WO2014168089A1 - 保持シール材、保持シール材の製造方法及び排ガス浄化装置 - Google Patents
保持シール材、保持シール材の製造方法及び排ガス浄化装置 Download PDFInfo
- Publication number
- WO2014168089A1 WO2014168089A1 PCT/JP2014/059985 JP2014059985W WO2014168089A1 WO 2014168089 A1 WO2014168089 A1 WO 2014168089A1 JP 2014059985 W JP2014059985 W JP 2014059985W WO 2014168089 A1 WO2014168089 A1 WO 2014168089A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sealing material
- holding sealing
- binder
- exhaust gas
- inorganic
- Prior art date
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
- D04H1/645—Impregnation followed by a solidification process
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
- F01N3/2871—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing the mats or gaskets having an additional, e.g. non-insulating or non-cushioning layer, a metal foil or an adhesive layer
Definitions
- the present invention relates to a holding sealing material, a method for manufacturing the holding sealing material, and an exhaust gas purification apparatus.
- the exhaust gas discharged from an internal combustion engine such as a diesel engine contains particulate matter (hereinafter also referred to as PM) such as soot.
- PM particulate matter
- this PM has a problem that it causes harm to the environment and the human body. It has become.
- the exhaust gas contains harmful gas components such as CO, HC and NOx, there is a concern about the influence of the harmful gas components on the environment and the human body.
- an exhaust gas treatment body made of a porous ceramic such as silicon carbide or cordierite, and a casing that houses the exhaust gas treatment body
- Various types of exhaust gas purifying apparatuses have been proposed, which are composed of an inorganic fiber aggregate disposed between an exhaust gas treating body and a casing.
- This holding sealing material prevents the exhaust gas treating body from being damaged by contact with the casing covering the outer periphery due to vibrations or impacts caused by traveling of an automobile or the like, or exhaust gas from between the exhaust gas treating body and the casing.
- the main purpose is to prevent leakage and the like. Therefore, the holding sealing material is required to have a function of increasing the surface pressure generated by the repulsive force caused by being compressed and holding the exhaust gas treating body reliably.
- a holding sealing material obtained by impregnating a mat made of an inorganic fiber material with an aggregate composed of an organic binder and inorganic particles (for example, see Patent Document 1).
- the surface pressure of the holding sealing material is derived from the force of returning the original when the inorganic fibers constituting the holding sealing material receive stress. From this, when the friction between inorganic fibers is large, or when the inorganic fibers are bonded together, the surface pressure of the holding sealing material increases.
- agglomerates are attached only to some of the inorganic fibers constituting the mat. Therefore, the friction between inorganic fibers is small in the portion where the aggregate is not attached, and the effect of improving the surface pressure is not sufficiently exhibited. Therefore, the holding sealing material disclosed in Patent Document 1 has room for improving the surface pressure.
- the present invention has been made to solve the above problems, and an object of the present invention is to provide a holding sealing material that can sufficiently satisfy the surface pressure characteristics required for the holding sealing material, and a method for manufacturing the holding sealing material. Moreover, an object of this invention is to provide the exhaust gas purification apparatus provided with the said holding sealing material.
- the holding sealing material of the present invention has an inorganic fiber surface covered with a binder layer, and the binder layer contains an organic binder, inorganic particles, and a polymeric dispersant. It is characterized by including.
- the holding sealing material of the present invention includes a polymer dispersant in the binder layer, aggregation of the organic binder and the inorganic particles in the binder layer is suppressed.
- the binder layer containing the organic binder is formed over a wide range of the surface of the inorganic fiber.
- the binder layer contains inorganic particles, the binder layer is excellent in tensile strength. Since the aggregation of the inorganic particles is suppressed by the polymer dispersant, the strength of the binder layer is increased over a wide range.
- the inorganic fibers When the strength of the binder layer is weak, when the inorganic fibers come into contact with each other, the inorganic fibers slip with the peeling of the binder layer, and the surface pressure of the holding sealing material becomes low, but the strength of the binder layer is high. And the inorganic fibers are prevented from slipping, and the holding sealing material has a high surface pressure.
- the inorganic particles of the binder layer are coated on the surface with the polymer dispersant, and the inorganic particles are dispersed in an organic binder component.
- the inorganic particles are more effectively prevented from aggregating in the binder layer, and the inorganic particles are dispersed in the organic binder component. Therefore, the strength of the binder layer is more uniformly improved over a wide range of the surface of the inorganic fiber. Therefore, the holding sealing material has a higher surface pressure.
- the inorganic particles and the organic binder are preferably contained in an amount of 0.1 to 10 parts by weight with respect to 100 parts by weight of the inorganic fibers. Further, the inorganic particles and the organic binder are preferably contained in an amount of 0.1 to 3 parts by weight with respect to 100 parts by weight of the inorganic fibers. It is known that when an impact is applied to the holding sealing material, the inorganic fibers are broken by the impact and the broken inorganic fibers are scattered. Controlling such scattering of inorganic fibers is one of the characteristics required for the holding sealing material.
- the binder layer is formed on the surface of the inorganic fiber, even if the inorganic fiber is broken at the portion where the binder layer is formed, the broken inorganic fiber is held together, so that the fibers are scattered. Is prevented.
- the content of the inorganic particles and the organic binder is less than 0.1 parts by weight with respect to 100 parts by weight of the inorganic fibers, the portion where the binder layer is formed is small, and the effect of suppressing scattering of the inorganic fibers is small. Become.
- the content of the inorganic particles and the organic binder exceeds 10 parts by weight with respect to 100 parts by weight of the inorganic fibers, the effect of suppressing scattering of the inorganic fibers and the effect of improving the surface pressure are almost the same. Therefore, the amount of decomposition gas generated by the heat of the exhaust gas increases, which may adversely affect the surrounding environment. Therefore, the content of the organic binder is preferably as small as possible, and more preferably 3 parts by weight or less.
- the polymer dispersant is preferably an anionic polymer dispersant.
- the polymer-based dispersant is an anionic polymer-based dispersant, even if the surface of the inorganic particles is positively charged, the inorganic particles are offset by canceling the charge on the surface of the inorganic particles. It becomes easy to disperse.
- the organic binder is preferably an acrylic resin.
- the compatibility between the organic binder and the polymeric dispersant is easily increased in the binder layer, and thus the strength of the binder layer is easily improved by the anchor effect. .
- the holding sealing material of the present invention is preferably subjected to needle punching treatment.
- the entanglement between the inorganic fibers is strengthened and the surface pressure is easily improved.
- the organic binder when the organic binder is burned off by heat, it is preferable that irregularities due to the inorganic particles are formed over the entire surface of the inorganic fiber.
- the inorganic fibers become less slippery and the entanglement between the inorganic fibers becomes stronger. Therefore, it becomes easy to improve the surface pressure of the holding sealing material.
- the binder layer is preferably formed on the entire surface of the inorganic fiber.
- the binder layer By forming the binder layer on the entire surface of the inorganic fibers, friction when the inorganic fibers come into contact with each other is increased, and the surface pressure is easily improved. Furthermore, when the binder layer is formed on the entire surface of the inorganic fiber, it is easy to suppress the inorganic fiber from being scattered even if the inorganic fiber breaks at any part.
- Another aspect of the holding sealing material of the present invention is a mat preparation step for preparing a mat containing inorganic fibers, an inorganic particle solution and a polymer dispersant are mixed, and then mixed with an organic binder dispersed in water.
- a binder solution preparing step for preparing a binder solution, an applying step for applying the binder solution to the mat, and drying the mat to which the binder solution has been applied to dry the organic binder and the inorganic It is manufactured by a process including a drying process for drying particles.
- the surface of the inorganic particles is coated with the polymer dispersant.
- the binder solution dispersed in the organic binder dispersed in water with the inorganic particles coated on the surface of the polymer dispersant It becomes. Since the organic binder and the inorganic particles are dispersed in the binder solution, the organic binder and the inorganic particles easily spread over the entire surface of the inorganic fiber, and a high-strength binder layer is formed on the entire surface of the inorganic fiber. .
- the holding sealing material has a high surface pressure. Furthermore, since the binder layer is formed on the entire surface of the inorganic fiber, it is easy to prevent the inorganic fiber from scattering even if the inorganic fiber breaks at any location.
- an organic binder having a glass transition temperature of ⁇ 5 ° C. or lower is preferably used as the organic binder in the binder solution preparation step.
- a binder layer obtained by a binder solution using an organic binder having a glass transition temperature of ⁇ 5 ° C. or lower has high strength of the binder layer, high film elongation, and excellent flexibility. For this reason, the holding sealing material is unlikely to break when the holding sealing material is wound around the exhaust gas treating body. Moreover, since a binder layer does not become hard too much, it becomes easy to suppress scattering of inorganic fiber.
- the binder solution in the binder solution preparation step, is prepared so that the tensile strength of the binder layer obtained by drying the binder solution is 5.0 MPa or more. It is preferable.
- the tensile strength of the binder layer is less than 5.0 MPa, when the inorganic fibers come into contact with each other, the binder layer may be peeled off and the inorganic fibers may slip, making it difficult to improve the surface pressure.
- the manufacturing method of the holding sealing material of the present invention includes a mat preparation step of preparing a mat containing inorganic fibers, and an inorganic particle solution and a polymer dispersant are mixed, and then mixed with an organic binder dispersed in water.
- a drying step for drying Since the polymer dispersant suppresses aggregation with the organic binder by coating the inorganic particles, the binder solution prepared in the binder solution preparing step is an organic binder and inorganic in water.
- a binder solution in which the particles are dispersed is obtained. Since the binder solution in which the organic binder and the inorganic particles are dispersed in water tends to spread over the entire surface of the inorganic fiber, the binder is applied to the entire surface of the inorganic fiber by applying the binder solution to the mat. A layer can be formed. Therefore, in the manufacturing method of the holding sealing material of the present invention, the entire surface of the inorganic fiber is covered with the binder layer, and the sliding of the inorganic fiber is prevented over the entire surface of the inorganic fiber.
- a holding sealing material that is a sealing material that can suppress scattering of the inorganic fiber even when the inorganic fiber breaks at any location can be manufactured.
- the exhaust gas purifying apparatus of the present invention includes a metal casing, an exhaust gas treatment body accommodated in the metal casing, and a winding wound around the exhaust gas treatment body and disposed between the exhaust gas treatment body and the metal casing.
- An exhaust gas purifying apparatus comprising a sealing material, wherein the holding sealing material is the holding sealing material of the present invention.
- the exhaust gas purifying apparatus of the present invention includes a metal casing, an exhaust gas treatment body accommodated in the metal casing, and a winding wound around the exhaust gas treatment body and disposed between the exhaust gas treatment body and the metal casing.
- An exhaust gas purification apparatus including a sealing material, wherein the holding sealing material is a holding sealing material manufactured by the method for manufacturing a holding sealing material of the present invention.
- FIG.1 (a) is the perspective view which showed typically an example of the binder layer which covers the inorganic fiber and inorganic fiber surface which comprise the holding sealing material of this invention
- FIG.1 (b) is FIG.1 (a).
- 2 is a cross-sectional view taken along line AA in FIG.
- FIG.1 (c) is the elements on larger scale of the binder layer of FIG.1 (b).
- FIG. 2 (a) is a scanning electron microscope (hereinafter also referred to as SEM) photograph of a binder layer formed on the surface of the inorganic fibers constituting the holding sealing material of the present invention
- FIG. It is a SEM photograph after heat-treating the holding
- SEM scanning electron microscope
- FIG. 3 is a perspective view schematically showing an example of the holding sealing material of the present invention.
- Fig.4 (a) is a side view which shows typically an example of the measuring apparatus for measuring the dispersibility of an inorganic fiber
- FIG.4 (b) is a measuring apparatus for measuring the dispersibility of an inorganic fiber.
- FIG. 6 is a plan view schematically showing a part of a sample support arm that constitutes the structure.
- FIG. 5 is a cross-sectional view schematically showing an example of the exhaust gas purifying apparatus of the present invention.
- FIG. 6 is a perspective view schematically showing an example of the exhaust gas treating body constituting the exhaust gas purifying apparatus of the present invention.
- FIG. 7 is a perspective view schematically showing an example of a method for producing the exhaust gas purifying apparatus of the present invention.
- the holding sealing material of the present invention is characterized in that the surface of the inorganic fiber is covered with a binder layer, and the binder layer contains an organic binder, inorganic particles, and a polymer dispersant.
- the inorganic fiber constituting the holding sealing material of the present invention is not particularly limited, but is composed of at least one selected from the group consisting of alumina fiber, silica fiber, alumina silica fiber, mullite fiber, biosoluble fiber, and glass fiber. It is preferable that In the case where the inorganic fiber is at least one of alumina fiber, silica fiber, alumina silica fiber, and mullite fiber, the heat resistance is excellent, and therefore the exhaust gas treating body is exposed to a sufficiently high temperature. However, no alteration or the like occurs, and the function as the holding sealing material can be sufficiently maintained. In addition, when the inorganic fiber is a biosoluble fiber, when producing an exhaust gas purification device using a holding sealing material, even if the scattered inorganic fiber is inhaled, it is dissolved in the living body. Will not harm your health.
- the alumina fiber may contain additives such as calcia, magnesia, zirconia, and the like.
- the average fiber length of the inorganic fibers is preferably 5 to 150 mm, and more preferably 10 to 80 mm. If the average fiber length of the inorganic fiber is less than 5 mm, the fiber length of the inorganic fiber is too short, so that the entanglement between the inorganic fibers becomes insufficient, the wrapping property to the exhaust gas treatment body is lowered, and the holding sealing material is easily broken. Become. On the other hand, if the average fiber length of the inorganic fibers exceeds 150 mm, the fiber length of the inorganic fibers is too long, so the number of fibers constituting the holding sealing material is reduced, and the denseness of the mat is lowered. As a result, the shear strength of the holding sealing material is lowered.
- FIG.1 (a) is the perspective view which showed typically an example of the binder layer which covers the inorganic fiber and inorganic fiber surface which comprise the holding sealing material of this invention
- FIG.1 (b) is FIG.1 (a).
- 2 is a sectional view taken along line AA in FIG.
- FIG.1 (c) is the elements on larger scale of the binder layer of FIG.1 (b).
- the surface of the inorganic fiber 10 constituting the holding sealing material is covered with a binder layer 20.
- the binder layer 20 is preferably formed on the entire surface of the inorganic fiber 10. Furthermore, as shown in FIG. 1B, it is preferable that a plurality of inorganic fibers 10 are bonded through a binder layer 20.
- the binder layer 20 includes inorganic particles 21, a polymer dispersant 23, and an organic binder component 22. Further, in the binder layer 20, the surface of the inorganic particles 21 is covered with the polymer dispersant 23, and the inorganic particles 21 covered with the polymer dispersant 23 are dispersed in the organic binder component 22. Yes. When the surfaces of the inorganic particles 21 are covered with the polymer dispersant 23, the aggregation of the inorganic particles 21 in the binder layer 20 can be effectively suppressed. Furthermore, since the inorganic particles 21 are dispersed in the organic binder component 22, the tensile strength of the binder layer can be easily kept high.
- the tensile strength of the binder layer in the present invention is preferably 5.0 MPa or more.
- the tensile strength of the binder layer is less than 5.0 MPa, when the fibers come into contact with each other, the binder layer may be peeled off and the inorganic fibers may slip, making it difficult to improve the surface pressure.
- a tensile test is performed at a rate of 300 mm / min with an Instron type tensile tester at room temperature using a dumbbell-shaped test piece having a thickness of 0.4 mm. It is the tensile breaking strength of the above-mentioned specimen measured by this.
- the said test piece can be produced by pouring the binder solution used as the raw material of a binder layer on a glass plate with a frame, leaving it to dry at room temperature, and making it into a film form.
- the organic binder constituting the holding sealing material of the present invention is obtained by drying an organic binder (organic binder solution) dispersed in water.
- the organic binder is not particularly limited, and is an acrylic resin, acrylate latex, rubber latex, water-soluble organic polymer such as carboxymethyl cellulose or polyvinyl alcohol, thermoplastic resin such as styrene resin, thermosetting epoxy resin, etc. Resin etc. are mentioned.
- the organic binder in the present invention is preferably contained in a solid content of 0.1 to 10 parts by weight, preferably 0.1 to 3 parts by weight, based on 100 parts by weight of the inorganic fibers constituting the holding sealing material. More preferably, it is contained in an amount of 0.1 to 2 parts by weight.
- content of the said organic binder is less than 0.1 weight part with respect to 100 weight part of said inorganic fibers, the effect which suppresses scattering of inorganic fiber becomes small.
- the amount exceeds 10 parts by weight the effect of improving the surface pressure is hardly changed, and the amount of decomposition gas generated by the heat of the exhaust gas increases, which may adversely affect the surrounding environment. Therefore, the content of the organic binder is preferably as small as possible, preferably 10 parts by weight or less, more preferably 3 parts by weight or less, and still more preferably 2 parts by weight or less.
- the glass transition temperature of the organic binder in the present invention is preferably ⁇ 5 ° C. or lower, more preferably ⁇ 10 ° C. or lower, and further preferably ⁇ 30 ° C. or lower.
- the glass transition temperature of the organic binder is ⁇ 5 ° C. or lower, it is possible to obtain a holding sealing material with high film elongation and excellent flexibility while increasing the strength of the binder layer. Therefore, the holding sealing material is not easily broken when the holding sealing material is wound around the exhaust gas treating body.
- a binder layer does not become hard too much, it becomes difficult to suppress scattering of inorganic fiber.
- the inorganic particles constituting the binder layer in the present invention refer to a solid component obtained by removing the solvent from an inorganic particle solution such as an inorganic sol dispersion solution.
- the inorganic sol dispersion solution is not particularly limited, and examples thereof include alumina sol and silica sol.
- alumina particles derived from alumina sol and silica particles derived from silica sol are preferable.
- TEM transmission electron microscope
- the inorganic particles in the present invention are preferably contained in an amount of 0.1 to 10 parts by weight, more preferably 0.1 to 3 parts by weight, based on 100 parts by weight of inorganic fibers constituting the holding sealing material. More preferably, it is contained in 1 to 2 parts by weight.
- the content of the inorganic particles is less than 0.1 parts by weight with respect to 100 parts by weight of the inorganic fiber, the effect of improving the surface pressure tends to be small because the content of the inorganic particles is insufficient.
- the amount exceeds 10 parts by weight the effect of improving the surface pressure is hardly changed, but the binder layer may become too hard and it is difficult to suppress scattering of inorganic fibers.
- the inorganic particles in the present invention are more preferably contained in 0.1 to 3 parts by weight with respect to 100 parts by weight of the inorganic fibers constituting the holding sealing material of the present invention. preferable.
- the particle size of the inorganic particles in the present invention is not particularly limited, but the average particle size of the inorganic particles is preferably 0.005 to 0.1 ⁇ m.
- the number average molecular weight of the polymer dispersant in the present invention is not particularly limited, but is preferably 500 to 100,000.
- the type of the polymeric dispersant in the present invention is not particularly limited, but polycarboxylic acid and / or salt thereof, naphthalene sulfonate formalin condensate and / or salt thereof, polyacrylic acid and / or salt thereof, polymethacrylic acid And / or salts thereof, hydrophilic synthetic polymers such as anionic polymer dispersants such as polyvinyl sulfonic acid and / or salt thereof, and nonionic polymer dispersants such as polyvinyl alcohol, polyvinyl pyrrolidone, and polyethylene glycol.
- Natural hydrophilic polymer substances such as gelatin, casein and water-soluble starch; hydrophilic semi-synthetic polymer substances such as carboxymethyl cellulose.
- hydrophilic synthetic polymer substances are preferable, and anionic polymer dispersants are more preferable.
- anionic polymer dispersants are more preferable.
- the organic binder is preferably polar, such as an acrylic resin.
- the compatibility of the organic binder and the polymeric dispersant is increased in the binder layer, and the strength of the binder layer is improved by the anchor effect.
- only one type of these polymer dispersants may be used, or a plurality of types may be used in combination. Further, it may be a polymer dispersant having both a structure showing properties as an anionic polymer dispersant and a structure showing properties as a nonionic polymer dispersant.
- an anionic polymer dispersant having a number average molecular weight of 500 to 100,000 is particularly preferable.
- the content of the polymeric dispersant is preferably 50 to 1000 ppm based on the weight of the inorganic fibers constituting the holding sealing material.
- the content of the polymer dispersant is less than 50 ppm with respect to the weight of the inorganic fiber, it is difficult to suppress aggregation of the inorganic particles and the organic binder in the binder solution. If it exceeds 1000 ppm, the effect of dispersing the inorganic particles in the organic binder component does not change, so excessive addition is not preferable.
- a biosoluble fiber may be used as the inorganic fiber.
- the biosoluble fiber is, for example, an inorganic fiber containing at least one compound selected from the group consisting of an alkali metal compound, an alkaline earth metal compound, and a boron compound in addition to silica and the like. Since the biosoluble fiber made of these compounds is easily dissolved even when taken into the human body, the mat containing these inorganic fibers is excellent in safety to the human body.
- the specific composition of the biosoluble fiber includes 60 to 85% by weight of silica and 15 to 40% by weight of at least one compound selected from the group consisting of alkali metal compounds, alkaline earth metal compounds and boron compounds. % Composition.
- the silica refers to SiO or SiO 2 .
- alkali metal compound examples include sodium and potassium oxides
- examples of the alkaline earth metal compound include magnesium, calcium, strontium, and barium oxides
- examples of the boron compound include boron oxide.
- the silica content when the silica content is less than 60% by weight, it is difficult to produce by a glass melting method, and it is difficult to fiberize.
- the content of silica when the content of silica is less than 60% by weight, the content of flexible silica is small, so that it is structurally fragile, and is easily soluble in physiological saline, an alkali metal compound, an alkaline earth metal compound, and Since the ratio of at least one compound selected from the group consisting of boron compounds is relatively high, the biosoluble fiber tends to be too soluble in physiological saline.
- the content of silica exceeds 85% by weight, the ratio of at least one compound selected from the group consisting of an alkali metal compound, an alkaline earth metal compound, and a boron compound is relatively low, so that it is biosoluble. Fibers tend to be too difficult to dissolve in saline.
- the silica content is calculated by converting the amounts of SiO and SiO 2 into SiO 2 .
- the content of at least one compound selected from the group consisting of an alkali metal compound, an alkaline earth metal compound and a boron compound exceeds 40% by weight in the composition of the biosoluble fiber, it is produced by the glass melting method. Difficult to fiberize. Further, when the content of at least one compound selected from the group consisting of an alkali metal compound, an alkaline earth metal compound and a boron compound exceeds 40% by weight, it is structurally fragile and the biosoluble fiber becomes physiological saline. It becomes too easy to dissolve.
- the solubility of the biosoluble fiber in physiological saline is desirably 30 ppm or more. This is because if the solubility of the biosoluble fiber is less than 30 ppm, it is difficult for the fiber to be discharged from the body when the inorganic fiber is taken into the body, which is not preferable for health.
- the glass fibers are glassy fibers containing silica and alumina as main components and containing calcia, titania, zinc oxide and the like in addition to alkali metals.
- FIG. 2 (a) is an SEM photograph of the binder layer formed on the surface of the inorganic fiber constituting the holding sealing material of the present invention
- FIG. 2 (b) is a heat treatment of the holding sealing material of the present invention. It is a SEM photograph after burning off an organic binder.
- the organic binder when the organic binder is burned out, it means heating in the atmosphere at 600 ° C. for 1 hour unless otherwise specified.
- the binder layer is formed in the surface of the inorganic fiber which comprises the holding
- FIG. 2B innumerable irregularities are formed over the entire surface of the inorganic fiber. This is presumably because the inorganic particles dispersed in the binder layer were exposed due to the burnout of the organic binder.
- unevenness is formed by inorganic particles over the entire surface of the inorganic fiber, the inorganic fiber is caught by the unevenness when the inorganic fiber comes into contact after the organic binder is burned out, and the surface of the inorganic fiber is prevented from slipping. Therefore, it becomes easy to improve the surface pressure.
- FIG. 3 is a perspective view schematically showing an example of the holding sealing material of the present invention.
- the holding sealing material of the present invention has a predetermined longitudinal length (hereinafter, indicated by an arrow L in FIG. 3), a width (indicated by an arrow W in FIG. 3), and a thickness ( 3 may be configured by a flat mat having a substantially rectangular shape in plan view.
- a convex portion is formed on the first end 111 which is one of the end portions on the length direction side of the holding sealing material, and at the other end.
- a concave portion is formed in a certain second end portion 112.
- the convex portion 111 and the concave portion 112 of the holding sealing material are shaped so as to be fitted to each other when the holding sealing material is wound around the exhaust gas treatment body in order to assemble an exhaust gas purification device to be described later.
- substantially rectangular in plan view is a concept including a convex portion and a concave portion.
- the substantially rectangular shape in plan view includes a shape whose corners have an angle other than 90 °.
- the holding sealing material of the present invention is preferably subjected to needle punching treatment.
- the entanglement between the inorganic fibers is strengthened and the surface pressure is easily improved.
- the needle punching process can be performed using a needle punching apparatus.
- the needle punching device is composed of a support plate that supports a sheet of inorganic fiber precursor, and a needle board that is provided above the support plate and can reciprocate in the piercing direction (thickness direction of the base mat). ing. A large number of needles are attached to the needle board.
- the inorganic fiber precursor is configured by moving the needle board with respect to the sheet-like material of the inorganic fiber precursor placed on the support plate, and inserting and removing a large number of needles with respect to the sheet-like material of the inorganic fiber precursor.
- the fibers can be intertwined in a complex manner.
- the number of needle punching processes and the number of needles may be changed according to the target bulk density and the basis weight.
- the thickness of the holding sealing material is not particularly limited, but is preferably 2.0 to 20 mm.
- the thickness of the holding sealing material exceeds 20 mm, the flexibility of the holding sealing material is lost, so that it becomes difficult to handle the holding sealing material when it is wound around the exhaust gas treating body. Further, the holding sealing material is likely to cause creases and cracks.
- the thickness of the holding sealing material is less than 2.0 mm, the surface pressure of the holding sealing material is not sufficient to hold the exhaust gas treating body. For this reason, the exhaust gas treating body is easily dropped off. Further, when a volume change occurs in the exhaust gas treating body, the holding sealing material is difficult to absorb the volume change of the exhaust gas treating body. Therefore, cracks and the like are likely to occur in the exhaust gas treating body.
- the surface pressure of the holding sealing material of the present invention can be measured by the following method using a surface pressure measuring device.
- a hot surface pressure measuring device provided with a heater on the portion of the plate that compresses the mat is used, and the bulk density (GBD) of the sample becomes 0.3 g / cm 3 at room temperature. Compress until The contact pressure at that time is defined as the firing front pressure. Thereafter, it was held for 10 minutes.
- the scattering property of the inorganic fibers constituting the holding sealing material of the present invention can be measured by the following procedure. First, the holding sealing material is cut out to 100 mm ⁇ 100 mm to obtain a scattering property test sample 210. About this sample for a scattering test, the scattering rate of an inorganic fiber can be measured using the measuring apparatus shown to Fig.4 (a) and (b).
- Fig.4 (a) is a side view which shows typically an example of the measuring apparatus for measuring the scattering property of inorganic fiber. As shown in FIG. 4A, the test apparatus 200 is connected to the upper ends of two support columns 260 vertically provided on a base 250 so that the sample support arm 270 can rotate within a predetermined range. Has been.
- FIG.4 (b) is the top view which showed typically an example of the sample support arm part which comprises the measuring apparatus for measuring the scattering property of inorganic fiber.
- the other end of the sample support arm 270 is fixed by a sample fixing member 280 that connects the ends of the sample support arm 270 to each other.
- the sample support arm 270 is locked by a predetermined locking mechanism, and the scattering test sample 210 is fixed to the sample fixing member 280 by the clip 220.
- the sample support arm 270 is unlocked, the sample support arm 270 and the test sample 210 start dropping in a direction toward the base 250 to which the support column 260 is fixed.
- the sample support arm 270 and the column 260 become parallel, the sample support arm 270 collides with the vertical wall member 290. Due to this collision, a part of the inorganic fibers constituting the test sample 290 is broken and scattered.
- Fiber scattering rate (% by weight) (weight of sample for scattering test before test ⁇ weight of sample for scattering test after test) / (weight of sample for scattering test before test) ⁇ 100 (5)
- Weight per unit area of the holding sealing material of the present invention is not particularly limited, but is preferably 200 ⁇ 4000g / m 2, and more preferably 1000 ⁇ 3000g / m 2.
- the basis weight of the holding sealing material is less than 200 g / m 2 , the holding force is not sufficient, and when the basis weight of the holding sealing material exceeds 4000 g / m 2 , the bulk of the holding sealing material is difficult to decrease. Therefore, when manufacturing an exhaust gas purification apparatus using such a holding sealing material, the exhaust gas treating body is likely to drop off.
- the bulk density of the holding sealing material of the present invention is not particularly limited, but is preferably 0.10 to 0.30 g / cm 3 .
- the bulk density of the holding sealing material is less than 0.10 g / cm 3 , the entanglement of the inorganic fibers is weak and the inorganic fibers are easily peeled off, so that it is difficult to keep the shape of the holding sealing material in a predetermined shape.
- the bulk density of the holding sealing material exceeds 0.30 g / cm 3 , the holding sealing material becomes hard, the wrapping property around the exhaust gas treating body is lowered, and the holding sealing material is easily broken.
- the holding sealing material of the present invention may further contain an expansion material.
- the expansion material preferably has a characteristic of expanding in the range of 400 to 800 ° C. If the holding sealing material contains an expanding material, the holding sealing material expands in the range of 400 to 800 ° C. Therefore, the holding sealing material can be held even in a high temperature range exceeding 700 ° C where the strength of the glass fiber is reduced. The holding force at the time of using as a sealing material can be improved.
- the expanding material examples include vermiculite, bentonite, phlogopite, pearlite, expandable graphite, and expandable fluoride mica. These expanding materials may be used alone or in combination of two or more.
- the addition amount of the expansion material is not particularly limited, but is preferably 10 to 50% by weight, more preferably 20 to 30% by weight with respect to the total weight of the holding sealing material.
- the holding sealing material of the present invention is used as a holding sealing material for an exhaust gas purification device
- the number of holding sealing materials constituting the exhaust gas purification device is not particularly limited, and may be a single holding sealing material or coupled to each other.
- a plurality of holding sealing materials may be used.
- the method for bonding a plurality of holding sealing materials is not particularly limited, and examples thereof include a method of bonding holding sealing materials by sewing and a method of bonding holding sealing materials with an adhesive tape or an adhesive. .
- the manufacturing method of the holding sealing material of the present invention is suitable for the method of manufacturing the holding sealing material of the present invention.
- the manufacturing method of the holding sealing material of the present invention includes a mat preparing step of preparing a mat containing inorganic fibers, an organic binder dispersed in water after preparing a solution in which inorganic particles and a polymeric dispersant are mixed.
- the mat preparation process which prepares the mat containing an inorganic fiber first is performed.
- the mat constituting the holding sealing material can be obtained by various methods.
- the mat can be produced by a needling method or a papermaking method.
- the needling method for example, it can be produced by the following method. That is, first, an inorganic fiber precursor having an average fiber diameter of 3 to 10 ⁇ m is produced by spinning a spinning mixture using, for example, a basic aqueous aluminum chloride solution and silica sol as a raw material. Subsequently, the inorganic fiber precursor is compressed to produce a continuous sheet-like material having a predetermined size, subjected to a needle punching process, and then subjected to a firing process to complete the preparation of the mat.
- inorganic fibers such as alumina fibers and silica fibers, inorganic particles, and water are mixed so that the content of the inorganic fibers in the raw material liquid becomes a predetermined value, and mixed by stirring with a stirrer.
- the mixed solution may contain a colloidal solution made of a polymer compound or a resin as necessary.
- seat is produced by spin-dry
- the preparation of the mat is completed by heating and compressing the raw material sheet under predetermined conditions.
- Binder solution preparation step Next, after preparing a solution in which an inorganic particle solution and a polymer dispersant are mixed, the binder is mixed with an organic binder (organic binder solution) dispersed in water.
- a binder solution preparation step for preparing a solution is performed. First, by preparing a solution in which inorganic particles and a polymer dispersant are mixed, the surface of the inorganic particles is coated with the polymer dispersant. Subsequently, by mixing with an organic binder dispersed in water, the inorganic particles and the organic binder coated with the polymer dispersant can be dispersed in water.
- the inorganic particle solution used in the binder solution preparation step of the present invention is not particularly limited, and those described in the explanation of the holding sealing material of the present invention can be used, and alumina sol, silica sol and the like can be used.
- the concentration of the inorganic particle solution is not particularly limited, but it is preferable to use a solution in which the concentration of the inorganic particles is diluted to about 0.2 to 20% by weight in terms of solid content.
- the polymer dispersant to be mixed with the inorganic particle solution is not particularly limited, and those described in the explanation of the holding sealing material of the present invention can be used. Detailed description is omitted. The preferred range and type of number average molecular weight are also the same.
- the concentration of the polymer dispersant in the binder solution prepared in the binder solution preparation step of the present invention is not particularly limited, but is preferably 50 to 1000 ppm.
- concentration of the polymeric dispersant is less than 50 ppm, the amount of the polymeric dispersant is insufficient, so that it is difficult to suppress aggregation of the inorganic particles and the organic binder in the binder solution. Since the effect of dispersing is not changed, excessive addition is not preferable.
- the concentration of the organic binder solution is not particularly limited, but it is preferable to use a solution diluted to about 0.2 to 20% by weight in terms of solid content.
- the glass transition temperature of the organic binder is not particularly limited, but is preferably ⁇ 5 ° C. or lower, more preferably ⁇ 10 ° C. or lower, and more preferably ⁇ 30 ° C. or lower. More preferably it is.
- the mixing ratio of the solution obtained by mixing the inorganic particles and the polymer dispersant and the organic binder solution is not particularly limited, but the inorganic particle solution and the polymer dispersant
- the solid content weight of the inorganic particles in the mixed solution is preferably mixed at a weight ratio of 3: 1 to 1: 3.
- a pH adjuster for adjusting the pH of the binder solution may be added.
- the method of bringing the mat into contact with the binder solution is not particularly limited.
- the binder solution may be applied to the inorganic fibers in the mat by impregnating the mat with the binder solution.
- the binder solution may be applied to the inorganic fibers in the mat by dropping the binder solution onto the mat by a method such as curtain coating, and the binder solution is sprayed onto the mat and sprayed onto the mat as in spray coating. May be attached.
- a cutting step of cutting the holding sealing material into a predetermined shape may be further performed.
- a binder solution prepared by mixing with an organic binder dispersed in water is applied to a mat composed of inorganic fibers.
- a binder solution prepared by mixing with an organic binder dispersed in water is applied to a mat composed of inorganic fibers.
- a binder solution is provided to the whole surface of an inorganic fiber by an application
- the binder layer formed by the steps (a) to (d) has high tensile strength because it contains an organic binder, inorganic particles, and a polymeric dispersant. Therefore, the surface pressure of the holding sealing material manufactured by the manufacturing method of the holding sealing material of the present invention is high. Furthermore, since the binder layer is formed on the entire surface of the inorganic fiber, the scattering of the inorganic fiber can be suppressed even if the inorganic fiber breaks at any part.
- Another aspect of the sealing material of the present invention is a holding sealing material manufactured by the method for manufacturing a holding sealing material of the present invention, a mat preparation step of preparing a mat containing inorganic fibers, an inorganic particle solution, and a polymer system
- the mat provided with the solution is dried to produce the organic binder and the inorganic particles, and the drying step is performed.
- each process described in the column of the manufacturing method of the holding sealing material of the present invention may be the same unless otherwise specified. it can.
- an anionic polymer dispersant as the polymer dispersant in the binder solution preparation step.
- the binder solution is preferably prepared so that the solid weight content of the inorganic particles is 0.1 to 10 parts by weight in the binder solution preparation step.
- the binder solution is more preferably adjusted to 1 to 3 parts by weight, and more preferably the binder solution is adjusted to be 0.1 to 2 parts by weight.
- the binder solution is preferably prepared so that the solid content weight of the organic binder is 0.1 to 10 parts by weight, and the binder solution is adjusted so as to be 0.1 to 3 parts by weight. More preferably, the binder solution is further adjusted to be 0.1 to 2 parts by weight.
- an organic binder having a glass transition temperature of ⁇ 5 ° C.
- the binder solution is preferably prepared such that the tensile strength of the binder layer obtained by drying the binder solution is 5.0 MPa or more.
- the surface of the inorganic fiber is covered with a binder layer, and the binder layer preferably contains an organic binder, inorganic particles, and a polymer dispersant.
- the binder layer is organic binder, inorganic particles, and high A holding sealing material containing a molecular dispersant can be obtained.
- the binder layer is preferably formed on the entire surface of the inorganic fiber. Moreover, it is preferable that the surface of the inorganic particles is coated with a polymer dispersant and that the inorganic particles are dispersed in the organic binder component. Moreover, when the organic binder is burned out by heat, it is preferable that the unevenness
- the polymer dispersant is a binder in which the organic binder and the inorganic particles are dispersed in water. Become a solution.
- the binder solution in which the organic binder and the inorganic particles are dispersed in water is likely to spread over the entire surface of the inorganic fiber
- the binder is applied to the entire surface of the inorganic fiber by applying the binder solution to the mat.
- a layer can be formed.
- a holding sealing material in which the binder layer is formed on the entire surface of the inorganic fiber can be obtained.
- the surface of the inorganic particles is coated with the polymer dispersant by mixing the inorganic particles and the polymer dispersant, the surface of the inorganic particles is coated with the polymer dispersant, and the inorganic It can be a holding sealing material in which particles are dispersed in an organic binder component.
- the inorganic particles have a structure that spreads over the entire surface of the inorganic fiber, when the organic binder is burned off by heat, a holding sealing material in which irregularities due to the inorganic particles are formed over the entire surface of the inorganic fiber; can do.
- the holding sealing material of the present invention can be used as a holding sealing material for an exhaust gas purification device.
- the exhaust gas purifying apparatus of the present invention includes a metal casing, an exhaust gas treatment body accommodated in the metal casing, and a winding wound around the exhaust gas treatment body and disposed between the exhaust gas treatment body and the metal casing.
- An exhaust gas purifying apparatus comprising a sealing material, wherein the holding sealing material is manufactured by the holding sealing material of the present invention, another aspect of the holding sealing material of the present invention, or the method of manufacturing a holding sealing material of the present invention. Holding seal material.
- FIG. 5 is a cross-sectional view schematically showing an example of the exhaust gas purifying apparatus of the present invention.
- the exhaust gas purification apparatus 100 of the present invention includes a metal casing 130, an exhaust gas treatment body 120 accommodated in the metal casing 130, and a holding disposed between the exhaust gas treatment body 120 and the metal casing 130. And a sealing material 110.
- the exhaust gas treatment body 120 has a columnar shape in which a large number of cells 125 are arranged in parallel in the longitudinal direction with a cell wall 126 therebetween.
- an end of the metal casing 130 is connected to an introduction pipe for introducing the exhaust gas discharged from the internal combustion engine and an exhaust pipe for discharging the exhaust gas that has passed through the exhaust gas purification device to the outside, if necessary. It will be.
- the material of the metal casing constituting the exhaust gas purifying apparatus of the present invention is not particularly limited as long as it is a metal having heat resistance, and specifically, metals such as stainless steel, aluminum, iron and the like can be mentioned.
- a clamshell shape, a downsizing shape or the like can be suitably used in addition to a substantially cylindrical shape.
- FIG. 5 is a perspective view schematically showing an example of the exhaust gas treating body constituting the exhaust gas purifying apparatus of the present invention.
- An exhaust gas treatment body 120 shown in FIG. 5 is a honeycomb structure made of a columnar ceramic material in which a large number of cells 125 are provided side by side with cell walls 126 therebetween. One end of each cell 125 is sealed with a sealing material 128.
- the cross-sectional shape obtained by cutting the exhaust gas treatment body 120 in a direction perpendicular to the longitudinal direction is not particularly limited, and may be a substantially circular shape or a substantially elliptical shape, or a substantially polygonal shape such as a substantially triangular shape, a substantially rectangular shape, a substantially pentagonal shape, or a substantially hexagonal shape. There may be.
- the cross-sectional shape of the cells 125 constituting the exhaust gas treating body 120 may be a substantially triangular shape, a substantially quadrangular shape, a substantially pentagonal shape, a substantially hexagonal shape or the like, or may be a substantially circular shape or a substantially elliptical shape. Further, the exhaust gas treating body 120 may be a combination of cells having a plurality of cross-sectional shapes.
- the material constituting the exhaust gas treatment body 120 is not particularly limited, and non-oxides such as silicon carbide and silicon nitride, and oxides such as cordierite and aluminum titanate can be used. Of these, non-oxide porous fired bodies such as silicon carbide or silicon nitride are particularly preferable. Since these porous fired bodies are brittle materials, they are easily broken by a mechanical impact or the like. However, in the exhaust gas purifying apparatus of the present invention, the holding sealing material 110 is interposed around the side surface of the exhaust gas treatment body 120 to absorb the impact, so that the exhaust gas treatment body 120 is cracked by a mechanical impact or a thermal shock. It can be prevented from occurring.
- the exhaust gas treating body constituting the exhaust gas purifying apparatus of the present invention may carry a catalyst for purifying exhaust gas, and the supported catalyst is preferably a noble metal such as platinum, palladium, rhodium, etc. Then, platinum is more desirable.
- a noble metal such as platinum, palladium, rhodium, etc.
- platinum is more desirable.
- alkali metals such as potassium and sodium
- alkaline earth metals such as barium can be used. These catalysts may be used alone or in combination of two or more. When these catalysts are supported, it is easy to burn and remove PM, and toxic exhaust gas can be purified.
- the exhaust gas treatment body constituting the exhaust gas purification apparatus of the present invention may be an integrally formed honeycomb structure made of cordierite or the like, or may be made of silicon carbide or the like, and has a large number of through holes. May be a collective honeycomb structure in which a plurality of columnar honeycomb fired bodies arranged in parallel in the longitudinal direction with partition walls are bundled together through a paste mainly containing ceramic.
- the end of the cell may not be sealed without providing the cell with the sealing material.
- the exhaust gas treating body functions as a catalyst carrier that purifies harmful gas components such as CO, HC, or NOx contained in the exhaust gas by supporting a catalyst such as platinum.
- an outer peripheral coat layer may be formed on the outer peripheral surface.
- the outer peripheral portion of the exhaust gas treating body can be reinforced, the shape can be adjusted, and the heat insulation can be improved.
- the outer peripheral surface of the exhaust gas treatment body refers to a side surface portion of the exhaust gas treatment body that is columnar.
- the exhaust gas discharged from the internal combustion engine and flowing into the exhaust gas purification device 100 (in FIG. 5, the exhaust gas is indicated by G and the flow of the exhaust gas is indicated by an arrow) is an exhaust gas treatment body (honeycomb filter) 120.
- the exhaust gas treatment body 120 Flows into one cell 125 opened in the exhaust gas inflow end face 120a and passes through the cell wall 126 separating the cells 125.
- PM in the exhaust gas is collected by the cell wall 126, and the exhaust gas is purified.
- the purified exhaust gas flows out from another cell 125 opened in the exhaust gas treatment side end face 120b and is discharged to the outside.
- FIG. 7 is a perspective view schematically showing an example of the manufacturing method of the exhaust gas purifying apparatus of the present invention.
- the exhaust gas treating body and the holding sealing material constituting the exhaust gas purifying apparatus of the present invention are wound around the exhaust gas treating body 120 to form a wound body 140.
- the exhaust gas purifying apparatus of the present invention is obtained.
- a press-fitting method in which the exhaust gas treatment body 120 having the holding sealing material 110 disposed around it to a predetermined position inside the metal casing 130 is press-fitted ( Stuffing method), a sizing method (swaging type) that compresses from the outer peripheral side so as to reduce the inner diameter of the metal casing 130, and a shape in which the metal casing is separable into parts of the first casing and the second casing,
- Stuffing method Stuffing method
- a sizing method swaging type
- the inner diameter of the metal casing (the inner diameter of the portion accommodating the exhaust gas treating body) may be slightly smaller than the outer diameter of the wound body. preferable.
- the exhaust gas purifying apparatus of the present invention may be composed of a plurality of holding sealing materials of two or more layers joined together.
- the method for bonding a plurality of holding sealing materials is not particularly limited, and examples thereof include a method for bonding holding sealing materials by sewing and a method for bonding holding sealing materials with an adhesive tape or an adhesive. .
- the exhaust gas purification apparatus of the present invention is manufactured.
- a holding sealing material is interposed between the exhaust gas treating body and the metal casing, and the holding sealing material is different from the holding sealing material of the present invention and the holding sealing material of the present invention. It is the holding sealing material manufactured by the manufacturing method of the aspect or this invention. Therefore, the holding sealing material can exhibit a high surface pressure, and the exhaust gas treating body can be stably held. Furthermore, when the organic binder in the binder layer is burned out by the heat of the exhaust gas, irregularities due to inorganic particles are formed on the entire surface of the inorganic fiber.
- the fibers are not easily slipped, a high surface pressure can be maintained, and damage to the exhaust gas treating body can be suppressed. Furthermore, even if the inorganic fiber which comprises a holding
- the holding sealing material of the present invention the manufacturing method of the holding sealing material, another aspect of the holding sealing material, and the effect of the exhaust gas purifying apparatus will be described.
- the binder layer contains a polymer dispersant, aggregation of the organic binder and inorganic particles in the binder layer is suppressed.
- the binder layer containing the organic binder is formed over a wide range of the surface of the inorganic fiber.
- the binder layer contains inorganic particles, the binder layer is excellent in tensile strength. Since the aggregation of the inorganic particles is suppressed by the polymer dispersant, the strength of the binder layer is increased over a wide range.
- the holding sealing material of the present invention since the binder layer is formed in a wide range on the surface of the inorganic fiber, the organic binder and the polymer dispersant in the binder layer are decomposed by the heat of the exhaust gas. In this case, the inorganic particles constituting the binder layer are exposed, and irregularities are formed in a wide range of the surface of the inorganic fiber. Therefore, the unevenness due to the inorganic particles increases the friction between the inorganic fibers, and even after the binder layer is decomposed by the heat of the exhaust gas, it becomes a holding sealing material having a high surface pressure.
- the holding sealing material having the above configuration can be easily manufactured.
- the holding sealing material is interposed between the exhaust gas treating body and the metal casing, it is possible to prevent the exhaust gas from leaking and to form the holding sealing material. Since the binder layer containing the polymer dispersant is formed on the fiber surface, the surface pressure of the holding sealing material is high, and the exhaust gas treating body can be stably held.
- the binder layer is burned out by the exhaust gas flowing through the exhaust gas treating body constituting the exhaust gas purifying apparatus.
- the binder layer burns out, the inorganic particles constituting the binder layer are exposed and the friction between the inorganic fibers is improved, so that the surface pressure can be kept high.
- Example 1 (A) Mat preparation step First, a mat containing inorganic fibers was prepared by the following procedure.
- the obtained mixed solution was concentrated to obtain a spinning mixture, and the spinning mixture was spun by a blowing method to prepare an inorganic fiber precursor having an average fiber diameter of 5.1 ⁇ m.
- (A-2) Compression step The inorganic fiber precursor obtained in the above step (a-1) was compressed to produce a continuous sheet.
- (A-3) Needle punching process The sheet-like material obtained in the above step (a-2) was continuously subjected to needle punching using the conditions shown below to produce a needle punched body.
- a needle board to which needles were attached at a density of 21 pieces / cm 2 was prepared.
- the needle board is disposed above the one surface of the sheet-like material, and the needle board is moved up and down once along the thickness direction of the sheet-like material to perform needle punching treatment. Was made. At this time, the needle was penetrated until the barb formed at the tip of the needle completely penetrated the surface on the opposite side of the sheet-like material.
- (A-4) Firing step An inorganic fiber containing 72 parts by weight and 28 parts by weight of alumina and silica, which is obtained by continuously firing the needle punched body obtained in the above step (a-3) at a maximum temperature of 1250 ° C.
- the baked sheet-like material which consists of was manufactured.
- the average fiber diameter of the inorganic fibers was 5.1 ⁇ m, and the minimum value of the inorganic fiber diameter was 3.2 ⁇ m.
- the fired sheet material thus obtained has a bulk density of 0.15 g / cm 3 and a basis weight of 1500 g / m 2 .
- Binder solution preparation step (b-1) Organic binder solution preparation step Acrylate latex in which an acrylic rubber having a glass transition temperature of ⁇ 10 ° C. is dispersed in water (Nipol LX854E manufactured by Nippon Zeon Co., Ltd. (solid content concentration) : 45 wt%)) and diluted with water to prepare an organic binder solution having a solid content concentration of 2 wt%.
- Alumina colloid solution (alumina sol) (Alumina sol 550 (solid content concentration: 15 wt%) manufactured by Nissan Chemical Industries, Ltd.) was diluted with water, and an anionic polymer dispersant (San Nopco) Nopcosanto RFA) was added and stirred sufficiently to prepare an inorganic binder solution having a solid content concentration of inorganic particles of 2% by weight and a concentration of the anionic polymer dispersant of 500 ppm.
- step (D) Drying step (d-1) Dehydration step
- the mat provided with the binder solution obtained in the above step (c) applying step is sucked and dehydrated with a dehydrator so that the binder solution becomes an inorganic fiber. It was prepared so that 100 parts by weight was applied to 100 parts by weight.
- Example 2 Example 1 except that an acrylate latex (Nipol LX874 (solid content concentration: 45 wt%) manufactured by Nippon Zeon Co., Ltd.) in which acrylic rubber having a glass transition temperature of ⁇ 31 ° C. was dispersed in water was used as the organic binder. A holding sealing material was produced in the same manner as described above.
- an acrylate latex Nipol LX874 (solid content concentration: 45 wt%) manufactured by Nippon Zeon Co., Ltd.) in which acrylic rubber having a glass transition temperature of ⁇ 31 ° C. was dispersed in water was used as the organic binder.
- a holding sealing material was produced in the same manner as described above.
- Example 3 (B-1) In the organic binder solution preparation step, the solid content concentration of the organic binder solution is 1.0% by weight; and (b-2) Inorganic particle solids in the inorganic particle solution are prepared in the inorganic particle solution preparation step.
- a holding sealing material was produced in the same manner as in Example 2 except that the partial concentration was changed to 3.0% by weight.
- the amount of the inorganic particles contained in the binder layer constituting the holding sealing material is 1.5 parts by weight with respect to 100 parts by weight of the inorganic fibers, and the amount of the organic binder is 100 parts by weight of the inorganic fibers. The amount was 0.5 part by weight.
- Example 4 A holding sealing material was produced in the same manner as in Example 1 except that a polyethylene glycol dispersant (Emanon 1112 manufactured by Kao Corporation) was used as the polymer dispersant.
- a polyethylene glycol dispersant (Emanon 1112 manufactured by Kao Corporation) was used as the polymer dispersant.
- Example 5 A holding sealing material was produced in the same manner as in Example 1 except that a naphthalenesulfonic acid formalin condensate-based dispersant (Demol N manufactured by Kao Corporation) was used as the polymer dispersant.
- a naphthalenesulfonic acid formalin condensate-based dispersant (Demol N manufactured by Kao Corporation) was used as the polymer dispersant.
- Example 6 A holding sealing material was produced in the same manner as in Example 1 except that a polyvinyl alcohol dispersant (Denkapoval B-24N manufactured by Denki Kagaku Kogyo Co., Ltd.) was used as the polymer dispersant.
- a polyvinyl alcohol dispersant (Denkapoval B-24N manufactured by Denki Kagaku Kogyo Co., Ltd.) was used as the polymer dispersant.
- Binder layer tensile strength test The binder solution prepared in each example and comparative example was poured into a glass plate with a frame, left to dry at room temperature, and then punched to prepare a dumbbell-shaped test piece having a thickness of 0.4 mm. Using this test piece, the tensile strength (tensile breaking strength) of the binder layer was measured by conducting a tensile test at a speed of 300 mm / min with an Instron type tensile tester. The results are shown in Table 1.
- the binder layer could not be formed because the binder solution did not contain an organic binder. Therefore, scattering of inorganic fibers could not be suppressed. Further, in the holding sealing material of Comparative Example 3, since the binder layer did not contain inorganic particles, the tensile strength of the binder layer was low, and the surface pressure was also low.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Toxicology (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Exhaust Gas After Treatment (AREA)
- Nonwoven Fabrics (AREA)
- Sealing Material Composition (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
Abstract
Description
特許文献1に開示された保持シール材では、マットを構成する無機繊維の一部にのみ凝集物が添着されている。そのため、凝集物が添着されていない部分では無機繊維同士の摩擦が小さく、面圧を向上させる効果が充分に発揮されていなかった。そのため、特許文献1に開示された保持シール材には面圧を向上させる余地があった。また、特許文献1に開示された保持シール材は、排ガスの熱により有機結合剤が焼失した場合に、無機粒子が無機繊維の表面の一部にしか存在しない。そのため、焼成後の面圧にも向上の余地があり、面圧の更なる向上が望まれていた。
結合剤層の強度が弱いと、無機繊維同士が接触した際に、結合剤層の剥離とともに無機繊維が滑ってしまい保持シール材の面圧が低くなってしまうが、結合剤層の強度が高いと無機繊維が滑ることが防止され、面圧の高い保持シール材となる。
保持シール材に衝撃が加えられると、無機繊維が衝撃により破断し、破断した無機繊維が飛散することが知られている。このような無機繊維の飛散を抑制することも、保持シール材に求められる特性の一つである。
ここで、無機繊維の表面に結合剤層が形成されていると、結合剤層が形成されている部分で無機繊維が破断した場合であっても破断した無機繊維が繋ぎ止められるため繊維の飛散が防止される。
上記無機粒子及び上記有機結合剤の含有量が無機繊維100重量部に対して0.1重量部未満の場合、結合剤層が形成される部分が小さく、無機繊維の飛散を抑制する効果が小さくなる。また、上記無機粒子及び上記有機結合剤の含有量が上記無機繊維100重量部に対して10重量部を超える場合、無機繊維の飛散を抑制する効果、及び、面圧の向上という効果はほとんど変わらず、排ガスの熱によって発生する分解ガスの量が多くなり、周囲の環境に悪影響を与える可能性がある。そのため、有機結合剤の含有量はできるたけ少ない方が好ましく、3重量部以下であることがより好ましい。
無機繊維の表面全体にわたって無機粒子による凹凸が形成されることで、無機繊維同士が滑りにくくなり、無機繊維同士の絡み合いが強固となる。そのため、保持シール材の面圧を向上させやすくなる。
さらに、結合剤層が無機繊維の表面全体に形成されていると、無機繊維がいずれの部位で破断したとしても、無機繊維が飛散することを抑制しやすくなる。
さらに、無機繊維の表面全体に結合剤層が形成されることから、上記無機繊維がいずれの箇所で破断しても、上記無機繊維が飛散することを抑制しやすくなる。
また、結合剤層が硬くなり過ぎないため、無機繊維の飛散を抑制しやすくなる。
上記高分子系分散剤は、上記無機粒子を被覆することで上記有機結合剤との凝集を抑制するため、上記結合剤溶液準備工程で準備される結合剤溶液は、水中に有機結合剤と無機粒子が分散した結合剤溶液となる。水中に有機結合剤と無機粒子が分散している上記結合剤溶液は、無機繊維の表面全体に広がりやすいため、上記結合剤溶液を上記マットに付与することで、無機繊維の表面全体に結合剤層を形成することができる。
そのため、本発明の保持シール材の製造方法では、無機繊維の表面全体が結合剤層に覆われており、無機繊維が滑ることが無機繊維の表面全体にわたって防止されるため、面圧が高い保持シール材であって、上記無機繊維がいずれの箇所で破断しても上記無機繊維の飛散を抑制することができる保持シール材を製造することができる。
以下、本発明の保持シール材について具体的に説明する。しかしながら、本発明は、以下の構成に限定されるものではなく、本発明の要旨を変更しない範囲において適宜変更して適用することができる。
本発明の保持シール材は、無機繊維表面が結合剤層で覆われており、上記結合剤層は、有機結合剤、無機粒子、及び、高分子系分散剤を含むことを特徴とする。
無機繊維が、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、及び、ムライト繊維の少なくとも1種である場合には、耐熱性に優れているので、排ガス処理体が充分な高温に晒された場合であっても、変質等が発生することはなく、保持シール材としての機能を充分に維持することができる。また、無機繊維が生体溶解性繊維である場合には、保持シール材を用いて排ガス浄化装置を作製する際に、飛散した無機繊維を吸入等しても、生体内で溶解するため、作業員の健康に害を及ぼすことがない。
アルミナシリカ繊維の組成比としては、重量比でAl2O3:SiO2=60:40~80:20であることが好ましく、Al2O3:SiO2=70:30~74:26であることがより好ましい。
無機繊維の平均繊維長が5mm未満であると、無機繊維の繊維長が短すぎるため、無機繊維同士の交絡が不充分となり、排ガス処理体への巻き付け性が低下し、保持シール材が割れやすくなる。また、無機繊維の平均繊維長が150mmを超えると、無機繊維の繊維長が長すぎるため、保持シール材を構成する繊維本数が減少するため、マットの緻密性が低下する。その結果、保持シール材のせん断強度が低くなる。
図1(a)は、本発明の保持シール材を構成する無機繊維及び無機繊維表面を覆う結合剤層の一例を模式的に示した斜視図であり、図1(b)は図1(a)におけるA-A線断面図である。図1(c)は、図1(b)の結合剤層の部分拡大図である。
無機粒子21の表面が高分子系分散剤23により被覆されていると、結合剤層20中で無機粒子21が凝集することを効果的に抑制することができる。さらに、無機粒子21が有機結合剤成分22中に分散していることで、結合剤層の引っ張り強度を高く保ちやすい。
なお、上記試験片は、結合剤層の原料となる結合剤溶液を枠付きガラス板に流し込み、室温で放置して乾燥させ、被膜状にすることにより作製することができる。
上記有機結合剤としては特に限定されず、アクリル系樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等が挙げられる。
上記有機結合剤の含有量が上記無機繊維100重量部に対して0.1重量部未満の場合、無機繊維の飛散を抑制する効果が小さくなる。10重量部を超える場合、面圧の向上という効果はほとんど変わらず、排ガスの熱によって発生する分解ガスの量が多くなり、周囲の環境に悪影響を与える可能性がある。そのため、上記有機結合剤の含有量はできるだけ少ない方が好ましく、10重量部以下であることが好ましく、3重量部以下であることがより好ましく、2重量部以下であることがさらに好ましい。
また、結合剤層が硬くなり過ぎないため、無機繊維の飛散を抑制しにくくなる。
上記無機ゾル分散溶液(無機粒子溶液)としては特に限定されず、アルミナゾル、シリカゾル等が挙げられる。
上記無機粒子としては、アルミナゾルに由来するアルミナ粒子、シリカゾルに由来するシリカ粒子が好ましい。
上記無機粒子の含有量が上記無機繊維100重量部に対して0.1重量部未満の場合、無機粒子の含有量が不足するため面圧の向上効果が小さくなりやすい。10重量部を超える場合、面圧の向上という効果はほとんど変わらないが、結合剤層が硬くなりすぎることがあり、無機繊維の飛散を抑制しにくくなる。そのため、無機繊維の飛散を充分抑制するためには、本発明における無機粒子が、本発明の保持シール材を構成する無機繊維100重量部に対して0.1~3重量部含まれることがより好ましい。
これらの中では、親水性合成高分子物質が好ましく、アニオン性高分子系分散剤がより好ましい。例えば、無機粒子としてアルミナゾル由来のアルミナ粒子を使用した場合、上記アルミナ粒子の表面は分散溶液中でカチオン性となる。そのため、アニオン性高分子系分散剤は静電引力によりアルミナ粒子に吸着しやすい。さらに、高分子系分散剤が極性を有する場合は、有機結合剤も例えばアクリル系樹脂のように極性を有するものが好ましい。これは結合剤層中で有機結合剤と高分子系分散剤の相溶性が高まることで、アンカー効果により結合剤層の強度が向上するためである。
また、これらの高分子系分散剤は、1種類のみ用いられていてもよく、複数種類が併用されていてもよい。また、アニオン性高分子系分散剤としての性質を示す構造とノニオン性高分子系分散剤としての性質を示す構造を共に有する高分子系分散剤であってもよい。
これらの化合物からなる生体溶解性繊維は、人体に取り込まれても溶解しやすいので、これらの無機繊維を含んでなるマットは人体に対する安全性に優れている。
また、シリカの含有量が60重量%未満では、柔軟性を有するシリカの含有量が少ないため構造的にもろく、また、生理食塩水に溶けやすい、アルカリ金属化合物、アルカリ土類金属化合物、及び、ホウ素化合物からなる群より選択される少なくとも1種の化合物の割合が相対的に高くなるので生体溶解性繊維が生理食塩水に溶けやすくなりすぎる傾向にある。
なお、シリカの含有量は、SiO及びSiO2の量をSiO2に換算して算出したものである。
図2(a)は、本発明の保持シール材を構成する無機繊維の表面に結合剤層が形成されたもののSEM写真であり、図2(b)は、本発明の保持シール材を熱処理して有機結合剤を焼失させた後のSEM写真である。
本明細書において有機結合剤を焼失させる場合、特筆しない限り600℃で1時間、大気中で加熱することを指す。
図3は、本発明の保持シール材の一例を模式的に示した斜視図である。図3に示すように、本発明の保持シール材は、所定の長手方向の長さ(以下、図3中、矢印Lで示す)、幅(図3中、矢印Wで示す)及び厚さ(図3中、矢印Tで示す)を有する平面視略矩形の平板形状のマットから構成されていてもよい。
なお、「平面視略矩形」とは、凸部及び凹部を含む概念である。また、平面視略矩形には、角部が90°以外の角度を有する形状も含まれる。
保持シール材の厚さが2.0mm未満であると、保持シール材の面圧が排ガス処理体を保持するのに充分でなくなる。そのため、排ガス処理体が抜け落ちやすくなる。また、排ガス処理体に体積変化が生じた場合、保持シール材は排ガス処理体の体積変化を吸収しにくくなる。そのため、排ガス処理体にクラック等が発生しやすくなる。
面圧の測定には、マットを圧縮する板の部分に加熱ヒーターを備えた熱間面圧測定装置を使用し、室温状態で、サンプルの嵩密度(GBD)が0.3g/cm3となるまで圧縮する。そのときの面圧を焼成前面圧とする。その後、10分間保持した。なお、サンプルの嵩密度は、「嵩密度=サンプル重量/(サンプルの面積×サンプルの厚さ)」で求められる値である。
次に、サンプルを圧縮した状態で40℃/minの昇温速度で片面900℃、片面650℃まで昇温しながら、嵩密度が0.273g/cm3となるまで圧縮を開放する。そして、サンプルを温度片面900℃、片面650℃、嵩密度0.273g/cm3の状態で5分間保持する。
その後、1inch(25.4mm)/minの速度で嵩密度が0.3g/cm3となるまで圧縮する。嵩密度0.273g/cm3となるまでの圧縮の開放と、嵩密度0.3g/cm3となるまでの圧縮を1000回繰り返した後の嵩密度0.273g/cm3時の荷重を測定する。得られた荷重をサンプルの面積で除算することにより、面圧(kPa)を求め、焼成後面圧とする。
まず、保持シール材を100mm×100mmに切り出し、飛散性試験用サンプル210とする。この飛散試験用サンプルについて、図4(a)及び(b)に示す測定装置を用いて、無機繊維の飛散率を測定することができる。
図4(a)は、無機繊維の飛散性を測定するための測定装置の一例を模式的に示す側面図である。図4(a)に示すように、試験装置200は、基台250上に垂直に設けられた2本の支柱260の上端部にサンプル支持アーム270が所定の範囲内で回転可能となるよう接続されている。さらに、2本の支柱間には、上記サンプル支持アームと衝突可能な位置に、垂直壁部材290が固定されている。
また、図4(b)は、無機繊維の飛散性を測定するための測定装置を構成するサンプル支持アーム部の一例を模式的に示した平面図である。図4(b)に示すように、サンプル支持アーム270のもう一方の端部はサンプル支持アーム270の端部同士を接続するサンプル固定部材280によって固定されている。サンプル支持アーム270の端部に接続されるサンプル固定部材280から支柱260方向に一定距離離れた位置には、もう一本のサンプル固定部材280が存在し、2本のサンプル支持アーム270は、少なくとも2箇所でサンプル固定部材によって接続されている。
繊維飛散率(重量%)=(試験前の飛散試験用サンプルの重量-試験後の飛散試験用サンプルの重量)/(試験前の飛散試験用サンプルの重量)×100 (5)
また、保持シール材の嵩密度が0.30g/cm3を超えると、保持シール材が硬くなり、排ガス処理体への巻き付け性が低下し、保持シール材が割れやすくなる。
保持シール材に膨張材が含有されていると、400~800℃の範囲で保持シール材が膨張するようになるため、ガラス繊維の強度が低下する700℃を超えるような高温域においても、保持シール材として使用する際の保持力を向上させることができる。
膨張材の添加量は、特に限定されないが、保持シール材の全重量に対して10~50重量%であることが好ましく、20~30重量%であることがより好ましい。
本発明の保持シール材の製造方法は、本発明の保持シール材を製造する方法に適している。
本発明の保持シール材の製造方法では、まず、無機繊維を含むマットを準備するマット準備工程を行う。
保持シール材を構成するマットは、種々の方法により得ることができるが、例えば、ニードリング法又は抄造法により製造することができる。
ニードリング法の場合、例えば、以下の方法により製造することができる。すなわち、まず、例えば、塩基性塩化アルミニウム水溶液とシリカゾル等とを原料とする紡糸用混合物をブローイング法により紡糸して3~10μmの平均繊維経を有する無機繊維前駆体を作製する。続いて、上記無機繊維前駆体を圧縮して所定の大きさの連続したシート状物を作製し、これにニードルパンチング処理を施し、その後、焼成処理を施すことによりマットの準備が完了する。
次に、無機粒子溶液と高分子系分散剤を混合した溶液を調製した後、水中に分散させた有機結合剤(有機結合剤溶液)と混合することにより結合剤溶液を調製する結合剤溶液準備工程を行う。まず、無機粒子と高分子系分散剤を混合した溶液を調製することで、無機粒子の表面を高分子系分散剤によって被覆する。続いて、水中に分散させた有機結合剤と混合することによって、水中に高分子系分散剤によって被覆された無機粒子と有機結合剤を分散させることができる。
次に、上記結合剤溶液を上記マットに付与する付与工程を行う。
この付与工程において、マットを結合剤溶液と接触させる方法は、特に限定されず、例えば、マットを結合剤溶液に含浸することにより、マット中の無機繊維に結合剤溶液を付与させてもよく、カーテンコート法等の方法で結合剤溶液をマット上に落下させることにより、マット中の無機繊維に結合剤溶液を付与させてもよく、スプレーコーティングのように結合剤溶液を噴霧してマットに吹きつけてもよい。
さらに、結合剤溶液を付与させたマットを脱水処理することにより、上記マットを構成する無機繊維100重量部に対する上記結合剤溶液の付与量が50~200重量部となるように調整することが好ましい。
この後、上記結合剤溶液を付与した上記マットを、110~140℃程度の温度で乾燥させる乾燥工程を行い、上記有機結合剤及び上記無機粒子を乾燥させ、結合剤溶液中の溶媒を蒸発させることによって、結合剤層に有機結合剤、無機粒子、及び、高分子系分散剤が含まれた本発明の保持シール材を製造することができる。
上記(a)-(d)工程により形成された結合剤層は、有機結合剤、無機粒子、及び、高分子系分散剤を含むため、引っ張り強度が高い。そのため本発明の保持シール材の製造方法により製造される保持シール材の面圧は高いものとなる。さらに、結合剤層が無機繊維の表面全体に形成されるため、いずれの部位で無機繊維が破断したとしても、無機繊維の飛散を抑制することができる。
本発明のシール材の別の態様は、本発明の保持シール材の製造方法によって製造される保持シール材であり、無機繊維を含むマットを準備するマット準備工程と、無機粒子溶液と高分子系分散剤を混合した後、水中に分散させた有機結合剤と混合することにより結合剤溶液を調製する結合剤溶液準備工程と、上記結合剤溶液を上記マットに付与する付与工程と、上記結合剤溶液が付与された上記マットを乾燥して上記有機結合剤及び無機粒子を乾燥させる乾燥工程とを含む工程により製造されることを特徴とする。
本発明の保持シール材の別の態様を製造するための各工程に関し、本発明の保持シール材の製造方法の欄で説明した各工程については、特に記載がない限り同様の工程とすることができる。
また、上記結合剤溶液準備工程では、結合剤溶液を乾燥させた結合剤層の引っ張り強度が5.0MPa以上となるように上記結合剤溶液を調製することが好ましい。
上記マット準備工程、上記結合剤溶液準備工程、上記付与工程、上記乾燥工程を行うことにより、無機繊維表面が結合剤層で覆われ、上記結合剤層が有機結合剤、無機粒子、及び、高分子系分散剤を含む保持シール材とすることができる。
また、有機結合剤を熱で焼失させた場合、無機繊維の表面全体にわたって上記無機粒子による凹凸が形成されることが好ましい。
高分子系分散剤は、水中で無機粒子と有機結合剤の凝集を抑制するため、上記結合剤溶液準備工程で準備される結合剤溶液は、水中で有機結合剤と無機粒子が分散した結合剤溶液となる。水中で有機結合剤と無機粒子が分散している上記結合剤溶液は、無機繊維の表面全体に広がりやすいため、上記結合剤溶液を上記マットに付与することで、無機繊維の表面全体に結合剤層を形成することができる。その結果、結合剤層が無機繊維の表面全体に形成された保持シール材とすることができる。
また、無機粒子と高分子系分散剤を混合することによって無機粒子の表面が高分子系分散剤により被覆されるため、無機粒子の表面が高分子系分散剤により被覆されてなるとともに、上記無機粒子が有機結合剤成分中に分散してなる保持シール材とすることができる。
さらに、上記無機粒子が無機繊維の表面全体に広がった構造となるため、有機結合剤を熱で焼失させた場合に上記無機繊維の表面全体にわたって上記無機粒子による凹凸が形成される保持シール材とすることができる。
本発明の排ガス浄化装置は、金属ケーシングと、上記金属ケーシングに収容された排ガス処理体と、上記排ガス処理体の周囲に巻き付けられ、上記排ガス処理体及び上記金属ケーシングの間に配設された保持シール材とを備える排ガス浄化装置であって、上記保持シール材は、本発明の保持シール材、本発明の保持シール材の別の態様、又は、本発明の保持シール材の製造方法により製造された保持シール材である。
図5に示すように、本発明の排ガス浄化装置100は、金属ケーシング130と、金属ケーシング130に収容された排ガス処理体120と、排ガス処理体120及び金属ケーシング130の間に配設された保持シール材110とを備えている。
排ガス処理体120は、多数のセル125がセル壁126を隔てて長手方向に並設された柱状のものである。なお、金属ケーシング130の端部には、必要に応じて、内燃機関から排出された排ガスを導入する導入管と、排ガス浄化装置を通過した排ガスが外部に排出される排出管とが接続されることとなる。
なお、排ガス浄化装置を構成する保持シール材の構成については、本発明の保持シール材としてすでに説明しているので省略する。
図5は、本発明の排ガス浄化装置を構成する排ガス処理体の一例を模式的に示す斜視図である。
これら多孔質焼成体は、脆性材料であるので、機械的な衝撃等により破壊されやすい。しかし、本発明の排ガス浄化装置では、排ガス処理体120の側面の周囲には保持シール材110が介在し、衝撃を吸収するので、機械的な衝撃や熱衝撃により排ガス処理体120にクラック等が発生するのを防止することができる。
図5に示すように、内燃機関から排出され、排ガス浄化装置100に流入した排ガス(図5中、排ガスをGで示し、排ガスの流れを矢印で示す)は、排ガス処理体(ハニカムフィルタ)120の排ガス流入型端面120aに開口した一のセル125に流入し、セル125を隔てるセル壁126を通過する。この際、排ガス中のPMがセル壁126で捕集され、排ガスが浄化されることとなる。浄化された排ガスは、排ガス処理側端面120bに開口した他のセル125から流出し、外部に排出される。
本発明の排ガス浄化装置を構成する排ガス処理体および保持シール材は、図7に示すように排ガス処理体120の周囲に沿って保持シール材110を巻き付け、巻付体140とする。次に、この巻付体140を金属ケーシング130に収容することで、本発明の排ガス浄化装置となる。
圧入方式(スタッフィング方式)によって巻付体を金属ケーシングに収容する場合、金属ケーシングの内径(排ガス処理体を収容する部分の内径)は、上記巻付体の外径より若干小さくなっていることが好ましい。
そのため、保持シール材が高い面圧を発揮することができ、排ガス処理体を安定的に保持することができる。さらに、排ガスの熱によって結合剤層中の有機結合剤が焼失した場合、無機繊維の表面全体には無機粒子による凹凸が形成される。この無機粒子による凹凸が無機繊維の表面全体に形成されていることで、繊維同士が滑りにくくなり、高い面圧を保持することができ、排ガス処理体の破損を抑制することができる。
さらに、保持シール材を構成する無機繊維がいずれの部位で破断したとしても、無機繊維が飛散することを抑制することができる。
結合剤層の強度が弱いと、無機繊維同士が接触した際に、結合剤層の剥離とともに無機繊維が滑ってしまい保持シール材の面圧が低くなってしまうが、結合剤層の強度が高いと無機繊維が滑ることが防止され、面圧の高い保持シール材となる。
さらに、本発明の保持シール材は、結合剤層が無機繊維の表面の広い範囲に形成されているため、排ガスの熱により結合剤層中の有機結合剤や高分子系分散剤が分解された場合、結合剤層を構成する無機粒子が露出し、上記無機繊維の表面の広い範囲に凹凸を形成する。そのため、無機粒子による凹凸が無機繊維同士の摩擦を大きくし、排ガスの熱により結合剤層が分解された後であっても、面圧の高い保持シール材となる。
以下、本発明をより具体的に開示した実施例を示す。なお、本発明はこれらの実施例のみに限定されるものではない。
(a)マット準備工程
まず、以下の手順により無機繊維を含むマットを準備した。
Al含有量が70g/lであり、Al:Cl=1:1.8(原子比)となるように調製した塩基性塩化アルミニウム水溶液に対して、焼成後の無機繊維における組成比が、Al2O3:SiO2=72:28(重量比)となるようにシリカゾルを配合し、さらに、有機重合体(ポリビニルアルコール)を適量添加して混合液を調製した。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して平均繊維径が5.1μmである無機繊維前駆体を作製した。
上記工程(a-1)で得られた無機繊維前駆体を圧縮して、連続したシート状物を作製した。
上記工程(a-2)で得られたシート状物に対して、以下に示す条件を用いて連続的にニードルパンチング処理を行ってニードルパンチング処理体を作製した。
まず、ニードルが21個/cm2の密度で取り付けられたニードルボードを準備した。次に、このニードルボードをシート状物の一方の表面の上方に配設し、ニードルボードをシート状物の厚さ方向に沿って一回上下させることによりニードルパンチング処理を行い、ニードルパンチング処理体を作製した。この際、ニードルの先端部分に形成されたバーブがシート状物の反対側の表面に完全に貫出するまでニードルを貫通させた。
上記工程(a-3)で得られたニードルパンチング処理体を最高温度1250℃で連続して焼成し、アルミナとシリカとを72重量部:28重量部で含む無機繊維からなる焼成シート状物を製造した。無機繊維の平均繊維径は、5.1μmであり、無機繊維径の最小値は、3.2μmであった。このようにして得られた焼成シート状物は、嵩密度が0.15g/cm3であり、目付量が1500g/m2である。
上記工程(a-4)で得られた焼成シート状物を切断して、無機繊維を含むマットを作製した。
(b-1)有機結合剤溶液調製工程
ガラス転移温度が-10℃であるアクリルゴムを水に分散させたアクリレート系ラテックス(日本ゼオン社製 Nipol LX854E(固形分濃度:45wt%))を用い、水で希釈することにより、固形分濃度が2重量%の有機結合剤溶液を調製した。
アルミナコロイド溶液(アルミナゾル)(日産化学工業社製 アルミナゾル550(固形分濃度:15wt%))を水で希釈し、アニオン性高分子系分散剤(サンノプコ社製 ノプコサントRFA)を添加して充分攪拌することで、無機粒子の固形分濃度が2重量%であり、上記アニオン性高分子系分散剤の濃度が500ppmである無機結合剤溶液を調製した。
上記工程(b-2)で得られた無機粒子溶液に上記工程(b-1)で得られた有機結合剤溶液を、無機粒子溶液:有機結合剤溶液=1:1の重量比になるよう加え充分攪拌し、有機結合剤が固形分濃度で1重量%、無機粒子が固形分濃度で1重量%、上記アニオン性高分子系分散剤の濃度が250ppmである結合剤溶液を調製した。
上記工程(b)結合剤溶液準備工程で得られた結合剤溶液を、カーテンコート法により(a)マット準備工程で得られたマットに付与した。
(d-1)脱水工程
上記工程(c)付与工程で得られた、結合剤溶液が付与されたマットを脱水機で吸引脱水することにより、上記結合剤溶液が、無機繊維100重量部に対して100重量部付与された状態となるように調製した。
上記(d-1)脱水工程を終えたマットを、温度130℃、風速2m/sの熱風を吹き付けることにより加熱熱風乾燥して、保持シール材とした。
有機結合剤として、ガラス転移温度が-31℃であるアクリルゴムを水に分散させたアクリレート系ラテックス(日本ゼオン社製 Nipol LX874(固形分濃度:45wt%))を用いたほかは、実施例1と同様にして保持シール材を製造した。
(b-1)有機結合剤溶液調製工程において、有機結合剤溶液の固形分濃度を1.0重量%とし、(b-2)無機粒子溶液調製工程において、無機粒子溶液中の無機粒子の固形分濃度を3.0重量%に変更したほかは、実施例2と同様にして保持シール材を製造した。
このとき、保持シール材を構成する結合剤層に含まれる無機粒子の量は、無機繊維100重量部に対して1.5重量部であり、有機結合剤の量は、無機繊維100重量部に対して0.5重量部であった。
高分子系分散剤として、ポリエチレングリコール系分散剤(花王社製 エマノーン1112)を用いたほかは、実施例1と同様にして保持シール材を製造した。
高分子系分散剤として、ナフタレンスルホン酸ホルマリン縮合物系分散剤(花王社製 デモールN)を用いたほかは、実施例1と同様にして保持シール材を製造した。
高分子系分散剤として、ポリビニルアルコール系分散剤(電気化学工業社製 デンカポバールB-24N)を用いたほかは、実施例1と同様にして保持シール材を製造した。
(b-2)無機粒子溶液調製工程において高分子系分散剤を加えないほかは、実施例2と同様にして保持シール材を製造した。
(b)結合剤溶液準備工程において、有機結合剤を加えないほかは、実施例2と同様にして保持シール材を製造した。
(b)結合剤溶液準備工程において、無機粒子を加えないほかは、実施例2と同様にして保持シール材を製造した。
各実施例及び比較例で準備した結合剤溶液を枠付ガラス板に流し込み、室温で放置して乾燥させた後、打ち抜き、厚さ0.4mmのダンベル形状の試験片を作製した。この試験片を用いて、インストロン型引張試験機で300mm/minの速度で引っ張り試験を行うことにより、結合剤層の引っ張り強度(引っ張り破断強度)を測定した。結果を表1に示す。
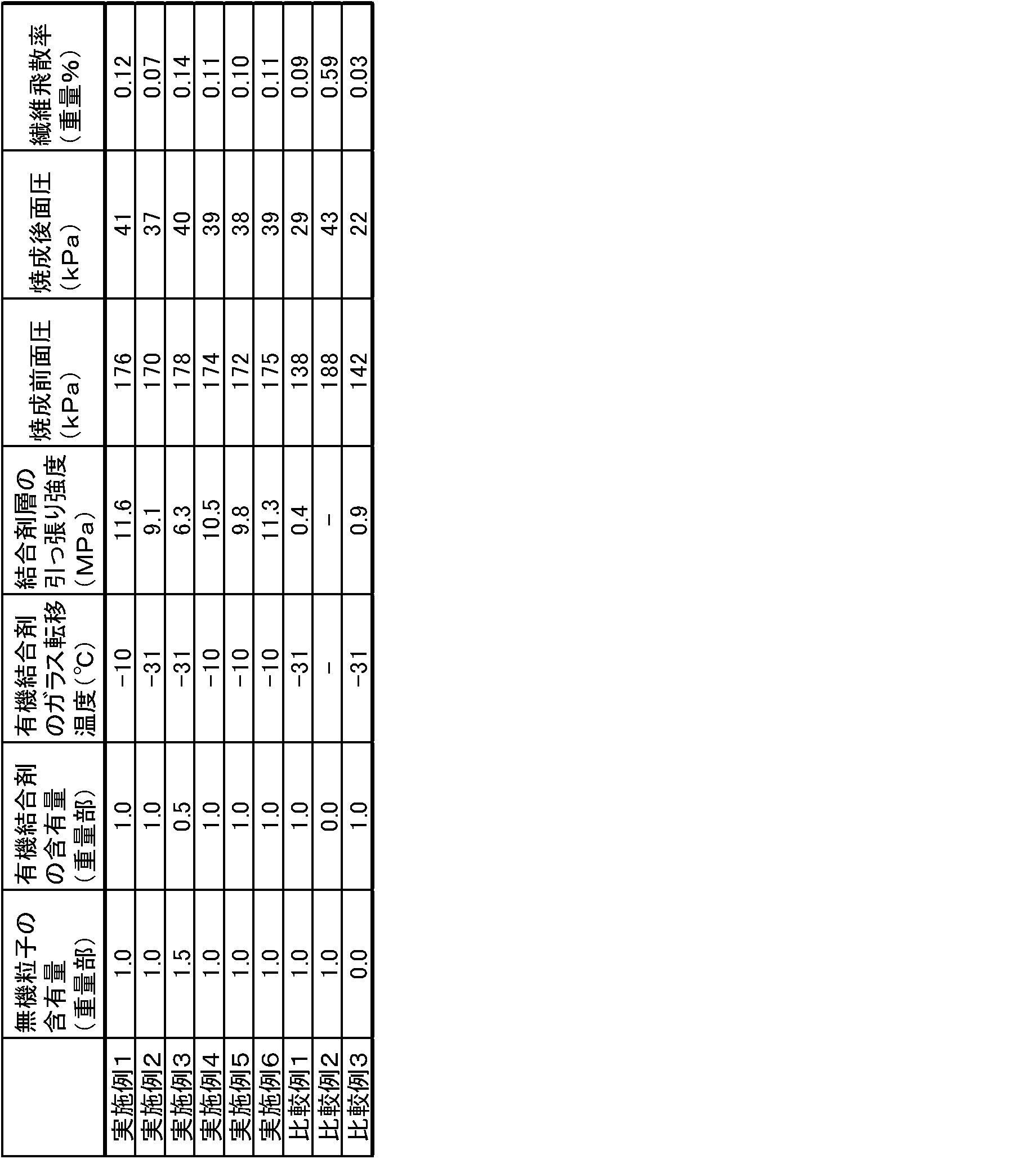
各実施例及び比較例の保持シール材について面圧試験を行った。
面圧測定装置による面圧試験の方法は、本発明の保持シール材の説明で説明したとおりである。
結果を表1に示す。
各実施例及び比較例で製造した保持シール材を用いて、無機繊維の飛散性試験を行った。
無機繊維の飛散性試験の方法は、本発明の説明で説明したとおりである。
その結果を表1に示す。
一方、高分子系分散剤を結合剤層に含まない比較例1では、結合剤溶液中で有機結合剤及び無機粒子が凝集しており、結合剤層の引っ張り強度が低い値となっており、面圧も低くなっていた。
また、比較例2の保持シール材では、結合剤溶液中に有機結合剤が含まれていないために結合剤層を形成することができなかった。そのため、無機繊維の飛散を抑制することができなかった。
また、比較例3の保持シール材では、結合剤層に無機粒子を含まないことから結合剤層の引っ張り強度が低い値となっており、面圧も低くなっていた。
20 結合剤層
21 無機粒子
22 有機結合剤成分
23 高分子系分散剤
100 排ガス浄化装置
110 保持シール材
120 排ガス処理体
130 金属ケーシング
Claims (15)
- 無機繊維表面が結合剤層で覆われており、
前記結合剤層は、有機結合剤、無機粒子、及び、高分子系分散剤を含むことを特徴とする保持シール材。 - 前記結合剤層の前記無機粒子は、前記高分子系分散剤によりその表面が被覆されてなるとともに、
前記無機粒子は、有機結合剤成分中に分散してなる請求項1に記載の保持シール材。 - 前記無機粒子及び前記有機結合剤は、前記無機繊維100重量部に対してそれぞれ0.1~10重量部含まれる請求項1又は2に記載の保持シール材。
- 前記無機粒子及び前記有機結合剤は、前記無機繊維100重量部に対してそれぞれ0.1~3重量部含まれる請求項3に記載の保持シール材。
- 前記高分子系分散剤は、アニオン性高分子系分散剤である請求項1~4のいずれかに記載の保持シール材。
- 前記有機結合剤は、アクリル系樹脂である請求項1~5のいずれかに記載の保持シール材。
- ニードルパンチング処理が施されている請求項1~6のいずれかに記載の保持シール材。
- 前記有機結合剤を熱で焼失させた場合、前記無機繊維の表面全体にわたって前記無機粒子による凹凸が形成される請求項1~7のいずれかに記載の保持シール材。
- 前記結合剤層は、前記無機繊維の表面全体に形成されている請求項1~8のいずれかに記載の保持シール材。
- 無機繊維を含むマットを準備するマット準備工程と、
無機粒子溶液と高分子系分散剤を混合した後、水中に分散させた有機結合剤と混合することにより結合剤溶液を調製する結合剤溶液準備工程と、
前記結合剤溶液を前記マットに付与する付与工程と、
前記結合剤溶液が付与された前記マットを乾燥して前記有機結合剤および無機粒子を乾燥させる乾燥工程とを含む工程により製造されることを特徴とする保持シール材。 - 前記結合剤溶液準備工程において、前記有機結合剤として、ガラス転移温度が-5℃以下の有機結合剤を用いる請求項10に記載の保持シール材。
- 前記結合剤溶液準備工程では、前記結合剤溶液を乾燥させた結合剤層の引っ張り強度が5.0MPa以上となるように前記結合剤溶液を調製する請求項10又は11に記載の保持シール材。
- 無機繊維を含むマットを準備するマット準備工程と、
無機粒子溶液と高分子系分散剤を混合した後、水中に分散された有機結合剤と混合することにより結合剤溶液を調製する結合剤溶液準備工程と、
前記結合剤溶液を前記マットに付与する付与工程と、
前記結合剤溶液が付与された前記マットを乾燥して前記有機結合剤および無機粒子を乾燥させる乾燥工程とを含むことを特徴とする保持シール材の製造方法。 - 金属ケーシングと、
前記金属ケーシングに収容された排ガス処理体と、
前記排ガス処理体の周囲に巻き付けられ、前記排ガス処理体及び前記金属ケーシングの間に配設された保持シール材とを備える排ガス浄化装置であって、
前記保持シール材は、請求項1~12のいずれかに記載の保持シール材であることを特徴とする排ガス浄化装置。 - 金属ケーシングと、
前記金属ケーシングに収容された排ガス処理体と、
前記排ガス処理体の周囲に巻き付けられ、前記排ガス処理体及び前記金属ケーシングの間に配設された保持シール材とを備える排ガス浄化装置であって、
前記保持シール材は、請求項13に記載の保持シール材の製造方法により製造された保持シール材であることを特徴とする排ガス浄化装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480019654.7A CN105247186B (zh) | 2013-04-12 | 2014-04-04 | 保持密封件、保持密封件的制造方法及废气净化装置 |
| KR1020157026881A KR101749217B1 (ko) | 2013-04-12 | 2014-04-04 | 유지 시일재, 유지 시일재의 제조 방법 및 배기 가스 정화 장치 |
| JP2015511241A JP6298452B2 (ja) | 2013-04-12 | 2014-04-04 | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 |
| EP14782882.6A EP2985435B1 (en) | 2013-04-12 | 2014-04-04 | Holding seal member, method for producing holding seal member, and exhaust gas purification device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013084291 | 2013-04-12 | ||
| JP2013-084291 | 2013-04-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014168089A1 true WO2014168089A1 (ja) | 2014-10-16 |
Family
ID=51689498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/059985 WO2014168089A1 (ja) | 2013-04-12 | 2014-04-04 | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2985435B1 (ja) |
| JP (1) | JP6298452B2 (ja) |
| KR (1) | KR101749217B1 (ja) |
| CN (1) | CN105247186B (ja) |
| WO (1) | WO2014168089A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016089776A (ja) * | 2014-11-07 | 2016-05-23 | イビデン株式会社 | 保持シール材及び保持シール材の製造方法。 |
| JP2019137962A (ja) * | 2018-02-09 | 2019-08-22 | 日本製紙株式会社 | 乾式不織布 |
| JP2019150740A (ja) * | 2018-02-28 | 2019-09-12 | 株式会社環境機能研究所 | 水質浄化用の多孔質樹脂成型体 |
| JP2020097901A (ja) * | 2018-12-17 | 2020-06-25 | イビデン株式会社 | 保持シール材及び保持シール材の製造方法 |
| JP2021121701A (ja) * | 2016-07-11 | 2021-08-26 | 三菱ケミカル株式会社 | アルミナ繊維集合体及びその製造方法 |
| WO2023190509A1 (ja) * | 2022-03-29 | 2023-10-05 | マフテック株式会社 | バインダー含有無機繊維成形体、排ガス浄化装置用保持材、およびバインダー含有無機繊維成形体の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6411721B2 (ja) * | 2013-09-24 | 2018-10-24 | イビデン株式会社 | 保持シール材の製造方法 |
| EP3339594B1 (en) | 2016-12-21 | 2019-07-24 | 3M Innovative Properties Company | Mounting mat for pollution control elements |
| JP7085819B2 (ja) * | 2017-10-31 | 2022-06-17 | スリーエム イノベイティブ プロパティズ カンパニー | 排気ガス処理装置用保持材、その製造方法及び排気ガス処理装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002013415A (ja) * | 2000-04-28 | 2002-01-18 | Three M Innovative Properties Co | 断熱材及びそれを用いた触媒コンバータ |
| JP2002206421A (ja) * | 2001-01-11 | 2002-07-26 | Ibiden Co Ltd | 触媒コンバータ用保持シール材、セラミック繊維及びセラミック繊維の製造方法 |
| JP2010519419A (ja) * | 2007-02-19 | 2010-06-03 | スリーエム イノベイティブ プロパティズ カンパニー | 可撓性繊維性材料、汚染防止装置、及びそれらを作製する方法 |
| JP2012157809A (ja) | 2011-01-31 | 2012-08-23 | Three M Innovative Properties Co | 汚染コントロール要素用保持材、その製造方法及び汚染コントロール装置 |
| JP2013505400A (ja) * | 2009-09-23 | 2013-02-14 | ユニフラックス ワン リミテッド ライアビリティ カンパニー | 汚染制御装置のための低剪断取付けマット |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1028660C (zh) * | 1984-09-17 | 1995-05-31 | 埃尔塔克系统公司 | 无机—聚合物复合纤维的制法及用途 |
| JP2002129455A (ja) * | 2000-10-17 | 2002-05-09 | Ibiden Co Ltd | 触媒コンバータ用保持シール材及びその製造方法、触媒コンバータ |
| CN101473698B (zh) * | 2006-06-26 | 2011-02-16 | 住友金属矿山株式会社 | 分散型电致发光元件及其制造方法 |
| EP2752562B1 (en) * | 2007-10-09 | 2018-09-05 | 3M Innovative Properties Company | Mounting mat including inorganic nanoparticles and method for making the same |
| JP5183296B2 (ja) * | 2008-05-15 | 2013-04-17 | イビデン株式会社 | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 |
| JP2012149605A (ja) * | 2011-01-20 | 2012-08-09 | Ibiden Co Ltd | 保持シール材、及び、電気加熱式排ガス浄化装置 |
| JP2011231774A (ja) * | 2011-07-26 | 2011-11-17 | Ibiden Co Ltd | 触媒コンバータ用保持シール材の製造方法 |
| JP6411721B2 (ja) * | 2013-09-24 | 2018-10-24 | イビデン株式会社 | 保持シール材の製造方法 |
| JP6218528B2 (ja) * | 2013-09-24 | 2017-10-25 | イビデン株式会社 | 保持シール材、保持シール材の製造方法、巻付体の圧入方法及び排ガス浄化装置 |
-
2014
- 2014-04-04 WO PCT/JP2014/059985 patent/WO2014168089A1/ja active Application Filing
- 2014-04-04 KR KR1020157026881A patent/KR101749217B1/ko active IP Right Grant
- 2014-04-04 JP JP2015511241A patent/JP6298452B2/ja active Active
- 2014-04-04 EP EP14782882.6A patent/EP2985435B1/en active Active
- 2014-04-04 CN CN201480019654.7A patent/CN105247186B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002013415A (ja) * | 2000-04-28 | 2002-01-18 | Three M Innovative Properties Co | 断熱材及びそれを用いた触媒コンバータ |
| JP2002206421A (ja) * | 2001-01-11 | 2002-07-26 | Ibiden Co Ltd | 触媒コンバータ用保持シール材、セラミック繊維及びセラミック繊維の製造方法 |
| JP2010519419A (ja) * | 2007-02-19 | 2010-06-03 | スリーエム イノベイティブ プロパティズ カンパニー | 可撓性繊維性材料、汚染防止装置、及びそれらを作製する方法 |
| JP2013505400A (ja) * | 2009-09-23 | 2013-02-14 | ユニフラックス ワン リミテッド ライアビリティ カンパニー | 汚染制御装置のための低剪断取付けマット |
| JP2012157809A (ja) | 2011-01-31 | 2012-08-23 | Three M Innovative Properties Co | 汚染コントロール要素用保持材、その製造方法及び汚染コントロール装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016089776A (ja) * | 2014-11-07 | 2016-05-23 | イビデン株式会社 | 保持シール材及び保持シール材の製造方法。 |
| JP2021121701A (ja) * | 2016-07-11 | 2021-08-26 | 三菱ケミカル株式会社 | アルミナ繊維集合体及びその製造方法 |
| JP7180713B2 (ja) | 2016-07-11 | 2022-11-30 | マフテック株式会社 | アルミナ繊維集合体及びその製造方法 |
| JP2019137962A (ja) * | 2018-02-09 | 2019-08-22 | 日本製紙株式会社 | 乾式不織布 |
| JP7544467B2 (ja) | 2018-02-09 | 2024-09-03 | 日本製紙株式会社 | 乾式不織布 |
| JP2019150740A (ja) * | 2018-02-28 | 2019-09-12 | 株式会社環境機能研究所 | 水質浄化用の多孔質樹脂成型体 |
| JP2020097901A (ja) * | 2018-12-17 | 2020-06-25 | イビデン株式会社 | 保持シール材及び保持シール材の製造方法 |
| WO2023190509A1 (ja) * | 2022-03-29 | 2023-10-05 | マフテック株式会社 | バインダー含有無機繊維成形体、排ガス浄化装置用保持材、およびバインダー含有無機繊維成形体の製造方法 |
| JP2023146465A (ja) * | 2022-03-29 | 2023-10-12 | マフテック株式会社 | バインダー含有無機繊維成形体、排ガス浄化装置用保持材、およびバインダー含有無機繊維成形体の製造方法 |
| JP7394905B2 (ja) | 2022-03-29 | 2023-12-08 | マフテック株式会社 | バインダー含有無機繊維成形体、排ガス浄化装置用保持材、およびバインダー含有無機繊維成形体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105247186A (zh) | 2016-01-13 |
| EP2985435B1 (en) | 2020-09-16 |
| EP2985435A1 (en) | 2016-02-17 |
| JPWO2014168089A1 (ja) | 2017-02-16 |
| CN105247186B (zh) | 2018-09-14 |
| JP6298452B2 (ja) | 2018-03-20 |
| KR101749217B1 (ko) | 2017-06-20 |
| EP2985435A4 (en) | 2017-01-25 |
| KR20160002736A (ko) | 2016-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6298452B2 (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| JP5183296B2 (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| JP6411721B2 (ja) | 保持シール材の製造方法 | |
| JP6218529B2 (ja) | 保持シール材、保持シール材の製造方法、排ガス浄化装置の製造方法、及び、排ガス浄化装置 | |
| JP2013127244A (ja) | 保持シール材、その製造方法及び排ガス浄化装置 | |
| JP2007127112A (ja) | 保持シール材および排気ガス処理装置 | |
| JP5990393B2 (ja) | 保持シール材、及び、排ガス浄化装置 | |
| JP6373694B2 (ja) | カーボン粒子埋没無機繊維、カーボン粒子埋没無機繊維の製造方法、カーボン粒子埋没無機繊維集合体及び排ガス浄化装置 | |
| JP2014092150A (ja) | 保持シール材、及び保持シール材の製造方法、排ガス浄化装置 | |
| JP2013170338A (ja) | マット材、マット材の製造方法、及び、排ガス浄化装置 | |
| JP2016108987A (ja) | 保持シール材、排ガス浄化装置及び保持シール材の製造方法 | |
| JP6218528B2 (ja) | 保持シール材、保持シール材の製造方法、巻付体の圧入方法及び排ガス浄化装置 | |
| JP6294148B2 (ja) | 保持シール材の製造方法 | |
| JP6294147B2 (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| JP6333632B2 (ja) | 保持シール材の製造方法 | |
| JP6228445B2 (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| WO2023163009A1 (ja) | マット材、排ガス浄化装置及びマット材の製造方法 | |
| JP2011190811A (ja) | 保持シール材および排気ガス処理装置 | |
| JP6310779B2 (ja) | 保持シール材の製造方法 | |
| JP2015229955A (ja) | 保持シール材及び保持シール材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14782882 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157026881 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2015511241 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014782882 Country of ref document: EP |