steel sheet having a TS of 780 MPa or more excellent in punching workability and a method for producing the same.
- the present inventors diligently studied various factors of formability fluctuations in the punched end face and the vicinity thereof when continuously punched.
- the steel structure is a three-phase structure of ferrite phase, martensite phase, and bainite phase, and fine control of the average grain size of the grains in the martensite phase allows TS to be 780 MPa or more and excellent punching workability. It was found that a high-strength hot-dip galvanized steel sheet can be obtained.
- the gist of the present invention is as follows. [1] By mass%, C: 0.07% to 0.15%, Si: 0.01% to 0.50%, Mn: 2.0% to 3.0%, P: 0.00.
- the composition contains the following, the balance is composed of Fe and inevitable impurities, and includes a ferrite phase, a martensite phase, and a bainite phase, and the martensite phase area ratio is 20% to 50%, Of these, the proportion of crystal grains having an average crystal grain size of less than 1.0 ⁇ m is 5 to 30% by area ratio, and the ratio of crystal grains having an average crystal grain diameter of 1.0 to 4.0 ⁇ m is 70 to 95 by area ratio. And a steel structure in which the proportion of crystal grains having an average crystal grain size exceeding 4.0 ⁇ m is less than 5% in terms of area ratio, and having a tensile strength of 780 MPa or more and excellent in punching workability .
- the ratio of crystal grains having a major axis of 1.0 to 3.0 ⁇ m is less than 20% in terms of area ratio, and the major axis
- the high-strength steel sheet according to [1], wherein the proportion of crystal grains having a diameter exceeding 3.0 ⁇ m is 80% or more in terms of area ratio.
- the component composition further includes, by mass%, Mo: 0.05% to 1.00%, Cr: 0.05% to 1.00%, V: 0.02% to 0.50 %: Zr: 0.02% to 0.20%, B: 0.0001% to 0.0030%, Cu: 0.05% to 1.00%, Ni: 0.05% to 1
- the component composition further includes, by mass%, Ca: 0.001% to 0.005%, Sb: 0.0030% to 0.0100%, REM: 0.001% to 0.005
- a steel slab having the composition described in [1], [3] or [4] is hot-rolled, cold-rolled, subjected to primary annealing, and subjected to secondary annealing, and [1] to [ 4], wherein the primary annealing temperature is not less than Ac3 point and not more than Ac3 point and not more than 60 ° C., and is maintained at the primary annealing temperature.
- the primary annealing time is 10 seconds or more and 200 seconds or less.
- the annealing temperature satisfies the Ac3 point or less, and (primary annealing temperature ⁇ 80 ° C.) to (primary annealing temperature ⁇ 30 ° C.).
- the secondary annealing time which is the time for holding at the secondary annealing temperature, is 10 seconds or more and 100 seconds or less.
- the cooling in the secondary annealing is performed at a cooling stop temperature of 400 to 550 ° C.
- Residence time at 400-550 ° C is 20 seconds or more and 100 seconds or less.
- a high-strength steel sheet having a high tensile strength of 780 MPa or more and excellent punching workability can be obtained.
- the high-strength steel sheet of the present invention is applied to a skeleton member of an automobile body, it can greatly contribute to improvement of collision safety and weight reduction.
- excellent in punching workability means that ⁇ derived by the method described in the examples is 10 or less and ⁇ / ave ⁇ 5-20 is 0.90 or more and 1.20 or less. means. Preferably, ⁇ is 8 or less, and ⁇ / ave ⁇ 5-20 is 1.00 or more and 1.15 or less.
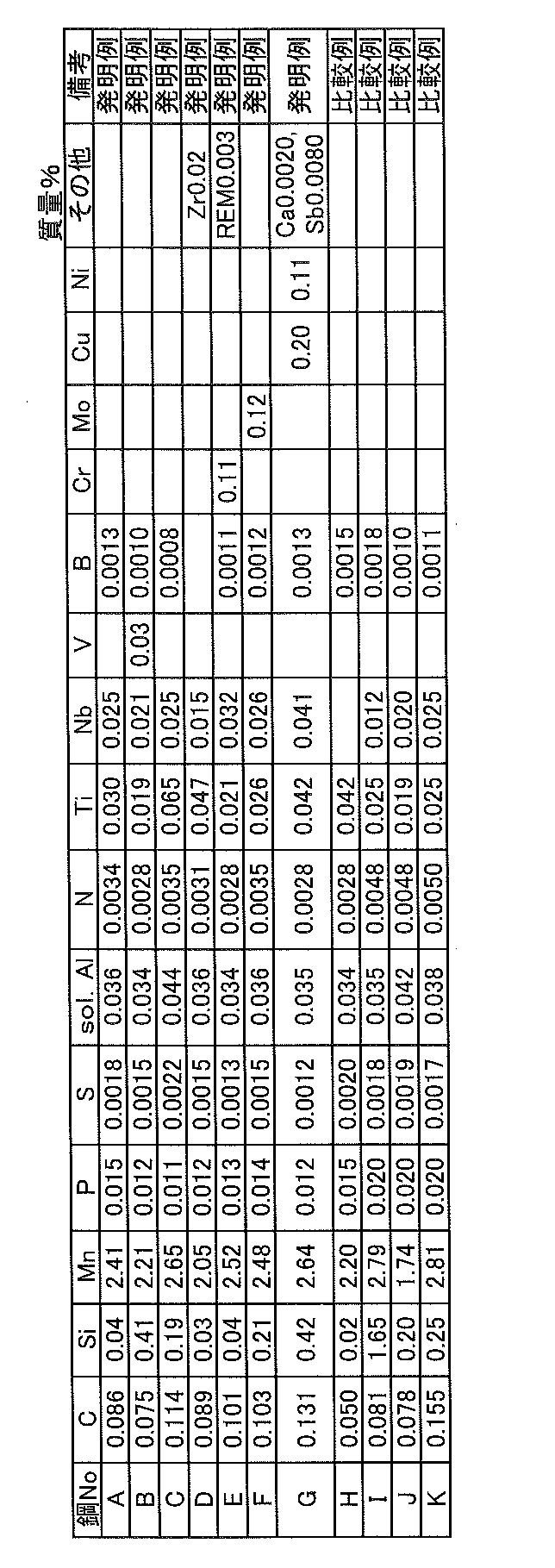
- the high-strength steel sheet of the present invention is mass%, C: 0.07% to 0.15%, Si: 0.01% to 0.50%, Mn: 2.0% to 3.0% , P: 0.001% to 0.050%, S: 0.0005% to 0.010%, sol. Al: 0.005% to 0.100%, N: 0.0001% to 0.0060%, Ti: 0.01% to 0.10%, Nb: 0.01% to 0.10% It has the following composition, with the balance being composed of Fe and inevitable impurities.
- C 0.07% or more and 0.15% or less
- C is an element effective for increasing the strength of a steel sheet, and contributes to increasing the strength by forming martensite. Further, C contributes to high strength by forming carbide forming elements such as Nb and Ti and fine carbides or carbonitrides. In order to obtain these effects, the C content needs to be 0.07% or more. On the other hand, if the C content exceeds 0.15%, the spot weldability is significantly deteriorated. On the other hand, if the C content exceeds 0.15%, the steel sheet becomes hard due to an increase in the martensite phase, and press formability may deteriorate. Therefore, the C content is set to 0.07% or more and 0.15% or less.
- the C content is 0.08% or more, and from the viewpoint of stably securing the formability of the punched end face after punching and the vicinity thereof, More preferably, the content is 0.12% or less.
- Si 0.01% or more and 0.50% or less
- the Si content is 0.50% or less.
- the Si content is set to 0.01% or more and 0.50% or less.
- Mn 2.0% or more and 3.0% or less
- Mn is an element effective in improving the strength of the steel sheet, and is an element that effectively acts to obtain a composite structure.
- Mn is an element that lowers the Ac3 transformation point.
- Mn content is required to be 2.0% or more in order to stably perform annealing in the austenite single phase region. Further, the Mn content is preferably 2.0% or more from the viewpoint of securing the strength by stably obtaining the low temperature transformation phase from the austenite existing during the heat annealing in the cooling process.
- Mn content exceeds 3.0%, Mn segregation to a half thickness portion called a so-called Mn band becomes remarkable.
- the Mn content is set to 2.0% or more and 3.0% or less. Preferably, it is 2.2% or more and 2.8% or less.
- P 0.001% or more and 0.050% or less
- P is an element that contributes to increasing the strength of the steel sheet by forming a solid solution in the steel.
- P is also an element that lowers the bond strength of grain boundaries by segregation to the grain boundaries and degrades workability, and also reduces chemical conversion property, corrosion resistance, and the like by concentration on the steel sheet surface.
- the P content exceeds 0.050%, the above-mentioned influence appears remarkably.
- excessive reduction of the P content is accompanied by an increase in manufacturing costs. From the above, the P content is set to 0.001% or more and 0.050% or less.
- S 0.0005% to 0.010%
- S is an element that adversely affects workability.
- S content is increased, S exists as inclusion MnS, and in particular reduces the local ductility of the material and lowers the workability. Moreover, weldability also deteriorates due to the presence of sulfides. Such an adverse effect can be avoided by setting the S content to 0.010% or less.
- press workability can be remarkably improved by setting the S content to 0.005% or less.
- excessive reduction of the S content is accompanied by an increase in manufacturing costs. From the above, the S content is set to 0.0005% or more and 0.010% or less.
- sol. Al 0.005% or more and 0.100% or less
- Al is an effective element as a deoxidizing material.
- sol. Al content shall be 0.005% or more.
- sol. Al content When the Al content exceeds 0.100%, the raw material cost is increased and the surface defects of the steel sheet are induced. Therefore, sol. Al content as Al shall be 0.005% or more and 0.100% or less.
- N 0.0001% or more and 0.0060% or less
- the content of N is preferably as small as possible.
- the N content is acceptable up to 0.0060%.
- excessive reduction of N content is accompanied by an increase in manufacturing cost. From the above, the N content is set to 0.0001% or more and 0.0060% or less.
- Ti fine precipitates (mainly carbides, nitrides, carbonitrides, hereinafter referred to as carbonitrides) contribute to an increase in strength, and further include ferrite and martensite. It also works advantageously for miniaturization. In order to obtain such an effect, the Ti content needs to be 0.01% or more. Preferably it is 0.02% or more. On the other hand, even when a large amount of Ti is added, the carbonitride cannot be completely dissolved at the time of reheating in the normal hot rolling process, and coarse carbonitride remains. By containing a large amount of Ti, not only the press formability is deteriorated but also the alloy cost is increased. Therefore, the Ti content needs to be 0.10% or less. Accordingly, the Ti content is set to 0.01% or more and 0.10% or less.
- Nb 0.01% or more and 0.10% or less
- Nb fine precipitates mainly carbonitrides
- the Nb content needs to be 0.01% or more.
- it is 0.02% or more.
- the carbonitride cannot be completely dissolved at the time of reheating in the normal hot rolling process, and coarse carbonitride remains, so press formability is reduced. Not only will it deteriorate, but it will also lead to an increase in alloy costs. Therefore, the Nb content needs to be 0.10% or less. As described above, the Nb content is 0.01% or more and 0.10% or less.
- the composition of the high-strength steel sheet according to the present invention is, in mass%, Mo: 0.05% to 1.00%, Cr: 0.05% to 1.00%, V: 0.02% to 0.50%, Zr: 0.02% to 0.20%, B: 0.0001% to 0.0030%, Cu: 0.05% to 1.00%, Ni: One or more selected from 0.05% or more and 1.00% or less can be contained.
- Mo 0.05% or more and 1.00% or less
- Mo is an element that improves the hardenability and contributes to increasing the strength by generating martensite, and can be contained as necessary.
- the Mo content is preferably 0.05% or more.
- the Mo content is preferably 0.05% or more and 1.00% or less.
- Cr 0.05% or more and 1.00% or less
- Cr is an element that contributes to high strength by improving hardenability and generating martensite, and can be contained as necessary.
- the Cr content is preferably 0.05% or more.
- the Cr content is preferably 0.05% or more and 1.00% or less.
- V 0.02% or more and 0.50% or less V, like Nb and Ti, contributes to an increase in strength by forming fine carbonitrides, and can be contained as necessary.
- the V content is preferably 0.02% or more.
- the V content is preferably 0.50% or less.
- Zr 0.02% or more and 0.20% or less
- Zr is also effective in increasing strength by forming fine carbonitrides, and can be contained as required.
- the Zr content needs to be 0.02% or more.
- the Zr content is desirably 0.02% or more and 0.20% or less.
- B 0.0001% or more and 0.0030% or less B has an action of suppressing the formation / growth of ferrite from the austenite grain boundary, and can be contained as necessary. The effect is obtained at 0.0001% or more. On the other hand, if the B content exceeds 0.0030%, the workability decreases. Therefore, when B is contained, the content is preferably in the range of 0.0001% to 0.0030%. In addition, in containing B, it is preferable to suppress the production
- Cu 0.05% or more and 1.00% or less Cu is effective in increasing the hardenability of the steel and increasing the strength of the hot-rolled steel sheet. In order to exhibit this effect, it is necessary to make Cu content 0.05% or more. However, even if the Cu content exceeds 1.00%, the effect is not only saturated, but the hot ductility is lowered, the generation of surface defects becomes remarkable, and further the raw material cost is increased. Therefore, the Cu content is desirably 0.05 to 1.00%.
- Ni 0.05% or more and 1.00% or less Ni is effective in increasing the hardenability of the steel and increasing the strength of the hot-rolled steel sheet. In order to exhibit this effect, it is necessary to make Ni content 0.05% or more. However, even if the Ni content exceeds 1.00%, the effect is not only saturated, but the hot ductility is lowered, the generation of surface defects becomes remarkable, and the raw material cost is also increased. Therefore, the Ni content is desirably 0.05 to 1.00%.
- the component composition of the high-strength steel sheet according to the present invention is, in mass%, Ca: 0.001% to 0.005%, Sb: 0.0030% to 0.0100%, REM: One or more elements selected from 0.001% to 0.005% can be contained.
- Ca 0.001% or more and 0.005% or less Ca has an effect of improving ductility by controlling the form of sulfide such as MnS. However, even if it is contained in a large amount, the effect tends to be saturated. Therefore, when Ca is contained, the content is preferably 0.0001% or more and 0.0050% or less.
- Sb 0.0030% or more and 0.0100% or less
- Sb is an element that has a high tendency to segregate on the surface and the like, and has a function of suppressing surface layer reactions during manufacturing processes such as nitrogen absorption and decarburization.
- the addition suppresses the reaction of elements that tend to fluctuate, such as nitrogen and carbon, even when the steel is exposed to a high-temperature atmosphere during heating and annealing in the hot rolling process, and prevents significant fluctuations in the components. There is an effect that can be done. Therefore, when Sb is contained, the Sb content in the present invention is preferably 0.0030 to 0.0100%. In the present invention, the more preferable Sb content is 0.0060 to 0.0100%.
- REM 0.001% or more and 0.005% or less REM has an action of controlling the form of sulfide inclusions, thereby contributing to improvement of press formability.
- the REM content needs to be 0.001% or more.
- the upper limit is preferably made 0.005% or less.
- the balance other than the above is Fe and inevitable impurities.
- the element symbol in a formula means content of each element. 0.05 ⁇ C- (12/93) Nb- (12/48) (Ti- (48/14) N- (48/32) S) ⁇ 0.12 (1)
- the above formula (1) defines the amount of C that is not fixed as carbide. If the C content exceeds 0.12%, the martensite fraction increases and the ductility may also decrease. Therefore, the amount of C that is not fixed as a carbide calculated by the equation (1) is preferably 0.12% or less.
- the amount of C not fixed as carbide is less than 0.05%, the amount of C in austenite decreases during annealing in the two-phase region after cold rolling, and consequently the martensite phase generated after cooling decreases. , High strength of 780 MPa or more may be difficult. For this reason, it is preferable that the amount of C not fixed as carbide is 0.05% or more. Preferably it is 0.07% or more.
- the steel structure of the high-strength steel sheet of the present invention consists of a ferrite phase, a martensite phase, and a bainite phase.
- Examples of the remaining structure include a pearlite phase, a retained austenite phase, and carbide. These contents are acceptable if the total area ratio is 5% or less. However, 90% or more of the remaining structure other than the ferrite phase and martensite phase is composed of a bainite phase.
- the effect of this invention will be acquired if the steel structure of the 3/8 depth position from the surface of plate
- the ferrite phase and the bainite phase are softer than the martensite phase, and their area ratio is not particularly specified, but the ferrite phase and the bainite phase are each 20% or more.
- the total area ratio of the ferrite phase and the bainite phase is preferably 50 to 80%, more preferably 60 to 80%.
- the martensite phase is a hard phase and is effective in increasing the strength of the steel sheet by strengthening the transformation structure.
- the martensite phase needs to be 20% or more in terms of area ratio.
- the martensite since martensite is hard, it becomes a starting point for void generation due to a difference in formability from a soft ferrite phase at the time of punching.
- the martensite In order to ensure stable punchability, the martensite must be present in a certain amount or more, and from this viewpoint, the martensite area ratio of 20% or more is necessary.
- the area ratio of martensite exceeds 50%, there is a concern that the punchability is lowered. Therefore, martensite is 50% or less in area ratio. Preferably it is 40% or less.
- the proportion of crystal grains having an average crystal grain size of less than 1.0 ⁇ m in the martensite phase is 5 to 30% in terms of area ratio.
- the average crystal grain size of the martensite phase is equal to the prior austenite grain size during quenching, unlike the prior austenite grain size during annealing.
- the average crystal grain size and morphology of the martensite phase after secondary annealing also greatly influences the void formation during punching.
- the smaller the martensite phase crystal grains the smaller the voids generated during punching, and this is particularly preferable when punching with appropriate clearance.
- an average crystal grain diameter shall mean the diameter of the perfect circle corresponding to the area of a crystal grain in each crystal grain, and can be measured by the method as described in an Example.
- the proportion of crystal grains having an average crystal grain size in the martensite phase of 1.0 to 4.0 ⁇ m is 70 to 95% in terms of area ratio.
- the crystal grains having an average crystal grain size of 1.0 to 4.0 ⁇ m are important for ensuring stable formability of the punched end face even when the punching clearance varies, and the area ratio is 70 to 95%.
- the effect can be enjoyed by setting to the range. Preferably, it is 80% or more.
- the ratio of the crystal grains having a major axis of 1.0 to 3.0 ⁇ m is less than 20% in terms of area ratio. Even if it fluctuates, it is preferable because stable moldability of the punched end face can be secured.
- the ratio of the crystal grains having a major axis exceeding 3.0 ⁇ m is 80% or more in area ratio, thereby varying the punching clearance. Even in such a case, it is preferable because stable moldability of the punched end face can be secured.
- the major axis means the longest straight line length in the martensite phase crystal grains in the structure observation described in the examples.
- the ratio of the crystal grains having a major axis of 1.0 to 3.0 ⁇ m is less than 20% in terms of area ratio. Even if is fluctuated, it is preferable because stable moldability of the punched end face can be secured.
- the ratio of crystal grains having a major axis of 1.0 to 3.0 ⁇ m is 20% or more in terms of area ratio, the formability of the punched end face varies when the punching clearance varies, which sometimes causes press molding cracks. .
- the ratio of the crystal grains having a major axis exceeding 3.0 ⁇ m is 80% or more in terms of area ratio because it is possible to ensure a stable formability of the punched end face even when the punching clearance varies.
- the proportion of crystal grains having a major axis exceeding 3.0 ⁇ m is less than 80% in terms of area ratio, the moldability of the punched end face varies when the punching clearance varies, which sometimes causes press molding cracks. .
- the proportion of crystal grains having an average crystal grain size in the martensite phase exceeding 4.0 ⁇ m is less than 5% in terms of area ratio.
- the martensite phase crystal grains are coarse, voids are likely to be generated during punching, and therefore the smaller one is preferable.
- crystal grains exceeding 4.0 ⁇ m tend to significantly reduce the punching workability, but it is acceptable if the ratio is less than 5% in terms of area ratio.
- the high-strength steel sheet of the present invention is obtained by hot-rolling a steel slab having the above composition, cold-rolling, primary-annealing, rolling under light pressure as necessary, pickling as necessary, and then 2 Manufactured by subsequent annealing.
- the manufacturing method and conditions will be described.
- the reheating temperature of the steel slab is 1200 ° C. or higher.
- the reheating temperature of the steel slab is 1200 ° C. or higher.
- Less than 1400 degreeC is preferable from a viewpoint of energy efficiency and a yield. More preferably, it is 1300 degrees C or less.
- the finishing temperature of hot rolling is not more than the Ar3 point temperature, it is difficult to form a uniform steel structure such as coarse grains formed on the surface layer, and stable punchability may not be obtained. Therefore, the finishing temperature is preferably Ar3 or higher. Moreover, although the upper limit of finishing temperature is not specifically limited, Finishing temperature is 1000 degrees C or less.
- the winding temperature is preferably 500 to 700 ° C. More preferably, it is 550 to 650 ° C.
- the hot-rolled steel sheet is then pickled and descaled by a conventional method, if necessary, and then cold-rolled to obtain a cold-rolled steel sheet having the final thickness.
- the rolling reduction of this cold rolling is preferably 40% or more. If the rolling reduction is less than 40%, the steel sheet structure after finish annealing becomes coarse, which may reduce the strength-ductility balance. More preferably, it is 50% or more. On the other hand, when the rolling reduction exceeds 90%, the load of the rolling roll increases, and rolling troubles such as chattering and plate breakage are caused. For this reason, the rolling reduction of cold rolling is preferably 90% or less. More preferably, it is 80% or less.
- the primary annealing is performed on the cold-rolled steel sheet.
- the primary annealing and the secondary annealing described later are preferably continuous annealing from the viewpoint of increasing productivity.
- the primary annealing temperature in the primary annealing is not less than Ac3 point and not more than Ac3 point + 60 ° C.
- the primary annealing temperature is not less than Ac3 point and not more than Ac3 point + 60 ° C.
- the primary annealing temperature is set to the Ac3 point or higher.
- the steel structure after the secondary annealing becomes uniform and desired characteristics can be obtained.
- less than Ac3 point a non-uniform structure tends to be formed even after secondary annealing, and desired characteristics cannot be obtained.
- the primary annealing temperature exceeds the Ac3 point + 60 ° C., the structure becomes coarse, and after the secondary annealing, the proportion of crystal grains having an average crystal grain size exceeding 4.0 ⁇ m in the martensite phase increases, and the secondary annealing is performed.
- primary annealing temperature shall be Ac3 point or more and Ac3 point +60 degrees C or less.
- the primary annealing time in the primary annealing is 10 seconds or more and 200 seconds or less.
- the primary annealing time is less than 10 seconds, recrystallization does not proceed so much and a steel sheet having desired characteristics cannot be obtained.
- the primary annealing time exceeds 200 seconds, the proportion of crystal grains having an average grain size exceeding 4.0 ⁇ m in the martensite phase after the secondary annealing increases, and the characteristics after the secondary annealing only deteriorate.
- the energy consumption increases and the manufacturing cost increases. For this reason, primary annealing time shall be 10 seconds or more and 200 seconds or less.
- the cooling rate (average cooling rate) of cooling in the primary annealing is preferably at least 10 ° C./s in the temperature range from the primary annealing temperature to 550 ° C.
- the upper limit of the cooling rate is not particularly specified, but the steel plate shape may deteriorate. It is preferable to set it at 200 degrees C / s or less.
- the temperature is preferably 20 to 50 ° C./s.
- the steel plate is lightly rolled and pickled.
- Pickling and light rolling are not essential, but are performed for the purpose of correcting the shape of the steel sheet.
- the rolling reduction is preferably set to 0.3 to 3.0%.
- pickling is performed for descaling, and general conditions may be adopted as appropriate.
- the steel sheet that has been lightly rolled and pickled is subjected to secondary annealing.
- the secondary annealing temperature in the secondary annealing is not more than Ac3 point, and is (primary annealing temperature ⁇ 80 ° C.) to (primary annealing temperature ⁇ 30 ° C.).
- the steel needs to be in a ferrite-austenite coexistence region depending on the secondary annealing temperature. In order to adjust the fraction of each phase of the final structure, it is necessary to control the secondary annealing temperature within a predetermined range with respect to the primary annealing temperature.
- the secondary annealing temperature is lower than (primary annealing temperature ⁇ 80 ° C.), it is difficult to stably secure a tensile strength of 780 MPa. Further, at a temperature exceeding (primary annealing temperature ⁇ 30 ° C.), the structure becomes too coarse, and the proportion of crystal grains having an average grain size of the martensite phase of 1.0 to 4.0 ⁇ m is 70% in area ratio. The ratio of crystal grains having an average crystal grain size exceeding 4.0 ⁇ m is 5% or more in terms of area ratio, and voids tend to be generated excessively during punching. Therefore, the secondary annealing temperature is not more than Ac3 point, and is further in the range of (primary annealing temperature ⁇ 80 ° C.) to (primary annealing temperature ⁇ 30 ° C.).
- the secondary annealing time in the secondary annealing is 10 seconds or more and 100 seconds or less.
- the secondary annealing time is less than 10 seconds, recrystallization does not proceed so much and a steel sheet having desired characteristics cannot be obtained.
- the secondary annealing time exceeds 100 seconds, the proportion of crystal grains having an average crystal grain size of the martensite phase of 1.0 to 4.0 ⁇ m is less than 70% in area ratio, and the average crystal grain size is 4.
- the proportion of crystal grains exceeding 0 ⁇ m tends to be 5% or more in terms of area ratio.
- the ratio of crystal grains having a major axis of 1.0 to 3.0 ⁇ m is 20% or more in terms of area ratio, and the major axis is 3
- the proportion of crystal grains exceeding 0.0 ⁇ m tends to be less than 80% in terms of area ratio. If the desired microstructure cannot be obtained, the formability of the punched end face becomes inferior. Further, the energy consumption becomes enormous and the manufacturing cost increases. For this reason, the secondary annealing time is 10 seconds or more and 100 seconds or less.
- the cooling rate (average cooling rate) of cooling in the secondary annealing is preferably 10 ° C./s or more for at least the temperature range from the secondary annealing temperature to 550 ° C.
- the upper limit of the cooling rate is not particularly defined, but is preferably set to 200 ° C./s or less because the shape of the steel sheet may be deteriorated.
- the temperature is preferably 20 to 50 ° C./s.
- the cooling stop temperature for cooling in the secondary annealing is 400 to 550 ° C.
- the cooling stop temperature is important for generating a bainite phase.
- the cooling stop temperature is less than 400 ° C., most of the low-temperature transformation phase becomes a martensite phase, and the formability of the punched end face becomes inferior.
- the cooling stop temperature exceeds 550 ° C., pearlite or cementite is generated, and the formability of the punched end face becomes inferior. Therefore, the cooling stop temperature is desirably 400 to 550 ° C.
- the time during which the steel sheet is in a state of 400 to 550 ° C. is 20 to 100 seconds.
- the residence time is important for producing a certain amount of bainite phase. If it is less than 20 seconds, the bainite phase is not sufficiently generated, and the formability of the punched end face becomes inferior.
- the residence time is 20 to 100 seconds.
- the average cooling rate is 10 ° C./s or more.
- the average cooling rate is preferably 100 ° C./s or less because the shape of the steel sheet may be deteriorated. More preferably, it is 20 to 50 ° C./s.
- the high-strength steel sheet of the present invention can be manufactured.
- the high-strength steel plate obtained as described above may be used as a product as it is, or may be cooled and then subjected to a plating treatment such as hot dipping or electroplating to obtain a product.
- the above-mentioned soaking / cooling or further overaging treatment is performed in the continuous annealing furnace in the previous stage of the continuous galvanizing line.
- the above-described treatment for retaining the steel sheet at a temperature of 400 to 550 ° C. for a certain period of time is performed, and then immersed in a hot dip galvanizing bath to form a hot dip galvanized layer on the steel sheet surface.
- an alloying treatment may be performed to obtain an alloyed hot-dip galvanized steel sheet.
- the above-mentioned soaking / cooling or further continuous aging treatment and the plating treatment may be separated from each other and performed on separate lines.
- the galvanized layer is a layer mainly containing Zn.
- the alloyed galvanized layer is a layer mainly containing an Fe—Zn alloy formed by diffusing Fe in steel during galvanization by an alloying reaction.
- the galvanized layer and the alloyed galvanized layer include Fe, Al, Sb, Pb, Bi, Mg, Ca, Be, Ti, Cu, Ni, Co, Cr, Mn, P, B, Sn, Zr. , Hf, Sr, V, Se, and REM may be included as long as the effects of the present invention are not impaired.
- the annealed steel plate or the plated steel plate may be subjected to temper rolling or leveler processing for the purpose of shape correction, surface roughness adjustment, mechanical property improvement, and the like.
- the total elongation in temper rolling and leveler processing is preferably in the range of 0.2 to 3%. If the content is less than 0.2%, the intended purpose such as shape correction cannot be achieved. On the other hand, if the content exceeds 3%, a significant decrease in ductility is caused.
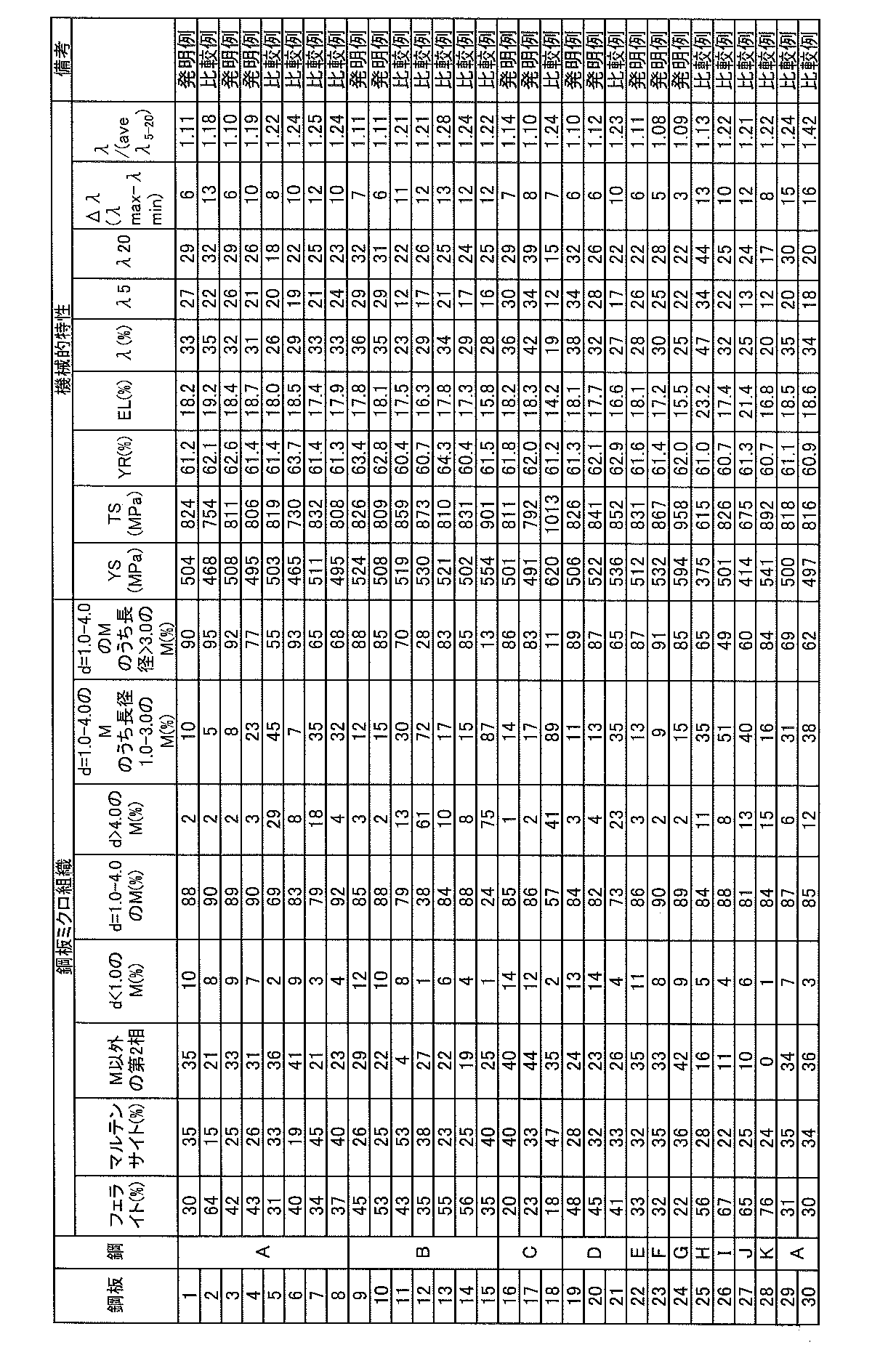
- Molten steel having the component composition shown in Table 1 is melted in a converter, and slab reheating temperature is 1200 ° C, hot rolling finish temperature is 880 ° C, winding temperature is 600 ° C, and pickling is performed. Then, the rolling reduction of cold rolling was carried out at 60%, and then, under various conditions shown in Table 2, only primary annealing or primary annealing and 0.5% light rolling and pickling and secondary Annealing was performed to produce a cold-rolled steel sheet having a thickness of 1.2 mm, a hot-dip galvanized steel sheet (GI steel sheet), and an alloyed hot-dip galvanized steel sheet (GA steel sheet).
- GI steel sheet hot-dip galvanized steel sheet
- GA steel sheet alloyed hot-dip galvanized steel sheet
- the hot dip galvanizing treatment is adjusted so that the adhesion amount is 50 g / m 2 (double-side plating) per one side, and for the GA steel sheet, the Fe content in the plating layer is 9 to 12% by mass. It was adjusted.
- the average cooling rate of the cooling in primary annealing and secondary annealing was implemented at 20 degrees C / s, respectively.
- Samples were collected from the steel plates obtained as described above, and the following methods were used to specify the structure, perform a tensile test with the 90 ° direction (C direction) as the tensile direction, and a hole expansion test with respect to the rolling direction. .
- Yield strength (YS), tensile strength (TS), total elongation (El) and hole expansion rate ( ⁇ ) were measured.
- the area ratio was obtained by copying a tissue photograph on a transparent OHP sheet, coloring it, taking in an image, binarizing the image, and obtaining it with image analysis software.
- the average grain size of the martensite crystal grains was calculated by converting the area of the crystal grains into a circle and using the diameter as the average grain size.
- the major axis of the crystal grain is defined as an average length obtained by measuring 100 or more maximum lengths of each martensite crystal grain from an SEM photograph taken at a magnification of 5000 using an SEM.
- second phase other than M means a phase other than ferrite and martensite, and it was confirmed that bainite was included.
- the area ratio of the bainite phase in the “second phase other than M” was 90% or more. In this method, the bainite phase was further discriminated and the area ratio was measured with respect to the colored portion excluding the ferrite phase and the martensite phase by the above-described method.
- ⁇ ⁇ represents the difference between the maximum value and the minimum value of the ⁇ value evaluated by punching with a punching clearance in the range of 5 to 20%.
- the maximum and minimum values between the three values of ⁇ ( ⁇ 5 , ⁇ 20 ) measured aiming at ⁇ and clearances of 5% and 20% measured according to Japan Iron and Steel Federation Standard JFST1001 The difference can be substituted. Further, if the clearance is within ⁇ 1% with respect to the target clearance, the value may be used for evaluation.
- ⁇ / ave ⁇ 5-20 represents a value obtained by dividing ⁇ measured in accordance with the Japan Iron and Steel Federation standard by an average value of ⁇ values evaluated by punching in the range of punching clearance of 5 to 20%. Simply divided by the average value between three values of ⁇ measured according to Japan Iron and Steel Federation Standard JFST1001 and ⁇ values ( ⁇ 5 , ⁇ 20 ) measured for clearances of 5% and 20% Can be substituted. Further, if the clearance is within ⁇ 1% of the target clearance, the value may be used for evaluation.
- No. Steel plates of 1, 3, 4, 9, 10, 16, 17, 19, 20, 22 to 24 are examples of the invention in which the component composition and manufacturing method are adapted to the present invention, and the steel plates satisfying TS ⁇ 780 MPa or more It has become.
- ⁇ which is an index of punching property, is 10 or less, and ⁇ / ave ⁇ 5-20 satisfies 0.90 to 1.20, which is excellent in formability of the end face after punching. It is a steel plate.
- the present invention it is possible to obtain a high-strength steel plate having a tensile strength of 780 MPa or more and excellent in punching workability.
- a high-strength steel plate for example, difficult formation of automobile structural members, etc. It becomes possible to apply as a member.
- the high-strength steel sheet of the present invention when used as an automobile structural member, it contributes to reducing the weight of the automobile, improving safety, and the like, which is extremely useful industrially.
Abstract
Description
本発明はかかる事情に鑑みてなされたものであって、打抜き加工性に優れたTSが780MPa以上の高強度鋼板およびその製造方法を提供することを目的とする。
[1]質量%で、C:0.07%以上0.15%以下、Si:0.01%以上0.50%以下、Mn:2.0%以上3.0%以下、P:0.001%以上0.050%以下、S:0.0005%以上0.010%以下、sol.Al:0.005%以上0.100%以下、N:0.0001%以上0.0060%以下、Ti:0.01%以上0.10%以下、Nb:0.01%以上0.10%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成と、フェライト相、マルテンサイト相およびベイナイト相を含み、マルテンサイト相の面積率が20%以上50%以下であり、マルテンサイト相のうち平均結晶粒径が1.0μm未満の結晶粒の割合が面積率で5~30%であり、平均結晶粒径が1.0~4.0μmの結晶粒の割合が面積率で70~95%であり、平均結晶粒径が4.0μm超えの結晶粒の割合が面積率で5%未満である鋼組織と、を備え、引張強度が780MPa以上である打抜き加工性に優れた高強度鋼板。
先ず、本発明の高強度鋼板の成分組成について説明する。以下の説明において、成分の含有量を表す「%」は「質量%」を意味する。
Cは鋼板の高強度化に有効な元素であり、マルテンサイトを形成することで高強度化に寄与する。また、CはNbやTiといった炭化物形成元素と微細な炭化物、あるいは、炭窒化物を形成することで高強度化に寄与する。これらの効果を得るためには、C含有量は0.07%以上とすることが必要である。一方、C含有量が0.15%超えではスポット溶接性が著しく劣化する。またC含有量が0.15%超えではマルテンサイト相の増加により鋼板が硬質化し、プレス成形性が低下する場合がある。したがって、C含有量は0.07%以上0.15%以下とする。780MPa以上のTSを安定的に確保する観点からは、C含有量を0.08%以上とすることが好ましく、打抜き後の打抜き端面およびその近傍の成形性を安定的に確保する観点からは、0.12%以下とすることがより好ましい。
Siの添加は、赤スケール等の発生により表面性状の劣化や、めっき付着・密着性の劣化を引き起こす。したがって、Si含有量は0.50%以下とする。溶融亜鉛めっき鋼板においては、0.20%以下が好ましい。一方で、Siは延性を改善するとともに強度向上に寄与する元素である。これらの効果を得るためにはSi含有量を0.01%以上とすることが必要である。以上より、Si含有量は0.01%以上0.50%以下とする。
Mnは、鋼板の強度を向上させる上で有効な元素であり、複合組織を得るために有効に作用する元素である。また、MnはAc3変態点を低下させる元素であり、本発明において、オーステナイト単相域での焼鈍を安定的に実施するためには、Mn含有量は2.0%以上必要である。さらに、加熱焼鈍時に存在するオ-ステナイトから冷却過程において安定的に低温変態相を得て強度を確保する上でも、Mn含有量は2.0%以上が好ましい。一方、Mn含有量が3.0%を超えると、いわゆるMnバンドと呼ばれる板厚1/2部分へのMn偏析が顕著となる。この偏析部分の焼入れ性が高まることで、マルテンサイトが圧延方向に列状に多く生成してしまい、プレス成形性が大幅に低下する。したがって、Mn含有量は2.0%以上3.0%以下とする。好ましくは、2.2%以上2.8%以下である。
Pは、鋼中に固溶して鋼板の高強度化に寄与する元素である。一方で、Pは、粒界への偏析により粒界の結合力を低下させ加工性を劣化させ、また鋼板表面への濃化により化成処理性、耐食性などを低下させる元素でもある。P含有量が0.050%を超えると、上記影響は顕著に現れる。しかし、P含有量の過度の低減は製造コストの増加を伴う。以上より、P含有量は0.001%以上0.050%以下とする。
Sは加工性に悪影響を及ぼす元素である。S含有量が増加すると、Sは介在物MnSとして存在し、特に材料の局部延性を低下させ、加工性を低下させる。また硫化物の存在により溶接性も悪くなる。このような悪影響はS含有量を0.010%以下とすることにより避けることができる。好ましくは、S含有量を0.005%以下とすることによりプレス加工性を顕著に改善することが可能となる。しかし、S含有量の過度の低減は製造コストの増加を伴う。以上より、S含有量は0.0005%以上0.010%以下とする。
Alは、脱酸材として有効な元素であり、この効果を発揮するために、sol.Al含有量を0.005%以上とする。一方、sol.Al含有量が0.100%を超えると、原料コストの上昇を招くとともに、鋼板の表面欠陥を誘発する原因にもなる。したがって、sol.AlとしてのAl含有量は0.005%以上0.100%以下とする。
Nは、本発明において、その含有量が少ないほど望ましい。本発明において、N含有量は0.0060%までは許容できる。また、N含有量の過度の低減は製造コストの増加を伴う。以上より、N含有量は0.0001%以上0.0060%以下とする。
Tiの微細析出物(主として炭化物、窒化物、炭窒化物。以下炭窒化物と称す)は、強度の上昇に寄与し、さらにフェライトおよびマルテンサイトの微細化にも有利に作用する。このような作用を得るためには、Ti含有量を0.01%以上とする必要がある。好ましくは0.02%以上である。一方、多量のTiを添加しても、通常の熱間圧延工程における再加熱時においては、炭窒化物を全量固溶させることができず、粗大な炭窒化物が残る。多量のTi含有により、プレス成形性が劣化するばかりでなく、合金コストの増加も招いてしまう。したがって、Ti含有量は0.10%以下とする必要がある。以上より、Ti含有量は0.01%以上0.10%以下とする。
Nbの微細析出物(主として炭窒化物)は、強度の上昇に寄与し、さらにフェライトおよびマルテンサイトの微細化にも有利に作用する。Nb含有によりこのような作用を得るためには、Nb含有量を0.01%以上とする必要がある。好ましくは0.02%以上である。一方、多量のNbを添加しても、通常の熱間圧延工程における再加熱時においては、炭窒化物を全量固溶させることができず、粗大な炭窒化物が残るため、プレス成形性が劣化するばかりでなく、合金コストの増加も招いてしまう。したがって、Nb含有量は0.10%以下とする必要がある。上記の通り、Nb含有量は0.01%以上0.10%以下とする。
Moは焼入れ性を向上させ、マルテンサイトを生成することで高強度化に寄与する元素であり、必要に応じて含有することができる。このような効果を発現させるため、Mo含有量は0.05%以上であることが好ましい。一方、Mo含有量が1.00%を超えると上記効果が飽和するだけではなく、原料コストの増加を招く。したがって、Mo含有量は0.05%以上1.00%以下が好ましい。
Crは焼入れ性を向上させ、マルテンサイトを生成することで高強度化に寄与する元素であり、必要に応じて含有することができる。このような効果を発現させるため、Cr含有量は0.05%以上であることが好ましい。一方、Cr含有量が1.00%を超えると上記効果が飽和するだけではなく、原料コストの増加を招く。したがって、Cr含有量は0.05%以上1.00%以下が好ましい。
VはNb、Tiと同様、微細な炭窒化物を形成することで、強度上昇に寄与するため、必要に応じて含有することができる。このような効果を発現させるためにはV含有量を0.02%以上とすることが好ましい。一方、V含有量が0.50%を超えると、効果が飽和するだけでなく原料コストの増加を招く。このためVの含有量は0.50%以下が好ましい。
Zrも微細な炭窒化物を形成することで、強度を高めるのに有効であり、必要に応じて含有することができる。このような効果を発現させるためには、Zr含有量を0.02%以上にする必要がある。一方、Zr含有量が0.20%を超えると効果が飽和するだけでなく原料コストの増加を招く。したがって、Zrの含有量は0.02%以上0.20%以下とするのが望ましい。
Bは、オーステナイト粒界からのフェライトの生成・成長を抑制する作用を有するので必要に応じて含有させることができる。その効果は、0.0001%以上で得られる。一方、B含有量が0.0030%を超えると加工性が低下する。したがって、Bを含有させる場合には、その含有量は0.0001%以上0.0030%以下の範囲とすることが好ましい。なお、Bを含有させるにあたっては、上記効果を得る上でBNの生成を抑制することが好ましく、このため、Tiと複合含有させることが好ましい。
Cuは、鋼の焼入れ性を高めて熱延鋼板を高強度化するのに有効である。この効果を発揮するためには、Cu含有量を0.05%以上にする必要がある。しかし、Cu含有量が1.00%を超えても効果は飽和するのみならず、熱間延性が低下して表面疵の発生が顕著になり、さらには原料コストの増加も招く。したがって、Cu含有量は0.05~1.00%とするのが望ましい。
Niは、鋼の焼入れ性を高めて熱延鋼板を高強度化するのに有効である。この効果を発揮するためには、Ni含有量を0.05%以上にする必要がある。しかし、Ni含有量が1.00%を超えても効果は飽和するのみならず、熱間延性が低下して表面疵の発生が顕著になり、さらには原料コストの増加も招く。したがって、Ni含有量は0.05~1.00%とするのが望ましい。
Caは、MnSなどの硫化物の形態制御により延性を向上させる効果がある。しかしながら、多量に含有させてもその効果は飽和する傾向にある。したがって、Caを含有させる場合、その含有量は0.0001%以上0.0050%以下が好ましい。
Sbは、表面等に偏析する傾向が高い元素であり、吸窒や脱炭等の製造工程中での表層反応を抑制する働きがある。また、その添加により、熱間圧延工程の加熱時や焼鈍時の、高温雰囲気中に鋼材がさらされる状態でも、窒素や炭素等の成分変動しやすい元素の反応を抑制し、著しい成分変動を防止できる効果がある。そこで、Sbを含有する場合、本発明ではSb含有量が0.0030~0.0100%であることが好ましい。なお、本発明において、さらに好ましいSb含有量は0.0060~0.0100%である。
REMは、硫化物系介在物の形態を制御する作用を有し、これによりプレス成形性の向上に寄与する。この効果を発揮させるためには、REM含有量を0.001%以上にする必要がある。一方、REMの多量の添加は硫化物系介在物の粗大化を招き、打抜き加工性を低下させるので、上限を0.005%以下とするのが好ましい。
0.05≦C-(12/93)Nb-(12/48)(Ti-(48/14)N-(48/32)S)≦0.12 (1)
上記の(1)式は、炭化物として固定されないC量を規定するものである。このC量が0.12%を超えて多量に存在すると、マルテンサイトの分率が増加し、延性も低下する場合がある。したがって、(1)式で算出される炭化物として固定されないC量は0.12%以下とすることが好ましい。一方、炭化物として固定されないC量が0.05%未満であると、冷間圧延後の2相域における焼鈍においてオーステナイト中のC量が減少し、ひいては冷却後に生成するマルテンサイト相が減少するため、780MPa以上の高強度化が困難となる場合がある。このため、炭化物として固定されないC量は0.05%以上とすることが好ましい。好ましくは0.07%以上である。
次に、本発明の高強度鋼板の製造方法について説明する。本発明の高強度鋼板は、上記成分組成からなる鋼スラブを熱間圧延し、冷間圧延し、1次焼鈍し、必要に応じて軽圧下圧延し、必要に応じて酸洗し、その後2次焼鈍して製造される。以下、製造方法および条件について説明する。

(i)組織観察
鋼板から、組織観察用試験片を採取し、L断面(圧延方向に平行な垂直断面)を機械的に研磨し、ナイタール(nital)で腐食した後、走査電子顕微鏡(SEM)を用いて倍率3000倍で撮影した、板厚の表面から3/8深さ位置の組織写真(SEM写真)から、鋼組織の特定とマルテンサイト相の面積率、フェライト相の面積率、マルテンサイト以外の第2相の面積率を測定した。なお、面積率は、透明のOHPシートに組織写真を写して色付けし、画像を取り込み後、2値化を行い、画像解析ソフトにて求めた。また、マルテンサイトの結晶粒の平均粒径は、結晶粒の面積を円換算してその直径を平均粒径として算出した。また、結晶粒の長径は、SEMを用いて倍率5000倍で撮影したSEM写真から、それぞれのマルテンサイトの結晶粒における最大長を100点以上測定し、その平均長さと定義する。
鋼板から、圧延方向に対して90°方向(C方向)を引張方向とするJIS5号引張試験片(JIS Z 2201)を採取し、JIS Z 2241の規定に準拠した引張試験を行い、YS、TS、Elを測定した。なお、引張試験の評価基準(良否判定基準)はTS≧780MPaとした。
伸びフランジ成形性は、日本鉄鋼連盟規格JFST1001に準拠した穴拡げ試験により評価した。すなわち、得られた鋼板から、100mm×100mm角サイズのサンプルを採取し、サンプルにポンチ径10mmで打抜き穴を開け、頂角60°の円錐ポンチを用いて、バリが外側になるようにして、板厚を貫通する割れが発生するまで穴拡げ試験を行い、このときのd0:初期穴内径(mm)、d:割れ発生時の穴内径(mm)として、穴拡げ率λ(%)={(d-d0)/d0}×100を求めた。本発明における優れた打抜き性の評価基準として、下記で規定するΔλが10以下、かつ、下記で規定するλ/aveλ5-20が0.90以上1.20以下を満足することで評価した。
Δλは、打抜きクリアランスが5~20%の範囲で打抜いて評価したλ値の最大値と最小値の差を表す。簡易的に、日本鉄鋼連盟規格JFST1001に準拠して測定したλとクリアランス5%および20%を狙いに測定したλ値(λ5、λ20)の3つの値間での最大値と最小値の差で代用できるものとする。また、狙いのクリアランスに対し、±1%以内であればその値を用いて評価してもよいとする。
日本鉄鋼連盟規格に準拠して測定したλを打抜きクリアランスが5~20%の範囲で打抜いて評価したλ値の平均値で除した値を表す。簡易的に、日本鉄鋼連盟規格JFST1001に準拠して測定したλとクリアランス5%および20%を狙いに測定したλ値(λ5、λ20)の3つの値間での平均値で除した値を代用できるものとする。また、狙いのクリアランスに対し、±1%以内であればその値を用いて評価してもよい。
Claims (7)
- 質量%で、C:0.07%以上0.15%以下、Si:0.01%以上0.50%以下、Mn:2.0%以上3.0%以下、P:0.001%以上0.050%以下、S:0.0005%以上0.010%以下、sol.Al:0.005%以上0.100%以下、N:0.0001%以上0.0060%以下、Ti:0.01%以上0.10%以下、Nb:0.01%以上0.10%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成と、
フェライト相、マルテンサイト相およびベイナイト相を含み、マルテンサイト相の面積率が20%以上50%以下であり、マルテンサイト相のうち平均結晶粒径が1.0μm未満の結晶粒の割合が面積率で5~30%であり、平均結晶粒径が1.0~4.0μmの結晶粒の割合が面積率で70~95%であり、平均結晶粒径が4.0μm超えの結晶粒の割合が面積率で5%未満である鋼組織と、を備え、
引張強度が780MPa以上である打抜き加工性に優れた高強度鋼板。 - マルテンサイト相における平均結晶粒径が1.0~4.0μmの結晶粒のうち、長径が1.0~3.0μmの結晶粒の割合が面積率で20%未満であり、長径が3.0μm超えの結晶粒の割合が面積率で80%以上であることを特徴とする請求項1記載の高強度鋼板。
- 前記成分組成は、さらに、質量%で、Mo:0.05%以上1.00%以下、Cr:0.05%以上1.00%以下、V:0.02%以上0.50%以下、Zr:0.02%以上0.20%以下、B:0.0001%以上0.0030%以下、Cu:0.05%以上1.00%以下、Ni:0.05%以上1.00%以下から選ばれる1種以上を含有することを特徴とする請求項1又は2に記載の高強度鋼板。
- 前記成分組成は、さらに、質量%で、Ca:0.001%以上0.005%以下、Sb:0.0030%以上0.0100%以下、REM:0.001%以上0.005%以下から選ばれる1種以上の元素を含有することを特徴とする請求項1~3のいずれかに記載の高強度鋼板。
- 請求項1、3又は4に記載の成分組成からなる鋼スラブを熱間圧延し、冷間圧延し、1次焼鈍し、2次焼鈍して、請求項1~4のいずれかに記載の高強度鋼板を製造する方法であって、
前記1次焼鈍において、1次焼鈍温度がAc3点以上Ac3+60℃以下であり、前記1次焼鈍温度で保持する時間である1次焼鈍時間が10秒以上200秒以下であり、
前記2次焼鈍において、焼鈍温度がAc3点以下を満たすとともに、(1次焼鈍温度-80℃)~(1次焼鈍温度-30℃)を満たし、前記2次焼鈍温度で保持する時間である2次焼鈍時間が10秒以上100秒以下であり、
前記2次焼鈍における冷却は、冷却停止温度が400~550℃であり、400~550℃で鋼板が保持される保持時間が20秒以上100秒以下であることを特徴とする高強度鋼板の製造方法。 - 前記2次焼鈍後に冷却し、該冷却後に亜鉛めっきを施すことを特徴とする請求項5に記載の高強度鋼板の製造方法。
- 前記亜鉛めっきを施した後、合金化処理を施すことを特徴とする請求項6に記載の高強度鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177027323A KR101999910B1 (ko) | 2015-03-27 | 2015-08-20 | 고강도 강판 및 그 제조 방법 |
| CN201580078233.6A CN107406932B (zh) | 2015-03-27 | 2015-08-20 | 高强度钢板及其制造方法 |
| US15/561,786 US11001906B2 (en) | 2015-03-27 | 2015-08-20 | High-strength steel sheet and production method therefor |
| JP2015561798A JP5988000B1 (ja) | 2015-03-27 | 2015-08-20 | 高強度鋼板およびその製造方法 |
| EP15887414.9A EP3276021B1 (en) | 2015-03-27 | 2015-08-20 | High-strength steel sheet and production method therefor |
| MX2017012309A MX2017012309A (es) | 2015-03-27 | 2015-08-20 | Lamina de acero de alta resistencia y metodo de produccion para la misma. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015066220 | 2015-03-27 | ||
| JP2015-066220 | 2015-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016157257A1 true WO2016157257A1 (ja) | 2016-10-06 |
Family
ID=57003992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/004178 WO2016157257A1 (ja) | 2015-03-27 | 2015-08-20 | 高強度鋼板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11001906B2 (ja) |
| EP (1) | EP3276021B1 (ja) |
| KR (1) | KR101999910B1 (ja) |
| CN (1) | CN107406932B (ja) |
| MX (1) | MX2017012309A (ja) |
| WO (1) | WO2016157257A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110402298A (zh) * | 2017-03-13 | 2019-11-01 | 杰富意钢铁株式会社 | 高强度冷轧钢板和其制造方法 |
| CN113862563A (zh) * | 2017-03-13 | 2021-12-31 | 杰富意钢铁株式会社 | 高强度冷轧钢板 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2022004359A (es) * | 2019-10-11 | 2022-05-03 | Jfe Steel Corp | Lamina de acero de alta resistencia, elemento de absorcion de impactos y metodo para fabricar la lamina de acero de alta resistencia. |
| KR20220129066A (ko) * | 2020-01-24 | 2022-09-22 | 닛폰세이테츠 가부시키가이샤 | 패널 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008156734A (ja) * | 2006-12-26 | 2008-07-10 | Jfe Steel Kk | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010126747A (ja) * | 2008-11-26 | 2010-06-10 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2011111672A (ja) * | 2009-11-30 | 2011-06-09 | Nippon Steel Corp | 衝突吸収エネルギーに優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4816090A (en) * | 1986-09-10 | 1989-03-28 | The Broken Hill Proprietary Co., Ltd. | Heat treated cold rolled steel strapping |
| JPH06179922A (ja) | 1992-12-12 | 1994-06-28 | Sumitomo Metal Ind Ltd | 深絞り用高張力薄鋼板の製造法 |
| JP3304191B2 (ja) | 1994-03-29 | 2002-07-22 | 川崎製鉄株式会社 | 耐二次加工脆性に優れる高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP3424619B2 (ja) * | 1999-09-16 | 2003-07-07 | 住友金属工業株式会社 | 高張力冷延鋼板及びその製造方法 |
| TWI290177B (en) * | 2001-08-24 | 2007-11-21 | Nippon Steel Corp | A steel sheet excellent in workability and method for producing the same |
| CN1169991C (zh) * | 2001-10-19 | 2004-10-06 | 住友金属工业株式会社 | 具有优异的可加工性和成型精度的薄钢板及其制造方法 |
| EP1486574A4 (en) | 2002-03-18 | 2009-03-25 | Jfe Steel Corp | PROCESS FOR MANUFACTURING HOT GALVANIZED STEEL SHEET OF HIGH RESISTANCE, HAVING EXCELLENT DUCTILITY AND HIGH FATIGUE RESISTANCE |
| JP4205892B2 (ja) | 2002-05-23 | 2009-01-07 | 新日本製鐵株式会社 | プレス成形性と打抜き加工性に優れた高強度熱延鋼板及びその製造方法 |
| JP4640130B2 (ja) | 2005-11-21 | 2011-03-02 | Jfeスチール株式会社 | 機械特性ばらつきの小さい高強度冷延鋼板およびその製造方法 |
| JP4924730B2 (ja) | 2009-04-28 | 2012-04-25 | Jfeスチール株式会社 | 加工性、溶接性および疲労特性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5703608B2 (ja) * | 2009-07-30 | 2015-04-22 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| TWI479028B (zh) * | 2011-09-30 | 2015-04-01 | Nippon Steel & Sumitomo Metal Corp | High-strength galvanized steel sheet having high tensile strength at a maximum tensile strength of 980 MPa and excellent in formability, high-strength alloyed hot-dip galvanized steel sheet and method of manufacturing the same |
| US20150027594A1 (en) * | 2011-11-15 | 2015-01-29 | Jfe Steel Corporation | Thin steel sheet and process for producing the same |
| CN104870676B (zh) | 2012-12-18 | 2017-12-05 | 杰富意钢铁株式会社 | 低屈服比高强度冷轧钢板及其制造方法 |
| JP5821912B2 (ja) | 2013-08-09 | 2015-11-24 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| WO2016113781A1 (ja) * | 2015-01-16 | 2016-07-21 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
-
2015
- 2015-08-20 EP EP15887414.9A patent/EP3276021B1/en active Active
- 2015-08-20 KR KR1020177027323A patent/KR101999910B1/ko active IP Right Grant
- 2015-08-20 US US15/561,786 patent/US11001906B2/en active Active
- 2015-08-20 WO PCT/JP2015/004178 patent/WO2016157257A1/ja active Application Filing
- 2015-08-20 MX MX2017012309A patent/MX2017012309A/es unknown
- 2015-08-20 CN CN201580078233.6A patent/CN107406932B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008156734A (ja) * | 2006-12-26 | 2008-07-10 | Jfe Steel Kk | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010126747A (ja) * | 2008-11-26 | 2010-06-10 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2011111672A (ja) * | 2009-11-30 | 2011-06-09 | Nippon Steel Corp | 衝突吸収エネルギーに優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110402298A (zh) * | 2017-03-13 | 2019-11-01 | 杰富意钢铁株式会社 | 高强度冷轧钢板和其制造方法 |
| CN110402298B (zh) * | 2017-03-13 | 2021-10-15 | 杰富意钢铁株式会社 | 高强度冷轧钢板和其制造方法 |
| US11186900B2 (en) | 2017-03-13 | 2021-11-30 | Jfe Steel Corporation | High-strength cold rolled steel sheet and method for manufacturing the same |
| CN113862563A (zh) * | 2017-03-13 | 2021-12-31 | 杰富意钢铁株式会社 | 高强度冷轧钢板 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3276021B1 (en) | 2019-12-04 |
| KR20170120170A (ko) | 2017-10-30 |
| MX2017012309A (es) | 2018-01-18 |
| US11001906B2 (en) | 2021-05-11 |
| CN107406932B (zh) | 2019-06-07 |
| EP3276021A1 (en) | 2018-01-31 |
| CN107406932A (zh) | 2017-11-28 |
| KR101999910B1 (ko) | 2019-07-12 |
| US20180080100A1 (en) | 2018-03-22 |
| EP3276021A4 (en) | 2018-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5042232B2 (ja) | 成形性及びメッキ特性に優れた高強度冷延鋼板、これを用いた亜鉛系メッキ鋼板及びその製造方法 | |
| US10934600B2 (en) | High-strength steel sheet and production method therefor | |
| CN109072380B (zh) | 钢板、镀覆钢板和它们的制造方法 | |
| JP5971434B2 (ja) | 伸びフランジ性、伸びフランジ性の面内安定性および曲げ性に優れた高強度溶融亜鉛めっき鋼板ならびにその製造方法 | |
| US10472697B2 (en) | High-strength steel sheet and production method therefor | |
| WO2018043473A1 (ja) | 高強度鋼板およびその製造方法 | |
| US11035019B2 (en) | High-strength steel sheet and production method therefor | |
| KR101989726B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| CN108779536B (zh) | 钢板、镀覆钢板和它们的制造方法 | |
| WO2013160928A1 (ja) | 高強度鋼板およびその製造方法 | |
| KR101931047B1 (ko) | 고강도 도금 강판 및 그 제조 방법 | |
| JP6750771B1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| KR101999910B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| JP2018090893A (ja) | 熱延鋼板の製造方法および冷延フルハード鋼板の製造方法 | |
| KR101968434B1 (ko) | 고강도 도금 강판 및 그 제조 방법 | |
| WO2016194342A1 (ja) | 高強度鋼板及びその製造方法 | |
| US20230349020A1 (en) | Steel sheet, member, and methods for manufacturing the same | |
| JP5988000B1 (ja) | 高強度鋼板およびその製造方法 | |
| JP5987999B1 (ja) | 高強度鋼板およびその製造方法 | |
| US20230072557A1 (en) | Steel sheet, member, and methods for manufacturing the same | |
| US20230349019A1 (en) | Steel sheet, member, and methods for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015561798 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15887414 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015887414 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177027323 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15561786 Country of ref document: US Ref document number: MX/A/2017/012309 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |