WO2014136224A1 - シガレット製造方法及びシガレット並びにダブルシガレット - Google Patents
シガレット製造方法及びシガレット並びにダブルシガレット Download PDFInfo
- Publication number
- WO2014136224A1 WO2014136224A1 PCT/JP2013/056155 JP2013056155W WO2014136224A1 WO 2014136224 A1 WO2014136224 A1 WO 2014136224A1 JP 2013056155 W JP2013056155 W JP 2013056155W WO 2014136224 A1 WO2014136224 A1 WO 2014136224A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- filter
- cigarette
- mouthpiece
- face
- plug
- Prior art date
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/476—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces adapted for cigars or cigarettes with a hollow mouthpiece, e.g. recess filter cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/475—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces adapted for composite filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0287—Manufacture of tobacco smoke filters for filters with special features for composite filters
Definitions
- the present invention relates to a cigarette manufacturing method, a cigarette, and a double cigarette.
- a filter used for a cigarette having a pattern on its end face is known (see, for example, Patent Document 1). Since the pattern appearing on the end face is formed to extend in the longitudinal direction of the filter, the same pattern appears on the end face of the filter regardless of where the filter is cut.
- the cross-sectional shape of the through hole appears on the end face of the hollow filter in which the through hole is formed in the longitudinal direction.
- a distinction display body such as a pattern or a shape that can be visually distinguished and recognized separately from a filter material such as a filter tow, another one in which colored threads are arranged in the longitudinal direction of the filter (for example, Patent Documents) 3
- a hole that does not penetrate from the end face of the filter is provided and represented by a shape formed by the hole (see, for example, Patent Document 4).
- double cigarettes are known (for example, see Patent Document 5).
- filters for two cigarettes are arranged to form a filter plug, and the cigarette is arranged on the outside through this filter plug, and these are integrated by chip paper.
- two cigarettes are produced by cutting at the center (cutting between the filters).
- the above-described distinguishing display body can also be applied to a double cigarette.
- the filter chip with the distinguishing display body displayed on the end face is sent out in the same direction and wrapped with a paper roll to form a filter plug. If cigarette rods are arranged on the outside of the filter plug, integrated, and cut at the center, two cigarettes with a distinguishing display on the end face are produced.
- the present invention has been made in consideration of the above-described prior art, and even when a double cigarette having a tobacco rod arranged on the outside of the filter plug is used, the filter plug is cut into plane symmetry when the filter plug is cut.
- An object of the present invention is to provide a cigarette manufacturing method, a cigarette and a double cigarette in which completely the same distinguishing indicator is displayed.
- a plurality of filter chips including filter fibers and extending in the axial direction are sent out, a filter rod is formed by abutting the plurality of filter chips in the axial direction, and two cigarettes are formed.
- the distinction display body is a reverse-view display that is plane-symmetrical and different from the normal-view display when viewed from the mouth end surface side, and from the normal display when viewed from the opposite side of the mouth-end surface.
- the distinction display body is represented by a cross-sectional shape of a through-hole penetrating the suction filter body in the longitudinal direction.
- the discrimination display body is represented by coloring an end face of the mouthpiece filter body.
- the distinction display body is represented by a plurality of cord bodies embedded in the longitudinal direction of the mouthpiece filter body.
- the distinction display body is represented by a cross-sectional shape of a non-through hole formed from an end surface of the suction filter body.
- the present invention also provides a cigarette comprising the mouthpiece filter body and the tobacco rod.
- the cigarette when the cigarette is formed, it is located on the mouthpiece side, and includes a mouthpiece filter body that includes filter fibers and extends in the axial direction, and a filter plug in which the mouthpiece filter bodies are arranged side by side in the axial direction
- a cigarette rod disposed on both sides of the filter plug, and a tip paper for integrally wrapping the filter plug and the cigarette rod, each of the mouthpiece end faces serving as the opposite end faces of the mouthpiece filter body are respectively
- a distinction display body that can be distinguished from the filter fiber is formed, and the distinction display body includes a normal view when viewed from the mouth end surface side, and a normal view when viewed from the opposite side of the mouth end surface.
- the filter plug has a plane-symmetric display and a reverse-view display different from the normal-view display, and the filter plug is configured so that the front-view displays face each other. That disposed in formed by providing a double cigarette characterized by.
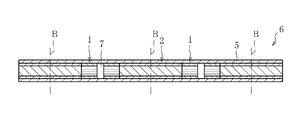
- a sending-out process is performed.
- a plurality of filter chips 1 and 2 in a state where the filter fibers 4 are wrapped with the web 3 are arranged and sent out in the direction of arrow A (axial direction).
- two filter chips 1 that are plain filters are arranged, and a filter chip 2 that is a charcoal filter in which activated carbon particles are distributed in the filter fiber 4 is arranged and sent out.
- the filter fiber 4 for example, a fiber bundle such as acetate or a sheet-like cellulose fiber to which a curing agent (triacetin in the case of acetate fiber) is added as necessary is used.
- the web 3 is a highly air-permeable paper, for example, an air permeability of 10,000 CU, a weight of 24.0 g / m 2 , and a width of 26.0 mm.
- the filter chip 1 using a web is shown as an example.
- a so-called non-wrap filter in which the outer peripheral surface of the filter fiber is hardened by heating may be used.
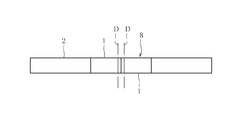
- a filter plug forming step is performed.
- the interval between the plurality of filter chips 1 and 2 that have been sent is narrowed, and these are wrapped and integrated with the forming paper 5 to form the filter rod 6.
- a space 7 is provided between the filter chips 1 facing each other.
- the filter rod 6 is cut at the position indicated by the cutting line B.
- the filter plug 8 (refer FIG. 3) by which the filter for two cigarettes was arrange
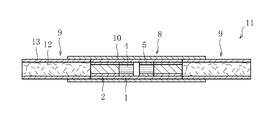
- FIGS. 3 to 5 an exposure process is performed.
- cigarette rods 9 are arranged on both outer sides of the filter plug 8, and these are wrapped with chip paper 10 to form a double cigarette 11.
- the tobacco rod 9 is formed by wrapping a notch 12 chopped with tobacco leaves with a wrapping paper 13.
- FIG. 4 is a simplified perspective view. As shown in FIG. 4, after forming the double cigarette 11, the center of the filter plug 8 (between the filter chip 1 and the filter chip 1) is cut along the cutting line C. Thereby, as shown in FIG. 5, two cigarettes 14 are manufactured. Since the double cigarette 11 (filter plug 8) is cut along the cutting line C, the end face of the filter chip 1 is exposed at the cigarette 14. In the example of FIG.
- a cigarette 14 (recess filter cigarette) having a shape in which the chip paper 10 protrudes further from the end face of the filter chip 1 when cut along the cutting line C is shown. For this reason, in the filter plug formation process, the interval 7 is provided while the filter chips 1 face each other.
- high-stiffness paper for example, one having a basis weight of 100.0 g / m 2 and a width of 26.5 mm, as the forming paper 5.
- the distinguishing display body forming step is performed before the above-described feeding step.
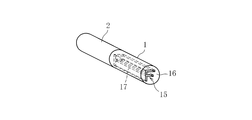
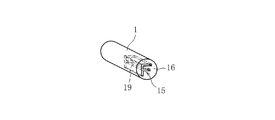
- This discrimination display body formation process is a process of forming the discrimination display body 15 that can be distinguished from the filter fibers 4 and visible on the end face of the filter chip 1 exposed in the exposure process. Since the filter chip 1 on which the discrimination display body 15 is formed is arranged on the mouthpiece side when it becomes the cigarette 14, it can also be called a mouthpiece filter body. Hereinafter, the filter chip 1 is referred to as a mouthpiece filter body 1.
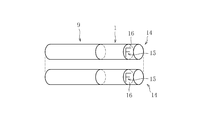
- the discrimination display body 15 is formed on the mouth end face 16 of the mouth filter body 1 when at least the cigarette 14 is formed. FIG.
- the distinction display body 15 displayed on the mouthpiece end face 16 of the mouthpiece filter body 1 as a pattern as shown in FIG. 4 is an orthographic display when viewed from the mouthpiece end face 16 side, that is, can be recognized as seen from the front as the letter F
- the display is symmetrical and reverse-viewed, which is plane-symmetrical and different from the normal-view display.
- the mouthpiece filter body 1 in which the distinction display body 15 is formed in this way is arranged so that the orthographic displays face each other in the above-described delivery process.
- the orthographic indications remain facing each other, and by cutting along the cutting line C, the orthographic indication of the distinction indicator 15 is always the tip end face 16 side. Will be exposed to. That is, it is possible to prevent the reverse view display from being exposed to the end face of the mouth when cut. Therefore, when a display that does not make sense when viewed in reverse is used as the normal display of the distinguishing display 15, the normal display is always exposed to the mouthpiece end face 16.
- this effect is also applied when the cross-sectional shape of the through-hole 17 penetrating the suction filter body 1 in the longitudinal direction is used as the distinguishing display body 15.
- the mouthpiece filter body 1 is formed of a hollow filter.
- the color of the filter chip 2 can be recognized through the through hole 17 by coloring the adjacent filter chip 2, it can be visually recognized as the background color of the distinction display body 15.
- the filter chip 2 can be colored by using pre-colored acetate tow.
- the discrimination display body 15 may be represented by a plurality of cord bodies 18 embedded in the longitudinal direction of the mouthpiece filter body 1. In FIG. 7, only one ridge 18 is shown.
- the distinction display body 15 can also be formed by exposing a plurality of cross-sections of the rope body to the mouthpiece end face 16. As shown in FIG. 8, the discrimination display body 15 may be represented by a cross-sectional shape of a non-through hole 19 formed from the end face of the mouthpiece filter body 1.
- the tip paper 10 is connected to the mouth end face 16 like the recess filter cigarette described above. It is not necessary to provide the interval 7 so as to protrude from. That is, even if the mouthpiece filter body 1 faces and contacts as shown in FIG. 9, the chip paper is cut along the cutting line D across the boundary line of the mouthpiece filter body 1 facing each other. Thus, a cigarette 14 in which 10 and the mouth end face 16 of the mouth filter body 1 are aligned can be obtained.
- a cigarette 14 that can visually recognize the distinguishing indicator 15 through the hollow portion of the hollow filter 20 when cut along the cutting line E is provided. Obtainable.
- the above-described delivery process and filter plug formation process are performed using a filter rod manufacturing machine 21 as shown in FIG. Below, the case where the filter rod 6 as shown in FIG. 2 is manufactured is demonstrated.
- the manufacturing machine 21 is provided with a suction conveyor 22, and supply units 23 to 25 for supplying the suction filter body 1 and the filter chip 2 to the suction conveyor 22 are provided in the vicinity of the suction conveyor 22.
- Each of the supply units 23 to 25 has a hopper 26, and the hopper 26 is filled with the suction filter body 1 or the filter chip 2.
- the hopper 26 of the supply units 23 and 24 is filled with the suction filter body 1, and the hopper 26 of the supply unit 25 is filled with the filter chip 2.
- Each hopper 26 is provided with a round knife 27, and the mouthpiece filter body 1 and the filter chip 2 in the hopper 26 are cut to a predetermined length.
- the suction filter body 1 has a total length of 60 mm when supplied to the hopper 26, but is 10 mm by the round knife 27.
- the filter chip 2 is cut into a total length of 112 mm and 28 mm.
- the circumferential length of the mouthpiece filter body 1 and the filter chip 2 is 24.0 mm.
- the delivery wheel 30 rotates in the direction of arrow G, and the timing at which the suction filter body 1 is supplied to the suction conveyor 22 by the separation claw 29 is achieved.
- the mechanism supplied to the suction conveyor 22 is the same for both the supply unit 24 and 25.
- the suction filter body 1 from the supply unit 23 When being supplied to the suction conveyor 22, the suction filter body 1 from the supply unit 23 is supplied so that the suction mouth end face 16 is located on the front side in the traveling direction. That is, it supplies so that the orthographic display of the discrimination display body 15 may be located in the advancing direction front side. And the suction filter body 1 from the supply unit 24 is supplied to the suction conveyor 22 so that the suction mouth end face 16 is located on the rear side in the traveling direction. That is, it supplies so that the orthographic display of the discrimination display body 15 may be located in the back side of the advancing direction. Then, the filter chip 2 from the supply unit 25 is supplied between the mouthpiece filter bodies 1 whose mouthpiece end face 16 is not facing.
- the suction filter body 1 and the filter chip 2 are conveyed by the suction conveyor 22 as they are, and are sent in close contact with each other by the spacer drum 31 while being formed with an interval 7 therebetween.
- the filter rod 6 is then wrapped with the forming paper 5.
- what is necessary is just to provide the supply unit for supplying the hollow filter 20 to the suction conveyor 22 when arrange
- the filter rod 6 thus formed is cut at the center portion of the filter chip 2 to become a filter plug 8.
- cigarette rods 9 are arranged on both sides of the filter plug 8 and wrapped with chip paper 10, a double cigarette 11 as shown in FIGS. That is, the double cigarette 11 according to the present invention has the mouthpiece filter body 1 positioned on the mouthpiece side when at least the cigarette 14 (see FIG. 5) is obtained.
- the suction filter body 1 has filter plugs 8 facing each other. And it has the tobacco rod 9 distribute
- the opposing end face of the mouthpiece filter body 1 becomes the mouthpiece end face 16 because it is located on the mouthpiece side when it becomes a cigarette 14, and a distinguishing display body 15 is formed on the mouthpiece end face 16.
- the distinction display body 15 is visible separately from the filter fibers 4 forming the mouthpiece filter body 1.
- This distinctive indicator 15 is plane-viewing and normal-viewing when viewed from the mouth end surface 16 side, and when viewed from the opposite side (cigarette rod 9 side) from the mouth-mouth end surface 16. Have different reverse view indications.
- the filter plug 8 is arranged with the mouth end face 16 of the mouth filter body 1 facing each other.
- another filter chip may be provided between the filter chip 2 that is a charcoal filter and the filter chip 1 to form a triple filter.
- the rope body 18 is good also as an integral rope body which has a predetermined
- filter fibers colored in green may be embedded in the through holes. If it does in this way, the tobacco smoke at the time of smoking can be filtered with the colored filter fiber.
- 1 filter chip (suction mouth filter body), 2: filter chip, 3: winding paper, 4: filter fiber, 5: molding paper, 6: filter rod, 7: spacing, 8: filter plug, 9: tobacco rod, 10 : Chip paper, 11: double cigarette, 12: notch, 13: wrapping paper, 14: cigarette, 15: distinguishing indicator, 16: tip end surface, 17: through hole, 18: cord body, 19: non-through hole, 20: Hollow filter, 21: Filter rod manufacturing machine, 22: Suction conveyor, 23: Supply unit, 24: Supply unit, 25: Supply unit, 26: Hopper, 27: Round knife, 28: Transport path, 29: Separation claw , 30: delivery wheel, 31: spacer drum
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
Description
また、索条体18は、複数の索条体を配した例を上述下図7では示したが、所定の断面形状を有する一体の索条体としてもよい。
さらに、区別表示体15としては、例えば緑色に着色したフィルタ繊維を貫通孔に埋設してもよい。このようにすれば、着色したフィルタ繊維により、喫煙時のたばこ煙をろ過できる。
Claims (7)
- フィルタ繊維を含み軸方向に延びるフィルタチップを複数並べて送り出す送り出し工程と、
前記複数のフィルタチップを前記軸方向に突き合わせてフィルタロッドを形成し、シガレット2本分のフィルタが対向して配された状態に切断するフィルタプラグ形成工程と、
前記フィルタプラグの外側にたばこロッドを配してチップペーパで包み込んでダブルシガレットを形成し、前記フィルタプラグを切断して前記フィルタチップの端面を露出させる露出工程と
を備え、
前記露出工程で露出される側に配された前記フィルタチップを吸い口フィルタ体とし、
前記送り出し工程の前に、前記吸い口端面に、前記フィルタ繊維とは区別して視認できる区別表示体を形成する区別表示体形成工程を行い、
前記区別表示体は、前記吸い口端面側からみたときの正視表示と、前記吸い口端面の反対側からみたときの前記正視表示と面対称且つ前記正視表示とは異なる逆視表示とを有し、
前記送り出し工程にて、前記フィルタプラグを形成した際に対向する前記吸い口フィルタ体のそれぞれの前記区別表示体を前記正視表示同士が向き合うように並べることを特徴とするシガレット製造方法。 - 前記区別表示体は、前記吸い口フィルタ体を長手方向に貫通する貫通孔の断面形状で表されていることを特徴とする請求項1に記載のシガレット製造方法。
- 前記区別表示体は、前記吸い口フィルタ体の端面を着色することにより表されていることを特徴とする請求項1に記載のシガレット製造方法。
- 前記区別表示体は、前記吸い口フィルタ体の長手方向に渡って埋め込まれた複数の索条体で表されていることを特徴とする請求項1のシガレット製造方法。
- 前記区別表示体は、前記吸い口フィルタ体の端面から穿設された非貫通孔の断面形状で表されていることを特徴とする請求項1に記載のシガレット製造方法。
- 請求項1に記載のシガレット製造方法で製造されたシガレットであって、
前記吸い口フィルタ体と、前記たばこロッドとを備えたことを特徴とするシガレット。 - シガレットとなった際に吸い口側に位置し、フィルタ繊維を含み軸方向に延びる吸い口フィルタ体と、
該吸い口フィルタ体が互いに前記軸方向に並んで配されたフィルタプラグと、
該フィルタプラグの両側に配されたたばこロッドと、
前記フィルタプラグと前記たばこロッドとを一体に包み込むチップペーパと
を備え、
前記吸い口フィルタ体の対向する端面となる吸い口端面にはそれぞれ前記フィルタ繊維とは区別して視認できる区別表示体が形成され、
前記区別表示体は、前記吸い口端面側からみたときの正視表示と、前記吸い口端面の反対側からみたときの前記正視表示と面対称且つ前記正視表示とは異なる逆視表示とを有し、
前記フィルタプラグは、前記吸い口フィルタ体を前記正視表示同士が互いに向き合った状態で配して形成されていることを特徴とするダブルシガレット。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/056155 WO2014136224A1 (ja) | 2013-03-06 | 2013-03-06 | シガレット製造方法及びシガレット並びにダブルシガレット |
| EP13877135.7A EP2946677A4 (en) | 2013-03-06 | 2013-03-06 | METHOD FOR PRODUCING CIGARETTES, CIGARETTE AND DOUBLE CIGARETTE |
| JP2015504057A JP5916944B2 (ja) | 2013-03-06 | 2013-03-06 | シガレット製造方法及びシガレット並びにダブルシガレット |
| KR1020157022562A KR101696132B1 (ko) | 2013-03-06 | 2013-03-06 | 시가렛 제조방법 및 시가렛 및 더블 시가렛 |
| MYPI2015702836A MY168558A (en) | 2013-03-06 | 2013-03-06 | Cigarette production method, cigarette, and double cigarette |
| CN201380075727.XA CN105120695B (zh) | 2013-03-06 | 2013-03-06 | 香烟制造方法以及香烟和对烟 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/056155 WO2014136224A1 (ja) | 2013-03-06 | 2013-03-06 | シガレット製造方法及びシガレット並びにダブルシガレット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014136224A1 true WO2014136224A1 (ja) | 2014-09-12 |
Family
ID=51490787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/056155 WO2014136224A1 (ja) | 2013-03-06 | 2013-03-06 | シガレット製造方法及びシガレット並びにダブルシガレット |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2946677A4 (ja) |
| JP (1) | JP5916944B2 (ja) |
| KR (1) | KR101696132B1 (ja) |
| CN (1) | CN105120695B (ja) |
| WO (1) | WO2014136224A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202100016409A1 (it) * | 2021-06-23 | 2022-12-23 | Gd Spa | Macchina e metodo per la produzione di articoli da fumo provvisti di cavità |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04352862A (ja) | 1991-05-28 | 1992-12-07 | Nippon Filter Kogyo Kk | たばこフィルター用繊維棒状体及びその製造装置 |
| GB2347607A (en) | 1999-03-09 | 2000-09-13 | American Filtrona Corp | Cigarette filter |
| JP2002537863A (ja) * | 1999-03-09 | 2002-11-12 | フィルトロナ インターナショナル リミティド | タバコフィルタ |
| JP2003024035A (ja) | 2001-07-18 | 2003-01-28 | Japan Tobacco Inc | シガレット用フィルタロッドの製造機 |
| WO2011148130A1 (en) | 2010-05-27 | 2011-12-01 | Filtrona International Limited | Tobacco smoke filter |
| WO2012114437A1 (ja) | 2011-02-21 | 2012-08-30 | 日本たばこ産業株式会社 | シガレットフィルタの製造装置およびシガレットフィルタの製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1118860A (fr) * | 1955-01-05 | 1956-06-12 | R Schneider Ets | Dispositif pour la filtration de la fumée du tabac |
| US3122974A (en) * | 1958-10-09 | 1964-03-03 | figure | |
| CN101313780A (zh) * | 2007-05-30 | 2008-12-03 | 陈寰宇 | 具有新型香烟嘴的香烟 |
| CN201238601Y (zh) * | 2008-07-09 | 2009-05-20 | 湖北中烟工业有限责任公司 | 具有防伪功能的彩色图案卷烟滤嘴棒 |
| CN201360537Y (zh) * | 2009-02-11 | 2009-12-16 | 南通烟滤嘴有限责任公司 | 彩芯滤棒 |
| GB0920397D0 (en) * | 2009-11-20 | 2010-01-06 | Filtrona Int Ltd | Tobacco smoke filter |
| JP2011148130A (ja) | 2010-01-20 | 2011-08-04 | Sumitomo Chemical Co Ltd | 耐擦傷性樹脂板、並びにそれを用いたディスプレイ用保護板および携帯型情報端末の表示窓保護板 |
| CN201691049U (zh) * | 2010-05-11 | 2011-01-05 | 四川三联卷烟材料有限公司 | 多线滤棒 |
| WO2012131986A1 (ja) * | 2011-03-31 | 2012-10-04 | 日本たばこ産業株式会社 | フィルタ製造機及びこれを用いたフィルタ製造方法 |
| CN102356927B (zh) * | 2011-07-13 | 2013-06-05 | 四川三联卷烟材料有限公司 | 笑脸香烟滤棒的生产装置 |
-
2013
- 2013-03-06 JP JP2015504057A patent/JP5916944B2/ja active Active
- 2013-03-06 CN CN201380075727.XA patent/CN105120695B/zh not_active Expired - Fee Related
- 2013-03-06 EP EP13877135.7A patent/EP2946677A4/en not_active Withdrawn
- 2013-03-06 WO PCT/JP2013/056155 patent/WO2014136224A1/ja active Application Filing
- 2013-03-06 KR KR1020157022562A patent/KR101696132B1/ko active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04352862A (ja) | 1991-05-28 | 1992-12-07 | Nippon Filter Kogyo Kk | たばこフィルター用繊維棒状体及びその製造装置 |
| GB2347607A (en) | 1999-03-09 | 2000-09-13 | American Filtrona Corp | Cigarette filter |
| JP2002537863A (ja) * | 1999-03-09 | 2002-11-12 | フィルトロナ インターナショナル リミティド | タバコフィルタ |
| JP2003024035A (ja) | 2001-07-18 | 2003-01-28 | Japan Tobacco Inc | シガレット用フィルタロッドの製造機 |
| WO2011148130A1 (en) | 2010-05-27 | 2011-12-01 | Filtrona International Limited | Tobacco smoke filter |
| WO2012114437A1 (ja) | 2011-02-21 | 2012-08-30 | 日本たばこ産業株式会社 | シガレットフィルタの製造装置およびシガレットフィルタの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2946677A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105120695A (zh) | 2015-12-02 |
| KR20150109445A (ko) | 2015-10-01 |
| KR101696132B1 (ko) | 2017-01-13 |
| EP2946677A1 (en) | 2015-11-25 |
| EP2946677A4 (en) | 2016-10-05 |
| CN105120695B (zh) | 2019-06-11 |
| JPWO2014136224A1 (ja) | 2017-02-09 |
| JP5916944B2 (ja) | 2016-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2010257705B2 (en) | Smoking article | |
| JP5916945B2 (ja) | シガレット製造方法及びシガレット並びにダブルシガレット | |
| KR20100014562A (ko) | 환상 제한부와 하류 통기부를 구비한 끽연 물품 필터 | |
| EP3355725B1 (en) | A method for manufacturing different types of smoking article | |
| US20230380479A1 (en) | A web of tipping paper | |
| JP5916944B2 (ja) | シガレット製造方法及びシガレット並びにダブルシガレット | |
| WO2011057969A1 (en) | Smoking article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13877135 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015504057 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20157022562 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013877135 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |