以下、実施の形態を示して本発明に係る積層フィルム及びその製造方法、並びに、偏光性積層フィルムの製造方法及び偏光板の製造方法について詳細に説明する。
Hereinafter, the laminated film according to the present invention and the manufacturing method thereof, the manufacturing method of the polarizing laminated film, and the manufacturing method of the polarizing plate will be described in detail with reference to embodiments.
<積層フィルム>
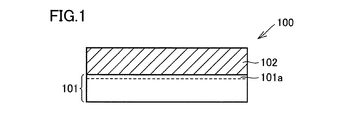
図1は、本発明に係る積層フィルムの層構成の一例を示す概略断面図である。図1に示される積層フィルム100は、熱可塑性樹脂からなる基材フィルム101と、基材フィルム101上に積層されるポリビニルアルコール系樹脂層102とから構成される。本発明の積層フィルムは、図1に示される例のように基材フィルム101の片面のみにポリビニルアルコール系樹脂層102を備えるものであってもよいし、基材フィルム101の両面にポリビニルアルコール系樹脂層102を備えるものであってもよい。また、本発明の積層フィルムは、基材フィルム101とポリビニルアルコール系樹脂層102との間に介在される図示しないプライマー層などを有していてもよい。
<Laminated film>
FIG. 1 is a schematic cross-sectional view showing an example of a layer configuration of a laminated film according to the present invention. A laminated film 100 shown in FIG. 1 includes a base film 101 made of a thermoplastic resin and a polyvinyl alcohol resin layer 102 laminated on the base film 101. The laminated film of the present invention may be provided with the polyvinyl alcohol resin layer 102 only on one side of the base film 101 as in the example shown in FIG. The resin layer 102 may be provided. Moreover, the laminated film of the present invention may have a primer layer (not shown) interposed between the base film 101 and the polyvinyl alcohol-based resin layer 102.
基材フィルム101は高耐熱性を示し、具体的には、80℃における引張弾性率が140MPa以上である。
The base film 101 exhibits high heat resistance, and specifically, the tensile elastic modulus at 80 ° C. is 140 MPa or more.
ポリビニルアルコール系樹脂層102は、ポリビニルアルコール系樹脂を含有する塗工液を基材フィルム101に塗工した後、乾燥させることによって形成される層である。塗工によってポリビニルアルコール系樹脂層102を形成することにより、ポリビニルアルコール系樹脂層102の厚みを、30μm以下、好ましくは20μm以下、より好ましくは10μm以下まで小さくすることができる。
The polyvinyl alcohol-based resin layer 102 is a layer formed by applying a coating liquid containing a polyvinyl alcohol-based resin to the base film 101 and then drying it. By forming the polyvinyl alcohol-based resin layer 102 by coating, the thickness of the polyvinyl alcohol-based resin layer 102 can be reduced to 30 μm or less, preferably 20 μm or less, more preferably 10 μm or less.
本発明の積層フィルムは、80℃における引張弾性率が140MPa以上と大きいため、塗工層乾燥時におけるシワ又は折れ込み等の欠陥及びこれに伴う塗工層の乾燥不良といった不具合が効果的に抑制されている。
Since the laminated film of the present invention has a large tensile elastic modulus at 80 ° C. of 140 MPa or more, it effectively suppresses defects such as wrinkles or folds during drying of the coating layer and associated drying failure of the coating layer. Has been.
なお、上記のような不具合を抑制する方法として、融点(又はガラス転移温度)が極めて高い熱可塑性樹脂を基材フィルム101に用いたり、非晶性熱可塑性樹脂からなり、かつ延伸されたフィルムを基材フィルム101に用いたりすることが想起される。しかしながら、前者の場合には、積層フィルム100の延伸が極めて困難となり得、後者の場合には、基材フィルム101を構成する熱可塑性樹脂の高分子鎖の配向が強いために、積層フィルム100の延伸性に悪影響を与え得る。
As a method for suppressing the above problems, a thermoplastic resin having an extremely high melting point (or glass transition temperature) is used for the base film 101, or a stretched film made of an amorphous thermoplastic resin is used. It is recalled that it is used for the base film 101. However, in the former case, stretching of the laminated film 100 can be extremely difficult, and in the latter case, the orientation of the polymer chain of the thermoplastic resin constituting the base film 101 is strong, so It may have an adverse effect on stretchability.
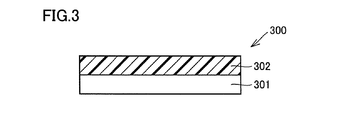
本発明の積層フィルムは、後で詳述するように、偏光子層を有する偏光性積層フィルム又は偏光板の製造中間体として好適に用いることができる。例えば、図1に示される積層フィルム100を製造中間体として用いる場合、基材フィルム101ごと積層フィルム100を一軸延伸して図2に示される延伸フィルム200(延伸された基材フィルム201と延伸されたポリビニルアルコール系樹脂層202とから構成される。)を得る延伸工程S30、及び、得られる延伸フィルム200のポリビニルアルコール系樹脂層202を二色性色素で染色して偏光子層を形成する染色工程S40を経て、図3に示されるような、基材フィルム301上に偏光子層302が積層された偏光性積層フィルム300を製造することができる。
The laminated film of the present invention can be suitably used as a production intermediate for a polarizing laminated film having a polarizer layer or a polarizing plate, as will be described in detail later. For example, when the laminated film 100 shown in FIG. 1 is used as a production intermediate, the laminated film 100 is uniaxially stretched together with the base film 101 and stretched with the stretched film 200 (stretched with the stretched base film 201) shown in FIG. And a stretching step S30 for obtaining a polarizer layer by dyeing the polyvinyl alcohol resin layer 202 of the obtained stretched film 200 with a dichroic dye. Through step S40, a polarizing laminated film 300 in which a polarizer layer 302 is laminated on a base film 301 as shown in FIG. 3 can be manufactured.
偏光板は、偏光性積層フィルム300の偏光子層302上に保護フィルムを貼合して貼合フィルムを得る貼合工程S50、及び、得られる貼合フィルムから基材フィルム301を剥離する剥離工程S60を経て製造することができる。
The polarizing plate is a bonding step S50 for bonding a protective film on the polarizer layer 302 of the polarizing laminated film 300 to obtain a bonding film, and a peeling step for peeling the base film 301 from the obtained bonding film. It can be manufactured through S60.
上記のような不具合が抑制された積層フィルムを用いることにより、延伸性及び染色性を損なうことなく偏光性積層フィルム及び偏光板を製造することができる。
By using a laminated film in which the above problems are suppressed, a polarizing laminated film and a polarizing plate can be produced without impairing stretchability and dyeability.
〔1〕基材フィルム
基材フィルム101は、80℃における引張弾性率が140MPa以上である熱可塑性樹脂からなるフィルムである。塗工層乾燥時における上記のような不具合をより効果的に抑制する観点から、80℃における引張弾性率は、好ましくは150MPa以上であり、より好ましくは155MPa以上である。
[1] Base Film The base film 101 is a film made of a thermoplastic resin having a tensile elastic modulus at 80 ° C. of 140 MPa or more. From the viewpoint of more effectively suppressing the above-described problems during drying of the coating layer, the tensile elastic modulus at 80 ° C. is preferably 150 MPa or more, more preferably 155 MPa or more.
基材フィルム101の引張弾性率は、基材フィルム101から所定の大きさの試験片を切り出し、引張試験を行うことにより、求めることができる。また、80℃における引張弾性率を求めるために、恒温槽を備える引張試験機を用いる。後述する実施例では、恒温槽を備える(株)島津製作所製の万能試験機「オートグラフAG-I」を用いて引張試験を行った。
The tensile elastic modulus of the base film 101 can be obtained by cutting out a test piece of a predetermined size from the base film 101 and performing a tensile test. Moreover, in order to obtain | require the tensile elasticity modulus in 80 degreeC, the tensile testing machine provided with a thermostat is used. In Examples described later, a tensile test was performed using a universal testing machine “Autograph AG-I” manufactured by Shimadzu Corporation equipped with a thermostatic bath.
本発明において「80℃」における引張弾性率を採用した理由は次のとおりである。本発明では、ポリビニルアルコール系樹脂を含有する塗工液を基材フィルム101上に塗工した後、乾燥させることによりポリビニルアルコール系樹脂層102を形成して積層フィルム100を製造する。また必要により、ポリビニルアルコール系樹脂層102を形成する前に、その基材フィルム101のポリビニルアルコール系樹脂層102が形成される面に、プライマー層形成用塗工液を塗工した後、乾燥させることによりプライマー層を形成することもある。これらの乾燥処理は、概ね80℃前後で行われることから、本発明では80℃における引張弾性率を採用した。
The reason why the tensile elastic modulus at “80 ° C.” is adopted in the present invention is as follows. In this invention, after coating the coating liquid containing a polyvinyl alcohol-type resin on the base film 101, the polyvinyl alcohol-type resin layer 102 is formed by making it dry, and the laminated film 100 is manufactured. If necessary, before forming the polyvinyl alcohol-based resin layer 102, a primer layer-forming coating solution is applied to the surface of the base film 101 on which the polyvinyl alcohol-based resin layer 102 is formed, and then dried. As a result, a primer layer may be formed. Since these drying treatments are generally performed at around 80 ° C., the tensile elastic modulus at 80 ° C. was adopted in the present invention.
後で詳述するが、80℃における引張弾性率が140MPa未満である熱可塑性樹脂フィルムの引張弾性率を140MPa以上に高めて基材フィルム101を得るための有効な方法として、
1)熱可塑性樹脂フィルムを、後の樹脂層形成工程S20における乾燥温度以上の温度で加熱処理する方法、及び
2)熱可塑性樹脂フィルムにおける少なくともポリビニルアルコール系樹脂層が形成される面の表層(図1における表層101aに相当)の結晶化度を高める方法、
を挙げることができる。
As will be described in detail later, as an effective method for obtaining the base film 101 by increasing the tensile elastic modulus of the thermoplastic resin film having a tensile elastic modulus at 80 ° C. of less than 140 MPa to 140 MPa or more,
1) A method of heat-treating a thermoplastic resin film at a temperature equal to or higher than the drying temperature in the subsequent resin layer forming step S20, and 2) A surface layer of a surface on which at least a polyvinyl alcohol-based resin layer is formed in the thermoplastic resin film (FIG. The crystallinity of the surface layer 101a in FIG.
Can be mentioned.
1)の方法は、熱可塑性樹脂フィルムを構成する熱可塑性樹脂が結晶性であるか非晶性であるかにかかわらず採用することができる。
The method 1) can be adopted regardless of whether the thermoplastic resin constituting the thermoplastic resin film is crystalline or amorphous.
2)の方法は、熱可塑性樹脂フィルムの少なくとも上記表層が結晶性熱可塑性樹脂で構成される場合に採用することができる。本発明者らの検討により、表層101aの結晶化度が58%以上であれば、基材フィルム101の80℃における引張弾性率が概ね140MPa以上となることが見出されている。表層101aの結晶化度を58%以上に高める方法としては、1)の方法のように熱可塑性樹脂フィルムを加熱処理する方法の他、少なくとも結晶性熱可塑性樹脂で構成される表層に造核剤を含有させる方法が有効である。基材フィルム101の表層101aの結晶化度は、好ましくは59%以上であり、より好ましくは60%以上である。
Method 2) can be employed when at least the surface layer of the thermoplastic resin film is made of a crystalline thermoplastic resin. According to the study by the present inventors, it has been found that if the crystallinity of the surface layer 101a is 58% or more, the tensile elastic modulus at 80 ° C. of the base film 101 is approximately 140 MPa or more. As a method of increasing the crystallinity of the surface layer 101a to 58% or more, in addition to the method of heat-treating a thermoplastic resin film as in the method 1), a nucleating agent is formed on the surface layer composed of at least a crystalline thermoplastic resin. An effective method is to contain. The degree of crystallinity of the surface layer 101a of the base film 101 is preferably 59% or more, and more preferably 60% or more.
表層101aの結晶化度について説明すると、これは一般に、X線回折法(X-ray Diffraction:XRD)により求められる値である。X線回折法により定まる結晶部分の結晶性散乱積分強度(Ic)と非晶部分の非晶性散乱積分強度(Ia)から、結晶化度は下記式:
結晶化度=(Ic)/〔(Ic)+(Ia)〕
として定義される。
The crystallinity of the surface layer 101a will be described. Generally, this is a value obtained by X-ray diffraction (XRD). From the crystalline scattering integrated intensity (Ic) of the crystal part determined by the X-ray diffraction method and the amorphous scattering integrated intensity (Ia) of the amorphous part, the crystallinity is expressed by the following formula:
Crystallinity = (Ic) / [(Ic) + (Ia)]
Is defined as
基材フィルム101の表層101aを構成する熱可塑性樹脂の種類によっては、減衰全反射法〔Attenuated Total Reflection法:ATR法〕や、比重を測定する方法などで代用することもできる。
Depending on the type of the thermoplastic resin constituting the surface layer 101a of the base film 101, an attenuated total reflection method (Attenuated Total Reflection method: ATR method), a method of measuring specific gravity, or the like can be substituted.
特に、基材フィルム101の表層101aがポリプロピレン系樹脂からなる場合、結晶化度は、次の方法により求めることができる。すなわち、まず赤外分光光度計を用いて、減衰全反射法(ATR法)によりポリプロピレン系樹脂からなるフィルム表面の赤外分光スペクトルを測定する。ここで採用するATR法は、ゲルマニウム結晶プリズムに基材フィルム101の測定面を直接密着させて測定する方法であり、基材フィルム101の極表面を構成する約数μmの層に関する赤外分光スペクトルを得ることができる。ポリプロピレン系樹脂からなるフィルム表面の結晶化度Xは、得られる赤外分光スペクトルに基づき、下記式:
結晶化度X(%)=109×(A998-A920)/(A974-A920)-31.4
(式中、A998、A974及びA920はそれぞれ、波数998cm-1、974cm-1及び920cm-1における吸光度を意味する。)
によって求めることができる。
In particular, when the surface layer 101a of the base film 101 is made of a polypropylene resin, the crystallinity can be obtained by the following method. That is, first, using an infrared spectrophotometer, the infrared spectrum of the film surface made of a polypropylene resin is measured by the attenuated total reflection method (ATR method). The ATR method employed here is a method in which the measurement surface of the base film 101 is directly brought into close contact with the germanium crystal prism, and an infrared spectral spectrum relating to a layer of about several μm constituting the extreme surface of the base film 101. Can be obtained. The crystallinity degree X on the surface of a film made of a polypropylene resin is based on the obtained infrared spectroscopic spectrum and is given by
Crystallinity X (%) = 109 × (A 998 -A 920 ) / (A 974 -A 920 ) -31.4
(Respectively wherein, A 998, A 974 and A 920 means the absorbance at the wave number 998 -1, 974 cm -1 and 920 cm -1.)
Can be obtained.
ここに示したポリプロピレン系樹脂からなるフィルム表面の結晶化度の求め方及び式は、例えば、以下の文献:
J.Appl.Polym.Sci.,2,166(1959)、
錦田晃一・岩本令吉著,「赤外法による材料分析-基礎と応用-」,講談社サイエンティフィック,1986年8月,第214~215頁、
に記載されており、この方法は一般的に知られた方法である。
The method and formula for determining the crystallinity of the film surface made of the polypropylene resin shown here are, for example, the following documents:
J. et al. Appl. Polym. Sci. , 2,166 (1959),
Kinichi Shinichi and Iwamoto Rekichi, “Material Analysis by Infrared Method: Fundamentals and Applications”, Kodansha Scientific, August 1986, pp. 214-215,
This method is generally known.
基材フィルム101を構成する熱可塑性樹脂は、透明性、機械的強度、熱安定性、延伸性などに優れることが好ましい。このような熱可塑性樹脂の具体例は、例えば、鎖状ポリオレフィン系樹脂、環状ポリオレフィン系樹脂(ノルボルネン系樹脂など)等のポリオレフィン系樹脂;ポリエステル系樹脂;(メタ)アクリル系樹脂;セルローストリアセテート、セルロースジアセテート等のセルロースエステル系樹脂;ポリカーボネート系樹脂;ポリビニルアルコール系樹脂;ポリ酢酸ビニル系樹脂;ポリアリレート系樹脂;ポリスチレン系樹脂;ポリエーテルスルホン系樹脂;ポリスルホン系樹脂;ポリアミド系樹脂;ポリイミド系樹脂;及びこれらの混合物、共重合物などを含む。
The thermoplastic resin constituting the base film 101 is preferably excellent in transparency, mechanical strength, thermal stability, stretchability and the like. Specific examples of such thermoplastic resins include, for example, polyolefin resins such as chain polyolefin resins and cyclic polyolefin resins (norbornene resins, etc.); polyester resins; (meth) acrylic resins; cellulose triacetate, cellulose Cellulose ester resins such as diacetate; Polycarbonate resins; Polyvinyl alcohol resins; Polyvinyl acetate resins; Polyarylate resins; Polystyrene resins; Polyethersulfone resins; Polysulfone resins; Polyamide resins; And mixtures thereof, copolymers, and the like.
基材フィルム101は、1種又は2種以上の熱可塑性樹脂からなる1つの樹脂層からなる単層構造であってもよいし、1種又は2種以上の熱可塑性樹脂からなる樹脂層を複数積層した多層構造であってもよい。
The base film 101 may have a single-layer structure composed of one resin layer composed of one or two or more thermoplastic resins, or a plurality of resin layers composed of one or two or more thermoplastic resins. A laminated multilayer structure may be used.
鎖状ポリオレフィン系樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂などの鎖状オレフィンの単独重合体の他、2種以上の鎖状オレフィンからなる共重合体を挙げることができる。鎖状ポリオレフィン系樹脂からなる基材フィルム101は、安定的に高倍率に延伸しやすい点で好ましい。中でも基材フィルム101は、ポリプロピレン系樹脂(プロピレンの単独重合体であるポリプロピレン樹脂や、プロピレンを主体とする共重合体等)、ポリエチレン系樹脂(エチレンの単独重合体であるポリエチレン樹脂や、エチレンを主体とする共重合体等)などからなることがより好ましい。
Examples of the chain polyolefin-based resin include homopolymers of chain olefins such as polyethylene resins and polypropylene resins, and copolymers composed of two or more chain olefins. The base film 101 made of a chain polyolefin-based resin is preferable in that it is easily stretched stably at a high magnification. Among them, the base film 101 is made of polypropylene resin (polypropylene resin which is a homopolymer of propylene, copolymer mainly composed of propylene, etc.), polyethylene resin (polyethylene resin which is a homopolymer of ethylene or ethylene). More preferably, the main component is a copolymer or the like.
基材フィルム101を構成する熱可塑性樹脂として好適に用いられる例の1つであるプロピレンを主体とする共重合体は、プロピレンとこれに共重合可能な他のモノマーとの共重合体である。
The copolymer mainly composed of propylene, which is one example suitably used as the thermoplastic resin constituting the base film 101, is a copolymer of propylene and another monomer copolymerizable therewith.
プロピレンに共重合可能な他のモノマーとしては、例えば、エチレン、α-オレフィンを挙げることができる。α-オレフィンとしては、炭素数4以上のα-オレフィンが好ましく用いられ、より好ましくは、炭素数4~10のα-オレフィンである。炭素数4~10のα-オレフィンの具体例は、例えば、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-デセン等の直鎖状モノオレフィン類;3-メチル-1-ブテン、3-メチル-1-ペンテン、4-メチル-1-ペンテン等の分岐状モノオレフィン類;ビニルシクロヘキサンなどを含む。プロピレンとこれに共重合可能な他のモノマーとの共重合体は、ランダム共重合体であってもよいし、ブロック共重合体であってもよい。
Examples of other monomers copolymerizable with propylene include ethylene and α-olefin. As the α-olefin, an α-olefin having 4 or more carbon atoms is preferably used, and more preferably an α-olefin having 4 to 10 carbon atoms. Specific examples of the α-olefin having 4 to 10 carbon atoms include, for example, linear monoolefins such as 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene and 1-decene; Branched monoolefins such as methyl-1-butene, 3-methyl-1-pentene, 4-methyl-1-pentene; and vinylcyclohexane. The copolymer of propylene and other monomers copolymerizable therewith may be a random copolymer or a block copolymer.
上記他のモノマーの含有量は、共重合体中、例えば0.1~20重量%であり、好ましくは0.5~10重量%である。共重合体中の他のモノマーの含有量は、「高分子分析ハンドブック」(1995年、紀伊国屋書店発行)の第616頁に記載されている方法に従い、赤外線(IR)スペクトル測定を行うことにより求めることができる。
The content of the other monomer in the copolymer is, for example, 0.1 to 20% by weight, preferably 0.5 to 10% by weight. The content of other monomers in the copolymer can be determined by measuring infrared (IR) spectrum according to the method described on page 616 of "Polymer Analysis Handbook" (1995, published by Kinokuniya Shoten). Can be sought.
上記の中でも、ポリプロピレン系樹脂としては、プロピレンの単独重合体、プロピレン-エチレンランダム共重合体、プロピレン-1-ブテンランダム共重合体又はプロピレン-エチレン-1-ブテンランダム共重合体が好ましく用いられる。
Among these, as the polypropylene resin, a propylene homopolymer, a propylene-ethylene random copolymer, a propylene-1-butene random copolymer, or a propylene-ethylene-1-butene random copolymer is preferably used.
ポリプロピレン系樹脂の立体規則性は、実質的にアイソタクチック又はシンジオタクチックであることが好ましい。実質的にアイソタクチック又はシンジオタクチックの立体規則性を有するポリプロピレン系樹脂からなる基材フィルム101は、その取扱性が比較的良好であるとともに、高温環境下における機械的強度に優れている。
It is preferable that the stereoregularity of the polypropylene resin is substantially isotactic or syndiotactic. The base film 101 made of a polypropylene-based resin having substantially isotactic or syndiotactic stereoregularity has relatively good handleability and excellent mechanical strength in a high temperature environment.
基材フィルム101は、1種の鎖状ポリオレフィン系樹脂から構成されていてもよいし、2種以上の鎖状ポリオレフィン系樹脂の混合物から構成されていてもよいし、2種以上の鎖状ポリオレフィン系樹脂の共重合物から構成されていてもよい。
The base film 101 may be composed of one kind of chain polyolefin resin, may be composed of a mixture of two or more kinds of chain polyolefin resins, and may be composed of two or more kinds of chain polyolefins. You may comprise from the copolymer of a resin.
環状ポリオレフィン系樹脂は、環状オレフィンを重合単位として重合される樹脂の総称であり、例えば、特開平1-240517号公報、特開平3-14882号公報、特開平3-122137号公報等に記載されている樹脂が挙げられる。環状ポリオレフィン系樹脂の具体例を挙げれば、環状オレフィンの開環(共)重合体、環状オレフィンの付加重合体、環状オレフィンとエチレン、プロピレン等の鎖状オレフィンとの共重合体(代表的にはランダム共重合体)、及びこれらを不飽和カルボン酸やその誘導体で変性したグラフト重合体、並びにそれらの水素化物などである。中でも、環状オレフィンとしてノルボルネンや多環ノルボルネン系モノマー等のノルボルネン系モノマーを用いたノルボルネン系樹脂が好ましく用いられる。
The cyclic polyolefin resin is a general term for resins that are polymerized using a cyclic olefin as a polymerization unit, and is described in, for example, JP-A-1-240517, JP-A-3-14882, JP-A-3-122137, and the like. Resin. Specific examples of the cyclic polyolefin resin include ring-opening (co) polymers of cyclic olefins, addition polymers of cyclic olefins, copolymers of cyclic olefins and chain olefins such as ethylene and propylene (typically Random copolymers), graft polymers obtained by modifying them with an unsaturated carboxylic acid or a derivative thereof, and hydrides thereof. Among these, norbornene resins using norbornene monomers such as norbornene and polycyclic norbornene monomers as cyclic olefins are preferably used.
環状ポリオレフィン系樹脂は種々の製品が市販されている。環状ポリオレフィン系樹脂の市販品の例としては、いずれも商品名で、「Topas」(TOPAS ADVANCED POLYMERS GmbH社製、ポリプラスチックス(株)から入手できる)、「アートン」(JSR(株)製)、「ゼオノア(ZEONOR)」(日本ゼオン(株)製)、「ゼオネックス(ZEONEX)」(日本ゼオン(株)製)、「アペル」(三井化学(株)製)などが挙げられる。
Various products are commercially available for cyclic polyolefin resins. Examples of commercial products of cyclic polyolefin resins are “Topas” (TOPAS ADVANCED POLYMERS GmbH, available from Polyplastics Co., Ltd.), “Arton” (manufactured by JSR Co., Ltd.). “ZEONOR” (manufactured by Nippon Zeon Co., Ltd.), “ZEONEX” (manufactured by Nippon Zeon Co., Ltd.), “Apel” (manufactured by Mitsui Chemicals, Inc.), and the like.
また、いずれも商品名で、「エスシーナ」(積水化学工業(株)製)、「SCA40」(積水化学工業(株)製)、「ゼオノアフィルム」(日本ゼオン(株)製)などの製膜された環状ポリオレフィン系樹脂フィルムの市販品を基材フィルム101又はこれを形成するための80℃における引張弾性率が140MPa未満である熱可塑性樹脂フィルムとして用いてもよい。
In addition, film names such as “ESCINA” (manufactured by Sekisui Chemical Co., Ltd.), “SCA40” (manufactured by Sekisui Chemical Co., Ltd.), “ZEONOR FILM” (manufactured by Nippon Zeon Co., Ltd.), etc. You may use the commercial item of the cyclic polyolefin resin film made as the base film 101 or the thermoplastic resin film whose tensile elasticity modulus in 80 degreeC for forming this is less than 140 Mpa.
基材フィルム101は、1種の環状ポリオレフィン系樹脂から構成されていてもよいし、2種以上の環状ポリオレフィン系樹脂の混合物から構成されていてもよいし、2種以上の環状ポリオレフィン系樹脂の共重合物から構成されていてもよい。
The base film 101 may be composed of one kind of cyclic polyolefin-based resin, may be composed of a mixture of two or more kinds of cyclic polyolefin-based resins, or may be composed of two or more kinds of cyclic polyolefin-based resins. You may be comprised from the copolymer.
ポリエステル系樹脂は、エステル結合を有する樹脂であり、多価カルボン酸又はその誘導体と多価アルコールとの重縮合体からなるものが一般的である。多価カルボン酸又はその誘導体としては2価のジカルボン酸又はその誘導体を用いることができ、例えばテレフタル酸、イソフタル酸、ジメチルテレフタレート、ナフタレンジカルボン酸ジメチルなどが挙げられる。多価アルコールとしては2価のジオールを用いることができ、例えばエチレングリコール、プロパンジオール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノールなどが挙げられる。
The polyester-based resin is a resin having an ester bond, and is generally made of a polycondensate of a polyvalent carboxylic acid or a derivative thereof and a polyhydric alcohol. As the polyvalent carboxylic acid or a derivative thereof, a divalent dicarboxylic acid or a derivative thereof can be used, and examples thereof include terephthalic acid, isophthalic acid, dimethyl terephthalate, and dimethyl naphthalenedicarboxylate. As the polyhydric alcohol, a divalent diol can be used, and examples thereof include ethylene glycol, propanediol, butanediol, neopentyl glycol, and cyclohexanedimethanol.
ポリエステル系樹脂の具体例としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリトリメチレンテレフタレート、ポリトリメチレンナフタレート、ポリシクロへキサンジメチルテレフタレート、ポリシクロヘキサンジメチルナフタレートなどが挙げられる。
Specific examples of the polyester resin include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polytrimethylene terephthalate, polytrimethylene naphthalate, polycyclohexane dimethyl terephthalate, polycyclohexane dimethyl naphthalate and the like. It is done.
基材フィルム101は、1種のポリエステル系樹脂から構成されていてもよいし、2種以上のポリエステル系樹脂の混合物から構成されていてもよいし、2種以上のポリエステル系樹脂の共重合物から構成されていてもよい。
The base film 101 may be composed of one kind of polyester resin, may be composed of a mixture of two or more polyester resins, or a copolymer of two or more polyester resins. You may be comprised from.
(メタ)アクリル系樹脂としては、任意の適切な(メタ)アクリル系樹脂を採用し得る。(メタ)アクリル系樹脂の具体例は、例えば、ポリメタクリル酸メチルなどのポリ(メタ)アクリル酸エステル、メタクリル酸メチル-(メタ)アクリル酸共重合体、メタクリル酸メチル-(メタ)アクリル酸エステル共重合体、メタクリル酸メチル-アクリル酸エステル-(メタ)アクリル酸共重合体、(メタ)アクリル酸メチル-スチレン共重合体(MS樹脂など)、脂環族炭化水素基を有する重合体(例えば、メタクリル酸メチル-メタクリル酸シクロヘキシル共重合体、メタクリル酸メチル-(メタ)アクリル酸ノルボルニル共重合体など)を含む。好ましくは、ポリ(メタ)アクリル酸メチルなどのポリ(メタ)アクリル酸C1-6アルキルが用いられ、より好ましくは、メタクリル酸メチルを主成分(50~100重量%、好ましくは70~100重量%)とするメタクリル酸メチル系樹脂が用いられる。
Any appropriate (meth) acrylic resin can be adopted as the (meth) acrylic resin. Specific examples of the (meth) acrylic resin include, for example, poly (meth) acrylic acid esters such as polymethyl methacrylate, methyl methacrylate- (meth) acrylic acid copolymer, methyl methacrylate- (meth) acrylic acid ester Copolymer, methyl methacrylate-acrylic ester- (meth) acrylic acid copolymer, (meth) methyl acrylate-styrene copolymer (MS resin, etc.), polymer having an alicyclic hydrocarbon group (for example, Methyl methacrylate-cyclohexyl methacrylate copolymer, methyl methacrylate- (meth) acrylate norbornyl copolymer, etc.). Preferably, C 1-6 alkyl poly (meth) acrylate such as poly (meth) acrylate is used, more preferably methyl methacrylate as a main component (50 to 100% by weight, preferably 70 to 100% by weight). %) Is used.
基材フィルム101は、1種の(メタ)アクリル系樹脂から構成されていてもよいし、2種以上の(メタ)アクリル系樹脂の混合物から構成されていてもよいし、2種以上の(メタ)アクリル系樹脂の共重合物から構成されていてもよい。
The base film 101 may be composed of one kind of (meth) acrylic resin, may be composed of a mixture of two or more kinds of (meth) acrylic resins, or may be composed of two or more kinds of ( You may be comprised from the copolymer of the meth) acrylic-type resin.
セルロースエステル系樹脂は、セルロースと脂肪酸とのエステルである。セルロースエステル系樹脂の具体例は、セルローストリアセテート、セルロースジアセテート、セルローストリプロピオネート、セルロースジプロピオネートなどを含む。これらの中でも、セルローストリアセテート(トリアセチルセルロース)が特に好ましい。セルローストリアセテートは多くの製品が市販されており、入手容易性やコストの点でも有利である。セルローストリアセテートの市販品の例としては、いずれも商品名で、「フジタックTD80」(富士フイルム(株)製)、「フジタックTD80UF」(富士フイルム(株)製)、「フジタックTD80UZ」(富士フイルム(株)製)、「フジタックTD40UZ」(富士フイルム(株)製)、「KC8UX2M」(コニカミノルタオプト(株)製)、「KC4UY」(コニカミノルタオプト(株)製)などが挙げられる。
The cellulose ester resin is an ester of cellulose and a fatty acid. Specific examples of the cellulose ester resin include cellulose triacetate, cellulose diacetate, cellulose tripropionate, and cellulose dipropionate. Among these, cellulose triacetate (triacetyl cellulose) is particularly preferable. Many products of cellulose triacetate are commercially available, which is advantageous in terms of availability and cost. Examples of commercially available cellulose triacetate are “Fujitac TD80” (manufactured by Fuji Film Co., Ltd.), “Fujitac TD80UF” (manufactured by Fuji Film Co., Ltd.), “Fujitac TD80UZ” (Fuji Film ( Co., Ltd.), “Fujitac TD40UZ” (manufactured by FUJIFILM Corporation), “KC8UX2M” (manufactured by Konica Minolta Opto Corporation), “KC4UY” (manufactured by Konica Minolta Opto Corporation), and the like.
基材フィルム101は、1種のセルロースエステル系樹脂から構成されていてもよいし、2種以上のセルロースエステル系樹脂の混合物から構成されていてもよいし、2種以上のセルロースエステル系樹脂の共重合物から構成されていてもよい。
The base film 101 may be composed of one kind of cellulose ester resin, may be composed of a mixture of two or more kinds of cellulose ester resins, or may be composed of two or more kinds of cellulose ester resins. You may be comprised from the copolymer.
ポリカーボネート系樹脂は、カルボナート基を介してモノマー単位が結合されたポリマーからなるエンジニアリングプラスチックであり、高い耐衝撃性、耐熱性、難燃性、透明性を有する樹脂である。基材フィルム101を構成するポリカーボネート系樹脂は、光弾性係数を下げるためにポリマー骨格を修飾したような変性ポリカーボネートと呼ばれる樹脂や、波長依存性を改良した共重合ポリカーボネートなどであってもよい。
Polycarbonate resin is an engineering plastic made of a polymer in which monomer units are bonded via a carbonate group, and is a resin having high impact resistance, heat resistance, flame retardancy, and transparency. The polycarbonate-based resin constituting the base film 101 may be a resin called a modified polycarbonate in which the polymer skeleton is modified in order to lower the photoelastic coefficient, a copolymer polycarbonate having improved wavelength dependency, or the like.
ポリカーボネート系樹脂は種々の製品が市販されている。ポリカーボネート系樹脂の市販品の例としては、いずれも商品名で、「パンライト」(帝人化成(株)製)、「ユーピロン」(三菱エンジニアリングプラスチック(株)製)、「SDポリカ」(住友ダウ(株)製)、「カリバー」(ダウケミカル(株)製)などが挙げられる。
Polycarbonate resin is available in various products. Examples of commercially available polycarbonate-based resins are all “Panlite” (manufactured by Teijin Chemicals Ltd.), “Iupilon” (manufactured by Mitsubishi Engineering Plastics), “SD Polyca” (Sumitomo Dow). (Manufactured by Dow Chemical Co., Ltd.).
基材フィルム101は、1種のポリカーボネート系樹脂から構成されていてもよいし、2種以上のポリカーボネート系樹脂の混合物から構成されていてもよいし、2種以上のポリカーボネート系樹脂の共重合物から構成されていてもよい。
The base film 101 may be composed of one type of polycarbonate resin, may be composed of a mixture of two or more types of polycarbonate resins, or is a copolymer of two or more types of polycarbonate resins. You may be comprised from.
以上の中でも、延伸性や耐熱性などの観点から、ポリプロピレン系樹脂が好ましく用いられる。
Among these, polypropylene resins are preferably used from the viewpoints of stretchability and heat resistance.
基材フィルム101には、上記の熱可塑性樹脂の他に、任意の適切な添加剤が添加されていてもよい。このような添加剤としては、例えば、紫外線吸収剤、酸化防止剤、滑剤、可塑剤、離型剤、着色防止剤、難燃剤、核剤、帯電防止剤、顔料、及び着色剤などが挙げられる。基材フィルム101中の熱可塑性樹脂の含有量は、好ましくは50~100重量%、より好ましくは50~99重量%、さらに好ましくは60~98重量%、特に好ましくは70~97重量%である。基材フィルム101中の熱可塑性樹脂の含有量が50重量%未満の場合、熱可塑性樹脂が本来有する高透明性等が十分に発現されないおそれがある。
Arbitrary appropriate additives may be added to the base film 101 in addition to the above thermoplastic resin. Examples of such additives include ultraviolet absorbers, antioxidants, lubricants, plasticizers, mold release agents, anti-coloring agents, flame retardants, nucleating agents, antistatic agents, pigments, and coloring agents. . The content of the thermoplastic resin in the base film 101 is preferably 50 to 100% by weight, more preferably 50 to 99% by weight, still more preferably 60 to 98% by weight, and particularly preferably 70 to 97% by weight. . When the content of the thermoplastic resin in the base film 101 is less than 50% by weight, the high transparency inherent in the thermoplastic resin may not be sufficiently exhibited.
基材フィルム101を構成する熱可塑性樹脂の融点は110℃以上であることが好ましく、130℃以上であることがより好ましい。熱可塑性樹脂の融点が110℃未満であると、後述する延伸工程S30において、基材フィルム101が融解しやすく延伸温度を十分に上げることができず、5倍超の延伸が困難になるためである。熱可塑性樹脂の融点とは、ISO3146に基づいて昇温速度10℃/mimで測定した値である。
The melting point of the thermoplastic resin constituting the base film 101 is preferably 110 ° C. or higher, and more preferably 130 ° C. or higher. When the melting point of the thermoplastic resin is less than 110 ° C., the base film 101 is easily melted in the stretching step S30 described later, and the stretching temperature cannot be sufficiently increased, making stretching more than 5 times difficult. is there. The melting point of the thermoplastic resin is a value measured at a temperature increase rate of 10 ° C./mim based on ISO3146.
基材フィルム101の厚みは適宜に決定し得るが、一般には強度や取扱性等の作業性の点から1~500μmが好ましく、1~300μmがより好ましく、さらには5~200μmが好ましく、5~150μmが最も好ましい。
The thickness of the substrate film 101 can be determined as appropriate, but generally it is preferably 1 to 500 μm, more preferably 1 to 300 μm, further preferably 5 to 200 μm, from the viewpoint of workability such as strength and handleability. Most preferred is 150 μm.
〔2〕ポリビニルアルコール系樹脂層
ポリビニルアルコール系樹脂層102は、ポリビニルアルコール系樹脂を含有する塗工液を基材フィルム101に塗工した後、乾燥させることによって形成される層であり、延伸工程S30及び染色工程S40を経て偏光子層302となる層である。このような塗工による形成方法によれば、ポリビニルアルコール系樹脂層、ひいては偏光子層の厚みを小さくすることができるため、偏光性積層フィルム及び偏光板の薄型化に有利である。また、80℃における引張弾性率が140MPa以上である耐熱性に優れた基材フィルム101を用いているので、塗工層乾燥時におけるシワ又は折れ込み等の欠陥及びこれに伴う塗工層の乾燥不良といった不具合を効果的に抑制することができる。
[2] Polyvinyl alcohol-based resin layer The polyvinyl alcohol-based resin layer 102 is a layer formed by applying a coating liquid containing a polyvinyl alcohol-based resin to the base film 101 and then drying the coating liquid. This is the layer that becomes the polarizer layer 302 through S30 and the dyeing step S40. According to such a forming method by coating, the thickness of the polyvinyl alcohol-based resin layer and thus the polarizer layer can be reduced, which is advantageous for thinning the polarizing laminated film and the polarizing plate. Moreover, since the base film 101 excellent in heat resistance having a tensile elastic modulus at 80 ° C. of 140 MPa or more is used, defects such as wrinkles or folds during drying of the coating layer and drying of the coating layer associated therewith are obtained. Problems such as defects can be effectively suppressed.
上述のように、ポリビニルアルコール系樹脂層102は、基材フィルム101の一方の面のみに形成してもよいし、両面に形成してもよい。両面に形成すると偏光性積層フィルムや偏光板の製造時に発生し得るフィルムのカールを抑制しつつ、1枚の偏光性積層フィルムから2枚の偏光板を得ることができるので、偏光板の生産効率の面でも有利である。
As described above, the polyvinyl alcohol-based resin layer 102 may be formed only on one surface of the base film 101 or on both surfaces. Since it is possible to obtain two polarizing plates from one polarizing laminated film while suppressing curling of the polarizing laminated film and the film that may occur during the production of the polarizing plate when formed on both sides, the production efficiency of the polarizing plate This is also advantageous.
積層フィルム100におけるポリビニルアルコール系樹脂層102の厚みは、3~30μmであることが好ましく、5~20μmであることがより好ましい。この範囲内の厚みを有するポリビニルアルコール系樹脂層102であれば、後述する延伸工程S30及び染色工程S40を経て、二色性色素の染色性が良好で偏光特性に優れ、かつ十分に厚みの小さい偏光子層302を得ることができる。ポリビニルアルコール系樹脂層102の厚みが30μmを超えると、偏光子層の厚み302が10μmを超えることがある。また、ポリビニルアルコール系樹脂層102の厚みが3μm未満であると、延伸後に薄くなりすぎて染色性が悪化する傾向にある。
The thickness of the polyvinyl alcohol-based resin layer 102 in the laminated film 100 is preferably 3 to 30 μm, and more preferably 5 to 20 μm. If it is the polyvinyl alcohol-type resin layer 102 which has the thickness in this range, the dyeing | staining property of a dichroic pigment | dye is excellent through the extending | stretching process S30 and dyeing | staining process S40 mentioned later, it is excellent in a polarizing characteristic, and thickness is small enough The polarizer layer 302 can be obtained. When the thickness of the polyvinyl alcohol-based resin layer 102 exceeds 30 μm, the thickness 302 of the polarizer layer may exceed 10 μm. Moreover, when the thickness of the polyvinyl alcohol-based resin layer 102 is less than 3 μm, the film becomes too thin after stretching and the dyeability tends to deteriorate.
<積層フィルム及び偏光性積層フィルムの製造方法>
図4は、本発明に係る積層フィルム、偏光性積層フィルム及び偏光板の製造方法の好ましい実施形態を示すフローチャートである。本実施形態の積層フィルムの製造方法は、下記工程:
80℃における引張弾性率が140MPa以上である熱可塑性樹脂フィルムからなる基材フィルムを準備する基材フィルム準備工程S10、
基材フィルムの少なくとも一方の面にポリビニルアルコール系樹脂を含有する塗工液を塗工した後、乾燥させることによりポリビニルアルコール系樹脂層を形成して積層フィルムを得る樹脂層形成工程S20、
をこの順で含む。
<Manufacturing method of laminated film and polarizing laminated film>
FIG. 4 is a flowchart showing a preferred embodiment of a method for producing a laminated film, a polarizing laminated film and a polarizing plate according to the present invention. The manufacturing method of the laminated film of this embodiment includes the following steps:
A base film preparation step S10 for preparing a base film made of a thermoplastic resin film having a tensile elastic modulus at 80 ° C. of 140 MPa or more,
Resin layer forming step S20 to obtain a laminated film by forming a polyvinyl alcohol-based resin layer by applying a coating liquid containing a polyvinyl alcohol-based resin on at least one surface of the base film, and then drying;
Are included in this order.
また、本実施形態の偏光性積層フィルムの製造方法は、下記工程:
80℃における引張弾性率が140MPa以上である熱可塑性樹脂フィルムからなる基材フィルムを準備する基材フィルム準備工程S10、
基材フィルムの少なくとも一方の面にポリビニルアルコール系樹脂を含有する塗工液を塗工した後、乾燥させることによりポリビニルアルコール系樹脂層を形成して積層フィルムを得る樹脂層形成工程S20、
得られる積層フィルムを一軸延伸して延伸フィルムを得る延伸工程S30、
得られる延伸フィルムのポリビニルアルコール系樹脂層を二色性色素で染色して偏光子層を形成することにより偏光性積層フィルムを得る染色工程S40、
をこの順で含む。
Moreover, the manufacturing method of the light-polarizing laminated film of this embodiment includes the following steps:
A base film preparation step S10 for preparing a base film made of a thermoplastic resin film having a tensile elastic modulus at 80 ° C. of 140 MPa or more,
Resin layer forming step S20 to obtain a laminated film by forming a polyvinyl alcohol-based resin layer by applying a coating liquid containing a polyvinyl alcohol-based resin on at least one surface of the base film, and then drying;
Stretching step S30 to obtain a stretched film by uniaxially stretching the resulting laminated film,
Dyeing step S40 to obtain a polarizing laminated film by dyeing a polyvinyl alcohol-based resin layer of the obtained stretched film with a dichroic dye to form a polarizer layer,
Are included in this order.
後述するように、本実施形態において偏光板は、染色工程S40までを実施して得られる偏光性積層フィルムの偏光子層上に保護フィルムを貼合して貼合フィルムを得(貼合工程S50)、次いでこの貼合フィルムから基材フィルムを剥離除去する(剥離工程S60)ことによって得ることができる。
As will be described later, in the present embodiment, the polarizing plate is bonded to a protective film on the polarizer layer of the polarizing laminated film obtained by carrying out the dyeing step S40 (bonding step S50). ), And then the substrate film can be peeled off from the bonded film (peeling step S60).
以下、S10~S40の各工程についてより詳細に説明する。
〔1〕基材フィルム準備工程S10
本工程は、80℃における引張弾性率が140MPa以上(好ましくは150MPa以上、より好ましくは155MPa以上)である熱可塑性樹脂フィルムからなる基材フィルム101を準備する工程である。上でも触れたが、このような基材フィルム101を得るための有効な方法として、
1)熱可塑性樹脂フィルムを、後の樹脂層形成工程S20における乾燥温度以上の温度で加熱処理する方法、及び
2)熱可塑性樹脂フィルムにおける少なくともポリビニルアルコール系樹脂層が形成される面の表層101aの結晶化度を58%以上(好ましくは59%以上、より好ましくは60%以上)に高める方法、
を挙げることができる。
Hereinafter, each step of S10 to S40 will be described in more detail.
[1] Base film preparation step S10
This step is a step of preparing a base film 101 made of a thermoplastic resin film having a tensile elastic modulus at 80 ° C. of 140 MPa or more (preferably 150 MPa or more, more preferably 155 MPa or more). As mentioned above, as an effective method for obtaining such a base film 101,
1) A method of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the subsequent resin layer forming step S20; and 2) The surface layer 101a of the surface on which at least the polyvinyl alcohol-based resin layer is formed in the thermoplastic resin film. A method for increasing the crystallinity to 58% or more (preferably 59% or more, more preferably 60% or more);
Can be mentioned.
上でも触れたように、1)の方法は、熱可塑性樹脂フィルムを構成する熱可塑性樹脂が結晶性であるか非晶性であるかにかかわらず採用することができる。2)の方法は、熱可塑性樹脂フィルムの少なくとも上記表層が結晶性熱可塑性樹脂で構成される場合に採用することができる。2)の方法に関し、表層101aの結晶化度を58%以上に高める方法としては、1)の方法のように熱可塑性樹脂フィルムを加熱処理する方法の他、少なくとも結晶性熱可塑性樹脂で構成される表層に造核剤を含有させる方法を挙げることができる。
As mentioned above, the method 1) can be adopted regardless of whether the thermoplastic resin constituting the thermoplastic resin film is crystalline or amorphous. The method 2) can be employed when at least the surface layer of the thermoplastic resin film is composed of a crystalline thermoplastic resin. Regarding the method 2), the method for increasing the crystallinity of the surface layer 101a to 58% or more includes at least a crystalline thermoplastic resin in addition to the method of heat-treating the thermoplastic resin film as in the method 1). The method of making a surface layer contain a nucleating agent can be mentioned.
このように、基材フィルム準備工程S10は、熱可塑性樹脂フィルムを後の樹脂層形成工程S20における乾燥温度以上の温度で加熱処理して基材フィルム101を得る工程(以下、「加熱処理工程S10-a」という。)、又は、少なくとも上記表層101a(後の樹脂層形成工程S20においてポリビニルアルコール系樹脂層102が形成される面の表層)が、造核剤を含有する結晶性熱可塑性樹脂で構成される熱可塑性樹脂フィルムからなる基材フィルム101を準備する工程(以下、「造核剤添加工程S10-b」という。)からなることができる。基材フィルム準備工程S10は、加熱処理工程S10-a及び造核剤添加工程S10-bの両方を含んでいてもよい。
Thus, base film preparatory process S10 heat-processes a thermoplastic resin film at the temperature more than the drying temperature in subsequent resin layer formation process S20 (henceforth "heat processing process S10"). -A "), or at least the surface layer 101a (the surface layer on which the polyvinyl alcohol-based resin layer 102 is formed in the subsequent resin layer forming step S20) is a crystalline thermoplastic resin containing a nucleating agent. It can comprise a step of preparing a base film 101 made of a thermoplastic resin film (hereinafter referred to as “nucleating agent addition step S10-b”). The base film preparation step S10 may include both the heat treatment step S10-a and the nucleating agent addition step S10-b.
加熱処理工程S10-aにおいては、得られる基材フィルム101の80℃における引張弾性率が140MPa以上となるように、後の樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する。熱可塑性樹脂フィルムを構成する熱可塑性樹脂としては、上で例示した結晶性又は非晶性の熱可塑性樹脂を用いることができる。表層101aの結晶化度を58%以上に高め、これによって引張弾性率を140MPa以上とする場合には、熱可塑性樹脂フィルムの少なくとも表層は、結晶性熱可塑性樹脂で構成される。
In the heat treatment step S10-a, the thermoplastic resin film is heated at a temperature equal to or higher than the drying temperature in the subsequent resin layer forming step S20 so that the obtained base film 101 has a tensile elastic modulus at 80 ° C. of 140 MPa or more. To process. As the thermoplastic resin constituting the thermoplastic resin film, the crystalline or amorphous thermoplastic resin exemplified above can be used. When the crystallinity of the surface layer 101a is increased to 58% or higher, and thereby the tensile elastic modulus is set to 140 MPa or higher, at least the surface layer of the thermoplastic resin film is made of a crystalline thermoplastic resin.
結晶性熱可塑性樹脂の具体例は、例えば、鎖状ポリオレフィン系樹脂、ポリエステル系樹脂、結晶性セルロースエステル系樹脂、ポリビニルアルコール系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、及びこれらの混合物、共重合物などを含む。結晶性鎖状ポリオレフィン系樹脂のより具体的な例を挙げれば、例えば、エチレン、プロピレン又は炭素数4~20のα-オレフィンからなる単独重合体、これらのモノマーの2種以上からなる共重合体などである。結晶性ポリエステル系樹脂のより具体的な例を挙げれば、例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレートなどである。
Specific examples of the crystalline thermoplastic resin include, for example, a chain polyolefin resin, a polyester resin, a crystalline cellulose ester resin, a polyvinyl alcohol resin, a polystyrene resin, a polyamide resin, a polyimide resin, and a mixture thereof. And copolymers. More specific examples of the crystalline chain polyolefin resin include, for example, a homopolymer composed of ethylene, propylene or an α-olefin having 4 to 20 carbon atoms, and a copolymer composed of two or more of these monomers. Etc. Specific examples of the crystalline polyester-based resin include polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, and the like.
樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理(アニール)することにより、熱可塑性樹脂フィルムの結晶化が進行して、得られる基材フィルム101の耐熱性が向上する。これにより、次工程の樹脂層形成工程S20において、塗工液からなる層(塗工層)中の溶剤を乾燥除去するために加熱する際に、基材フィルム101にシワや折れ込み等の欠陥が発生したり、この欠陥部分に塗工液が溜まって乾燥不良が生じたりすることを効果的に抑制することができる。なお、ここでいう樹脂層形成工程S20における乾燥温度とは、乾燥時の最大温度をいう。
By heat-treating (annealing) the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20, crystallization of the thermoplastic resin film proceeds and the heat resistance of the obtained base film 101 is improved. . Thereby, in the next resin layer forming step S20, when heating to dry and remove the solvent in the layer (coating layer) made of the coating liquid, defects such as wrinkles and folds are formed in the base film 101. It is possible to effectively suppress the occurrence of the occurrence of the occurrence of a dry failure due to the coating liquid remaining in the defective portion. In addition, the drying temperature in resin layer formation process S20 here means the maximum temperature at the time of drying.
加熱処理工程S10-a自体を含まない場合や、加熱処理工程S10-aが樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程を含まない場合には、基材フィルム101が十分な耐熱性を有さず、上記のような不具合が生じることがあり、生産性や歩留まりが低下し得る。
When the heat treatment step S10-a itself is not included, or when the heat treatment step S10-a does not include the step of heat treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20, The film 101 does not have sufficient heat resistance, and the above problems may occur, and productivity and yield may be reduced.
加熱処理工程S10-aにおける加熱処理温度は、熱可塑性樹脂フィルムの材質や樹脂層形成工程S20における乾燥温度によるが、例えば塗工液の溶剤が水を含む場合、乾燥不良を防止するために乾燥温度は80℃以上であることが好ましいことから、加熱処理温度も80℃以上とすることが好ましく、90℃以上とすることがより好ましい。熱可塑性樹脂フィルムの材質にもよるが、加熱処理温度を80℃以上、好ましくは90℃以上とすれば、基材フィルム101の結晶化を良好に進行させることもできる。加熱処理温度は通常、熱可塑性樹脂フィルムの相転移温度(融点又はガラス転移温度)未満に調整される。
The heat treatment temperature in the heat treatment step S10-a depends on the material of the thermoplastic resin film and the drying temperature in the resin layer forming step S20. For example, when the solvent of the coating liquid contains water, the heat treatment temperature is dried to prevent poor drying. Since the temperature is preferably 80 ° C. or higher, the heat treatment temperature is preferably 80 ° C. or higher, and more preferably 90 ° C. or higher. Although depending on the material of the thermoplastic resin film, crystallization of the base film 101 can be favorably progressed if the heat treatment temperature is 80 ° C. or higher, preferably 90 ° C. or higher. The heat treatment temperature is usually adjusted to be lower than the phase transition temperature (melting point or glass transition temperature) of the thermoplastic resin film.
加熱処理工程S10-aにおける加熱処理時間は、3秒間~5分間であることが好ましく、5秒間~3分間であることが好ましい。加熱処理時間を3秒間以上とすることにより、有意な基材フィルム101の耐熱性向上効果が得られる。加熱処理時間が5分間を超えることは生産性の面で不利である。
The heat treatment time in the heat treatment step S10-a is preferably 3 seconds to 5 minutes, and preferably 5 seconds to 3 minutes. By setting the heat treatment time to 3 seconds or more, a significant effect of improving the heat resistance of the base film 101 can be obtained. The heat treatment time exceeding 5 minutes is disadvantageous in terms of productivity.
加熱処理工程S10-aは、1段の加熱処理工程からなっていてもよいし、多段階の加熱処理工程の組み合わせであることもできる。前者の場合、当該加熱処理工程が樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程となる。後者の場合、多段階の加熱処理工程のうちの1又は2段以上が、樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程となる。加熱処理工程S10-aを構成する各段の加熱処理は、例えば乾燥炉(オーブン)内を通過させて加熱乾燥するゾーン加熱法や、熱ロールに接触させて加熱乾燥する方法、熱可塑性樹脂フィルムの搬送方向に対して垂直な方向に延伸しながら加熱乾燥する方法などから選択することができる。例えば1段目が熱ロールによる加熱、2段目がゾーン加熱といったように複数種類の加熱処理方法を組み合わせてもよい。
The heat treatment step S10-a may consist of a single heat treatment step or may be a combination of multi-step heat treatment steps. In the former case, the heat treatment step is a step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20. In the latter case, one or more of the multi-stage heat treatment steps is a step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20. The heat treatment at each stage constituting the heat treatment step S10-a includes, for example, a zone heating method in which the heat treatment is performed by passing through a drying furnace (oven), a method in which the heat treatment is performed by contact with a heat roll, and a thermoplastic resin film. It can be selected from a method of heating and drying while stretching in a direction perpendicular to the conveying direction. For example, a plurality of heat treatment methods may be combined such that the first stage is heated by a hot roll and the second stage is zone heating.
加熱処理工程S10-aが多段階の加熱処理工程の組み合わせである場合において、加熱処理工程S10-aは、樹脂層形成工程S20における乾燥温度未満の温度で熱可塑性樹脂フィルムを加熱処理する工程を含むことができる。
When the heat treatment step S10-a is a combination of multi-step heat treatment steps, the heat treatment step S10-a is a step of heat-treating the thermoplastic resin film at a temperature lower than the drying temperature in the resin layer forming step S20. Can be included.
加熱処理工程S10-aが多段階の加熱処理工程の組み合わせである場合において、加熱処理工程S10-a全体での加熱処理時間は、上記と同様の理由から、3秒間~5分間であることが好ましく、5秒間~3分間であることが好ましい。
In the case where the heat treatment step S10-a is a combination of multi-step heat treatment steps, the heat treatment time in the entire heat treatment step S10-a may be 3 seconds to 5 minutes for the same reason as described above. Preferably, it is 5 seconds to 3 minutes.
熱可塑性樹脂フィルムの少なくとも表層が結晶性熱可塑性樹脂で構成される場合において、加熱処理工程S10-aにおける最大加熱処理温度や加熱処理時間は、基材フィルム101の結晶化度が過度に上昇しないように、熱可塑性樹脂フィルムの材質等に応じて適切に調整される。最大加熱処理温度を過度に高くしたり、加熱処理時間を過度に長くしたりすると、基材フィルム101の結晶化度が過度に高くなり、延伸性が損なわれる傾向にある。
In the case where at least the surface layer of the thermoplastic resin film is composed of a crystalline thermoplastic resin, the maximum heat treatment temperature and the heat treatment time in the heat treatment step S10-a do not excessively increase the crystallinity of the base film 101. Thus, it adjusts suitably according to the material etc. of a thermoplastic resin film. If the maximum heat treatment temperature is excessively increased or the heat treatment time is excessively increased, the crystallinity of the base film 101 becomes excessively high and the stretchability tends to be impaired.
また、本工程においては、熱可塑性樹脂フィルムの少なくとも表層が結晶性熱可塑性樹脂で構成される場合には、基材フィルム101における少なくとも表層101aの結晶化度をより効果的に上げるために、加熱処理時に延伸処理を施してもよい。熱可塑性樹脂フィルムが、例えばポリエチレンテレフタレート等のポリエステル系樹脂のような配向結晶化しやすい樹脂からなる場合にはとりわけ、延伸処理は結晶化度向上に効果的である。
Further, in this step, when at least the surface layer of the thermoplastic resin film is composed of a crystalline thermoplastic resin, in order to increase the crystallinity of at least the surface layer 101a in the base film 101 more effectively, heating is performed. You may perform an extending | stretching process at the time of a process. In particular, when the thermoplastic resin film is made of a resin that easily undergoes oriented crystallization, such as a polyester-based resin such as polyethylene terephthalate, the stretching treatment is effective in improving the crystallinity.
延伸方法は、縦延伸、横延伸、斜め延伸などのいずれの方法であってもよく、複数の延伸方法を組み合わせでもよい。中でも、より大きな面積の基材フィルム101が得られることから横延伸を含むことが好ましい。延伸倍率(複数の延伸方法を組み合わせる場合には、それらの合計延伸倍率)は、好ましくは1.01~5倍であり、より好ましくは1.01~3倍である。延伸倍率が5倍以下であれば、結晶化度が過度に上がり過ぎず、延伸工程S30における積層フィルム100の延伸性を十分に確保することができる。延伸倍率が高すぎると、基材フィルム101が脆くなり、延伸性が低下する。
The stretching method may be any method such as longitudinal stretching, lateral stretching, and oblique stretching, and a plurality of stretching methods may be combined. Especially, since the base film 101 of a larger area is obtained, it is preferable to include horizontal stretching. The stretching ratio (when combining a plurality of stretching methods, the total stretching ratio) is preferably 1.01 to 5 times, more preferably 1.01 to 3 times. If the draw ratio is 5 times or less, the crystallinity is not excessively increased, and the stretchability of the laminated film 100 in the stretching step S30 can be sufficiently secured. When the draw ratio is too high, the base film 101 becomes brittle and the drawability is lowered.
後述するように、基材フィルム101とポリビニルアルコール系樹脂層102との密着性を向上させるために、基材フィルム準備工程S10と後述の樹脂層形成工程S20との間に、基材フィルム101にプライマー層を形成するプライマー層形成工程を設けることができる。プライマー層は、プライマー層形成用塗工液を基材フィルム101に塗工した後、乾燥させることにより形成することができる。従って、このプライマー層形成工程を実施する場合には、当該工程における塗工層の乾燥時において、基材フィルム101にシワや折れ込み等の欠陥が発生したり、この欠陥部分に塗工液が溜まって乾燥不良が生じたりすることを効果的に抑制するために、加熱処理工程S10-aは、プライマー層形成工程における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程を含むことが好ましい。
As will be described later, in order to improve the adhesion between the base film 101 and the polyvinyl alcohol-based resin layer 102, the base film 101 is formed between the base film preparation step S10 and the resin layer formation step S20 described later. A primer layer forming step for forming the primer layer can be provided. The primer layer can be formed by applying a primer layer forming coating solution to the substrate film 101 and then drying it. Therefore, when this primer layer forming step is carried out, defects such as wrinkles and folds are generated in the base film 101 during drying of the coating layer in the step, or the coating liquid is present in the defective portion. In order to effectively suppress the accumulation and poor drying, the heat treatment step S10-a may include a step of heat treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the primer layer forming step. preferable.
プライマー層形成工程における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程は、上述した、樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程と同一の工程であってもよく、加熱処理工程S10-aに包含される異なる段階の加熱処理工程であってもよい。
The step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the primer layer forming step is the same step as the step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20 described above. It may be a different heat treatment step included in the heat treatment step S10-a.
プライマー層形成工程における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程における加熱処理温度及び加熱処理時間はついては、樹脂層形成工程S20における乾燥温度以上の温度で熱可塑性樹脂フィルムを加熱処理する工程についての上述の記載が引用される。
Regarding the heat treatment temperature and the heat treatment time in the step of heat-treating the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the primer layer forming step, heat-treat the thermoplastic resin film at a temperature equal to or higher than the drying temperature in the resin layer forming step S20. The above description of the process to do is cited.
一方、基材フィルム準備工程S10が造核剤添加工程S10-bからなる場合、少なくとも樹脂層形成工程S20においてポリビニルアルコール系樹脂層102が形成される面の表層101aが、造核剤を含有する結晶性熱可塑性樹脂で構成される熱可塑性樹脂フィルムを作製し、これを基材フィルム101とする。造核剤を含有させることにより、少なくとも表層101aの結晶化度を58%以上とすることができる。
On the other hand, when the base film preparation step S10 includes the nucleating agent addition step S10-b, at least the surface layer 101a on the surface on which the polyvinyl alcohol-based resin layer 102 is formed in the resin layer forming step S20 contains the nucleating agent. A thermoplastic resin film composed of a crystalline thermoplastic resin is produced and used as a base film 101. By including a nucleating agent, the crystallinity of at least the surface layer 101a can be 58% or more.
熱可塑性樹脂フィルムを構成する熱可塑性樹脂の種類は、少なくとも表層101aが結晶性熱可塑性樹脂で構成される限り特に制限されず、熱可塑性樹脂フィルム全体が結晶性熱可塑性樹脂で構成されていてもよいし、熱可塑性樹脂フィルムが多層構造からなる場合においては、表層101aを含む層のみを結晶性熱可塑性樹脂で構成し、他の層を非晶性熱可塑性樹脂で構成してもよい。結晶性熱可塑性樹脂の具体例は上述のとおりである。
The kind of the thermoplastic resin constituting the thermoplastic resin film is not particularly limited as long as at least the surface layer 101a is made of a crystalline thermoplastic resin, and even if the entire thermoplastic resin film is made of a crystalline thermoplastic resin. In the case where the thermoplastic resin film has a multilayer structure, only the layer including the surface layer 101a may be composed of a crystalline thermoplastic resin, and the other layers may be composed of an amorphous thermoplastic resin. Specific examples of the crystalline thermoplastic resin are as described above.
表層101aに造核剤が含有された熱可塑性樹脂フィルムである基材フィルム101は、これを構成する熱可塑性樹脂原料に造核剤を添加、混練し、この造核剤含有熱可塑性樹脂原料を公知の方法によって製膜することにより得ることができる。
The base film 101, which is a thermoplastic resin film containing a nucleating agent in the surface layer 101a, is added to and kneaded with the nucleating agent in the thermoplastic resin raw material constituting the base film 101, and the nucleating agent-containing thermoplastic resin raw material is used. It can be obtained by forming a film by a known method.
造核剤は、結晶の核となる物質である。造核剤の添加により核が多く形成されるため、熱可塑性樹脂原料の製膜時に、造核剤を含む結晶性熱可塑性樹脂部分の結晶化度が高まり、耐熱性が向上する。これにより、次工程の樹脂層形成工程S20において、塗工液からなる層(塗工層)中の溶剤を乾燥除去するために加熱する際に、基材フィルム101にシワや折れ込み等の欠陥が発生したり、この欠陥部分に塗工液が溜まって乾燥不良が生じたりすることを効果的に抑制することができる。
The nucleating agent is a substance that becomes the nucleus of the crystal. Since many nuclei are formed by the addition of the nucleating agent, the crystallinity of the crystalline thermoplastic resin portion containing the nucleating agent is increased and the heat resistance is improved when the thermoplastic resin material is formed. Thereby, in the next resin layer forming step S20, when heating to dry and remove the solvent in the layer (coating layer) made of the coating liquid, defects such as wrinkles and folds are formed in the base film 101. It is possible to effectively suppress the occurrence of the occurrence of the occurrence of a dry failure due to the coating liquid remaining in the defective portion.
造核剤として、有機造核剤、無機造核剤のいずれを用いてもよい。
有機造核剤の具体例は、例えば、カルボン酸、ジカルボン酸及びこれらの塩又は無水物;芳香族スルホン酸の塩又はエステル;芳香族ホスフィン酸、芳香族ホスホン酸、芳香族カルボン酸又はそのアルミニウム塩;芳香族リン酸金属塩;炭素数8~30のアルキルアルコール;多価アルコールとアルデヒドとの縮合物;アルキルアミン;鎖状ポリオレフィン系樹脂などを含む。
As the nucleating agent, either an organic nucleating agent or an inorganic nucleating agent may be used.
Specific examples of the organic nucleating agent include, for example, carboxylic acid, dicarboxylic acid and salts or anhydrides thereof; salt or ester of aromatic sulfonic acid; aromatic phosphinic acid, aromatic phosphonic acid, aromatic carboxylic acid or aluminum thereof Salt; aromatic metal phosphate; alkyl alcohol having 8 to 30 carbon atoms; condensate of polyhydric alcohol and aldehyde; alkylamine; chain polyolefin resin.
上記の中でも、鎖状ポリオレフィン系樹脂を用いることが好ましく、得られる基材フィルム101の物理的強度及び造核剤のブリード抑制の観点から、炭素数2~6の脂肪族モノオレフィンからなる単独重合体又は共重合体であって、数平均分子量が約10000~200000(好ましくは20000~150000)と高分子量のものを用いることがより好ましい。かかる単独重合体又は共重合体の具体例を挙げれば、例えば、ホモポリプロピレン樹脂、低密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレンと炭素数4~6のα-オレフィンとの共重合樹脂、エチレン-プロピレン共重合樹脂などである。
Among the above, it is preferable to use a chain polyolefin-based resin. From the viewpoint of physical strength of the obtained base film 101 and suppression of bleeding of the nucleating agent, a single weight composed of an aliphatic monoolefin having 2 to 6 carbon atoms. It is more preferable to use a polymer or copolymer having a number average molecular weight of about 10,000 to 200,000 (preferably 20,000 to 150,000) and a high molecular weight. Specific examples of such a homopolymer or copolymer include, for example, homopolypropylene resin, low density polyethylene resin, high density polyethylene resin, copolymer resin of ethylene and α-olefin having 4 to 6 carbon atoms, ethylene- And propylene copolymer resins.
無機造核剤の具体例は、例えば、水酸化リチウム、水酸化ナトリウム、水酸化カリウム等のアルカリ金属水酸化物;酸化ナトリウム等のアルカリ金属酸化物;炭酸リチウム、炭酸ナトリウム、炭酸カリウム、炭酸水素ナトリウム、炭酸水素カリウム等のアルカリ金属炭酸塩;水酸化カルシウム、水酸化マグネシウム、水酸化バリウム等のアルカリ土類金属水酸化物;炭酸カルシウム、酸化カルシウム等のアルカリ土類金属酸化物などを含む。
Specific examples of the inorganic nucleating agent include, for example, alkali metal hydroxides such as lithium hydroxide, sodium hydroxide, and potassium hydroxide; alkali metal oxides such as sodium oxide; lithium carbonate, sodium carbonate, potassium carbonate, and hydrogen carbonate. Alkali metal carbonates such as sodium and potassium hydrogen carbonate; alkaline earth metal hydroxides such as calcium hydroxide, magnesium hydroxide and barium hydroxide; alkaline earth metal oxides such as calcium carbonate and calcium oxide.
上で例示したもの以外の造核剤を用いることも勿論可能である。造核剤は、1種のみを単独で使用してもよいし、2種以上を併用してもよい。
Of course, it is also possible to use a nucleating agent other than those exemplified above. A nucleating agent may be used individually by 1 type, and may use 2 or more types together.
造核剤の含有量は、表層101aの結晶化度が58%とすることができ、これに伴って基材フィルム101の80℃における引張弾性率が140MPa以上とすることができるような量である。造核剤の含有量が少なすぎる場合には所望の引張弾性率を示す基材フィルム101を得ることができず、逆に多すぎる場合には積層フィルム100の延伸性が低下したり、造核剤のブリードが生じたりする。従って、熱可塑性樹脂フィルムの材質にもよるが、造核剤は、熱可塑性樹脂の0.1~10重量%の割合で含有させることが好ましく、0.3~5重量%の割合で含有させることがより好ましい。
The content of the nucleating agent is such that the crystallinity of the surface layer 101a can be 58%, and the tensile modulus at 80 ° C. of the base film 101 can be increased to 140 MPa or more accordingly. is there. When the content of the nucleating agent is too small, it is not possible to obtain the base film 101 exhibiting a desired tensile elastic modulus. On the other hand, when the content is too large, the stretchability of the laminated film 100 is reduced, Agent bleeding may occur. Therefore, although depending on the material of the thermoplastic resin film, the nucleating agent is preferably contained in a proportion of 0.1 to 10% by weight of the thermoplastic resin, and contained in a proportion of 0.3 to 5% by weight. It is more preferable.
上述のように、基材フィルム準備工程S10は、加熱処理工程S10-a及び造核剤添加工程S10-bの両方を含むことができる。表層に造核剤を含む熱可塑性樹脂フィルムを作製し、さらにこれに対して所定の温度で加熱処理を施すことにより、基材フィルム101の結晶化度、ひいては耐熱性をより効率的に向上させ得る。
As described above, the base film preparation step S10 can include both the heat treatment step S10-a and the nucleating agent addition step S10-b. A thermoplastic resin film containing a nucleating agent is produced on the surface layer, and further subjected to heat treatment at a predetermined temperature, thereby improving the crystallinity of the base film 101 and thus the heat resistance more efficiently. obtain.
〔2〕樹脂層形成工程S20
本工程は、基材フィルム101の少なくとも一方の面にポリビニルアルコール系樹脂層102を形成して積層フィルム100を得る工程である。上述のように、ポリビニルアルコール系樹脂層102は、ポリビニルアルコール系樹脂を含有する塗工液を基材フィルム101の片面又は両面に塗工し、塗工層を乾燥させることにより形成することができる。
[2] Resin layer forming step S20
This step is a step of obtaining the laminated film 100 by forming the polyvinyl alcohol resin layer 102 on at least one surface of the base film 101. As described above, the polyvinyl alcohol-based resin layer 102 can be formed by applying a coating liquid containing a polyvinyl alcohol-based resin to one or both sides of the base film 101 and drying the coating layer. .
上記塗工液は、好ましくはポリビニルアルコール系樹脂の粉末を良溶媒(例えば水)に溶解させて得られるポリビニルアルコール系樹脂溶液である。ポリビニルアルコール系樹脂としては、例えば、ポリビニルアルコール樹脂及びその誘導体が挙げられる。ポリビニルアルコール樹脂の誘導体としては、ポリビニルホルマール、ポリビニルアセタールなどの他、ポリビニルアルコール樹脂をエチレン、プロピレン等のオレフィン、アクリル酸、メタクリル酸、クロトン酸等の不飽和カルボン酸、不飽和カルボン酸のアルキルエステル、アクリルアミドなどで変性したものが挙げられる。上述のポリビニルアルコール系樹脂の中でも、ポリビニルアルコール樹脂を用いることが好ましい。
The coating liquid is preferably a polyvinyl alcohol resin solution obtained by dissolving a polyvinyl alcohol resin powder in a good solvent (for example, water). Examples of the polyvinyl alcohol resin include polyvinyl alcohol resins and derivatives thereof. Derivatives of polyvinyl alcohol resin include polyvinyl formal, polyvinyl acetal, etc., olefins such as ethylene and propylene, unsaturated carboxylic acids such as acrylic acid, methacrylic acid and crotonic acid, and alkyl esters of unsaturated carboxylic acids. And those modified with acrylamide or the like. Among the above-mentioned polyvinyl alcohol resins, it is preferable to use a polyvinyl alcohol resin.
ポリビニルアルコール系樹脂の平均重合度は、100~10000が好ましく、1000~10000がより好ましい。特に、1500~8000がより好ましく、さらには2000~5000であることが最も好ましい。平均重合度は、JIS K 6726(1994)によって定められた方法によって求められる数値である。平均重合度が100未満では好ましい光学特性を得るのが困難である。10000超では水への溶解性が悪化して樹脂層の形成が困難になってしまう。
The average degree of polymerization of the polyvinyl alcohol resin is preferably 100 to 10,000, and more preferably 1000 to 10,000. In particular, 1500 to 8000 is more preferable, and 2000 to 5000 is most preferable. The average degree of polymerization is a numerical value obtained by a method defined by JIS K 6726 (1994). If the average degree of polymerization is less than 100, it is difficult to obtain preferable optical characteristics. If it exceeds 10,000, the solubility in water deteriorates and it becomes difficult to form a resin layer.
ポリビニルアルコール系樹脂は、ケン化品であることが好ましい。ケン化度の範囲は、80.0~100.0モル%であることが好ましく、90.0~99.5モル%であることがより好ましく、93.0~99.5モル%であることがさらに好ましい。例えば、ケン化度98.0~99.5モル%のポリビニルアルコール系樹脂を用いることができる。ケン化度が80.0モル%未満では、好ましい光学特性を得ることが困難である。ケン化度とは、ポリビニルアルコール系樹脂の原料であるポリ酢酸ビニル系樹脂に含まれる酢酸基がケン化工程により水酸基に変化した割合をユニット比(モル%)で表したものであり、下記式:
ケン化度(モル%)=(水酸基の数)÷(水酸基の数+酢酸基の数)×100
で定義される数値である。JIS K 6726(1994)で規定されている方法で求めることができる。
The polyvinyl alcohol resin is preferably a saponified product. The range of the degree of saponification is preferably 80.0 to 100.0 mol%, more preferably 90.0 to 99.5 mol%, and 93.0 to 99.5 mol%. Is more preferable. For example, a polyvinyl alcohol resin having a saponification degree of 98.0 to 99.5 mol% can be used. When the degree of saponification is less than 80.0 mol%, it is difficult to obtain preferable optical characteristics. The degree of saponification is the unit ratio (mol%) of the ratio of the acetate group contained in the polyvinyl acetate resin, which is the raw material of the polyvinyl alcohol resin, to the hydroxyl group by the saponification step. :
Saponification degree (mol%) = (number of hydroxyl groups) ÷ (number of hydroxyl groups + number of acetate groups) × 100
It is a numerical value defined by. It can be determined by the method defined in JIS K 6726 (1994).
好適に用い得るポリビニルアルコール系樹脂の市販品の例は、(株)クラレ製の「PVA124」(ケン化度:98.0~99.0モル%)、「PVA117」(ケン化度:98.0~99.0モル%)、「PVA117H」(ケン化度:99.5モル%以上);日本合成化学工業(株)製の「AH-26」(ケン化度:97.0~98.8モル%)、「AH-22」(ケン化度:97.5~98.5モル%)、「NH-18」(ケン化度:98.0~99.0モル%)、「N-300」(ケン化度:98.0~99.0モル%);日本酢ビ・ポバール(株)の「JC-33」(ケン化度:99.0モル%以上)、「JP-45」(ケン化度:86.5~89.5モル%)、「JF-17」(ケン化度:98.0~99.0モル%)、「JF-17L」(ケン化度:98.0~99.0モル%)、「JF-20」(ケン化度:98.0~99.0モル%)を含む。
Examples of commercially available polyvinyl alcohol resins that can be suitably used include “PVA124” (degree of saponification: 98.0 to 99.0 mol%) and “PVA117” (degree of saponification: 98.95) manufactured by Kuraray Co., Ltd. 0-99.0 mol%), “PVA117H” (degree of saponification: 99.5 mol% or more); “AH-26” (degree of saponification: 97.0-98. 8 mol%), “AH-22” (degree of saponification: 97.5-98.5 mol%), “NH-18” (degree of saponification: 98.0-99.0 mol%), “N— 300 "(degree of saponification: 98.0 to 99.0 mol%);" JC-33 "(degree of saponification: 99.0 mol% or more) of Nippon Vinegar Poval Co., Ltd.," JP-45 " (Degree of saponification: 86.5 to 89.5 mol%), “JF-17” (degree of saponification: 98.0 to 99.0 mol%), “JF -17L "(degree of saponification: 98.0 to 99.0 mol%) and" JF-20 "(degree of saponification: 98.0 to 99.0 mol%).
塗工液は必要に応じて、可塑剤、界面活性剤等の添加剤を含有していてもよい。可塑剤としては、ポリオール又はその縮合物などを用いることができ、例えばグリセリン、ジグリセリン、トリグリセリン、エチレングリコール、プロピレングリコール、ポリエチレングリコールなどが例示される。添加剤の配合量は、ポリビニルアルコール系樹脂の20重量%以下とするのが好適である。
The coating liquid may contain additives such as a plasticizer and a surfactant as necessary. As the plasticizer, a polyol or a condensate thereof can be used, and examples thereof include glycerin, diglycerin, triglycerin, ethylene glycol, propylene glycol, and polyethylene glycol. The blending amount of the additive is preferably 20% by weight or less of the polyvinyl alcohol resin.
塗工液を基材フィルム101に塗工する方法は、ワイヤーバーコーティング法、リバースコーティング、グラビアコーティング等のロールコーティング法;ダイコート法;カンマコート法;リップコート法;スピンコーティング法;スクリーンコーティング法;ファウンテンコーティング法;ディッピング法;スプレー法などの公知の方法から適宜選択することができる。
The coating liquid is applied to the substrate film 101 by roll coating methods such as wire bar coating, reverse coating, and gravure coating; die coating method; comma coating method; lip coating method; spin coating method; screen coating method; It can be appropriately selected from known methods such as a fountain coating method, a dipping method, and a spray method.
塗工層の乾燥温度及び乾燥時間は塗工液に含まれる溶剤の種類に応じて設定される。乾燥温度は、例えば50~200℃であり、好ましくは60~150℃である。溶剤が水を含む場合、乾燥温度は80℃以上であることが好ましい。乾燥時間は、例えば2~20分である。
The drying temperature and drying time of the coating layer are set according to the type of solvent contained in the coating solution. The drying temperature is, for example, 50 to 200 ° C., preferably 60 to 150 ° C. When the solvent contains water, the drying temperature is preferably 80 ° C. or higher. The drying time is, for example, 2 to 20 minutes.
ポリビニルアルコール系樹脂層102との密着性を向上させるために、少なくともポリビニルアルコール系樹脂層102が形成される側の基材フィルム101の表面に、コロナ処理、プラズマ処理又は火炎処理等を行ってもよい。
In order to improve the adhesion with the polyvinyl alcohol resin layer 102, at least the surface of the base film 101 on the side where the polyvinyl alcohol resin layer 102 is formed may be subjected to corona treatment, plasma treatment, flame treatment, or the like. Good.
〔3〕プライマー層形成工程
上述のように、基材フィルム101とポリビニルアルコール系樹脂層102との密着性を向上させるために、基材フィルム準備工程S10と樹脂層形成工程S20との間に、基材フィルム101における上記塗工液が塗工される面にプライマー層を形成する工程を設けてもよい。プライマー層は、プライマー層形成用塗工液を基材フィルム101に塗工した後、乾燥させることにより形成することができる。
[3] Primer layer forming step As described above, in order to improve the adhesion between the base film 101 and the polyvinyl alcohol-based resin layer 102, between the base film preparing step S10 and the resin layer forming step S20, You may provide the process of forming a primer layer in the surface in which the said coating liquid is coated in the base film 101. FIG. The primer layer can be formed by applying a primer layer forming coating solution to the substrate film 101 and then drying it.
プライマー層形成用塗工液は、基材フィルム101とポリビニルアルコール系樹脂層102との両方にある程度強い密着力を発揮する材料を含む限り特に限定されない。プライマー層形成用塗工液は通常、このような密着力を付与する樹脂成分と溶剤とを含有する。樹脂成分としては、好ましくは透明性、熱安定性、延伸性などに優れる熱可塑樹脂が用いられ、例えば、(メタ)アクリル系樹脂、ポリビニルアルコール系樹脂などが挙げられる。中でも、良好な密着力を与えるポリビニルアルコール系樹脂が好ましく用いられる。
The primer layer forming coating solution is not particularly limited as long as it includes a material that exhibits a certain degree of strong adhesion to both the base film 101 and the polyvinyl alcohol-based resin layer 102. The primer layer-forming coating solution usually contains a resin component that imparts such adhesion and a solvent. As the resin component, a thermoplastic resin excellent in transparency, thermal stability, stretchability, and the like is preferably used, and examples thereof include (meth) acrylic resins and polyvinyl alcohol resins. Among these, polyvinyl alcohol resins that give good adhesion are preferably used.
ポリビニルアルコール系樹脂としては、例えば、ポリビニルアルコール樹脂及びその誘導体が挙げられる。ポリビニルアルコール樹脂の誘導体としては、ポリビニルホルマール、ポリビニルアセタールなどの他、ポリビニルアルコール樹脂をエチレン、プロピレン等のオレフィン、アクリル酸、メタクリル酸、クロトン酸等の不飽和カルボン酸、不飽和カルボン酸のアルキルエステル、アクリルアミドなどで変性したものが挙げられる。上述のポリビニルアルコール系樹脂の中でも、ポリビニルアルコール樹脂を用いることが好ましい。
Examples of the polyvinyl alcohol resin include polyvinyl alcohol resins and derivatives thereof. Derivatives of polyvinyl alcohol resin include polyvinyl formal, polyvinyl acetal, etc., olefins such as ethylene and propylene, unsaturated carboxylic acids such as acrylic acid, methacrylic acid and crotonic acid, and alkyl esters of unsaturated carboxylic acids. And those modified with acrylamide or the like. Among the above-mentioned polyvinyl alcohol resins, it is preferable to use a polyvinyl alcohol resin.
溶剤としては通常、上記樹脂成分を溶解できる一般的な有機溶剤や水系溶剤が用いられる。溶剤の例を挙げれば、例えば、ベンゼン、トルエン、キシレン等の芳香族炭化水素類;アセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン類;酢酸エチル、酢酸イソブチル等のエステル類;塩化メチレン、トリクロロエチレン、クロロホルム等の塩素化炭化水素類;エタノール、1-プロパノール、2-プロパノール、1-ブタノール等のアルコール類である。ただし、有機溶剤を含むプライマー層形成用塗工液を用いてプライマー層を形成すると、基材フィルム101を溶解させてしまうこともあるので、該フィルムの溶解性も考慮して溶剤を選択することが好ましい。環境への影響をも考慮すると、水を溶剤とする塗工液からプライマー層を形成するのが好ましい。
As the solvent, a general organic solvent or an aqueous solvent capable of dissolving the resin component is usually used. Examples of solvents include aromatic hydrocarbons such as benzene, toluene and xylene; ketones such as acetone, methyl ethyl ketone and methyl isobutyl ketone; esters such as ethyl acetate and isobutyl acetate; methylene chloride, trichloroethylene and chloroform Chlorinated hydrocarbons such as ethanol; alcohols such as ethanol, 1-propanol, 2-propanol and 1-butanol. However, if the primer layer is formed using a primer layer forming coating solution containing an organic solvent, the substrate film 101 may be dissolved. Therefore, the solvent should be selected in consideration of the solubility of the film. Is preferred. Considering the influence on the environment, it is preferable to form the primer layer from a coating solution containing water as a solvent.
プライマー層の強度を上げるためにプライマー層形成用塗工液に架橋剤を添加してもよい。架橋剤は、使用する熱可塑性樹脂の種類に応じて、有機系、無機系など公知のものの中から適切なものを適宜選択する。架橋剤の例の挙げれば、例えば、エポキシ系、イソシアネート系、ジアルデヒド系、金属系の架橋剤である。エポキシ系架橋剤としては、一液硬化型、二液硬化型のいずれも用いることができ、エチレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、グリセリンジ又はトリグリシジルエーテル、1,6-ヘキサンジオールジグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、ジグリシジルアニリン、ジグリシジルアミン等のエポキシ類が挙げられる。
In order to increase the strength of the primer layer, a crosslinking agent may be added to the primer layer forming coating solution. A suitable crosslinking agent is appropriately selected from known ones such as organic and inorganic based on the type of thermoplastic resin used. Examples of the crosslinking agent include epoxy-based, isocyanate-based, dialdehyde-based, and metal-based crosslinking agents. As the epoxy-based crosslinking agent, either one-component curable type or two-component curable type can be used. Ethylene glycol diglycidyl ether, polyethylene glycol diglycidyl ether, glycerin di or triglycidyl ether, 1,6-hexanediol diester Epoxies such as glycidyl ether, trimethylolpropane triglycidyl ether, diglycidyl aniline, diglycidyl amine and the like can be mentioned.
イソシアネート系架橋剤としては、トリレンジイソシアネート、水素化トリレンジイソシアネート、トリメチロールプロパン-トリレンジイソシアネートアダクト、トリフェニルメタントリイソシアネート、メチレンビス(4-フェニルメタントリイソシアネート)、イソホロンジイソシアネート、及びこれらのケトオキシムブロック物又はフェノールブロック物等のイソシアネート類が挙げられる。
Isocyanate-based crosslinking agents include tolylene diisocyanate, hydrogenated tolylene diisocyanate, trimethylolpropane-tolylene diisocyanate adduct, triphenylmethane triisocyanate, methylene bis (4-phenylmethane triisocyanate), isophorone diisocyanate, and ketoximes thereof. Isocyanates, such as a block thing or a phenol block thing, are mentioned.
ジアルデヒド系架橋剤としては、グリオキザール、マロンジアルデヒド、スクシンジアルデヒド、グルタルジアルデヒド、マレインジアルデヒド、フタルジアルデヒド等が挙げられる。
Examples of the dialdehyde-based cross-linking agent include glyoxal, malondialdehyde, succindialdehyde, glutardialdehyde, maleidialdehyde, phthaldialdehyde and the like.
金属系架橋剤としては、例えば、金属塩、金属酸化物、金属水酸化物、有機金属化合物が挙げられる。金属塩、金属酸化物、金属水酸化物としては、例えば、ナトリウム、カリウム、マグネシウム、カルシウム、アルミニウム、鉄、ニッケル、ジルコニウム、チタン、珪素、ホウ素、亜鉛、銅、バナジウム、クロム、スズ等の二価以上の原子価を有する金属の塩、酸化物及び水酸化物が挙げられる。
Examples of the metal-based crosslinking agent include metal salts, metal oxides, metal hydroxides, and organometallic compounds. Examples of metal salts, metal oxides, and metal hydroxides include sodium, potassium, magnesium, calcium, aluminum, iron, nickel, zirconium, titanium, silicon, boron, zinc, copper, vanadium, chromium, and tin. Examples thereof include salts, oxides and hydroxides of metals having a valence higher than the valence.
有機金属化合物とは、金属原子に直接有機基が結合しているか、又は、酸素原子や窒素原子等を介して有機基が結合している構造を分子内に少なくとも1個有する化合物である。有機基とは、少なくとも炭素元素を含む官能基を意味し、例えば、アルキル基、アルコキシ基、アシル基等であることができる。また、結合とは共有結合だけを意味するものではなく、キレート状化合物などの配位による配位結合であってもよい。
An organometallic compound is a compound having in the molecule at least one structure in which an organic group is bonded directly to a metal atom or an organic group is bonded through an oxygen atom, a nitrogen atom, or the like. The organic group means a functional group containing at least a carbon element, and can be, for example, an alkyl group, an alkoxy group, an acyl group, or the like. The bond does not mean only a covalent bond, but may be a coordinate bond by coordination of a chelate compound or the like.
有機金属化合物の好適な例は、有機チタン化合物、有機ジルコニウム化合物、有機アルミニウム化合物、有機珪素化合物を含む。有機金属化合物は、1種のみを単独で用いてもよく、2種以上を併用してもよい。
Suitable examples of the organometallic compound include an organotitanium compound, an organozirconium compound, an organoaluminum compound, and an organosilicon compound. An organometallic compound may be used individually by 1 type, and may use 2 or more types together.
有機チタン化合物としては、例えば、テトラノルマルブチルチタネート、テトライソプロピルチタネート、ブチルチタネートダイマー、テトラ(2-エチルヘキシル)チタネート、テトラメチルチタネート等のチタンオルソエステル類;チタンアセチルアセトナート、チタンテトラアセチルアセトナート、ポリチタンアセチルアセトナート、チタンオクチレングリコレート、チタンラクテート、チタントリエタノールアミネート、チタンエチルアセトアセテート等のチタンキレート類;ポリヒドロキシチタンステアレート等のチタンアシレート類などが挙げられる。
Examples of the organic titanium compound include titanium orthoesters such as tetranormal butyl titanate, tetraisopropyl titanate, butyl titanate dimer, tetra (2-ethylhexyl) titanate, tetramethyl titanate; titanium acetylacetonate, titanium tetraacetylacetonate, Examples include titanium chelates such as polytitanium acetylacetonate, titanium octylene glycolate, titanium lactate, titanium triethanolamate, and titanium ethylacetoacetate; and titanium acylates such as polyhydroxytitanium stearate.
有機ジルコニウム化合物としては、例えば、ジルコニウムノルマルプロピレート、ジルコニウムノルマルブチレート、ジルコニウムテトラアセチルアセトナート、ジルコニウムモノアセチルアセトナート、ジルコニウムビスアセチルアセトナート、ジルコニウムアセチルアセトナートビスエチルアセトアセテート等が挙げられる。
Examples of the organic zirconium compound include zirconium normal propylate, zirconium normal butyrate, zirconium tetraacetylacetonate, zirconium monoacetylacetonate, zirconium bisacetylacetonate, zirconium acetylacetonate bisethylacetoacetate and the like.
有機アルミニウム化合物としては、例えば、アルミニウムアセチルアセトナート、アルミニウム有機酸キレート等が挙げられる。有機珪素化合物としては、例えば、上述した有機チタン化合物及び有機ジルコニウム化合物で例示した配位子を有する化合物が挙げられる。
Examples of the organic aluminum compound include aluminum acetylacetonate and aluminum organic acid chelate. As an organosilicon compound, the compound which has the ligand illustrated by the organic titanium compound and organic zirconium compound which were mentioned above is mentioned, for example.
以上の低分子系架橋剤の他にも、メチロール化メラミン樹脂、ポリアミドエポキシ樹脂等の高分子系架橋剤を用いることもできる。ポリアミドエポキシ樹脂の市販品の例を挙げれば、田岡化学工業(株)から販売されている「スミレーズレジン650(30)」や「スミレーズレジン675」(いずれも商品名)等である。
In addition to the above low-molecular crosslinking agents, polymer crosslinking agents such as methylolated melamine resins and polyamide epoxy resins can also be used. Examples of commercially available polyamide epoxy resins include “Smilease Resin 650 (30)” and “Smilease Resin 675” (both trade names) sold by Taoka Chemical Co., Ltd.
プライマー層の樹脂成分としてポリビニルアルコール系樹脂を使用する場合は、ポリアミドエポキシ樹脂、メチロール化メラミン樹脂、ジアルデヒド系架橋剤、金属キレート化合物系架橋剤等が特に好ましい。
When a polyvinyl alcohol resin is used as the resin component of the primer layer, a polyamide epoxy resin, a methylolated melamine resin, a dialdehyde crosslinking agent, a metal chelate compound crosslinking agent and the like are particularly preferable.
プライマー層形成用塗工液中の樹脂成分と架橋剤の割合は、樹脂成分100重量部に対して、架橋剤0.1~100重量部程度の範囲から、樹脂成分の種類や架橋剤の種類等に応じて適宜決定すればよく、とりわけ0.1~50重量部程度の範囲から選択するのが好ましい。また、プライマー層形成用塗工液は、その固形分濃度が1~25重量%程度となるようにするのが好ましい。
The ratio of the resin component to the crosslinking agent in the primer layer forming coating solution is within the range of about 0.1 to 100 parts by weight of the crosslinking agent with respect to 100 parts by weight of the resin component. And the like, and it is preferable to select from the range of about 0.1 to 50 parts by weight. The primer layer forming coating solution preferably has a solid content concentration of about 1 to 25% by weight.
プライマー層の厚みは、0.05~1μmであることが好ましく、0.1~0.4μmであることがより好ましい。0.05μmより薄くなると、基材フィルム101とポリビニルアルコール系樹脂層102との密着力向上の効果が小さく、1μmより厚くなると、偏光性積層フィルムや偏光板の薄膜化に不利である。
The thickness of the primer layer is preferably 0.05 to 1 μm, and more preferably 0.1 to 0.4 μm. When the thickness is less than 0.05 μm, the effect of improving the adhesion between the base film 101 and the polyvinyl alcohol-based resin layer 102 is small, and when the thickness is more than 1 μm, it is disadvantageous for thinning the polarizing laminated film and the polarizing plate.
プライマー層形成用塗工液を基材フィルム101に塗工する方法は、ポリビニルアルコール系樹脂層形成用の塗工液と同様であることができる。プライマー層は、ポリビニルアルコール系樹脂層形成用の塗工液が塗工される面(基材フィルム101の片面又は両面)に塗工される。プライマー層形成用塗工液からなる塗工層の乾燥温度及び乾燥時間は塗工液に含まれる溶剤の種類に応じて設定される。乾燥温度は、例えば50~200℃であり、好ましくは60~150℃である。溶剤が水を含む場合、乾燥温度は80℃以上であることが好ましい。乾燥時間は、例えば30秒~20分である。
The method of applying the primer layer forming coating solution to the base film 101 can be the same as the coating solution for forming the polyvinyl alcohol-based resin layer. The primer layer is applied to the surface (one surface or both surfaces of the base film 101) to which the coating liquid for forming the polyvinyl alcohol-based resin layer is applied. The drying temperature and drying time of the coating layer comprising the primer layer forming coating solution are set according to the type of solvent contained in the coating solution. The drying temperature is, for example, 50 to 200 ° C., preferably 60 to 150 ° C. When the solvent contains water, the drying temperature is preferably 80 ° C. or higher. The drying time is, for example, 30 seconds to 20 minutes.
〔4〕延伸工程S30
本工程は、基材フィルム101及びポリビニルアルコール系樹脂層102からなる積層フィルム100を一軸延伸して延伸フィルム200を得る工程である(図2参照)。積層フィルム100の延伸倍率は、所望する偏光特性に応じて適宜選択することができるが、好ましくは、積層フィルム100の元長に対して5倍超17倍以下であり、より好ましくは5倍超8倍以下である。延伸倍率が5倍以下であると、ポリビニルアルコール系樹脂層102が十分に配向しないため、染色工程S40を経て得られる偏光子層302の偏光度が十分に高くならないことがある。一方、延伸倍率が17倍を超えると、延伸時にフィルムの破断が生じ易くなるとともに、延伸フィルム200の厚みが必要以上に薄くなり、後工程での加工性及び取扱性が低下するおそれがある。
[4] Stretching step S30
This step is a step of obtaining the stretched film 200 by uniaxially stretching the laminated film 100 composed of the base film 101 and the polyvinyl alcohol-based resin layer 102 (see FIG. 2). The stretching ratio of the laminated film 100 can be appropriately selected depending on the desired polarization characteristics, but is preferably more than 5 times and not more than 17 times, more preferably more than 5 times the original length of the laminated film 100. 8 times or less. When the draw ratio is 5 times or less, the polyvinyl alcohol-based resin layer 102 is not sufficiently oriented, and the degree of polarization of the polarizer layer 302 obtained through the dyeing step S40 may not be sufficiently high. On the other hand, when the draw ratio exceeds 17 times, the film is likely to be broken during stretching, and the thickness of the stretched film 200 becomes unnecessarily thin, and the workability and handleability in subsequent processes may be reduced.
延伸処理は、一段での延伸に限定されることはなく多段で行うこともできる。この場合、多段階の延伸処理のすべてを染色工程S40の前に連続的に行ってもよいし、二段階目以降の延伸処理を染色工程S40における染色処理及び/又は架橋処理と同時に行ってもよい。このように多段で延伸処理を行う場合は、延伸処理の全段を合わせて5倍超の延伸倍率となるように延伸処理を行うことが好ましい。
The stretching process is not limited to one-stage stretching, and can be performed in multiple stages. In this case, all the multistage stretching processes may be performed continuously before the dyeing process S40, or the second and subsequent stretching processes may be performed simultaneously with the dyeing process and / or the crosslinking process in the dyeing process S40. Good. Thus, when performing a extending | stretching process in multistage, it is preferable to perform an extending | stretching process so that it may become a draw ratio exceeding 5 times combining all the stages of an extending | stretching process.
延伸処理は、フィルム長手方向(フィルム搬送方向)に延伸する縦延伸であることができるほか、フィルム幅方向に延伸する横延伸又は斜め延伸などであってもよい。縦延伸方式としては、ロール間延伸、圧縮延伸などが挙げられ、横延伸方式としては、テンター法などが挙げられる。延伸処理は、湿潤式延伸方法、乾式延伸方法のいずれも採用できるが、乾式延伸方法を用いる方が、延伸温度を広い範囲から選択することができる点で好ましい。
The stretching treatment may be longitudinal stretching that extends in the film longitudinal direction (film transport direction), and may be lateral stretching or oblique stretching that extends in the film width direction. Examples of the longitudinal stretching method include inter-roll stretching and compression stretching, and examples of the lateral stretching method include a tenter method. As the stretching treatment, either a wet stretching method or a dry stretching method can be adopted. However, it is preferable to use the dry stretching method because the stretching temperature can be selected from a wide range.
延伸温度は、ポリビニルアルコール系樹脂層102及び基材フィルム101全体が延伸可能な程度に流動性を示す温度以上に設定され、好ましくは基材フィルム101の相転移温度(融点又はガラス転移温度)の-30℃から+30℃の範囲であり、より好ましくは-30℃から+5℃の範囲であり、さらに好ましくは-25℃から+0℃の範囲である。基材フィルム101が複数の樹脂層からなる場合、上記相転移温度は該複数の樹脂層が示す融点のうち、最も高い相転移温度を意味する。
The stretching temperature is set to be equal to or higher than the temperature at which the polyvinyl alcohol-based resin layer 102 and the entire base film 101 can be stretched, and preferably the phase transition temperature (melting point or glass transition temperature) of the base film 101. It is in the range of −30 ° C. to + 30 ° C., more preferably in the range of −30 ° C. to + 5 ° C., and still more preferably in the range of −25 ° C. to + 0 ° C. When the base film 101 consists of a plurality of resin layers, the phase transition temperature means the highest phase transition temperature among melting points indicated by the plurality of resin layers.
延伸温度を相転移温度の-30℃より低くすると、5倍超の高倍率延伸が達成されにくい。延伸温度が相転移温度の+30℃を超えると、基材フィルム101の流動性が大きすぎて延伸が困難になる傾向にある。5倍超の高延伸倍率をより達成しやすいことから、延伸温度は上記範囲内であって、さらに好ましくは120℃以上である。延伸温度が120℃以上の場合、5倍超の高延伸倍率であっても延伸処理に困難性を伴わないからである。延伸処理の温度調整は通常、加熱炉の温度調整による。
When the stretching temperature is lower than the phase transition temperature of −30 ° C., it is difficult to achieve high-magnification stretching of more than 5 times. When the stretching temperature exceeds + 30 ° C. of the phase transition temperature, the fluidity of the base film 101 is too high and stretching tends to be difficult. Since it is easier to achieve a high draw ratio of more than 5 times, the drawing temperature is within the above range, and more preferably 120 ° C. or higher. This is because when the stretching temperature is 120 ° C. or higher, there is no difficulty in the stretching treatment even at a high stretching ratio of more than 5 times. The temperature adjustment of the stretching process is usually performed by adjusting the temperature of the heating furnace.
〔5〕染色工程S40
本工程は、延伸フィルム200のポリビニルアルコール系樹脂層202を二色性色素で染色してこれを吸着配向させ、偏光子層302とする工程である。本工程を経て基材フィルム301の片面又は両面に偏光子層302が積層された偏光性積層フィルム300が得られる(図3参照)。
[5] Dyeing step S40
This step is a step in which the polyvinyl alcohol resin layer 202 of the stretched film 200 is dyed with a dichroic dye and adsorbed and oriented to form the polarizer layer 302. Through this step, a polarizing laminated film 300 in which the polarizer layer 302 is laminated on one side or both sides of the base film 301 is obtained (see FIG. 3).
二色性色素としては、例えばヨウ素や有機染料などが挙げられる。有機染料の具体例は、例えば、レッドBR、レッドLR、レッドR、ピンクLB、ルビンBL、ボルドーGS、スカイブルーLG、レモンイエロー、ブルーBR、ブルー2R、ネイビーRY、グリーンLG、バイオレットLB、バイオレットB、ブラックH、ブラックB、ブラックGSP、イエロー3G、イエローR、オレンジLR、オレンジ3R、スカーレットGL、スカーレットKGL、コンゴーレッド、ブリリアントバイオレットBK、スプラブルーG、スプラブルーGL、スプラオレンジGL、ダイレクトスカイブルー、ダイレクトファーストオレンジS、ファーストブラック等を含む。二色性色素は、1種のみを単独で使用してもよいし、2種以上を併用してもよい。
Examples of dichroic pigments include iodine and organic dyes. Specific examples of organic dyes include, for example, Red BR, Red LR, Red R, Pink LB, Rubin BL, Bordeaux GS, Sky Blue LG, Lemon Yellow, Blue BR, Blue 2R, Navy RY, Green LG, Violet LB, Violet B, Black H, Black B, Black GSP, Yellow 3G, Yellow R, Orange LR, Orange 3R, Scarlet GL, Scarlet KGL, Congo Red, Brilliant Violet BK, Spura Blue G, Spura Blue GL, Spura Orange GL, Direct Sky Includes Blue, Direct First Orange S, First Black, etc. A dichroic dye may be used individually by 1 type, and may use 2 or more types together.
染色工程は、二色性色素を含有する溶液(染色溶液)に延伸フィルム200全体を浸漬することにより行うことができる。染色溶液としては、上記二色性色素を溶剤に溶解した溶液を使用できる。染色溶液の溶剤としては、一般的には水が使用されるが、水と相溶性のある有機溶剤がさらに添加されてもよい。二色性色素の濃度は、0.01~10重量%であることが好ましく、0.02~7重量%であることがより好ましく、0.025~5重量%であることがさらに好ましい。
The dyeing step can be performed by immersing the entire stretched film 200 in a solution (dye solution) containing a dichroic dye. As the dyeing solution, a solution in which the dichroic dye is dissolved in a solvent can be used. As the solvent for the dyeing solution, water is generally used, but an organic solvent compatible with water may be further added. The concentration of the dichroic dye is preferably 0.01 to 10% by weight, more preferably 0.02 to 7% by weight, and further preferably 0.025 to 5% by weight.
二色性色素としてヨウ素を使用する場合、染色効率をより一層向上できることから、ヨウ素を含有する染色溶液にヨウ化物をさらに添加することが好ましい。ヨウ化物としては、例えばヨウ化カリウム、ヨウ化リチウム、ヨウ化ナトリウム、ヨウ化亜鉛、ヨウ化アルミニウム、ヨウ化鉛、ヨウ化銅、ヨウ化バリウム、ヨウ化カルシウム、ヨウ化錫、ヨウ化チタン等が挙げられる。染色溶液におけるヨウ化物の濃度は、0.01~20重量%であることが好ましい。ヨウ化物の中でも、ヨウ化カリウムを添加することが好ましい。ヨウ化カリウムを添加する場合、ヨウ素とヨウ化カリウムとの割合は重量比で、1:5~1:100の範囲にあることが好ましく、1:6~1:80の範囲にあることがより好ましく、1:7~1:70の範囲にあることがさらに好ましい。
When iodine is used as the dichroic dye, it is preferable to further add an iodide to the dyeing solution containing iodine because the dyeing efficiency can be further improved. Examples of iodide include potassium iodide, lithium iodide, sodium iodide, zinc iodide, aluminum iodide, lead iodide, copper iodide, barium iodide, calcium iodide, tin iodide, and titanium iodide. Is mentioned. The concentration of iodide in the dyeing solution is preferably 0.01 to 20% by weight. Of the iodides, it is preferable to add potassium iodide. When potassium iodide is added, the ratio of iodine to potassium iodide is preferably in the range of 1: 5 to 1: 100, more preferably in the range of 1: 6 to 1:80. Preferably, it is in the range of 1: 7 to 1:70.
染色溶液への延伸フィルム200の浸漬時間は、通常15秒~15分間の範囲であり、20秒~6分間であることが好ましい。また、染色溶液の温度は、10~60℃の範囲にあることが好ましく、20~40℃の範囲にあることがより好ましい。
The immersion time of the stretched film 200 in the dyeing solution is usually in the range of 15 seconds to 15 minutes, preferably 20 seconds to 6 minutes. The temperature of the dyeing solution is preferably in the range of 10 to 60 ° C., more preferably in the range of 20 to 40 ° C.
なお、染色工程S40を延伸工程S30の前又は同時に行うことも可能であるが、ポリビニルアルコール系樹脂層に吸着させた二色性色素を良好に配向させることができるよう、延伸工程S30における延伸処理の少なくとも一部を実施した後に染色工程S40を実施することが好ましい。この場合における実施態様としては、1)目標の倍率で延伸処理を行った後、延伸処理を伴うことなく染色工程S40を実施する態様、2)目標より低い倍率で延伸処理を行った後、染色工程S40における染色処理(染色工程S40が架橋処理工程を含む場合、染色処理及び/又は架橋処理)中に、トータルの倍率が目標の倍率となるように延伸処理を行う、3)目標より低い倍率で延伸処理を行った後、染色工程S40における染色処理(染色工程S40が架橋処理工程を含む場合、染色処理及び/又は架橋処理)中に、トータルの倍率が目標の倍率に達しない程度まで延伸処理を行い、次いで、トータルの倍率が目標の倍率となるように延伸処理を行う態様等を挙げることができる。
In addition, although it is also possible to perform dyeing process S40 before extending | stretching process S30 simultaneously, the extending | stretching process in extending process S30 so that the dichroic dye adsorb | sucked to the polyvinyl alcohol-type resin layer can be favorably oriented. It is preferable to carry out the dyeing step S40 after carrying out at least part of the above. As an embodiment in this case, 1) an embodiment in which the dyeing step S40 is performed without the drawing treatment after the drawing treatment is performed at the target magnification, and 2) after the drawing treatment is performed at a lower magnification than the target, the dyeing is performed. During the dyeing process in step S40 (when the dyeing process S40 includes a cross-linking process), the stretching process is performed so that the total magnification becomes the target magnification. 3) A magnification lower than the target After the stretching process is performed, the total magnification is not extended to the target magnification during the dyeing process in the dyeing process S40 (when the dyeing process S40 includes a crosslinking process, the dyeing process and / or the crosslinking process). Examples include an embodiment in which the treatment is performed and then the stretching treatment is performed so that the total magnification becomes the target magnification.
染色工程S40は、染色処理に引き続いて実施される架橋処理工程を含むことができる。架橋処理は、架橋剤を含む溶液(架橋溶液)中に染色されたフィルムを浸漬することにより行うことができる。架橋剤としては、従来公知の物質を使用することができ、例えば、ホウ酸、ホウ砂等のホウ素化合物、グリオキザール、グルタルアルデヒド等が挙げられる。架橋剤は1種のみを単独で使用してもよいし、2種以上を併用してもよい。
The dyeing step S40 can include a cross-linking treatment step performed subsequent to the dyeing treatment. The crosslinking treatment can be performed by immersing the dyed film in a solution containing a crosslinking agent (crosslinking solution). As the crosslinking agent, conventionally known substances can be used, and examples thereof include boron compounds such as boric acid and borax, glyoxal, and glutaraldehyde. A crosslinking agent may be used individually by 1 type, and may use 2 or more types together.
架橋溶液は、具体的には架橋剤を溶剤に溶解した溶液であることができる。溶剤としては、例えば水が使用できるが、水と相溶性のある有機溶剤をさらに含んでもよい。架橋溶液における架橋剤の濃度は、1~20重量%の範囲であることが好ましく、5~15重量%の範囲であることがより好ましい。
Specifically, the crosslinking solution can be a solution in which a crosslinking agent is dissolved in a solvent. As the solvent, for example, water can be used, but an organic solvent compatible with water may be further included. The concentration of the crosslinking agent in the crosslinking solution is preferably in the range of 1 to 20% by weight, more preferably in the range of 5 to 15% by weight.
架橋溶液はヨウ化物を含むことができる。ヨウ化物の添加により、偏光子層302の面内における偏光特性をより均一化させることができる。ヨウ化物としては、例えばヨウ化カリウム、ヨウ化リチウム、ヨウ化ナトリウム、ヨウ化亜鉛、ヨウ化アルミニウム、ヨウ化鉛、ヨウ化銅、ヨウ化バリウム、ヨウ化カルシウム、ヨウ化錫、ヨウ化チタン等が挙げられる。架橋溶液におけるヨウ化物の濃度は、0.05~15重量%であることが好ましく、0.5~8重量%であることがより好ましい。
The crosslinking solution can contain iodide. By adding iodide, the polarization characteristics in the plane of the polarizer layer 302 can be made more uniform. Examples of iodide include potassium iodide, lithium iodide, sodium iodide, zinc iodide, aluminum iodide, lead iodide, copper iodide, barium iodide, calcium iodide, tin iodide, and titanium iodide. Is mentioned. The concentration of iodide in the cross-linking solution is preferably 0.05 to 15% by weight, and more preferably 0.5 to 8% by weight.
架橋溶液への染色されたフィルムの浸漬時間は、通常15秒~20分間であり、30秒~15分間であることが好ましい。また、架橋溶液の温度は、10~80℃の範囲にあることが好ましい。
The immersion time of the dyed film in the crosslinking solution is usually 15 seconds to 20 minutes, preferably 30 seconds to 15 minutes. The temperature of the crosslinking solution is preferably in the range of 10 to 80 ° C.
なお架橋処理は、架橋剤を染色溶液中に配合することにより、染色処理と同時に行うこともできる。また、架橋処理と延伸処理の一部とを同時に行ってもよい。架橋処理中に延伸処理を実施する具体的態様は上述のとおりである。
The crosslinking treatment can be performed simultaneously with the dyeing treatment by blending a crosslinking agent in the dyeing solution. Moreover, you may perform a bridge | crosslinking process and a part of extending process simultaneously. The specific mode for carrying out the stretching treatment during the crosslinking treatment is as described above.
染色工程S40の後、後述する貼合工程S50の前に洗浄工程及び乾燥工程を行うことが好ましい。洗浄工程は通常、水洗浄工程を含む。水洗浄処理は、イオン交換水、蒸留水等の純水に染色処理後の又は架橋処理後のフィルムを浸漬することにより行うことができる。水洗浄温度は、通常3~50℃、好ましくは4~20℃の範囲である。水への浸漬時間は通常2~300秒間、好ましくは3~240秒間である。
It is preferable to perform a washing | cleaning process and a drying process after dyeing process S40 and before the bonding process S50 mentioned later. The washing process usually includes a water washing process. The water washing treatment can be performed by immersing the film after the dyeing treatment or after the crosslinking treatment in pure water such as ion exchange water or distilled water. The water washing temperature is usually in the range of 3 to 50 ° C., preferably 4 to 20 ° C. The immersion time in water is usually 2 to 300 seconds, preferably 3 to 240 seconds.
洗浄工程は、水洗浄工程とヨウ化物溶液による洗浄工程との組み合わせであってもよい。また、水洗浄工程及び/又はヨウ化物溶液による洗浄処理で使用する洗浄液には、水のほか、メタノール、エタノール、イソプロピルアルコール、ブタノール、プロパノール等の液体アルコールを適宜含有させることができる。
The washing step may be a combination of a water washing step and a washing step with an iodide solution. In addition to water, liquids such as methanol, ethanol, isopropyl alcohol, butanol, and propanol can be appropriately contained in the cleaning liquid used in the water cleaning step and / or the cleaning treatment with the iodide solution.
洗浄工程の後に行われる乾燥工程としては、自然乾燥、送風乾燥、加熱乾燥などの任意の適切な方法を採用し得る。例えば加熱乾燥の場合、乾燥温度は通常、20~95℃であり、乾燥時間は、通常1~15分間程度である。以上のようにして得られる偏光性積層フィルム300はそのまま偏光要素として使用することができるとともに、偏光子層302と保護フィルムとからなる偏光板を作製するための中間物としても有用である。
Any appropriate method such as natural drying, blow drying, or heat drying can be adopted as the drying step performed after the washing step. For example, in the case of heat drying, the drying temperature is usually 20 to 95 ° C., and the drying time is usually about 1 to 15 minutes. The polarizing laminated film 300 obtained as described above can be used as a polarizing element as it is, and is also useful as an intermediate for producing a polarizing plate comprising a polarizer layer 302 and a protective film.
<偏光板の製造方法>
本発明の偏光板の製造方法は、上述の偏光性積層フィルム300を用意する工程、偏光性積層フィルム300の偏光子層302上に保護フィルムを貼合して貼合フィルムを得る貼合工程S50、貼合フィルムから基材フィルム301を剥離除去する剥離工程S60をこの順で含む。
<Production method of polarizing plate>
The manufacturing method of the polarizing plate of this invention is the process of preparing the above-mentioned polarizing laminated film 300, bonding process S50 which bonds a protective film on the polarizer layer 302 of the polarizing laminated film 300, and obtains a bonding film S50. The peeling process S60 which peels and removes the base film 301 from the bonding film is included in this order.
〔6〕貼合工程S50
本工程は、偏光性積層フィルム300の偏光子層302上に保護フィルムを貼合して貼合フィルムを得る工程である。保護フィルムは、接着剤や粘着剤を用いて偏光子層302に貼合することができる。偏光性積層フィルム300が基材フィルム301の両面に偏光子層302を有する場合は通常、両面の偏光子層302上にそれぞれ保護フィルムが貼合される。この場合、これらの保護フィルムは同種の保護フィルムであってもよいし、異種の保護フィルムであってもよい。
[6] Pasting step S50
This step is a step of obtaining a bonding film by bonding a protective film on the polarizer layer 302 of the polarizing laminated film 300. The protective film can be bonded to the polarizer layer 302 using an adhesive or a pressure-sensitive adhesive. When the polarizing laminated film 300 has the polarizer layers 302 on both surfaces of the base film 301, the protective films are usually bonded on the polarizer layers 302 on both surfaces. In this case, these protective films may be the same type of protective film or different types of protective films.
(保護フィルム)
保護フィルムは、例えば、鎖状ポリオレフィン系樹脂(ポリプロピレン系樹脂など)、環状ポリオレフィン系樹脂(ノルボルネン系樹脂など)等のポリオレフィン系樹脂;セルローストリアセテート、セルロースジアセテート等のセルロースエステル系樹脂;ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂;ポリカーボネート系樹脂;(メタ)アクリル系樹脂;又はこれらの混合物、共重合物などからなるフィルムであることができる。環状ポリオレフィン系樹脂及びそのフィルム、並びにセルローストリアセテート等の使用可能な市販品の例は上述のとおりである。
(Protective film)
The protective film is, for example, a polyolefin resin such as a chain polyolefin resin (such as a polypropylene resin) or a cyclic polyolefin resin (such as a norbornene resin); a cellulose ester resin such as cellulose triacetate or cellulose diacetate; a polyethylene terephthalate, It can be a film made of a polyester resin such as polyethylene naphthalate or polybutylene terephthalate; a polycarbonate resin; a (meth) acrylic resin; or a mixture or copolymer thereof. Examples of commercially available products such as cyclic polyolefin resins and films thereof, and cellulose triacetate are as described above.
保護フィルムは、位相差フィルム、輝度向上フィルムなど、光学機能を併せ持つ保護フィルムであることもできる。例えば、上記材料からなる樹脂フィルムを延伸(一軸延伸又は二軸延伸など)したり、該フィルム上に液晶層などを形成したりすることにより、任意の位相差値が付与された位相差フィルムとすることができる。
The protective film can also be a protective film having an optical function such as a retardation film and a brightness enhancement film. For example, a retardation film provided with an arbitrary retardation value by stretching a resin film made of the above material (uniaxial stretching or biaxial stretching, etc.) or forming a liquid crystal layer or the like on the film. can do.
保護フィルムの偏光子層302とは反対側の表面には、ハードコート層、防眩層、反射防止層などの光学層を形成することもできる。保護フィルム表面にこれらの光学層を形成する方法は特に限定されず、公知の方法を用いることができる。光学層は、貼合工程S50の実施に先立って保護フィルム上に予め形成しておいてもよいし、貼合工程S50実施後又は後述する剥離工程S60実施後に形成してもよい。
An optical layer such as a hard coat layer, an antiglare layer, or an antireflection layer can be formed on the surface of the protective film opposite to the polarizer layer 302. The method for forming these optical layers on the surface of the protective film is not particularly limited, and a known method can be used. The optical layer may be formed in advance on the protective film prior to the bonding step S50, or may be formed after the bonding step S50 or after the peeling step S60 described later.
保護フィルムの偏光子層302側表面には、接着剤や粘着剤を介した偏光子層302との接着性を向上させるために、プラズマ処理、コロナ処理、紫外線照射処理、フレーム(火炎)処理、ケン化処理などの表面処理(易接着処理)を行うことができ、中でも、コロナ処理、ケン化処理を行うことが好ましい。例えば保護フィルムが環状ポリオレフィン系樹脂からなる場合、通常プラズマ処理やコロナ処理が行われる。また、セルロースエステル系樹脂からなる場合には、通常ケン化処理が行われる。ケン化処理としては、水酸化ナトリウムや水酸化カリウムのようなアルカリ水溶液に浸漬する方法が挙げられる。
In order to improve the adhesiveness with the polarizer layer 302 via an adhesive or a pressure sensitive adhesive on the surface of the protective film on the polarizer layer 302 side, plasma treatment, corona treatment, ultraviolet irradiation treatment, frame (flame) treatment, Surface treatment (easily bonding treatment) such as saponification treatment can be performed, and among them, corona treatment and saponification treatment are preferable. For example, when the protective film is made of a cyclic polyolefin-based resin, plasma treatment or corona treatment is usually performed. Moreover, when it consists of a cellulose ester-type resin, a saponification process is normally performed. Examples of the saponification treatment include a method of immersing in an alkaline aqueous solution such as sodium hydroxide or potassium hydroxide.
保護フィルムの厚みは薄いことが好ましいが、薄すぎると強度が低下し、加工性に劣る。一方、厚すぎると、透明性が低下したり、貼合後に必要な養生時間が長くなったりするなどの問題が生じる。したがって、保護フィルムの厚みは90μm以下が好ましく、より好ましくは5~60μmである。また、偏光板の薄膜化の観点から、偏光子層302と保護フィルムとの合計厚みは、好ましくは100μm以下、より好ましくは90μm以下、さらに好ましくは80μm以下である。
The thickness of the protective film is preferably thin, but if it is too thin, the strength decreases and the processability is poor. On the other hand, when too thick, problems, such as transparency falling and the curing time required after bonding, will arise. Therefore, the thickness of the protective film is preferably 90 μm or less, more preferably 5 to 60 μm. Further, from the viewpoint of thinning the polarizing plate, the total thickness of the polarizer layer 302 and the protective film is preferably 100 μm or less, more preferably 90 μm or less, and further preferably 80 μm or less.
(接着剤)
接着剤としては、水系接着剤又は光硬化性接着剤を用いることができる。水系接着剤としては、ポリビニルアルコール系樹脂水溶液からなる接着剤、水系二液型ウレタン系エマルジョン接着剤等が挙げられる。とりわけ保護フィルムとしてケン化処理などで表面処理(親水化処理)されたセルロースエステル系樹脂フィルムを用いる場合には、ポリビニルアルコール系樹脂水溶液からなる水系接着剤を用いることが好ましい。
(adhesive)
As the adhesive, a water-based adhesive or a photocurable adhesive can be used. Examples of the water-based adhesive include an adhesive made of a polyvinyl alcohol-based resin aqueous solution, an aqueous two-component urethane emulsion adhesive, and the like. In particular, when a cellulose ester-based resin film that has been surface-treated (hydrophilized) by a saponification treatment or the like is used as a protective film, it is preferable to use a water-based adhesive comprising a polyvinyl alcohol-based resin aqueous solution.
ポリビニルアルコール系樹脂としては、酢酸ビニルの単独重合体であるポリ酢酸ビニルをケン化処理して得られるビニルアルコールホモポリマーのほか、酢酸ビニルとこれに共重合可能な他の単量体との共重合体をケン化処理して得られるポリビニルアルコール系共重合体又はその水酸基を部分的に変性した変性ポリビニルアルコール系重合体などを用いることができる。水系接着剤は、多価アルデヒド、水溶性エポキシ化合物、メラミン系化合物、ジルコニア化合物、亜鉛化合物などの添加剤を含むことができる。水系接着剤を用いた場合、それから得られる接着剤層の厚みは、通常1μm以下である。
Polyvinyl alcohol resins include vinyl alcohol homopolymers obtained by saponifying polyvinyl acetate, which is a homopolymer of vinyl acetate, and copolymers of vinyl acetate and other monomers copolymerizable therewith. A polyvinyl alcohol copolymer obtained by saponifying a polymer or a modified polyvinyl alcohol polymer obtained by partially modifying a hydroxyl group thereof can be used. The water-based adhesive can include additives such as polyvalent aldehydes, water-soluble epoxy compounds, melamine compounds, zirconia compounds, and zinc compounds. When an aqueous adhesive is used, the thickness of the adhesive layer obtained therefrom is usually 1 μm or less.
水系接着剤を偏光性積層フィルム300の偏光子層302上及び/又は保護フィルム上に塗工し、これらのフィルムを接着剤層を介して貼合し、好ましくは貼合ロール等を用いて加圧し密着させることにより貼合工程が実施される。水系接着剤(光硬化性接着剤についても同様)の塗工方法は特に制限されず、流延法、マイヤーバーコート法、グラビアコート法、カンマコーター法、ドクタープレート法、ダイコート法、ディップコート法、噴霧法等の従来公知の方法を用いることができる。
An aqueous adhesive is applied onto the polarizer layer 302 and / or the protective film of the polarizing laminated film 300, and these films are bonded via the adhesive layer, preferably using a bonding roll or the like. A pasting process is carried out by pressing and adhering. The coating method of the water-based adhesive (same for the photo-curable adhesive) is not particularly limited, and casting method, Meyer bar coating method, gravure coating method, comma coater method, doctor plate method, die coating method, dip coating method A conventionally known method such as a spraying method can be used.
水系接着剤を用いる場合、上述の貼合を実施した後、水系接着剤中に含まれる水を除去するためにフィルムを乾燥させる乾燥工程を実施することが好ましい。乾燥は、例えばフィルムを乾燥炉に導入することによって行うことができる。乾燥温度(乾燥炉の温度)は、好ましくは30~90℃である。30℃未満であると、保護フィルムが偏光子層302から剥離しやすくなる傾向がある。また乾燥温度が90℃を超えると、熱によって偏光性能が劣化するおそれがある。乾燥時間は10~1000秒とすることができ、生産性の観点からは、好ましくは60~750秒、より好ましくは150~600秒である。
When using a water-based adhesive, it is preferable to carry out a drying step for drying the film in order to remove water contained in the water-based adhesive after performing the above-mentioned bonding. Drying can be performed, for example, by introducing the film into a drying furnace. The drying temperature (drying furnace temperature) is preferably 30 to 90 ° C. When it is lower than 30 ° C., the protective film tends to be easily peeled off from the polarizer layer 302. On the other hand, if the drying temperature exceeds 90 ° C., the polarization performance may be deteriorated by heat. The drying time can be 10 to 1000 seconds, and from the viewpoint of productivity, it is preferably 60 to 750 seconds, and more preferably 150 to 600 seconds.
乾燥工程後、室温又はそれよりやや高い温度、例えば20~45℃程度の温度で12~600時間程度養生する養生工程を設けてもよい。養生温度は、乾燥温度よりも低く設定されるのが一般的である。
After the drying step, a curing step of curing at room temperature or slightly higher temperature, for example, at a temperature of about 20 to 45 ° C. for about 12 to 600 hours may be provided. The curing temperature is generally set lower than the drying temperature.
上記光硬化性接着剤とは、紫外線等の活性エネルギー線を照射することで硬化する接着剤をいい、例えば、重合性化合物及び光重合開始剤を含むもの、光反応性樹脂を含むもの、バインダー樹脂及び光反応性架橋剤を含むものなどを挙げることができる。重合性化合物としては、光硬化性エポキシ系モノマー、光硬化性アクリル系モノマー、光硬化性ウレタン系モノマーなどの光重合性モノマーや、光重合性モノマーに由来するオリゴマーなどを挙げることができる。光重合開始剤としては、紫外線等の活性エネルギー線の照射により中性ラジカル、アニオンラジカル、カチオンラジカルといった活性種を発生する物質を含むものを挙げることができる。重合性化合物及び光重合開始剤を含む光硬化性接着剤として、光硬化性エポキシ系モノマー及び光カチオン重合開始剤を含むものを好ましく用いることができる。
The photocurable adhesive refers to an adhesive that is cured by irradiating active energy rays such as ultraviolet rays, for example, an adhesive containing a polymerizable compound and a photopolymerization initiator, an adhesive containing a photoreactive resin, and a binder. The thing containing resin and a photoreactive crosslinking agent can be mentioned. Examples of the polymerizable compound include photopolymerizable monomers such as a photocurable epoxy monomer, a photocurable acrylic monomer, and a photocurable urethane monomer, and oligomers derived from the photopolymerizable monomer. As a photoinitiator, what contains the substance which generate | occur | produces active species, such as a neutral radical, an anion radical, and a cation radical by irradiation of active energy rays, such as an ultraviolet-ray, can be mentioned. As the photocurable adhesive containing a polymerizable compound and a photopolymerization initiator, an adhesive containing a photocurable epoxy monomer and a photocationic polymerization initiator can be preferably used.
光硬化性接着剤を用いる場合、上述の貼合を実施した後、必要に応じて乾燥工程を行い(光硬化性接着剤が溶剤を含む場合など)、次いで活性エネルギー線を照射することによって光硬化性接着剤を硬化させる硬化工程を行う。活性エネルギー線の光源は特に限定されないが、波長400nm以下に発光分布を有する活性エネルギー線が好ましく、具体的には、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、ケミカルランプ、ブラックライトランプ、マイクロウェーブ励起水銀灯、メタルハライドランプなどが好ましく用いられる。
When using a photocurable adhesive, after carrying out the above-mentioned bonding, a drying process is performed as necessary (such as when the photocurable adhesive contains a solvent), and then light is irradiated by activating active energy rays. A curing step for curing the curable adhesive is performed. The light source of the active energy ray is not particularly limited, but an active energy ray having a light emission distribution at a wavelength of 400 nm or less is preferable. Specifically, the low-pressure mercury lamp, the medium-pressure mercury lamp, the high-pressure mercury lamp, the ultrahigh-pressure mercury lamp, the chemical lamp, and the black light lamp A microwave excitation mercury lamp, a metal halide lamp and the like are preferably used.
光硬化性接着剤への光照射強度は、光硬化性接着剤の組成によって適宜決定され、重合開始剤の活性化に有効な波長領域の照射強度が0.1~6000mW/cm2となるように設定されることが好ましい。照射強度が0.1mW/cm2以上である場合、反応時間が長くなりすぎず、6000mW/cm2以下である場合、光源から輻射される熱及び光硬化性接着剤の硬化時の発熱による光硬化性接着剤の黄変や偏光子層302の劣化を生じるおそれが少ない。
The light irradiation intensity to the photocurable adhesive is appropriately determined depending on the composition of the photocurable adhesive, and the irradiation intensity in the wavelength region effective for activating the polymerization initiator is 0.1 to 6000 mW / cm 2. It is preferable to set to. When the irradiation intensity is 0.1 mW / cm 2 or more, the reaction time does not become too long, and when the irradiation intensity is 6000 mW / cm 2 or less, the light emitted from the light source and the light generated by the curing of the photocurable adhesive There is little possibility of causing yellowing of the curable adhesive and deterioration of the polarizer layer 302.
光硬化性接着剤への光照射時間についても、光硬化性接着剤の組成によって適宜決定され、上記照射強度と照射時間との積として表される積算光量が10~10000mJ/cm2となるように設定されることが好ましい。積算光量が10mJ/cm2以上である場合、重合開始剤由来の活性種を十分量発生させて硬化反応をより確実に進行させることができ、10000mJ/cm2以下である場合、照射時間が長くなりすぎず、良好な生産性を維持できる。
The light irradiation time to the photocurable adhesive is also determined appropriately depending on the composition of the photocurable adhesive, and the integrated light amount expressed as the product of the irradiation intensity and the irradiation time is 10 to 10,000 mJ / cm 2. It is preferable to set to. When the integrated light amount is 10 mJ / cm 2 or more, a sufficient amount of active species derived from the polymerization initiator can be generated to advance the curing reaction more reliably, and when it is 10000 mJ / cm 2 or less, the irradiation time is long. It does not become too much and good productivity can be maintained.
なお、活性エネルギー線照射後の接着剤層の厚みは、通常0.001~5μm程度であり、好ましくは0.01~2μm、さらに好ましくは0.01~1μmである。
The thickness of the adhesive layer after irradiation with active energy rays is usually about 0.001 to 5 μm, preferably 0.01 to 2 μm, more preferably 0.01 to 1 μm.
(粘着剤)
保護フィルムの貼合に用いられる粘着剤は、通常、アクリル系樹脂、スチレン系樹脂、シリコーン系樹脂などをベースポリマーとし、そこに、イソシアネート化合物、エポキシ化合物、アジリジン化合物などの架橋剤を加えた組成物からなる。さらに微粒子を含有して光散乱性を示す粘着剤層とすることもできる。
(Adhesive)
The pressure-sensitive adhesive used for bonding the protective film is usually a composition in which an acrylic resin, styrene resin, silicone resin or the like is used as a base polymer and a crosslinking agent such as an isocyanate compound, an epoxy compound or an aziridine compound is added thereto. It consists of things. Furthermore, it can also be set as the adhesive layer which contains microparticles | fine-particles and shows light-scattering property.
粘着剤層の厚みは1~40μmであることができるが、加工性、耐久性の特性を損なわない範囲で、薄く塗るのが好ましく、具体的には3~25μmであることが好ましい。3~25μmであると良好な加工性を有し、かつ偏光子層302の寸法変化を押さえる上でも好適な厚みである。粘着剤層が1μm未満であると粘着性が低下し、40μmを超えると粘着剤がはみ出すなどの不具合を生じ易くなる。粘着剤を用いて保護フィルムを偏光子層302に貼合する方法においては、保護フィルム面に粘着剤層を設けた後、偏光子層302に貼合してもよいし、偏光子層302面に粘着剤層を設けた後、ここに保護フィルムを貼合してもよい。
The thickness of the pressure-sensitive adhesive layer can be 1 to 40 μm, but it is preferably applied thinly, as long as it does not impair the workability and durability characteristics, and specifically 3 to 25 μm. When the thickness is 3 to 25 μm, the thickness is favorable for suppressing the dimensional change of the polarizer layer 302 with good workability. When the pressure-sensitive adhesive layer is less than 1 μm, the tackiness is lowered, and when it exceeds 40 μm, problems such as the pressure-sensitive adhesive protruding easily occur. In the method of bonding a protective film to the polarizer layer 302 using an adhesive, after the adhesive layer is provided on the protective film surface, it may be bonded to the polarizer layer 302, or the surface of the polarizer layer 302 After providing the pressure-sensitive adhesive layer, a protective film may be bonded here.
粘着剤層を形成する方法は特に限定されるものではなく、保護フィルム面又は偏光子層302面に、上記したベースポリマーをはじめとする各成分を含む粘着剤溶液を塗工し、乾燥して粘着剤層を形成した後、保護フィルムと偏光子層302とを貼り合わせてもよいし、セパレータ上に粘着剤層を形成した後、この粘着剤層を保護フィルム面又は偏光子層302面に転写し、次いで保護フィルムと偏光子層302とを貼り合わせるようにしてもよい。粘着剤層を保護フィルム面又は偏光子層302面に形成する際には、必要に応じて保護フィルム面若しくは偏光子層302面、又は、粘着剤層の片方若しくは両方に表面処理、例えばコロナ処理等を施してもよい。
The method for forming the pressure-sensitive adhesive layer is not particularly limited, and a pressure-sensitive adhesive solution containing each component including the above-described base polymer is applied to the surface of the protective film or the polarizer layer 302 and dried. After forming the pressure-sensitive adhesive layer, the protective film and the polarizer layer 302 may be bonded together, or after forming the pressure-sensitive adhesive layer on the separator, the pressure-sensitive adhesive layer is applied to the surface of the protective film or the polarizer layer 302. After the transfer, the protective film and the polarizer layer 302 may be bonded together. When the pressure-sensitive adhesive layer is formed on the protective film surface or the polarizer layer 302 surface, surface treatment, for example, corona treatment, is applied to one or both of the protective film surface or the polarizer layer 302 surface or the pressure-sensitive adhesive layer as necessary. Etc. may be applied.
〔7〕剥離工程S60
本工程は、保護フィルムを貼合して得られる貼合フィルムから基材フィルム301を剥離除去工程である。この工程を経て、偏光子層302上に保護フィルムが積層された偏光板を得ることができる。偏光性積層フィルム300が基材フィルム301の両面に偏光子層302を有し、これら両方の偏光子層302に保護フィルムを貼合した場合には、この剥離工程S60により、2枚の偏光板が得られる。
[7] Peeling step S60
This process is a peeling removal process of the base film 301 from the bonding film obtained by bonding a protective film. Through this step, a polarizing plate in which a protective film is laminated on the polarizer layer 302 can be obtained. When the polarizing laminated film 300 has the polarizer layers 302 on both surfaces of the base film 301 and a protective film is bonded to both of the polarizer layers 302, two polarizing plates are obtained by the peeling step S60. Is obtained.
基材フィルム301を剥離除去する方法は特に限定されるものではなく、通常の粘着剤付偏光板で行われるセパレータ(剥離フィルム)の剥離工程と同様の方法で剥離できる。基材フィルム301は、貼合工程S50の後、そのまますぐ剥離してもよいし、貼合工程S50の後、一度ロール状に巻き取り、その後の工程で巻き出しながら剥離してもよい。
The method of peeling and removing the base film 301 is not particularly limited, and can be peeled by the same method as the separator (peeling film) peeling step performed with a normal pressure-sensitive adhesive polarizing plate. After the bonding step S50, the base film 301 may be peeled off immediately, or after the bonding step S50, it may be wound up in a roll shape and peeled off while being unwound in the subsequent steps.
以上のようして製造される偏光板は、実用に際して他の光学層を積層した光学フィルムとして用いることができる。また、保護フィルムがこのような光学層の機能を有していてもよい。他の光学層としては、ある種の偏光光を透過し、それと逆の性質を示す偏光光を反射する反射型偏光フィルム;表面に凹凸形状を有する防眩機能付きフィルム;表面反射防止機能付きフィルム;表面に反射機能を有する反射フィルム;反射機能と透過機能とを併せ持つ半透過反射フィルム;視野角補償フィルムなどが挙げられる。
The polarizing plate produced as described above can be used as an optical film in which other optical layers are laminated in practical use. Moreover, the protective film may have the function of such an optical layer. As another optical layer, a reflective polarizing film that transmits a certain kind of polarized light and reflects polarized light having the opposite properties; a film with an antiglare function having an uneven shape on the surface; a film with a surface antireflection function A reflective film having a reflective function on the surface; a transflective film having both a reflective function and a transmissive function; and a viewing angle compensation film.
ある種の偏光光を透過し、それと逆の性質を示す偏光光を反射する反射型偏光フィルムに相当する市販品としては、たとえば、「DBEF」(3M社製、住友スリーエム(株)から入手可能)、「APF」(3M社製、住友スリーエム(株)から入手可能)が挙げられる。
For example, “DBEF” (available from 3M, Sumitomo 3M Co., Ltd.) can be used as a commercial product equivalent to a reflective polarizing film that transmits certain types of polarized light and reflects polarized light that exhibits the opposite properties. ), “APF” (manufactured by 3M, available from Sumitomo 3M Limited).
視野角補償フィルムとしては、基材表面に液晶性化合物が塗布され、配向されている光学補償フィルム、ポリカーボネート系樹脂からなる位相差フィルム、環状ポリオレフィン系樹脂からなる位相差フィルムが挙げられる。
Examples of the viewing angle compensation film include an optical compensation film in which a liquid crystal compound is applied to the substrate surface and oriented, a retardation film made of a polycarbonate resin, and a retardation film made of a cyclic polyolefin resin.
基材表面に液晶性化合物が塗布され、配向されている光学補償フィルムに相当する市販品としては、「WVフィルム」(富士フイルム(株)製)、「NHフィルム」(新日本石油(株)製)、「NRフィルム」(新日本石油(株)製)などが挙げられる。
Commercially available products corresponding to an optical compensation film coated with a liquid crystal compound on the substrate surface are "WV film" (manufactured by FUJIFILM Corporation), "NH film" (Shin Nippon Oil Co., Ltd.) And “NR Film” (manufactured by Nippon Oil Corporation).
環状ポリオレフィン系樹脂からなる位相差フィルムに相当する市販品としては、「アートンフィルム」(JSR(株)製)、「エスシーナ」(積水化学工業(株)製)、「ゼオノアフィルム」(日本ゼオン(株)製)などが挙げられる。
Commercial products corresponding to retardation films made of cyclic polyolefin resin include “Arton Film” (manufactured by JSR Corporation), “Essina” (manufactured by Sekisui Chemical Co., Ltd.), “Zeonor Film” (Nippon Zeon ( Etc.).
以下、実施例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。例中、フィルムの80℃における引張弾性率及びフィルム表層の結晶化度は、以下の方法で求めた。
Hereinafter, the present invention will be described more specifically with reference to examples. However, the present invention is not limited to these examples. In the examples, the tensile modulus at 80 ° C. of the film and the crystallinity of the film surface layer were determined by the following methods.
<80℃における引張弾性率>
フィルムの搬送方向(MD)を長さ方向として、長さ100mm×幅40mmの短冊状試験片を切り出し、(株)島津製作所製の万能試験機「オートグラフAG-I」を用いて測定した。この試験機には、取り外し可能な恒温槽がついている。まず、試験機内の恒温槽を80℃に設定し、そこに、上記試験片の長さ100mmの方向を引張方向として、初期チャック間距離80mmでつかんで1時間以上保持した後、その80℃恒温槽内に保ったまま、引張速度30mm/分で引張試験を行い、引張弾性率を算出した。
<Tensile modulus at 80 ° C>
A strip-shaped test piece having a length of 100 mm and a width of 40 mm was cut with the film conveyance direction (MD) as the length direction, and measured using a universal testing machine “Autograph AG-I” manufactured by Shimadzu Corporation. This testing machine has a removable thermostat. First, the thermostat in the testing machine was set to 80 ° C., and the direction of the test piece having a length of 100 mm was taken as the tensile direction and held at an initial chuck distance of 80 mm and held for 1 hour or longer. While being kept in the tank, a tensile test was performed at a tensile speed of 30 mm / min, and a tensile modulus was calculated.
<フィルム表層の結晶化度>
以下の装置を用い、以下の諸元及び測定手順でフィルム表層の赤外分光スペクトルを求め、その赤外分光スペクトルから、先に示した式:
結晶化度X(%)=109×(A998-A920)/(A974-A920)-31.4
(式中のA998、A974及びA920は、先に定義したとおりである。)
によって結晶化度Xを算出した。
<Crystallinity of film surface layer>
Using the following apparatus, the infrared spectroscopic spectrum of the film surface layer was determined by the following specifications and measurement procedures, and the equation shown above from the infrared spectroscopic spectrum:
Crystallinity X (%) = 109 × (A 998 -A 920 ) / (A 974 -A 920 ) -31.4
(A 998 , A 974, and A 920 in the formula are as defined above.)
Was used to calculate the crystallinity X.
・装置: 顕微フーリエ変換赤外分光光度計 Agilent社製「FTS-7000/UMA600(顕微ユニット)」、
・測定モード: ATR法(プリズム:Ge、入射角:30°)、
・分解能: 4cm-1、
・積算回数: 128回、
・ATR-IR測定手順: ポリプロピレン系多層フィルムからなる基材フィルムの表面をGe(ゲルマニウム)結晶プリズムに直接押しつけて赤外分光スペクトルを求めた。
Apparatus: Microscopic Fourier transform infrared spectrophotometer “FTS-7000 / UMA600 (microscopic unit)” manufactured by Agilent,
Measurement mode: ATR method (prism: Ge, incident angle: 30 °),
・ Resolution: 4cm -1
・ Total number of times: 128 times
ATR-IR measurement procedure: The surface of a base film made of a polypropylene multilayer film was directly pressed against a Ge (germanium) crystal prism, and an infrared spectrum was obtained.
<実施例1>
(1)基材フィルムの作製
エチレンユニットを約5重量%含むプロピレン/エチレンのランダム共重合体(住友化学(株)製「住友ノーブレン W151」、融点Tm=138℃)からなる樹脂層の両側に、プロピレンの単独重合体であるホモポリプロピレン(住友化学(株)製「住友ノーブレンFLX80E4」、融点Tm=163℃)からなる樹脂層が配置された3層構造の長尺のポリプロピレン系多層フィルムを、多層押出成形機を用いた共押出成形により作製した。このポリプロピレン系多層フィルムの合計厚みは100μmであり、各層の厚み比(FLX80E4/W151/FLX80E4)は3/4/3であった。
<Example 1>
(1) Production of base film On both sides of a resin layer comprising a random copolymer of propylene / ethylene containing about 5% by weight of an ethylene unit (“Sumitomo Noblen W151” manufactured by Sumitomo Chemical Co., Ltd., melting point Tm = 138 ° C.) A long polypropylene-based multilayer film having a three-layer structure in which a resin layer made of homopolypropylene, a homopolymer of propylene (“Sumitomo Nobrene FLX80E4” manufactured by Sumitomo Chemical Co., Ltd., melting point Tm = 163 ° C.), It was produced by coextrusion using a multilayer extruder. The total thickness of the polypropylene multilayer film was 100 μm, and the thickness ratio of each layer (FLX80E4 / W151 / FLX80E4) was 3/4/3.
次に、上記ポリプロピレン系多層フィルムの加熱処理を行った。具体的にはまず、このポリプロピレン系多層フィルムを搬送しながら、70℃の熱ロールに10秒間程度接触させた後(加熱処理1段目)、80℃のオーブン内に1分間(加熱処理2段目)、次いで100℃のオーブン内に1分間(加熱処理3段目)滞留させて加熱処理を行い、基材フィルムを得た。本加熱処理工程における加熱処理最大温度は、3段目の100℃である。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
Next, the polypropylene multilayer film was heat-treated. Specifically, first, while transporting this polypropylene-based multilayer film, it was brought into contact with a hot roll at 70 ° C. for about 10 seconds (first stage of heat treatment) and then placed in an oven at 80 ° C. for one minute (two stages of heat treatment). Eye), and then heat-treated by staying in an oven at 100 ° C. for 1 minute (heat treatment 3rd stage) to obtain a base film. The maximum heat treatment temperature in this heat treatment step is 100 ° C. in the third stage. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
ポリビニルアルコール粉末(日本合成化学工業(株)製「Z-200」、平均重合度1100、平均ケン化度99.5モル%)を95℃の熱水に溶解し、濃度3重量%のポリビニルアルコール水溶液を調製した。得られた水溶液に架橋剤(田岡化学工業(株)製「スミレーズレジン650」)をポリビニルアルコールの固形分2重量部に対して1重量部の割合で混合して、プライマー層形成用塗工液を得た。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
Polyvinyl alcohol powder (“Z-200” manufactured by Nippon Synthetic Chemical Industry Co., Ltd., average degree of polymerization 1100, average degree of saponification 99.5 mol%) was dissolved in 95 ° C. hot water to give a concentration of 3% by weight of polyvinyl alcohol. An aqueous solution was prepared. The resulting aqueous solution is mixed with a crosslinking agent (“Smile Resin 650” manufactured by Taoka Chemical Co., Ltd.) at a ratio of 1 part by weight with respect to 2 parts by weight of the solid content of polyvinyl alcohol. A liquid was obtained.
また、ポリビニルアルコール粉末((株)クラレ製「PVA124」、平均重合度2400、平均ケン化度98.0~99.0モル%)を95℃の熱水に溶解し、濃度8重量%のポリビニルアルコール水溶液であるポリビニルアルコール系樹脂層形成用の塗工液を調製した。
Further, polyvinyl alcohol powder (“PVA124” manufactured by Kuraray Co., Ltd., average polymerization degree 2400, average saponification degree 98.0 to 99.0 mol%) was dissolved in hot water at 95 ° C. A coating solution for forming a polyvinyl alcohol-based resin layer, which is an aqueous alcohol solution, was prepared.
次に、上記(1)で加熱処理が施された基材フィルムを連続的に搬送しながら、その片面にコロナ処理を施し、次いでコロナ処理された面に、マイクログラビアコーターを用いて上記プライマー層用塗工液を連続的に塗工し、80℃で3分間乾燥させることにより、厚み0.2μmのプライマー層を形成した。引き続き、フィルムを搬送しながら、プライマー層上にカンマコーターを用いて上記ポリビニルアルコール系樹脂層形成用の塗工液を連続的に塗工し、90℃で1分間、70℃で3分間、次いで60℃で4分間乾燥させることにより、プライマー層上に厚み10.0μmのポリビニルアルコール系樹脂層を形成して積層フィルムを得た。
Next, while continuously conveying the base film subjected to the heat treatment in (1) above, one surface thereof is subjected to corona treatment, and then the primer layer is coated on the corona-treated surface using a micro gravure coater. The primer coating liquid was continuously applied and dried at 80 ° C. for 3 minutes to form a primer layer having a thickness of 0.2 μm. Subsequently, while transporting the film, the above-mentioned coating solution for forming the polyvinyl alcohol-based resin layer was continuously applied onto the primer layer using a comma coater, and then at 90 ° C. for 1 minute, at 70 ° C. for 3 minutes, and then A polyvinyl alcohol resin layer having a thickness of 10.0 μm was formed on the primer layer by drying at 60 ° C. for 4 minutes to obtain a laminated film.
プライマー層形成工程における乾燥時の最大温度は、上述のとおり80℃であり、樹脂層形成工程における乾燥時の最大温度は90℃である。いずれの乾燥工程においても、基材フィルムにシワや折れ込み等の欠陥は生じず、問題なく乾燥を行うことができた。
The maximum temperature during drying in the primer layer forming step is 80 ° C. as described above, and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
(3)延伸フィルムの作製
上記(2)で得られた積層フィルムを連続的に搬送しながら、ロール間空中延伸装置を用いて160℃の延伸温度で縦方向(フィルム搬送方向)に5.8倍の倍率で自由端一軸延伸を施して、延伸フィルムとした。延伸フィルムにおけるポリビニルアルコール系樹脂層の厚みは5.0μmであった。延伸処理において特に不具合は認められなかった。
(3) Production of stretched film While continuously transporting the laminated film obtained in (2) above, 5.8 in the longitudinal direction (film transport direction) at a stretching temperature of 160 ° C. using an inter-roll air stretcher. Free end uniaxial stretching was performed at a double magnification to obtain a stretched film. The thickness of the polyvinyl alcohol resin layer in the stretched film was 5.0 μm. No particular problems were found in the stretching process.
(4)偏光性積層フィルムの作製
上記(3)で得られた延伸フィルムを連続的に搬送しながら、60℃の温水浴に滞留時間が60秒間となるように浸漬した後、ヨウ素とヨウ化カリウムとを含む30℃の染色溶液に滞留時間が150秒間程度となるように浸漬してポリビニルアルコール系樹脂層の染色処理を行い、次いで、10℃の純水で余分な染色溶液を洗い流した。引き続き、ホウ酸とヨウ化カリウムとを含む76℃の架橋溶液に滞留時間が600秒間となるように浸漬して架橋処理を行った。その後、10℃の純水で4秒間洗浄し、80℃で300秒間乾燥させることにより偏光性積層フィルムを得た。
(4) Production of Polarizing Laminated Film While continuously stretching the stretched film obtained in (3) above, dipping in a warm water bath at 60 ° C. so that the residence time is 60 seconds, then iodine and iodide The polyvinyl alcohol resin layer was dyed by dipping in a dyeing solution containing potassium at 30 ° C. so that the residence time was about 150 seconds, and then the excess dyeing solution was washed away with 10 ° C. pure water. Subsequently, a crosslinking treatment was performed by dipping in a crosslinking solution at 76 ° C. containing boric acid and potassium iodide so that the residence time was 600 seconds. Thereafter, the polarizing laminate film was obtained by washing with pure water at 10 ° C. for 4 seconds and drying at 80 ° C. for 300 seconds.
(5)偏光板の作製
ポリビニルアルコール粉末((株)クラレ製「KL-318」、平均重合度1800)を95℃の熱水に溶解し、濃度3重量%のポリビニルアルコール水溶液を調製した。得られた水溶液に架橋剤(田岡化学工業(株)製「スミレーズレジン650」)をポリビニルアルコールの固形分2重量部に対して1重量部の割合で混合し、接着剤溶液とした。
(5) Production of Polarizing Plate Polyvinyl alcohol powder (“KL-318” manufactured by Kuraray Co., Ltd., average polymerization degree 1800) was dissolved in hot water at 95 ° C. to prepare a polyvinyl alcohol aqueous solution having a concentration of 3% by weight. The resulting aqueous solution was mixed with a crosslinking agent (“Smileze Resin 650” manufactured by Taoka Chemical Industry Co., Ltd.) at a ratio of 1 part by weight to 2 parts by weight of the solid content of polyvinyl alcohol to obtain an adhesive solution.
次に、上記(4)で得られた偏光性積層フィルムを連続的に搬送しながら、上記接着剤溶液を偏光子層上に塗工した後、貼合面にケン化処理が施されたトリアセチルセルロース(TAC)フィルム(コニカミノルタオプト(株)製「KC4UY」、厚み40μm)を偏光子層上の接着剤溶液塗工面に貼合し、一対の貼合ロール間に通すことにより圧着して、貼合フィルムを得た。次いで、貼合フィルムから基材フィルムを剥離除去して、偏光子層上に接着剤層を介してTACフィルムからなる保護フィルムが積層された偏光板を得た。このとき、基材フィルムは容易に剥離することができた。
Next, while continuously transporting the polarizing laminated film obtained in (4) above, the adhesive solution was applied onto the polarizer layer, and then the saponification treatment was applied to the bonding surface. An acetylcellulose (TAC) film (“KC4UY” manufactured by Konica Minolta Opto Co., Ltd., thickness 40 μm) is bonded to the adhesive solution coating surface on the polarizer layer, and crimped by passing between a pair of bonding rolls. A laminated film was obtained. Subsequently, the base film was peeled and removed from the bonded film to obtain a polarizing plate in which a protective film made of a TAC film was laminated on the polarizer layer via an adhesive layer. At this time, the base film could be easily peeled off.
<実施例2>
(1)基材フィルムの作製
ポリプロピレン系多層フィルムを搬送しながら、90℃の熱ロールに10秒間程度接触させることにより加熱処理を行ったこと以外は、実施例1の(1)と同様にして基材フィルムを得た。本加熱処理工程において加熱処理操作は熱ロールによる1段のみであり、加熱処理最大温度は90℃である。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Example 2>
(1) Production of base film As in (1) of Example 1, except that heat treatment was carried out by bringing the polypropylene multilayer film into contact with a 90 ° C. hot roll for about 10 seconds while carrying the polypropylene-based multilayer film. A base film was obtained. In this heat treatment step, the heat treatment operation is only one stage using a heat roll, and the maximum temperature of the heat treatment is 90 ° C. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
上記(1)で加熱処理が施された基材フィルムの両面にコロナ処理を施し、両面にプライマー層及びポリビニルアルコール系樹脂層をそれぞれ形成したこと以外は、実施例1の(2)と同様にして積層フィルムを得た。一方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.2μm、10.5μmであり、他方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.2μm、11.0μmであった。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
The same as (2) of Example 1 except that the base film subjected to the heat treatment in (1) was subjected to corona treatment on both sides and a primer layer and a polyvinyl alcohol-based resin layer were formed on both sides. To obtain a laminated film. The thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on one surface are 0.2 μm and 10.5 μm, respectively, and the thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on the other surface are each 0.00 mm. 2 μm and 11.0 μm.
プライマー層形成工程における乾燥時の最大温度は80℃であり、樹脂層形成工程における乾燥時の最大温度は90℃である。いずれの乾燥工程においても、基材フィルムにシワや折れ込み等の欠陥は生じず、問題なく乾燥を行うことができた。
The maximum temperature during drying in the primer layer forming step is 80 ° C., and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
(3)延伸フィルム及び偏光性積層フィルムの作製
上記(2)で得られた積層フィルムを用い、実施例1の(3)と同様にして延伸フィルムを作製し、さらに、実施例1の(4)と同様にして偏光性積層フィルムを作製した。延伸フィルムにおける両面のポリビニルアルコール系樹脂層の厚みはそれぞれ5.0μm、5.6μmであった。延伸処理において特に不具合は認められなかった。
(3) Production of stretched film and polarizing laminated film Using the laminated film obtained in (2) above, a stretched film was produced in the same manner as in (1) of Example 1, and further, (4 of Example 1). ) To produce a polarizing laminated film. The thicknesses of the polyvinyl alcohol resin layers on both sides of the stretched film were 5.0 μm and 5.6 μm, respectively. No particular problems were found in the stretching process.
(4)偏光板の作製
上記(3)で作製した偏光性積層フィルムを用い、両面の偏光子層上にそれぞれ保護フィルムを貼合したこと以外は、実施例1の(5)と同様にして貼合フィルムを作製した。次いで、貼合フィルムから基材フィルムを剥離除去して、偏光子層上に接着剤層を介して保護フィルムが積層された2枚の偏光板を得た。このとき、基材フィルムは容易に剥離することができた。
(4) Production of polarizing plate The same procedure as in (5) of Example 1 except that the polarizing laminate film produced in (3) above was used and a protective film was bonded to each of the polarizer layers on both sides. A laminated film was produced. Subsequently, the base film was peeled and removed from the bonded film to obtain two polarizing plates in which a protective film was laminated on the polarizer layer via an adhesive layer. At this time, the base film could be easily peeled off.
<実施例3>
(1)基材フィルムの作製
ポリプロピレン系多層フィルムを搬送しながら、90℃の熱ロールに7秒間程度接触させた後(加熱処理1段目)、100℃のオーブン内に2分間滞留させる(加熱処理2段目)ことにより加熱処理を行ったこと以外は、実施例2の(1)と同様にして基材フィルムを作製した。本加熱処理工程において加熱処理最大温度は、2段目の100℃である。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Example 3>
(1) Production of base film After transporting a polypropylene-based multilayer film, it was brought into contact with a 90 ° C. hot roll for about 7 seconds (first heat treatment) and then allowed to stay in an oven at 100 ° C. for 2 minutes (heating) A base film was produced in the same manner as (1) of Example 2 except that the heat treatment was performed by the second step). In this heat treatment step, the maximum heat treatment temperature is 100 ° C. in the second stage. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
上記(1)で加熱処理が施された基材フィルムを用いる以外は、実施例2の(2)と同様にして積層フィルムを得た。一方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.3μm、10.5μmであり、他方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.2μm、10.8μmであった。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
A laminated film was obtained in the same manner as (2) of Example 2 except that the base film subjected to the heat treatment in (1) was used. The thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on one surface are 0.3 μm and 10.5 μm, respectively, and the thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on the other surface are each 0.00 mm. 2 μm and 10.8 μm.
プライマー層形成工程における乾燥時の最大温度は80℃であり、樹脂層形成工程における乾燥時の最大温度は90℃である。いずれの乾燥工程においても、基材フィルムにシワや折れ込み等の欠陥は生じず、問題なく乾燥を行うことができた。
The maximum temperature during drying in the primer layer forming step is 80 ° C., and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
(3)延伸フィルム及び偏光性積層フィルムの作製
上記(2)で得られた積層フィルムを用い、実施例2の(3)と同様にして延伸フィルム、さらに偏光性積層フィルムを作製した。延伸フィルムにおける両面のポリビニルアルコール系樹脂層の厚みはそれぞれ5.1μm、5.5μmであった。延伸処理において特に不具合は認められなかった。
(3) Production of stretched film and polarizing laminated film Using the laminated film obtained in (2) above, a stretched film and further a polarizing laminated film were produced in the same manner as in (3) of Example 2. The thicknesses of the polyvinyl alcohol resin layers on both sides of the stretched film were 5.1 μm and 5.5 μm, respectively. No particular problems were found in the stretching process.
(4)偏光板の作製
上記(3)で作製した偏光性積層フィルムを用いる以外は、実施例2の(4)と同様にして貼合フィルムを作製し、さらにそこから基材フィルムを剥離除去して、偏光子層上に接着剤層を介して保護フィルムが積層された2枚の偏光板を得た。このとき、基材フィルムは容易に剥離することができた。
(4) Production of polarizing plate A laminated film is produced in the same manner as (4) in Example 2 except that the polarizing laminated film produced in (3) above is used, and the substrate film is peeled and removed therefrom. Thus, two polarizing plates in which a protective film was laminated on the polarizer layer via an adhesive layer were obtained. At this time, the base film could be easily peeled off.
<実施例4>
(1)基材フィルムの作製
ポリプロピレン系多層フィルムを搬送しながら、110℃のオーブン内に2分間滞留させることにより加熱処理を行ったこと以外は、実施例2の(1)と同様にして基材フィルムを作製した。本加熱処理工程において加熱処理操作はオーブンによる1段のみであり、加熱処理最大温度は110℃である。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Example 4>
(1) Production of substrate film The substrate was formed in the same manner as (1) of Example 2 except that heat treatment was carried out by retaining the polypropylene-based multilayer film in an oven at 110 ° C. for 2 minutes. A material film was prepared. In this heat treatment step, the heat treatment operation is performed only in one stage using an oven, and the maximum heat treatment temperature is 110 ° C. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
上記(1)で加熱処理が施された基材フィルムを用いる以外は、実施例2の(2)と同様にして積層フィルムを得た。一方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.3μm、10.7μmであり、他方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.3μm、11.0μmであった。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
A laminated film was obtained in the same manner as (2) of Example 2 except that the base film subjected to the heat treatment in (1) was used. The thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on one surface are 0.3 μm and 10.7 μm, respectively, and the thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on the other surface are each 0.00 mm. 3 μm and 11.0 μm.
プライマー層形成工程における乾燥時の最大温度は80℃であり、樹脂層形成工程における乾燥時の最大温度は90℃である。いずれの乾燥工程においても、基材フィルムにシワや折れ込み等の欠陥は生じず、問題なく乾燥を行うことができた。
The maximum temperature during drying in the primer layer forming step is 80 ° C., and the maximum temperature during drying in the resin layer forming step is 90 ° C. In any of the drying steps, defects such as wrinkles and folding did not occur in the base film, and drying could be performed without any problem.
(3)延伸フィルム及び偏光性積層フィルムの作製
上記(2)で得られた積層フィルムを用い、実施例2の(3)と同様にして延伸フィルム、さらに偏光性積層フィルムを作製した。延伸フィルムにおける両面のポリビニルアルコール系樹脂層の厚みはそれぞれ5.2μm、5.5μmであった。延伸処理において特に不具合は認められなかった。
(3) Production of stretched film and polarizing laminated film Using the laminated film obtained in (2) above, a stretched film and further a polarizing laminated film were produced in the same manner as in (3) of Example 2. The thicknesses of the polyvinyl alcohol resin layers on both sides of the stretched film were 5.2 μm and 5.5 μm, respectively. No particular problems were found in the stretching process.
(4)偏光板の作製
上記(3)で作製した偏光性積層フィルムを用いる以外は、実施例2の(4)と同様にして貼合フィルムを作製し、さらにそこから基材フィルムを剥離除去して、偏光子層上に接着剤層を介して保護フィルムが積層された2枚の偏光板を得た。このとき、基材フィルムは容易に剥離することができた。
(4) Production of polarizing plate A laminated film is produced in the same manner as (4) in Example 2 except that the polarizing laminated film produced in (3) above is used, and the substrate film is peeled and removed therefrom. Thus, two polarizing plates in which a protective film was laminated on the polarizer layer via an adhesive layer were obtained. At this time, the base film could be easily peeled off.
<実施例5>
(1)基材フィルムの作製
プロピレンの単独重合体であるホモポリプロピレン(住友化学(株)製「住友ノーブレンFLX80E4」、融点Tm=163℃)に、高密度ポリエチレンからなる造核剤を3重量%配合して、造核剤入りポリプロピレンを作製した。これと、実施例1の(1)で用いたのと同じプロピレン/エチレンのランダム共重合体「住友ノーブレン W151」とから、多層押出成形機を用いた共押出成形により、「住友ノーブレン W151」からなる樹脂層の両側に、上の造核剤入りポリプロピレンからなる樹脂層が配置された3層構造の長尺のポリプロピレン系多層フィルムを作製し、基材フィルムとした。この基材フィルムの合計厚みは100μmであり、各層の厚み比(造核剤入りポリプロピレン/W151/造核剤入りポリプロピレン)は3/4/3であった。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Example 5>
(1) Preparation of base film 3% by weight of a nucleating agent made of high-density polyethylene on homopolypropylene (Sumitomo Chemical Co., Ltd. “Sumitomo Nobrene FLX80E4”, melting point Tm = 163 ° C.), which is a propylene homopolymer. Blended to produce polypropylene with nucleating agent. From this and the same propylene / ethylene random copolymer “Sumitomo Nobrene W151” used in (1) of Example 1, from the “Sumitomo Noblen W151” by coextrusion molding using a multilayer extrusion molding machine. A long polypropylene-based multilayer film having a three-layer structure in which the resin layer made of the above nucleating agent-containing polypropylene was disposed on both sides of the resulting resin layer was used as a base film. The total thickness of this base film was 100 μm, and the thickness ratio of each layer (polypropylene with nucleating agent / W151 / polypropylene with nucleating agent) was 3/4/3. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
上記(1)で作製した基材フィルムを用いる以外は、実施例2の(2)と同様にして積層フィルムを得た。一方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.3μm、11.1μmであり、他方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.3μm、11.3μmであった。プライマー層形成工程及び樹脂層形成工程におけるいずれの乾燥工程においても、基材フィルムにシワや折れ込み等の欠陥は生じず、問題なく乾燥を行うことができた。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
A laminated film was obtained in the same manner as (2) of Example 2 except that the base film prepared in (1) was used. The thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on one surface are 0.3 μm and 11.1 μm, respectively, and the thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on the other surface are each 0.00 mm. 3 μm and 11.3 μm. In any of the drying steps in the primer layer forming step and the resin layer forming step, the base film was free from defects such as wrinkles and folds, and could be dried without any problem.
(3)延伸フィルム及び偏光性積層フィルムの作製
上記(2)で得られた積層フィルムを用い、実施例2の(3)と同様にして延伸フィルム、さらに偏光性積層フィルムを作製した。延伸フィルムにおける両面のポリビニルアルコール系樹脂層の厚みはそれぞれ5.5μm、5.6μmであった。延伸処理において特に不具合は認められなかった。
(3) Production of stretched film and polarizing laminated film Using the laminated film obtained in (2) above, a stretched film and further a polarizing laminated film were produced in the same manner as in (3) of Example 2. The thicknesses of the polyvinyl alcohol resin layers on both sides of the stretched film were 5.5 μm and 5.6 μm, respectively. No particular problems were found in the stretching process.
(4)偏光板の作製
上記(3)で作製した偏光性積層フィルムを用いる以外は、実施例2の(4)と同様にして貼合フィルムを作製し、さらにそこから基材フィルムを剥離除去して、偏光子層上に接着剤層を介して保護フィルムが積層された2枚の偏光板を得た。このとき、基材フィルムは容易に剥離することができた。
(4) Production of polarizing plate A laminated film is produced in the same manner as (4) in Example 2 except that the polarizing laminated film produced in (3) above is used, and the substrate film is peeled and removed therefrom. Thus, two polarizing plates in which a protective film was laminated on the polarizer layer via an adhesive layer were obtained. At this time, the base film could be easily peeled off.
<実施例6>
(1)基材フィルムの作製
造核剤の配合量を1重量%にした以外は、実施例5の(1)と同じ方法でポリプロピレン系多層フィルムを作製し、基材フィルムとした。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Example 6>
(1) Production of base film A polypropylene multilayer film was produced by the same method as (1) of Example 5 except that the blending amount of the nucleating agent was 1% by weight to obtain a base film. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
上記(1)で作製した基材フィルムを用いる以外は、実施例2の(2)と同様にして積層フィルムを得た。一方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.2μm、10.1μmであり、他方の面に形成されたプライマー層、ポリビニルアルコール系樹脂層の厚みはそれぞれ0.3μm、10.5μmであった。プライマー層形成工程及び樹脂層形成工程におけるいずれの乾燥工程においても、基材フィルムにシワや折れ込み等の欠陥は生じず、問題なく乾燥を行うことができた。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
A laminated film was obtained in the same manner as (2) of Example 2 except that the base film prepared in (1) was used. The thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on one surface are 0.2 μm and 10.1 μm, respectively, and the thicknesses of the primer layer and the polyvinyl alcohol resin layer formed on the other surface are each 0.00 mm. It was 3 μm and 10.5 μm. In any of the drying steps in the primer layer forming step and the resin layer forming step, the base film was free from defects such as wrinkles and folds, and could be dried without any problem.
(3)延伸フィルム及び偏光性積層フィルムの作製
上記(2)で得られた積層フィルムを用い、実施例2の(3)と同様にして延伸フィルム、さらに偏光性積層フィルムを作製した。延伸フィルムにおける両面のポリビニルアルコール系樹脂層の厚みはそれぞれ4.8μm、5.1μmであった。延伸処理において特に不具合は認められなかった。
(3) Production of stretched film and polarizing laminated film Using the laminated film obtained in (2) above, a stretched film and further a polarizing laminated film were produced in the same manner as in (3) of Example 2. The thicknesses of the polyvinyl alcohol resin layers on both sides of the stretched film were 4.8 μm and 5.1 μm, respectively. No particular problems were found in the stretching process.
(4)偏光板の作製
上記(3)で作製した偏光性積層フィルムを用いる以外は、実施例2の(4)と同様にして貼合フィルムを作製し、さらにそこから基材フィルムを剥離除去して、偏光子層上に接着剤層を介して保護フィルムが積層された2枚の偏光板を得た。このとき、基材フィルムは容易に剥離することができた。
(4) Production of polarizing plate A laminated film is produced in the same manner as (4) in Example 2 except that the polarizing laminated film produced in (3) above is used, and the substrate film is peeled and removed therefrom. Thus, two polarizing plates in which a protective film was laminated on the polarizer layer via an adhesive layer were obtained. At this time, the base film could be easily peeled off.
<比較例1>
(1)基材フィルムの作製
ポリプロピレン系多層フィルムを搬送しながら、70℃の熱ロールに10秒間程度接触させることにより加熱処理を行ったこと以外は、実施例1の(1)と同様にして基材フィルムを得た。本加熱処理工程において加熱処理操作は熱ロールによる1段のみであり、加熱処理最大温度は70℃である。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Comparative Example 1>
(1) Production of base film As in (1) of Example 1, except that heat treatment was carried out by bringing a polypropylene multilayer film into contact with a heat roll at 70 ° C. for about 10 seconds while carrying the polypropylene-based multilayer film. A base film was obtained. In this heat treatment step, the heat treatment operation is only one stage using a heat roll, and the maximum heat treatment temperature is 70 ° C. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層及びポリビニルアルコール系樹脂層の形成(積層フィルムの作製)
上記(1)で加熱処理が施された基材フィルムを、実施例1の(2)と同様にして連続的に搬送しながら、その片面にコロナ処理を施し、次いでコロナ処理された面にマイクログラビアコーターを用いて実施例1の(2)で用いたものと同じプライマー層用塗工液を連続的に塗工し、80℃で3分間乾燥させてプライマー層を形成した。この乾燥時、基材フィルムにシワや折れ込みが発生した。ここでいうシワは、熱により基材フィルム表面が縮んで発生する細かい筋目で、そのフィルムをライン外に出して手でピンと張ると消える程度のものである。一方、折れ込みは、シワの程度がひどく、完全に折り目がついているもので、フィルムをライン外に出して手で張ってもその折り目が消えないものである。
(2) Formation of primer layer and polyvinyl alcohol resin layer (production of laminated film)
The substrate film subjected to the heat treatment in the above (1) is subjected to corona treatment on one side while being continuously conveyed in the same manner as in (2) of Example 1, and then the micron is applied to the surface subjected to the corona treatment. Using the gravure coater, the same primer layer coating solution as used in (2) of Example 1 was continuously applied and dried at 80 ° C. for 3 minutes to form a primer layer. During this drying, the base film was wrinkled and folded. The wrinkles here are fine streaks generated by shrinking the surface of the base film due to heat, and the wrinkles are such that they disappear when the film is taken out of the line and pinched by hand. On the other hand, the folds are severely wrinkled and completely creased, and even if the film is taken out of the line and stretched by hand, the crease does not disappear.
次いで、プライマー層上にカンマコーターを用いて実施例1の(2)で用いたものと同じポリビニルアルコール系樹脂層形成用の塗工液を連続的に塗工し、80℃で4分間、次いで70℃で2分間乾燥させた。このとき、塗工液が上記シワ部分に溜まり、その部分で乾燥不良となった。プライマー層形成工程及び樹脂層形成工程における乾燥時の最大温度はともに80℃である。
Next, using the comma coater on the primer layer, the same coating liquid for forming the polyvinyl alcohol-based resin layer as that used in (2) of Example 1 was continuously applied, and then at 80 ° C. for 4 minutes, Dry at 70 ° C. for 2 minutes. At this time, the coating liquid accumulated in the wrinkle portion, and the portion was poorly dried. The maximum temperature during drying in the primer layer forming step and the resin layer forming step is 80 ° C.
<比較例2>
(1)基材フィルムの作製
実施例1の(1)で作製したポリプロピレン系多層フィルムを、加熱処理することなくそのまま基材フィルムとして用いた。この基材フィルムにつき、80℃における引張弾性率及び表層の結晶化度を求め、表1に示す結果を得た。
<Comparative example 2>
(1) Production of Base Film The polypropylene multilayer film produced in (1) of Example 1 was used as it was as a base film without heat treatment. About this base film, the tensile elasticity modulus in 80 degreeC and the crystallinity degree of the surface layer were calculated | required, and the result shown in Table 1 was obtained.
(2)プライマー層の形成
上記(1)の基材フィルムを実施例1の(2)と同様にして連続的に搬送しながら、その片面にコロナ処理を施し、次いでコロナ処理された面にマイクログラビアコーターを用いて実施例1の(2)で用いたものと同じプライマー層用塗工液を連続的に塗工し、80℃で3分間乾燥させてプライマー層を形成した。このとき、乾燥の途中で基材フィルムにシワや折れ込みが発生し、折れ込み部分には塗工液がたまり、厚みムラが生じた。また、シワ部分は塗工液の厚みが大きくなったため、乾燥不良を引き起こした。
(2) Formation of primer layer While the substrate film of (1) above is continuously conveyed in the same manner as in (2) of Example 1, the one side is subjected to corona treatment, and then the corona treatment is applied to the microscopic surface. Using the gravure coater, the same primer layer coating solution as used in (2) of Example 1 was continuously applied and dried at 80 ° C. for 3 minutes to form a primer layer. At this time, wrinkles and folds were generated in the base film during drying, and the coating liquid accumulated in the folds, resulting in uneven thickness. In addition, the wrinkled part caused poor drying due to the increased thickness of the coating solution.
表1中、判定の欄にある「OK」と「NG」の意味は、次のとおりである。
OK:基材フィルムが本発明の規定を満たし、シワや折れ込みのような欠陥を生じることなく、問題なく乾燥できる、
NG:基材フィルムが本発明の規定を満たさず、乾燥時にシワや折れ込みが生じて乾燥不良を起こす。
In Table 1, the meanings of “OK” and “NG” in the determination column are as follows.
OK: The base material film satisfies the provisions of the present invention, and can be dried without problems without causing defects such as wrinkles and folds.
NG: The base film does not satisfy the provisions of the present invention, and wrinkles or folds occur during drying, resulting in poor drying.