ALUMINUM ALLOY COMBINING HIGH STRENGTH AND EXTRUD ABILITY, AND LOW QUENCH SENSITIVITY
CROSS-REFERENCE TO RELATED APPLICATION
[1] This international patent application claims priority to U.S. Provisional Application No. 61/909,643, filed November 27, 2014, which is incorporated by reference herein in its entirety and made part hereof.
FIELD OF THE INVENTION
[2] The present invention relates generally to an aluminum alloy having high strength and extrudability, and low quench sensitivity, and in some specific aspects, to an aluminum alloy for use in extrusion and other applications, as well as methods for processing such alloys.
BACKGROUND
[3] AA6061 is a widely accepted alloy for structural extrusions. There is extensive literature on AA6061 aluminum alloys, including U.S. Patent Nos. 6,364,969 and 6,565,679. It is typically supplied by a press quenched extrusion route to meet minimum properties associated with the AA6061 T6 temper:
• 240 MPa YS - 260 MPa UTS - 8% elongation for section thickness < 0.249"
• 240 MPa YS - 260 MPa UTS - 10% elongation for section thickness > 0.250"
[4] The alloy composition can be improved using relatively low levels of Mg and Si in order to optimise extrusion speed while still meeting these mechanical property targets. An example of this is U.S. Patent No. 6,565,679. In some applications, for example automotive and truck and trailer, a higher yield strength is beneficial to allow down-gauging and reduced vehicle weight, and good elongation is beneficial for energy absorption during a crash situation. Often the approach to increasing strength in 6XXX alloys is to increase additions of both magnesium and silicon to achieve the required strength levels, but this can be detrimental due to the increased flow stress and reduced melting point of the alloy. In addition, this can increase the solution temperature for Mg and Si, which is counterproductive to achieving improved press quenched mechanical properties. For thin section applications (i.e. < 6.3 mm or 0.250 in.), low quench sensitivity is desirable so that alloys can meet target
mechanical properties when quenched at reduced quench rates (e.g. air quenching), so that thin wall profiles can be produced with minimal distortion.
[5] The present invention is provided to address at least some of these problems and other problems, and to provide advantages and aspects not provided by prior alloys, processing methods, and articles. A full discussion of the features and advantages of the present invention is deferred to the following detailed description.
[6] U.S. Patent Application Publication No. 2013/0319585, published on December 5, 2013, discloses an aluminum alloy having high strength, elongation and extrudability that may be used for extrusion, and in particular, extrusion of thick gauge products (i.e., having a minimum thickness of at least 6.30mm or 0.25 in). Two of the joint inventors of the present application as filed, Nicholas Parson and Raynald Guay, are also listed as inventors of US 2013/0319585.
BRIEF SUMMARY
[7] The following presents a general summary of aspects of the invention in order to provide a basic understanding of the invention. This summary is not an extensive overview of the invention. It is not intended to identify key or critical elements of the invention or to delineate the scope of the invention. The following summary merely presents some concepts of the invention in a general form as a prelude to the more detailed description provided below.
[8] Aspects of the disclosure relate to an aluminum alloy that includes, in weight percent:
Si: 0.70-0.85
Fe: 0.14-0.25
Cu: 0.25-0.35
Mn: 0.02-0.08
Mg: 0.75-0.90
Cr: 0.04-0.08
Zn: 0.05 max
Ti: 0.04 max
with the balance being aluminum and unavoidable impurities. In one embodiment, the unavoidable impurities may each be present at a maximum of 0.05 wt.%, and the maximum
total amount of the unavoidable impurities may be 0.15 wt.%. The alloy may be an extrusion alloy, and may be particularly suitable for thin gauge extrusions using low cooling rates after extrusion.
[9] According to one aspect, the Si content of the alloy may be 0.74-0.82 wt.%, the Fe content of the alloy may be 0.14-0.20 wt.%, the Cu content of the alloy may be 0.25-0.30 wt.%, the Mg content of the alloy may be 0.78-0.86 wt.%, and/or the Ti content of the alloy may be 0.015-0.04 wt.% or 0.003-0.04 wt.%.
[10] According to another aspect, the Mn content of the alloy may be 0.03-0.08 wt.%, 0.03-0.06 wt.%, or 0.02-0.06 wt.%.
[11] Additional aspects of the disclosure relate to an extruded aluminum alloy product formed of an alloy as described herein. In one particular aspect, the extruded product may be a thin-gauge product, e.g., having a smallest cross-sectional thickness of up to 6.3mm (0.250 inches). The extruded product may also have complex geometry, and may undergo little to no shape distortion during cooling after extrusion.
[12] According to one aspect, at least 90% of the alloy in the extruded product has undergone recrystallization after extrusion, and 100% of the alloy has undergone recrystallization in one embodiment. The extruded alloy may have a tensile yield strength of at least about 260 MPa and a tensile elongation of at least about 8%.
[13] According to another aspect, at least 40% of iron intermetallics in the extruded alloy microstructure are a-AlFeSi that forms during homogenization. In one embodiment, this amount of iron intermetallics in the extruded alloy may also be less than 90%.
[14] Further aspects of the disclosure relate to a method of forming an extruded product through extruding a billet of an aluminum alloy as described herein to form the extruded product. The extruded product is quenched after extrusion at a rate of 10°C/sec or less, and the quenching may be accomplished by forced air cooling or forced air quenching. In one embodiment, the rate of quenching is 5°C/sec or less. The alloy may further be homogenized prior to extruding and/or artificially aged after extrusion.
[15] According to one aspect, at least 90% of the extruded alloy undergoes recrystallization after extrusion, and 100% of the alloy undergoes recrystallization in one
embodiment. The extruded alloy may have a tensile yield strength of at least about 260 MPa and a tensile elongation of at least about 8%.
[16] According to another aspect, the homogenizing is performed at 540-580°C for 2-8 hours, and the alloy is then cooled at a rate of 150-800°C/hr after homogenization.
[17] According to a further aspect, the extrusion is performed to create a smallest cross- sectional thickness of up to 6.3 mm (0.250 inches) in the extruded product.
[18] Other features and advantages of the invention will be apparent from the following description taken in conjunction with the attached drawings.
BRIEF DESCRIPTION OF THE DRAWINGS
[19] To allow for a more full understanding of the present invention, it will now be described by way of example, with reference to the accompanying drawings in which:
[20] Figures 1-4 are photomicrographs of alloys tested in Example 1 below;
[21] Figure 5 is a diagram illustrating ultimate tensile strength for various alloys tested in Example 1 below, for various cooling rates;
[22] Figure 6 is a diagram illustrating yield strength for various alloys tested in Example 1 below, for various cooling rates;
[23] Figure 7 is a diagram illustrating tensile elongation for various alloys tested in Example 1 below, for various cooling rates;
[24] Figure 8 is a diagram illustrating extrusion pressure in the middle of the ram stroke for various alloys tested in Example 1 below;
[25] Figure 9 is a diagram illustrating extrusion pressure in the middle of the ram stroke vs. chromium content for various alloys tested in Example 1 below;
[26] Figure 10 is a diagram illustrating extrusion pressure in the middle of the ram stroke vs. ram speed for various alloys tested in Example 2 below;
[27] Figure 11 is a diagram illustrating breakthrough pressure vs. ram speed for various alloys tested in Example 2 below;
[28] Figure 12 is a diagram illustrating surface roughness vs. ram speed for various alloys tested in Example 2 below;
[29] Figures 13 and 14 are photomicrographs of alloys tested in Example 3 below;
[30] Figure 15 is a diagram illustrating ultimate tensile strength for various alloys tested in Example 3 below, for various cooling rates;
[31] Figure 16 is a diagram illustrating yield strength for various alloys tested in Example 3 below, for various cooling rates;
[32] Figure 17 is a diagram illustrating tensile elongation for various alloys tested in Example 3 below, for various cooling rates; and
[33] Figure 18 is a diagram illustrating extrusion pressure in the middle of the ram stroke vs. manganese content for various alloys tested in Example 3 below.
DETAILED DESCRIPTION
[34] In general, the alloy composition described herein uses a combination of a low magnesium content and a high silicon content, whereas the conventional approach to increasing strength in AA6061 is to increase both Mg and Si. The resultant alloy may have a solution temperature lower than the high Mg - high Si alloys typically used for similar applications, allowing for more efficient use of the alloy additions. The resultant alloy may also have high mechanical strength and improved extrudability over alternate compositions capable of similar strength levels. The alloy also utilizes low-level Cr additions, which provides formation of sufficient Cr dispersoids (e.g., Al-Fe-Cr-Si) to promote acceptable toughness, but with sufficiently weak Zener pinning to allow the extrusion to fully recrystallize and to promote a fine grain size. The latter may, in turn, provide superior yield strength for an equivalent ductility, over a wide range of cooling rates and is preferable to a mixed fibrous/recrystallized grain structure in this regard. This makes the alloy particularly suitable for thin wall (< 6.3mm or 0.250 in) extrusions. Additionally, the alloy may achieve these strength increases with excellent efficiency of utilisation of the alloy additions for strengthening and little, if any, detriment to extrudability. Further, the alloy may achieve lower production costs, by enabling increased extrusion speed relative to other alloys of similar physical properties. The alloy further utilizes low-level Mn additions to promote improved surface finish, without significantly affecting the quench sensitivity or extrudability of the alloy.
[35] Aspects of the disclosure relate to an extrudable aluminum alloy composition comprising, in weight percent:
Si 0.70 - 0.85;
Fe 0.14 - 0.25;
Cu 0.25-0.35;
Mn 0.02 - 0.08;
Mg 0.75-0.90;
Cr 0.04-0.08;
Zn 0.05 max; and
Ti 0.04 max;
the balance being aluminum and unavoidable impurities.
[36] Additional aspects of the disclosure relate to an extrudable aluminum alloy composition comprising, in weight percent:
Si 0.74 - 0.82;
Fe 0.14 - 0.20;
Cu 0.25-0.30;
Mn 0.02 - 0.08;
Mg 0.78-0.86;
Cr 0.04-0.08;
Zn 0.05 max; and
Ti 0.003 - 0.04;
the balance being aluminum and unavoidable impurities.
[37] The alloy may include silicon in an amount of 0.70 - 0.85 wt.% in one embodiment, or 0.74-0.82 wt.% in another embodiment. As stated above, this level of silicon is increased with respect to the silicon levels typically used in commercial AA6061 alloys. The silicon additions in the alloy can significantly improve the ageing response and resulting strength of
the alloy compared to high speed versions of AA6061 used to simply meet minimum AA6061T6 properties, such as described by US 6,565,679. Additionally, the combination of magnesium and silicon present in the alloy results in a lower solution temperature, which facilitates dissolution of the alloy additions during extrusion process heating and improves extrudability as compared to alloys having higher magnesium content.,
[38] The alloy may include iron in an amount of 0.14 - 0.25 wt.% in one embodiment, or 0.14 - 0.20 wt.% in another embodiment. The alloy may include copper in an amount of 0.25 - 0.35 wt.% in one embodiment, or 0.25-0.30 wt.% in another embodiment. Copper contributes to the aging response of the alloy, and assists in achieving higher strength.
[39] The alloy may include manganese in an amount of 0.02 - 0.08 wt.% in one embodiment which compensates for some of the detrimental effects of an increased silicon level. In other embodiments, the alloy may include manganese in an amount of 0.03 - 0.08 wt.%, 0.02 - 0.06 wt.%, or 0.03 - 0.06 wt.%. Due to the increased silicon content of the alloy as compared to general purpose AA6061, the alloy melting point is reduced, which lowers the operating temperature range for ingot homogenisation to 540-580°C or 550- 580°C. The increased silicon content also tends to stabilize the β-AlFeSi form of intermetallic formed by the iron impurities in the microstructure, which are undesirable. Both of these effects of the added silicon combine to limit the fragmentation of the iron intermetallic, and fragmentation of these iron intermetallics is important to impart good hot ductility and surface finish of the extruded product. The addition of manganese in the amounts described herein promotes the conversion of the iron rich intermetallics in the ingot microstructure from β-AlFeSi to a-AlFeSi at these homogenisation temperatures, promoting fragmentation of the intermetallics in the microstructure, resulting in improved extruded surface finish.
[40] The alloy may include magnesium in an amount of 0.75 - 0.90 wt.% in one embodiment, or 0.78-0.86 wt.% in another embodiment. As stated above, this amount of magnesium is similar to the amount of magnesium in general purpose high extrusion speed AA6061.
[41] The alloy may include chromium in an amount of 0.04-0.08 wt.% in one embodiment. As stated above, this level of chromium provides formation of sufficient Cr dispersoids (e.g., Al-Fe-Cr-Si) to promote acceptable toughness, but with sufficiently weak Zener pinning to
allow the alloy to fully recrystallize during extrusion, to promote a fine grain size. Dispersoids also act as nucleation sites for coarse MgSi phase precipitation during press quenching, which can cause a loss of ageing response and strength. The chromium content of the alloy is effective at minimizing this effect, which allows the profile to be successfully press quenched at low cooling rates (e.g., air cooling) and thereby minimizing shape distortion.
[42] The alloy may include zinc in an amount of 0.05 max wt.% in one embodiment. The alloy may include titanium in an amount of 0.04 max wt.% in one embodiment, or 0.015-0.04 wt.% or 0.003-0.04 wt.% in another embodiment. Titanium generally functions as a grain refiner in the alloy, and may be added in the form of a Ti-B grain refiner for this purpose, in one embodiment.
[43] The balance of the alloy includes aluminum and unavoidable impurities. The unavoidable impurities may each be present at a maximum weight percent of 0.05, and the maximum total weight percent of the unavoidable impurities may be 0.15, in one embodiment. Additionally, the alloy may include further alloying additions in another embodiment. It is noted that the alloy may have no intentional additions of Be or Zr in one embodiment.
[44] The alloy may be used in forming a variety of different articles, and may be initially produced as a billet. The term "billet" as used herein may refer to traditional billets, as well as ingots and other intermediate products that may be produced via a variety of techniques, including casting techniques such as continuous or semi-continuous casting and others. Further processing may be used to produce articles of manufacture using the alloy, such as extruded articles, which may be produced by extruding the billet to form the extruded article. It is understood that an extruded article may have a constant cross section in one embodiment, and may be further processed to change the shape or form of the article, such as by cutting, machining, connecting other components, or other techniques.
[45] The alloy may have a microstructure that is completely or substantially completely recrystallized during extrusion, creating a fine grain size in the resultant extruded product. As described above, limiting Zener pinning by limiting Cr additions can assist in achieving this microstructure, to allow recrystallization of the grain structure during the extrusion (or other hot deformation). In one embodiment, 100% of the alloy has undergone
recrystallization after extrusion. In another embodiment, at least 90% of the cross section of the entire extrusion has undergone recrystallization. It is understood that the "entire" extrusion or the "entire length" of the extrusion, as used herein, refers to the entire salable length of the extrusion. In a further embodiment, the above amounts of recrystallization may occur over a majority (>50%) of the length, or over at least a portion of the length of the extrusion. In yet another embodiment, the above amounts of recrystallization may occur as an average across the entire saleable length of the extrusion. The alloy may achieve these levels of recrystallization for cooling rates of <10°C/sec, in one embodiment. The alloy may achieve these levels of recrystallization for higher cooling rates (e.g., by water quenching) in one embodiment, such as cooling rates up to 300°C/sec or cooling rates of at least 300°C/sec. Further, at least 33%, or preferably at least 40%, of the iron intermetallics in the alloy microstructure may include a-AlFeSi that forms during homogenization, in one embodiment. In this configuration, the network of Al-Fe-Si particles is more fragmented, which improves the surface finish of the profile. Additionally, the amount of a-AlFeSi in the homogenized microstructure may be less than 90%.
[46] In one embodiment, the alloy or an article produced from the alloy has a tensile yield strength of at least 260 MPa and a tensile elongation of at least 8%. In other embodiments, the alloy or an article produced from the alloy has a tensile yield strength of at least 270 MPa and/or a tensile elongation of at least 10%. Additionally, in one embodiment, the alloy or article can reach these properties even if air cooled after extrusion, such as being cooled at a rate up to 10°C/sec, or up to 5°C/sec in another embodiment. The alloy or article may also achieve these properties if cooled at a faster rate. Further, the alloy gives excellent properties at faster quench rates, which may be attainable, for example, by water spray quenching. For quench rates > 150°C/sec, the alloy may have a tensile yield strength of at least 300 MPa and a tensile elongation of at least 8% or at least 10%.
[47] The alloy may be processed using one or more of a variety of techniques, such as to form an article and/or achieve desired properties. As described above, such processing may include extruding the alloy or forming the alloy into an article using a different technique. The alloy may be used for thin gauge extrusions in one embodiment, which have a smallest cross-sectional thickness of up to 6.3 mm or 0.250 in, although the alloy may be used in other applications as well. Such thin gauge extrusions may have a largest cross-sectional thickness
of up to 6.3 mm or 0.250 inch in some embodiments. Additionally, an extrusion temperature of 480-520°C, an extrusion ratio of 70/1, and/or an extrusion strain of 4.2 may be used in one embodiment. Prior to extruding, the alloy may also be homogenized in one embodiment, for example, by heating to about 540-580°C or 550-580°C for about 2-8 hours or another effective homogenization cycle. Cooling after homogenization may be performed at 150- 800°C/hour or 200-800°C/hour, and such cooling may be performed until the alloy reaches 200°C or lower. In one embodiment, the extruded alloy may be cooled after extrusion at a cooling rate of <10°C/sec in one embodiment, such as by various air cooling methods at various air flow rates or air flow speeds. For example, in one embodiment, the extrusion may be cooled by forced air or air mist quenching at a cooling rate of 6-10°C/sec. In another embodiment, the extrusion may be cooled by forced air or air mist cooling at a cooling rate of l-3°C/sec or l-5°C/sec. It is noted that the quench rates reported herein were measured for cooling between the approximate exit temperature of the die (e.g., around 510°C) and 200°C. The ability to use these lower cooling rates while maintaining good tensile properties is particularly advantageous for thin gauge extrusions, where faster cooling rates can result in shape distortion of the extrusion. An in situ solution treatment may also be accomplished in connection with the quenching. Additionally, in one embodiment, the alloy may be processed to achieve artificial aging, such as by heating for 2-24 hours at an aging temperature of, for example, 160-200°C. Other processing techniques may be used in further embodiments.
[48] The extrusion methods described above may provide an aluminum alloy extrusion or extruded aluminum alloy product formed of an alloy as described above. In one embodiment, the extrusion may have a smallest thickness up to 6.3 mm or 0.250 in. The extrusion may be processed as in the method as described above and may have properties as described above. The alloy may be used in a wide range of extruded applications, as well as other product forms such as sheet/plate or forgings.
EXAMPLE 1
[49] The following example illustrates beneficial properties that can be obtained with embodiments of the invention. Six alloy compositions, including a control alloy (standard high speed AA6061, as per US 6,364,969) and alloys A, B, C, D, and G were DC cast as 101 mm diameter billets. The control alloy was homogenised for 2 hours at 580°C, whereas the experimental alloys were homogenised at the lower temperature of 560°C for 2 hours, due
to the lower solidus temperatures. All the alloys were post homogenisation cooled at 400°C/h. The control alloy is typical of a dilute AA6061 alloy used for general applications, with a magnesium content close to the AA6061 specification minimum and silicon content close to the balanced level associated with Mg2Si. The Cr content is <0.10 wt.%, which is intended to give adequate toughness for structural applications without compromising quench sensitivity and extrudability. The experimental alloys all had increased levels of Si and copper to promote higher strength. Alloy A has a Si level that is raised from -0.6 to -0.8 wt.% relative to the control alloy. Alloy B has an increased Mn level from <0.01 in Alloy A to -0.08 wt.% in Alloy B. Alloys C and G have increased Cr levels from -0.07 in Alloy A to -0.14 wt.% in Alloy G and -0.2 wt.% in Alloy C. Alloy D has the increased Cr level of Alloy C (-0.2 wt.%) combined with the increased Mn level of Alloy B (-0.08 wt.%). Table 1 below illustrates the compositions of these six alloys, as well as the predicted solidus and solvus temperatures. All the experimental alloys had a reduced solidus temperature and increased solvus temperature as compared to the standard alloy.
Table 1 : Compositions (wt.%) and Solidus/Solvus Temperatures
[50] A series of three extrusion tests were conducted back to back through the same extrusion die using a 780-tonne extrusion press, with different cooling rates after extrusion. The extrusions in the first test were forced air cooled using a low air speed to give an average cooling rate of ~2°C/sec. The extrusions in the second test were forced air quenched with a high air speed to give an average cooling rate of ~8°C/sec. The extrusions in the third test were water quenched to give an average cooling rate of ~300°C/sec. The alloy compositions and extrusion test results are summarised in Table 2.
Table 2: Compositions (wt.%) and Extrusion Test Results (YS in MPa)
R=70/1 , TB 500°C
Δ P% 2°C/sec slow air 8°C/sec fast air 300°C/sec water
Alloy Extrusior YS UTS %EI %Rx Grain Structure YS UTS %EI %Rx Grain Structure YS UTS %EI %Rx Grain Structure
Control - 247 294 10 100 Fine Rx 255 298 12 100 Fine Rx 277 314 14 100 Fine Rx
A 0 270 315 1 1 100 Fine Rx 292 333 1 1 100 Fine Rx 307 341 13 100 Fine Rx
B 1 .0 277 318 8 100 Elongated Rx 297 333 9 100 Elongated Rx 314 344 13 100 Elongated Rx
C 6.7 223 270 6 38 Partial Rx 270 312 1 1 43 Partial Rx 323 351 12 47 Partial Rx
D 7.4 217 271 10 29 Partial Rx 279 316 8 39 Partial Rx 329 356 1 1 35 Partial Rx
G 1 .1 252 300 10 30 Partial Rx 287 327 12 38 Partial Rx 306 337 13 34 Partial Rx
[51] Billets for all three tests were extruded at a temperature of 500°C, a ram speed of 5 mm/s, and an extrusion ratio of 70/1, to produce a profile of 3 x 42 mm. All extrusions were aged for 8 hours at 170°C after cooling. The extrusion pressure at 50% of the ram stroke (i.e., 800mm) was recorded for each sample, and results were compared, with the % increase in extrusion pressure (at 50% of the ram stroke) compared to the control alloy being presented in column ΔΡ% in Table 2. Additionally, the extrusion pressures for alloys A, C, and G, having similar amounts of Mn and varying amounts of Cr, are plotted in Figure 9, illustrating the effect of Cr additions in raising extrusion pressure. On the other hand, comparison of Alloys A and B and Alloys C and D, having similar Cr contents and differing Mn contents, shows little effect on extrusion pressure for additions of Mn within the ranges discussed herein. Tensile properties, i.e., yield strength (YS), ultimate tensile strength (UTS), and elongation (%E1), were measured on each extrusion according to ASTM B557, and grain structures were assessed metallographically to determine the percentage of the cross section of the extrusion that was recrystallized (%RX). These tensile properties are reported in Table 2 above, and are also shown graphically in Figures 5-7.
[52] Samples from the back of the extruded length of each alloy were sectioned longitudinally along the profile centreline, prepared metallographically, etched using Barkers reagent and imaged under polarised light to reveal the grain structure. The % of the cross section consisting of recrystallized vs. non recrystallized or fibrous grains was recorded using a linear intercept approach. These results are also reported in Table 2, and photomicrographs of some of these samples are shown in Figures 1-4. More specifically, Figures 1 and 3 illustrate the microstructure of Alloy B at cooling rates of 2°C/sec and 8°C/sec, and Figures 2 and 4 illustrate the microstructure of Alloy D at cooling rates of 2°C/sec and 8°C/sec. Comparison between Figures 1 and 3 and Figures 2 and 4 illustrate the differences in grain
structure clearly. The control alloy and alloy A exhibited a fine 100% recrystallized grain structure at all cooling rates. Alloy B exhibited an elongated 100% recrystallized grain structure at all cooling rates, e.g., as shown in Figures 1 and 3. Alloys C, D, and G exhibited a partially recrystallized (i.e., mixed fibrous and recrystallized) grain structure at all cooling rates, as shown in Figures 2 and 4 for Alloy D.
[53] In the test using a cooling rate of ~2°C/sec, alloys A and B were the only alloys to meet the property targets of 260 MPa yield strength and 8% elongation. Moreover, the extrusion pressure needed for alloy A was the lowest of all the tested alloys. Alloy B gave the highest yield strength, with only a slight increase in extrusion pressure
[54] In the test using a cooling rate of ~8°C/sec, all five experimental alloys A-D and G exhibited a strength increase caused by the increased cooling rate and met the property targets. Alloy B gave the highest yield strength, well in excess of 260 MPa, with similar extrusion pressure to the reference alloy. The reference alloy did not meet the 260MPa target, even at the faster quench rate.
[55] In the test using a cooling rate of ~300°C/sec, all five experimental alloys A-D and G along with the reference alloy exhibited a strength increase caused by the increased cooling rate and met the property targets. Alloys C and D gave the highest yield strength due to their mixed fibrous and recrystallized grain structures, well in excess of 260 MPa. However, Alloys C and D needed significantly higher extrusion pressure when compared to the reference alloy and alloys A and B. Alloy G performed similarly to Alloys A and B in tensile properties at this cooling rate.
[56] The extrusions from alloys A and B showed a completely (100%) recrystallized structure during all trials. The recrystallized grains were fine and homogeneous. In contrast, alloys C, D, and G exhibited a partially recrystallized microstructure at all cooling rates, with 29-47% of the cross-section recrystallized. Alloys C, D, and G have fairly high dispersoid densities that are not sufficient to prevent partial recrystallization at the thin gauge tested, however, the same high dispersoid densities did prevent full recrystallization in the thin gauge tested.
[57] Additionally, the proportions of the alpha and beta forms of the iron phases of the control alloy and alloys A and B were assessed by examining prepared microsections in the SEM at 3000x. Approximately 80 particles per alloy were chemically analyzed using energy-
dispersive X-ray spectroscopy (EDX) to determine the proportions of Si, Mn and Fe. The (Fe+Mn)/Si ratio (in atomic %) for each particle was calculated, and the proportions of the total number of particles that were either alpha or beta were evaluated using a cut-off ratio of 1.25/1 and a cut-off of Fe+Mn > 2% (atomic). In other words, particles showing a ratio of greater than 1.25/1 and showing greater than 2% Fe+Mn in the EDX reading were considered to be alpha particles. The values for the control and alloys A and B are presented in Table 3, where % alpha refers to the percentage of iron intermetallics that were found to be alpha phase (as compared to beta phase). The increased Mn levels in Alloy B resulted in a greater amount of a-AlFeSi intermetallic in the alloy.
Table 3 : Proportion of Alpha Iron Intermetallics
[58] Overall, alloys A and B gave the best combination of yield strength and ductility at low quench rates achievable with air quenching and met the target property values of 260 MPa YS and 8% elongation. At the same time, alloys A and B required similar extrusion pressure to the reference alloy, and Alloys C, D, and G having increased Cr contents required higher extrusion pressures, as illustrated in Figures 8-9. Thus, alloys A and B provide improved mechanical properties with no loss of press productivity, relative to the reference alloy. Additionally, alloys A and B provide the ability to achieve good mechanical properties at low quench rates, which allows complex thin wall sections to be produced with minimum shape distortion. Alloys C, D, and G, having increased Cr contents, exhibited greater quench sensitivity than Alloys A and B, which have very low quench sensitivity. It was therefore determined that limiting Cr additions, e.g., to 0.08 wt.%, provides beneficial properties, particularly for alloys that are used in extrusion applications where quench sensitivity is an issue.
EXAMPLE 2
[59] Further trials were conducted to confirm the effect of Mn additions on the alloy performance. A second extrusion run was performed with alloys A and B and the reference alloy, with the same parameters in Example 1, except that the ram speed was varied from 6 to 12 mm/sec. Groups of five billets of each alloy were extruded, and the ram speed was
increased until speed cracking or hot tearing was encountered on the corners of the profile. Both alloys A and B showed similar tearing speed (i.e., the speed where first tearing occurred) as the reference alloy, at 11 to 12 mm/sec, which was surprising, as the solidus temperatures of alloys A and B are ~ 13°C lower than that of the reference alloy (due to the increased Si levels). Extrusion pressure at 50% of the ram stroke and breakthrough pressure were recorded for all three alloys, which are reported in Figures 10 and 11, respectively. A small impact on the pressure needed for extrusion of Alloy B was detected as a result of the addition of manganese, as shown on Figures 10 and 11. Nevertheless, the increase in extrusion pressure for Alloy B was determined to be acceptable.
[60] The roughness of each alloy sample was assessed by measurement of the Ra value using a MAHR Perthometer PGK 120 / Marsurf XR20_V 1.30-5 instrument, using a contact stylus scan perpendicular to the extrusion direction. Three scans were performed for each sample and the mean values are reported in Figure 12. Alloy A gave a rougher surface than the control, however the addition of manganese in alloy B was found to restore the roughness to a level closer to the control alloy values, as seen in Figure 12. In view of this testing, it was determined that the addition of small amounts of Mn (0.08 wt.% in this Example) can improve surface finish significantly, with little to no detrimental effect on extrudability. The increased amount of a-AlFeSi in the alloy, as a result of the increased Mn additions (see Example 1), is thought to have a significant effect on the improved surface finish of Alloy B.
EXAMPLE 3
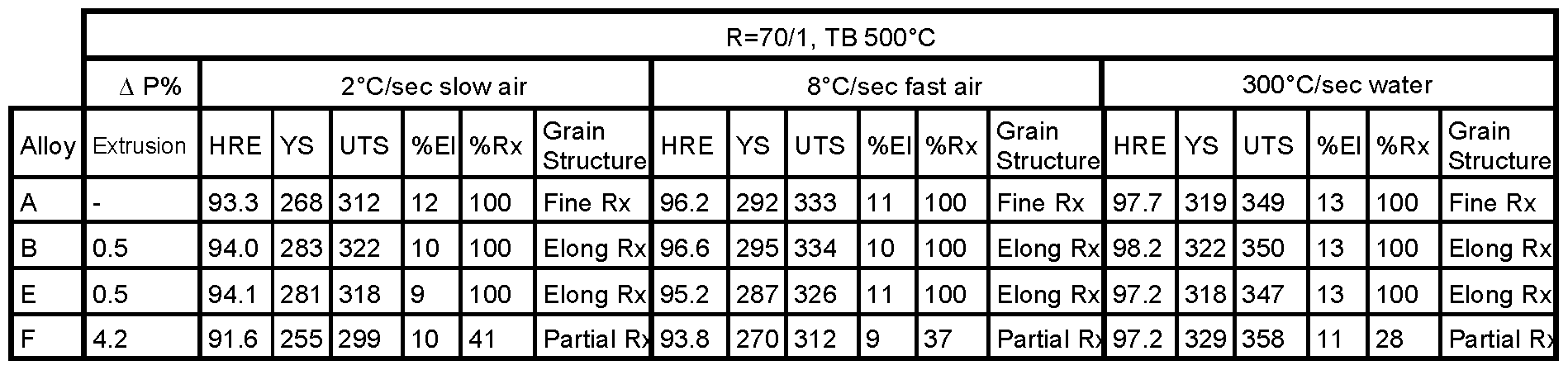
[61] A third extrusion test was performed with the same extrusion parameters in Example 1, using the three cooling rates in Example 1, in order to test the effect of different amounts of Mn additions. Based on the improvements in surface finish associated with the Mn addition to alloy B in example 2, two new alloys E and F were tested along with alloys A and B, to determine in more detail the effect of various levels of manganese additions. Alloys E and F have Mn additions of 0.03 wt.% and 0.13 wt.% Mn, respectively. The compositions of these alloys are shown below in Table 4, the mechanical properties, and the extrusion pressure values at the 50% ram stroke position for alloys A, B, E, and F are presented in Table 5. The extrusion pressure of each alloy at the 50% ram stroke position is also presented in Figure 18. Hardness is reported as Rockwell E.
Table 4: Compositions (wt.%)
Alloy A B E F
Mq/Si 1 .03 1 .04 1 .05 1.05
Si 0.79 0.80 0.77 0.76
Fe 0 17 0 17 0 17 0.17
Cu 0.27 0.28 0.30 0.29
Mn 0.001 0.077 0.033 0.132
Mg 0.82 0.83 0.81 0.80
Cr 0.069 0.070 0.065 0.065
Ti 0.01 6 0.01 6 0.006 0.022
Table 5: Extrusion Test Results
[62] The tensile properties (yield strength, ultimate tensile strength, and elongation) for these alloys at each cooling rate were determined as described in Example 1 above, and these results are reported in Table 5 above and in Figures 15-17. Additionally, the grain structures for these alloys at each cooling rate were examined as described in Example 1 above. The microstructures for Alloys E and F after cooling at 8°C/sec are shown in Figures 13-14, and the grain structure and percent recrystallization for each alloy are reported in Table 5 above.
[63] From alloys E and B, the increase in Mn from 0.03 to 0.08% was not found to impact the pressure required during extrusion. However, an increased Mn level of 0.13% (Alloy F) was found to significantly increase the pressure needed during extrusion, as illustrated in Figure 18. It is contemplated that smaller Mn additions result in modification of the Fe phases (e.g., β to a-AlFeSi), with limited Mn solute available to form dispersoids, while higher Mn additions result in too high volume fraction of the dispersoid phase, leading to increased quench sensitivity and less extrudability. Additionally, Alloy F was found to be the most quench sensitive, and did not provide good hardness or tensile strength at low cooling rates. Alloy A exhibited a fine recrystallized grain structure at all cooling rates, and alloys B
and E exhibited an elongated recrystallized grain structure at all cooling rates. Alloy F exhibited a mixed fibrous and recrystallized grain structure at all cooling rates. The difference in microstructure between Alloys E and F can be seen clearly in Figures 13-14, where Alloy E appears more similar to Alloy B (Figures 1 and 3), and Alloy F appears more similar to Alloy D (Figures 2 and 4).
[64] Observation of the ingot microstructures revealed that Mn additions favor the formation of the a-Fe phase and fragmentation of the iron intermetallic network during homogenization.. The degree of fragmentation of iron intermetallics increased with the Mn content, with Alloy F exhibiting the highest level of fragmentation. The proportions of the alpha and beta forms of the iron phases of the control alloy and alloys A, B, E, and F were assessed in the same manner described in Example 1 above. The values for the control and alloys A, B, E, and F are presented in Table 6, where % alpha refers to the percentage of iron intermetallics that were found to be alpha phase (as compared to beta phase).
Table 6: Proportion of Alpha Iron Intermetallics
[65] Due the effect of silicon on beta phase stability, even the control alloy with 0.57 wt.% Si homogenized at 580°C did not exhibit 100% alpha, and instead was found to have 66% alpha phase. Alloy A, with very low Mn only gave 13% alpha, indicating strong beta phase stability caused by increased Si content and lower homogenization temperature relative to the control alloy, and consequent poor fragmentation. The addition of -0.08 wt.% Mn in alloy B increased the % alpha to 67%, similar to the control alloy, which is consistent with the improved surface finish reported in Example 2 above. The addition of -0.03 wt.% Mn in alloy E increased the % alpha to 50%, which is a significant increase over Alloy A. Alloy E is therefore also expected to produce improved surface finish. Alloy F exhibited the highest % alpha at 90%, due to the higher Mn additions. The microstructures of the extrusions were
also examined metallographically, as described above, to determine the levels of recrystallization. Alloys A, B, and E exhibited complete recrystallization under all cooling conditions, and Alloy F exhibited a mostly fibrous microstructure under all cooling conditions, indicating the microstructure contained a high level of Mn and Cr rich dispersoid particles.
[66] In summary, it was found that Mn contents of 0.03 wt.% and 0.08 wt.% promote good surface finish and low quench sensitivity with minimal impact on extrusion pressure and mechanical properties.
[67] The embodiments described herein can provide advantages over existing alloys, extrusions, and processes, including advantages over typical AA6061 alloys. For example, alloys described herein may have a solution temperature lower than the high Mg - high Si alloys typically used for similar applications, allowing for more efficient use of the alloy additions. Alloys described herein may also have high mechanical strength and improved extrudability over alternate compositions capable of similar strength levels. Further, alloys described herein utilize low-level Cr additions, which provides formation of sufficient Cr dispersoids to promote acceptable toughness, but with sufficiently weak Zener pinning to allow the extrusion to fully recrystallize and to promote a fine grain size. The latter may, in turn, provide superior yield strength for an equivalent ductility, over a wide range of cooling rates. This makes the alloy particularly suitable for thin wall (< 6.3mm or 0.250 in) extrusions, because low cooling rates can be used to minimize distortion in such extrusions which is advantageous for many end use applications requiring complex profiles. Still further, the use of Mn additions within the ranges described herein promotes the formation of alpha Fe during homogenization. Other benefits and advantages are recognizable to those skilled in the art.
[68] While the invention has been described with respect to specific examples including presently preferred modes of carrying out the invention, those skilled in the art will appreciate that there are numerous variations and permutations of the above described systems and methods. Thus, the spirit and scope of the invention should be construed broadly as set forth in the appended claims. All compositions herein are expressed in weight percent, unless otherwise noted. It is understood that all ranges and nominal compositions described herein may include variations beyond the exact numerical values listed in certain
embodiments, and that the term "about" may be utilized in the claims to signify such variation. It is also understood that compositions recited herein may comprise, consist of, or consist essentially of, the combinations of alloying elements discussed herein.