WO2015178489A1 - Plate member for cutting tool, tool block, and cutting tool - Google Patents
Plate member for cutting tool, tool block, and cutting tool Download PDFInfo
- Publication number
- WO2015178489A1 WO2015178489A1 PCT/JP2015/064788 JP2015064788W WO2015178489A1 WO 2015178489 A1 WO2015178489 A1 WO 2015178489A1 JP 2015064788 W JP2015064788 W JP 2015064788W WO 2015178489 A1 WO2015178489 A1 WO 2015178489A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plate
- longitudinal direction
- tool
- cutting
- contact
- Prior art date
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/04—Cutting-off tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/06—Tool holders equipped with longitudinally-arranged grooves for setting the cutting tool
Definitions
- the present invention relates to a plate-like member of a cutting tool.
- the present invention also relates to a tool block and a clamp member for fixing the plate member, and a cutting tool including the plate member.
- Patent Document 1 discloses an end surface grooving cutting tool for grooving an end surface of a workpiece.
- This cutting tool uses a member called an adjustment blade that can be exchanged in order to cope with a change in the machining diameter of a groove to be machined or a change in the width of a groove to be machined.
- a part of the adjustment blade has a curved plate shape.
- a cutting insert in the form of a grooving insert is detachably attached to the curved plate-shaped portion.
- the adjusting blade is fixed to the holder with two bolts.
- the cutting tool of Patent Document 1 does not have a mechanism for adjusting the protruding length of the curved plate-shaped portion. That is, the protruding length of the curved plate-shaped part is fixed.
- a cutting tool having a long projecting length from a holder having a curved plate-shaped portion has an advantage that it can process a deep groove with little interference with a workpiece and is easy to handle.
- a cutting tool with a long protruding plate-shaped portion tends to generate chatter vibration depending on the processing conditions, and the quality of the finished surface may deteriorate. Therefore, in order to meet the trade-off demands of enabling deep grooves to be machined or improving the quality of the finished surface, such overhang lengths are set to the shape of the workpiece and cutting conditions. Therefore, there is a need to stably hold a member that can be adjusted appropriately and protrudes as such.
- the present invention has been made in view of the above circumstances, and the object thereof is to make it possible to hold the member with the blade portion more firmly and to adjust the protruding length of the blade portion. There is.
- a plate-like member in which at least one blade part and a holding part are positioned along the longitudinal direction, Two opposing side surfaces, each of the two side surfaces extending longitudinally, and a first side of the two side surfaces is a curved surface that bulges outward; An upper surface and a lower surface, each of the upper surface and the lower surface extending in the longitudinal direction between the two side surfaces, the upper surface and the lower surface being positioned on different sides of the first side surface And the bottom surface, Two end surfaces, each extending between the two side surfaces and between the upper surface and the lower surface, and extending in a direction crossing the longitudinal direction, the two end surfaces being An end face that is positioned on a different side of the first side face, and the blade portion is positioned on at least one of the two end faces. At least one of the upper surface and the lower surface is a curved surface, A plate member is provided.
- the holding portion has a constant cross-sectional shape perpendicular to the longitudinal direction in the longitudinal direction.
- the blade portion has a tip seat, and a cutting insert having a cutting edge is detachably attached to the tip seat.
- the cutting insert may be fixed by elasticity around the tip seat.
- the said blade part may be provided with the cutting blade integrally.
- the second side surface of the two side surfaces is a curved surface recessed inward.
- the upper surface is a curved surface that bulges outward.
- the lower surface is a curved surface that bulges outward.
- At least one of the upper surface and the lower surface may have a curved shape along a part of a virtual cylinder having a central axis extending in the longitudinal direction.
- the upper surface may have a curved shape along a part of the first virtual cylinder whose central axis extends in the longitudinal direction
- the lower surface has a curved shape along a part of the second virtual cylinder whose central axis extends in the longitudinal direction. It is good to have.
- the radius around the central axis of the first virtual cylinder may be the same as the radius around the central axis of the second virtual cylinder, but is preferably different.
- the plate-shaped member is a cutting member for groove processing.
- This tool block preferably has a lower surface constraining surface that contacts the lower surface of the plate-like member.
- the tool block further has a side restraint surface that contacts the first side surface of the plate-like member.
- the side constraining surface has at least two contact portions that contact the first side surface, and the at least two contact portions are at least two of the first side surface in a direction intersecting the longitudinal direction. It is good to be comprised so that a location may be contacted.
- Still another aspect of the present invention provides a holding device for holding the plate-like member.
- the holding device is preferably configured to sandwich the plate member by the action of a fixing member between the tool block having at least a lower surface constraining surface that contacts the lower surface of the plate member.
- a clamping member having a top restraint surface in contact with the top surface of the plate-like member.
- a further different aspect of the present invention provides a cutting tool including the plate-like member.
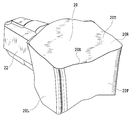
- FIG. 1 is a perspective view of a cutting tool according to an embodiment of the present invention.
- FIG. 2 is a front view of the cutting tool of FIG.
- FIG. 3 is a perspective view of a plate-like member of the cutting tool of FIG.
- FIG. 4 is a right side view of the plate-like member of FIG.
- FIG. 5 is a front view of the plate-like member of FIG.
- FIG. 6 is a plan view of the plate-like member of FIG.
- FIG. 7 is a left side view of the plate-like member of FIG.
- FIG. 8 is a perspective view of a cutting insert of the cutting tool of FIG.
- FIG. 9 is a perspective view of a tool block of the cutting tool of FIG.
- FIG. 10 is a front view of the tool block of FIG. FIG.
- FIG. 11 is a plan view of the tool block of FIG.
- FIG. 12 is a left side view of the tool block of FIG.
- FIG. 13 is a perspective view of a clamp member of the cutting tool of FIG.
- FIG. 14 is a perspective view from another direction of the clamp member of FIG.
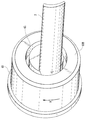
- FIG. 15 is a perspective view for explaining end face grooving by a plate-like member of the cutting tool of FIG.
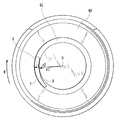
- FIG. 16 is a rear view for explaining the end surface groove processing of FIG. 15.
- 17 is a cross-sectional view of the plate-like member of FIG. 3 along XVII-XVII of FIG.
- a cutting tool 1 according to an embodiment of the present invention shown in FIGS. 1 and 2 is an end face grooving cutting tool for grooving an end face of a workpiece. End face grooving is grooving as shown in the conceptual diagrams of FIGS. 15 and 16.
- a machine tool for example, a lathe
- FIGS. 15 and 16 show only the plate member 2 of the cutting tool 1 as the cutting tool 1.
- the plate-like member 2 becomes the cutting tool 1 by being fixed to the tool block 30 by the clamp member 40 and the fixing member 50.
- the holding device that holds the plate-like member 2 includes a tool block 30, a clamp member 40, and a fixing member 50.
- This cutting tool 1 uses a cutting insert 20 shown in FIG.
- the cutting insert 20 has a cutting edge 20E at the intersecting ridge line portion of the front surface 20F, the left and right side surfaces 20L, 20R, and the upper surface (rake surface) 20T.
- the shape of the cutting edge and the shape of the cutting insert 20 are not limited to this embodiment. Various known shapes of the cutting insert 20 can be applied.
- the cutting tool 1 of this embodiment is a cutting tool 1 that is particularly suitable for end face grooving.
- a portion around the cutting edge 20E of the cutting tool 1 to be applied is preferably a curved plate.
- the plate-like portion can be stored in the annular groove 61 as shown in the conceptual diagram of FIG. The rigidity that supports the blade is maintained.
- the plate-like member 2 is used as a member constituting a curved plate-like portion around the cutting edge.
- the cutting insert 20 is detachably attached to the chip seat 13 of the plate-like member 2.
- various known grooving cutting inserts 20 can be applied.
- the cutting insert 20 is fixed by elasticity around the chip seat 13. That is, when the cutting insert 20 is mounted, the shank 22 on the proximal end side of the cutting insert 20 is pushed into the chip seat 13 having an inner surface shape that fits into this, and the periphery of the chip seat 13 is elastically deformed.
- the cutting insert 20 is fixed to the chip seat 13. When the cutting insert 20 is removed, the periphery of the tip seat 13 is released from elastic deformation.
- a dedicated tool for attaching or removing the cutting insert 20 is called a wrench, a driver, or the like.
- the fixing method for mounting the cutting insert 20 to the plate-like member 2 is not limited to this embodiment.
- Various known cutting insert fixing methods are applicable.
- the cutting insert can be fixed by a clamp member such as a presser piece or by screwing.
- a clamp member such as a presser piece or by screwing.
- a chip having a cutting edge may be brazed to the plate-like member 2.
- the plate-like member itself may be made of a hard material such as cemented carbide or ceramic, and may have a cutting edge integrally (not shown).
- the width (the length between the side surfaces 20L and 20R) of the portion of the cutting edge 20E formed at the intersecting ridge line portion between the front surface 20F and the upper surface 20T is the width of the cutting blade.
- the width of the cutting edge is about 4 mm. That is, the cutting tool 1 provided with the cutting insert 20 is a cutting tool for end face grooving suitable for processing a groove 61 having a groove width of about 4 mm on the workpiece 60.
- the width of the cutting edge is not limited to this embodiment. The width of the cutting edge may be appropriately selected according to the width of the groove of the workpiece to be processed.
- the plate member 2 is fixed to the tool block 30 by the clamp member 40 and the fixing member 50.
- the tool block 30 has an attachment reference surface 31.
- the tool block 30 is mounted on the mounting portion while the portion of the mounting reference surface 31 is brought into contact with the mounting portion of a machine tool such as a lathe.
- the lathe mounting part is called a tool post or the like. Details of the configuration of the tool block 30 will be described later. First, the plate-like member 2 will be described in detail.
- the plate-like member 2 has one blade part 2A and one holding part 2B.
- the blade part 2A and the holding part 2B are positioned side by side along the longitudinal direction LA.
- the blade portion 2 ⁇ / b> A includes the tip seat 13.
- the holding portion 2B extends in the longitudinal direction LA, and the cross-sectional shape perpendicular to the longitudinal direction is constant as will be apparent from the following description.
- the plate-like member 2 has an upper surface 3, a lower surface 4, two end surfaces 5 and 6, a first side surface 7, and a second side surface 8.
- the two end surfaces 5 and 6 are referred to as a front end surface 5 and a rear end surface 6 for convenience.
- the blade portion 2A including the tip seat 13 is positioned on the front end face 5 side.
- the tip seat 13 is formed in an intersecting region between the front end surface 5 and the upper surface 3.
- terms such as the upper surface 3 and the front end surface 5 are used to indicate the orientation in the space. However, this is for convenience, and the absolute orientation and positional relationship in the space are determined. It is not intended to be specified. Unless otherwise noted, the same applies to terms representing orientations and positional relationships in other spaces.
- the first and second side surfaces 7, 8 are each elongated and extend in the longitudinal direction LA. 3 and 5 and the like
- the first side surface 7 of the plate-like member 2 is a curved surface that curves so as to protrude outward. That is, the first side surface 7 is a curved surface that swells outward.
- the second side surface 8 opposite to the first side surface 7 (that is, facing the first side surface 7) is a curved surface that curves so as to be recessed inward.
- the shapes of the first and second side surfaces 7 and 8 are restricted so as not to interfere with the processed shape of the workpiece. That is, as shown in the conceptual diagram of FIG.
- a part of the plate-like member 2 (part on the front end side or the front end face 5 side) is inside the groove 61 processed into an annular shape.
- the cutting insert 20 and thus the cutting edge 20E can be stably held.
- the plate-like member 2 is curved so as to be able to enter the groove 61 processed into an annular shape of the workpiece without interference.
- the radius of curvature of the second side surface 8 is set to be equal to or greater than half the machining diameter (diameter) of the wall surface on the center O side of the annular groove 61 in which the workpiece is processed (that is, the curvature radius r1).
- the plate-like member 2 has a positive clearance angle on both side surfaces 7 and 8 thereof at the fixed portion of the cutting insert 20, that is, the blade portion 2A, at the time of cutting.
- both side surfaces 7 and 8 have substantially the same curved shape from the blade portion 2A to the holding portion 2B, even cutting processing in which up to a part of the holding portion 2B is inserted into the groove, Sufficient escape can be secured.
- the outer shape of the plate-like member 2 has two long sides 9 and 10 and two short sides 11 and 12, respectively. It has a substantially quadrilateral shape, and in this case, a substantially rectangular shape.
- the two long sides 9 and 10 are substantially parallel to each other and extend in the longitudinal direction.
- the boundary between the first side surface 7 and the lower surface 4 is defined as the first long side 9.
- the intersecting ridge line between the first side surface 7 and the front end surface 5 is defined as a first short side 11.
- a clear intersection ridge line is not formed at the boundary between the first side surface 7 and the lower surface 4 and they are smoothly connected. Therefore, the first long side 9 is not clear but is configured to be clear. May be.
- the cross-sectional shape of the holding portion 2B in the longitudinal direction can be made constant, and the plate-like member 2 protrudes from the tool block 30 in the longitudinal direction LA.
- the length can be adjusted easily and more reliably.
- the plate-like member 2 protrudes from the tool block 30 in a direction (longitudinal direction LA) parallel to the first long side 9 of the boundary (crossing ridge line) between the lower surface 4 and the first side surface 7.
- the shape of the cross section perpendicular to the first long side 9 is constant within a predetermined range so that the length can be adjusted.
- the cross-sectional shape of the plate-like member 2 is constant within a predetermined range and this portion becomes the holding portion 2B, the plate-like member 2 is clamped at an arbitrary position in a direction parallel to the first long side 9. It is possible.
- the contact position of the plate-like member 2 with the tool block 30 and the clamp member 40 can be shifted within a predetermined range necessary for adjusting the protruding length of the plate-like member 2.
- the predetermined range is determined such that the first long side 9, that is, the cross-sectional shape orthogonal to the longitudinal direction LA is within a certain range.
- This constant cross-sectional shape is shown in FIG.
- FIG. 17 shows a cross section of the plate-like member 2 taken along the line XVII-XVII in FIG.
- the cross section taken along the line XVII-XVII is a cross section taken along a plane perpendicular to the longitudinal direction LA.
- FIG. 4 a cross-sectional view in a plane orthogonal to the longitudinal direction LA at an arbitrary position within a predetermined range PR between the line L1 and the line L2 in FIG. 4 is as shown in FIG.
- the line L1 is a line along the end of the inclined surface 3a on the rear end surface 6 side
- the line L2 is a line along the rear end surface 6.
- the front end surface 5 and the rear end surface 6 extend so as to be orthogonal to the longitudinal direction LA.
- the front end face 5 and the rear end face 6 may extend in various directions that intersect the longitudinal direction.
- An inclined surface 3 a that is a part of the upper surface 3 is formed around the chip seat 13 of the plate-like member 2.
- the inclined surface 3a is a surface that is used as a chip pocket for discharging chips, and is included in the blade portion 2A.
- the inclined surface 3a is not curved concavely, but is flat. Therefore, the inclined surface 3a may be referred to as a chip guide surface instead of a chip pocket.
- the chip guiding surface is a surface that guides the chip to be discharged from the processed groove of the workpiece.
- the predetermined range in which the cross-sectional shape is constant is the range PR described above, which is the entire region of the chip guiding surface, that is, the portion on the rear end surface side of the inclined surface 3a. That is, the cross-sectional shape of the rear end portion of the plate-like member 2 from the rear end face 6 to the area where the chip guiding surface starts is constant. If the cross-sectional shape is formed in such a shape, it is easy to manufacture the plate-like member 2 with high accuracy by grinding or the like. That is, the clamp rigidity can be increased. However, it is not limited to this.
- the range in which the cross-sectional shape is constant may be ensured according to the adjustment amount of the protruding length of the front end side portion (the front end surface 5 side portion) of the plate-like member 2.
- the portion that does not affect the adjustment of the protruding length may have any shape.
- the upper surface 3 and the lower surface 4 extending in the longitudinal direction of the plate member 2 are respectively curved surfaces that bulge outward.
- Both the upper surface 3 and the lower surface 4 are surfaces that are used as contact surfaces when the plate-like member 2 is fixed to the tool block 30.
- the lower surface 4 comes into contact with the tool block 30.
- the upper surface 3 comes into contact with the clamp member 40. If the upper surface 3 is not a curved surface but a flat surface, the contact state between the plate-like member 2 and the clamp member 40 tends to become unstable.
- the inclination angle of the upper surface 3 with respect to the lower surface 2 changes. Resulting in. Then, the contact between the upper surface 3 and the clamp member 40 changes from surface contact to line contact or point contact. In either case of line contact or point contact, the contact location is located on the edge line of the corner portion of the upper surface 3, and the corner portion is crushed and plastic deformation is likely to occur. Therefore, problems such as a decrease in clamp rigidity may occur during the cutting process.
- the upper surface 3 By making the upper surface 3 a curved surface, even if the plate-like member 2 is elastically deformed, the upper surface 3 can continue to be in firm contact with the clamp member 40 within the surface. For the same reason as that for the upper surface 3, the lower surface 4 is also a curved surface.
- the upper surface 3 and the lower surface 4 of the plate-like member 2 are respectively cylindrical surfaces.
- the upper surface 3 has a curved shape along a part of the first virtual cylinder C1 extending in the longitudinal direction
- the lower surface 4 is along a part of the second virtual cylinder C2 extending in the longitudinal direction. It means having a curved shape.
- the radius Cr1 centered on the central axis Ca1 extending in the longitudinal direction of the first virtual cylinder C1 on the upper surface 3 is different from the radius Cr2 centered on the central axis Ca2 extending in the longitudinal direction of the second virtual cylinder C2 on the lower surface 4.
- the first and second side surfaces 7, 8 are shaped to avoid interference with the groove 61, so that the radius Cr1 for the upper surface 3 is designed to be larger than the radius Cr2 for the lower surface 4.
- the plate-like member 2 is so designed.
- the upper surface 3 is formed so that the cross section in the direction orthogonal to the longitudinal direction of the upper surface 3 does not change depending on the location, and this also applies to the lower surface 4.
- the upper surface 3 and the lower surface 4 can contact the tool block 30 and the clamp member 40, respectively, at approximately the center of the surface (that is, at approximately the same distance from the first side surface 7 and the second side surface 8). it can. Therefore, the fixed state of the plate-like member 2 to the tool block 30 is stabilized every time.
- the curved shape of the upper surface 3 and the lower surface 4 may be any shape as long as it can contact the tool block 30 and the clamp member 40.
- the contact position of the lower surface 4 with the tool block 30 may be biased toward the second side surface 8 or the like.
- the upper surface 3 and the lower surface 4 may be curved surfaces that are concave inward.
- the contact surface on the tool block 30 side is a flat surface as will be described later, it is preferable that the upper surface 3 and the lower surface 4 of the plate-like member 2 are outwardly convex curved surfaces. If the contact surface on the tool block 30 side is a flat surface, it is easy to manufacture, and the cutting tool 1 with high clamping rigidity can be obtained at a low cost.
- the plate-like member 2 is firmly fixed to the tool block 30 by using at least three surfaces of the upper surface 3, the lower surface 4 and the first side surface 7 as contact surfaces. As a result, the clamp rigidity is increased and the occurrence of chatter vibration can be suppressed. Therefore, the quality of the finished surface can be improved by fixing by this three-surface contact.
- the upper surface 3 and the lower surface 4 are curved surfaces
- at least one of the upper surface 3 and the lower surface 4 may be approximated by a polyhedron in which a large number of elongated planes are arranged in the longitudinal direction.
- the curved surface may be approximated by a polyhedron and a large number of corners may be formed.
- a curved surface chamfering so-called R chamfering, or the like is preferable.
- the entire upper surface 3 or the lower surface 4 is a curved surface, not a curved surface only by a curved chamfer.
- the tool block 30 of the cutting tool 1 of this embodiment has an attachment reference surface 31.
- a longitudinal direction is defined on the attachment reference surface 31.
- the longitudinal direction of the tool block 30 is defined such that the longitudinal direction LA of the plate-like member 2 coincides when the plate-like member 2 is attached to the tool block 30. Therefore, the longitudinal direction of the tool block 30 is regarded as the same as the longitudinal direction LA of the plate-like member 2, and the following description is continued.
- the tool block 30 is formed so that the cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction as a whole.
- One end surface of the tool block 30 viewed from the longitudinal direction LA is defined as a front surface 30F.
- the periphery of the attachment reference plane 31 can also be called a shank portion.
- the mounting reference surface 31 is pressed against a tool post of a machine tool such as a lathe, and the tool block 30 is mounted on the machine tool. That is, the tool block 30 is a member for holding the plate-like member 2 and mounting it on the machine tool.
- the tool block 30 of this embodiment has a wall surface 31a perpendicular to the mounting reference surface 31 formed on the lower surface side.
- This right-angle wall surface 31a can also be used as a reference surface in the width direction when the tool block 30 is mounted on a machine tool.
- the reference mounting surface 31 and the reference surface 31a in the width direction of the tool block 30 have shapes corresponding to a tool rest, a holder, an adapter, and the like of the machine tool, and the shapes can be arbitrarily selected or set.
- the tool block 30 has a lower surface restraining surface 32 that contacts the lower surface 4 of the plate-like member 2.
- the lower surface restraining surface 32 extends in the longitudinal direction, and is formed so that a cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction.
- the lower surface restraining surface 32 is positioned so that the lower surface 4 of the plate-like member 2 can come into contact therewith.
- the upper surface 3 and the lower surface 4 have a positional relationship between both ends of a predetermined arc CA (FIG. 17).
- the cutting edge 20 ⁇ / b> E positioned on the upper surface 3 side in FIG. 2 is arranged substantially parallel to the attachment reference surface 31.
- the lower surface restraining surface 32 with which the lower surface 4 comes into contact is inclined with respect to the attachment reference surface 31. That is, when the plate-like member 2 is placed on the tool block 30, the lower surface restraining surface 32 is oriented in a direction intersecting the arc CA in FIG. . In particular, the lower surface restraining surface 32 is inclined so as to apply a force from the second side surface 8 side to the first side surface 7 side to the plate member 2 via the lower surface 3 of the plate member 2. Yes.
- the lower surface restraining surface 32 of the tool block 30 is a flat surface so that the contact state with the curved lower surface 4 is uniform.
- the shape of the lower surface restraint surface 32 is not limited to this.
- the lower surface restraining surface 32 may be a surface having any shape as long as the lower surface restraining surface 32 has a contact area with a certain degree of uniform contact with the lower surface 4.
- the inclination angle A shown in the front view of FIG. 10 with respect to the attachment reference surface 31 of the lower surface restraint surface 32 is preferably in the range of 90 ° or more and 170 ° or less.
- the inclination angle A is more preferably in the range of 100 ° or more and 130 ° or less.
- the tool block 30 further includes a side restraint surface 33 that contacts the first side surface 7 of the plate-like member 2.
- the side restraint surface 33 has a two-stage structure. That is, the side restraint surface 33 has two contact portions, a first contact portion 34 and a second contact portion 35. The first contact portion 34 and the second contact portion 35 are arranged side by side in order from the lower surface restraint surface 32 side.
- the side restraint surface 33, the first contact portion 34, and the second contact portion 35 each extend in the longitudinal direction, and the cross-sectional shape orthogonal to the longitudinal direction is constant at any location in the longitudinal direction. It is formed as follows.
- the first side surface 7 of the plate-like member 2 is a curved surface
- the shape of the side restraint surface 33 is completely matched with the curved shape of the first side surface 7 of the plate-like member 2, various shapes are obtained.
- the tool block 30 cannot be used for the plate-like member. Further, it may be difficult in manufacturing to make the shape of the side restraint surface 33 of the tool block 30 completely coincide with the curved shape of the first side surface 7. Therefore, in this embodiment, the side restraint surface 33 has a two-stage structure, so that the first side surface 7 of the plate-like member 2 (in FIG. 2) and the side restraint surface 33 of the tool block 30 when viewed from the front.
- the same tool block 30 can be applied to the plate-like member having the first side face 7 having various radii of curvature.
- the plate-like member 2 can be stably fixed to the tool block 30 by making the side restraint surface 33 into a two-stage structure. That is, since the side restraint surface 33 has the first contact portion 34 and the second contact portion 35, at least two places in the direction intersecting the first side surface 7 of the plate-like member 2 and the longitudinal direction. Contact.
- the lower surface 4 and the lower surface restraining surface 32 are in contact with each other, the posture of the plate-like member 2 is stably determined by contact at three locations.
- the first contact portion 34 extends at an acute angle with respect to the lower surface restraint surface 32.
- the inclination angle of the first contact portion 34 with respect to the attachment reference surface 31 is smaller than the inclination angle A of the lower surface restraining surface 32 with respect to the attachment reference surface 31.
- the inclination angle of the second contact portion 35 with respect to the attachment reference plane 31 is about 90 °, which is larger than the inclination angle of the first contact portion 34 with respect to the attachment reference plane 31.
- the tool block 30 has a guide surface 36 that comes into contact with the clamp member 40 on an upper surface 30T at a position facing the attachment reference surface 31.
- the guide surface 36 of the upper surface 30T is substantially opposite to the lower surface restraint surface 32 with the side surface restraint surface 33 interposed therebetween.
- the clamp member 40 is shown in FIG. 13 and FIG.
- the clamp member 40 is formed so that the cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction as a whole.
- Each of the clamp members 40 has an upper surface 40T and a lower surface 40L extending in the longitudinal direction.
- the lower surface 40 ⁇ / b> L has a surface that contacts each of the plate-like member 2 and the tool block 30.
- the clamp member 40 includes an upper surface restraining surface 41 that contacts the upper surface 3 of the plate-like member 2 and a guided surface 42 that contacts the guide surface 36 of the tool block 30. 40L.
- the upper surface restraint surface 41 and the guided surface 42 are each formed so that the cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction as a whole (excluding the location of the slit 40S). Has been.
- the clamp member 40 is fixed (attached) to the tool block 30 by a fixing member 50 which is a fastening bolt here.
- a fixing member 50 which is a fastening bolt here.
- the clamp member 40 fixes the plate-like member 2 to the tool block 30 so as to fix the plate-like member 2 to the tool block 30.
- the tool block 30 has a fixing means corresponding to the fixing member 50. That is, when the fixing member 50 is a tightening bolt, the tool block 30 has a screw hole 30H of a female screw corresponding to the male screw of the tightening bolt on the upper surface 30T.
- the posture of the plate-like member 2 is stably determined by three-point contact (contact at three locations) with the tool block 30. Therefore, the plate-like member 2 is more firmly fixed to the tool block 30 by pressing the upper surface 3 of the plate-like member 2 with the upper surface restraining surface 41 of the clamp member 40.
- the fixing member 50 is four fastening bolts. However, it is not limited to this.
- the fixing member 50 may be a single fastening bolt, or may be two, three, or five or more fastening bolts. Of course, fastening methods other than bolts may be employed.
- the guide surface 36 of the tool block 30 is inclined with respect to the attachment reference surface 31 in substantially the same direction as the inclination direction of the lower surface restraint surface 32. Furthermore, the upper surface restraining surface 41 that comes into contact with the upper surface 3 of the plate-like member 2 is formed so as to be inclined in the direction opposite to the guided surface 42 in a plane orthogonal to the longitudinal direction. Therefore, the guide surface 36 is engaged with the guided surface 42 and the clamp member 40 is firmly attached to the tool block 30 by the fixing member 50, so that the guided surface within the plane orthogonal to the longitudinal direction of the clamp member 40 is obtained.
- the upper surface restraining surface 41 (inclined in the direction opposite to 42) can give the plate-like member 2 a force to be drawn toward the first side surface 7 of the plate-like member 2 through the upper surface 3. That is, the upper surface restraint surface 41 of the clamp member 40 can generate a force that presses the plate member 2 toward the side restraint surface 33 when contacting the upper surface 3 of the plate member 2. Due to the synergistic effect of these structures, the plate-like member 2 is fixed (held) to the tool block 30 very firmly. As a result, the clamp rigidity of the plate-like member 2 is increased, and the occurrence of chatter vibration is greatly suppressed. Therefore, the quality of the finished surface is greatly improved.
- the clamp member 40 of this embodiment further has two slits 40S.
- Each slit 40S is formed in a direction orthogonal to the longitudinal direction. This slit is provided to promote elastic deformation of the clamp member 40.
- the clamp member 40 is easily elastically deformed, and can come into close contact with the plate-like member 2 and the tool block 30 in a wider range. Therefore, the clamp of the plate-like member 2 is further stabilized.
- One slit or three or more slits may be provided. The slit may not be provided.
- the plate-like member 2 has an elongated shape in the longitudinal direction, and is formed so that a cross-sectional shape in a direction orthogonal to the longitudinal direction is constant by a holding portion 2B extending in a predetermined range in the longitudinal direction. .
- the surfaces for holding the plate-like member 2 (that is, the lower surface restraint surface 32 and the side surface restraint surface 33 of the tool block 3 and the upper surface restraint surface 41 of the clamp member 40) also extend in the longitudinal direction. It is formed so that the cross-sectional shape in the direction orthogonal to the is constant.
- the plate-like member 2 can be firmly attached to the tool block 30 using the clamp member 40 and the fixing member 50, even if the protrusion amount is relatively long, the plate It is possible to reduce the possibility of chatter vibration and the like occurring in the shaped member 2.
- the plate member 2 and the tool block 30 may each include an engaging portion that engages with each other at a predetermined interval.
- the protruding length of the plate-like member 2 may be adjusted stepwise by a method in which a convex portion is provided on one of the plate-like member 2 and the tool block 30 and a concave portion is provided on the other. Further, by providing marks such as scales on the plate-like member 2 and the tool block 30, it is possible to visually confirm the protruding length of the plate-like member 2 from the front surface 30F of the tool block 30 in the longitudinal direction. Still good.
- various conventional techniques for adjusting the protruding length of the plate-like member can be applied.
- the cutting material of the cutting insert 20 or the plate-like member 2 and the tool material around the cutting blade are hard materials such as cemented carbide, cermet, ceramic, cubic boron nitride, or PVD or CVD coating film on the surface of these hard materials. It is preferable to select from those coated with diamond or diamond.
- the plate-like member of this cutting tool can be used for cutting steel materials by being applied to various cutting tools and mounting the cutting tool on a machine tool.
- the plate-like member is applied to a lathe tool, a rotary cutting tool, and the like, and is effective when grooving an end surface of a workpiece.
- a trepanning tool is a rotary cutting tool for grooving or drilling.
- the plate-like member, tool block, cutting tool, and the like of the cutting tool of the present invention are not limited to the above-described embodiment.
- the plate-like member 2 may be provided with a blade portion including a chip seat on the rear end surface side of the plate-like member.
- the cutting edge on the rear end face side may be a cutting edge that is different from the cutting edge on the front end face side.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
The purpose of the present invention is to provide a plate-like member (2) wherein at least one cutting edge section (2A) and a holding section (2B) are positioned side by side along the longitudinal direction. The plate-like member has two facing side surfaces (7, 8), a top surface (3), a bottom surface (4), and two end faces (5, 6). The two side surfaces extend in the longitudinal direction, and the first side surface (7) is a curved surface expanding outward. The top and bottom surfaces extend between the two side surfaces. The two end faces extend in a direction intersecting the longitudinal direction, and the cutting edge section is positioned at least on one of the end faces (5). The top surface and/or bottom surface is a curved surface. The holding section has a constant profile across the longitudinal direction in a cross section taken perpendicular to the longitudinal direction.
Description
本発明は、切削工具の板状部材に関する。また、本発明はその板状部材を固定するためのツールブロックおよびクランプ部材、その板状部材を備える切削工具に関する。
The present invention relates to a plate-like member of a cutting tool. The present invention also relates to a tool block and a clamp member for fixing the plate member, and a cutting tool including the plate member.
従来の切削工具には、特許文献1に示すようなものがある。すなわち、特許文献1は、被加工物の端面に溝加工をするための端面溝入れ用切削工具を開示する。この切削工具は、加工する溝の加工径の変化に対応したり、加工する溝幅の変化に対応したりするために、交換可能な調整ブレードと呼ばれる部材を用いる。調整ブレードの一部分は、湾曲した板形状とされる。その湾曲した板形状の部分に、溝入れインサートの形態の切削インサートが着脱自在に装着される。調整ブレードは、2本のボルトでホルダに固定される。
Conventional cutting tools include those shown in Patent Document 1. That is, Patent Document 1 discloses an end surface grooving cutting tool for grooving an end surface of a workpiece. This cutting tool uses a member called an adjustment blade that can be exchanged in order to cope with a change in the machining diameter of a groove to be machined or a change in the width of a groove to be machined. A part of the adjustment blade has a curved plate shape. A cutting insert in the form of a grooving insert is detachably attached to the curved plate-shaped portion. The adjusting blade is fixed to the holder with two bolts.
しかし、特許文献1の切削工具は、湾曲した板形状部分の突出し長さの調整機構を持たない。すなわち、湾曲した板形状部分の突出し長さは、固定されている。
However, the cutting tool of Patent Document 1 does not have a mechanism for adjusting the protruding length of the curved plate-shaped portion. That is, the protruding length of the curved plate-shaped part is fixed.
一般に、湾曲した板形状の部分のホルダからの突出し長さの長い切削工具は、被加工物との干渉が少なく、深い溝を加工でき、扱い易いという利点がある。反面、湾曲した板形状の部分の突出し長さの長い切削工具は、加工条件によってびびり振動が発生しやすく、仕上げ面の品位が低下してしまう場合がある。したがって、深い溝を加工できるようにしたい、または仕上げ面の品位を向上させたいという、トレードオフの関係にある要望に応えるために、そのような突出し長さを、被加工物の形状や切削条件などに応じて、適正に調整でき、かつそのように突き出す部材を安定して保持することに対する必要性がある。
Generally, a cutting tool having a long projecting length from a holder having a curved plate-shaped portion has an advantage that it can process a deep groove with little interference with a workpiece and is easy to handle. On the other hand, a cutting tool with a long protruding plate-shaped portion tends to generate chatter vibration depending on the processing conditions, and the quality of the finished surface may deteriorate. Therefore, in order to meet the trade-off demands of enabling deep grooves to be machined or improving the quality of the finished surface, such overhang lengths are set to the shape of the workpiece and cutting conditions. Therefore, there is a need to stably hold a member that can be adjusted appropriately and protrudes as such.
本発明は、上記事情に鑑みて創案されたものであり、その目的は、刃部付きの部材をよりしっかりと保持することを可能にすると共に、刃部の突出し長さの調整を可能にすることにある。
The present invention has been made in view of the above circumstances, and the object thereof is to make it possible to hold the member with the blade portion more firmly and to adjust the protruding length of the blade portion. There is.
本発明の一態様によれば、
長手方向に沿って少なくとも1つの刃部と保持部とが並んで位置付けられている板状部材であって、
2つの対向する側面であって、該2つの側面はそれぞれ長手方向に延在し、該2つの側面のうちの第1の側面は外方に膨らむ湾曲面である、側面と、
上面および下面であって、該上面および該下面はそれぞれ前記2つの側面の間において前記長手方向に延在し、該上面および該下面は前記第1の側面の異なる側に位置付けられている、上面および下面と、
2つの端面であって、該2つの端面はそれぞれ前記2つの側面の間かつ前記上面および前記下面の間に延在し、かつ前記長手方向に交差する方向に延在し、該2つの端面は前記第1の側面の異なる側に位置付けられていて、該2つの端面のうちの少なくとも一方の端面側に前記刃部が位置付けられている、端面と
を備え、
前記上面および前記下面の少なくとも一方は湾曲面である、
板状部材
が提供される。 According to one aspect of the invention,
A plate-like member in which at least one blade part and a holding part are positioned along the longitudinal direction,
Two opposing side surfaces, each of the two side surfaces extending longitudinally, and a first side of the two side surfaces is a curved surface that bulges outward;
An upper surface and a lower surface, each of the upper surface and the lower surface extending in the longitudinal direction between the two side surfaces, the upper surface and the lower surface being positioned on different sides of the first side surface And the bottom surface,
Two end surfaces, each extending between the two side surfaces and between the upper surface and the lower surface, and extending in a direction crossing the longitudinal direction, the two end surfaces being An end face that is positioned on a different side of the first side face, and the blade portion is positioned on at least one of the two end faces.
At least one of the upper surface and the lower surface is a curved surface,
A plate member is provided.
長手方向に沿って少なくとも1つの刃部と保持部とが並んで位置付けられている板状部材であって、
2つの対向する側面であって、該2つの側面はそれぞれ長手方向に延在し、該2つの側面のうちの第1の側面は外方に膨らむ湾曲面である、側面と、
上面および下面であって、該上面および該下面はそれぞれ前記2つの側面の間において前記長手方向に延在し、該上面および該下面は前記第1の側面の異なる側に位置付けられている、上面および下面と、
2つの端面であって、該2つの端面はそれぞれ前記2つの側面の間かつ前記上面および前記下面の間に延在し、かつ前記長手方向に交差する方向に延在し、該2つの端面は前記第1の側面の異なる側に位置付けられていて、該2つの端面のうちの少なくとも一方の端面側に前記刃部が位置付けられている、端面と
を備え、
前記上面および前記下面の少なくとも一方は湾曲面である、
板状部材
が提供される。 According to one aspect of the invention,
A plate-like member in which at least one blade part and a holding part are positioned along the longitudinal direction,
Two opposing side surfaces, each of the two side surfaces extending longitudinally, and a first side of the two side surfaces is a curved surface that bulges outward;
An upper surface and a lower surface, each of the upper surface and the lower surface extending in the longitudinal direction between the two side surfaces, the upper surface and the lower surface being positioned on different sides of the first side surface And the bottom surface,
Two end surfaces, each extending between the two side surfaces and between the upper surface and the lower surface, and extending in a direction crossing the longitudinal direction, the two end surfaces being An end face that is positioned on a different side of the first side face, and the blade portion is positioned on at least one of the two end faces.
At least one of the upper surface and the lower surface is a curved surface,
A plate member is provided.
好ましくは、前記保持部は、前記長手方向において、該長手方向に直交する断面形状が一定である。
Preferably, the holding portion has a constant cross-sectional shape perpendicular to the longitudinal direction in the longitudinal direction.
好ましくは、前記刃部にチップ座を有し、該チップ座に、切れ刃を備える切削インサートが着脱自在に装着される。この場合、前記切削インサートは、前記チップ座周辺の弾性により固定されるとよい。あるいは、前記刃部は、切れ刃を一体的に備えてもよい。
Preferably, the blade portion has a tip seat, and a cutting insert having a cutting edge is detachably attached to the tip seat. In this case, the cutting insert may be fixed by elasticity around the tip seat. Or the said blade part may be provided with the cutting blade integrally.
好ましくは、2つの側面のうちの第2の側面は、内方に凹む湾曲面である。好ましくは、前記上面は外方に膨らむ湾曲面である。好ましくは、前記下面は外方に膨らむ湾曲面である。
Preferably, the second side surface of the two side surfaces is a curved surface recessed inward. Preferably, the upper surface is a curved surface that bulges outward. Preferably, the lower surface is a curved surface that bulges outward.
前記上面および前記下面の少なくとも一方は、中心軸線が前記長手方向に延びる仮想円筒の一部に沿った湾曲形状を有するとよい。上面は中心軸線が前記長手方向に延びる第1仮想円筒の一部に沿った湾曲形状を有するとよく、下面は中心軸線が前記長手方向に延びる第2仮想円筒の一部に沿った湾曲形状を有するとよい。前記第1仮想円筒の前記中心軸線を中心とした半径は、前記第2仮想円筒形状の前記中心軸線を中心とした半径と同じであってもよいが、好ましくは異なる。
At least one of the upper surface and the lower surface may have a curved shape along a part of a virtual cylinder having a central axis extending in the longitudinal direction. The upper surface may have a curved shape along a part of the first virtual cylinder whose central axis extends in the longitudinal direction, and the lower surface has a curved shape along a part of the second virtual cylinder whose central axis extends in the longitudinal direction. It is good to have. The radius around the central axis of the first virtual cylinder may be the same as the radius around the central axis of the second virtual cylinder, but is preferably different.
好ましくは、前記板状部材は、溝加工用の切削部材である。
Preferably, the plate-shaped member is a cutting member for groove processing.
本発明の別の態様は、上記板状部材を保持するためのツールブロックを提供する。このツールブロックは、好ましくは、該板状部材の前記下面と接触する下面拘束面を有する。さらに、ツールブロックは、前記板状部材の前記第1の側面と接触する側面拘束面をさらに有する。該側面拘束面は、前記第1の側面と接触する少なくとも2つの接触部分を有し、該少なくとも2つの接触部分は、前記長手方向に対して交差する方向において前記第1の側面の少なくとも2つの箇所と接触するように構成されているとよい。
Another aspect of the present invention provides a tool block for holding the plate-like member. This tool block preferably has a lower surface constraining surface that contacts the lower surface of the plate-like member. Furthermore, the tool block further has a side restraint surface that contacts the first side surface of the plate-like member. The side constraining surface has at least two contact portions that contact the first side surface, and the at least two contact portions are at least two of the first side surface in a direction intersecting the longitudinal direction. It is good to be comprised so that a location may be contacted.
本発明のさらなる別の態様は、上記板状部材を保持するための保持装置を提供する。保持装置は、好ましくは、該板状部材の前記下面と接触する下面拘束面を少なくとも有するツールブロックと、該ツールブロックとの間で固定部材の作用により前記板状部材を挟持するように構成されたクランプ部材であって、該クランプ部材は該板状部材の前記上面と接触する上面拘束面を有する、クランプ部材とを備える。
Still another aspect of the present invention provides a holding device for holding the plate-like member. The holding device is preferably configured to sandwich the plate member by the action of a fixing member between the tool block having at least a lower surface constraining surface that contacts the lower surface of the plate member. A clamping member having a top restraint surface in contact with the top surface of the plate-like member.
本発明の、さらに異なる態様は、上記板状部材を備える切削工具を提供する。
A further different aspect of the present invention provides a cutting tool including the plate-like member.
本発明に係る一実施形態について、図面を参照しながら説明する。
An embodiment according to the present invention will be described with reference to the drawings.
図1および図2に示す、本発明の実施形態における切削工具1は、被加工物の端面に溝加工を行うための端面溝入れ用切削工具である。端面溝入れとは、図15および図16に概念図を示したような溝入れ加工である。工作機械(例えば旋盤)に取り付けた本実施形態の切削工具1を、回転方向Rに回転する被加工物60の端面60Eに対して被加工物60の回転軸線O方向に送ると、円環状の溝61が加工される。なお説明をわかりやすくするため、図15および図16には、切削工具1として、切削工具1のうちの板状部材2のみを示した。実際には、板状部材2はツールブロック30へクランプ部材40と固定部材50とによって固定されることで、切削工具1となる。板状部材2を保持する保持装置は、ツールブロック30、クランプ部材40、および固定部材50を含む。
A cutting tool 1 according to an embodiment of the present invention shown in FIGS. 1 and 2 is an end face grooving cutting tool for grooving an end face of a workpiece. End face grooving is grooving as shown in the conceptual diagrams of FIGS. 15 and 16. When the cutting tool 1 of this embodiment attached to a machine tool (for example, a lathe) is sent in the direction of the rotation axis O of the workpiece 60 with respect to the end surface 60E of the workpiece 60 rotating in the rotation direction R, an annular shape The groove 61 is processed. For easy understanding, FIGS. 15 and 16 show only the plate member 2 of the cutting tool 1 as the cutting tool 1. Actually, the plate-like member 2 becomes the cutting tool 1 by being fixed to the tool block 30 by the clamp member 40 and the fixing member 50. The holding device that holds the plate-like member 2 includes a tool block 30, a clamp member 40, and a fixing member 50.
この切削工具1は、図8に示す切削インサート20を用いる。切削インサート20は、正面20Fおよび左右の側面20L、20Rと、上面(すくい面)20Tとの交差稜線部に切れ刃20Eを有する。しかし切れ刃の形状や、切削インサート20の形状は、この実施形態に限定されない。既知の様々な形状の切削インサート20を適用できる。
This cutting tool 1 uses a cutting insert 20 shown in FIG. The cutting insert 20 has a cutting edge 20E at the intersecting ridge line portion of the front surface 20F, the left and right side surfaces 20L, 20R, and the upper surface (rake surface) 20T. However, the shape of the cutting edge and the shape of the cutting insert 20 are not limited to this embodiment. Various known shapes of the cutting insert 20 can be applied.
この実施形態の切削工具1は、端面溝入れ加工に特に適する切削工具1である。前述のとおり、端面溝入れ加工では、加工される溝61の形状が円環状であるため、適用される切削工具1の切れ刃20Eの周辺の部分は、湾曲した板状とされることが好ましい。切削工具1の切れ刃の周辺の部分が湾曲した板状とされることで、図16の概念図に示すように、円環状の溝61の中に板状の部分を収めることができ、切れ刃を支える剛性が維持される。本実施形態では、切れ刃周囲の湾曲した板状の部分を構成する部材として、板状部材2を用いる。
The cutting tool 1 of this embodiment is a cutting tool 1 that is particularly suitable for end face grooving. As described above, in the end face grooving process, since the shape of the groove 61 to be processed is an annular shape, a portion around the cutting edge 20E of the cutting tool 1 to be applied is preferably a curved plate. . Since the peripheral portion of the cutting edge of the cutting tool 1 has a curved plate shape, the plate-like portion can be stored in the annular groove 61 as shown in the conceptual diagram of FIG. The rigidity that supports the blade is maintained. In the present embodiment, the plate-like member 2 is used as a member constituting a curved plate-like portion around the cutting edge.
切削インサート20は、板状部材2のチップ座13へ、着脱自在に装着される。端面溝入れ用切削工具1において、既知の様々な形状の溝入れ用切削インサート20が適用できる。この実施形態で、切削インサート20は、チップ座13周辺の弾性によって固定される。すなわち、切削インサート20を装着するときは、切削インサート20の基端側のシャンク22が、これに嵌まり合う内面形状を有するチップ座13に押し込まれ、チップ座13の周辺を弾性変形させることで切削インサート20はチップ座13に固定される。切削インサート20を取り外すと、チップ座13の周辺は、弾性変形から解放される。図4などに示した、板状部材2に設けられた穴2Hは、切削インサート20を取り外すための専用工具用の穴である。切削インサート20の取りつけや取り外しのための専用工具は、レンチ、ドライバなどと呼ばれる。切削工具1を切削加工に使用することにより、切削インサート20が摩耗などの損傷をしたときは、別の切削インサート20へ交換することができる。したがって、この切削工具1は繰り返し使用することができて、経済的である。このように切削インサート20が、チップ座13周辺の弾性によって固定されるようにすると、チップ座13の周辺の構造が簡素なため、被加工物60と干渉する部品がない。このため特に端面溝入れ加工において、切りくずの排出性が高く、精度の高い加工を行う上で有利である。
The cutting insert 20 is detachably attached to the chip seat 13 of the plate-like member 2. In the end face grooving cutting tool 1, various known grooving cutting inserts 20 can be applied. In this embodiment, the cutting insert 20 is fixed by elasticity around the chip seat 13. That is, when the cutting insert 20 is mounted, the shank 22 on the proximal end side of the cutting insert 20 is pushed into the chip seat 13 having an inner surface shape that fits into this, and the periphery of the chip seat 13 is elastically deformed. The cutting insert 20 is fixed to the chip seat 13. When the cutting insert 20 is removed, the periphery of the tip seat 13 is released from elastic deformation. The holes 2H provided in the plate-like member 2 shown in FIG. 4 and the like are dedicated tool holes for removing the cutting insert 20. A dedicated tool for attaching or removing the cutting insert 20 is called a wrench, a driver, or the like. By using the cutting tool 1 for cutting, when the cutting insert 20 is damaged such as wear, it can be replaced with another cutting insert 20. Therefore, this cutting tool 1 can be used repeatedly and is economical. When the cutting insert 20 is fixed by the elasticity around the tip seat 13 in this way, the structure around the tip seat 13 is simple, and there are no parts that interfere with the workpiece 60. For this reason, particularly in the end face grooving process, chip discharge is high, which is advantageous in performing highly accurate processing.
しかし、切削インサート20を板状部材2へ装着する固定方法は、この実施形態に限定されない。既知の様々な切削インサートの固定方法が適用可能である。例えば、押え駒などのクランプ部材や、ねじ止めによって切削インサートを固定することも可能である。しかし深い溝の加工および切りくずの排出性を考慮すれば、クランプ部材やねじ頭部が板状部材2から突出しない構造とすることが強く望ましい。
However, the fixing method for mounting the cutting insert 20 to the plate-like member 2 is not limited to this embodiment. Various known cutting insert fixing methods are applicable. For example, the cutting insert can be fixed by a clamp member such as a presser piece or by screwing. However, in consideration of deep groove processing and chip discharge, it is highly desirable to have a structure in which the clamp member and screw head do not protrude from the plate-like member 2.
また本発明は、着脱自在な切削インサート20を用いることにも限定されない。板状部材2に、切れ刃を有するチップがろう付けされても構わない。また板状部材そのものが超硬合金やセラミックなどの硬質材料で作製され、切れ刃を一体的に備えてもよい(図示しない)。
Further, the present invention is not limited to using the detachable cutting insert 20. A chip having a cutting edge may be brazed to the plate-like member 2. Further, the plate-like member itself may be made of a hard material such as cemented carbide or ceramic, and may have a cutting edge integrally (not shown).
この実施形態の切削工具1では、正面20Fと上面20Tとの交差稜線部に形成される切れ刃20Eの部分の幅(側面20L、20R間の長さ)が切れ刃の幅である。切削インサート20では、切れ刃の幅は約4mmである。すなわち、切削インサート20を備えた切削工具1は、被加工物60に溝幅が約4mmの溝61を加工することに適した端面溝入れ加工用の切削工具である。しかし切れ刃の幅も、この実施形態に限定されない。切れ刃の幅は、加工される被加工物の溝の幅に応じて、適宜選択されるとよい。
In the cutting tool 1 of this embodiment, the width (the length between the side surfaces 20L and 20R) of the portion of the cutting edge 20E formed at the intersecting ridge line portion between the front surface 20F and the upper surface 20T is the width of the cutting blade. In the cutting insert 20, the width of the cutting edge is about 4 mm. That is, the cutting tool 1 provided with the cutting insert 20 is a cutting tool for end face grooving suitable for processing a groove 61 having a groove width of about 4 mm on the workpiece 60. However, the width of the cutting edge is not limited to this embodiment. The width of the cutting edge may be appropriately selected according to the width of the groove of the workpiece to be processed.
前述のとおり、板状部材2は、ツールブロック30へクランプ部材40と固定部材50とによって固定される。ツールブロック30には、取り付け基準面31がある。取り付け基準面31の部分を旋盤などの工作機械の装着部に当接させつつ、ツールブロック30は装着部に装着される。旋盤の装着部は、刃物台などと呼ばれる。ツールブロック30の構成の詳細は後述する。まず、板状部材2について詳述する。
As described above, the plate member 2 is fixed to the tool block 30 by the clamp member 40 and the fixing member 50. The tool block 30 has an attachment reference surface 31. The tool block 30 is mounted on the mounting portion while the portion of the mounting reference surface 31 is brought into contact with the mounting portion of a machine tool such as a lathe. The lathe mounting part is called a tool post or the like. Details of the configuration of the tool block 30 will be described later. First, the plate-like member 2 will be described in detail.
板状部材2は、1つの刃部2Aと、1つの保持部2Bとを有する。これら刃部2Aと保持部2Bとは、長手方向LAに沿って並んで位置付けられている。特に、刃部2Aは、上記チップ座13を含む。保持部2Bは長手方向LAに延在し、以下の説明から明らかになるように長手方向に直交する断面形状が一定である。
The plate-like member 2 has one blade part 2A and one holding part 2B. The blade part 2A and the holding part 2B are positioned side by side along the longitudinal direction LA. In particular, the blade portion 2 </ b> A includes the tip seat 13. The holding portion 2B extends in the longitudinal direction LA, and the cross-sectional shape perpendicular to the longitudinal direction is constant as will be apparent from the following description.
図3から図7に示すように、板状部材2は、上面3と、下面4と、2つの端面5、6と、第1の側面7と、第2の側面8とを有する。2つの端面5、6を、便宜的に前端面5および後端面6と呼ぶ。チップ座13を含む刃部2Aは、前端面5側に位置付けられている。特に、チップ座13は、前端面5と上面3との交差領域に形成されている。なお説明をわかりやすくするために、上面3や前端面5など、空間内の向きを表す用語を用いているが、これは便宜上のものであって、空間内の絶対的な向きや位置関係を規定することを企図したものではない。特にことわりがない限り、その他の空間内の向きや位置関係を表す用語も同様である。
3 to 7, the plate-like member 2 has an upper surface 3, a lower surface 4, two end surfaces 5 and 6, a first side surface 7, and a second side surface 8. The two end surfaces 5 and 6 are referred to as a front end surface 5 and a rear end surface 6 for convenience. The blade portion 2A including the tip seat 13 is positioned on the front end face 5 side. In particular, the tip seat 13 is formed in an intersecting region between the front end surface 5 and the upper surface 3. For ease of explanation, terms such as the upper surface 3 and the front end surface 5 are used to indicate the orientation in the space. However, this is for convenience, and the absolute orientation and positional relationship in the space are determined. It is not intended to be specified. Unless otherwise noted, the same applies to terms representing orientations and positional relationships in other spaces.
図4、図6および図7に示すように、第1および第2の側面7、8は、それぞれ、細長く、長手方向LAに延在する。そして、図3および図5などにみられるように、板状部材2の第1の側面7は、外方に突出するように湾曲する湾曲面である。すなわち第1の側面7は、外方に膨らむ湾曲面である。第1の側面7の反対側の(つまり第1の側面7に対向する)第2の側面8は、内方に凹むように湾曲する湾曲面である。第1および第2の側面7、8の形状は、被加工物の加工形状と干渉しないように、制約を受ける。すなわち図16の概念図で示したように、端面溝入れ加工の場合、円環状に加工された溝61の内部に、板状部材2の一部(先端側または前端面5側の部分)が入り込むことができることで、切れ刃20Eを溝の奥まで送り込んでも、切削インサート20ひいては切れ刃20Eを安定して保持することができる。逆に言えば、板状部材2は、被加工物の円環状に加工された溝61の中に干渉せずに入り込めるように、湾曲させられている。すなわち、第2の側面8の曲率半径は、被加工物の加工される円環状の溝61の中心O側の壁面の加工径(直径)の半分(すなわち曲率半径r1)以上とされる。第1の側面7の曲率半径は、この加工径(直径)の半分r1に切れ刃の幅を足した曲率半径r2(r2=r1+切れ刃の幅)以下とされる。これらのように第1のおよび第2の側面7、8の曲率半径が設定されることで、板状部材2は、加工される溝との間に、その両側で逃げが確保される。すなわち、板状部材2は、切削加工時、切削インサート20の固定部分つまり刃部2Aにおいて、その両側面7、8で正の逃げ角を有する。なお、板状部材2において、両側面7、8は刃部2Aから保持部2Bに亘って、概ね同じ湾曲形状を有するので、保持部2Bの一部までが溝に挿入される切削加工でも、十分な逃げが確保できる。
As shown in FIG. 4, FIG. 6, and FIG. 7, the first and second side surfaces 7, 8 are each elongated and extend in the longitudinal direction LA. 3 and 5 and the like, the first side surface 7 of the plate-like member 2 is a curved surface that curves so as to protrude outward. That is, the first side surface 7 is a curved surface that swells outward. The second side surface 8 opposite to the first side surface 7 (that is, facing the first side surface 7) is a curved surface that curves so as to be recessed inward. The shapes of the first and second side surfaces 7 and 8 are restricted so as not to interfere with the processed shape of the workpiece. That is, as shown in the conceptual diagram of FIG. 16, in the case of end face grooving, a part of the plate-like member 2 (part on the front end side or the front end face 5 side) is inside the groove 61 processed into an annular shape. By being able to enter, even when the cutting edge 20E is fed to the depth of the groove, the cutting insert 20 and thus the cutting edge 20E can be stably held. In other words, the plate-like member 2 is curved so as to be able to enter the groove 61 processed into an annular shape of the workpiece without interference. That is, the radius of curvature of the second side surface 8 is set to be equal to or greater than half the machining diameter (diameter) of the wall surface on the center O side of the annular groove 61 in which the workpiece is processed (that is, the curvature radius r1). The radius of curvature of the first side surface 7 is equal to or less than a radius of curvature r2 (r2 = r1 + width of the cutting edge) obtained by adding the width of the cutting edge to half the machining diameter (diameter) r1. By setting the curvature radii of the first and second side surfaces 7 and 8 as described above, the plate-like member 2 is ensured to escape on both sides between the processed groove and the groove. That is, the plate-like member 2 has a positive clearance angle on both side surfaces 7 and 8 thereof at the fixed portion of the cutting insert 20, that is, the blade portion 2A, at the time of cutting. In addition, in the plate-like member 2, since both side surfaces 7 and 8 have substantially the same curved shape from the blade portion 2A to the holding portion 2B, even cutting processing in which up to a part of the holding portion 2B is inserted into the groove, Sufficient escape can be secured.
図4の右側面図にみられるように、第1の側面7と対向する方向からみて、板状部材2の外郭形状は、それぞれ2つずつの長辺9、10と短辺11、12とを有する略四辺形、特にここでは略長方形である。なおかつ2つの長辺9、10は互いに略平行であり、長手方向に延びる。ここでは、第1の側面7と下面4との境界を第1の長辺9とする。また第1の側面7と前端面5との交差稜線を第1の短辺11とする。第1の側面7と下面4との境界には、明瞭な交差稜線が形成されず、それらはなめらかに接続されているので、第1の長辺9は明瞭でないが、明瞭であるように構成されてもよい。もう1つの長辺(第2の長辺)10も同様である。このように板状部材2が側面視で略四辺形とされることで、長手方向における保持部2Bの断面形状を一定にでき、長手方向LAでの板状部材2のツールブロック30からの突出し長さをよい容易にかつより確実に調整できる。具体的には、板状部材2は、下面4と第1の側面7との境界(交差稜線)の第1の長辺9と平行な方向(長手方向LA)へのツールブロック30からの突出し長さの調整ができるように、その第1の長辺9と直交する断面の形状が所定の範囲で一定とされる。すなわち所定の範囲で板状部材2の断面形状が一定であり、この部分が保持部2Bとなるため、この第1の長辺9に平行な方向の任意の位置で、板状部材2はクランプ可能とされる。
As seen in the right side view of FIG. 4, when viewed from the direction facing the first side surface 7, the outer shape of the plate-like member 2 has two long sides 9 and 10 and two short sides 11 and 12, respectively. It has a substantially quadrilateral shape, and in this case, a substantially rectangular shape. The two long sides 9 and 10 are substantially parallel to each other and extend in the longitudinal direction. Here, the boundary between the first side surface 7 and the lower surface 4 is defined as the first long side 9. The intersecting ridge line between the first side surface 7 and the front end surface 5 is defined as a first short side 11. A clear intersection ridge line is not formed at the boundary between the first side surface 7 and the lower surface 4 and they are smoothly connected. Therefore, the first long side 9 is not clear but is configured to be clear. May be. The same applies to the other long side (second long side) 10. Thus, when the plate-like member 2 is formed into a substantially quadrilateral shape in a side view, the cross-sectional shape of the holding portion 2B in the longitudinal direction can be made constant, and the plate-like member 2 protrudes from the tool block 30 in the longitudinal direction LA. The length can be adjusted easily and more reliably. Specifically, the plate-like member 2 protrudes from the tool block 30 in a direction (longitudinal direction LA) parallel to the first long side 9 of the boundary (crossing ridge line) between the lower surface 4 and the first side surface 7. The shape of the cross section perpendicular to the first long side 9 is constant within a predetermined range so that the length can be adjusted. That is, since the cross-sectional shape of the plate-like member 2 is constant within a predetermined range and this portion becomes the holding portion 2B, the plate-like member 2 is clamped at an arbitrary position in a direction parallel to the first long side 9. It is possible.
板状部材2の突出し長さの調整に必要な所定の範囲で、板状部材2とツールブロック30およびクランプ部材40との接触位置をずらすことができる。この所定の範囲は、第1の長辺9つまり長手方向LAと直交する断面形状が一定の範囲内に定められる。この一定とされる断面形状を図17に示す。図17は、図4のXVII-XVII断面線での板状部材2の断面を示す。ただし、XVII-XVII断面線での断面は長手方向LAに直交する平面での断面である。また、図4の線L1と線L2との間の所定の範囲PRの任意の箇所で、長手方向LAに直交する平面での断面図は図17に示す通りである。なお、線L1は傾斜面3aの後端面6側の端部に沿った線であり、線L2は後端面6に沿った線である。板状部材2では、前端面5と後端面6とはそれぞれ長手方向LAに直交するように延在する。しかし、前端面5と後端面6とはそれぞれ長手方向に交差する種々の方向に延在してもよい。
The contact position of the plate-like member 2 with the tool block 30 and the clamp member 40 can be shifted within a predetermined range necessary for adjusting the protruding length of the plate-like member 2. The predetermined range is determined such that the first long side 9, that is, the cross-sectional shape orthogonal to the longitudinal direction LA is within a certain range. This constant cross-sectional shape is shown in FIG. FIG. 17 shows a cross section of the plate-like member 2 taken along the line XVII-XVII in FIG. However, the cross section taken along the line XVII-XVII is a cross section taken along a plane perpendicular to the longitudinal direction LA. Further, a cross-sectional view in a plane orthogonal to the longitudinal direction LA at an arbitrary position within a predetermined range PR between the line L1 and the line L2 in FIG. 4 is as shown in FIG. The line L1 is a line along the end of the inclined surface 3a on the rear end surface 6 side, and the line L2 is a line along the rear end surface 6. In the plate member 2, the front end surface 5 and the rear end surface 6 extend so as to be orthogonal to the longitudinal direction LA. However, the front end face 5 and the rear end face 6 may extend in various directions that intersect the longitudinal direction.
板状部材2のチップ座13の周辺には、上面3の一部である傾斜面3aが形成されている。この傾斜面3aは、切りくず排出のための切りくずポケットとされる面であり、刃部2Aに含まれる。ただし、この実施形態の切削工具1では、傾斜面3aは、凹状に湾曲せず、平面状とされている。したがって、傾斜面3aは切りくずポケットとは呼ばず、切りくず誘導面と呼ばれてもよい。この切りくず誘導面は、被加工物の加工された溝の中から、切りくずが排出されるように誘導する面とされる。この実施形態の切削工具1で、断面形状が一定とされる所定の範囲は、上記範囲PRであり、切りくず誘導面つまり傾斜面3aよりも後端面側の部分の全域とされた。すなわち後端面6から切りくず誘導面の始まる範囲までの板状部材2の後端側部分の断面形状が一定とされる。このような形状に断面形状が形成されると、板状部材2を研削加工などで高精度に製作しやすい。つまり、クランプ剛性を高められる。しかし、これに限定されない。断面形状が一定とされる範囲は、板状部材2の先端側部分(前端面5側の部分)の突出し長さの調整量に応じて確保されればよい。突出し長さの調整に影響のない部分は、どのような形状とされても構わない。
An inclined surface 3 a that is a part of the upper surface 3 is formed around the chip seat 13 of the plate-like member 2. The inclined surface 3a is a surface that is used as a chip pocket for discharging chips, and is included in the blade portion 2A. However, in the cutting tool 1 of this embodiment, the inclined surface 3a is not curved concavely, but is flat. Therefore, the inclined surface 3a may be referred to as a chip guide surface instead of a chip pocket. The chip guiding surface is a surface that guides the chip to be discharged from the processed groove of the workpiece. In the cutting tool 1 of this embodiment, the predetermined range in which the cross-sectional shape is constant is the range PR described above, which is the entire region of the chip guiding surface, that is, the portion on the rear end surface side of the inclined surface 3a. That is, the cross-sectional shape of the rear end portion of the plate-like member 2 from the rear end face 6 to the area where the chip guiding surface starts is constant. If the cross-sectional shape is formed in such a shape, it is easy to manufacture the plate-like member 2 with high accuracy by grinding or the like. That is, the clamp rigidity can be increased. However, it is not limited to this. The range in which the cross-sectional shape is constant may be ensured according to the adjustment amount of the protruding length of the front end side portion (the front end surface 5 side portion) of the plate-like member 2. The portion that does not affect the adjustment of the protruding length may have any shape.
図17の断面図および図5の正面図にみられるように、板状部材2のそれぞれ長手方向に延在する上面3および下面4は、それぞれ外方に膨らむ湾曲面である。上面3および下面4は、いずれも板状部材2をツールブロック30へ固定するときに接触面とされる面である。板状部材2の取付時、その下面4は、ツールブロック30と接触する。そして、板状部材2の取付時、その上面3は、クランプ部材40と接触する。もしも上面3が湾曲面とされず、平面とされると、板状部材2とクランプ部材40との接触状態が不安定になりやすい。なぜなら、板状部材2の第1の側面7および第2の側面8が湾曲しているため、クランプ力が加わって板状部材2が弾性変形すると、上面3は、下面2に対する傾斜角度が変化してしまう。すると上面3とクランプ部材40との接触が、面接触から線接触または点接触に、変化してしまう。線接触および点接触のいずれの場合でも、接触箇所は上面3の角部の辺陵線に位置することになり、その角部がつぶれて塑性変形などが発生しやすい。したがって、切削加工中に、クランプ剛性が下がるなど、不具合が発生する場合がある。上面3を湾曲面とすることで、板状部材2が弾性変形しても、上面3は、その面内でクランプ部材40としっかりと接触し続けることができる。この上面3に関する理由と同様の理由により、下面4も湾曲面とされている。
As seen in the sectional view of FIG. 17 and the front view of FIG. 5, the upper surface 3 and the lower surface 4 extending in the longitudinal direction of the plate member 2 are respectively curved surfaces that bulge outward. Both the upper surface 3 and the lower surface 4 are surfaces that are used as contact surfaces when the plate-like member 2 is fixed to the tool block 30. When the plate-like member 2 is attached, the lower surface 4 comes into contact with the tool block 30. When the plate-like member 2 is attached, the upper surface 3 comes into contact with the clamp member 40. If the upper surface 3 is not a curved surface but a flat surface, the contact state between the plate-like member 2 and the clamp member 40 tends to become unstable. Because the first side surface 7 and the second side surface 8 of the plate-like member 2 are curved, when the plate-like member 2 is elastically deformed by applying a clamping force, the inclination angle of the upper surface 3 with respect to the lower surface 2 changes. Resulting in. Then, the contact between the upper surface 3 and the clamp member 40 changes from surface contact to line contact or point contact. In either case of line contact or point contact, the contact location is located on the edge line of the corner portion of the upper surface 3, and the corner portion is crushed and plastic deformation is likely to occur. Therefore, problems such as a decrease in clamp rigidity may occur during the cutting process. By making the upper surface 3 a curved surface, even if the plate-like member 2 is elastically deformed, the upper surface 3 can continue to be in firm contact with the clamp member 40 within the surface. For the same reason as that for the upper surface 3, the lower surface 4 is also a curved surface.
この実施形態の切削工具1において、板状部材2の上面3および下面4は、それぞれ円筒面とされた。これは、上面3が長手方向に延びる第1仮想円筒C1の一部に沿った湾曲形状を有することを意味し、同様に下面4が長手方向に延びる第2仮想円筒C2の一部に沿った湾曲形状を有することを意味する。なお、上面3の第1仮想円筒C1の長手方向に延びる中心軸線Ca1を中心とした半径Cr1は、下面4の第2仮想円筒C2の長手方向に延びる中心軸線Ca2を中心とした半径Cr2と異なるが、これは同じであることを排除することを意図しない。しかし、上で述べたように、溝61との干渉をさけるために第1のおよび第2の側面7、8が形作られるので、上面3に関する半径Cr1は、下面4に関する半径Cr2よりも大きく設計することが好ましく、板状部材2はそのように設計されている。なお、上面3の長手方向に直交する方向での断面が場所によって変化しないように、上面3は形成されていて、これは下面4についても同様である。
In the cutting tool 1 of this embodiment, the upper surface 3 and the lower surface 4 of the plate-like member 2 are respectively cylindrical surfaces. This means that the upper surface 3 has a curved shape along a part of the first virtual cylinder C1 extending in the longitudinal direction, and similarly, the lower surface 4 is along a part of the second virtual cylinder C2 extending in the longitudinal direction. It means having a curved shape. The radius Cr1 centered on the central axis Ca1 extending in the longitudinal direction of the first virtual cylinder C1 on the upper surface 3 is different from the radius Cr2 centered on the central axis Ca2 extending in the longitudinal direction of the second virtual cylinder C2 on the lower surface 4. However, it is not intended to exclude that this is the same. However, as mentioned above, the first and second side surfaces 7, 8 are shaped to avoid interference with the groove 61, so that the radius Cr1 for the upper surface 3 is designed to be larger than the radius Cr2 for the lower surface 4. Preferably, the plate-like member 2 is so designed. In addition, the upper surface 3 is formed so that the cross section in the direction orthogonal to the longitudinal direction of the upper surface 3 does not change depending on the location, and this also applies to the lower surface 4.
このため上面3および下面4は、それぞれ、ツールブロック30およびクランプ部材40と、面のほぼ中央(つまり第1の側面7と第2の側面8とからほぼ等距離の箇所)で接触することができる。したがって、板状部材2のツールブロック30への固定状態が、毎回安定する。しかし、これに限定されない。上面3および下面4の湾曲形状は、ツールブロック30およびクランプ部材40と接触できる形状であれば、どのような形状でも構わない。例えば、下面4におけるツールブロック30への接触位置を、第2の側面8側などに偏らせても構わない。また上面3および下面4は、内方へ凹の湾曲面とされても構わない。しかし、後述するようにツールブロック30側の接触面を平面で構成しているので、板状部材2の上面3および下面4は、外方に凸の湾曲面であることが好ましい。ツールブロック30側の接触面を平面とすると、製造が容易であり、安いコストでクランプ剛性の高い切削工具1が得られる。板状部材2は、少なくとも上面3、下面4および第1の側面7の3つの面を接触面とすることで、強固にツールブロック30へ固定される。この結果、クランプ剛性が高まり、びびり振動の発生を抑制することができる。したがって、この3面接触による固定により仕上げ面の品位を向上することができる。なお上面3および下面4を湾曲面とする際に、上面3および下面4の少なくともいずれか一方は、長手方向に細長い平面を多数並べる多面体によって近似されても構わない。板状部材2のツールブロック30との接触により、塑性変形を起こさない程度の鈍角にされれば、多面体によって湾曲面が近似されて、多数の角部が形成されても構わない。ただし、上面3および下面4と側面7、8との角部に、単に平面状の面取りが付けられた程度のものは除外されるとよい。面取りなどを付けることで湾曲面とするときは、曲面状の面取り、いわゆるR面取りなどとするとよい。なお、曲面状の面取りのみで湾曲面とせず、上面3または下面4の全体を湾曲面とすることが好ましい。
For this reason, the upper surface 3 and the lower surface 4 can contact the tool block 30 and the clamp member 40, respectively, at approximately the center of the surface (that is, at approximately the same distance from the first side surface 7 and the second side surface 8). it can. Therefore, the fixed state of the plate-like member 2 to the tool block 30 is stabilized every time. However, it is not limited to this. The curved shape of the upper surface 3 and the lower surface 4 may be any shape as long as it can contact the tool block 30 and the clamp member 40. For example, the contact position of the lower surface 4 with the tool block 30 may be biased toward the second side surface 8 or the like. The upper surface 3 and the lower surface 4 may be curved surfaces that are concave inward. However, since the contact surface on the tool block 30 side is a flat surface as will be described later, it is preferable that the upper surface 3 and the lower surface 4 of the plate-like member 2 are outwardly convex curved surfaces. If the contact surface on the tool block 30 side is a flat surface, it is easy to manufacture, and the cutting tool 1 with high clamping rigidity can be obtained at a low cost. The plate-like member 2 is firmly fixed to the tool block 30 by using at least three surfaces of the upper surface 3, the lower surface 4 and the first side surface 7 as contact surfaces. As a result, the clamp rigidity is increased and the occurrence of chatter vibration can be suppressed. Therefore, the quality of the finished surface can be improved by fixing by this three-surface contact. When the upper surface 3 and the lower surface 4 are curved surfaces, at least one of the upper surface 3 and the lower surface 4 may be approximated by a polyhedron in which a large number of elongated planes are arranged in the longitudinal direction. As long as the obtuse angle is set so as not to cause plastic deformation by the contact of the plate-like member 2 with the tool block 30, the curved surface may be approximated by a polyhedron and a large number of corners may be formed. However, it is preferable to exclude those having a simple chamfer at the corners of the upper surface 3 and the lower surface 4 and the side surfaces 7 and 8. When a curved surface is formed by adding chamfering or the like, a curved surface chamfering, so-called R chamfering, or the like is preferable. Note that it is preferable that the entire upper surface 3 or the lower surface 4 is a curved surface, not a curved surface only by a curved chamfer.
前述のとおり、図9および図10に示すように、この実施形態の切削工具1のツールブロック30は、取り付け基準面31を有する。取り付け基準面31には、長手方向が規定される。なお、ツールブロック30の長手方向は、ツールブロック30に板状部材2が取り付けられたときに板状部材2の上記長手方向LAが一致するように規定されている。したがって、ツールブロック30の長手方向を板状部材2の上記長手方向LAと同じとみなして、以下の説明を続ける。
As described above, as shown in FIGS. 9 and 10, the tool block 30 of the cutting tool 1 of this embodiment has an attachment reference surface 31. A longitudinal direction is defined on the attachment reference surface 31. The longitudinal direction of the tool block 30 is defined such that the longitudinal direction LA of the plate-like member 2 coincides when the plate-like member 2 is attached to the tool block 30. Therefore, the longitudinal direction of the tool block 30 is regarded as the same as the longitudinal direction LA of the plate-like member 2, and the following description is continued.
ツールブロック30は、全体的にみて、長手方向の任意の箇所で、その長手方向に直交する断面形状が一定であるように形成されている。長手方向LAからみたツールブロック30の一方の端面を正面30Fとする。ここでは板状部材2の正面方向と合わせて、図10の紙面表側の方向の面を正面3Fとする。取り付け基準面31の周辺は、シャンク部と呼ぶこともできる。この取り付け基準面31が、旋盤などの工作機械の刃物台へ押し付けられて、ツールブロック30は工作機械へ装着される。つまりツールブロック30は、板状部材2を保持し、それを工作機械へ装着するための部材である。
The tool block 30 is formed so that the cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction as a whole. One end surface of the tool block 30 viewed from the longitudinal direction LA is defined as a front surface 30F. Here, the surface in the direction of the front side of FIG. The periphery of the attachment reference plane 31 can also be called a shank portion. The mounting reference surface 31 is pressed against a tool post of a machine tool such as a lathe, and the tool block 30 is mounted on the machine tool. That is, the tool block 30 is a member for holding the plate-like member 2 and mounting it on the machine tool.
この実施形態のツールブロック30は、下面側に形成される取り付け基準面31の近くに、それに直角な壁面31aを有する。この直角な壁面31aも、ツールブロック30が工作機械に装着されるときの、幅方向の基準面とされることができる。ツールブロック30の取り付け基準面31および幅方向の基準面31aは、工作機械の刃物台やホルダ、アダプタなどに対応した形状を有し、その形状は任意に選択または設定され得る。
The tool block 30 of this embodiment has a wall surface 31a perpendicular to the mounting reference surface 31 formed on the lower surface side. This right-angle wall surface 31a can also be used as a reference surface in the width direction when the tool block 30 is mounted on a machine tool. The reference mounting surface 31 and the reference surface 31a in the width direction of the tool block 30 have shapes corresponding to a tool rest, a holder, an adapter, and the like of the machine tool, and the shapes can be arbitrarily selected or set.
ツールブロック30は、板状部材2の下面4と接触する下面拘束面32を有する。下面拘束面32は、長手方向に延在し、その長手方向の任意の箇所で、その長手方向に直交する断面形状が一定であるように形成されている。下面拘束面32は、板状部材2の下面4が当接可能であるように、位置付けられている。本実施形態では、第1の側面7が湾曲することに伴い上面3と下面4とが所定の円弧CA(図17)の両端の位置関係を有する。加えて、図2において上面3側に位置付けられる切れ刃20Eは取り付け基準面31に対して略平行に配置されている。それ故、下面4が当接することになる下面拘束面32は、取り付け基準面31に対して傾斜している。つまり、板状部材2がツールブロック30上に載置されたとき、板状部材2の図17における円弧CAに対して交差する方向、例えば略直交する方向に下面拘束面32は向けられている。特に、下面拘束面32は、板状部材2の下面3を介して、第2の側面8側から第1の側面7側への力を、板状部材2に付与するように、傾斜されている。この実施形態で、ツールブロック30の下面拘束面32は、湾曲形状の下面4との接触状態を一様にするべく、平面とされている。しかし下面拘束面32の形状はこれに限定されない。下面拘束面32は、下面4とある程度一様な接触面積を有して接触できる形状であれば、どのような形状の面とされても構わない。下面拘束面32の取り付け基準面31に対する図10の正面図に示す傾斜角度Aは、90°以上、なおかつ170°以下の範囲であることが好ましい。傾斜角度Aは、100°以上、なおかつ130°以下の範囲であることがさらに好ましい。このような傾斜角度Aに設定されると、下面拘束面32が板状部材2の下面4と接触するときに、第1の側面7側に向かう拘束力を板状部材2に対して発生させ、板状部材2をツールブロック30へ固定する安定性が高まる。この実施形態で、下面拘束面32の取り付け基準面31に対する傾斜角度Aは、約115°である。
The tool block 30 has a lower surface restraining surface 32 that contacts the lower surface 4 of the plate-like member 2. The lower surface restraining surface 32 extends in the longitudinal direction, and is formed so that a cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction. The lower surface restraining surface 32 is positioned so that the lower surface 4 of the plate-like member 2 can come into contact therewith. In the present embodiment, as the first side surface 7 is curved, the upper surface 3 and the lower surface 4 have a positional relationship between both ends of a predetermined arc CA (FIG. 17). In addition, the cutting edge 20 </ b> E positioned on the upper surface 3 side in FIG. 2 is arranged substantially parallel to the attachment reference surface 31. Therefore, the lower surface restraining surface 32 with which the lower surface 4 comes into contact is inclined with respect to the attachment reference surface 31. That is, when the plate-like member 2 is placed on the tool block 30, the lower surface restraining surface 32 is oriented in a direction intersecting the arc CA in FIG. . In particular, the lower surface restraining surface 32 is inclined so as to apply a force from the second side surface 8 side to the first side surface 7 side to the plate member 2 via the lower surface 3 of the plate member 2. Yes. In this embodiment, the lower surface restraining surface 32 of the tool block 30 is a flat surface so that the contact state with the curved lower surface 4 is uniform. However, the shape of the lower surface restraint surface 32 is not limited to this. The lower surface restraining surface 32 may be a surface having any shape as long as the lower surface restraining surface 32 has a contact area with a certain degree of uniform contact with the lower surface 4. The inclination angle A shown in the front view of FIG. 10 with respect to the attachment reference surface 31 of the lower surface restraint surface 32 is preferably in the range of 90 ° or more and 170 ° or less. The inclination angle A is more preferably in the range of 100 ° or more and 130 ° or less. When such an inclination angle A is set, when the lower surface restraining surface 32 comes into contact with the lower surface 4 of the plate-like member 2, a restraining force directed toward the first side surface 7 is generated on the plate-like member 2. The stability which fixes the plate-shaped member 2 to the tool block 30 increases. In this embodiment, the inclination angle A of the lower surface restraint surface 32 with respect to the attachment reference surface 31 is about 115 °.
ツールブロック30は、板状部材2の第1の側面7と接触する側面拘束面33をさらに有する。この実施形態で、側面拘束面33は、2段構造とされている。すなわち側面拘束面33は、第1の接触部分34および第2の接触部分35の2つの接触部分を有する。下面拘束面32側から順に、第1の接触部分34および第2の接触部分35は並んで配置されている。側面拘束面33、第1の接触部分34および第2の接触部分35は、それぞれ、長手方向に延在し、その長手方向の任意の箇所で、その長手方向に直交する断面形状が一定であるように形成されている。板状部材2の第1の側面7は、湾曲面であるため、側面拘束面33の形状を、板状部材2の第1の側面7の湾曲形状と完全に一致させると、様々な形状の板状部材に対して、ツールブロック30を兼用させることができない。またツールブロック30の側面拘束面33の形状を、第1の側面7の湾曲形状と完全に一致させることは、製造上難しい場合がある。そこで、この実施形態では、側面拘束面33を2段構造とすることで、正面視したときの(図2における)板状部材2の第1の側面7とツールブロック30の側面拘束面33との接触箇所を積極的に2箇所とし、様々な曲率半径の第1の側面7を有する板状部材に対して同一のツールブロック30を適用可能とする。そして、側面拘束面33を2段構造とすることで、板状部材2をツールブロック30に安定して固定することができるようにする。すなわち側面拘束面33は、第1の接触部分34および第2の接触部分35を有することから、板状部材2の第1の側面7と、長手方向に対して交差する方向において少なくとも2箇所で接触する。加えて、下面4と下面拘束面32とが接触することにより、3箇所での接触で板状部材2の姿勢が安定的に定まる。したがって、板状部材2の第1の側面7の曲率半径の多少の違いを吸収でき、また板状部材2の固定が非常に安定する。なお、本実施形態では、第1の接触部分34は下面拘束面32に対して鋭角をなすように延在する。図10において第1の接触部分34の取り付け基準面31に対する傾斜角度は下面拘束面32の取り付け基準面31に対する傾斜角度Aよりも小さい。また、図10において第2の接触部分35の取り付け基準面31に対する傾斜角度は約90°であり、第1の接触部分34の取り付け基準面31に対する傾斜角度よりも大きい。
The tool block 30 further includes a side restraint surface 33 that contacts the first side surface 7 of the plate-like member 2. In this embodiment, the side restraint surface 33 has a two-stage structure. That is, the side restraint surface 33 has two contact portions, a first contact portion 34 and a second contact portion 35. The first contact portion 34 and the second contact portion 35 are arranged side by side in order from the lower surface restraint surface 32 side. The side restraint surface 33, the first contact portion 34, and the second contact portion 35 each extend in the longitudinal direction, and the cross-sectional shape orthogonal to the longitudinal direction is constant at any location in the longitudinal direction. It is formed as follows. Since the first side surface 7 of the plate-like member 2 is a curved surface, when the shape of the side restraint surface 33 is completely matched with the curved shape of the first side surface 7 of the plate-like member 2, various shapes are obtained. The tool block 30 cannot be used for the plate-like member. Further, it may be difficult in manufacturing to make the shape of the side restraint surface 33 of the tool block 30 completely coincide with the curved shape of the first side surface 7. Therefore, in this embodiment, the side restraint surface 33 has a two-stage structure, so that the first side surface 7 of the plate-like member 2 (in FIG. 2) and the side restraint surface 33 of the tool block 30 when viewed from the front. In this case, the same tool block 30 can be applied to the plate-like member having the first side face 7 having various radii of curvature. And the plate-like member 2 can be stably fixed to the tool block 30 by making the side restraint surface 33 into a two-stage structure. That is, since the side restraint surface 33 has the first contact portion 34 and the second contact portion 35, at least two places in the direction intersecting the first side surface 7 of the plate-like member 2 and the longitudinal direction. Contact. In addition, when the lower surface 4 and the lower surface restraining surface 32 are in contact with each other, the posture of the plate-like member 2 is stably determined by contact at three locations. Therefore, some difference in the radius of curvature of the first side surface 7 of the plate-like member 2 can be absorbed, and the fixation of the plate-like member 2 is very stable. In the present embodiment, the first contact portion 34 extends at an acute angle with respect to the lower surface restraint surface 32. In FIG. 10, the inclination angle of the first contact portion 34 with respect to the attachment reference surface 31 is smaller than the inclination angle A of the lower surface restraining surface 32 with respect to the attachment reference surface 31. Further, in FIG. 10, the inclination angle of the second contact portion 35 with respect to the attachment reference plane 31 is about 90 °, which is larger than the inclination angle of the first contact portion 34 with respect to the attachment reference plane 31.
ツールブロック30は、取り付け基準面31と対向する位置にある上面30Tに、クランプ部材40と接触する誘導面36を有する。上面30Tの誘導面36は、側面拘束面33を挟んで、下面拘束面32の略反対側にある。
The tool block 30 has a guide surface 36 that comes into contact with the clamp member 40 on an upper surface 30T at a position facing the attachment reference surface 31. The guide surface 36 of the upper surface 30T is substantially opposite to the lower surface restraint surface 32 with the side surface restraint surface 33 interposed therebetween.
クランプ部材40は、図13および図14に示されている。クランプ部材40は、全体的にみて、長手方向の任意の箇所で、その長手方向に直交する断面形状が一定であるように形成されている。クランプ部材40はそれぞれ長手方向に延びる上面40Tと下面40Lとを有する。下面40Lは、特に、板状部材2およびツールブロック30のそれぞれに当接する面を有して構成されている。図13および図14にみられるように、クランプ部材40は、板状部材2の上面3と接触する上面拘束面41と、ツールブロック30の誘導面36と接触する被誘導面42とをその下面40Lに有する。上面拘束面41および被誘導面42は、それぞれ、(スリット40Sの箇所を除いて)全体的にみて、長手方向の任意の箇所で、その長手方向に直交する断面形状が一定であるように形成されている。
The clamp member 40 is shown in FIG. 13 and FIG. The clamp member 40 is formed so that the cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction as a whole. Each of the clamp members 40 has an upper surface 40T and a lower surface 40L extending in the longitudinal direction. In particular, the lower surface 40 </ b> L has a surface that contacts each of the plate-like member 2 and the tool block 30. As shown in FIGS. 13 and 14, the clamp member 40 includes an upper surface restraining surface 41 that contacts the upper surface 3 of the plate-like member 2 and a guided surface 42 that contacts the guide surface 36 of the tool block 30. 40L. The upper surface restraint surface 41 and the guided surface 42 are each formed so that the cross-sectional shape orthogonal to the longitudinal direction is constant at an arbitrary position in the longitudinal direction as a whole (excluding the location of the slit 40S). Has been.
クランプ部材40は、ここでは締め付けボルトである固定部材50によって、ツールブロック30へ固定される(取り付けられる)。段付き穴40Hを介して固定部材50をルーツブロック30のねじ穴30Hに締め付けることで、クランプ部材40は、板状部材2をツールブロック30へ固定するように、板状部材2をツールブロック30との間で挟持することができる。すなわち、ツールブロック30は、固定部材50に対応する固定手段を有する。つまり固定部材50が締め付けボルトのとき、ツールブロック30は、締め付けボルトのおねじに対応するめねじのねじ穴30Hを上面30Tに有する。この実施形態の切削工具1では、前述のように、板状部材2はツールブロック30との3点接触(3箇所での接触)で姿勢が安定的に定まる。したがって、板状部材2の上面3をクランプ部材40の上面拘束面41で押さえることにより、板状部材2は、ツールブロック30へよりしっかりと固定される。この実施形態で、固定部材50は4本の締め付けボルトとされた。しかしこれに限定されない。固定部材50は1本の締め付けボルトでも構わない、また2本、3本または5本以上の締め付けボルトとされても構わない。もちろん、ボルト以外の締結方法が採用されても構わない。
The clamp member 40 is fixed (attached) to the tool block 30 by a fixing member 50 which is a fastening bolt here. By fastening the fixing member 50 to the screw hole 30H of the root block 30 through the stepped hole 40H, the clamp member 40 fixes the plate-like member 2 to the tool block 30 so as to fix the plate-like member 2 to the tool block 30. Can be held between. That is, the tool block 30 has a fixing means corresponding to the fixing member 50. That is, when the fixing member 50 is a tightening bolt, the tool block 30 has a screw hole 30H of a female screw corresponding to the male screw of the tightening bolt on the upper surface 30T. In the cutting tool 1 of this embodiment, as described above, the posture of the plate-like member 2 is stably determined by three-point contact (contact at three locations) with the tool block 30. Therefore, the plate-like member 2 is more firmly fixed to the tool block 30 by pressing the upper surface 3 of the plate-like member 2 with the upper surface restraining surface 41 of the clamp member 40. In this embodiment, the fixing member 50 is four fastening bolts. However, it is not limited to this. The fixing member 50 may be a single fastening bolt, or may be two, three, or five or more fastening bolts. Of course, fastening methods other than bolts may be employed.
ツールブロック30の誘導面36は、取り付け基準面31に対して、下面拘束面32の傾斜方向と略同じ向きに傾斜している。さらに、板状部材2の上面3に当接することになる上面拘束面41は長手方向において直交する面内で被誘導面42と逆向きに傾斜するように形成されている。そのため、誘導面36が被誘導面42と係合してクランプ部材40が固定部材50によりしっかりとツールブロック30に取り付けられることで、クランプ部材40の(長手方向において直交する面内で被誘導面42と逆向きに傾斜する)上面拘束面41は、上面3を介して、板状部材2に、板状部材2の第1の側面7側に引き込む力を付与することができる。つまり、クランプ部材40の上面拘束面41は、板状部材2の上面3と接触するとき、板状部材2を側面拘束面33側に押さえる力を発生させることができる。これらの構造の相乗効果で、板状部材2はツールブロック30に、非常に強固に固定される(保持される)。その結果、板状部材2のクランプ剛性が高まり、びびり振動の発生が大幅に抑制される。したがって、仕上げ面の品位が大幅に向上する。
The guide surface 36 of the tool block 30 is inclined with respect to the attachment reference surface 31 in substantially the same direction as the inclination direction of the lower surface restraint surface 32. Furthermore, the upper surface restraining surface 41 that comes into contact with the upper surface 3 of the plate-like member 2 is formed so as to be inclined in the direction opposite to the guided surface 42 in a plane orthogonal to the longitudinal direction. Therefore, the guide surface 36 is engaged with the guided surface 42 and the clamp member 40 is firmly attached to the tool block 30 by the fixing member 50, so that the guided surface within the plane orthogonal to the longitudinal direction of the clamp member 40 is obtained. The upper surface restraining surface 41 (inclined in the direction opposite to 42) can give the plate-like member 2 a force to be drawn toward the first side surface 7 of the plate-like member 2 through the upper surface 3. That is, the upper surface restraint surface 41 of the clamp member 40 can generate a force that presses the plate member 2 toward the side restraint surface 33 when contacting the upper surface 3 of the plate member 2. Due to the synergistic effect of these structures, the plate-like member 2 is fixed (held) to the tool block 30 very firmly. As a result, the clamp rigidity of the plate-like member 2 is increased, and the occurrence of chatter vibration is greatly suppressed. Therefore, the quality of the finished surface is greatly improved.
この実施形態のクランプ部材40は、さらに、2本のスリット40Sを有する。各スリット40Sは、長手方向に直交する方向に形成されている。このスリットは、クランプ部材40の弾性変形を助長するために設けられる。スリットが設けられることで、クランプ部材40は、弾性変形しやすくなり、板状部材2およびツールブロック30と、より広範囲でぴったりと接触できるようになる。したがって、さらに板状部材2のクランプが安定する。しかし、これに限定されない。スリットは、1本や、3本以上とされても構わない。スリットは、設けられなくても構わない。
The clamp member 40 of this embodiment further has two slits 40S. Each slit 40S is formed in a direction orthogonal to the longitudinal direction. This slit is provided to promote elastic deformation of the clamp member 40. By providing the slit, the clamp member 40 is easily elastically deformed, and can come into close contact with the plate-like member 2 and the tool block 30 in a wider range. Therefore, the clamp of the plate-like member 2 is further stabilized. However, it is not limited to this. One slit or three or more slits may be provided. The slit may not be provided.
板状部材2は、長手方向に細長い形状を有し、長手方向において所定の範囲に延在する保持部2Bでその長手方向に直交する方向での断面形状が一定であるように形成されている。そして、板状部材2を保持するための面(つまり、ツールブロック3の下面拘束面32および側面拘束面33、クランプ部材40の上面拘束面41)も、それぞれ、長手方向に延び、その長手方向に直交する方向での断面形状が一定であるように形成されている。したがって、ツールブロック30の正面30Fからの板状部材2の切れ刃20E周囲つまり刃部2Aの突き出し量を、長手方向で任意に設定することが容易である。そして、上で述べたように、クランプ部材40および固定部材50を用いて、しっかりと板状部材2をツールブロック30に取り付けることができるので、その突き出し量を相対的に長くしても、板状部材2にびびり振動などが生じる可能性を低減できる。
The plate-like member 2 has an elongated shape in the longitudinal direction, and is formed so that a cross-sectional shape in a direction orthogonal to the longitudinal direction is constant by a holding portion 2B extending in a predetermined range in the longitudinal direction. . The surfaces for holding the plate-like member 2 (that is, the lower surface restraint surface 32 and the side surface restraint surface 33 of the tool block 3 and the upper surface restraint surface 41 of the clamp member 40) also extend in the longitudinal direction. It is formed so that the cross-sectional shape in the direction orthogonal to the is constant. Therefore, it is easy to arbitrarily set the protrusion amount of the blade member 2A around the cutting edge 20E of the plate-like member 2 from the front surface 30F of the tool block 30 in the longitudinal direction. As described above, since the plate-like member 2 can be firmly attached to the tool block 30 using the clamp member 40 and the fixing member 50, even if the protrusion amount is relatively long, the plate It is possible to reduce the possibility of chatter vibration and the like occurring in the shaped member 2.
板状部材2とツールブロック30とは、それぞれ、所定の間隔で互いに係合する係合部を備えてもよい。例えば、板状部材2とツールブロック30とのうち一方に凸部を設け、他方に凹部を設けるなどの方法で、板状部材2の突出し長さを段階的に調整できるようにしてもよい。さらに、板状部材2とツールブロック30とに、目盛りなどの目印を設けることで、長手方向におけるツールブロック30の正面30Fからの板状部材2の突出し長さを視覚的に確認できるようにするとなおよい。その他、板状部材の突出し長さを調整するための、種々の従来技術を適用できる。
The plate member 2 and the tool block 30 may each include an engaging portion that engages with each other at a predetermined interval. For example, the protruding length of the plate-like member 2 may be adjusted stepwise by a method in which a convex portion is provided on one of the plate-like member 2 and the tool block 30 and a concave portion is provided on the other. Further, by providing marks such as scales on the plate-like member 2 and the tool block 30, it is possible to visually confirm the protruding length of the plate-like member 2 from the front surface 30F of the tool block 30 in the longitudinal direction. Still good. In addition, various conventional techniques for adjusting the protruding length of the plate-like member can be applied.
切削インサート20または板状部材2の切れ刃、および切れ刃の周辺の工具材料は、超硬合金、サーメット、セラミック、立方晶窒化硼素等の硬質材料またはこれら硬質材料の表面にPVDまたはCVDコーティング膜を被膜したもの、またはダイヤモンドの中から選択することが好ましい。
The cutting material of the cutting insert 20 or the plate-like member 2 and the tool material around the cutting blade are hard materials such as cemented carbide, cermet, ceramic, cubic boron nitride, or PVD or CVD coating film on the surface of these hard materials. It is preferable to select from those coated with diamond or diamond.
この切削工具の板状部材は、様々な切削工具に適用されて、その切削工具が工作機械に装着されることにより、鋼材などの切削加工に利用できる。特に、上記板状部材は、旋盤用のバイトや回転切削工具などに適用されて、被加工物の端面に溝加工するときに有効である。実施形態には旋盤用の端面溝入れ用切削工具だけを記載したが、トレパニング工具と呼ばれるような回転切削工具などにも本発明は適用が可能である。トレパニング工具とは、溝入れ加工または穴あけ加工のための回転切削工具である。
The plate-like member of this cutting tool can be used for cutting steel materials by being applied to various cutting tools and mounting the cutting tool on a machine tool. In particular, the plate-like member is applied to a lathe tool, a rotary cutting tool, and the like, and is effective when grooving an end surface of a workpiece. Although only the end face grooving cutting tool for lathes is described in the embodiment, the present invention can be applied to a rotary cutting tool called a trepanning tool. A trepanning tool is a rotary cutting tool for grooving or drilling.
この発明の切削工具の板状部材、ツールブロック、および切削工具などは、以上に説明した実施形態に限定されるものではない。上記実施形態は、本発明の要旨を逸脱しない範囲内で種々の変更及び追加が可能である。例えば、上記板状部材2は板状部材の後端面側にもチップ座を含む刃部が設けられてもよい。この場合、後端面側の切れ刃は、前端面側の切れ刃に対して勝手違いの切れ刃とされてもよい。
The plate-like member, tool block, cutting tool, and the like of the cutting tool of the present invention are not limited to the above-described embodiment. Various modifications and additions can be made to the above embodiment without departing from the scope of the present invention. For example, the plate-like member 2 may be provided with a blade portion including a chip seat on the rear end surface side of the plate-like member. In this case, the cutting edge on the rear end face side may be a cutting edge that is different from the cutting edge on the front end face side.
本発明には、請求の範囲によって規定される本発明の思想に包含されるあらゆる変形例や応用例、均等物が含まれる。
The present invention includes all modifications, applications, and equivalents included in the concept of the present invention defined by the claims.
Claims (15)
- 長手方向に沿って少なくとも1つの刃部(2A)と保持部(2B)とが並んで位置付けられている板状部材(2)であって、
2つの対向する側面(7、8)であって、該2つの側面(7、8)はそれぞれ長手方向(LA)に延在し、該2つの側面(7、8)のうちの第1の側面(7)は外方に膨らむ湾曲面である、側面と、
上面(3)および下面(4)であって、該上面(3)および該下面(4)はそれぞれ前記2つの側面の間において前記長手方向に延在し、該上面(3)および該下面(4)は前記第1の側面(7)の異なる側に位置付けられている、上面および下面と、
2つの端面(5、6)であって、該2つの端面(5、6)はそれぞれ前記2つの側面の間かつ前記上面および前記下面の間に延在し、かつ前記長手方向に交差する方向に延在し、該2つの端面(5、6)は前記第1の側面(7)の異なる側に位置付けられていて、該2つの端面(5、6)のうちの少なくとも一方の端面(5)側に前記刃部が位置付けられている、端面と
を備え、
前記上面(3)および前記下面(4)の少なくとも一方は湾曲面である、
板状部材。 A plate-like member (2) in which at least one blade part (2A) and a holding part (2B) are positioned side by side along the longitudinal direction,
Two opposing side faces (7, 8), each of the two side faces (7, 8) extending in the longitudinal direction (LA), the first of the two side faces (7, 8) The side surface (7) is a curved surface that bulges outward, the side surface,
An upper surface (3) and a lower surface (4), the upper surface (3) and the lower surface (4) extending in the longitudinal direction between the two side surfaces, respectively, the upper surface (3) and the lower surface (4) 4) an upper surface and a lower surface, positioned on different sides of the first side surface (7);
Two end faces (5, 6), the two end faces (5, 6) extending between the two side surfaces and between the upper surface and the lower surface, respectively, and intersecting the longitudinal direction The two end faces (5, 6) are positioned on different sides of the first side face (7), and at least one end face (5 of the two end faces (5, 6)) ) Side of the blade portion is positioned,
At least one of the upper surface (3) and the lower surface (4) is a curved surface,
Plate member. - 前記保持部(2B)は、前記長手方向において、該長手方向に直交する断面形状が一定である、請求項1に記載の板状部材。 The plate-like member according to claim 1, wherein the holding portion (2B) has a constant cross-sectional shape perpendicular to the longitudinal direction in the longitudinal direction.
- 前記刃部にチップ座(13)を有し、該チップ座に、切れ刃を備える切削インサート(20)が着脱自在に装着される、請求項1または2に記載の板状部材。 The plate-like member according to claim 1 or 2, wherein the blade portion has a tip seat (13), and a cutting insert (20) having a cutting edge is detachably attached to the tip seat.
- 前記切削インサート(20)は、前記チップ座(13)周辺の弾性により固定される、請求項3に記載の板状部材。 The plate-like member according to claim 3, wherein the cutting insert (20) is fixed by elasticity around the tip seat (13).
- 前記刃部は、切れ刃を一体的に備える、請求項1または2に記載の板状部材。 The plate member according to claim 1 or 2, wherein the blade portion integrally includes a cutting blade.
- 前記2つの側面のうちの第2の側面(8)は、内方に凹む湾曲面である、請求項1から5のいずれか一項に記載の板状部材。 The plate-like member according to any one of claims 1 to 5, wherein the second side surface (8) of the two side surfaces is a curved surface recessed inwardly.
- 前記上面(3)は外方に膨らむ湾曲面である、請求項1から6のいずれか一項に記載の板状部材。 The plate-like member according to any one of claims 1 to 6, wherein the upper surface (3) is a curved surface bulging outward.
- 前記下面(4)は外方に膨らむ湾曲面である、請求項1から7のいずれか一項に記載の板状部材。 The plate-like member according to any one of claims 1 to 7, wherein the lower surface (4) is a curved surface bulging outward.
- 前記上面(3)は、中心軸線が前記長手方向に延びる第1仮想円筒(C1)の一部に沿った湾曲形状を有し、
前記下面(4)は、中心軸線が前記長手方向に延びる第2仮想円筒(C2)の一部に沿った湾曲形状を有する、
請求項7または8に記載の板状部材。 The upper surface (3) has a curved shape along a part of the first virtual cylinder (C1) whose central axis extends in the longitudinal direction,
The lower surface (4) has a curved shape along a part of a second virtual cylinder (C2) whose central axis extends in the longitudinal direction.
The plate-like member according to claim 7 or 8. - 前記第1仮想円筒(C1)の前記中心軸線(Ca1)を中心とした半径(Cr1)は、前記第2仮想円筒形状(C2)の前記中心軸線(Ca2)を中心とした半径(Cr2)と異なる、請求項9に記載の板状部材。 A radius (Cr1) centered on the central axis (Ca1) of the first virtual cylinder (C1) is a radius (Cr2) centered on the central axis (Ca2) of the second virtual cylindrical shape (C2). The plate-like member according to claim 9, which is different.
- 前記板状部材(2)は、溝加工用の切削部材である、請求項1から10のいずれか一項に記載の板状部材。 The plate-like member according to any one of claims 1 to 10, wherein the plate-like member (2) is a cutting member for groove processing.
- 請求項1から11のいずれか一項に記載の板状部材(2)を保持するためのツールブロック(30)であって、
該板状部材(2)の前記下面(4)と接触する下面拘束面(32)を有するツールブロック。 A tool block (30) for holding the plate-like member (2) according to any one of claims 1 to 11,
A tool block having a lower surface restraining surface (32) in contact with the lower surface (4) of the plate-like member (2). - 前記板状部材(2)の前記第1の側面(7)と接触する側面拘束面(33)をさらに有し、
該側面拘束面(33)は、前記第1の側面(7)と接触する少なくとも2つの接触部分(34、35)を有し、該少なくとも2つの接触部分は、前記長手方向に対して交差する方向において前記第1の側面の少なくとも2つの箇所と接触するように構成されている、
請求項12に記載のツールブロック。 And further comprising a side restraint surface (33) that contacts the first side surface (7) of the plate-like member (2),
The side restraint surface (33) has at least two contact portions (34, 35) that come into contact with the first side surface (7), and the at least two contact portions intersect with the longitudinal direction. Configured to contact at least two locations of the first side surface in a direction,
The tool block according to claim 12. - 請求項1から11のいずれか一項に記載の板状部材(2)を保持するための保持装置であって、
該板状部材(2)の前記下面(4)と接触する下面拘束面(32)を少なくとも有するツールブロック(30)と、
該ツールブロック(30)との間で固定部材(50)の作用により前記板状部材を挟持するように構成されたクランプ部材(40)であって、該クランプ部材(40)は該板状部材の前記上面(3)と接触する上面拘束面(41)を有する、クランプ部材(40)と
を備える、保持装置。 A holding device for holding the plate-like member (2) according to any one of claims 1 to 11,
A tool block (30) having at least a lower surface restraining surface (32) in contact with the lower surface (4) of the plate-like member (2);
A clamp member (40) configured to sandwich the plate-like member with the tool block (30) by the action of a fixing member (50), the clamp member (40) being the plate-like member And a clamping member (40) having an upper surface restraining surface (41) in contact with the upper surface (3). - 請求項1から11のいずれか一項に記載の板状部材(2)を備える切削工具。 A cutting tool comprising the plate-like member (2) according to any one of claims 1 to 11.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014106805A JP2017121668A (en) | 2014-05-23 | 2014-05-23 | Plate-like member of cutting tool, tool block, and cutting tool |
| JP2014-106805 | 2014-05-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015178489A1 true WO2015178489A1 (en) | 2015-11-26 |
Family
ID=54554145
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/064788 WO2015178489A1 (en) | 2014-05-23 | 2015-05-22 | Plate member for cutting tool, tool block, and cutting tool |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2017121668A (en) |
| WO (1) | WO2015178489A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110756910A (en) * | 2019-12-03 | 2020-02-07 | 中国工程物理研究院激光聚变研究中心 | Side edge/side edge cutting tool |
| CN112570743A (en) * | 2020-11-26 | 2021-03-30 | 芜湖三联锻造股份有限公司 | End face deep groove cutting tool for aluminum forging |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB138040A (en) * | 1919-08-28 | 1920-01-29 | Fritz Fellmann | Improvements in turning tools |
| FR1000196A (en) * | 1949-11-10 | 1952-02-08 | Outil Et De Metallurg Soc D | Trephine and core bit holder in the bar |
| US2932083A (en) * | 1955-06-01 | 1960-04-12 | Nicolo William V De | Method for cutting sleeves and rings |
| JPS529186U (en) * | 1975-07-08 | 1977-01-22 | ||
| JPH01246004A (en) * | 1988-03-23 | 1989-10-02 | Nobuo Doi | Cutting tool unit for edge cutting-off |
| JPH09510149A (en) * | 1994-10-23 | 1997-10-14 | イスカー・リミテツド | Cutting tool assembly with replaceable adapter |
| DE102005014121A1 (en) * | 2005-03-22 | 2006-09-28 | Kemmer Hartmetallwerkzeuge Gmbh | Carrier tool for die plate with two cutting edges, e.g. for lathe tool, has edges of receptacle in symmetrical sections, enclosing non-zero angle |
| JP2012522657A (en) * | 2009-04-07 | 2012-09-27 | イスカーリミテッド | Cutting tool and cutting insert for it |
-
2014
- 2014-05-23 JP JP2014106805A patent/JP2017121668A/en active Pending
-
2015
- 2015-05-22 WO PCT/JP2015/064788 patent/WO2015178489A1/en active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB138040A (en) * | 1919-08-28 | 1920-01-29 | Fritz Fellmann | Improvements in turning tools |
| FR1000196A (en) * | 1949-11-10 | 1952-02-08 | Outil Et De Metallurg Soc D | Trephine and core bit holder in the bar |
| US2932083A (en) * | 1955-06-01 | 1960-04-12 | Nicolo William V De | Method for cutting sleeves and rings |
| JPS529186U (en) * | 1975-07-08 | 1977-01-22 | ||
| JPH01246004A (en) * | 1988-03-23 | 1989-10-02 | Nobuo Doi | Cutting tool unit for edge cutting-off |
| JPH09510149A (en) * | 1994-10-23 | 1997-10-14 | イスカー・リミテツド | Cutting tool assembly with replaceable adapter |
| DE102005014121A1 (en) * | 2005-03-22 | 2006-09-28 | Kemmer Hartmetallwerkzeuge Gmbh | Carrier tool for die plate with two cutting edges, e.g. for lathe tool, has edges of receptacle in symmetrical sections, enclosing non-zero angle |
| JP2012522657A (en) * | 2009-04-07 | 2012-09-27 | イスカーリミテッド | Cutting tool and cutting insert for it |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110756910A (en) * | 2019-12-03 | 2020-02-07 | 中国工程物理研究院激光聚变研究中心 | Side edge/side edge cutting tool |
| CN112570743A (en) * | 2020-11-26 | 2021-03-30 | 芜湖三联锻造股份有限公司 | End face deep groove cutting tool for aluminum forging |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017121668A (en) | 2017-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6172624B2 (en) | Tool block, clamp member, and cutting tool | |
| JP7142012B2 (en) | How to adjust the height of hole processing tools and guide pads | |
| JP6479038B2 (en) | Cutting tool, and cutting insert having just four blade parts for a cutting tool | |
| KR101064639B1 (en) | Cutting insert and the cutting tool comprising the same | |
| JP5239471B2 (en) | Plunge cutter and plunge machining method | |
| JP2006528079A (en) | Cutting head for rotary cutting tools | |
| EP3144086B1 (en) | A tool body and a turning tool for grooving operations | |
| JP6052712B2 (en) | Cutting tools | |
| JP5157660B2 (en) | Cutting insert and insert detachable cutting tool | |
| KR101011053B1 (en) | An end mill and a cutting insert used for the same | |
| EP2954964B1 (en) | Mounting device for cutting tool, tool body, and cutting tool | |
| WO2014189018A1 (en) | Cutting insert, tool body and cutting tool | |
| JP2007260788A (en) | Cutting insert and cutting tool | |
| WO2015178489A1 (en) | Plate member for cutting tool, tool block, and cutting tool | |
| US4087194A (en) | Cutting tool | |
| JP4815366B2 (en) | Cutting inserts and holders and cutting tools | |
| JP2008114344A (en) | Edge deflection adjusting mechanism and throwaway type cutting tool provided with the same mechanism | |
| JP4614921B2 (en) | Throw-away rotary tool | |
| JP7242997B2 (en) | End mill body of indexable end mill | |
| JP5151248B2 (en) | Boring insert and boring tool using the same | |
| JP2008080469A (en) | Throw-away type rotating tool and tip mounted to it | |
| JP2009125842A (en) | Cutting tool | |
| JP2009184086A (en) | Throw-away tip | |
| JPH10193204A (en) | Butt work cutter and tip therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15795624 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15795624 Country of ref document: EP Kind code of ref document: A1 |