WO2014208325A1 - 波形保持器の製造方法及び波形保持器 - Google Patents
波形保持器の製造方法及び波形保持器 Download PDFInfo
- Publication number
- WO2014208325A1 WO2014208325A1 PCT/JP2014/065271 JP2014065271W WO2014208325A1 WO 2014208325 A1 WO2014208325 A1 WO 2014208325A1 JP 2014065271 W JP2014065271 W JP 2014065271W WO 2014208325 A1 WO2014208325 A1 WO 2014208325A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rivets
- portions
- cage
- pair
- elements
- Prior art date
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/38—Ball cages
- F16C33/42—Ball cages made from wire or sheet metal strips
- F16C33/422—Ball cages made from wire or sheet metal strips made from sheet metal
- F16C33/427—Ball cages made from wire or sheet metal strips made from sheet metal from two parts, e.g. ribbon cages with two corrugated annular parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/04—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for radial load mainly
- F16C19/06—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for radial load mainly with a single row or balls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/10—Hardening, e.g. carburizing, carbo-nitriding
- F16C2223/14—Hardening, e.g. carburizing, carbo-nitriding with nitriding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/50—Positive connections
- F16C2226/52—Positive connections with plastic deformation, e.g. caulking or staking
- F16C2226/54—Positive connections with plastic deformation, e.g. caulking or staking with rivets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/42—Pumps with cylinders or pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/38—Ball cages
- F16C33/44—Selection of substances
- F16C33/445—Coatings
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
- Connection Of Plates (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
Description
(1) 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に略部分球殻状の曲板部を、円周方向に隣り合う前記曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた頭部とを備えており、
前記1対の保持器素子の各前記平板部同士を互いに重ね合わせると共に、互いに重ね合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰してかしめ部を形成し、互いに重ね合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとする波形保持器の製造方法であって、
前記かしめ部を形成する以前の状態で、各前記リベットの前記杆部の前記基端部に、その軸方向寸法が前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔の軸方向寸法よりも小さく、且つ、各前記貫通孔に圧入可能な圧入部を設けると共に、各前記リベットの杆部の残部に、各前記貫通孔に前記圧入部を圧入した状態で、各前記貫通孔に対して非接触になる非圧入部を設けており、
各前記リベットの前記圧入部を前記一方の保持器素子の各前記貫通孔に圧入する事により、各前記リベットを前記一方の保持器素子に仮止めして成る中間組立体を構成した状態で、前記中間組立体に対して窒化処理を施すと共に、
前記1対の保持器素子のうちの他方の保持器素子に対して、単体の状態で窒化処理を施した後、
前記中間組立体を構成する各前記リベットの前記杆部のうち前記一方の保持器素子の各前記貫通孔から突出した部分を前記他方の保持器素子の各前記貫通孔に挿通すると共に、前記1対の保持器素子の前記平板部同士を重ね合わせた状態で前記かしめ部を形成する
事を特徴とする波形保持器の製造方法。
(2) 各前記リベットの前記圧入部の軸方向寸法をXとし、前記一方の保持器素子の各前記貫通孔の軸方向寸法をYとした場合に、X=(0.50~0.90)Yとする
事を特徴とする(1)に記載した波形保持器の製造方法。
(3) 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に略部分球殻状の曲板部を、円周方向に隣り合う前記曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた頭部とを備えており、
前記1対の保持器素子の各前記平板部同士を互いに重ね合わせると共に、互いに重ね合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰してかしめ部を形成し、互いに重ね合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとした波形保持器であって、
前記かしめ部を形成する以前の状態での各前記リベットは、前記杆部の前記基端部に、その軸方向寸法が前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔の軸方向寸法よりも小さく、且つ、各前記貫通孔に圧入可能な圧入部が設けられていると共に、前記杆部の残部に、各前記貫通孔に前記圧入部を圧入した状態で、各前記貫通孔に対して非接触になる非圧入部が設けられているものであり、
各前記リベットと前記一方の保持器素子とは、各前記リベットの圧入部を、前記一方の保持器素子の各前記貫通孔に圧入する事により、各前記リベットを前記一方の保持器素子に仮止めして成る中間組立体を構成した状態で窒化処理を施されたものであり、
前記1対の保持器素子のうちの他方の保持器素子は、単体の状態で窒化処理を施されたものである
事を特徴とする波形保持器。
(4) 各前記リベットの圧入部の軸方向寸法をXとし、前記一方の保持器素子の各前記貫通孔の軸方向寸法をYとした場合に、X=(0.50~0.90)Yである
事を特徴とする(3)に記載した波形保持器。
(5) 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に部分球面状の曲板部を、円周方向に隣り合う前記曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた、前記杆部よりも大径の頭部とを備えており、
前記1対の保持器素子の各前記平板部同士を互いに重ね合わせると共に、互いに重ね合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰して、各前記杆部よりも大径のかしめ部を形成し、互いに重ね合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとする波形保持器の製造方法であって、
前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔は、軸方向外側の、前記リベットの前記杆部とすきまばめ、あるいは、中間ばめとなる寸法関係に有る小径穴と、他方の保持器素子側である軸方向内側の、前記リベットの前記杆部との間に隙間を生じる穴とからなり、
前記一方の保持器素子の各前記小径穴と各前記リベットの前記杵部とを圧入嵌合した状態で窒化処理を施すと共に、前記他方の保持器素子に対して、単体のまま窒化処理を施した後、
各前記リベットの前記杆部のうちの前記一方の保持器素子の各前記貫通孔から突出した部分を前記他方の保持器素子の各前記貫通孔に挿通すると共に前記1対の保持器素子の前記平板部同士を重ね合わせた状態で前記リベットの先端部をかしめる事により、前記1対の保持器素子同士を結合固定する
事を特徴とする波形保持器の製造方法。
(6) 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に部分球面状の曲板部を、円周方向に隣り合う曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた、前記杆部よりも大径の頭部とを備えており、
前記1対の保持器素子の各前記平板部の内側面同士を互いに突き合わせると共に、互いに突き合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰して、各前記杆部よりも大径のかしめ部を形成し、互いに突き合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとした波形保持器であって、
前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔は、軸方向外側の、前記リベットの前記杆部とすきまばめ、あるいは、中間ばめとなる寸法関係に有る小径穴と、他方の保持器素子側である軸方向内側の、前記リベットの前記杆部との間に隙間を生じる穴とからなり、
各前記リベットと前記一方の保持器素子とは、前記一方の保持器素子の各前記小径穴と各前記リベットの前記杵部とを圧入嵌合した状態で窒化処理を施されたものであり、前記1対の保持器素子のうちの他方の保持器素子は、単体のまま窒化処理を施されたものである
事を特徴とする波形保持器。
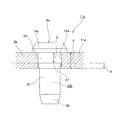
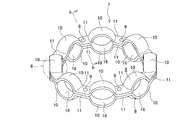
図1~3は、本発明の実施の形態の1例を示している。尚、本例の特徴は、波形保持器を構成する1対の保持器素子8a、8bにそれぞれ複数ずつ設けた平板部11a、11b同士を互いに重ね合わせた状態で、各平板部11a、11b同士を、リベット9b、9bにより結合固定する部分の構造及びその製造方法にある。波形保持器全体の形状及び構造を含め、その他の部分の構造及び作用は、前述の図7~6に示した構造を含め、従来から知られている一般的な波形保持器と同様であるから、重複する図示並びに説明は、省略若しくは簡略にし、以下、本例の特徴部分を中心に説明する。
尚、本例の対象となる、一般的な波形保持器とは、前述した様に、完成状態で、各ポケットの両端の開口幅が、それぞれこれら各ポケット内に保持すべき玉の直径よりも小さくなっているものを言う。
これに対し、本発明を実施する場合、中間組立体17aに対して窒化処理を施す際に、各頭部14a、14aの内側面と各平板部11a、11aの外側面との間に隙間を設けておけば、互いに対向する各頭部14a、14aの内側面と各平板部11a、11aの外側面の一部とにも、確実に窒化層を形成する事ができる。この場合には、当該窒化処理を行った後に、各頭部14a、14aの内側面と各平板部11a、11aの外側面とを当接させる作業を行う。尚、この作業を、かしめ部15aの形成と同時に行う様にすれば、製造工程を増やさずに済む。
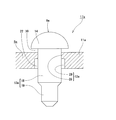
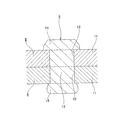
図4は、本発明の実施の形態の第2例の波型保持器の斜視図を示し、図5は、波形保持器の中間組立体の部分断面図を示している。尚、本例の特徴は、保持器を構成する1対の保持器素子8、8aのうちの、一方の保持器素子8aの各貫通孔12aの形状を工夫した点にある。この特徴部分以外の製造方法及び構造は、前述した先発明の波形保持器の製造方法及び構造、或いは、従来から知られている波形保持器の製造方法及び構造とほぼ同様であるから、先発明或いは従来構造と同様に構成する部分に就いては説明を簡略にし、以下、本例の特徴部分を中心に説明する。
尚、本例の対象となる、一般的な波形保持器とは、前述した様に、完成状態で、各ポケットの両端の開口幅が、それぞれこれら各ポケット内に保持すべき玉の直径よりも小さくなっているものを言う。
従って、小径穴28にリベット9aの大径部18を圧入した状態で、この大径穴29と、リベット9aの大径部18の外周面との間に隙間22が形成される。
また、貫通孔12aは、プレス打ち抜き加工にて成形可能であり、従来の加工工程と同じ工程で成形することができる。
先ず、前述した先発明と同様に、図5に示した中間組立体17aを組み立てる。具体的には、一対保持器素子8、8aのうち、一方の保持器素子8aの軸方向外側(他方の保持器素子8の反対側)にリベット9aの頭部14を配置すると共に、大径部18を、各貫通孔12aの小径穴28に圧入する。但し、このとき、リベット9aの頭部14は、平板部11aに密着させず、少し浮いた状態に圧入する。この状態で、貫通孔12aの大径穴29とリベット9aの大径部18の外周面との間には、隙間22が形成され、リベット9aの頭部14と平板部11aとの間には、隙間30が形成される。次いで、上述の様に構成される中間組立体17aに対して窒化処理を施す。一方、両保持器素子8、8aのうち、他方の保持器素子8には、単体の状態で窒化処理を施す。
これに対し、特殊な例ではあるが、完成後の状態で、各ポケットの両端の開口幅のうち、一方の開口幅のみが、これら各ポケット内に保持すべき玉の直径よりも小さくなっており、他方の開口幅が、これら各玉の直径よりも大きくなっている波形保持器を対象として、上述した本発明の製造方法を実施する場合には、必ずしも、かしめ部を形成する前に1対の保持器素子の曲板部の内面同士の間に各玉を挟み込んでおく必要はない。
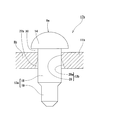
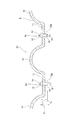
図6は、本発明の実施の形態の第3例である波形保持器の中間組立体17bの部分断面図を示している。本実施の形態の一方の保持器素子8bは、実施の形態の第2例の一方の保持器素子8aに対し、平板部11bに形成された貫通孔12bの形状のみ異なる。それ以外の構成は、実施の形態の第2例と同じなので、説明を省略する。
従って、小径穴28にリベット9aの大径部18を圧入した状態で、このテーパー穴29aと、リベット9aの大径部18の外周面との間に隙間22aが形成される。
このような構成をとることにより、実施の形態の第2例の波形保持器7aと同等の効果を得ることが出来る。
したがって、例えば、ラジアル玉軸受等、自動車、一般産業機械、工作機械等の各種機械装置の回転支持部に組み込まれる各種転がり軸受を構成する、玉を保持する波形保持器、及び、その製造方法として好適に採用することができる。
また、本発明の波形保持器の製造方法及び波形保持器は、前述した一般的な波形保持器に限らず、各ポケットの両端の開口幅のうち、一方の開口幅のみが、各ポケット内に保持すべき玉の直径よりも小さくなっており、他方の開口幅が、各玉の直径よりも大きくなっている、特殊な波形保持器を対象として実施する事もできる。
2 内輪軌道
3 内輪
4 外輪軌道
5 外輪
6 玉
7、7a 保持器
8、8a、8b 保持器素子
9、9a、9b リベット
10、10a、10b 曲板部
11、11a、11b 平板部
12、12a、12b 貫通孔
13、13a、13b 杆部
14、14a 頭部
15、15a かしめ部
16 ポケット
17、17a 中間組立体
18 大径部
19 小径部
20 かしめ金型
21 凹部
22 隙間
23 はみ出し部
24 圧入部
25 非圧入部
26 案内面
27 案内面
28 小径穴
29 大径穴
29a テーパー穴
30 隙間
Claims (6)
- 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に略部分球殻状の曲板部を、円周方向に隣り合う前記曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた頭部とを備えており、
前記1対の保持器素子の各前記平板部同士を互いに重ね合わせると共に、互いに重ね合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰してかしめ部を形成し、互いに重ね合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとする波形保持器の製造方法であって、
前記かしめ部を形成する以前の状態で、各前記リベットの前記杆部の前記基端部に、その軸方向寸法が前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔の軸方向寸法よりも小さく、且つ、各前記貫通孔に圧入可能な圧入部を設けると共に、各前記リベットの杆部の残部に、各前記貫通孔に前記圧入部を圧入した状態で、各前記貫通孔に対して非接触になる非圧入部を設けており、
各前記リベットの前記圧入部を前記一方の保持器素子の各前記貫通孔に圧入する事により、各前記リベットを前記一方の保持器素子に仮止めして成る中間組立体を構成した状態で、前記中間組立体に対して窒化処理を施すと共に、
前記1対の保持器素子のうちの他方の保持器素子に対して、単体の状態で窒化処理を施した後、
前記中間組立体を構成する各前記リベットの前記杆部のうち前記一方の保持器素子の各前記貫通孔から突出した部分を前記他方の保持器素子の各前記貫通孔に挿通すると共に、前記1対の保持器素子の前記平板部同士を重ね合わせた状態で前記かしめ部を形成する
事を特徴とする波形保持器の製造方法。 - 各前記リベットの前記圧入部の軸方向寸法をXとし、前記一方の保持器素子の各前記貫通孔の軸方向寸法をYとした場合に、X=(0.50~0.90)Yとする
事を特徴とする請求項1に記載した波形保持器の製造方法。 - 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に略部分球殻状の曲板部を、円周方向に隣り合う前記曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた頭部とを備えており、
前記1対の保持器素子の各前記平板部同士を互いに重ね合わせると共に、互いに重ね合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰してかしめ部を形成し、互いに重ね合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとした波形保持器であって、
前記かしめ部を形成する以前の状態での各前記リベットは、前記杆部の前記基端部に、その軸方向寸法が前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔の軸方向寸法よりも小さく、且つ、各前記貫通孔に圧入可能な圧入部が設けられていると共に、前記杆部の残部に、各前記貫通孔に前記圧入部を圧入した状態で、各前記貫通孔に対して非接触になる非圧入部が設けられているものであり、
各前記リベットと前記一方の保持器素子とは、各前記リベットの圧入部を、前記一方の保持器素子の各前記貫通孔に圧入する事により、各前記リベットを前記一方の保持器素子に仮止めして成る中間組立体を構成した状態で窒化処理を施されたものであり、
前記1対の保持器素子のうちの他方の保持器素子は、単体の状態で窒化処理を施されたものである
事を特徴とする波形保持器。 - 各前記リベットの圧入部の軸方向寸法をXとし、前記一方の保持器素子の各前記貫通孔の軸方向寸法をYとした場合に、X=(0.50~0.90)Yである
事を特徴とする請求項3に記載した波形保持器。 - 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に部分球面状の曲板部を、円周方向に隣り合う前記曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた、前記杆部よりも大径の頭部とを備えており、
前記1対の保持器素子の各前記平板部同士を互いに重ね合わせると共に、互いに重ね合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰して、各前記杆部よりも大径のかしめ部を形成し、互いに重ね合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとする波形保持器の製造方法であって、
前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔は、軸方向外側の、前記リベットの前記杆部とすきまばめ、あるいは、中間ばめとなる寸法関係に有る小径穴と、他方の保持器素子側である軸方向内側の、前記リベットの前記杆部との間に隙間を生じる穴とからなり、
前記一方の保持器素子の各前記小径穴と各前記リベットの前記杵部とを圧入嵌合した状態で窒化処理を施すと共に、前記他方の保持器素子に対して、単体のまま窒化処理を施した後、
各前記リベットの前記杆部のうちの前記一方の保持器素子の各前記貫通孔から突出した部分を前記他方の保持器素子の各前記貫通孔に挿通すると共に前記1対の保持器素子の前記平板部同士を重ね合わせた状態で前記リベットの先端部をかしめる事により、前記1対の保持器素子同士を結合固定する
事を特徴とする波形保持器の製造方法。 - 1対の保持器素子と、複数のリベットとを備え、
前記1対の保持器素子はそれぞれ、窒化処理可能な金属板により全体を波形の円環状に造られて、円周方向複数箇所に部分球面状の曲板部を、円周方向に隣り合う曲板部同士の間に平板部を、各前記平板部の一部に貫通孔を、それぞれ備えており、
各前記リベットはそれぞれ、窒化処理可能な金属製で、杆部と、前記杆部の基端部に設けられた、前記杆部よりも大径の頭部とを備えており、
前記1対の保持器素子の各前記平板部の内側面同士を互いに突き合わせると共に、互いに突き合わせた各前記平板部の前記貫通孔に各前記リベットの前記杆部を挿通した状態で、各前記杆部の先端部を押し潰して、各前記杆部よりも大径のかしめ部を形成し、互いに突き合わせた各前記平板部同士を各前記リベットの前記頭部と前記かしめ部とで挟持する事により接合して、各前記曲板部に囲まれた部分を、それぞれ玉を転動自在に保持する為のポケットとした波形保持器であって、
前記1対の保持器素子のうちの一方の保持器素子の各前記貫通孔は、軸方向外側の、前記リベットの前記杆部とすきまばめ、あるいは、中間ばめとなる寸法関係に有る小径穴と、他方の保持器素子側である軸方向内側の、前記リベットの前記杆部との間に隙間を生じる穴とからなり、
各前記リベットと前記一方の保持器素子とは、前記一方の保持器素子の各前記小径穴と各前記リベットの前記杵部とを圧入嵌合した状態で窒化処理を施されたものであり、前記1対の保持器素子のうちの他方の保持器素子は、単体のまま窒化処理を施されたものである
事を特徴とする波形保持器。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/392,269 US9624976B2 (en) | 2013-06-27 | 2014-06-09 | Method of manufacturing corrugated cage and corrugated cage |
| JP2015523960A JP6098720B2 (ja) | 2013-06-27 | 2014-06-09 | 波形保持器の製造方法及び波形保持器並びに波形保持器のかしめ前の構成部品 |
| CN201480036302.2A CN105339690B (zh) | 2013-06-27 | 2014-06-09 | 波形保持架的制造方法和波形保持架 |
| EP14817494.9A EP3015726B1 (en) | 2013-06-27 | 2014-06-09 | Method for manufacturing corrugated cage and corrugated cage |
| KR1020157035905A KR101832582B1 (ko) | 2013-06-27 | 2014-06-09 | 파형 유지기의 제조 방법 및 파형 유지기 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013134424 | 2013-06-27 | ||
| JP2013-134424 | 2013-06-27 | ||
| JP2013206215 | 2013-10-01 | ||
| JP2013-206215 | 2013-10-01 | ||
| JP2013271393 | 2013-12-27 | ||
| JP2013-271393 | 2013-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014208325A1 true WO2014208325A1 (ja) | 2014-12-31 |
Family
ID=52141670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/065271 WO2014208325A1 (ja) | 2013-06-27 | 2014-06-09 | 波形保持器の製造方法及び波形保持器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9624976B2 (ja) |
| EP (1) | EP3015726B1 (ja) |
| JP (1) | JP6098720B2 (ja) |
| KR (1) | KR101832582B1 (ja) |
| CN (1) | CN105339690B (ja) |
| WO (1) | WO2014208325A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113290197A (zh) * | 2021-06-01 | 2021-08-24 | 八环科技集团股份有限公司 | 一种保持架铆接工艺及电动涡旋压缩机轴承 |
| WO2023149390A1 (ja) * | 2022-02-04 | 2023-08-10 | Ntn株式会社 | 玉軸受 |
| WO2023210576A1 (ja) * | 2022-04-28 | 2023-11-02 | Ntn株式会社 | 玉軸受 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202013012442U1 (de) | 2013-10-21 | 2016-11-23 | Federal-Mogul Bremsbelag Gmbh | Trägerkörper für einen Bremsbelag einer Scheibenbremse mit Tilgermasse zur Veränderung der Schwingung |
| DE102013111594B4 (de) * | 2013-10-21 | 2015-04-30 | Federal-Mogul Bremsbelag Gmbh | Verfahren zur Herstellung eines Trägerkörpers mit Tilgermasse zur Veränderung der Schwingung für einen Bremsbelag einer Scheibenbremse |
| DE102014215229A1 (de) * | 2014-08-01 | 2016-02-04 | Zf Friedrichshafen Ag | Baugruppenträger und Baugruppe |
| JP7212738B1 (ja) | 2021-09-21 | 2023-01-25 | Ntn株式会社 | 玉軸受 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5780725U (ja) * | 1980-11-04 | 1982-05-19 | ||
| JPH0547545U (ja) * | 1991-12-03 | 1993-06-25 | 光洋精工株式会社 | 玉軸受用波形保持器 |
| JPH10281163A (ja) | 1997-04-03 | 1998-10-20 | Koyo Seiko Co Ltd | 軸受用保持器ならびにその製造方法 |
| JP2009008164A (ja) * | 2007-06-28 | 2009-01-15 | Nsk Ltd | 保持器製造方法及び保持器並びに転がり軸受 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3471208A (en) * | 1967-10-09 | 1969-10-07 | Textron Inc | Positive alignment feature for split ring bearing retainers |
| JPS5117381Y2 (ja) | 1971-07-17 | 1976-05-11 | ||
| JPS5230428Y2 (ja) | 1972-09-07 | 1977-07-12 | ||
| JPS5343957Y2 (ja) | 1974-09-14 | 1978-10-21 | ||
| JPS57104015U (ja) | 1980-12-18 | 1982-06-26 | ||
| JPH102336A (ja) * | 1996-04-16 | 1998-01-06 | Koyo Seiko Co Ltd | 軸受用保持器とその製造方法 |
| JP3682356B2 (ja) * | 1997-02-28 | 2005-08-10 | 光洋精工株式会社 | 波形保持器を用いた玉軸受 |
-
2014
- 2014-06-09 EP EP14817494.9A patent/EP3015726B1/en active Active
- 2014-06-09 US US14/392,269 patent/US9624976B2/en active Active
- 2014-06-09 JP JP2015523960A patent/JP6098720B2/ja active Active
- 2014-06-09 CN CN201480036302.2A patent/CN105339690B/zh active Active
- 2014-06-09 KR KR1020157035905A patent/KR101832582B1/ko active IP Right Grant
- 2014-06-09 WO PCT/JP2014/065271 patent/WO2014208325A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5780725U (ja) * | 1980-11-04 | 1982-05-19 | ||
| JPH0547545U (ja) * | 1991-12-03 | 1993-06-25 | 光洋精工株式会社 | 玉軸受用波形保持器 |
| JPH10281163A (ja) | 1997-04-03 | 1998-10-20 | Koyo Seiko Co Ltd | 軸受用保持器ならびにその製造方法 |
| JP2009008164A (ja) * | 2007-06-28 | 2009-01-15 | Nsk Ltd | 保持器製造方法及び保持器並びに転がり軸受 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113290197A (zh) * | 2021-06-01 | 2021-08-24 | 八环科技集团股份有限公司 | 一种保持架铆接工艺及电动涡旋压缩机轴承 |
| WO2023149390A1 (ja) * | 2022-02-04 | 2023-08-10 | Ntn株式会社 | 玉軸受 |
| WO2023210576A1 (ja) * | 2022-04-28 | 2023-11-02 | Ntn株式会社 | 玉軸受 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014208325A1 (ja) | 2017-02-23 |
| US9624976B2 (en) | 2017-04-18 |
| CN105339690A (zh) | 2016-02-17 |
| EP3015726A1 (en) | 2016-05-04 |
| US20160298684A1 (en) | 2016-10-13 |
| KR101832582B1 (ko) | 2018-02-26 |
| KR20160011213A (ko) | 2016-01-29 |
| EP3015726B1 (en) | 2017-11-15 |
| EP3015726A4 (en) | 2016-06-15 |
| CN105339690B (zh) | 2017-12-29 |
| JP6098720B2 (ja) | 2017-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014208325A1 (ja) | 波形保持器の製造方法及び波形保持器 | |
| US9404541B2 (en) | Mating connection for connecting two components in a non-rotatable way and method | |
| JP2023082885A (ja) | 玉軸受 | |
| JP2007271045A (ja) | 車輪用転がり軸受装置の製造方法 | |
| JP5466100B2 (ja) | 円すいころ軸受 | |
| JP4337189B2 (ja) | 円錐ころ軸受の組立方法 | |
| JP2005147365A (ja) | 円錐ころ軸受用保持器及び円錐ころ軸受の組立方法 | |
| JP4967855B2 (ja) | 保持器製造方法及び保持器並びに転がり軸受 | |
| CN110892165A (zh) | 轮毂单元轴承及其制造方法、和汽车及其制造方法 | |
| US9080609B2 (en) | Ribbon cage and manufacturing method thereof | |
| JP4811056B2 (ja) | ころ軸受及び円錐ころ軸受の製造方法 | |
| JP7009821B2 (ja) | 転がり軸受及び保持器 | |
| JP2015044220A (ja) | 波形保持器の製造方法及び波形保持器 | |
| JP2001208054A (ja) | 円すいころ軸受 | |
| JP2015031359A (ja) | 保持器、円錐ころ軸受及び円錐ころ軸受の製造方法 | |
| JP2016223505A (ja) | ラジアル玉軸受 | |
| JP2015045371A (ja) | 波形保持器の製造方法及び波形保持器 | |
| WO2009087957A1 (ja) | スラストころ軸受およびその保持器 | |
| JP2015064100A (ja) | 波形保持器の製造方法及び波形保持器 | |
| JP4578441B2 (ja) | スラストころ軸受 | |
| WO2023149390A1 (ja) | 玉軸受 | |
| JP7212738B1 (ja) | 玉軸受 | |
| JP2015203438A (ja) | 波形保持器の製造方法及び波形保持器 | |
| JP2017150584A (ja) | 玉軸受 | |
| JP2015137684A (ja) | 玉軸受用保持器の製造方法及び玉軸受用保持器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480036302.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14817494 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015523960 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20157035905 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014817494 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014817494 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14392269 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |