WO2014126086A1 - Metal powder, tool for hot working and method for manufacturing tool for hot working - Google Patents
Metal powder, tool for hot working and method for manufacturing tool for hot working Download PDFInfo
- Publication number
- WO2014126086A1 WO2014126086A1 PCT/JP2014/053151 JP2014053151W WO2014126086A1 WO 2014126086 A1 WO2014126086 A1 WO 2014126086A1 JP 2014053151 W JP2014053151 W JP 2014053151W WO 2014126086 A1 WO2014126086 A1 WO 2014126086A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hot
- hot working
- tool
- metal powder
- resistant alloy
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K5/00—Making tools or tool parts, e.g. pliers
- B21K5/20—Making working faces of dies, either recessed or outstanding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/01—Selection of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
- B23K35/304—Ni as the principal constituent with Cr as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/011—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of iron alloys or steels
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0433—Nickel- or cobalt-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/047—Making non-ferrous alloys by powder metallurgy comprising intermetallic compounds
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/057—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being less 10%
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/007—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of moulds
Definitions
- the present invention relates to a hot working tool used for hot working, a manufacturing method thereof, and a metal powder used for overlaying a hot working tool.
- the metal powder is used for various purposes, and the metal powder containing various metal elements is used for a tool for hot working.
- hot forging dies such as anvils and dies, hot rolling rolls, and the like are known.
- an anvil for hot forging used in a hot forging apparatus is required to have excellent properties such as high temperature strength, wear resistance, high temperature sag resistance, and heat crack resistance.
- a metal powder having a composition excellent in high-temperature strength is built up and used on the work surface of the base material.
- Patent Document 2 2001-71086 (Patent Document 2) as a whole with an anvil for hot forging for a hot forging device. Or ⁇ 'precipitation strengthened Ni-base alloy, or heat build up with ⁇ ' precipitation-strengthened Ni-base alloy on the working surface (striking surface) of the base metal (base metal) made of Ni-base alloy An anvil for forging was proposed.
- the anvil for hot forging proposed in Patent Document 1 and Patent Document 2 described above one or more of Al, Ti, Nb, and Ta are used as the ⁇ ′ precipitation strengthened Ni-based alloy used for the striking surface. It is preferable that the total of Al + Ti + Nb + Ta is 3% by mass or more.
- Alloy 713C, Alloy 718, Udimet 520 (Udimet (R) is a registered trademark of Special Metals Co., Ltd.) and the like are cited as alloys for overlaying.
- the anvil for hot forging with the above-mentioned ⁇ 'precipitation strengthened Ni-base alloy is not necessarily high, but it surely cures during use, and is surely high-temperature strength, wear resistance, heat crack resistance. It is possible to improve the property.
- the initial high-temperature strength of the built-up work surface is not sufficiently high, the work surface will be greatly plastically deformed by the stress received from the forged material when the anvil is started to be used, or a part of the work surface may be Or the anvil may not be used continuously before the work surface is cured.
- the object of the present invention is to increase the high-temperature strength of hot working tools such as anvils and dies, hot forging dies, hot rolling rolls, etc. from the beginning of use, and to achieve a new heat
- An object of the present invention is to provide a metal powder suitable for a hot working tool and a method for manufacturing the hot working tool and a method for manufacturing the hot working tool.
- the present invention has been made in view of the above problems. That is, the present invention is, by mass%, B: 0.02% or less, O: 0.050% or less, C: 0.01 to 0.15%, Mg: 0.01% or less, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 To 15.0%, Nb: 3.0% or less, Mo: 3.0 to 7.0%, Ta: 1.0 to 7.0%, W: 3.0 to 7.0%, and Ta A single or a total of Ta + 2Nb is contained in an amount of 1.0 to 7.0%, and the balance is a metal powder made of Ni and impurities.
- the above-described metal powder is obtained on the assumption that all of the contained elements M (M is one or more elements selected from Al, Ti, Ta and Nb) form a ⁇ ′ phase represented by Ni 3 M.
- M is one or more elements selected from Al, Ti, Ta and Nb
- the total of the ⁇ ′ phase forming elements is 20 to 45% in atomic%.
- the metal powder preferably has a particle size of 50 to 300 ⁇ m.
- the metal powder of the present invention described above is suitable for overlaying.
- the present invention provides a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the whole of a work surface, wherein the precipitation strengthening heat resistant alloy layer is in mass% and B: 0 to 0.02%.
- C 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15.0%, Nb: 0 to 3.0%, Mo: 3.0 to 7.
- the hot working tool when all of the contained elements M (M is one or more elements selected from Al, Ti, Ta, and Nb) form a ⁇ ′ phase represented by Ni 3 M.
- the total of the ⁇ ′ phase forming elements that can be regarded as being is 20 to 45% in atomic%.
- the alloy layer is preferably a built-up layer.
- the hot working tool is preferably a hot forging die.
- the hot forging die is an assembly of a plurality of hot die pieces.
- the precipitation strengthening heat resistant alloy layer is disposed so as to cover at least a part of a boundary between hot mold pieces of the assembly.
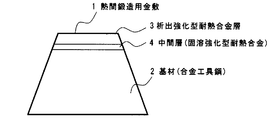
- the hot working tool further includes an intermediate layer made of a solid solution strengthened heat resistant alloy between the base material made of alloy tool steel and the precipitation strengthened heat resistant alloy layer.
- the method for producing a hot working tool of the present invention is a method for producing a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the whole of a work surface, wherein the precipitation strengthening heat resistant alloy layer comprises: In mass%, B: 0 to 0.02%, C: 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1.
- the hot working tool is a hot forging die configured as an assembly of a plurality of hot die pieces, and the precipitation strengthening type heat resistance
- the alloy layer is preferably formed so as to cover at least part of the boundary between the hot mold pieces of the assembly.
- an intermediate layer made of a solid solution strengthening heat resistant alloy may be formed between the base material made of alloy tool steel and the precipitation strengthening heat resistant alloy layer. preferable.
- hot working tool By overlaying and using the metal powder of the present invention on the work surface of a hot working tool, it is excellent in high temperature strength in the initial stage of use, and further improved in strength by precipitation of hot intermetallic compounds during use.
- a hot working tool can be provided.
- hot working tools such as an anvil for hot forging are given further high temperature strength, wear resistance, high temperature sag resistance, and heat crack resistance, improving the use efficiency of hot working tools and Contributes to longer life.
- the hot working tool and the manufacturing method thereof of the present invention the high temperature strength is increased from the beginning of use, and it is possible to provide a hot working tool having a longer life than the conventional hot working tool. Therefore, it has a great effect on improving the processing accuracy in hot processing and reducing the number of maintenance steps.
- the important feature of the metal powder according to the present invention is that, when the work surface of the hot working tool is built up, the initial high temperature strength is high, and the precipitation of the intermetallic compound during the forging operation. Thus, the strength is further improved, and it is possible to contribute to the extension of the life of a tool for hot working such as an anvil for hot forging.
- An important feature of the hot working tool according to the present invention is that an optimum precipitation strengthening type heat resistant alloy layer is formed on the work surface of the hot working tool.
- Such metal powder is preferably used.
- the hardness of the conventional alloy equivalent to Udimet (R) 520 is about 370 HV.
- the hardness of the conventional alloy equivalent to Udimet (R) 520 is about 370 HV.
- the precipitation-strengthened heat-resistant alloy layer formed by overlaying and the metal powder for overlaying used for the formation need to have an alloy composition that provides a hardness of about 400 HV.
- the composition of the metal powder and precipitation strengthened heat resistant alloy layer of the present invention will be described in detail.
- the chemical composition is expressed as mass% unless otherwise specified.
- W and Mo are elements to be added in order to strengthen the austenite phase of the matrix (matrix) and increase the initial strength.
- W 3.0-7.0% W is an element effective as a solid solution element for increasing the high-temperature strength from the beginning and further improving the tensile strength, similar to Mo described later. Therefore, W needs to be at least 3.0%. However, the addition of W exceeding 7.0% adversely affects the stability of the structure like Mo, so the upper limit of W is set to 7.0%. The lower limit of W is more preferably 3.5%, still more preferably 4.0%. A more preferable upper limit of W is 5%.
- Mo: 3.0-7.0% Mo is an element effective for dissolving in the austenite phase, strengthening the matrix, and improving the high-temperature strength from the beginning. Therefore, Mo needs to be at least 3.0%. However, the addition of Mo exceeding 7.0% makes the structure unstable in the same manner as Cr described later, so the upper limit of Mo is 7.0%. A more preferable lower limit of Mo is 4.0%, and a more preferable upper limit of Mo is 5.0%.
- Ta, Al, and Ti are essential and added, and Nb can replace a part of Ta.
- These elements are elements that precipitate the ⁇ ′ phase.
- the aging process is performed to precipitate the ⁇ ′ phase, but in the present invention, the same effect as the aging process is obtained by utilizing the temperature during hot working.
- Ta exceeds 7.0%, precipitation of ⁇ phase (Ni 3 Ta) occurs and ductility deteriorates, so the upper limit of Ta is set to 7.0%.
- a more preferable lower limit of Ta is 3.0%, and a more preferable upper limit of Ta is 5.0%.
- Ta is an element that strengthens by dissolving in the austenite phase of the base in the same manner as W and Mo described above. It also enhances the effect.
- Nb 3% or less
- Ta + 2Nb 1.0 to 7.0%
- Nb is an element in the same group as Ta, and a part of Ta can be substituted with 3.0% or less of Nb.
- Nb improves high temperature strength and exerts the same effect as Ta described above.
- the addition of Nb has the effect of improving heat crack resistance when used as a hot working tool. Therefore, in order to improve heat crack resistance by adding Nb, it is preferable to add 1.0% or more of Nb. Since the effect of improving the high-temperature strength of Nb does not reach Ta, when Nb is added, it is added together with Ta. Even when Nb and Ta are added in combination, the total amount is 1.0 to 7.0% as in the case of adding Ta alone.
- Al 0.5 to 2.0% Al is an indispensable element for bonding with Ni to precipitate a stable ⁇ ′ phase and giving high temperature strength during hot working, and requires at least 0.5%.
- the ⁇ Ti + Ta (+ Nb) ⁇ / Al ratio in the ⁇ 'phase is increased to increase the lattice constant of the ⁇ ' phase, and the lattice strain due to precipitation of ⁇ 'is increased.
- the upper limit of Al is set to 2.0%.
- a more preferable lower limit of Al is 1.0%, and a more preferable upper limit of Al is 1.6%.
- Ti 1.0 to 3.0% Ti, like Al, binds to Ni and precipitates a ⁇ 'phase to increase the high temperature strength, and requires at least 1%.
- a large amount of Ti exceeding 3.0% decreases the solid solubility of Ta, which is an important element for the present invention, in the ⁇ ′ phase, and the ⁇ phase (Ni 3 Ti) precipitates to increase the strength. Reduce. Further, excessive addition of Ti may hinder weldability. Therefore, the upper limit of Ti is set to 3.0%.
- a more preferable lower limit of Ti is 2.1%, and a more preferable upper limit of Ti is 2.7%.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary.
- B 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added
- C needs to be at least 0.01%.
- an excessive amount of C exceeding 0.15% increases the amount of primary carbide produced and decreases the toughness, so the upper limit of C is set to 0.15%.
- O: 0.050% or less O is a harmful element that oxidizes the metal powder for overlaying during overlay welding.
- the upper limit of the metal powder is 0.050% or less.
- the lower limit of O is not particularly limited, but is practically 0.005%.
- Mg 0.01% or less Mg is an element that improves grain boundary ductility at high temperatures by deoxidation and desulfurization, and can be added as necessary. However, the above effect cannot be improved even if Mg is added in excess of 0.01%, so the upper limit when adding Mg is 0.01%.
- Si 0 to 1.0% Si is added as a deoxidizing element. When Si exceeds 1.0%, precipitation of harmful phases and high-temperature strength decrease. Therefore, the upper limit of Si is set to 1.0%. A preferable upper limit of Si is 0.5%. In order to obtain the above-described deoxidation effect more reliably, the lower limit of Si is preferably set to 0.05%. Mn: 0 to 1.0% Mn is also added as a deoxidizing element in the same manner as Si. When Mn exceeds 1.0%, precipitation of harmful phases and high-temperature strength are reduced. Therefore, the upper limit of Mn is 1%. A preferable upper limit of Mn is 0.5%.
- the lower limit of Mn is preferably set to 0.05%. Since Si and Mn are both deoxidizing elements as described above, the addition of the other element is not necessarily required if one of Si and Mn can be sufficiently deoxidized. For this reason, the lower limit of Si and Mn is set to 0% (no addition).
- Cr 15.0-22.0% Cr dissolves as a substitutional element in the base of the alloy and increases tensile strength, elastic limit and hardness. Further, since Cr has an effect of improving wear resistance, Cr needs to be at least 15.0%. However, the addition of Cr exceeding 22.0% not only destabilizes the structure, but also easily forms a ⁇ phase that is an embrittlement phase together with Mo and W, so the upper limit of Cr is set to 22.0%. To do. A more preferable lower limit of Cr is 17.0%, and a more preferable upper limit of Cr is 19.0%.
- Co 2.0-15.0% Co has an effect of increasing the solid solution amount of ⁇ 'in a high temperature region and an effect of improving weldability, and therefore requires at least 2.0%.
- the upper limit of Co is set to 15.0% in order to easily cause precipitation of harmful phases such as Laves phase.
- a more preferable lower limit of Co is 8.0%, and a more preferable upper limit of Co is 12.0%.
- the remaining Ni is a basic element constituting an austenite base and a ⁇ ′ precipitation strengthening phase of Ni 3 (Al, Ti, Ta) or Ni 3 (Al, Ti, Ta, Nb).
- contamination of Fe, P, S, Ca, Zr, etc. is usually considered as an impurity.
- the content is as follows, there is no particular problem in characteristics, so it is included in the alloy of the present invention. May be. Fe ⁇ 3.0%, P ⁇ 0.03%, S ⁇ 0.03%, Ca ⁇ 0.02%, Zr ⁇ 0.01%
- the present invention optimizes Mo and W which contribute to strength, and further contains element M (where M is Al). , Ti and Ta, and when Nb is contained, it represents four elements obtained by adding Nb to these elements.) All are considered to form a ⁇ ′ phase represented by Ni 3 M. It is preferable to adjust the composition so that the total of the ⁇ ′ phase forming elements obtained in this way is 20 to 45% in terms of calculation. Thereby, for example, the ⁇ ′ phase is precipitated at a temperature during hot working such as hot forging, and an aging effect is exhibited.
- the atomic percent of the ⁇ ′ phase is in the range of 20 to 45%.
- the above ⁇ ′ phase is based on calculations assuming that all of Al, Ti, Ta, and Nb are ⁇ ′ phases (Ni 3 M). In the calculation, first, the components of the metal powder or the precipitation strengthening heat resistant alloy layer are expressed in atomic%, and the ratio of the elements forming Ni 3 M is calculated from the sum of Al, Ti, Ta, and Nb. .
- the particle size is preferably 50 to 300 ⁇ m.
- the particle size of the metal powder is preferably 50 to 300 ⁇ m.
- the average particle size is preferably in the range of 150 to 200 ⁇ m. If the average particle size is excessively small, it tends to evaporate as a fume during overlaying.
- the metal powder of the present invention is excellent in initial high-temperature strength, and can be further improved in strength by precipitation of intermetallic compounds during hot use. Suitable for serving powder.
- Other applications include, for example, raw material powder for 3D printers. By using the raw material for the 3D printer, it is possible to form a hot working tool having a complicated shape with a high yield.
- the O content in gas components such as arc gas, shield gas and carrier gas used in the build-up welding machine is 0. 0001 vol% or less is preferable.
- the metal powder for building-up of the present invention may be oxidized in an atmosphere containing a large amount of O.
- the gas used may be an inert gas or a mixed gas containing these as main components.
- Ar gas it is preferable to use Ar gas as the gas to be used because the gas containing N 2 may be nitrided by the built-up layer.
- the hot working tool according to the present invention has a precipitation-strengthened heat-resistant alloy layer having the above-described composition or the like on a part of or the entire work surface.
- a method for forming the precipitation-strengthening heat-resistant alloy layer on the work surface an appropriate method may be adopted depending on the type of the tool. For example, in the case of a hot rolling roll, centrifugal casting or overlay welding may be applied. Moreover, if it is a hot forging die or anvil, a known technique such as overlay welding can be employed.
- Overlay welding can be applied to complex shapes, and is particularly preferable as a method for forming a precipitation-strengthened heat-resistant alloy layer.
- the overlaying method include a method of processing the alloy into a wire and overlaying, and a method of using metal powder having the alloy composition, and any method may be used.
- Overlaying with metal powder can also suppress segregation of components and does not require processing up to the wire, which is advantageous from the viewpoint of the characteristics of the overlaid alloy and the manufacturing cost.
- whether to form the precipitation-strengthening heat-resistant alloy layer of the present invention in part or over the entire surface is suitably determined according to the type of hot working tool. For example, in the case of an anvil for hot forging, it is preferable to form a precipitation strengthening heat resistant alloy layer on the entire surface. Further, in the case of a hot forging die, a portion to which stress is applied may be selected to form a precipitation strengthening heat resistant alloy layer, or of course, a precipitation strengthening heat resistant alloy layer may be formed on the entire surface. .
- the precipitation-strengthening type heat-resistant alloy layer it is economically advantageous to build up the alloy specified in the present invention on the work surface using an inexpensive alloy tool steel as a base material.
- an alloy tool steel is used as a base material and an alloy having a composition defined in the present invention is built up on the work surface, the base material and the striking surface are made of different alloys, so that the different characteristics of each different alloy have. Can be granted.
- the work surface provides high hardness necessary for striking and pressing the work material, while realizing high rigidity for the base material, making it possible to relieve stress of hot working tools. To do.
- the alloy tool steel used as a base material may be any one described in JIS-G4404.
- a typical component range shows C: 0.25 to 0.5%, Si: 1.2% or less, and Mn: 1.0 by mass%.
- the alloy tool steel as the base material is used after being quenched to 800 to 1100 ° C. and tempered to 500 to 700 ° C., and adjusted to a hardness of about 330 to 380 HBW.
- a precipitation strengthened heat resistant material composed of a base material made of alloy tool steel and an alloy specified in the present invention.
- An intermediate layer made of a solid solution strengthened heat-resistant alloy can be further provided between the alloy layers.
- the solid solution strengthened heat resistant alloy used in the intermediate layer does not use the strengthening mechanism of the solid solution strengthened heat resistant alloy, and improves the weldability as described above or relaxes the stress. It is used as a layer.
- the intermediate layer may be a single layer or may be formed by stacking two or more solid solution strengthened heat resistant alloys having different components.
- the solid solution strengthened heat-resistant alloy referred to in the present invention is, for example, an alloy having a composition shown in JIS-G4901 or G4902, which can strengthen the matrix (matrix) by dissolving an alloy element.
- An alloy having a composition or an alloy described in ASTM-A494 may be used.
- Typical component ranges are represented by mass%, C: 0.15% or less, Cr: 15.0 to 30.0%, Co: 0 to 3.0%, Mo: 0 to 30.0%, W: 0 to 10.0%, Nb: 0 to 4.0%, Ta: 0 to 4.0%, Ti: 0 to 1.0%, Al: 0 to 2.0%, Fe: 0 to 20 0.0%, Mn: 0 to 4.0%, with the balance being Ni and impurities.
- the hardness of the striking surface is 330 HV or higher even in a hot working tool in which an intermediate layer is formed. When the hardness of the striking surface is 330 HV or higher, the strength of the striking surface at the forging temperature can be sufficiently ensured. Preferably it is 350HV or more.
- FIG. 1 shows an example of an anvil for hot forging.
- An anvil 1 for hot forging has a precipitation strengthening heat resistant alloy layer 3 on the striking surface (working surface) of the upper surface of a base material 2 made of alloy tool steel.
- an intermediate layer 4 made of a solid solution strengthened heat resistant alloy is disposed between the precipitation strengthened heat resistant alloy layer 3 and the substrate 2.
- FIG. 2 shows an example of a hot forging die.
- the hot forging die can be constituted by a single substrate, but in the example shown in FIG.
- a cylindrical hot mold piece 6 (hereinafter referred to as a cylindrical hot mold piece) is the center when assembled, and an outer peripheral ring-shaped hot mold piece 7 (hereinafter referred to as an outer peripheral ring shape) around the center.
- the hot forging die 5 is obtained by concentrically fitting the hot die pieces).
- the precipitation strengthening type heat resistant alloy layer 3 is disposed on the working surface of a hot forging die 5 which is an assembly of a plurality of hot die pieces. This configuration is used, for example, when manufacturing a disk-shaped hot forging material. Also, for example, as shown in FIG.
- the ring-shaped hot mold piece 8 is the center when assembled, and the outer peripheral ring-shaped hot mold piece 7 is concentrically fitted around it
- An integrated hot forging die 5 can also be configured. This configuration is used, for example, when manufacturing a ring-shaped hot forging material.
- the diameter of the hot forging die can be increased by concentrically fitting several outer peripheral ring-shaped hot die pieces according to the size of the workpiece. .
- the mold pieces can be constrained during forging, they are comparable in strength to an integral mold.
- by fitting a plurality of mold pieces it is possible to reduce the man-hours required for metal mold production compared to conventional one-piece mold production by machining from a very large material block. , Productivity can also be improved.
- the precipitation-strengthening heat resistant alloy layer 3 is disposed so as to cover at least a part of the boundary between the hot mold pieces of the assembly.
- the hot forging die of the present invention is used for the upper die, the diameter on the surface side in contact with the material to be forged is increased in order to surely prevent each hot die piece from falling. It is good to leave.
- methods such as shrink fitting and cold fitting can be used in addition to simple fitting.
- the prepared cylindrical hot mold piece raw material is cut by cutting. It is easy to process.
- ring-shaped hot mold piece materials and outer peripheral parts by hollow forging (core metal forging) using core metal or ring mill rolling It is easy to manufacture a ring-shaped hot mold piece material and process the material into a desired dimension by cutting.
- 2 and 3 show an application example of a ring shape or a disk shape. For example, hot forging dies for a long shaft such as a shaft, etc. It is also good.
- Example 1 The present invention is described in more detail below. The effect when the metal powder of the present invention was used for overlaying was confirmed.
- the metal powder of the present invention and an alloy equivalent to Udimet 520 disclosed in Patent Documents 1 and 2 were produced by gas atomization.
- the gas used was Ar gas (4N) for the purpose of preventing an increase in oxygen content.
- the particle diameter of the metal powder for building-up was classified into 65 to 250 ⁇ m, and the average particle diameter was measured to be 180 ⁇ m. Table 1 shows the chemical composition of the obtained metal powder for building-up.
- the alloy composition of the present invention was converted into an atomic ratio and applied to Ni 3 M (M is Al, Ti, Ta) and the total of the elements forming the ⁇ ′ phase was calculated, it was 27.2%. .
- the calculation of the ⁇ ′ phase by Ni 3 M was performed as Ni 3 (Al 0.36 Ti 0.45 Ta 0.19 ).
- the metal powder of the present invention not only the initial high-temperature strength of the tool for hot working is increased, but also the temperature of the heated material to be forged and the temperature due to heat generation during hot forging. Utilizing it, it was confirmed that the effect of an aging treatment for precipitating the ⁇ ′ phase while hot forging was also obtained.
- a test piece of ⁇ 6 mm ⁇ 10 mm is formed from the overlaying layer.
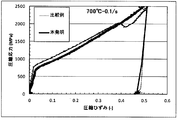
- Samples were collected and examined for hot strength in a greeble test. The test was conducted at 700 ° C. and 900 ° C. with a strain rate of 0.1 s ⁇ 1 .
- the test temperature holding time of the greeble test piece was 10 minutes, and the superiority of the initial high temperature strength was evaluated.
- the test results are shown in FIG. 4 (700 ° C.) and FIG. 5 (900 ° C.). As shown in FIG.
- the precipitation-strengthened heat-resistant alloy cut out from the overlay layer of the present invention can obtain high strength exceeding 2500 MPa even at 50% compression. It can be seen that shear failure occurs at approximately 40% compression.
- the precipitation-strengthened heat-resistant alloy cut out from the built-up layer of the present invention can maintain a high strength of about 1800 MPa even at 50% compression. It can be seen that the strength is about 1400 MPa at approximately 30% compression, and then becomes saturated. From the above results, it can be seen that the metal powder of the present invention is excellent in the initial high-temperature strength.
- the structure which concerns on this invention was applied with respect to the anvil for hot forging which has a big load to the tool for hot processing among the tools for hot processing.
- the metal powder according to the present invention was used for overlaying to form a precipitation strengthened heat resistant alloy layer on the work surface.
- the manufacturing method of the anvil for hot forging used by the example of this invention is demonstrated.
- a base material 2 made of JIS-SKT4 adjusted to Brinell hardness of 352 HBW by quenching at 870 ° C. ⁇ 1 hour and tempering at 640 ° C. ⁇ 4 hours was added to the base layer 2 made of JIS-SKT4 by 0.04% C by mass as the intermediate layer 4.
- the alloy layer consisting of Fe and the balance Ni and the build-up is welded, and the precipitation strengthening heat resistant alloy layer 3 has the composition shown in Table 1.
- An anvil for hot forging having a structure shown in FIG. 1 was produced by overlaying 20 mm by PTA (Plasma-Transferred-Arc) welding using the metal powder for overlaying.
- the overlaying as a comparative example was performed.
- the alloy used for overlaying is an alloy equivalent to Udimet (R) 520 described in Patent Document 1, which is advantageous in high-temperature strength as compared with Alloy 718 alloy and the like.
- Table 3 shows the composition of the precipitation strengthening heat resistant alloy layer (working surface) and the composition of the intermediate layer of the comparative example.
- the precipitation-strengthened heat-resistant alloy layer which is a build-up layer, was formed on the entire work surface.
- hot forging was performed from 8-mm 130 mm to ⁇ 90 mm with a load of 700 to 750 tons by four-side forging using the above-described hot forging anvils of the present invention and comparative examples.
- the to-be-forged materials were long products made of difficult-to-process Udimet® 520 equivalent alloy, and all had the same shape and weight.
- the temperature of the striking surface during forging is about 850 ° C.
- the total working time of hot forging using the anvil for hot forging of the present invention is about 5 hours.
- the effect of the aging treatment for precipitating the ⁇ 'phase could be sufficiently exhibited.
- the number of forgings in the hot forging anvil of the example of the present invention was 36, whereas the number of forgings was 18 in the anvil for hot forging of the comparative example.
- the anvil for forging could be forged twice as many as the comparative example. From this, in the anvil for hot forging of the example of the present invention, it is excellent in the initial high temperature strength as compared with the comparative example, and since the ⁇ ′ phase precipitation effect is obtained as in the aging treatment during the hot forging, It was confirmed that a long life was achieved.
- the hot working tool built up with the metal powder for overlaying of the present invention can maintain high strength especially at high temperature, so that not only the life of the hot working tool can be extended, but also the destruction Since defects such as cracks and cracks can also be suppressed, it has a great effect on improving the machining accuracy in hot working and reducing the number of maintenance steps.
- Example 2 Next, the element which affects the heat crack resistance which becomes a problem when actually used as a tool for hot working was investigated.
- the studied compositions are shown in Table 4.
- the particle size was classified into 65 to 250 ⁇ m and the average particle size was measured and found to be 180 ⁇ m.
- this metal powder of the present invention for overlaying, it was built up by the PTA method to form a built-up layer.
- a test piece of ⁇ 4 mm ⁇ 20 mm was taken from the build-up layer, and the thermal expansion coefficient was measured with a thermal expansion measuring device. Further, the calculation of the ⁇ ′ phase by Ni 3 M was performed at the ratio shown in Table 5.
- the thermal expansion measurement was performed using a RGAKU TMA8310 type thermal expansion measuring device at a temperature rising rate of 10 ° C./min and a temperature rising from room temperature to 1000 ° C. in an Ar atmosphere.
- Table 6 and FIG. 6 show the test results in the range of 500 ° C. to 900 ° C., which is assumed to be the operating temperature range in hot working.
- Nb content and the Ta + Nb content within the ranges defined in the present invention both have excellent low thermal expansion characteristics. Moreover, it turns out that a thermal expansion coefficient falls by increasing Ta + Nb amount. This is presumably because Nb having a high binding energy in the metal bond was dissolved in the base material to suppress thermal expansion. From the above results, it was found that the addition of Nb, which is a precipitation strengthening element, exhibits excellent heat crack resistance while having high strength. For this reason, positive addition of Nb is effective in increasing the high-temperature strength and heat crack resistance.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Powder Metallurgy (AREA)
- Forging (AREA)
Abstract
Provided is a metal powder which can, when processed into a working surface of a tool for hot working, for example, an anvil, a mold for hot forging such as a metal mold or a roll for hot rolling, prolong the working life of the tool for hot working.
The metal powder comprises, in terms of mass%: not more than 0.02% of B; not more than 0.050% of O; 0.01-0.15% of C; not more than 0.01% of Mg; 0.5-2% of Al; 0-1% of Si; 0-1% of Mn; 1-3% of Ti; 15-22% of Cr; 2-15% of Co; not more than 3% of Nb; 3-7% of Mo; 1-7% of Ta; 3-7% of W; 1-7% in total of Ta, either alone or as Ta+2Nb; with the balance consisting of Ni and impurities.
Description
本発明は、熱間加工に使用される熱間加工用工具およびその製造方法並びに熱間加工用工具の肉盛等に用いられる金属粉末に関するものである。
The present invention relates to a hot working tool used for hot working, a manufacturing method thereof, and a metal powder used for overlaying a hot working tool.
金属粉末の用途は多岐に及んでいるが、多種の金属元素を含有する金属粉末の用途としては熱間加工用工具に用いられるものがある。熱間加工用工具の代表的な工具として、金敷や金型等の熱間鍛造用金型、熱間圧延ロール等が知られている。このうち例えば、熱間鍛造装置に用いられる熱間鍛造用金敷には、高温強度、耐摩耗性、耐高温へたり性、耐ヒートクラック性等の特性に優れていることが要求される。そのため、母材の作業面に高温強度に優れた組成を有する金属粉末を肉盛して使用されている。
例えば、本願出願人は、特開2001-62541号公報(特許文献1)や特開2001-71086号公報(特許文献2)において、熱間鍛造装置用の熱間鍛造用金敷を、全体を一体のγ’析出強化型Ni基合金で構成するか、Ni基合金でなる台金(母材)の作業面部(打撃面)にγ’析出強化型Ni基合金で肉盛して構成する熱間鍛造用金敷を提案した。
前述の特許文献1や特許文献2で提案した熱間鍛造用金敷では、打撃面に使用するγ’析出強化型Ni基合金として、Al、Ti、Nb、Taの1種または2種以上を、Al+Ti+Nb+Taの合計で3質量%以上含むものが好ましいとし、具体的には、Alloy713C、Alloy718、Udimet520(Udimet(R)はスペシャルメタルズ社の登録商標)等を肉盛用の合金として挙げている。 The metal powder is used for various purposes, and the metal powder containing various metal elements is used for a tool for hot working. As typical tools for hot working tools, hot forging dies such as anvils and dies, hot rolling rolls, and the like are known. Among these, for example, an anvil for hot forging used in a hot forging apparatus is required to have excellent properties such as high temperature strength, wear resistance, high temperature sag resistance, and heat crack resistance. For this reason, a metal powder having a composition excellent in high-temperature strength is built up and used on the work surface of the base material.
For example, the applicant of the present application disclosed in Japanese Patent Application Laid-Open No. 2001-62541 (Patent Document 1) and Japanese Patent Application Laid-Open No. 2001-71086 (Patent Document 2) as a whole with an anvil for hot forging for a hot forging device. Or γ 'precipitation strengthened Ni-base alloy, or heat build up with γ' precipitation-strengthened Ni-base alloy on the working surface (striking surface) of the base metal (base metal) made of Ni-base alloy An anvil for forging was proposed.
In the anvil for hot forging proposed in Patent Document 1 and Patent Document 2 described above, one or more of Al, Ti, Nb, and Ta are used as the γ ′ precipitation strengthened Ni-based alloy used for the striking surface. It is preferable that the total of Al + Ti + Nb + Ta is 3% by mass or more. Specifically, Alloy 713C, Alloy 718, Udimet 520 (Udimet (R) is a registered trademark of Special Metals Co., Ltd.) and the like are cited as alloys for overlaying.
例えば、本願出願人は、特開2001-62541号公報(特許文献1)や特開2001-71086号公報(特許文献2)において、熱間鍛造装置用の熱間鍛造用金敷を、全体を一体のγ’析出強化型Ni基合金で構成するか、Ni基合金でなる台金(母材)の作業面部(打撃面)にγ’析出強化型Ni基合金で肉盛して構成する熱間鍛造用金敷を提案した。
前述の特許文献1や特許文献2で提案した熱間鍛造用金敷では、打撃面に使用するγ’析出強化型Ni基合金として、Al、Ti、Nb、Taの1種または2種以上を、Al+Ti+Nb+Taの合計で3質量%以上含むものが好ましいとし、具体的には、Alloy713C、Alloy718、Udimet520(Udimet(R)はスペシャルメタルズ社の登録商標)等を肉盛用の合金として挙げている。 The metal powder is used for various purposes, and the metal powder containing various metal elements is used for a tool for hot working. As typical tools for hot working tools, hot forging dies such as anvils and dies, hot rolling rolls, and the like are known. Among these, for example, an anvil for hot forging used in a hot forging apparatus is required to have excellent properties such as high temperature strength, wear resistance, high temperature sag resistance, and heat crack resistance. For this reason, a metal powder having a composition excellent in high-temperature strength is built up and used on the work surface of the base material.
For example, the applicant of the present application disclosed in Japanese Patent Application Laid-Open No. 2001-62541 (Patent Document 1) and Japanese Patent Application Laid-Open No. 2001-71086 (Patent Document 2) as a whole with an anvil for hot forging for a hot forging device. Or γ 'precipitation strengthened Ni-base alloy, or heat build up with γ' precipitation-strengthened Ni-base alloy on the working surface (striking surface) of the base metal (base metal) made of Ni-base alloy An anvil for forging was proposed.
In the anvil for hot forging proposed in Patent Document 1 and Patent Document 2 described above, one or more of Al, Ti, Nb, and Ta are used as the γ ′ precipitation strengthened Ni-based alloy used for the striking surface. It is preferable that the total of Al + Ti + Nb + Ta is 3% by mass or more. Specifically, Alloy 713C, Alloy 718, Udimet 520 (Udimet (R) is a registered trademark of Special Metals Co., Ltd.) and the like are cited as alloys for overlaying.
上記のγ’析出強化型Ni基合金を肉盛した熱間鍛造用金敷は、初期の高温強度は必ずしも高くないものの、使用中に硬化して、確かに高温強度、耐摩耗性、耐ヒートクラック性を向上させることが可能である。
しかしながら、肉盛された作業面の初期の高温強度が十分高くないと、金敷を使い始めたときに被鍛造材から受ける応力によって作業面が大きく塑性変形したり、作業面の一部が金敷表面から剥離したりして、作業面が硬化する前に金敷を継続して使用することができなくなってしまうおそれがある。
本発明の目的は、金敷や金型等の熱間鍛造用金型、熱間圧延ロール等の熱間加工用工具の高温強度を使用の初期から高め、長寿命とすることができる新規な熱間加工用工具およびその製造方法、さらにはかかる熱間加工用工具の製造方法に好適な金属粉末を提供することにある。 Although the initial high-temperature strength is not necessarily high, the anvil for hot forging with the above-mentioned γ 'precipitation strengthened Ni-base alloy is not necessarily high, but it surely cures during use, and is surely high-temperature strength, wear resistance, heat crack resistance. It is possible to improve the property.
However, if the initial high-temperature strength of the built-up work surface is not sufficiently high, the work surface will be greatly plastically deformed by the stress received from the forged material when the anvil is started to be used, or a part of the work surface may be Or the anvil may not be used continuously before the work surface is cured.
The object of the present invention is to increase the high-temperature strength of hot working tools such as anvils and dies, hot forging dies, hot rolling rolls, etc. from the beginning of use, and to achieve a new heat An object of the present invention is to provide a metal powder suitable for a hot working tool and a method for manufacturing the hot working tool and a method for manufacturing the hot working tool.
しかしながら、肉盛された作業面の初期の高温強度が十分高くないと、金敷を使い始めたときに被鍛造材から受ける応力によって作業面が大きく塑性変形したり、作業面の一部が金敷表面から剥離したりして、作業面が硬化する前に金敷を継続して使用することができなくなってしまうおそれがある。
本発明の目的は、金敷や金型等の熱間鍛造用金型、熱間圧延ロール等の熱間加工用工具の高温強度を使用の初期から高め、長寿命とすることができる新規な熱間加工用工具およびその製造方法、さらにはかかる熱間加工用工具の製造方法に好適な金属粉末を提供することにある。 Although the initial high-temperature strength is not necessarily high, the anvil for hot forging with the above-mentioned γ 'precipitation strengthened Ni-base alloy is not necessarily high, but it surely cures during use, and is surely high-temperature strength, wear resistance, heat crack resistance. It is possible to improve the property.
However, if the initial high-temperature strength of the built-up work surface is not sufficiently high, the work surface will be greatly plastically deformed by the stress received from the forged material when the anvil is started to be used, or a part of the work surface may be Or the anvil may not be used continuously before the work surface is cured.
The object of the present invention is to increase the high-temperature strength of hot working tools such as anvils and dies, hot forging dies, hot rolling rolls, etc. from the beginning of use, and to achieve a new heat An object of the present invention is to provide a metal powder suitable for a hot working tool and a method for manufacturing the hot working tool and a method for manufacturing the hot working tool.
本発明は上述の課題に鑑みてなされたものである。
すなわち本発明は、質量%で、B:0.02%以下、O:0.050%以下、C:0.01~0.15%、Mg:0.01%以下、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:3.0%以下、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3.0~7.0%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなる金属粉末である。
好ましくは、前述の金属粉末において、含有する元素M(MはAl,Ti,TaおよびNbから選ばれる1種以上の元素)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が原子%で20~45%である。
前記金属粉末の粒径は50~300μmであることが好ましい。
また、前述した本発明の金属粉末は、肉盛用に好適である。 The present invention has been made in view of the above problems.
That is, the present invention is, by mass%, B: 0.02% or less, O: 0.050% or less, C: 0.01 to 0.15%, Mg: 0.01% or less, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 To 15.0%, Nb: 3.0% or less, Mo: 3.0 to 7.0%, Ta: 1.0 to 7.0%, W: 3.0 to 7.0%, and Ta A single or a total of Ta + 2Nb is contained in an amount of 1.0 to 7.0%, and the balance is a metal powder made of Ni and impurities.
Preferably, the above-described metal powder is obtained on the assumption that all of the contained elements M (M is one or more elements selected from Al, Ti, Ta and Nb) form a γ ′ phase represented by Ni 3 M. The total of the γ ′ phase forming elements is 20 to 45% in atomic%.
The metal powder preferably has a particle size of 50 to 300 μm.
Moreover, the metal powder of the present invention described above is suitable for overlaying.
すなわち本発明は、質量%で、B:0.02%以下、O:0.050%以下、C:0.01~0.15%、Mg:0.01%以下、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:3.0%以下、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3.0~7.0%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなる金属粉末である。
好ましくは、前述の金属粉末において、含有する元素M(MはAl,Ti,TaおよびNbから選ばれる1種以上の元素)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が原子%で20~45%である。
前記金属粉末の粒径は50~300μmであることが好ましい。
また、前述した本発明の金属粉末は、肉盛用に好適である。 The present invention has been made in view of the above problems.
That is, the present invention is, by mass%, B: 0.02% or less, O: 0.050% or less, C: 0.01 to 0.15%, Mg: 0.01% or less, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 To 15.0%, Nb: 3.0% or less, Mo: 3.0 to 7.0%, Ta: 1.0 to 7.0%, W: 3.0 to 7.0%, and Ta A single or a total of Ta + 2Nb is contained in an amount of 1.0 to 7.0%, and the balance is a metal powder made of Ni and impurities.
Preferably, the above-described metal powder is obtained on the assumption that all of the contained elements M (M is one or more elements selected from Al, Ti, Ta and Nb) form a γ ′ phase represented by Ni 3 M. The total of the γ ′ phase forming elements is 20 to 45% in atomic%.
The metal powder preferably has a particle size of 50 to 300 μm.
Moreover, the metal powder of the present invention described above is suitable for overlaying.
また、本発明は、作業面の一部または全面に析出強化型耐熱合金層を有する熱間加工用工具において、前記析出強化型耐熱合金層は、質量%で、B:0~0.02%、C:0.01~0.15%、Mg:0~0.01%、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:0~3.0%、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3.0~7.0%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなることを特徴とする。
好ましくは、前記熱間加工用工具において、含有する元素M(MはAl,Ti,Ta,およびNbから選ばれる1種以上の元素)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が原子%で20~45%である。
さらに、前記熱間加工用工具において、前記合金層は肉盛層であることが好ましい。
さらに、前記熱間加工用工具は、熱間鍛造用金型であることが好ましい。
さらに、前記熱間鍛造用金型は、複数個の熱間金型片の組立体であることが好ましい。
さらに、前記熱間加工用工具において、前記析出強化型耐熱合金層が、前記組立体の熱間金型片同士の境界の少なくとも一部を覆うように配置されていることが好ましい。
さらに、前記熱間加工用工具において、合金工具鋼でなる基材と前記析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層をさらに具備することが好ましい。 Further, the present invention provides a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the whole of a work surface, wherein the precipitation strengthening heat resistant alloy layer is in mass% and B: 0 to 0.02%. C: 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15.0%, Nb: 0 to 3.0%, Mo: 3.0 to 7. 0%, Ta: 1.0-7.0%, W: 3.0-7.0%, and Ta alone or a total of Ta + 2Nb, 1.0-7.0%, the balance being Ni and impurities It is characterized by the following.
Preferably, in the hot working tool, when all of the contained elements M (M is one or more elements selected from Al, Ti, Ta, and Nb) form a γ ′ phase represented by Ni 3 M. The total of the γ ′ phase forming elements that can be regarded as being is 20 to 45% in atomic%.
Furthermore, in the hot working tool, the alloy layer is preferably a built-up layer.
Furthermore, the hot working tool is preferably a hot forging die.
Furthermore, it is preferable that the hot forging die is an assembly of a plurality of hot die pieces.
Furthermore, in the hot working tool, it is preferable that the precipitation strengthening heat resistant alloy layer is disposed so as to cover at least a part of a boundary between hot mold pieces of the assembly.
Furthermore, it is preferable that the hot working tool further includes an intermediate layer made of a solid solution strengthened heat resistant alloy between the base material made of alloy tool steel and the precipitation strengthened heat resistant alloy layer.
好ましくは、前記熱間加工用工具において、含有する元素M(MはAl,Ti,Ta,およびNbから選ばれる1種以上の元素)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が原子%で20~45%である。
さらに、前記熱間加工用工具において、前記合金層は肉盛層であることが好ましい。
さらに、前記熱間加工用工具は、熱間鍛造用金型であることが好ましい。
さらに、前記熱間鍛造用金型は、複数個の熱間金型片の組立体であることが好ましい。
さらに、前記熱間加工用工具において、前記析出強化型耐熱合金層が、前記組立体の熱間金型片同士の境界の少なくとも一部を覆うように配置されていることが好ましい。
さらに、前記熱間加工用工具において、合金工具鋼でなる基材と前記析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層をさらに具備することが好ましい。 Further, the present invention provides a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the whole of a work surface, wherein the precipitation strengthening heat resistant alloy layer is in mass% and B: 0 to 0.02%. C: 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15.0%, Nb: 0 to 3.0%, Mo: 3.0 to 7. 0%, Ta: 1.0-7.0%, W: 3.0-7.0%, and Ta alone or a total of Ta + 2Nb, 1.0-7.0%, the balance being Ni and impurities It is characterized by the following.
Preferably, in the hot working tool, when all of the contained elements M (M is one or more elements selected from Al, Ti, Ta, and Nb) form a γ ′ phase represented by Ni 3 M. The total of the γ ′ phase forming elements that can be regarded as being is 20 to 45% in atomic%.
Furthermore, in the hot working tool, the alloy layer is preferably a built-up layer.
Furthermore, the hot working tool is preferably a hot forging die.
Furthermore, it is preferable that the hot forging die is an assembly of a plurality of hot die pieces.
Furthermore, in the hot working tool, it is preferable that the precipitation strengthening heat resistant alloy layer is disposed so as to cover at least a part of a boundary between hot mold pieces of the assembly.
Furthermore, it is preferable that the hot working tool further includes an intermediate layer made of a solid solution strengthened heat resistant alloy between the base material made of alloy tool steel and the precipitation strengthened heat resistant alloy layer.
本発明の熱間加工用工具の製造方法は、作業面の一部または全面に析出強化型耐熱合金層を有する熱間加工用工具の製造方法であって、前記析出強化型耐熱合金層は、質量%で、B:0~0.02%、C:0.01~0.15%、Mg:0~0.01%、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:0~3.0%、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3.0~7.0%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなり、肉盛溶接によって形成されることを特徴とする。
また、前記熱間加工用工具の製造方法において、前記肉盛溶接は金属粉末を用いて行われることが好ましい。
さらに、前記熱間加工用工具の製造方法において、前記熱間加工用工具は、複数個の熱間金型片の組立体として構成された熱間鍛造用金型であり、前記析出強化型耐熱合金層は、前記組立体の熱間金型片同士の境界の少なくとも一部を覆うように形成されることが好ましい。
さらに、前記析出強化型耐熱合金層を形成する前に、合金工具鋼でなる基材と前記析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層を形成することが好ましい。 The method for producing a hot working tool of the present invention is a method for producing a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the whole of a work surface, wherein the precipitation strengthening heat resistant alloy layer comprises: In mass%, B: 0 to 0.02%, C: 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1. 0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15.0%, Nb: 0 to 3 0.0%, Mo: 3.0 to 7.0%, Ta: 1.0 to 7.0%, W: 3.0 to 7.0%, and Ta alone or a total of Ta + 2Nb is 1.0 to Including 7.0%, the balance is made of Ni and impurities, and is formed by overlay welding.
Moreover, in the manufacturing method of the tool for hot working, it is preferable that the overlay welding is performed using a metal powder.
Further, in the method for manufacturing a hot working tool, the hot working tool is a hot forging die configured as an assembly of a plurality of hot die pieces, and the precipitation strengthening type heat resistance The alloy layer is preferably formed so as to cover at least part of the boundary between the hot mold pieces of the assembly.
Furthermore, before forming the precipitation strengthening heat resistant alloy layer, an intermediate layer made of a solid solution strengthening heat resistant alloy may be formed between the base material made of alloy tool steel and the precipitation strengthening heat resistant alloy layer. preferable.
また、前記熱間加工用工具の製造方法において、前記肉盛溶接は金属粉末を用いて行われることが好ましい。
さらに、前記熱間加工用工具の製造方法において、前記熱間加工用工具は、複数個の熱間金型片の組立体として構成された熱間鍛造用金型であり、前記析出強化型耐熱合金層は、前記組立体の熱間金型片同士の境界の少なくとも一部を覆うように形成されることが好ましい。
さらに、前記析出強化型耐熱合金層を形成する前に、合金工具鋼でなる基材と前記析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層を形成することが好ましい。 The method for producing a hot working tool of the present invention is a method for producing a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the whole of a work surface, wherein the precipitation strengthening heat resistant alloy layer comprises: In mass%, B: 0 to 0.02%, C: 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1. 0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15.0%, Nb: 0 to 3 0.0%, Mo: 3.0 to 7.0%, Ta: 1.0 to 7.0%, W: 3.0 to 7.0%, and Ta alone or a total of Ta + 2Nb is 1.0 to Including 7.0%, the balance is made of Ni and impurities, and is formed by overlay welding.
Moreover, in the manufacturing method of the tool for hot working, it is preferable that the overlay welding is performed using a metal powder.
Further, in the method for manufacturing a hot working tool, the hot working tool is a hot forging die configured as an assembly of a plurality of hot die pieces, and the precipitation strengthening type heat resistance The alloy layer is preferably formed so as to cover at least part of the boundary between the hot mold pieces of the assembly.
Furthermore, before forming the precipitation strengthening heat resistant alloy layer, an intermediate layer made of a solid solution strengthening heat resistant alloy may be formed between the base material made of alloy tool steel and the precipitation strengthening heat resistant alloy layer. preferable.
本発明の金属粉末を熱間加工用工具の作業面に肉盛して用いることにより、使用初期の高温強度に優れるとともに、熱間での使用中の金属間化合物の析出によりさらに強度を向上させた熱間加工用工具を提供することができる。これにより熱間鍛造用金敷等の熱間加工用工具に、より一層の高温強度、耐摩耗性、耐高温へたり性、耐ヒートクラック性を付与し、熱間加工用工具の使用効率向上および長寿命化に寄与する。また、本発明の熱間加工用工具およびその製造方法によれば、高温強度が使用の初期から高められ、従来の熱間加工用工具よりも、更に長寿命の熱間加工用工具が提供できるため、熱間加工における加工精度の向上、手入れ工数の削減に大きな効果を有する。
By overlaying and using the metal powder of the present invention on the work surface of a hot working tool, it is excellent in high temperature strength in the initial stage of use, and further improved in strength by precipitation of hot intermetallic compounds during use. A hot working tool can be provided. As a result, hot working tools such as an anvil for hot forging are given further high temperature strength, wear resistance, high temperature sag resistance, and heat crack resistance, improving the use efficiency of hot working tools and Contributes to longer life. In addition, according to the hot working tool and the manufacturing method thereof of the present invention, the high temperature strength is increased from the beginning of use, and it is possible to provide a hot working tool having a longer life than the conventional hot working tool. Therefore, it has a great effect on improving the processing accuracy in hot processing and reducing the number of maintenance steps.
上述したように、本発明に係る金属粉末の重要な特徴は、熱間加工用工具の作業面に肉盛した場合に、初期の高温強度が高く、且つ、鍛造作業中の金属間化合物の析出によりさらに強度が向上し、熱間鍛造用金敷等の熱間加工用工具の高寿命化に寄与できることである。また、本発明に係る熱間加工用工具の重要な特徴は、熱間加工用工具の作業面に最適な析出強化型耐熱合金層を形成したことにあり、その形成には例えば上記本発明に係る金属粉末が好適に用いられる。
ところで、熱間加工用工具では初期の強度を高くしつつ、且つ、時効効果を熱間加工中に発現できるように、添加する合金元素を適正にする必要がある。初期の強度においては、従来合金のUdimet(R)520相当合金を肉盛した後の硬さは、おおよそ370HV程度である。初期の高温強度を得ようとすると、少なくともおおよそ400HV程度の硬さに調整することが好ましい。そのため、肉盛で形成される析出強化型耐熱合金層およびその形成に用いられる肉盛用の金属粉末には、400HV程度の硬さが得られる合金組成とする必要がある。本発明の金属粉末および析出強化型耐熱合金層の組成を詳しく説明する。なお、化学組成は特に記載のない限り質量%として記す。
本発明では、WとMoは基地(マトリックス)のオーステナイト相を強化し、初期の強度を高めるため、必須で添加する元素である。
W:3.0~7.0%
Wは、基地の固溶化元素として、後述するMoと同様、初期からの高温強度を高め、更に、引張強度を向上させるのに有効な元素である。そのため、Wは最低3.0%を必要とする。しかし、7.0%を越えるWの添加は、Moと同様、組織の安定性に悪影響を及ぼすため、Wの上限を7.0%とする。より好ましいWの下限は3.5%であり、更に好ましくは4.0%である。より好ましいWの上限は5%である。
Mo:3.0~7.0%
Moは、オーステナイト相に固溶して、基地を強化し、初期からの高温強度を向上させるのに有効な元素である。そのため、Moは最低3.0%以上を必要とする。しかし、7.0%を超えるMoの添加は、後述するCrと同様、組織を不安定にするため、Moの上限を7.0%とする。より好ましいMoの下限は4.0%であり、より好ましいMoの上限は5.0%である。 As described above, the important feature of the metal powder according to the present invention is that, when the work surface of the hot working tool is built up, the initial high temperature strength is high, and the precipitation of the intermetallic compound during the forging operation. Thus, the strength is further improved, and it is possible to contribute to the extension of the life of a tool for hot working such as an anvil for hot forging. An important feature of the hot working tool according to the present invention is that an optimum precipitation strengthening type heat resistant alloy layer is formed on the work surface of the hot working tool. Such metal powder is preferably used.
By the way, in the hot working tool, it is necessary to make the alloy element to be added appropriate so that the initial strength is increased and the aging effect can be expressed during the hot working. In the initial strength, the hardness of the conventional alloy equivalent to Udimet (R) 520 is about 370 HV. In order to obtain the initial high-temperature strength, it is preferable to adjust the hardness to at least about 400 HV. For this reason, the precipitation-strengthened heat-resistant alloy layer formed by overlaying and the metal powder for overlaying used for the formation need to have an alloy composition that provides a hardness of about 400 HV. The composition of the metal powder and precipitation strengthened heat resistant alloy layer of the present invention will be described in detail. The chemical composition is expressed as mass% unless otherwise specified.
In the present invention, W and Mo are elements to be added in order to strengthen the austenite phase of the matrix (matrix) and increase the initial strength.
W: 3.0-7.0%
W is an element effective as a solid solution element for increasing the high-temperature strength from the beginning and further improving the tensile strength, similar to Mo described later. Therefore, W needs to be at least 3.0%. However, the addition of W exceeding 7.0% adversely affects the stability of the structure like Mo, so the upper limit of W is set to 7.0%. The lower limit of W is more preferably 3.5%, still more preferably 4.0%. A more preferable upper limit of W is 5%.
Mo: 3.0-7.0%
Mo is an element effective for dissolving in the austenite phase, strengthening the matrix, and improving the high-temperature strength from the beginning. Therefore, Mo needs to be at least 3.0%. However, the addition of Mo exceeding 7.0% makes the structure unstable in the same manner as Cr described later, so the upper limit of Mo is 7.0%. A more preferable lower limit of Mo is 4.0%, and a more preferable upper limit of Mo is 5.0%.
ところで、熱間加工用工具では初期の強度を高くしつつ、且つ、時効効果を熱間加工中に発現できるように、添加する合金元素を適正にする必要がある。初期の強度においては、従来合金のUdimet(R)520相当合金を肉盛した後の硬さは、おおよそ370HV程度である。初期の高温強度を得ようとすると、少なくともおおよそ400HV程度の硬さに調整することが好ましい。そのため、肉盛で形成される析出強化型耐熱合金層およびその形成に用いられる肉盛用の金属粉末には、400HV程度の硬さが得られる合金組成とする必要がある。本発明の金属粉末および析出強化型耐熱合金層の組成を詳しく説明する。なお、化学組成は特に記載のない限り質量%として記す。
本発明では、WとMoは基地(マトリックス)のオーステナイト相を強化し、初期の強度を高めるため、必須で添加する元素である。
W:3.0~7.0%
Wは、基地の固溶化元素として、後述するMoと同様、初期からの高温強度を高め、更に、引張強度を向上させるのに有効な元素である。そのため、Wは最低3.0%を必要とする。しかし、7.0%を越えるWの添加は、Moと同様、組織の安定性に悪影響を及ぼすため、Wの上限を7.0%とする。より好ましいWの下限は3.5%であり、更に好ましくは4.0%である。より好ましいWの上限は5%である。
Mo:3.0~7.0%
Moは、オーステナイト相に固溶して、基地を強化し、初期からの高温強度を向上させるのに有効な元素である。そのため、Moは最低3.0%以上を必要とする。しかし、7.0%を超えるMoの添加は、後述するCrと同様、組織を不安定にするため、Moの上限を7.0%とする。より好ましいMoの下限は4.0%であり、より好ましいMoの上限は5.0%である。 As described above, the important feature of the metal powder according to the present invention is that, when the work surface of the hot working tool is built up, the initial high temperature strength is high, and the precipitation of the intermetallic compound during the forging operation. Thus, the strength is further improved, and it is possible to contribute to the extension of the life of a tool for hot working such as an anvil for hot forging. An important feature of the hot working tool according to the present invention is that an optimum precipitation strengthening type heat resistant alloy layer is formed on the work surface of the hot working tool. Such metal powder is preferably used.
By the way, in the hot working tool, it is necessary to make the alloy element to be added appropriate so that the initial strength is increased and the aging effect can be expressed during the hot working. In the initial strength, the hardness of the conventional alloy equivalent to Udimet (R) 520 is about 370 HV. In order to obtain the initial high-temperature strength, it is preferable to adjust the hardness to at least about 400 HV. For this reason, the precipitation-strengthened heat-resistant alloy layer formed by overlaying and the metal powder for overlaying used for the formation need to have an alloy composition that provides a hardness of about 400 HV. The composition of the metal powder and precipitation strengthened heat resistant alloy layer of the present invention will be described in detail. The chemical composition is expressed as mass% unless otherwise specified.
In the present invention, W and Mo are elements to be added in order to strengthen the austenite phase of the matrix (matrix) and increase the initial strength.
W: 3.0-7.0%
W is an element effective as a solid solution element for increasing the high-temperature strength from the beginning and further improving the tensile strength, similar to Mo described later. Therefore, W needs to be at least 3.0%. However, the addition of W exceeding 7.0% adversely affects the stability of the structure like Mo, so the upper limit of W is set to 7.0%. The lower limit of W is more preferably 3.5%, still more preferably 4.0%. A more preferable upper limit of W is 5%.
Mo: 3.0-7.0%
Mo is an element effective for dissolving in the austenite phase, strengthening the matrix, and improving the high-temperature strength from the beginning. Therefore, Mo needs to be at least 3.0%. However, the addition of Mo exceeding 7.0% makes the structure unstable in the same manner as Cr described later, so the upper limit of Mo is 7.0%. A more preferable lower limit of Mo is 4.0%, and a more preferable upper limit of Mo is 5.0%.
次に本発明において、熱間加工中の温度により時効効果を発現させる元素について説明する。具体的には、Ta,Al,Tiについては必須で添加し、NbはTaの一部を置換することができる。これらの元素はγ’相を析出させる元素である。通常、時効処理を行ってγ'相を析出させるところを、本発明では熱間加工中の温度を利用して時効処理と同じ効果を得るものである。
Ta:1.0~7.0%
Taは、後述するTiと同様、Ni3AlのAl側に固溶してγ’の格子定数を大きくし、引張強度を向上させる。上記の効果を得るために、Taは最低1.0%を必要とする。しかし、Taが7.0%を越えるとδ相(Ni3Ta)の析出を生じて延性を劣化させるため、Taの上限を7.0%とする。より好ましいTaの下限は3.0%であり、より好ましいTaの上限は5.0%である。なお、Taは、前述のW、Moと同様に基地のオーステナイト相に固溶して強化する元素であり、1.0~7.0%の範囲で含有させることにより、初期からの高温強度を高める効果も発揮する。
Nb:3%以下、Ta+2Nb:1.0~7.0%
Nbは、Taと同族の元素であり、Taの一部を3.0%以下のNbで置換できる。しかし、Nbの原子量はTaの約1/2であることから、Nbを添加する場合はTa+2Nbを含有量の規定に用いる。また、Nbは高温強度を向上させ、前述するTaと同様の効果を及ぼす。また、Nbの添加は熱間加工用工具として用いた際に、耐ヒートクラック性を向上させる効果がある。そのため、Nbを添加して耐ヒートクラック性を向上させるには、Nbを1.0%以上添加するこのが好ましい。なお、Nbの高温強度を向上させる効果はTaに及ばないため、Nbを添加する場合においてはTaと共に複合添加する。NbとTaを複合添加した場合でも、その総量はTaを単独添加したときと同じく、1.0~7.0%である。 Next, in the present invention, an element that exhibits an aging effect depending on the temperature during hot working will be described. Specifically, Ta, Al, and Ti are essential and added, and Nb can replace a part of Ta. These elements are elements that precipitate the γ ′ phase. Usually, the aging process is performed to precipitate the γ ′ phase, but in the present invention, the same effect as the aging process is obtained by utilizing the temperature during hot working.
Ta: 1.0 to 7.0%
Ta, like Ti described later, dissolves in the Al side of Ni 3 Al to increase the lattice constant of γ ′ and improve the tensile strength. In order to obtain the above effect, Ta needs to be at least 1.0%. However, if Ta exceeds 7.0%, precipitation of δ phase (Ni 3 Ta) occurs and ductility deteriorates, so the upper limit of Ta is set to 7.0%. A more preferable lower limit of Ta is 3.0%, and a more preferable upper limit of Ta is 5.0%. Note that Ta is an element that strengthens by dissolving in the austenite phase of the base in the same manner as W and Mo described above. It also enhances the effect.
Nb: 3% or less, Ta + 2Nb: 1.0 to 7.0%
Nb is an element in the same group as Ta, and a part of Ta can be substituted with 3.0% or less of Nb. However, since the atomic weight of Nb is about ½ of Ta, when adding Nb, Ta + 2Nb is used to define the content. Moreover, Nb improves high temperature strength and exerts the same effect as Ta described above. The addition of Nb has the effect of improving heat crack resistance when used as a hot working tool. Therefore, in order to improve heat crack resistance by adding Nb, it is preferable to add 1.0% or more of Nb. Since the effect of improving the high-temperature strength of Nb does not reach Ta, when Nb is added, it is added together with Ta. Even when Nb and Ta are added in combination, the total amount is 1.0 to 7.0% as in the case of adding Ta alone.
Ta:1.0~7.0%
Taは、後述するTiと同様、Ni3AlのAl側に固溶してγ’の格子定数を大きくし、引張強度を向上させる。上記の効果を得るために、Taは最低1.0%を必要とする。しかし、Taが7.0%を越えるとδ相(Ni3Ta)の析出を生じて延性を劣化させるため、Taの上限を7.0%とする。より好ましいTaの下限は3.0%であり、より好ましいTaの上限は5.0%である。なお、Taは、前述のW、Moと同様に基地のオーステナイト相に固溶して強化する元素であり、1.0~7.0%の範囲で含有させることにより、初期からの高温強度を高める効果も発揮する。
Nb:3%以下、Ta+2Nb:1.0~7.0%
Nbは、Taと同族の元素であり、Taの一部を3.0%以下のNbで置換できる。しかし、Nbの原子量はTaの約1/2であることから、Nbを添加する場合はTa+2Nbを含有量の規定に用いる。また、Nbは高温強度を向上させ、前述するTaと同様の効果を及ぼす。また、Nbの添加は熱間加工用工具として用いた際に、耐ヒートクラック性を向上させる効果がある。そのため、Nbを添加して耐ヒートクラック性を向上させるには、Nbを1.0%以上添加するこのが好ましい。なお、Nbの高温強度を向上させる効果はTaに及ばないため、Nbを添加する場合においてはTaと共に複合添加する。NbとTaを複合添加した場合でも、その総量はTaを単独添加したときと同じく、1.0~7.0%である。 Next, in the present invention, an element that exhibits an aging effect depending on the temperature during hot working will be described. Specifically, Ta, Al, and Ti are essential and added, and Nb can replace a part of Ta. These elements are elements that precipitate the γ ′ phase. Usually, the aging process is performed to precipitate the γ ′ phase, but in the present invention, the same effect as the aging process is obtained by utilizing the temperature during hot working.
Ta: 1.0 to 7.0%
Ta, like Ti described later, dissolves in the Al side of Ni 3 Al to increase the lattice constant of γ ′ and improve the tensile strength. In order to obtain the above effect, Ta needs to be at least 1.0%. However, if Ta exceeds 7.0%, precipitation of δ phase (Ni 3 Ta) occurs and ductility deteriorates, so the upper limit of Ta is set to 7.0%. A more preferable lower limit of Ta is 3.0%, and a more preferable upper limit of Ta is 5.0%. Note that Ta is an element that strengthens by dissolving in the austenite phase of the base in the same manner as W and Mo described above. It also enhances the effect.
Nb: 3% or less, Ta + 2Nb: 1.0 to 7.0%
Nb is an element in the same group as Ta, and a part of Ta can be substituted with 3.0% or less of Nb. However, since the atomic weight of Nb is about ½ of Ta, when adding Nb, Ta + 2Nb is used to define the content. Moreover, Nb improves high temperature strength and exerts the same effect as Ta described above. The addition of Nb has the effect of improving heat crack resistance when used as a hot working tool. Therefore, in order to improve heat crack resistance by adding Nb, it is preferable to add 1.0% or more of Nb. Since the effect of improving the high-temperature strength of Nb does not reach Ta, when Nb is added, it is added together with Ta. Even when Nb and Ta are added in combination, the total amount is 1.0 to 7.0% as in the case of adding Ta alone.
Al:0.5~2.0%
Alは、Niと結合して安定なγ’相を析出させ、熱間加工中の高温強度を与えるために、不可欠な元素であり、最低0.5%を必要とする。しかし、本合金では高温強度の向上のために、γ’相中の{Ti+Ta(+Nb)}/Al比を高くしてγ’相の格子定数を大きくし、γ’の析出による格子歪を高める必要がある。また過度のAlの添加は溶接性を阻害する恐れがある。そのため、Alの上限を2.0%とする。より好ましいAl下限は1.0%であり、より好ましいAlの上限は1.6%である。
Ti:1.0~3.0%
Tiは、Alと同様Niと結合してγ’相を析出させ、高温強度を高める作用を有し、最低1%を必要とする。しかし、3.0%を越える多量のTiは本発明にとって重要な元素であるTaのγ’相中への固溶度を減少させ、また、η相(Ni3Ti)が析出して強度を低下させる。また、過度のTiの添加は溶接性を阻害するおそれがある。そのため、Tiの上限を3.0%とする。より好ましいTiの下限は2.1%であり、より好ましいTiの上限は2.7%である。 Al: 0.5 to 2.0%
Al is an indispensable element for bonding with Ni to precipitate a stable γ ′ phase and giving high temperature strength during hot working, and requires at least 0.5%. However, in this alloy, in order to improve the high temperature strength, the {Ti + Ta (+ Nb)} / Al ratio in the γ 'phase is increased to increase the lattice constant of the γ' phase, and the lattice strain due to precipitation of γ 'is increased. There is a need. Further, excessive addition of Al may hinder weldability. Therefore, the upper limit of Al is set to 2.0%. A more preferable lower limit of Al is 1.0%, and a more preferable upper limit of Al is 1.6%.
Ti: 1.0 to 3.0%
Ti, like Al, binds to Ni and precipitates a γ 'phase to increase the high temperature strength, and requires at least 1%. However, a large amount of Ti exceeding 3.0% decreases the solid solubility of Ta, which is an important element for the present invention, in the γ ′ phase, and the η phase (Ni 3 Ti) precipitates to increase the strength. Reduce. Further, excessive addition of Ti may hinder weldability. Therefore, the upper limit of Ti is set to 3.0%. A more preferable lower limit of Ti is 2.1%, and a more preferable upper limit of Ti is 2.7%.
Alは、Niと結合して安定なγ’相を析出させ、熱間加工中の高温強度を与えるために、不可欠な元素であり、最低0.5%を必要とする。しかし、本合金では高温強度の向上のために、γ’相中の{Ti+Ta(+Nb)}/Al比を高くしてγ’相の格子定数を大きくし、γ’の析出による格子歪を高める必要がある。また過度のAlの添加は溶接性を阻害する恐れがある。そのため、Alの上限を2.0%とする。より好ましいAl下限は1.0%であり、より好ましいAlの上限は1.6%である。
Ti:1.0~3.0%
Tiは、Alと同様Niと結合してγ’相を析出させ、高温強度を高める作用を有し、最低1%を必要とする。しかし、3.0%を越える多量のTiは本発明にとって重要な元素であるTaのγ’相中への固溶度を減少させ、また、η相(Ni3Ti)が析出して強度を低下させる。また、過度のTiの添加は溶接性を阻害するおそれがある。そのため、Tiの上限を3.0%とする。より好ましいTiの下限は2.1%であり、より好ましいTiの上限は2.7%である。 Al: 0.5 to 2.0%
Al is an indispensable element for bonding with Ni to precipitate a stable γ ′ phase and giving high temperature strength during hot working, and requires at least 0.5%. However, in this alloy, in order to improve the high temperature strength, the {Ti + Ta (+ Nb)} / Al ratio in the γ 'phase is increased to increase the lattice constant of the γ' phase, and the lattice strain due to precipitation of γ 'is increased. There is a need. Further, excessive addition of Al may hinder weldability. Therefore, the upper limit of Al is set to 2.0%. A more preferable lower limit of Al is 1.0%, and a more preferable upper limit of Al is 1.6%.
Ti: 1.0 to 3.0%
Ti, like Al, binds to Ni and precipitates a γ 'phase to increase the high temperature strength, and requires at least 1%. However, a large amount of Ti exceeding 3.0% decreases the solid solubility of Ta, which is an important element for the present invention, in the γ ′ phase, and the η phase (Ni 3 Ti) precipitates to increase the strength. Reduce. Further, excessive addition of Ti may hinder weldability. Therefore, the upper limit of Ti is set to 3.0%. A more preferable lower limit of Ti is 2.1%, and a more preferable upper limit of Ti is 2.7%.
次に、上述した元素以外の各元素について説明する。
B:0.02%以下
Bは、粒界強化作用により、高温強度と延性を高めるのに有効であり、必要に応じて添加することができる。例えば、被加工材が難加工性の材質である場合等は、Bを添加することが好ましい。しかし、過剰なBの添加は硼化物を形成する。硼化物は、溶接時に硼化物の局部溶解が生じ高温割れの原因となるため、Bの上限を0.02%とする。Bを添加する場合のより好ましい下限は0.001%(10ppm)であり、より好ましい上限は0.015%である。
C:0.01~0.15%
Cは、Crを主体として粒界にM23C6型の炭化物を不連続に析出し、粒界を強化させる作用を有する。そのため、Cは最低0.01%を必要とする。しかし、0.15%を越える過剰のCは一次炭化物の生成量を増加させ、靭延性を低下させるので、Cの上限を0.15%とする。
O:0.050%以下
Oは、肉盛用金属粉末を肉盛溶接時に酸化させる有害元素である。本発明では、活性なTiやAlを含むため、Oはできる限り低い方が良く、金属粉末においては、その上限を0.050%以下とする。Oを低減するには、肉盛用金属粉末製造時に不活性ガス雰囲気中で製造するのが好ましい。なお、Oの下限については特に限定しないが、現実的には0.005%が限界である。
Mg:0.01%以下
Mgは脱酸及び脱硫によって高温での粒界延性を改善する元素であり、必要に応じて添加することができる。しかし、Mgを0.01%を超えて添加しても前記の効果の向上は望めないことから、Mgを添加する場合の上限を0.01%とする。 Next, each element other than the elements described above will be described.
B: 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary. For example, when the workpiece is a difficult-to-process material, it is preferable to add B. However, excess B addition forms borides. Boride causes local melting of the boride during welding and causes hot cracking, so the upper limit of B is 0.02%. The more preferable lower limit in the case of adding B is 0.001% (10 ppm), and the more preferable upper limit is 0.015%.
C: 0.01 to 0.15%
C has an effect of strengthening the grain boundary by precipitating M 23 C 6 type carbides discontinuously on the grain boundary mainly composed of Cr. Therefore, C needs to be at least 0.01%. However, an excessive amount of C exceeding 0.15% increases the amount of primary carbide produced and decreases the toughness, so the upper limit of C is set to 0.15%.
O: 0.050% or less O is a harmful element that oxidizes the metal powder for overlaying during overlay welding. In the present invention, since active Ti and Al are contained, O should be as low as possible, and the upper limit of the metal powder is 0.050% or less. In order to reduce O, it is preferable to manufacture in the inert gas atmosphere at the time of the metal powder for overlaying. The lower limit of O is not particularly limited, but is practically 0.005%.
Mg: 0.01% or less Mg is an element that improves grain boundary ductility at high temperatures by deoxidation and desulfurization, and can be added as necessary. However, the above effect cannot be improved even if Mg is added in excess of 0.01%, so the upper limit when adding Mg is 0.01%.
B:0.02%以下
Bは、粒界強化作用により、高温強度と延性を高めるのに有効であり、必要に応じて添加することができる。例えば、被加工材が難加工性の材質である場合等は、Bを添加することが好ましい。しかし、過剰なBの添加は硼化物を形成する。硼化物は、溶接時に硼化物の局部溶解が生じ高温割れの原因となるため、Bの上限を0.02%とする。Bを添加する場合のより好ましい下限は0.001%(10ppm)であり、より好ましい上限は0.015%である。
C:0.01~0.15%
Cは、Crを主体として粒界にM23C6型の炭化物を不連続に析出し、粒界を強化させる作用を有する。そのため、Cは最低0.01%を必要とする。しかし、0.15%を越える過剰のCは一次炭化物の生成量を増加させ、靭延性を低下させるので、Cの上限を0.15%とする。
O:0.050%以下
Oは、肉盛用金属粉末を肉盛溶接時に酸化させる有害元素である。本発明では、活性なTiやAlを含むため、Oはできる限り低い方が良く、金属粉末においては、その上限を0.050%以下とする。Oを低減するには、肉盛用金属粉末製造時に不活性ガス雰囲気中で製造するのが好ましい。なお、Oの下限については特に限定しないが、現実的には0.005%が限界である。
Mg:0.01%以下
Mgは脱酸及び脱硫によって高温での粒界延性を改善する元素であり、必要に応じて添加することができる。しかし、Mgを0.01%を超えて添加しても前記の効果の向上は望めないことから、Mgを添加する場合の上限を0.01%とする。 Next, each element other than the elements described above will be described.
B: 0.02% or less B is effective in increasing the high-temperature strength and ductility by the grain boundary strengthening action, and can be added as necessary. For example, when the workpiece is a difficult-to-process material, it is preferable to add B. However, excess B addition forms borides. Boride causes local melting of the boride during welding and causes hot cracking, so the upper limit of B is 0.02%. The more preferable lower limit in the case of adding B is 0.001% (10 ppm), and the more preferable upper limit is 0.015%.
C: 0.01 to 0.15%
C has an effect of strengthening the grain boundary by precipitating M 23 C 6 type carbides discontinuously on the grain boundary mainly composed of Cr. Therefore, C needs to be at least 0.01%. However, an excessive amount of C exceeding 0.15% increases the amount of primary carbide produced and decreases the toughness, so the upper limit of C is set to 0.15%.
O: 0.050% or less O is a harmful element that oxidizes the metal powder for overlaying during overlay welding. In the present invention, since active Ti and Al are contained, O should be as low as possible, and the upper limit of the metal powder is 0.050% or less. In order to reduce O, it is preferable to manufacture in the inert gas atmosphere at the time of the metal powder for overlaying. The lower limit of O is not particularly limited, but is practically 0.005%.
Mg: 0.01% or less Mg is an element that improves grain boundary ductility at high temperatures by deoxidation and desulfurization, and can be added as necessary. However, the above effect cannot be improved even if Mg is added in excess of 0.01%, so the upper limit when adding Mg is 0.01%.
Si:0~1.0%
Siは、脱酸元素として添加する。Siが1.0%を超えると有害相の析出や高温強度が低下する。そのため、Siの上限を1.0%とする。好ましいSiの上限は0.5%である。前述の脱酸の効果をより確実に得るには、Siの下限を0.05%とするのが好ましい。
Mn:0~1.0%
MnもSiと同様に脱酸元素として添加する。Mnが1.0%を超えると有害相の析出や高温強度が低下する。そのため、Mnの上限を1%とする。好ましいMnの上限は0.5%である。前述の脱酸の効果をより確実に得るには、Mnの下限を0.05%とするのが好ましい。
なお、前述のようにSiとMnは共に脱酸元素であるため、SiとMnの一方の元素で十分に脱酸を行うことができれば、他方の元素の添加は必ずしも必要でなくなる。このことから、SiとMnの下限を0%(無添加)とする。 Si: 0 to 1.0%
Si is added as a deoxidizing element. When Si exceeds 1.0%, precipitation of harmful phases and high-temperature strength decrease. Therefore, the upper limit of Si is set to 1.0%. A preferable upper limit of Si is 0.5%. In order to obtain the above-described deoxidation effect more reliably, the lower limit of Si is preferably set to 0.05%.
Mn: 0 to 1.0%
Mn is also added as a deoxidizing element in the same manner as Si. When Mn exceeds 1.0%, precipitation of harmful phases and high-temperature strength are reduced. Therefore, the upper limit of Mn is 1%. A preferable upper limit of Mn is 0.5%. In order to obtain the above-described deoxidation effect more reliably, the lower limit of Mn is preferably set to 0.05%.
Since Si and Mn are both deoxidizing elements as described above, the addition of the other element is not necessarily required if one of Si and Mn can be sufficiently deoxidized. For this reason, the lower limit of Si and Mn is set to 0% (no addition).
Siは、脱酸元素として添加する。Siが1.0%を超えると有害相の析出や高温強度が低下する。そのため、Siの上限を1.0%とする。好ましいSiの上限は0.5%である。前述の脱酸の効果をより確実に得るには、Siの下限を0.05%とするのが好ましい。
Mn:0~1.0%
MnもSiと同様に脱酸元素として添加する。Mnが1.0%を超えると有害相の析出や高温強度が低下する。そのため、Mnの上限を1%とする。好ましいMnの上限は0.5%である。前述の脱酸の効果をより確実に得るには、Mnの下限を0.05%とするのが好ましい。
なお、前述のようにSiとMnは共に脱酸元素であるため、SiとMnの一方の元素で十分に脱酸を行うことができれば、他方の元素の添加は必ずしも必要でなくなる。このことから、SiとMnの下限を0%(無添加)とする。 Si: 0 to 1.0%
Si is added as a deoxidizing element. When Si exceeds 1.0%, precipitation of harmful phases and high-temperature strength decrease. Therefore, the upper limit of Si is set to 1.0%. A preferable upper limit of Si is 0.5%. In order to obtain the above-described deoxidation effect more reliably, the lower limit of Si is preferably set to 0.05%.
Mn: 0 to 1.0%
Mn is also added as a deoxidizing element in the same manner as Si. When Mn exceeds 1.0%, precipitation of harmful phases and high-temperature strength are reduced. Therefore, the upper limit of Mn is 1%. A preferable upper limit of Mn is 0.5%. In order to obtain the above-described deoxidation effect more reliably, the lower limit of Mn is preferably set to 0.05%.
Since Si and Mn are both deoxidizing elements as described above, the addition of the other element is not necessarily required if one of Si and Mn can be sufficiently deoxidized. For this reason, the lower limit of Si and Mn is set to 0% (no addition).
Cr:15.0~22.0%
Crは、合金の基地中に置換型元素として固溶し、引張強さ、弾性限および硬さを高める。また耐摩耗性を向上させる効果があるため、Crは最低15.0%を必要とする。しかし、22.0%を越えるCrの添加は、組織を不安定とするだけでなく、Mo、Wとともに脆化相であるσ相を生成しやすくなるので、Crの上限を22.0%とする。より好ましいCrの下限は17.0%であり、より好ましいCrの上限は19.0%である。
Co:2.0~15.0%
Coは、高温域でのγ’の固溶量を増加させる効果と、溶接性を改善させる効果を有するため、最低2.0%を必要とする。しかし、Coが多量に存在する場合にはラーベス相などの有害相の析出を生じやすくするため、Coの上限を15.0%とする。より好ましいCoの下限は8.0%であり、より好ましいCoの上限は12.0%である。
残部のNiはオーステナイト基地とNi3(Al,Ti,Ta)または、Ni3(Al,Ti,Ta,Nb)なるγ’析出強化相を構成する基本元素である。
本発明合金においては、不純物として、通常、Fe,P,S,Ca,Zr等の混入が考えられるが、以下の含有量であれば特性上特に問題はないので、本発明合金中に含まれてもよい。
Fe≦3.0%、P≦0.03%、S≦0.03%、Ca≦0.02%、Zr≦0.01% Cr: 15.0-22.0%
Cr dissolves as a substitutional element in the base of the alloy and increases tensile strength, elastic limit and hardness. Further, since Cr has an effect of improving wear resistance, Cr needs to be at least 15.0%. However, the addition of Cr exceeding 22.0% not only destabilizes the structure, but also easily forms a σ phase that is an embrittlement phase together with Mo and W, so the upper limit of Cr is set to 22.0%. To do. A more preferable lower limit of Cr is 17.0%, and a more preferable upper limit of Cr is 19.0%.
Co: 2.0-15.0%
Co has an effect of increasing the solid solution amount of γ 'in a high temperature region and an effect of improving weldability, and therefore requires at least 2.0%. However, when Co is present in a large amount, the upper limit of Co is set to 15.0% in order to easily cause precipitation of harmful phases such as Laves phase. A more preferable lower limit of Co is 8.0%, and a more preferable upper limit of Co is 12.0%.
The remaining Ni is a basic element constituting an austenite base and a γ ′ precipitation strengthening phase of Ni 3 (Al, Ti, Ta) or Ni 3 (Al, Ti, Ta, Nb).
In the alloy of the present invention, contamination of Fe, P, S, Ca, Zr, etc. is usually considered as an impurity. However, if the content is as follows, there is no particular problem in characteristics, so it is included in the alloy of the present invention. May be.
Fe ≦ 3.0%, P ≦ 0.03%, S ≦ 0.03%, Ca ≦ 0.02%, Zr ≦ 0.01%
Crは、合金の基地中に置換型元素として固溶し、引張強さ、弾性限および硬さを高める。また耐摩耗性を向上させる効果があるため、Crは最低15.0%を必要とする。しかし、22.0%を越えるCrの添加は、組織を不安定とするだけでなく、Mo、Wとともに脆化相であるσ相を生成しやすくなるので、Crの上限を22.0%とする。より好ましいCrの下限は17.0%であり、より好ましいCrの上限は19.0%である。
Co:2.0~15.0%
Coは、高温域でのγ’の固溶量を増加させる効果と、溶接性を改善させる効果を有するため、最低2.0%を必要とする。しかし、Coが多量に存在する場合にはラーベス相などの有害相の析出を生じやすくするため、Coの上限を15.0%とする。より好ましいCoの下限は8.0%であり、より好ましいCoの上限は12.0%である。
残部のNiはオーステナイト基地とNi3(Al,Ti,Ta)または、Ni3(Al,Ti,Ta,Nb)なるγ’析出強化相を構成する基本元素である。
本発明合金においては、不純物として、通常、Fe,P,S,Ca,Zr等の混入が考えられるが、以下の含有量であれば特性上特に問題はないので、本発明合金中に含まれてもよい。
Fe≦3.0%、P≦0.03%、S≦0.03%、Ca≦0.02%、Zr≦0.01% Cr: 15.0-22.0%
Cr dissolves as a substitutional element in the base of the alloy and increases tensile strength, elastic limit and hardness. Further, since Cr has an effect of improving wear resistance, Cr needs to be at least 15.0%. However, the addition of Cr exceeding 22.0% not only destabilizes the structure, but also easily forms a σ phase that is an embrittlement phase together with Mo and W, so the upper limit of Cr is set to 22.0%. To do. A more preferable lower limit of Cr is 17.0%, and a more preferable upper limit of Cr is 19.0%.
Co: 2.0-15.0%
Co has an effect of increasing the solid solution amount of γ 'in a high temperature region and an effect of improving weldability, and therefore requires at least 2.0%. However, when Co is present in a large amount, the upper limit of Co is set to 15.0% in order to easily cause precipitation of harmful phases such as Laves phase. A more preferable lower limit of Co is 8.0%, and a more preferable upper limit of Co is 12.0%.
The remaining Ni is a basic element constituting an austenite base and a γ ′ precipitation strengthening phase of Ni 3 (Al, Ti, Ta) or Ni 3 (Al, Ti, Ta, Nb).
In the alloy of the present invention, contamination of Fe, P, S, Ca, Zr, etc. is usually considered as an impurity. However, if the content is as follows, there is no particular problem in characteristics, so it is included in the alloy of the present invention. May be.
Fe ≦ 3.0%, P ≦ 0.03%, S ≦ 0.03%, Ca ≦ 0.02%, Zr ≦ 0.01%
ところで、時効効果を熱間鍛造等の熱間加工中に発現できるように、本発明では強度に寄与するMoとWとを適正化したうえで、更に、含有する元素M(ただし、MはAl、TiおよびTaの3種の元素を表し、さらにNbを含有する場合にはこれらにNbを加えた4種の元素を表す。)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が、計算上、原子%で20~45%となる組成に調整するのが好ましい。
これにより、例えば、熱間鍛造等の熱間加工中の温度でγ’相を析出させて時効効果を発現させるものである。計算上のγ’相形成元素の合計が20原子%未満では前述の時効効果が不十分となり、また、45原子%を超えるとかえって靭性が劣化したり、溶接性が阻害されるおそれがあるため、γ’相の原子%を20~45%の範囲とする。
なお、上記のγ’相は、Al,Ti,Ta,Nbが全てγ’相(Ni3M)となると仮定した計算に基づくものである。計算は、先ず、金属粉末または析出強化型耐熱合金層の成分を原子%で表記し、Al,Ti,Ta,Nbの総和から、Ni3Mを形成する元素の割合を計算上求めるものである。 By the way, in order that the aging effect can be expressed during hot working such as hot forging, the present invention optimizes Mo and W which contribute to strength, and further contains element M (where M is Al). , Ti and Ta, and when Nb is contained, it represents four elements obtained by adding Nb to these elements.) All are considered to form a γ ′ phase represented by Ni 3 M. It is preferable to adjust the composition so that the total of the γ ′ phase forming elements obtained in this way is 20 to 45% in terms of calculation.
Thereby, for example, the γ ′ phase is precipitated at a temperature during hot working such as hot forging, and an aging effect is exhibited. If the total of the γ ′ phase forming elements in the calculation is less than 20 atomic%, the aging effect described above is insufficient, and if it exceeds 45 atomic%, the toughness may be deteriorated or the weldability may be hindered. , And the atomic percent of the γ ′ phase is in the range of 20 to 45%.
The above γ ′ phase is based on calculations assuming that all of Al, Ti, Ta, and Nb are γ ′ phases (Ni 3 M). In the calculation, first, the components of the metal powder or the precipitation strengthening heat resistant alloy layer are expressed in atomic%, and the ratio of the elements forming Ni 3 M is calculated from the sum of Al, Ti, Ta, and Nb. .
これにより、例えば、熱間鍛造等の熱間加工中の温度でγ’相を析出させて時効効果を発現させるものである。計算上のγ’相形成元素の合計が20原子%未満では前述の時効効果が不十分となり、また、45原子%を超えるとかえって靭性が劣化したり、溶接性が阻害されるおそれがあるため、γ’相の原子%を20~45%の範囲とする。
なお、上記のγ’相は、Al,Ti,Ta,Nbが全てγ’相(Ni3M)となると仮定した計算に基づくものである。計算は、先ず、金属粉末または析出強化型耐熱合金層の成分を原子%で表記し、Al,Ti,Ta,Nbの総和から、Ni3Mを形成する元素の割合を計算上求めるものである。 By the way, in order that the aging effect can be expressed during hot working such as hot forging, the present invention optimizes Mo and W which contribute to strength, and further contains element M (where M is Al). , Ti and Ta, and when Nb is contained, it represents four elements obtained by adding Nb to these elements.) All are considered to form a γ ′ phase represented by Ni 3 M. It is preferable to adjust the composition so that the total of the γ ′ phase forming elements obtained in this way is 20 to 45% in terms of calculation.
Thereby, for example, the γ ′ phase is precipitated at a temperature during hot working such as hot forging, and an aging effect is exhibited. If the total of the γ ′ phase forming elements in the calculation is less than 20 atomic%, the aging effect described above is insufficient, and if it exceeds 45 atomic%, the toughness may be deteriorated or the weldability may be hindered. , And the atomic percent of the γ ′ phase is in the range of 20 to 45%.
The above γ ′ phase is based on calculations assuming that all of Al, Ti, Ta, and Nb are γ ′ phases (Ni 3 M). In the calculation, first, the components of the metal powder or the precipitation strengthening heat resistant alloy layer are expressed in atomic%, and the ratio of the elements forming Ni 3 M is calculated from the sum of Al, Ti, Ta, and Nb. .
粒径:50~300μm
本発明の金属粉末では、粒径を50~300μmとすることが好ましい。本発明の金属粉末を肉盛用として用いる場合、その粒径が50μm未満であると、肉盛溶接時に金属粉末の酸化が著しくなり易く、前述した合金元素の作用効果が損なわれるおそれがある。一方、金属粉末の粒径が300μmを超えると、金属粉末が溶解しきれない場合がある。そのため、本発明では金属粉末の粒径を50~300μmとすることが好ましい。なお、平均粒径としては150~200μmの範囲が好ましい。これは、平均粒径が過度に小さいと肉盛時にヒュームとして蒸発しやすくなる。また、平均粒径が過度に大きいと肉盛時の粉末の供給が不安定になる場合がある。
本発明の金属粉末は、初期の高温強度に優れ、熱間での使用中に金属間化合物の析出によりさらに強度を向上させることが可能であることから、特に、熱間加工用工具用の肉盛用粉末に好適である。その他の用途としては、例えば3Dプリンタの原料粉末がある。3Dプリンタの原料とすることで、高歩留りで複雑形状の熱間加工用工具を形成することが出来る。
なお、本発明の金属粉末を肉盛用として用いて実際に肉盛層を形成する場合、肉盛溶接機で使用するアークガス、シールドガス及びキャリアガスなどのガス成分中のO含有量は0.0001vol%以下が好ましい。これは、Oを多く含有した雰囲気では、本発明の肉盛用金属粉末が酸化してしまうおそれがあるためである。用いるガスとしては不活性ガスやこれらを主成分とした混合ガスであれば良い。なお、不活性ガスのうち、N2を含有するガスは肉盛層が窒化するおそれがあることから、用いるガスとしてはArガスを用いるのが好ましい。 Particle size: 50-300μm
In the metal powder of the present invention, the particle size is preferably 50 to 300 μm. When the metal powder of the present invention is used for overlaying, if the particle size is less than 50 μm, oxidation of the metal powder tends to be remarkable at the time of overlay welding, and the above-described effects of the alloy elements may be impaired. On the other hand, when the particle size of the metal powder exceeds 300 μm, the metal powder may not be completely dissolved. Therefore, in the present invention, the particle size of the metal powder is preferably 50 to 300 μm. The average particle size is preferably in the range of 150 to 200 μm. If the average particle size is excessively small, it tends to evaporate as a fume during overlaying. In addition, if the average particle size is excessively large, the supply of powder during build-up may become unstable.
The metal powder of the present invention is excellent in initial high-temperature strength, and can be further improved in strength by precipitation of intermetallic compounds during hot use. Suitable for serving powder. Other applications include, for example, raw material powder for 3D printers. By using the raw material for the 3D printer, it is possible to form a hot working tool having a complicated shape with a high yield.
In addition, when actually forming a built-up layer using the metal powder of the present invention for build-up, the O content in gas components such as arc gas, shield gas and carrier gas used in the build-up welding machine is 0. 0001 vol% or less is preferable. This is because the metal powder for building-up of the present invention may be oxidized in an atmosphere containing a large amount of O. The gas used may be an inert gas or a mixed gas containing these as main components. Of the inert gases, it is preferable to use Ar gas as the gas to be used because the gas containing N 2 may be nitrided by the built-up layer.
本発明の金属粉末では、粒径を50~300μmとすることが好ましい。本発明の金属粉末を肉盛用として用いる場合、その粒径が50μm未満であると、肉盛溶接時に金属粉末の酸化が著しくなり易く、前述した合金元素の作用効果が損なわれるおそれがある。一方、金属粉末の粒径が300μmを超えると、金属粉末が溶解しきれない場合がある。そのため、本発明では金属粉末の粒径を50~300μmとすることが好ましい。なお、平均粒径としては150~200μmの範囲が好ましい。これは、平均粒径が過度に小さいと肉盛時にヒュームとして蒸発しやすくなる。また、平均粒径が過度に大きいと肉盛時の粉末の供給が不安定になる場合がある。
本発明の金属粉末は、初期の高温強度に優れ、熱間での使用中に金属間化合物の析出によりさらに強度を向上させることが可能であることから、特に、熱間加工用工具用の肉盛用粉末に好適である。その他の用途としては、例えば3Dプリンタの原料粉末がある。3Dプリンタの原料とすることで、高歩留りで複雑形状の熱間加工用工具を形成することが出来る。
なお、本発明の金属粉末を肉盛用として用いて実際に肉盛層を形成する場合、肉盛溶接機で使用するアークガス、シールドガス及びキャリアガスなどのガス成分中のO含有量は0.0001vol%以下が好ましい。これは、Oを多く含有した雰囲気では、本発明の肉盛用金属粉末が酸化してしまうおそれがあるためである。用いるガスとしては不活性ガスやこれらを主成分とした混合ガスであれば良い。なお、不活性ガスのうち、N2を含有するガスは肉盛層が窒化するおそれがあることから、用いるガスとしてはArガスを用いるのが好ましい。 Particle size: 50-300μm
In the metal powder of the present invention, the particle size is preferably 50 to 300 μm. When the metal powder of the present invention is used for overlaying, if the particle size is less than 50 μm, oxidation of the metal powder tends to be remarkable at the time of overlay welding, and the above-described effects of the alloy elements may be impaired. On the other hand, when the particle size of the metal powder exceeds 300 μm, the metal powder may not be completely dissolved. Therefore, in the present invention, the particle size of the metal powder is preferably 50 to 300 μm. The average particle size is preferably in the range of 150 to 200 μm. If the average particle size is excessively small, it tends to evaporate as a fume during overlaying. In addition, if the average particle size is excessively large, the supply of powder during build-up may become unstable.
The metal powder of the present invention is excellent in initial high-temperature strength, and can be further improved in strength by precipitation of intermetallic compounds during hot use. Suitable for serving powder. Other applications include, for example, raw material powder for 3D printers. By using the raw material for the 3D printer, it is possible to form a hot working tool having a complicated shape with a high yield.
In addition, when actually forming a built-up layer using the metal powder of the present invention for build-up, the O content in gas components such as arc gas, shield gas and carrier gas used in the build-up welding machine is 0. 0001 vol% or less is preferable. This is because the metal powder for building-up of the present invention may be oxidized in an atmosphere containing a large amount of O. The gas used may be an inert gas or a mixed gas containing these as main components. Of the inert gases, it is preferable to use Ar gas as the gas to be used because the gas containing N 2 may be nitrided by the built-up layer.
次に、本発明に係る熱間加工用工具およびその製造方法の組成以外の構成について、さらに詳述する。本発明に係る熱間加工用工具は、作業面の一部または全面に上述の組成等を有する析出強化型耐熱合金層を有する。
作業面に析出強化型耐熱合金層を形成させる方法はその工具の種類に応じて、適切な方法を採用すると良い。例えば、熱間圧延ロールであれば遠心鋳造法や肉盛溶接を適用すると良い。また、熱間鍛造用金型や金敷であれば、肉盛溶接などの公知の技術を採用することができる。肉盛溶接は、複雑な形状にも適用が可能であり、析出強化型耐熱合金層を形成する方法として特に好ましい。
肉盛の方法には、例えば、上記合金をワイヤに加工して肉盛する方法と、上記合金組成を有する金属粉末を用いる方法とがあり、何れの方法を用いてもよい。
但し、上記の合金は、凝固速度が遅いと偏析しやすいこと、更には、ワイヤまでの加工が必要なことを考慮すると、金属粉末を用いて肉盛するのが好ましい。金属粉末による肉盛では、成分偏析も抑制できるうえ、ワイヤまでの加工も必要ないことから、肉盛した合金の特性の観点と製造コストの観点からしても有利である。
なお、本発明において、本発明の析出強化型耐熱合金層を一部に形成するか、或いは全面に形成するかは、熱間加工用工具の種類に応じて適宜決定すると良い。例えば、熱間鍛造用金敷であれば全面に析出強化型耐熱合金層を形成するのが好ましい。また、熱間鍛造用金型であれば、応力が加わる箇所を選定して析出強化型耐熱合金層を形成しても良いし、もちろん、全面に析出強化型耐熱合金層を形成しても良い。 Next, the configuration other than the composition of the hot working tool according to the present invention and the manufacturing method thereof will be further described in detail. The hot working tool according to the present invention has a precipitation-strengthened heat-resistant alloy layer having the above-described composition or the like on a part of or the entire work surface.
As a method for forming the precipitation-strengthening heat-resistant alloy layer on the work surface, an appropriate method may be adopted depending on the type of the tool. For example, in the case of a hot rolling roll, centrifugal casting or overlay welding may be applied. Moreover, if it is a hot forging die or anvil, a known technique such as overlay welding can be employed. Overlay welding can be applied to complex shapes, and is particularly preferable as a method for forming a precipitation-strengthened heat-resistant alloy layer.
Examples of the overlaying method include a method of processing the alloy into a wire and overlaying, and a method of using metal powder having the alloy composition, and any method may be used.
However, it is preferable to build up the metal alloy using metal powder in consideration of the fact that the above-mentioned alloy tends to segregate when the solidification rate is low, and further that the processing up to the wire is necessary. Overlaying with metal powder can also suppress segregation of components and does not require processing up to the wire, which is advantageous from the viewpoint of the characteristics of the overlaid alloy and the manufacturing cost.
In the present invention, whether to form the precipitation-strengthening heat-resistant alloy layer of the present invention in part or over the entire surface is suitably determined according to the type of hot working tool. For example, in the case of an anvil for hot forging, it is preferable to form a precipitation strengthening heat resistant alloy layer on the entire surface. Further, in the case of a hot forging die, a portion to which stress is applied may be selected to form a precipitation strengthening heat resistant alloy layer, or of course, a precipitation strengthening heat resistant alloy layer may be formed on the entire surface. .
作業面に析出強化型耐熱合金層を形成させる方法はその工具の種類に応じて、適切な方法を採用すると良い。例えば、熱間圧延ロールであれば遠心鋳造法や肉盛溶接を適用すると良い。また、熱間鍛造用金型や金敷であれば、肉盛溶接などの公知の技術を採用することができる。肉盛溶接は、複雑な形状にも適用が可能であり、析出強化型耐熱合金層を形成する方法として特に好ましい。
肉盛の方法には、例えば、上記合金をワイヤに加工して肉盛する方法と、上記合金組成を有する金属粉末を用いる方法とがあり、何れの方法を用いてもよい。
但し、上記の合金は、凝固速度が遅いと偏析しやすいこと、更には、ワイヤまでの加工が必要なことを考慮すると、金属粉末を用いて肉盛するのが好ましい。金属粉末による肉盛では、成分偏析も抑制できるうえ、ワイヤまでの加工も必要ないことから、肉盛した合金の特性の観点と製造コストの観点からしても有利である。
なお、本発明において、本発明の析出強化型耐熱合金層を一部に形成するか、或いは全面に形成するかは、熱間加工用工具の種類に応じて適宜決定すると良い。例えば、熱間鍛造用金敷であれば全面に析出強化型耐熱合金層を形成するのが好ましい。また、熱間鍛造用金型であれば、応力が加わる箇所を選定して析出強化型耐熱合金層を形成しても良いし、もちろん、全面に析出強化型耐熱合金層を形成しても良い。 Next, the configuration other than the composition of the hot working tool according to the present invention and the manufacturing method thereof will be further described in detail. The hot working tool according to the present invention has a precipitation-strengthened heat-resistant alloy layer having the above-described composition or the like on a part of or the entire work surface.
As a method for forming the precipitation-strengthening heat-resistant alloy layer on the work surface, an appropriate method may be adopted depending on the type of the tool. For example, in the case of a hot rolling roll, centrifugal casting or overlay welding may be applied. Moreover, if it is a hot forging die or anvil, a known technique such as overlay welding can be employed. Overlay welding can be applied to complex shapes, and is particularly preferable as a method for forming a precipitation-strengthened heat-resistant alloy layer.
Examples of the overlaying method include a method of processing the alloy into a wire and overlaying, and a method of using metal powder having the alloy composition, and any method may be used.
However, it is preferable to build up the metal alloy using metal powder in consideration of the fact that the above-mentioned alloy tends to segregate when the solidification rate is low, and further that the processing up to the wire is necessary. Overlaying with metal powder can also suppress segregation of components and does not require processing up to the wire, which is advantageous from the viewpoint of the characteristics of the overlaid alloy and the manufacturing cost.
In the present invention, whether to form the precipitation-strengthening heat-resistant alloy layer of the present invention in part or over the entire surface is suitably determined according to the type of hot working tool. For example, in the case of an anvil for hot forging, it is preferable to form a precipitation strengthening heat resistant alloy layer on the entire surface. Further, in the case of a hot forging die, a portion to which stress is applied may be selected to form a precipitation strengthening heat resistant alloy layer, or of course, a precipitation strengthening heat resistant alloy layer may be formed on the entire surface. .
また、本発明に係る析出強化型耐熱合金層を形成する場合、安価な合金工具鋼を基材として、作業面に本発明で規定する合金を肉盛すると、経済的に有利となる。
例えば、合金工具鋼を基材として、作業面に本発明で規定する組成の合金を肉盛すると、基材と打撃面とが異種合金で構成されるため、それぞれの異種合金が有する異なる特性を付与することができる。
具体的には、作業面は被加工材を打撃や押圧するに必要な高硬度を付与しつつ、基材には高い剛性を実現し、熱間加工用工具の応力を緩和することを可能とするものである。
基材となる合金工具鋼は、JIS-G4404に記されるものであれば良い。中でも熱間での使用に好適なものが好ましく、典型的な成分範囲を示すと、質量%で、C:0.25~0.5%、Si:1.2%以下、Mn:1.0%以下、Cr:0.8~5.5%、Ni:0~4.3%、Mo:0~3.0%、W:0~9.5%、V:0~2.1%、Co:0~4.5%を含み、残部はFe及び不純物でなる合金である。基材となる合金工具鋼を、例えば800~1100℃の焼入と、500~700℃の焼戻しを実施し、通常、330~380HBW程度の硬さに調整した状態で使用する。 Moreover, when forming the precipitation-strengthening type heat-resistant alloy layer according to the present invention, it is economically advantageous to build up the alloy specified in the present invention on the work surface using an inexpensive alloy tool steel as a base material.
For example, when an alloy tool steel is used as a base material and an alloy having a composition defined in the present invention is built up on the work surface, the base material and the striking surface are made of different alloys, so that the different characteristics of each different alloy have. Can be granted.
Specifically, the work surface provides high hardness necessary for striking and pressing the work material, while realizing high rigidity for the base material, making it possible to relieve stress of hot working tools. To do.
The alloy tool steel used as a base material may be any one described in JIS-G4404. Among them, those suitable for hot use are preferable, and a typical component range shows C: 0.25 to 0.5%, Si: 1.2% or less, and Mn: 1.0 by mass%. %: Cr: 0.8 to 5.5%, Ni: 0 to 4.3%, Mo: 0 to 3.0%, W: 0 to 9.5%, V: 0 to 2.1%, Co: 0 to 4.5% is included, and the balance is an alloy composed of Fe and impurities. The alloy tool steel as the base material is used after being quenched to 800 to 1100 ° C. and tempered to 500 to 700 ° C., and adjusted to a hardness of about 330 to 380 HBW.
例えば、合金工具鋼を基材として、作業面に本発明で規定する組成の合金を肉盛すると、基材と打撃面とが異種合金で構成されるため、それぞれの異種合金が有する異なる特性を付与することができる。
具体的には、作業面は被加工材を打撃や押圧するに必要な高硬度を付与しつつ、基材には高い剛性を実現し、熱間加工用工具の応力を緩和することを可能とするものである。
基材となる合金工具鋼は、JIS-G4404に記されるものであれば良い。中でも熱間での使用に好適なものが好ましく、典型的な成分範囲を示すと、質量%で、C:0.25~0.5%、Si:1.2%以下、Mn:1.0%以下、Cr:0.8~5.5%、Ni:0~4.3%、Mo:0~3.0%、W:0~9.5%、V:0~2.1%、Co:0~4.5%を含み、残部はFe及び不純物でなる合金である。基材となる合金工具鋼を、例えば800~1100℃の焼入と、500~700℃の焼戻しを実施し、通常、330~380HBW程度の硬さに調整した状態で使用する。 Moreover, when forming the precipitation-strengthening type heat-resistant alloy layer according to the present invention, it is economically advantageous to build up the alloy specified in the present invention on the work surface using an inexpensive alloy tool steel as a base material.
For example, when an alloy tool steel is used as a base material and an alloy having a composition defined in the present invention is built up on the work surface, the base material and the striking surface are made of different alloys, so that the different characteristics of each different alloy have. Can be granted.
Specifically, the work surface provides high hardness necessary for striking and pressing the work material, while realizing high rigidity for the base material, making it possible to relieve stress of hot working tools. To do.
The alloy tool steel used as a base material may be any one described in JIS-G4404. Among them, those suitable for hot use are preferable, and a typical component range shows C: 0.25 to 0.5%, Si: 1.2% or less, and Mn: 1.0 by mass%. %: Cr: 0.8 to 5.5%, Ni: 0 to 4.3%, Mo: 0 to 3.0%, W: 0 to 9.5%, V: 0 to 2.1%, Co: 0 to 4.5% is included, and the balance is an alloy composed of Fe and impurities. The alloy tool steel as the base material is used after being quenched to 800 to 1100 ° C. and tempered to 500 to 700 ° C., and adjusted to a hardness of about 330 to 380 HBW.
また、本発明では、熱間鍛造用金型、金敷等に本発明の析出強化型耐熱合金層を形成する場合、合金工具鋼でなる基材と本発明で規定する合金でなる析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層をさらに具備することができる。
中間層として固溶強化型耐熱合金を具備することにより、基材となる合金工具鋼と打撃面となる析出強化型耐熱合金層との溶接性を向上させ、基材と打撃面との間に発生する応力をより確実に緩和させることができ、熱間鍛造用金敷等の寿命をより一層向上することができる。
本発明の場合、中間層で用いる固溶強化型耐熱合金は、その固溶強化型耐熱合金の有する強化機構を利用するものでなく、上記のように溶接性を改善したり、応力を緩和したりする層として用いるものである。中間層は、単層でも良いし、二以上の成分の異なる固溶強化型耐熱合金を積層して用いても良い。
なお、本発明で言う固溶強化型耐熱合金とは、例えば、JIS-G4901やG4902に示される組成を有する合金のうち、合金元素を固溶させて基地(マトリックス)を強化することが可能な組成を有する合金や、ASTM-A494に記される合金であればよい。
典型的な成分範囲を示すと、質量%で、C:0.15%以下、Cr:15.0~30.0%、Co:0~3.0%、Mo:0~30.0%、W:0~10.0%、Nb:0~4.0%、Ta:0~4.0%、Ti:0~1.0%、Al:0~2.0%、Fe:0~20.0%、Mn:0~4.0%を含み、残部はNi及び不純物でなる合金である。
勿論、中間層を形成した熱間加工用工具であっても、打撃面の硬さを330HV以上とすることが好ましい。打撃面の硬さが330HV以上である場合、鍛造温度時における打撃面の強度を十分確保することができる。好ましくは350HV以上である。 Further, in the present invention, when forming the precipitation strengthened heat resistant alloy layer of the present invention on a hot forging die, anvil, etc., a precipitation strengthened heat resistant material composed of a base material made of alloy tool steel and an alloy specified in the present invention. An intermediate layer made of a solid solution strengthened heat-resistant alloy can be further provided between the alloy layers.
By providing a solid solution strengthened heat resistant alloy as an intermediate layer, the weldability between the alloy tool steel as the base material and the precipitation strengthened heat resistant alloy layer as the striking surface is improved, and between the base material and the striking surface. The stress which generate | occur | produces can be relieved more reliably, and lifetimes, such as an anvil for hot forging, can be improved further.
In the case of the present invention, the solid solution strengthened heat resistant alloy used in the intermediate layer does not use the strengthening mechanism of the solid solution strengthened heat resistant alloy, and improves the weldability as described above or relaxes the stress. It is used as a layer. The intermediate layer may be a single layer or may be formed by stacking two or more solid solution strengthened heat resistant alloys having different components.
The solid solution strengthened heat-resistant alloy referred to in the present invention is, for example, an alloy having a composition shown in JIS-G4901 or G4902, which can strengthen the matrix (matrix) by dissolving an alloy element. An alloy having a composition or an alloy described in ASTM-A494 may be used.
Typical component ranges are represented by mass%, C: 0.15% or less, Cr: 15.0 to 30.0%, Co: 0 to 3.0%, Mo: 0 to 30.0%, W: 0 to 10.0%, Nb: 0 to 4.0%, Ta: 0 to 4.0%, Ti: 0 to 1.0%, Al: 0 to 2.0%, Fe: 0 to 20 0.0%, Mn: 0 to 4.0%, with the balance being Ni and impurities.
Of course, it is preferable that the hardness of the striking surface is 330 HV or higher even in a hot working tool in which an intermediate layer is formed. When the hardness of the striking surface is 330 HV or higher, the strength of the striking surface at the forging temperature can be sufficiently ensured. Preferably it is 350HV or more.
中間層として固溶強化型耐熱合金を具備することにより、基材となる合金工具鋼と打撃面となる析出強化型耐熱合金層との溶接性を向上させ、基材と打撃面との間に発生する応力をより確実に緩和させることができ、熱間鍛造用金敷等の寿命をより一層向上することができる。
本発明の場合、中間層で用いる固溶強化型耐熱合金は、その固溶強化型耐熱合金の有する強化機構を利用するものでなく、上記のように溶接性を改善したり、応力を緩和したりする層として用いるものである。中間層は、単層でも良いし、二以上の成分の異なる固溶強化型耐熱合金を積層して用いても良い。
なお、本発明で言う固溶強化型耐熱合金とは、例えば、JIS-G4901やG4902に示される組成を有する合金のうち、合金元素を固溶させて基地(マトリックス)を強化することが可能な組成を有する合金や、ASTM-A494に記される合金であればよい。
典型的な成分範囲を示すと、質量%で、C:0.15%以下、Cr:15.0~30.0%、Co:0~3.0%、Mo:0~30.0%、W:0~10.0%、Nb:0~4.0%、Ta:0~4.0%、Ti:0~1.0%、Al:0~2.0%、Fe:0~20.0%、Mn:0~4.0%を含み、残部はNi及び不純物でなる合金である。
勿論、中間層を形成した熱間加工用工具であっても、打撃面の硬さを330HV以上とすることが好ましい。打撃面の硬さが330HV以上である場合、鍛造温度時における打撃面の強度を十分確保することができる。好ましくは350HV以上である。 Further, in the present invention, when forming the precipitation strengthened heat resistant alloy layer of the present invention on a hot forging die, anvil, etc., a precipitation strengthened heat resistant material composed of a base material made of alloy tool steel and an alloy specified in the present invention. An intermediate layer made of a solid solution strengthened heat-resistant alloy can be further provided between the alloy layers.
By providing a solid solution strengthened heat resistant alloy as an intermediate layer, the weldability between the alloy tool steel as the base material and the precipitation strengthened heat resistant alloy layer as the striking surface is improved, and between the base material and the striking surface. The stress which generate | occur | produces can be relieved more reliably, and lifetimes, such as an anvil for hot forging, can be improved further.
In the case of the present invention, the solid solution strengthened heat resistant alloy used in the intermediate layer does not use the strengthening mechanism of the solid solution strengthened heat resistant alloy, and improves the weldability as described above or relaxes the stress. It is used as a layer. The intermediate layer may be a single layer or may be formed by stacking two or more solid solution strengthened heat resistant alloys having different components.
The solid solution strengthened heat-resistant alloy referred to in the present invention is, for example, an alloy having a composition shown in JIS-G4901 or G4902, which can strengthen the matrix (matrix) by dissolving an alloy element. An alloy having a composition or an alloy described in ASTM-A494 may be used.
Typical component ranges are represented by mass%, C: 0.15% or less, Cr: 15.0 to 30.0%, Co: 0 to 3.0%, Mo: 0 to 30.0%, W: 0 to 10.0%, Nb: 0 to 4.0%, Ta: 0 to 4.0%, Ti: 0 to 1.0%, Al: 0 to 2.0%, Fe: 0 to 20 0.0%, Mn: 0 to 4.0%, with the balance being Ni and impurities.
Of course, it is preferable that the hardness of the striking surface is 330 HV or higher even in a hot working tool in which an intermediate layer is formed. When the hardness of the striking surface is 330 HV or higher, the strength of the striking surface at the forging temperature can be sufficiently ensured. Preferably it is 350HV or more.
次に、本発明の熱間加工用工具の好ましい適用例として、熱間鍛造用金敷と熱間鍛造用金型への適用例について説明する。
図1には熱間鍛造用金敷の例を示す。熱間鍛造用金敷1は、合金工具鋼でなる基材2の上面の打撃面(作業面)に析出強化型耐熱合金層3を有する。図1に示す熱間鍛造用金敷1では、析出強化型耐熱合金層3と基材2との間に、固溶強化型耐熱合金でなる中間層4が配置されている。
また、図2には、熱間鍛造用金型の例を示す。熱間鍛造用金型は一つの基材で構成することも可能であるが、図2に示す例では、複数個の熱間金型片の組立体で構成されている。円柱状の熱間金型片6(以下、円柱状熱間金型片)を、組み立てた時の中心とし、その周囲に外周部リング状の熱間金型片7(以下、外周部リング状熱間金型片)を同心状に嵌合することで一体化した熱間鍛造用金型5を得る。複数の熱間金型片の組立体である熱間鍛造用金型5の作業面に析出強化型耐熱合金層3を配置する。この構成は、例えば、ディスク状の熱間鍛造材を製造する場合に用いる。
また、例えば図3に示すように、リング状熱間金型片8を、組み立てた時の中心とし、その周囲に外周部リング状熱間金型片7を同心状に嵌合することで、一体化した熱間鍛造用金型5を構成することもできる。この構成は、例えば、リング状の熱間鍛造材を製造する場合に用いる。
何れの構成も、被加工材の大きさに応じて、幾つかの外周部リング状熱間金型片を同心状に嵌合わせることにより、熱間鍛造用金型の直径を大きくすることができる。しかも、金型片同士が鍛造中に拘束し合うことができるため、強度的には一体物の金型に匹敵する。また、複数個の金型片を嵌合することで、非常に大きな素材ブロックからの削りだしによる従来の一体型の金型の作製と比較して、金型作製時の削りだし工数を削減でき、生産性も向上させることができる。
また、図2および図3に示す例では、析出強化型耐熱合金層3が、組立体の熱間金型片同士の境界の少なくとも一部を覆うように配置されている。析出強化型耐熱合金層が熱間金型片の境界を跨ぐような前記構成を採用することによって、熱間金型片同士の境界での変形を抑制する効果も期待できる。 Next, as a preferable application example of the hot working tool of the present invention, an application example to a hot forging anvil and a hot forging die will be described.
FIG. 1 shows an example of an anvil for hot forging. An anvil 1 for hot forging has a precipitation strengthening heat resistant alloy layer 3 on the striking surface (working surface) of the upper surface of a base material 2 made of alloy tool steel. In the anvil 1 for hot forging shown in FIG. 1, an intermediate layer 4 made of a solid solution strengthened heat resistant alloy is disposed between the precipitation strengthened heat resistant alloy layer 3 and the substrate 2.
FIG. 2 shows an example of a hot forging die. The hot forging die can be constituted by a single substrate, but in the example shown in FIG. 2, it is constituted by an assembly of a plurality of hot die pieces. A cylindrical hot mold piece 6 (hereinafter referred to as a cylindrical hot mold piece) is the center when assembled, and an outer peripheral ring-shaped hot mold piece 7 (hereinafter referred to as an outer peripheral ring shape) around the center. The hot forging die 5 is obtained by concentrically fitting the hot die pieces). The precipitation strengthening type heat resistant alloy layer 3 is disposed on the working surface of a hot forging die 5 which is an assembly of a plurality of hot die pieces. This configuration is used, for example, when manufacturing a disk-shaped hot forging material.
Also, for example, as shown in FIG. 3, the ring-shaped hot mold piece 8 is the center when assembled, and the outer peripheral ring-shaped hot mold piece 7 is concentrically fitted around it, An integrated hot forging die 5 can also be configured. This configuration is used, for example, when manufacturing a ring-shaped hot forging material.
In any configuration, the diameter of the hot forging die can be increased by concentrically fitting several outer peripheral ring-shaped hot die pieces according to the size of the workpiece. . Moreover, since the mold pieces can be constrained during forging, they are comparable in strength to an integral mold. In addition, by fitting a plurality of mold pieces, it is possible to reduce the man-hours required for metal mold production compared to conventional one-piece mold production by machining from a very large material block. , Productivity can also be improved.
In the example shown in FIGS. 2 and 3, the precipitation-strengthening heat resistant alloy layer 3 is disposed so as to cover at least a part of the boundary between the hot mold pieces of the assembly. By adopting the above configuration in which the precipitation strengthening heat resistant alloy layer straddles the boundary between the hot mold pieces, an effect of suppressing deformation at the boundary between the hot mold pieces can be expected.
図1には熱間鍛造用金敷の例を示す。熱間鍛造用金敷1は、合金工具鋼でなる基材2の上面の打撃面(作業面)に析出強化型耐熱合金層3を有する。図1に示す熱間鍛造用金敷1では、析出強化型耐熱合金層3と基材2との間に、固溶強化型耐熱合金でなる中間層4が配置されている。
また、図2には、熱間鍛造用金型の例を示す。熱間鍛造用金型は一つの基材で構成することも可能であるが、図2に示す例では、複数個の熱間金型片の組立体で構成されている。円柱状の熱間金型片6(以下、円柱状熱間金型片)を、組み立てた時の中心とし、その周囲に外周部リング状の熱間金型片7(以下、外周部リング状熱間金型片)を同心状に嵌合することで一体化した熱間鍛造用金型5を得る。複数の熱間金型片の組立体である熱間鍛造用金型5の作業面に析出強化型耐熱合金層3を配置する。この構成は、例えば、ディスク状の熱間鍛造材を製造する場合に用いる。
また、例えば図3に示すように、リング状熱間金型片8を、組み立てた時の中心とし、その周囲に外周部リング状熱間金型片7を同心状に嵌合することで、一体化した熱間鍛造用金型5を構成することもできる。この構成は、例えば、リング状の熱間鍛造材を製造する場合に用いる。
何れの構成も、被加工材の大きさに応じて、幾つかの外周部リング状熱間金型片を同心状に嵌合わせることにより、熱間鍛造用金型の直径を大きくすることができる。しかも、金型片同士が鍛造中に拘束し合うことができるため、強度的には一体物の金型に匹敵する。また、複数個の金型片を嵌合することで、非常に大きな素材ブロックからの削りだしによる従来の一体型の金型の作製と比較して、金型作製時の削りだし工数を削減でき、生産性も向上させることができる。
また、図2および図3に示す例では、析出強化型耐熱合金層3が、組立体の熱間金型片同士の境界の少なくとも一部を覆うように配置されている。析出強化型耐熱合金層が熱間金型片の境界を跨ぐような前記構成を採用することによって、熱間金型片同士の境界での変形を抑制する効果も期待できる。 Next, as a preferable application example of the hot working tool of the present invention, an application example to a hot forging anvil and a hot forging die will be described.
FIG. 1 shows an example of an anvil for hot forging. An anvil 1 for hot forging has a precipitation strengthening heat resistant alloy layer 3 on the striking surface (working surface) of the upper surface of a base material 2 made of alloy tool steel. In the anvil 1 for hot forging shown in FIG. 1, an intermediate layer 4 made of a solid solution strengthened heat resistant alloy is disposed between the precipitation strengthened heat resistant alloy layer 3 and the substrate 2.
FIG. 2 shows an example of a hot forging die. The hot forging die can be constituted by a single substrate, but in the example shown in FIG. 2, it is constituted by an assembly of a plurality of hot die pieces. A cylindrical hot mold piece 6 (hereinafter referred to as a cylindrical hot mold piece) is the center when assembled, and an outer peripheral ring-shaped hot mold piece 7 (hereinafter referred to as an outer peripheral ring shape) around the center. The hot forging die 5 is obtained by concentrically fitting the hot die pieces). The precipitation strengthening type heat resistant alloy layer 3 is disposed on the working surface of a hot forging die 5 which is an assembly of a plurality of hot die pieces. This configuration is used, for example, when manufacturing a disk-shaped hot forging material.
Also, for example, as shown in FIG. 3, the ring-shaped hot mold piece 8 is the center when assembled, and the outer peripheral ring-shaped hot mold piece 7 is concentrically fitted around it, An integrated hot forging die 5 can also be configured. This configuration is used, for example, when manufacturing a ring-shaped hot forging material.
In any configuration, the diameter of the hot forging die can be increased by concentrically fitting several outer peripheral ring-shaped hot die pieces according to the size of the workpiece. . Moreover, since the mold pieces can be constrained during forging, they are comparable in strength to an integral mold. In addition, by fitting a plurality of mold pieces, it is possible to reduce the man-hours required for metal mold production compared to conventional one-piece mold production by machining from a very large material block. , Productivity can also be improved.
In the example shown in FIGS. 2 and 3, the precipitation-strengthening heat resistant alloy layer 3 is disposed so as to cover at least a part of the boundary between the hot mold pieces of the assembly. By adopting the above configuration in which the precipitation strengthening heat resistant alloy layer straddles the boundary between the hot mold pieces, an effect of suppressing deformation at the boundary between the hot mold pieces can be expected.
なお、例えば、上型に本発明の熱間鍛造用金型を用いようとすると、各熱間金型片の落下を確実に防止するために被鍛造材と接触する面側の直径を広げておくのが良い。嵌合による一体化の方法は、例えば、単に嵌合わせるものの他、焼嵌め、冷し嵌め等の方法を用いることができる。
また、本発明で規定する各熱間金型片を製造するには、例えば、中心部を構成する円柱状熱間金型片の場合は、用意した円柱状熱間金型片素材を切削によって加工するのが簡便である。また、リング状熱間金型片や外周部リング状熱間金型片の場合は、芯金を用いた中空鍛造(芯金鍛造)またはリングミル圧延によりリング状熱間金型片素材や外周部リング状熱間金型片素材を製造して、その素材を切削加工によって所望の寸法に加工するのが簡便である。
また、図2及び図3では、リング状やディスク状の適用例を示したが、例えば、熱間金型片を並列に並べて長尺とし、シャフト等の長尺用の熱間鍛造用金型としても良い。 For example, if the hot forging die of the present invention is used for the upper die, the diameter on the surface side in contact with the material to be forged is increased in order to surely prevent each hot die piece from falling. It is good to leave. As an integration method by fitting, for example, methods such as shrink fitting and cold fitting can be used in addition to simple fitting.
Moreover, in order to manufacture each hot mold piece prescribed | regulated by this invention, for example, in the case of the cylindrical hot mold piece which comprises center part, the prepared cylindrical hot mold piece raw material is cut by cutting. It is easy to process. Also, in the case of ring-shaped hot mold pieces and outer ring-shaped hot mold pieces, ring-shaped hot mold piece materials and outer peripheral parts by hollow forging (core metal forging) using core metal or ring mill rolling It is easy to manufacture a ring-shaped hot mold piece material and process the material into a desired dimension by cutting.
2 and 3 show an application example of a ring shape or a disk shape. For example, hot forging dies for a long shaft such as a shaft, etc. It is also good.
また、本発明で規定する各熱間金型片を製造するには、例えば、中心部を構成する円柱状熱間金型片の場合は、用意した円柱状熱間金型片素材を切削によって加工するのが簡便である。また、リング状熱間金型片や外周部リング状熱間金型片の場合は、芯金を用いた中空鍛造(芯金鍛造)またはリングミル圧延によりリング状熱間金型片素材や外周部リング状熱間金型片素材を製造して、その素材を切削加工によって所望の寸法に加工するのが簡便である。
また、図2及び図3では、リング状やディスク状の適用例を示したが、例えば、熱間金型片を並列に並べて長尺とし、シャフト等の長尺用の熱間鍛造用金型としても良い。 For example, if the hot forging die of the present invention is used for the upper die, the diameter on the surface side in contact with the material to be forged is increased in order to surely prevent each hot die piece from falling. It is good to leave. As an integration method by fitting, for example, methods such as shrink fitting and cold fitting can be used in addition to simple fitting.
Moreover, in order to manufacture each hot mold piece prescribed | regulated by this invention, for example, in the case of the cylindrical hot mold piece which comprises center part, the prepared cylindrical hot mold piece raw material is cut by cutting. It is easy to process. Also, in the case of ring-shaped hot mold pieces and outer ring-shaped hot mold pieces, ring-shaped hot mold piece materials and outer peripheral parts by hollow forging (core metal forging) using core metal or ring mill rolling It is easy to manufacture a ring-shaped hot mold piece material and process the material into a desired dimension by cutting.
2 and 3 show an application example of a ring shape or a disk shape. For example, hot forging dies for a long shaft such as a shaft, etc. It is also good.
(実施例1)
以下に本発明を更に詳しく説明する。
本発明の金属粉末を肉盛用として用いたときの効果を確認した。本発明の金属粉末と、比較例として、特許文献1及び2で開示されたUdimet520相当合金をガスアトマイズで作製した。ガスアトマイズで製造する際に、酸素含有量の上昇を防止する目的で、用いたガスはArガス(4N)とした。両者の平均粒径をそろえて比較を容易にするために、肉盛用金属粉末の粒径を65~250μmに分級し、平均粒径を測定したところ180μmであった。得られた肉盛用金属粉末の化学組成を表1に示す。なお、本発明の合金組成を原子比に換算し、それをNi3M(MはAl,Ti,Ta)に当てはめてγ’相を形成する元素の合計を計算すると27.2%であった。なお、Ni3Mによるγ’相の計算は、Ni3(Al0.36Ti0.45Ta0.19)として計算した。 (Example 1)
The present invention is described in more detail below.
The effect when the metal powder of the present invention was used for overlaying was confirmed. As a comparative example, the metal powder of the present invention and an alloy equivalent to Udimet 520 disclosed in Patent Documents 1 and 2 were produced by gas atomization. When manufacturing by gas atomization, the gas used was Ar gas (4N) for the purpose of preventing an increase in oxygen content. In order to facilitate comparison by aligning the average particle diameters of the two, the particle diameter of the metal powder for building-up was classified into 65 to 250 μm, and the average particle diameter was measured to be 180 μm. Table 1 shows the chemical composition of the obtained metal powder for building-up. In addition, when the alloy composition of the present invention was converted into an atomic ratio and applied to Ni 3 M (M is Al, Ti, Ta) and the total of the elements forming the γ ′ phase was calculated, it was 27.2%. . The calculation of the γ ′ phase by Ni 3 M was performed as Ni 3 (Al 0.36 Ti 0.45 Ta 0.19 ).
以下に本発明を更に詳しく説明する。
本発明の金属粉末を肉盛用として用いたときの効果を確認した。本発明の金属粉末と、比較例として、特許文献1及び2で開示されたUdimet520相当合金をガスアトマイズで作製した。ガスアトマイズで製造する際に、酸素含有量の上昇を防止する目的で、用いたガスはArガス(4N)とした。両者の平均粒径をそろえて比較を容易にするために、肉盛用金属粉末の粒径を65~250μmに分級し、平均粒径を測定したところ180μmであった。得られた肉盛用金属粉末の化学組成を表1に示す。なお、本発明の合金組成を原子比に換算し、それをNi3M(MはAl,Ti,Ta)に当てはめてγ’相を形成する元素の合計を計算すると27.2%であった。なお、Ni3Mによるγ’相の計算は、Ni3(Al0.36Ti0.45Ta0.19)として計算した。 (Example 1)
The present invention is described in more detail below.
The effect when the metal powder of the present invention was used for overlaying was confirmed. As a comparative example, the metal powder of the present invention and an alloy equivalent to Udimet 520 disclosed in Patent Documents 1 and 2 were produced by gas atomization. When manufacturing by gas atomization, the gas used was Ar gas (4N) for the purpose of preventing an increase in oxygen content. In order to facilitate comparison by aligning the average particle diameters of the two, the particle diameter of the metal powder for building-up was classified into 65 to 250 μm, and the average particle diameter was measured to be 180 μm. Table 1 shows the chemical composition of the obtained metal powder for building-up. In addition, when the alloy composition of the present invention was converted into an atomic ratio and applied to Ni 3 M (M is Al, Ti, Ta) and the total of the elements forming the γ ′ phase was calculated, it was 27.2%. . The calculation of the γ ′ phase by Ni 3 M was performed as Ni 3 (Al 0.36 Ti 0.45 Ta 0.19 ).

次に、簡易的にγ’相の析出による硬さの変化を調査した。調査は、熱間加工用工具のうち、熱間鍛造用金敷に本発明を適用した場合を想定して行った。具体的には、実際に熱間鍛造する時の熱間鍛造用金敷の打撃面の温度である700~900℃の温度域のうち、最も低温側の700℃にて所定の時間加熱保持し、表1に示す本発明の肉盛用金属粉末を溶解して凝固させた5つの試験片を用いて、その断面を、加熱前、20分、1時間、2時間、4時間後の硬さをビッカース硬度計にて測定した。その結果を表2に示す。
表2に示すように、本発明で規定する金属粉末を用いた試験片では、溶解して凝固させた後に、低いものでも390HV以上、平均では400HV以上の硬さが得られた。なお、比較例のUdimet520相当合金は溶解して凝固させたままの硬さが370HV程度であるため、本発明の肉盛用金属粉末は初期の強度に優れるものであった。また、本発明の金属粉末を用いた試験片は、時間の経過とともに硬さが上昇していることが分かる。
以上の結果から、本発明の金属粉末によれば、熱間加工用工具の初期の高温強度が高められるだけでなく、加熱された被鍛造材の温度と、熱間鍛造中の発熱による温度を利用して、熱間鍛造しながらγ’相を析出させる時効処理の効果も得られることが確認された。 Next, a change in hardness due to precipitation of the γ ′ phase was simply investigated. The investigation was conducted assuming that the present invention is applied to an anvil for hot forging among hot working tools. Specifically, in the temperature range of 700 to 900 ° C., which is the temperature of the striking surface of the anvil for hot forging during actual hot forging, it is heated and held for a predetermined time at 700 ° C. on the lowest temperature side, Using the five test pieces obtained by dissolving and solidifying the metal powder for overlaying of the present invention shown in Table 1, the cross section was measured for hardness before heating, 20 minutes, 1 hour, 2 hours, and 4 hours. It was measured with a Vickers hardness tester. The results are shown in Table 2.
As shown in Table 2, in the test piece using the metal powder specified in the present invention, after being melted and solidified, a hardness of 390 HV or higher, on average, 400 HV or higher was obtained even at a low level. In addition, since the Udimet520 equivalent alloy of the comparative example has a hardness of about 370 HV as it is melted and solidified, the metal powder for overlaying of the present invention has excellent initial strength. Moreover, it turns out that the hardness of the test piece using the metal powder of this invention is increasing with progress of time.
From the above results, according to the metal powder of the present invention, not only the initial high-temperature strength of the tool for hot working is increased, but also the temperature of the heated material to be forged and the temperature due to heat generation during hot forging. Utilizing it, it was confirmed that the effect of an aging treatment for precipitating the γ ′ phase while hot forging was also obtained.
表2に示すように、本発明で規定する金属粉末を用いた試験片では、溶解して凝固させた後に、低いものでも390HV以上、平均では400HV以上の硬さが得られた。なお、比較例のUdimet520相当合金は溶解して凝固させたままの硬さが370HV程度であるため、本発明の肉盛用金属粉末は初期の強度に優れるものであった。また、本発明の金属粉末を用いた試験片は、時間の経過とともに硬さが上昇していることが分かる。
以上の結果から、本発明の金属粉末によれば、熱間加工用工具の初期の高温強度が高められるだけでなく、加熱された被鍛造材の温度と、熱間鍛造中の発熱による温度を利用して、熱間鍛造しながらγ’相を析出させる時効処理の効果も得られることが確認された。 Next, a change in hardness due to precipitation of the γ ′ phase was simply investigated. The investigation was conducted assuming that the present invention is applied to an anvil for hot forging among hot working tools. Specifically, in the temperature range of 700 to 900 ° C., which is the temperature of the striking surface of the anvil for hot forging during actual hot forging, it is heated and held for a predetermined time at 700 ° C. on the lowest temperature side, Using the five test pieces obtained by dissolving and solidifying the metal powder for overlaying of the present invention shown in Table 1, the cross section was measured for hardness before heating, 20 minutes, 1 hour, 2 hours, and 4 hours. It was measured with a Vickers hardness tester. The results are shown in Table 2.
As shown in Table 2, in the test piece using the metal powder specified in the present invention, after being melted and solidified, a hardness of 390 HV or higher, on average, 400 HV or higher was obtained even at a low level. In addition, since the Udimet520 equivalent alloy of the comparative example has a hardness of about 370 HV as it is melted and solidified, the metal powder for overlaying of the present invention has excellent initial strength. Moreover, it turns out that the hardness of the test piece using the metal powder of this invention is increasing with progress of time.
From the above results, according to the metal powder of the present invention, not only the initial high-temperature strength of the tool for hot working is increased, but also the temperature of the heated material to be forged and the temperature due to heat generation during hot forging. Utilizing it, it was confirmed that the effect of an aging treatment for precipitating the γ ′ phase while hot forging was also obtained.

次に、上記の表1に示す本発明で規定する肉盛用金属粉末と比較例の合金をPTA法にて肉盛して凝固させた合金について、肉盛層からφ6mm×10mmの試験片を採取して、グリーブル試験にて熱間での強度を調査した。試験条件は歪速度を0.1s-1として、700℃と900℃にて試験を実施した。なお、グリーブル試験片の試験温度保持時間は10分とし、初期の高温強度の優位性を評価した。試験結果を図4(700℃)及び図5(900℃)に示す。
図4に示すように、試験温度が700℃の場合、本発明の肉盛層から切り出した析出強化型耐熱合金では50%の圧縮でも2500MPaを超える高い強度が得られるが、比較例の合金ではおおよそ40%の圧縮で剪断破壊を生じることが分かる。また、図5に示すように、試験度が900℃の場合、本発明の肉盛層から切り出した析出強化型耐熱合金では50%の圧縮でも1800MPa程度の高い強度を維持できるが、従来合金ではおおよそ30%の圧縮で1400MPa程度の強度となり、その後は飽和状態となることが分かる。
以上の結果から、本発明の金属粉末は初期の高温強度に優れることが分かる。 Next, with respect to an alloy obtained by depositing and solidifying the metal powder for overlaying specified in the present invention shown in Table 1 above and the alloy of the comparative example by the PTA method, a test piece of φ6 mm × 10 mm is formed from the overlaying layer. Samples were collected and examined for hot strength in a greeble test. The test was conducted at 700 ° C. and 900 ° C. with a strain rate of 0.1 s −1 . The test temperature holding time of the greeble test piece was 10 minutes, and the superiority of the initial high temperature strength was evaluated. The test results are shown in FIG. 4 (700 ° C.) and FIG. 5 (900 ° C.).
As shown in FIG. 4, when the test temperature is 700 ° C., the precipitation-strengthened heat-resistant alloy cut out from the overlay layer of the present invention can obtain high strength exceeding 2500 MPa even at 50% compression. It can be seen that shear failure occurs at approximately 40% compression. Further, as shown in FIG. 5, when the test degree is 900 ° C., the precipitation-strengthened heat-resistant alloy cut out from the built-up layer of the present invention can maintain a high strength of about 1800 MPa even at 50% compression. It can be seen that the strength is about 1400 MPa at approximately 30% compression, and then becomes saturated.
From the above results, it can be seen that the metal powder of the present invention is excellent in the initial high-temperature strength.
図4に示すように、試験温度が700℃の場合、本発明の肉盛層から切り出した析出強化型耐熱合金では50%の圧縮でも2500MPaを超える高い強度が得られるが、比較例の合金ではおおよそ40%の圧縮で剪断破壊を生じることが分かる。また、図5に示すように、試験度が900℃の場合、本発明の肉盛層から切り出した析出強化型耐熱合金では50%の圧縮でも1800MPa程度の高い強度を維持できるが、従来合金ではおおよそ30%の圧縮で1400MPa程度の強度となり、その後は飽和状態となることが分かる。
以上の結果から、本発明の金属粉末は初期の高温強度に優れることが分かる。 Next, with respect to an alloy obtained by depositing and solidifying the metal powder for overlaying specified in the present invention shown in Table 1 above and the alloy of the comparative example by the PTA method, a test piece of φ6 mm × 10 mm is formed from the overlaying layer. Samples were collected and examined for hot strength in a greeble test. The test was conducted at 700 ° C. and 900 ° C. with a strain rate of 0.1 s −1 . The test temperature holding time of the greeble test piece was 10 minutes, and the superiority of the initial high temperature strength was evaluated. The test results are shown in FIG. 4 (700 ° C.) and FIG. 5 (900 ° C.).
As shown in FIG. 4, when the test temperature is 700 ° C., the precipitation-strengthened heat-resistant alloy cut out from the overlay layer of the present invention can obtain high strength exceeding 2500 MPa even at 50% compression. It can be seen that shear failure occurs at approximately 40% compression. Further, as shown in FIG. 5, when the test degree is 900 ° C., the precipitation-strengthened heat-resistant alloy cut out from the built-up layer of the present invention can maintain a high strength of about 1800 MPa even at 50% compression. It can be seen that the strength is about 1400 MPa at approximately 30% compression, and then becomes saturated.
From the above results, it can be seen that the metal powder of the present invention is excellent in the initial high-temperature strength.
次に、熱間加工用工具のうち、熱間加工用工具への負荷が大きい熱間鍛造用金敷に対して、本発明に係る構成を適用した。具体的には、本発明に係る金属粉末を用いて肉盛し、作業面に析出強化型耐熱合金層を形成した。以下に、本発明例で用いた熱間鍛造用金敷の製造方法について説明する。
870℃×1時間での焼入れと640℃×4時間での焼戻しにより、ブリネル硬さで352HBWに調整したJIS-SKT4で作製した基材2に、中間層4として質量%で0.04%C-16%Cr-16%Mo-4%W-5.5%Fe-残部Niと不純物でなる合金層を肉盛溶接し、更に、析出強化型耐熱合金層3として表1に示す組成を有する肉盛用金属粉末を用いてPTA(Plasma-Transferred-Arc)溶接により20mm肉盛して図1に示す構造の熱間鍛造用金敷を作製した。また、上述の本発明と同様の基材と中間層を形成した後、比較例としての肉盛を行った。肉盛に用いた合金は、Alloy718合金などと比較して高温強度に有利な、特許文献1に記されたUdimet(R)520相当合金であり、該合金粉末を20mm肉盛して、比較例の熱間鍛造用金敷を得た。表3に比較例の析出強化型耐熱合金層(作業面)の組成と中間層の組成を示す。なお、本発明例及び比較例ともに、肉盛層である析出強化型耐熱合金層は作業面の全面に形成した。 Next, the structure which concerns on this invention was applied with respect to the anvil for hot forging which has a big load to the tool for hot processing among the tools for hot processing. Specifically, the metal powder according to the present invention was used for overlaying to form a precipitation strengthened heat resistant alloy layer on the work surface. Below, the manufacturing method of the anvil for hot forging used by the example of this invention is demonstrated.
A base material 2 made of JIS-SKT4 adjusted to Brinell hardness of 352 HBW by quenching at 870 ° C. × 1 hour and tempering at 640 ° C. × 4 hours was added to the base layer 2 made of JIS-SKT4 by 0.04% C by mass as the intermediate layer 4. -16% Cr-16% Mo-4% W-5.5% Fe—The alloy layer consisting of Fe and the balance Ni and the build-up is welded, and the precipitation strengthening heat resistant alloy layer 3 has the composition shown in Table 1. An anvil for hot forging having a structure shown in FIG. 1 was produced by overlaying 20 mm by PTA (Plasma-Transferred-Arc) welding using the metal powder for overlaying. Moreover, after forming the base material and intermediate | middle layer similar to the above-mentioned this invention, the overlaying as a comparative example was performed. The alloy used for overlaying is an alloy equivalent to Udimet (R) 520 described in Patent Document 1, which is advantageous in high-temperature strength as compared with Alloy 718 alloy and the like. An anvil for hot forging was obtained. Table 3 shows the composition of the precipitation strengthening heat resistant alloy layer (working surface) and the composition of the intermediate layer of the comparative example. In both the inventive examples and the comparative examples, the precipitation-strengthened heat-resistant alloy layer, which is a build-up layer, was formed on the entire work surface.
870℃×1時間での焼入れと640℃×4時間での焼戻しにより、ブリネル硬さで352HBWに調整したJIS-SKT4で作製した基材2に、中間層4として質量%で0.04%C-16%Cr-16%Mo-4%W-5.5%Fe-残部Niと不純物でなる合金層を肉盛溶接し、更に、析出強化型耐熱合金層3として表1に示す組成を有する肉盛用金属粉末を用いてPTA(Plasma-Transferred-Arc)溶接により20mm肉盛して図1に示す構造の熱間鍛造用金敷を作製した。また、上述の本発明と同様の基材と中間層を形成した後、比較例としての肉盛を行った。肉盛に用いた合金は、Alloy718合金などと比較して高温強度に有利な、特許文献1に記されたUdimet(R)520相当合金であり、該合金粉末を20mm肉盛して、比較例の熱間鍛造用金敷を得た。表3に比較例の析出強化型耐熱合金層(作業面)の組成と中間層の組成を示す。なお、本発明例及び比較例ともに、肉盛層である析出強化型耐熱合金層は作業面の全面に形成した。 Next, the structure which concerns on this invention was applied with respect to the anvil for hot forging which has a big load to the tool for hot processing among the tools for hot processing. Specifically, the metal powder according to the present invention was used for overlaying to form a precipitation strengthened heat resistant alloy layer on the work surface. Below, the manufacturing method of the anvil for hot forging used by the example of this invention is demonstrated.
A base material 2 made of JIS-SKT4 adjusted to Brinell hardness of 352 HBW by quenching at 870 ° C. × 1 hour and tempering at 640 ° C. × 4 hours was added to the base layer 2 made of JIS-SKT4 by 0.04% C by mass as the intermediate layer 4. -16% Cr-16% Mo-4% W-5.5% Fe—The alloy layer consisting of Fe and the balance Ni and the build-up is welded, and the precipitation strengthening heat resistant alloy layer 3 has the composition shown in Table 1. An anvil for hot forging having a structure shown in FIG. 1 was produced by overlaying 20 mm by PTA (Plasma-Transferred-Arc) welding using the metal powder for overlaying. Moreover, after forming the base material and intermediate | middle layer similar to the above-mentioned this invention, the overlaying as a comparative example was performed. The alloy used for overlaying is an alloy equivalent to Udimet (R) 520 described in Patent Document 1, which is advantageous in high-temperature strength as compared with Alloy 718 alloy and the like. An anvil for hot forging was obtained. Table 3 shows the composition of the precipitation strengthening heat resistant alloy layer (working surface) and the composition of the intermediate layer of the comparative example. In both the inventive examples and the comparative examples, the precipitation-strengthened heat-resistant alloy layer, which is a build-up layer, was formed on the entire work surface.
次に、前述の本発明例と比較例の熱間鍛造用金敷を用いて4面鍛造により荷重700~750tonで、8角130mmからφ90mmまで熱間鍛造を行った。被鍛造材は難加工性のUdimet(R)520相当合金でなる長尺品であり、すべて同一の形状、重量を有していた。また、鍛造中の打撃面の温度は約850℃であり、本発明の熱間鍛造用金敷を用いた熱間鍛造の総作業時間は約5時間であり、温度と時間のから熱間鍛造しながらγ’相を析出させる時効処理の効果を十分に発揮できるものであった。
熱間鍛造後の熱間鍛造用金敷の磨耗量を比較するため、4面鍛造装置に設置した4つの熱間鍛造用金敷(型1~4)の打撃面が平均で1mm磨耗するまで熱間鍛造を行った。また、それまでに鍛造することができた被鍛造材の本数を求めた。
なお、磨耗量の測定は、熱間鍛造用金敷が最も磨耗する打撃面の中央部を測定し、測定にはゲージを用いた。その結果を表3に示す。 Next, hot forging was performed from 8-mm 130 mm to φ90 mm with a load of 700 to 750 tons by four-side forging using the above-described hot forging anvils of the present invention and comparative examples. The to-be-forged materials were long products made of difficult-to-process Udimet® 520 equivalent alloy, and all had the same shape and weight. Further, the temperature of the striking surface during forging is about 850 ° C., and the total working time of hot forging using the anvil for hot forging of the present invention is about 5 hours. However, the effect of the aging treatment for precipitating the γ 'phase could be sufficiently exhibited.
In order to compare the amount of wear of an anvil for hot forging after hot forging, it is hot until the striking surface of four anvils for hot forging (dies 1 to 4) installed in a four-face forging device wears an average of 1 mm. Forging was performed. Moreover, the number of to-be-forged materials which could be forged so far was calculated | required.
In addition, the measurement of the amount of wear measured the center part of the striking surface where the anvil for hot forging was most worn, and the gauge was used for the measurement. The results are shown in Table 3.
熱間鍛造後の熱間鍛造用金敷の磨耗量を比較するため、4面鍛造装置に設置した4つの熱間鍛造用金敷(型1~4)の打撃面が平均で1mm磨耗するまで熱間鍛造を行った。また、それまでに鍛造することができた被鍛造材の本数を求めた。
なお、磨耗量の測定は、熱間鍛造用金敷が最も磨耗する打撃面の中央部を測定し、測定にはゲージを用いた。その結果を表3に示す。 Next, hot forging was performed from 8-mm 130 mm to φ90 mm with a load of 700 to 750 tons by four-side forging using the above-described hot forging anvils of the present invention and comparative examples. The to-be-forged materials were long products made of difficult-to-process Udimet® 520 equivalent alloy, and all had the same shape and weight. Further, the temperature of the striking surface during forging is about 850 ° C., and the total working time of hot forging using the anvil for hot forging of the present invention is about 5 hours. However, the effect of the aging treatment for precipitating the γ 'phase could be sufficiently exhibited.
In order to compare the amount of wear of an anvil for hot forging after hot forging, it is hot until the striking surface of four anvils for hot forging (dies 1 to 4) installed in a four-face forging device wears an average of 1 mm. Forging was performed. Moreover, the number of to-be-forged materials which could be forged so far was calculated | required.
In addition, the measurement of the amount of wear measured the center part of the striking surface where the anvil for hot forging was most worn, and the gauge was used for the measurement. The results are shown in Table 3.

表3に示すように、本発明例の熱間鍛造用金敷では鍛造本数が36本であったのに対し、比較例の熱間鍛造用金敷では鍛造本数が18本であり、本発明例熱間鍛造用金敷は、比較例と比べて2倍の本数を鍛造することができた。このことから、本発明例の熱間鍛造用金敷では、比較例にくらべて初期の高温強度に優れ、且つ、熱間鍛造中に時効処理と同様、γ’相析出効果が得られるために、高寿命を実現できていることが確認できた。
今回の結果は、被鍛造材を難加工性のNi基のγ’析出強化型合金として行った結果であり、特に、超耐熱合金などの難加工材の熱間鍛造において優れた耐磨耗性を示すことが期待できる。
以上の結果から、本発明の肉盛用金属粉末を肉盛した熱間加工用工具は、特に高温で高い強度を維持できることから、熱間加工用工具の高寿命化がはかれるだけでなく、破壊や割れ等の欠陥も抑制できることから、熱間加工における加工精度の向上、手入れ工数の削減に大きな効果を有する。 As shown in Table 3, the number of forgings in the hot forging anvil of the example of the present invention was 36, whereas the number of forgings was 18 in the anvil for hot forging of the comparative example. The anvil for forging could be forged twice as many as the comparative example. From this, in the anvil for hot forging of the example of the present invention, it is excellent in the initial high temperature strength as compared with the comparative example, and since the γ ′ phase precipitation effect is obtained as in the aging treatment during the hot forging, It was confirmed that a long life was achieved.
This result is the result of the forged material being a difficult-to-process Ni-based γ 'precipitation strengthened alloy, and particularly excellent wear resistance in hot forging of difficult-to-process materials such as super heat resistant alloys. Can be expected.
From the above results, the hot working tool built up with the metal powder for overlaying of the present invention can maintain high strength especially at high temperature, so that not only the life of the hot working tool can be extended, but also the destruction Since defects such as cracks and cracks can also be suppressed, it has a great effect on improving the machining accuracy in hot working and reducing the number of maintenance steps.
今回の結果は、被鍛造材を難加工性のNi基のγ’析出強化型合金として行った結果であり、特に、超耐熱合金などの難加工材の熱間鍛造において優れた耐磨耗性を示すことが期待できる。
以上の結果から、本発明の肉盛用金属粉末を肉盛した熱間加工用工具は、特に高温で高い強度を維持できることから、熱間加工用工具の高寿命化がはかれるだけでなく、破壊や割れ等の欠陥も抑制できることから、熱間加工における加工精度の向上、手入れ工数の削減に大きな効果を有する。 As shown in Table 3, the number of forgings in the hot forging anvil of the example of the present invention was 36, whereas the number of forgings was 18 in the anvil for hot forging of the comparative example. The anvil for forging could be forged twice as many as the comparative example. From this, in the anvil for hot forging of the example of the present invention, it is excellent in the initial high temperature strength as compared with the comparative example, and since the γ ′ phase precipitation effect is obtained as in the aging treatment during the hot forging, It was confirmed that a long life was achieved.
This result is the result of the forged material being a difficult-to-process Ni-based γ 'precipitation strengthened alloy, and particularly excellent wear resistance in hot forging of difficult-to-process materials such as super heat resistant alloys. Can be expected.
From the above results, the hot working tool built up with the metal powder for overlaying of the present invention can maintain high strength especially at high temperature, so that not only the life of the hot working tool can be extended, but also the destruction Since defects such as cracks and cracks can also be suppressed, it has a great effect on improving the machining accuracy in hot working and reducing the number of maintenance steps.
(実施例2)
次に、実際に熱間加工用工具として用いた際に問題となる耐ヒートクラック性に及ぼす元素を調査した。検討した組成を表4に示す。粒径を65~250μmに分級し、平均粒径を測定したところ180μmであった。この本発明の金属粉末を肉盛用として用いて、PTA法にて肉盛して肉盛層とした。その肉盛層からφ4mm×20mmの試験片を採取して、熱膨張測定装置にて熱膨張係数を測定した。また、Ni3Mによるγ’相の計算は、表5に示す割合で計算した。
熱膨張測定は、リガク製TMA8310型の熱膨張測定装置を用いて、昇温速度を10℃/minとして、Ar雰囲気下で常温から1000℃まで昇温する条件にて行った。熱間加工における使用温度範囲と想定される500℃から900℃の範囲の試験結果を表6及び図6に示す。 (Example 2)
Next, the element which affects the heat crack resistance which becomes a problem when actually used as a tool for hot working was investigated. The studied compositions are shown in Table 4. The particle size was classified into 65 to 250 μm and the average particle size was measured and found to be 180 μm. Using this metal powder of the present invention for overlaying, it was built up by the PTA method to form a built-up layer. A test piece of φ4 mm × 20 mm was taken from the build-up layer, and the thermal expansion coefficient was measured with a thermal expansion measuring device. Further, the calculation of the γ ′ phase by Ni 3 M was performed at the ratio shown in Table 5.
The thermal expansion measurement was performed using a RGAKU TMA8310 type thermal expansion measuring device at a temperature rising rate of 10 ° C./min and a temperature rising from room temperature to 1000 ° C. in an Ar atmosphere. Table 6 and FIG. 6 show the test results in the range of 500 ° C. to 900 ° C., which is assumed to be the operating temperature range in hot working.
次に、実際に熱間加工用工具として用いた際に問題となる耐ヒートクラック性に及ぼす元素を調査した。検討した組成を表4に示す。粒径を65~250μmに分級し、平均粒径を測定したところ180μmであった。この本発明の金属粉末を肉盛用として用いて、PTA法にて肉盛して肉盛層とした。その肉盛層からφ4mm×20mmの試験片を採取して、熱膨張測定装置にて熱膨張係数を測定した。また、Ni3Mによるγ’相の計算は、表5に示す割合で計算した。
熱膨張測定は、リガク製TMA8310型の熱膨張測定装置を用いて、昇温速度を10℃/minとして、Ar雰囲気下で常温から1000℃まで昇温する条件にて行った。熱間加工における使用温度範囲と想定される500℃から900℃の範囲の試験結果を表6及び図6に示す。 (Example 2)
Next, the element which affects the heat crack resistance which becomes a problem when actually used as a tool for hot working was investigated. The studied compositions are shown in Table 4. The particle size was classified into 65 to 250 μm and the average particle size was measured and found to be 180 μm. Using this metal powder of the present invention for overlaying, it was built up by the PTA method to form a built-up layer. A test piece of φ4 mm × 20 mm was taken from the build-up layer, and the thermal expansion coefficient was measured with a thermal expansion measuring device. Further, the calculation of the γ ′ phase by Ni 3 M was performed at the ratio shown in Table 5.
The thermal expansion measurement was performed using a RGAKU TMA8310 type thermal expansion measuring device at a temperature rising rate of 10 ° C./min and a temperature rising from room temperature to 1000 ° C. in an Ar atmosphere. Table 6 and FIG. 6 show the test results in the range of 500 ° C. to 900 ° C., which is assumed to be the operating temperature range in hot working.



表6及び図6の結果から、本発明で規定する範囲内のNb量及びTa+Nb量では、いずれも優れた低熱膨張特性を有していることが分かる。また、Ta+Nb量を増やすことで、熱膨張係数が低下することが分かる。これは、金属結合における高い結合エネルギーを持つNbが基材中に固溶することで、熱膨張を抑制したためと考えられる。
以上の結果から、析出強化元素であるNbを添加することで、高強度を有しながら耐ヒートクラック性に優れた特性を示すことが分かった。このことから、高温強度と耐ヒートクラック性を高める場合に、Nbの積極添加は有効である。 From the results of Table 6 and FIG. 6, it can be seen that the Nb content and the Ta + Nb content within the ranges defined in the present invention both have excellent low thermal expansion characteristics. Moreover, it turns out that a thermal expansion coefficient falls by increasing Ta + Nb amount. This is presumably because Nb having a high binding energy in the metal bond was dissolved in the base material to suppress thermal expansion.
From the above results, it was found that the addition of Nb, which is a precipitation strengthening element, exhibits excellent heat crack resistance while having high strength. For this reason, positive addition of Nb is effective in increasing the high-temperature strength and heat crack resistance.
以上の結果から、析出強化元素であるNbを添加することで、高強度を有しながら耐ヒートクラック性に優れた特性を示すことが分かった。このことから、高温強度と耐ヒートクラック性を高める場合に、Nbの積極添加は有効である。 From the results of Table 6 and FIG. 6, it can be seen that the Nb content and the Ta + Nb content within the ranges defined in the present invention both have excellent low thermal expansion characteristics. Moreover, it turns out that a thermal expansion coefficient falls by increasing Ta + Nb amount. This is presumably because Nb having a high binding energy in the metal bond was dissolved in the base material to suppress thermal expansion.
From the above results, it was found that the addition of Nb, which is a precipitation strengthening element, exhibits excellent heat crack resistance while having high strength. For this reason, positive addition of Nb is effective in increasing the high-temperature strength and heat crack resistance.
1 熱間鍛造用金敷
2 基材
3 析出強化型耐熱合金層
4 中間層
5 熱間鍛造用金型
6 円柱状熱間金型片
7 外周部リング状熱間金型片
8 リング状熱間金型片
DESCRIPTION OF SYMBOLS 1 Hot forging anvil 2 Base material 3 Precipitation strengthening type heat-resistant alloy layer 4 Intermediate layer 5 Hot forging die 6 Cylindrical hot die piece 7 Outer ring-like hot die piece 8 Ring-like hot die Mold
2 基材
3 析出強化型耐熱合金層
4 中間層
5 熱間鍛造用金型
6 円柱状熱間金型片
7 外周部リング状熱間金型片
8 リング状熱間金型片
DESCRIPTION OF SYMBOLS 1 Hot forging anvil 2 Base material 3 Precipitation strengthening type heat-resistant alloy layer 4 Intermediate layer 5 Hot forging die 6 Cylindrical hot die piece 7 Outer ring-like hot die piece 8 Ring-like hot die Mold
Claims (15)
- 質量%で、B:0.02%以下、O:0.050%以下、C:0.01~0.15%、Mg:0.01%以下、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:3.0%以下、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3.0~7.0%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなることを特徴とする金属粉末。 % By mass: B: 0.02% or less, O: 0.050% or less, C: 0.01 to 0.15%, Mg: 0.01% or less, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15.0% Nb: 3.0% or less, Mo: 3.0-7.0%, Ta: 1.0-7.0%, W: 3.0-7.0%, and Ta alone or Ta + 2Nb A metal powder characterized by containing 1.0 to 7.0% and the balance being Ni and impurities.
- 含有する元素M(MはAl,Ti,Ta,およびNbから選ばれる1種以上の元素)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が原子%で20~45%となることを特徴とする請求項1に記載の金属粉末。 The total of γ ′ phase forming elements obtained by assuming that all of the contained elements M (M is one or more elements selected from Al, Ti, Ta, and Nb) form a γ ′ phase represented by Ni 3 M. 2. The metal powder according to claim 1, wherein the atomic percentage is 20 to 45%.
- 前記金属粉末の粒径が50~300μmであることを特徴とする請求項1または2に記載の金属粉末。 3. The metal powder according to claim 1 or 2, wherein the metal powder has a particle size of 50 to 300 μm.
- 請求項1乃至3の何れかに記載の金属粉末は、肉盛用であることを特徴とする金属粉末。 The metal powder according to any one of claims 1 to 3, wherein the metal powder is used for overlaying.
- 作業面の一部または全面に析出強化型耐熱合金層を有する熱間加工用工具において、前記析出強化型耐熱合金層は、質量%で、B:0~0.02%、C:0.01~0.15%、Mg:0~0.01%、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:0~3.0%、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3~7%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなることを特徴とする熱間加工用工具。 In a hot working tool having a precipitation strengthening heat resistant alloy layer on a part or the entire work surface, the precipitation strengthening heat resistant alloy layer is in mass%, B: 0 to 0.02%, C: 0.01. To 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2.0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0-22.0%, Co: 2.0-15.0%, Nb: 0-3.0%, Mo: 3.0-7.0%, Ta: 1 0.0 to 7.0%, W: 3 to 7%, and a total of 1.0 to 7.0% of Ta alone or Ta + 2Nb, with the balance being Ni and impurities. Tools.
- 含有する元素M(MはAl,Ti,Ta,およびNbから選ばれる1種以上の元素)の全てがNi3Mで表わされるγ’相を形成するとみなして求められるγ’相形成元素の合計が原子%で20~45%となることを特徴とする請求項5に記載の熱間加工用工具。 The total of γ ′ phase forming elements obtained by assuming that all of the contained elements M (M is one or more elements selected from Al, Ti, Ta, and Nb) form a γ ′ phase represented by Ni 3 M. The hot working tool according to claim 5, wherein the atomic percentage is 20 to 45%.
- 前記合金層は肉盛層であることを特徴とする請求項5または6に記載の熱間加工用工具。 The hot working tool according to claim 5 or 6, wherein the alloy layer is a built-up layer.
- 熱間加工用工具は、熱間鍛造用金型であることを特徴とする請求項5乃至7の何れかに記載の熱間加工用工具。 The hot working tool according to any one of claims 5 to 7, wherein the hot working tool is a hot forging die.
- 請求項8に記載の熱間鍛造用金型は、複数個の熱間金型片の組立体であることを特徴とする熱間加工用工具。 9. A hot working tool according to claim 8, wherein the hot forging die is an assembly of a plurality of hot die pieces.
- 前記析出強化型耐熱合金層が、前記組立体の熱間金型片同士の境界の少なくとも一部を覆うように配置されたことを特徴とする請求項9に記載の熱間加工用工具。 The hot working tool according to claim 9, wherein the precipitation strengthening heat resistant alloy layer is disposed so as to cover at least a part of a boundary between hot mold pieces of the assembly.
- 合金工具鋼でなる基材と前記析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層をさらに具備することを特徴とする請求項5乃至10の何れかに記載の熱間加工用工具。 The intermediate layer made of a solid solution strengthened heat resistant alloy is further provided between the base material made of alloy tool steel and the precipitation strengthened heat resistant alloy layer. Hot working tool.
- 作業面の一部または全面に析出強化型耐熱合金層を有する熱間加工用工具の製造方法であって、
前記析出強化型耐熱合金層は、質量%で、B:0~0.02%、C:0.01~0.15%、Mg:0~0.01%、Al:0.5~2.0%、Si:0~1.0%、Mn:0~1.0%、Ti:1.0~3.0%、Cr:15.0~22.0%、Co:2.0~15.0%、Nb:0~3.0%、Mo:3.0~7.0%、Ta:1.0~7.0%、W:3.0~7.0%、且つ、Ta単独またはTa+2Nbの合計で1.0~7.0%を含み、残部はNi及び不純物でなり、肉盛溶接によって形成されることを特徴とする熱間加工用工具の製造方法。 A method of manufacturing a tool for hot working having a precipitation strengthening type heat resistant alloy layer on a part or the whole of a work surface,
The precipitation-strengthening heat-resistant alloy layer is, by mass%, B: 0 to 0.02%, C: 0.01 to 0.15%, Mg: 0 to 0.01%, Al: 0.5 to 2. 0%, Si: 0 to 1.0%, Mn: 0 to 1.0%, Ti: 1.0 to 3.0%, Cr: 15.0 to 22.0%, Co: 2.0 to 15 0.0%, Nb: 0 to 3.0%, Mo: 3.0 to 7.0%, Ta: 1.0 to 7.0%, W: 3.0 to 7.0%, and Ta alone Alternatively, a method for manufacturing a tool for hot working, characterized in that the total content of Ta + 2Nb is 1.0 to 7.0%, the balance is Ni and impurities, and is formed by overlay welding. - 前記肉盛溶接は金属粉末を用いて行われることを特徴とする請求項12に記載の熱間加工用工具の製造方法。 The method for manufacturing a tool for hot working according to claim 12, wherein the build-up welding is performed using metal powder.
- 前記熱間加工用工具は、複数個の熱間金型片の組立体として構成された熱間鍛造用金型であり、
前記析出強化型耐熱合金層は、前記組立体の熱間金型片同士の境界の少なくとも一部を覆うように形成されることを特徴とする請求項13に記載の熱間加工用工具の製造方法。 The hot working tool is a hot forging die configured as an assembly of a plurality of hot die pieces,
14. The manufacturing tool for hot working according to claim 13, wherein the precipitation strengthening heat resistant alloy layer is formed so as to cover at least a part of a boundary between hot mold pieces of the assembly. Method. - 前記析出強化型耐熱合金層を形成する前に、合金工具鋼でなる基材と前記析出強化型耐熱合金層との間に、固溶強化型耐熱合金でなる中間層を形成することを特徴とする請求項12乃至14の何れかに記載の熱間加工用工具の製造方法。
Before forming the precipitation strengthening heat resistant alloy layer, an intermediate layer made of a solid solution strengthening heat resistant alloy is formed between the base material made of alloy tool steel and the precipitation strengthening heat resistant alloy layer. The manufacturing method of the tool for hot processing in any one of Claim 12 thru | or 14.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014525655A JP5601607B1 (en) | 2013-02-13 | 2014-02-12 | Metal powder, hot working tool, and method of manufacturing hot working tool |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013025441 | 2013-02-13 | ||
| JP2013-025441 | 2013-02-13 | ||
| JP2013-031393 | 2013-02-20 | ||
| JP2013031393 | 2013-02-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014126086A1 true WO2014126086A1 (en) | 2014-08-21 |
Family
ID=51354086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/053151 WO2014126086A1 (en) | 2013-02-13 | 2014-02-12 | Metal powder, tool for hot working and method for manufacturing tool for hot working |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5601607B1 (en) |
| WO (1) | WO2014126086A1 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016052423A1 (en) * | 2014-09-29 | 2016-04-07 | 日立金属株式会社 | Ni‑BASED SUPERHEAT-RESISTANT ALLOY |
| JP2017082324A (en) * | 2015-10-05 | 2017-05-18 | ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツングGeneral Electric Technology GmbH | Method for treatment of metallic powder for selective laser melting |
| EP3719152A1 (en) * | 2017-11-29 | 2020-10-07 | Hitachi Metals, Ltd. | Ni-BASED ALLOY FOR HOT-WORKING DIE, AND HOT-FORGING DIE USING SAME |
| EP3719153A4 (en) * | 2017-11-29 | 2021-04-07 | Hitachi Metals, Ltd. | Hot-die ni-based alloy, hot-forging die employing same, and forged-product manufacturing method |
| US11458537B2 (en) | 2017-03-29 | 2022-10-04 | Mitsubishi Heavy Industries, Ltd. | Heat treatment method for additive manufactured Ni-base alloy object, method for manufacturing additive manufactured Ni-base alloy object, Ni-base alloy powder for additive manufactured object, and additive manufactured Ni-base alloy object |
| CN115558843A (en) * | 2021-09-08 | 2023-01-03 | 僖昴晰(上海)新材料有限公司 | Alloy steel composition |
| US11634792B2 (en) | 2017-07-28 | 2023-04-25 | Alloyed Limited | Nickel-based alloy |
| JP7508873B2 (en) | 2020-06-10 | 2024-07-02 | 株式会社プロテリアル | Hot working tools |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH083669A (en) * | 1994-06-20 | 1996-01-09 | Mitsubishi Materials Corp | Nickel-base alloy powder for thermal spraying and composite member obtained by thermally spraying this nickel-base alloy powder |
| JP2006070360A (en) * | 2004-09-03 | 2006-03-16 | Haynes Internatl Inc | Ni-Cr-Co ALLOY FOR ADVANCED GAS TURBINE ENGINE |
| JP2006291344A (en) * | 2005-04-15 | 2006-10-26 | Hitachi Ltd | Ni-based alloy member, manufacturing method therefor, turbine engine part, welding material and manufacturing method therefor |
| JP2007136509A (en) * | 2005-11-18 | 2007-06-07 | Sanyo Special Steel Co Ltd | Build-up welding material for continuous casting roll, and roll |
-
2014
- 2014-02-12 WO PCT/JP2014/053151 patent/WO2014126086A1/en active Application Filing
- 2014-02-12 JP JP2014525655A patent/JP5601607B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH083669A (en) * | 1994-06-20 | 1996-01-09 | Mitsubishi Materials Corp | Nickel-base alloy powder for thermal spraying and composite member obtained by thermally spraying this nickel-base alloy powder |
| JP2006070360A (en) * | 2004-09-03 | 2006-03-16 | Haynes Internatl Inc | Ni-Cr-Co ALLOY FOR ADVANCED GAS TURBINE ENGINE |
| JP2006291344A (en) * | 2005-04-15 | 2006-10-26 | Hitachi Ltd | Ni-based alloy member, manufacturing method therefor, turbine engine part, welding material and manufacturing method therefor |
| JP2007136509A (en) * | 2005-11-18 | 2007-06-07 | Sanyo Special Steel Co Ltd | Build-up welding material for continuous casting roll, and roll |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016052423A1 (en) * | 2014-09-29 | 2016-04-07 | 日立金属株式会社 | Ni‑BASED SUPERHEAT-RESISTANT ALLOY |
| JP5995158B2 (en) * | 2014-09-29 | 2016-09-21 | 日立金属株式会社 | Ni-base superalloys |
| CN106661674A (en) * | 2014-09-29 | 2017-05-10 | 日立金属株式会社 | Ni based superheat-resistant alloy |
| US9828657B2 (en) | 2014-09-29 | 2017-11-28 | Hitachi Metals, Ltd. | Ni-base super alloy |
| JP2017082324A (en) * | 2015-10-05 | 2017-05-18 | ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツングGeneral Electric Technology GmbH | Method for treatment of metallic powder for selective laser melting |
| US11458537B2 (en) | 2017-03-29 | 2022-10-04 | Mitsubishi Heavy Industries, Ltd. | Heat treatment method for additive manufactured Ni-base alloy object, method for manufacturing additive manufactured Ni-base alloy object, Ni-base alloy powder for additive manufactured object, and additive manufactured Ni-base alloy object |
| US11634792B2 (en) | 2017-07-28 | 2023-04-25 | Alloyed Limited | Nickel-based alloy |
| EP3719152A4 (en) * | 2017-11-29 | 2021-03-31 | Hitachi Metals, Ltd. | Ni-BASED ALLOY FOR HOT-WORKING DIE, AND HOT-FORGING DIE USING SAME |
| EP3719153A4 (en) * | 2017-11-29 | 2021-04-07 | Hitachi Metals, Ltd. | Hot-die ni-based alloy, hot-forging die employing same, and forged-product manufacturing method |
| US11326231B2 (en) | 2017-11-29 | 2022-05-10 | Hitachi Metals, Ltd. | Ni-based alloy for hot-working die, and hot-forging die using same |
| EP3719152A1 (en) * | 2017-11-29 | 2020-10-07 | Hitachi Metals, Ltd. | Ni-BASED ALLOY FOR HOT-WORKING DIE, AND HOT-FORGING DIE USING SAME |
| US11692246B2 (en) | 2017-11-29 | 2023-07-04 | Proterial, Ltd. | Ni-based alloy for hot-working die, and hot-forging die using same |
| JP7508873B2 (en) | 2020-06-10 | 2024-07-02 | 株式会社プロテリアル | Hot working tools |
| CN115558843A (en) * | 2021-09-08 | 2023-01-03 | 僖昴晰(上海)新材料有限公司 | Alloy steel composition |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014126086A1 (en) | 2017-02-02 |
| JP5601607B1 (en) | 2014-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5601607B1 (en) | Metal powder, hot working tool, and method of manufacturing hot working tool | |
| JP6052317B2 (en) | Hot forging die | |
| JP5501617B2 (en) | Steel composition, method for forming the same, and article formed therefrom | |
| JP5742447B2 (en) | High hardness overlaying alloy powder | |
| JP6839401B1 (en) | Manufacturing method of Ni-based super heat-resistant alloy and Ni-based super heat-resistant alloy | |
| EP2479302B1 (en) | Ni-based heat resistant alloy, gas turbine component and gas turbine | |
| JP6719216B2 (en) | α-β type titanium alloy | |
| JP2013177668A (en) | Ni-BASED ALLOY, METHOD OF MANUFACTURING THE SAME AND COMPONENT FOR TURBINE | |
| JPH0885838A (en) | Ni-base superalloy | |
| JP2010280950A (en) | Heat resistant steel for exhaust valve and method for producing the same | |
| JP5788360B2 (en) | Heat-resistant steel for exhaust valves | |
| JP5437669B2 (en) | Hot and hot forging die | |
| WO2017170433A1 (en) | Method for producing ni-based super heat-resistant alloy | |
| JP2013052441A (en) | Anvil for hot forging and hot forging method | |
| JP7508873B2 (en) | Hot working tools | |
| RU2777099C1 (en) | Heat-resistant welded nickel-based alloy and a product made of it | |
| JP2013108112A (en) | End mill made of alloy steel | |
| JP5510665B2 (en) | Alloy steel with excellent high temperature temper softening resistance | |
| JP5720302B2 (en) | Gear cutting tool | |
| JP2017218634A (en) | Maraging steel | |
| JPH11222655A (en) | Powder high speed tool steel and its production | |
| JP2012210671A (en) | Drill made of alloy steel | |
| JP2017024051A (en) | Build-up welding material and build-up metal | |
| JP2013036079A (en) | Alloy steel end mill | |
| JP2011225958A (en) | Alloy steel end mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014525655 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14751447 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14751447 Country of ref document: EP Kind code of ref document: A1 |