WO2012172770A1 - 構造物及びその製造方法 - Google Patents
構造物及びその製造方法 Download PDFInfo
- Publication number
- WO2012172770A1 WO2012172770A1 PCT/JP2012/003780 JP2012003780W WO2012172770A1 WO 2012172770 A1 WO2012172770 A1 WO 2012172770A1 JP 2012003780 W JP2012003780 W JP 2012003780W WO 2012172770 A1 WO2012172770 A1 WO 2012172770A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- opening
- region
- stage
- opening area
- shape
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 239000000463 material Substances 0.000 claims description 55
- 230000001105 regulatory effect Effects 0.000 claims description 44
- 230000033228 biological regulation Effects 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 9
- 230000001678 irradiating effect Effects 0.000 claims description 2
- 230000007246 mechanism Effects 0.000 description 31
- 238000005516 engineering process Methods 0.000 description 20
- 239000007788 liquid Substances 0.000 description 7
- 238000007747 plating Methods 0.000 description 7
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/20—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 for porous or cellular articles, e.g. of foam plastics, coarse-pored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0089—Producing honeycomb structures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
Definitions
- This technology relates to a structure and a manufacturing method thereof.
- the optically shaped article described in Patent Document 1 is used as a three-dimensional model of an article to be designed, and a portion corresponding to the flesh portion of the designed article in the three-dimensional model is formed hollow, and the hollow interior is a honeycomb. It is formed by the structure. As a result, variations in strength due to the three-dimensional model are reduced (see, for example, paragraph [0020] of Patent Document 1).
- an object of the present technology is to provide a structure having a new shape and a method for manufacturing the structure.
- a structure according to the present technology includes a wall portion, a first opening region, and a plurality of second opening regions.
- the first opening region has a first opening area and is formed by being surrounded by the wall portion.
- the plurality of second opening regions are provided in the wall portion so as to be regularly aligned, and each has a second opening area smaller than the first opening area.
- a second opening region having an opening area smaller than the opening area of the first opening region is provided on the wall portion surrounding the first opening region, and a structure having a new shape can be provided.
- the structure has a third opening area smaller than the second opening area provided to form the second opening area and to be regularly aligned around the second opening area of the wall portion. You may further comprise the 3rd opening area
- the opening directions of the first opening region and the plurality of second opening regions may be the same.
- the opening directions of the first opening region, the plurality of second opening regions, and the plurality of third opening regions may be the same.
- the shape of the structure may be a self-similar shape. In other words, the shape of the structure itself matches the shape of the wall portion of the structure having a larger size.
- the arrangement and shape of at least the first opening region may be an arrangement and shape of a honeycomb structure. Thereby, the intensity
- a material that is cured by energy of energy rays is supplied to a supply region.
- the selected region is irradiated with the energy beam among all the regions of the material supplied to the supply region. Due to the irradiation of the energy beam, the wall portion is provided on the wall portion so as to be regularly aligned with the first opening area having the first opening area and being surrounded by the wall portion. And a structure having a plurality of second opening regions each having a second opening area smaller than the first opening area is formed.
- a regulating body having a stage and a surface including a linear region along the first direction, and arranged facing the stage so that the linear region of the surface is closest to the stage
- the structure may be formed as follows using a structure forming apparatus including In the material supply step, the material is supplied to a slit region which is a region between the region on the side where the stage is disposed and the linear region.
- the manufacturing method of the structure further includes relative positioning of the regulating body and the stage along a second direction different from the first direction in order to form a cured layer of the material for at least one layer. Moved.
- a structure having a new shape can be provided.
- FIG. 1A and 1B are plan views showing a structure according to a first embodiment of the present technology.
- FIG. 2 is a plan view showing a structure according to the second embodiment of the present technology.
- FIG. 3 is a plan view showing a structure according to the third embodiment of the present technology.
- FIG. 4 is a plan view showing a structure according to the fourth embodiment of the present technology.
- FIG. 5 is a side view showing a structure forming apparatus according to an embodiment of the present technology.
- FIG. 6 is a side view of the structure forming apparatus as viewed in the Z-axis direction.
- FIG. 7 is a schematic side view showing the structure forming apparatus and a block diagram showing the configuration of the control system.
- FIG. 8 is an enlarged view of the regulating body.
- 9A to 9C are diagrams sequentially illustrating the operation of the structure forming apparatus.
- 10A to 10D are enlarged views showing the area between the regulating body and the stage during the operation.
- FIG. 1A is a plan view showing a structure according to the first embodiment of the present technology.
- This structure 10 is a structure having a two-dimensional extension (sheet-like or film-like), and is typically relatively thin in the thickness direction (perpendicular to the plane of FIG. 1A). It is formed in a uniform shape in the thickness direction.
- FIG. 1B is an enlarged view of the structure 10.
- the structure 10 includes a wall portion 36, a plurality of first opening regions 31 formed by being surrounded by the wall portion 36, and a plurality of second opening regions 32 provided in the wall portion 36. Prepare.
- the first opening region 31 and the second opening region 32 are provided so as to be regularly aligned.
- the wall portion 36 is formed by the second opening regions 32 being regularly aligned and gathered.
- the opening directions (inclinations of the opening end faces) of these opening regions 31 and 32 are perpendicular to the paper surface in FIGS. Matching the direction of the openings means that they are substantially aligned, and the direction of the openings is aligned with the direction of the opening "designed" by the designer of the structure. Means that.
- the opening direction of one opening region is shifted by a strictly small angle that the designer does not intend compared to the opening directions of the other plurality of opening regions (for example, the opening end surface has a very small angle from the paper surface). Even if they are misaligned), they are substantially identical.
- the regularity of the alignment of the open regions 31 and 32 varies, but at least one condition is that the pitch of the open regions 31 (and 32) is constant.
- the opening area (second opening area) of the second opening region 32 is smaller than the opening area (first opening area) of the first opening region 31.
- the arrangement and shape of the first opening regions 31 are the arrangement and shape of the honeycomb structure.
- the arrangement and shape of the second opening region 32 are also the arrangement and shape of the honeycomb structure, and the shape of the opening surface of the second opening region 32 is a regular hexagon.
- the shape of the opening surface of the first opening region 31 is a near regular hexagon (specifically, an asterisk (*) shape).
- the shape of the structure 10 is a self-similar shape (fractal shape). That is, a structure that is similar to the unit structure in which a set of unit structures (in this example, the second opening region 32 that is the smallest regular hexagon) is larger than the size of the unit structure. Form.
- a predetermined number of second opening regions 32 are regularly aligned and gathered to form a substantially similar first opening region 31 in the second opening region 32.
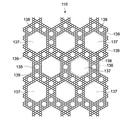
- FIG. 2 is a plan view showing a structure according to the second embodiment of the present technology.
- the structure 110 includes a wall 136, a plurality of first opening regions 137 formed by being surrounded by the wall 136, a plurality of second opening regions 138 provided in the wall 136, And a third opening region 139 forming these second opening regions 138 (walls thereof).
- the shape of the first opening region 137 is substantially a regular hexagon.
- the shape of the structure 110 is a self-similar shape of the structure 10 according to the first embodiment. That is, the structure 10 itself shown in FIG. 1 forms the wall 136 of the structure 110 shown in FIG. In other words, as shown in FIG. 1A, the unit structure is a portion 10A surrounded by a broken line, and a larger opening region (first opening region 137 in FIG. 2) is formed by the unit structure 10A. The resulting structure is this structure 110.
- the opening directions of these opening regions 137, 138 and 139 are perpendicular to the paper surface in FIG.
- the shape of the structure 110 is a self-similar shape, a structure having an infinite number of shapes can be realized.
- the structure 110 shown in FIG. 2 can be used as the wall 136, and a plurality of opening regions surrounded by the wall 136 can be formed.
- FIG. 3 is a plan view showing a structure according to the third embodiment of the present technology.
- description of the same structures 10 and 110 according to the embodiment shown in FIGS. 1 and 2 will be simplified or omitted, and different points will be mainly described.
- the wall portion 43 includes a wall portion 43 that forms a first opening region 41, and the wall portion 43 is formed by a plurality of second opening regions 42.
- the difference between the structure 10 (see FIG. 1) and the structure 20 is that the number of the second opening regions 42 for forming one first opening region 41 in the structure 20 is different from that of the structure 10. It is a different point.
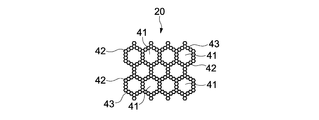
- FIG. 4 is a plan view showing a structure according to the fourth embodiment of the present technology.
- the structure 120 includes a first opening region 141 surrounded by a wall 146, a plurality of second opening regions 142, and a third opening region 143.
- the wall 146 is formed by the structure 20 according to the third embodiment. That is, the shape of the structure 120 is a self-similar shape of the structure 20.
- the aperture ratio of the filter when trying to increase the aperture ratio of the filter, the aperture area increases, the thickness of the portion forming the aperture decreases, and the strength of the filter decreases. On the contrary, when the aperture ratio of the filter is reduced and the wall thickness is increased, the flow rate of the fluid passing through the filter is reduced. That is, the pressure loss increases.
- the aperture ratio increases, so that the surface area of the material per unit mass can be increased by the structure of such a structure.
- the opening region in the wall it is possible to suppress a decrease in the flow rate of the fluid that passes through the filter while obtaining high strength (low pressure loss).
- high strength low pressure loss
- the structure has a honeycomb structure, sufficient strength and rigidity can be obtained.
- the structure according to the present technology may have a coating film formed on the surface thereof by plating, for example.
- the plating may be anything such as metal plating or resin plating.
- plating for example, hydrophobicity (for example, fluorine-based material), hydrophilicity (for example, silica-based or titanium oxide-based material), antifouling property (for example, titanium-based or carbon-based material), heat resistance (for example, Various properties such as nickel-based, chromium-based, and titanium-based materials can be imparted to the structure.
- the structure can be used as a metal fiber reinforced plastic material by performing metal plating on the structure and then resin plating.
- 1 to 4 can be formed by, for example, a modeling apparatus.
- the modeling apparatus irradiates the selected region with energy rays based on the three-dimensional design data of the target structure in the entire region of the supplied material, and partially cures the supplied material. Thereby, the structure of arbitrary shapes can be formed.
- the energy beam is typically light, and particularly ultraviolet light is used. In that case, an ultraviolet curable resin is used as the material.
- the energy rays are not limited to ultraviolet rays, and examples include infrared rays, visible light, electron beams, and ultrasonic waves. Infrared rays, ultrasonic waves, or the like may be used when forming a modeled object with relatively low modeling accuracy.
- Laser irradiation is typically used for light irradiation.
- This structure forming apparatus basically uses the principle of a modeling apparatus.
- the structure formed by the structure forming apparatus can be used not only as a model but also as an actual product.
- FIG. 5 is a side view showing a structure forming apparatus according to an embodiment of the present technology.
- FIG. 6 is a side view of the structure forming apparatus as viewed in the Z-axis direction.
- FIG. 7 is a schematic side view showing the structure forming apparatus and a block diagram showing the configuration of the control system.
- the X, Y, and Z axes are three axes orthogonal to each other.
- the structure forming apparatus 100 includes a base 11, a Y-axis moving mechanism 13 erected in the vertical direction on the base 11, a Z-axis moving mechanism 15 connected to the Y-axis moving mechanism 13, and a Z-axis moving mechanism 15. And a connected stage 14. Further, the structure forming apparatus 100 includes an irradiation unit 17 that irradiates laser light such as ultraviolet rays toward the stage 14 as energy rays. In addition, the structure forming apparatus 100 supplies the regulation body 12 facing the stage 14 and a material such as a photocurable resin that is cured by laser light between the stage 14 and the regulation body 12. Nozzle 16.
- the Y-axis moving mechanism 13 is laid along the Y-axis direction (second direction) on the Y-axis moving motor 131 (see FIG. 7), a support column 134 standing on the base 11, and the support column 134. It has a guide rail 132 and a moving base 133 that is connected to the guide rail 132 and is movable along the guide rail 132 by a Y-axis moving motor 131.
- the Z-axis moving mechanism 15 has a Z-axis moving motor 151 (see FIG. 7) and is configured to be able to move the stage 14 in the Z-axis direction.
- the stage 14 is formed in, for example, a circular shape as shown in FIG. 6, but may be a square or other shapes.
- the stage 14 can be moved along the Y and Z axis directions by the Y axis moving mechanism 13 and the Z axis moving mechanism 15.
- the Z-axis moving mechanism 15 controls the distance between the surface 14a of the stage 14 and a region (a linear region A1 described later) closest to the stage 14 in the surface 12a of the regulating body 12.
- the Y-axis moving mechanism 13 and the Z-axis moving mechanism 15 function as moving mechanisms.
- the regulating body 12 regulates the thickness along the Z-axis direction of the material supplied from the supply nozzle 16 to the surface 14 a of the stage 14.
- FIG. 8 is an enlarged view showing the regulating body 12.
- the regulating body 12 has a part of a cylindrical shape (cylindrical lens shape). That is, the surface 12a of the regulating body 12 facing the stage 14 is a curved surface, and the curved surface is formed as a cylindrical surface.
- the regulation body 12 is formed long along one direction (X-axis direction).
- the restricting body 12 is attached to the support pillar 19 by the attachment tool 21.
- a slit 21a is formed in the fixture 21 along the X-axis direction (first direction), and the laser light from the irradiation unit 17 is incident on the regulating body 12 through the slit 21a.
- the regulating body 12 is made of glass, acrylic, or other transparent material.
- the regulation body 12 may be anything as long as it is a material that transmits energy rays with a predetermined transmittance.
- the surface 12a of the regulating body 12 may be coated with a water-repellent film (for example, fluorine) that increases the contact angle of the material.
- the stage 14 can be arranged by the Z-axis moving mechanism 15 so as to form a slit region S between the stage 14 side and the surface 12 a of the regulating body 12.
- the slit region S is formed when the surface 14a of the stage 14 and the linear region A1 along the X-axis direction, which is the portion closest to the stage 14 of the surface 12a of the regulating body 12, face each other.
- This linear region A1 is a part of the surface 12a of the regulating body 12.
- the width of this linear region A1 in the Y-axis direction is 0.1 to 1 mm. Further, the spot diameter of laser light emitted from the irradiation unit 17 described later is 1 to 100 ⁇ m. However, the width and the spot diameter of the linear region A1 can be appropriately changed depending on the size of the restricting body 12, the size of the modeled object (structure), the modeling accuracy, and the like, and can take values other than those ranges. .
- the supply nozzle 16 has a long shape along the X axis.
- the supply nozzle 16 is disposed above the restriction body 12 and is attached to the support column 19 via a support member, for example, by a member (not shown).
- a nozzle having a plurality of holes (not shown) for discharging the photocurable material R (see FIG. 8) along its longitudinal direction is used.
- a slit coat type nozzle having a slit provided along the longitudinal direction thereof may be used as the supply nozzle 16.
- the supply nozzle 16 is connected to, for example, a pump, a pipe, an opening / closing valve (not shown) for introducing the photocurable material R into the supply nozzle 16.
- the irradiation unit 17 includes a laser light source 171 and an objective lens 172 that narrows the beam spot of the laser light emitted from the laser light source 171.
- the laser light source 171 and the objective lens 172 are integrally held by a holder (not shown).
- the objective lens 172 focuses on the photocurable material in the slit region S or a region in the vicinity including the slit region S via the regulating body 12. That is, the objective lens 172 is disposed at a position on the optical axis such that the focal point of the laser light matches at least the photocurable material R in the slit region S.
- an ultraviolet curable resin is used as the photocurable material R.
- the moving mechanism includes an X-axis moving mechanism (scanning mechanism) 18 equipped with an X-axis moving motor 181 (see FIG. 7) that integrally moves the irradiation unit 17 along the X-axis direction.
- the irradiation unit 17 can scan the laser light emitted from the laser light source 18 along the X-axis direction by the X-axis moving mechanism 18.
- a polygon scanner or a galvano scanner may be used as the X-axis moving mechanism.
- the slit 21a of the fixture 21 is formed long along the X-axis direction. Therefore, the X-axis moving mechanism 18 can cause the laser light to enter the restricting body 12 through the slit 21a when scanning the laser light.
- the Z-axis moving mechanism 15, the Y-axis moving mechanism 13, and the X-axis moving mechanism 18 can be realized by, for example, a ball screw driving mechanism, a rack and pinion driving mechanism, or a belt driving mechanism.
- the waste liquid tank 5 is provided on the base 11 and below the stage 14.
- the waste liquid tank 5 is configured to store excess photocurable material and the like discharged from the supply nozzle 16 and flowing down through the stage 14.
- the structure forming apparatus 100 includes a Z-axis movement motor controller 28 that controls driving of the Z-axis movement motor 151, a Y-axis movement motor controller 27 that controls driving of the Y-axis movement motor 131, and an X-axis.
- An X-axis movement motor controller 25 that controls driving of the movement motor 181 is provided.
- the structure forming apparatus 100 also includes a laser power controller 26 that controls the power of the laser light emitted from the laser light source 171. The operations of these controllers 25 to 28 are comprehensively controlled by the host computer 50.
- the structure forming apparatus 100 also includes a controller for driving a pump and an on-off valve connected to the supply nozzle 16.
- the host computer 50 includes a CPU (Central Processing Unit), a RAM (Random Access Memory), a ROM (Read Only Memory), and the like. Instead of the CPU, a PLD (Programmable Logic Device) such as FPGA (Field Programmable Gate Array) or ASIC (Application Specific Integrated Circuit) may be used. Each of the controllers 25 to 28 includes such hardware or is configured by software.
- CPU Central Processing Unit
- RAM Random Access Memory
- ROM Read Only Memory
- PLD Programmable Logic Device
- FPGA Field Programmable Gate Array
- ASIC Application Specific Integrated Circuit
- the host computer 50 and the controllers 25 to 28 are connected to each other by wire, but at least one of these controllers may be connected to a control system in the structure forming apparatus 100 by radio.
- FIGS. 10A to 10D are enlarged views showing a region between the regulating body 12 and the stage 14 during the operation.
- FIG. 9A shows a stationary state of the structure forming apparatus 100, and shows a state where the moving base 133 is in the initial position.
- the thickness of one layer of the cured layer that is the photocurable material R is set via the host computer 50. For example, when the stage 14 comes into contact with the linear region A1 that is the portion closest to the stage 14 of the regulating body 12 by driving the Z-axis moving mechanism 15 according to the control of the Z-axis moving motor controller 28 (FIG. 9A) is set as the origin in the Z-axis direction.
- the position of the stage 14 in the Y-axis direction at the time of setting the origin can be set as appropriate.
- the stage 14 is separated from the regulating body 12 by a preset thickness of one layer of the photocurable material R.
- the stage 14 is moved to the modeling start position which is a predetermined position as shown in FIG. 9B by the Y-axis moving mechanism 13.
- This modeling start position is a position in the direction along the Y axis of the stage 14 such that a slit region S between the stage 14 and the linear region A1 of the regulating body 12 can be formed. If the modeling start position is the position of the stage 14 where the slit region S can be formed, the setting can be appropriately changed depending on the size of the structure to be formed in the Y-axis direction.
- the photocurable material R When the stage 14 is positioned at the modeling start position, the photocurable material R is discharged from the supply nozzle 16 and flows down between the regulating body 12 and the stage 14 by its own weight. Thereby, at least the slit region S is filled with the photocurable material R.
- the photocurable material R is held between the regulation body 12 and the stage 14 by surface tension. That is, the regulation body 12 regulates the liquid level of the photocurable material R in a one-dimensional area along the X-axis direction by the linear area A1.
- FIG. 8 shows an enlarged view of the slit region S and its surroundings at this time. From such a state, irradiation of the laser light photocurable material R, that is, exposure is started.
- the irradiation unit 17 emits laser light. Laser light generated from the laser light source 171 passes through the objective lens 172 and the regulating body 12 and enters the photocurable material R in the slit region S. The irradiation unit 17 moves in the direction along the X axis under the control of the X axis moving motor controller 25, and based on the data for one column in the X axis direction in one layer of the modeling target, the laser power controller In accordance with the control 26, the photocurable material R is selectively exposed (see FIG. 10A).
- the laser power controller 26 generates a laser power modulation signal in accordance with the data for the one column of the structure, and sends the laser power modulation signal to the laser light source 171 so that the X-axis direction in one layer can be obtained.
- One row of the photo-curable material R is selectively exposed and cured. At least the photocurable material R in the slit region S is exposed. During exposure by laser light irradiation, the stage 14 is stopped.
- the thickness of one layer of the structure is 1 to 100 ⁇ m, but is not limited to this range and can be set as appropriate.
- one row of the hardened layer R0 is formed.
- the laser beam irradiation operation stops, and the stage 14 moves along the Y-axis by the movement of the moving base 133 by the Y-axis moving mechanism 13. It moves by a predetermined pitch to the rear side (upper side in FIG. 10B) in the above direction.
- FIGS. 10B and 10C when the cured product R0 moves together with the stage 14, a shearing force is generated between the regulating body 12 and the cured product R0, and the regulating body 12 and the cured product R0 are separated from each other. It is peeled off. Since the hydrophobic film is formed on the surface of the regulating body 12 as described above, this peeling is further easily performed.
- the structure forming apparatus 100 repeats the scan irradiation of the laser beam along the X-axis direction and the step feed along the Y-axis direction of the stage 14 as described above.
- a selectively cured layer of the photo-curable material R for 1 minute, that is, a cured layer R ′ for one layer is formed.
- exposure processing for one layer is performed in the manner of so-called raster scanning.
- the pitch of the intermittent movement of the stage 14 in the direction along the Y-axis depends on the spot diameter of the laser beam, that is, on the resolution when forming the structure, but the pitch of this movement is It can be set as appropriate.
- the stage 14 moves further away from the regulating body 12 in the Z-axis direction. Then, by repeating the operations described so far, the hardened layer R ′ is laminated, and a structure having an arbitrary shape is formed.
- the stage 14 moves along the Y-axis direction.
- the linear region A1 of the restricting body 12 moves so as to be relatively separated from the stage 14 along the Z-axis direction.
- a shearing force is generated as described above, and the cured material (such as R0 and R1 shown in FIGS. 10B and 10D) can be removed cleanly from the regulating body 12.
- the shape of the surface of the regulation body 12 is a cylindrical surface, and the liquid level of the photocurable material is regulated by the linear region A1. Therefore, even if a shrinkage force when the photocurable material R is cured is applied to the restricting body 12, the restricting body 12 is unlikely to be deformed or distorted, and is restricted by the viscosity of the photocurable material R before exposure. The deformation of the body 12 can also be prevented. Thereby, the flatness of a hardened layer can be raised and the thickness can be controlled with high precision. As a result, the structure as shown in FIGS. 1 to 4 can be formed in a small size.
- the structure forming apparatus 100 has a diameter of an opening surface of the second opening region (in this example, a distance from a vertex in the second opening region to a vertex facing it). ) Can be formed as a structure having a small size of 5 to 10 ⁇ m. Of course, a structure having a larger size can be formed by a conventional structure forming apparatus.
- the structure is peeled off from the regulating body 12 for each step feed in the direction along the Y axis of the stage 14 during the exposure process. That is, the time required for forming the structure can be shortened because the time zone for the exposure process and the peeling process for one layer overlap.
- liquid level of the photocurable material is regulated by the linear region A1
- a structure can be formed with an accurate layer thickness even when a resin material having a high viscosity is used.
- the range of choices expands.
- peeling of the regulating body 12 from the stage 14 side occurs intermittently by a minute amount (every step feed along the Y-axis direction). Therefore, the peeling force is weak and damage to the cured product can be prevented. That is, the cured product is easily peeled off from the regulation body 12. Moreover, since the peeling force is so weak, the cured product does not peel off from the stage 14.
- the structure shown in FIGS. 1 to 4 can be formed with high accuracy at a practical speed and cost.
- the opening directions of the first opening region and the second opening region (and the third opening region) coincided.
- these opening directions may be different.
- the opening direction of the first opening region 31 shown in FIG. 1A is perpendicular to the paper surface
- the opening direction of the second opening region is parallel to the paper surface, that is, orthogonal to the thickness direction of the structure 10. It may be a direction.
- the second opening region shown in FIG. 3 and the third opening region shown in FIGS. 2 and 4 may be in a direction orthogonal to the thickness direction of the structure.
- the structures 10, 110, 20, 120 according to the above embodiments were self-similar. However, it is not limited to self-similarity. As long as the structure is provided with a second opening region that is regularly aligned with the wall portion forming the first opening region and has an opening area smaller than the opening area of the first opening region, It may be a shaped structure.
- the shape of the first and second opening regions may be a circle, an ellipse, or a rectangle having three or more corners.
- the shapes of the first and second opening regions may be different.
- the structure is a self-similar shape, the same can be said for the shape of the opening region that continues from the third, fourth,...
- the shapes of the plurality of first opening regions are the same, but at least one of these is different from the other. It may be formed in a shape.
- the structure according to each of the above embodiments has a honeycomb structure, the structure is not limited to the honeycomb structure.
- the regulation body of the structure forming apparatus is a part of a cylindrical shape, it may have the entire shape of a cylindrical shape.
- the regulation body may be a solid type made of a material transparent to the energy rays, or may be a hollow type.
- the shape of the surface of the regulating body may not be a cylindrical surface, but may be a curved surface such as an elliptical surface or a hyperboloid.
- the surface thereof may not be a curved surface but may be a flat surface having a narrow width (about 2 to 5 times the laser spot diameter) in the Y-axis direction.
- the regulating body 12 is stationary and the stage 14 is moved in the Z-axis direction during modeling. It is not restricted to such a system, A regulation body may move in the Z-axis direction, the stage 14 may stand still, or both of them may move.
- the stage 14 is moved in the vertical direction in order to form a hardened layer for one layer of the structure.
- the regulating body and the stage may move relative to each other in the horizontal direction, or include a component in the vertical direction, which is different from the vertical direction, that is, You may move relatively in an oblique direction.
- the direction in which the linear region A1 of the restricting body 12 extends (the first direction) as the direction in which the restricting body 12 and the stage 14 move relatively.
- the second direction only needs to be different from the first direction, and may be oblique with respect to the first direction.
- the regulating body 12 and the stage 14 are stationary in the X-axis direction, and the irradiation unit 17 is moved along the X-axis direction.
- the irradiation unit is stationary and the regulating body and the stage are integrated with the X.
- the axis may be moved.
- the structure forming apparatus formed a structure by laminating two or more hardened layers.
- the structure forming apparatus may form a thin structure as shown in FIGS. 1 to 4 by forming at least one hardened layer.
- the structure forming apparatus is taken as an example of the apparatus for forming the structure.
- the structure can be formed also by injection molding.
- the opening area is on the order of ⁇ m, the structure is too small, which makes it difficult for injection molding.
- the present technology can be configured as follows. (1) a wall, A first opening area having a first opening area and surrounded by the wall; A plurality of second opening regions provided on the wall portion so as to be regularly aligned and each having a second opening area smaller than the first opening area. (2) The structure according to (1), The second opening area is formed on the wall so as to be regularly arranged around one second opening area of the plurality of second opening areas, and the second opening area A structure further comprising a plurality of third opening regions each having a smaller third opening area. (3) The structure according to (1), Structures in which the opening directions of the first opening region and the plurality of second opening regions are the same.
- the structure according to (2) Structures in which the first opening region, the plurality of second opening regions, and the plurality of third opening regions have the same opening direction.
- the structure according to any one of (1) to (4), The shape of the structure is a self-similar shape.
- the structure according to any one of (1) to (5), At least the arrangement and shape of the first opening regions are an arrangement and shape of a honeycomb structure.
- the manufacturing method of the structure further includes relative positioning of the regulating body and the stage along a second direction different from the first direction in order to form a cured layer of the material for at least one layer.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Filtering Materials (AREA)
Abstract
新たな形状の構造物及びその製造方法を提供するために、本技術に係る構造部は、壁部と、第1の開口領域と、複数の第2の開口領域とを具備し、そして、前記第1の開口領域は、第1の開口面積を有し、かつ、前記壁部に囲まれることで形成されており、また、前記複数の第2の開口領域は、規則的に整列するように前記壁部に設けられ、かつ、前記第1の開口面積より小さい第2の開口面積を有する。
Description
本技術は、構造物及びその製造方法に関する。
特許文献1に記載の光造形物は、設計対象の物品の3次元モデルとして用いられ、その3次元モデルにおける、設計物品の肉部に相当する部分が、中空に形成され、その中空内部がハニカム構造により形成されている。これにより3次元モデルの部位による強度のバラツキが少なくなる(例えば、特許文献1の明細書段落[0020]参照)。
構造物として、新たな形状の構造物の実現が求められている。
以上のような事情に鑑み、本技術の目的は、新たな形状の構造物及びその製造方法を提供することにある。
上記目的を達成するため、本技術に係る構造物は、壁部と、第1の開口領域と、複数の第2の開口領域とを具備する。
前記第1の開口領域は、第1の開口面積を有し、前記壁部に囲まれることで形成されている。
前記複数の第2の開口領域は、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する。
前記第1の開口領域は、第1の開口面積を有し、前記壁部に囲まれることで形成されている。
前記複数の第2の開口領域は、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する。
第1の開口領域を囲む壁部に、その第1の開口領域の開口面積より小さい開口面積を有する第2の開口領域が設けられており、新たな形状の構造物を提供できる。
前記構造物は、前記第2の開口領域を形成し、前記壁部の前記第2の開口領域の周囲に規則的に整列するように設けられた、前記第2の開口面積より小さい第3の開口面積を有する第3の開口領域をさらに具備してもよい。壁部に第2及び第3の開口領域が設けられることにより、できるだけ開口率を増やすことができる。
前記第1の開口領域及び前記複数の第2の開口領域の開口の方向がそれぞれ一致していてもよい。あるいは、前記第1の開口領域、前記複数の第2の開口領域、及び前記複数の第3の開口領域の開口の方向がそれぞれ一致していてもよい。
前記構造物の形状は、自己相似形であってもよい。つまり、構造物の形状自体が、それよりさらに大きいサイズの構造物の壁部の形状と一致するようになる。
少なくとも前記第1の開口領域の配列及び形状は、ハニカム構造の配列及び形状であってもよい。これにより、構造物の強度を高めることができる。
本技術に係る構造物の製造方法は、エネルギー線のエネルギーで硬化する材料を供給領域に供給する。
前記供給領域に供給された前記材料の全領域のうち、選択された領域に前記エネルギー線が照射される。
前記エネルギー線の照射により、壁部と、第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域とを備えた構造物が形成される。
前記供給領域に供給された前記材料の全領域のうち、選択された領域に前記エネルギー線が照射される。
前記エネルギー線の照射により、壁部と、第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域とを備えた構造物が形成される。
ステージと、第1の方向に沿う直線状の領域を含む表面を有し、前記表面のうち前記直線状の領域が前記ステージに最も近くなるように、前記ステージに対面して配置された規制体とを備えた構造物形成装置を用いて、以下のように構造物が形成されてもよい。
前記材料の供給工程において、前記ステージが配置される側の領域と前記直線状の領域との間の領域であるスリット領域に、前記材料が供給される。
前記構造物の製造方法は、さらに、少なくとも1層分の前記材料の硬化層を形成するために、前記第1の方向とは異なる第2の方向に沿って、前記規制体及び前記ステージを相対的に移動させられる。
前記材料の供給工程において、前記ステージが配置される側の領域と前記直線状の領域との間の領域であるスリット領域に、前記材料が供給される。
前記構造物の製造方法は、さらに、少なくとも1層分の前記材料の硬化層を形成するために、前記第1の方向とは異なる第2の方向に沿って、前記規制体及び前記ステージを相対的に移動させられる。
以上、本技術によれば、新たな形状の構造物を提供することができる。
以下、図面を参照しながら、本技術の実施形態を説明する。
[構造物の第1の実施形態]
図1Aは、本技術の第1の実施形態に係る構造物を示す平面図である。
この構造物10は、2次元的な広がりを持つ(シート状またはフィルム状の)構造物であり、典型的には、厚さ方向(図1Aの紙面に垂直方向)には、比較的薄い一定の厚さを有し、その厚さ方向では一様な形状に形成されている。
図1Bは、この構造物10を拡大して示した図である。この構造物10は、壁部36と、この壁部36に囲まれることで形成された複数の第1の開口領域31と、壁部36に設けられた複数の第2の開口領域32とを備える。これら第1の開口領域31及び第2の開口領域32は、規則的に整列するように設けられている。第2の開口領域32が規則的に整列して集合することにより壁部36が形成される。
これらの開口領域31及び32の開口の方向(開口端面の傾き)は、図1A及びB中、紙面に垂直方向であり、それぞれ一致している。
開口の方向が一致している、とは、実質的にそれらが一致していることを意味し、それら開口の方向が、この構造物の設計者が「意図した」開口の方向に揃っていることを意味する。したがって、例えば1つの開口領域の開口方向が、他の複数の開口領域の開口方向と比べ、設計者が意図しない厳密に小さい角度分ずれている(例えば、その開口端面が紙面から非常に小さい角度分ずれている)としても、これらは実質的に一致している。
これらの開口領域31及び32の開口の方向(開口端面の傾き)は、図1A及びB中、紙面に垂直方向であり、それぞれ一致している。
開口の方向が一致している、とは、実質的にそれらが一致していることを意味し、それら開口の方向が、この構造物の設計者が「意図した」開口の方向に揃っていることを意味する。したがって、例えば1つの開口領域の開口方向が、他の複数の開口領域の開口方向と比べ、設計者が意図しない厳密に小さい角度分ずれている(例えば、その開口端面が紙面から非常に小さい角度分ずれている)としても、これらは実質的に一致している。
開口領域31及び32のそれぞれの整列の規則性の態様は様々であるが、少なくとも1つの条件として、開口領域31(及び32)のピッチが一定であることである。
第2の開口領域32の開口面積(第2の開口面積)は、第1の開口領域31の開口面積(第1の開口面積)より小さく形成されている。第1の開口領域31の配列及び形状は、ハニカム構造の配列及び形状である。また、第2の開口領域32の配列及び形状も、ハニカム構造の配列及び形状であり、第2の開口領域32の開口面の形状は正6角形である。第1の開口領域31の開口面の形状は、近正6角形(具体的にはアスタリスク(*)形状)である。
この構造物10の形状は、自己相似形(フラクタル的な形状)である。すなわち、ある単位構造体(この例では、最小の正6角形である第2の開口領域32)の集合が、その単位構造体のサイズより大きい、その単位構造体に相似形である構造体を形成する。ここでは、第2の開口領域32が、所定数、規則的に整列して集合することにより、その第2の開口領域32に実質的に相似形の第1の開口領域31が形成される。
[構造物の第2の実施形態]
図2は、本技術の第2の実施形態に係る構造物を示す平面図である。
この構造物110は、壁部136と、この壁部136に囲まれることで形成された複数の第1の開口領域137と、壁部136に設けられた複数の第2の開口領域138と、これらの第2の開口領域138(の壁)を形成する第3の開口領域139とを備える。第1の開口領域137の形状は、実質的に正6角形である。
この構造物110の形状は、上記第1の実施形態に係る構造物10の自己相似形である。すなわち、図1に示した構造物10自体が、図2に示した構造物110の壁部136を形成している。言い換えると、図1Aに示すように、単位構造体を破線で囲まれた部分10Aとし、その単位構造体10Aで、さらに大きな開口領域(図2では第1の開口領域137)を形成することにより得られる構造物が、この構造物110である。
これらの開口領域137、138及び139の開口の方向は、図2中、紙面に垂直方向であり、それぞれ一致している。
これらの開口領域137、138及び139の開口の方向は、図2中、紙面に垂直方向であり、それぞれ一致している。
以上のように、構造物110の形状が自己相似形であることにより、無限数の形状を有する構造物を実現することができる。例えば、図2に示した構造物110を壁部136として、その壁部136に囲まれた複数の開口領域を形成することができる。
[構造物の第3の実施形態]
図3は、本技術の第3の実施形態に係る構造物を示す平面図である。これ以降の説明では、図1及び2に示した実施形態に係る構造物10及び110について同様のものは説明を簡略化または省略し、異なる点を中心に説明する。
図3に示した構造物20は、第1の開口領域41を形成する壁部43を備え、壁部43は複数の第2の開口領域42により形成されている。構造物10(図1参照)と構造物20とで異なる点は、構造物20における1つの第1の開口領域41を形成するための第2の開口領域42の数が、構造物10のそれと異なっている点である。
[構造物の第4の実施形態]
図4は、本技術の第4の実施形態に係る構造物を示す平面図である。
構造物120は、壁部146に囲まれた第1の開口領域141、複数の第2の開口領域142及び第3の開口領域143を備える。この壁部146は、上記第3の実施形態に係る構造物20により形成されている。すなわち、この構造物120の形状は、構造物20の自己相似形である。
[構造物の応用例]
以下、上記した各実施形態に係る構造物10、110、20、120の応用例を説明する。
これらの構造物をフィルタとして利用することができる。
一般的に、フィルタの開口率を大きくしようとすると、その開口面積が大きくなり、その開口を形成する部分の肉厚が薄くなり、フィルタの強度が低下する。逆に、フィルタの開口率を小さくして壁の肉厚を厚くすると、フィルタを通過させる流体の流量が減る。すなわち圧力損失が高くなる。
本技術の構造物をフィルタとして利用する場合、開口率が大きくなるので、このような構造物の構造によって、単位質量当りの材料の表面積を大きくすることができる。
具体的には、壁部に開口領域が設けられていることにより、高い強度を得ながらも、フィルタを通過させる流体の流量の低下を抑えることができる(低圧力損失)。特に、構造物をハニカム構造とすることにより、十分な強度、剛性を得ることができる。
また、例えば図2及び4に示した構造物110、120において、1つの第3の開口領域139、143を形成する辺の一部また全部が破壊されたとしても、1つの第2の開口領域138、142を囲むすべての壁が破壊されるわけではないので、フィルタの所期の性能を維持する冗長性がある。
本技術に係る構造物は、例えばメッキによりその表面に形成されたコーティング膜を有していてもよい。メッキは、金属メッキ、樹脂メッキ等、何でもよい。メッキが行われることにより、例えば疎水性(例えばフッ素系材料)、親水性(例えば、シリカ系、酸化チタン系の材料)、防汚性(例えばチタン系、カーボン系の材料)、耐熱性(例えばニッケル系、クロム系、チタン系)等、様々な性質を構造物に与えることができる。
例えば構造物に金属メッキを行った後、樹脂メッキを行うことにより、構造物を金属繊維強化プラスチック材として利用することができる。
[構造物の製造方法]
図1~4に示した構造物10、110、20、120を、例えば造形装置の方式により形成することができる。
造形装置は、供給された材料の全領域のうち、対象となる構造物の3次元設計データに基づいて、選択された領域にエネルギー線を照射し、供給された材料を部分的に硬化させる。これにより、任意の形状の構造物を形成することができる。
エネルギー線としては、典型的には光であり、特に紫外線が用いられる。その場合、材料は紫外線硬化性樹脂が用いられる。エネルギー線は、紫外線に限られず、赤外線、可視光、電子線、または超音波等が挙げられる。赤外線や超音波等は、比較的造形精度が低い造形物を形成する場合に用いられればよい。光照射には、典型的にはレーザ照射が用いられる。
しかし、以下に説明する造形装置(構造物形成装置)を用いることにより、実用的な速度及びコストで、高精度な構造物を形成することができる。
(構造物形成装置)
以下、構造物形成装置について説明する。この構造物形成装置は、基本的に造形装置の原理を用いる。構造物形成装置により形成された構造物は、模型としてだけでなく、実際の製品としても利用され得る。
以下、構造物形成装置について説明する。この構造物形成装置は、基本的に造形装置の原理を用いる。構造物形成装置により形成された構造物は、模型としてだけでなく、実際の製品としても利用され得る。
(構造物形成装置の構成)
図5は、本技術の一実施形態に係る構造物形成装置を示す側面図である。図6は、この構造物形成装置をZ軸方向で見た側面図である。図7は、構造物形成装置を示す模式的な側面図及びその制御システムの構成を示すブロック図である。図中、X、Y及びZ軸は、互いに直交する3軸である。
図5は、本技術の一実施形態に係る構造物形成装置を示す側面図である。図6は、この構造物形成装置をZ軸方向で見た側面図である。図7は、構造物形成装置を示す模式的な側面図及びその制御システムの構成を示すブロック図である。図中、X、Y及びZ軸は、互いに直交する3軸である。
構造物形成装置100は、ベース11と、ベース11に鉛直方向に立設されたY軸移動機構13と、Y軸移動機構13に接続されたZ軸移動機構15と、Z軸移動機構15に接続されたステージ14とを備える。また、構造物形成装置100は、エネルギー線として例えば紫外線等のレーザ光をステージ14に向けて照射する照射ユニット17を備える。また、構造物形成装置100は、ステージ14に対面して配置された規制体12と、レーザ光により硬化する光硬化性樹脂等の材料を、ステージ14と規制体12との間に供給する供給ノズル16とを備える。
Y軸移動機構13は、Y軸移動モータ131(図7参照)と、ベース11に立設された支持柱134と、支持柱134にY軸方向(第2の方向)に沿って敷設されたガイドレール132と、ガイドレール132に接続され、Y軸移動モータ131によりガイドレール132に沿って移動可能な移動ベース133とを有する。
Z軸移動機構15は、Z軸移動モータ151(図7参照)を有し、ステージ14をZ軸方向に移動させることが可能に構成されている。ステージ14は、図6に示すように例えば円形状に形成されているが、四角でも、その他の形状でも構わない。Y軸移動機構13及びZ軸移動機構15によって、ステージ14はY及びZ軸方向に沿って移動可能とされる。Z軸移動機構15により、ステージ14の表面14aと、規制体12の表面12aのうち最もステージ14に近い領域(後述する直線状の領域A1)との距離が制御される。Y軸移動機構13及びZ軸移動機構15は、移動機構として機能する。
規制体12は、供給ノズル16からステージ14の表面14aに供給された材料のZ軸方向に沿う厚さを規制する。図8は、規制体12を拡大して示す図である。規制体12は、シリンドリカル形状の一部の形状を有する(シリンドリカルレンズ形状)。すなわち、ステージ14側に対面する、規制体12の表面12aは曲面であり、その曲面がシリンドリカル面として形成されている。
図6に示すように、規制体12は一方向(X軸方向)に沿って長く形成されている。規制体12は、取り付け具21によって支持柱19に取り付けられている。取り付け具21には、X軸方向(第1の方向)に沿ってスリット21aが形成されており、このスリット21aを介して照射ユニット17からのレーザ光が規制体12に入射される。
規制体12は、ガラス、アクリル、その他の透明材料により形成されている。規制体12は、エネルギー線を所定の透過率で透過させる材料であれば何でもよい。規制体12の表面12aには、材料の接触角を高める、すなわち疏水性の膜(例えばフッ素等)がコーティングされていてもよい。
図8に示すように、ステージ14は、ステージ14側と規制体12の表面12aとの間に、スリット領域Sを形成するように、Z軸移動機構15により配置可能となっている。ステージ14の表面14aと、規制体12の表面12aのうち最もステージ14に近い部分である、X軸方向に沿った直線状の領域A1とが対面することにより、スリット領域Sが形成される。この直線状の領域A1は、規制体12の表面12aの一部である。
この直線状の領域A1の、Y軸方向の幅は0.1~1mmである。また、後述する照射ユニット17から照射されるレーザ光のスポット径は、1~100μmである。しかし、直線状の領域A1の幅及びスポット径は、規制体12の大きさ、造形物(構造物)の大きさ、造形精度などによって適宜変更可能であり、それらの範囲以外の値も取り得る。
供給ノズル16は、X軸に沿って長い形状を有している。供給ノズル16は、規制体12より上部に配置され、例えば図示しない部材により支持部材を介して支持柱19に取り付けられている。供給ノズル16として、その長手方向に沿って、光硬化性材料R(図8参照)を吐出するための図示を省略した複数の穴を有するタイプのノズルが用いられる。あるいは、供給ノズル16として、その長手方向に沿って設けられたスリットを有するスリットコートタイプのノズルが用いられてもよい。
なお、供給ノズル16には、例えばこの供給ノズル16に光硬化性材料Rを導入するための図示しないポンプ、配管、開閉バルブ等が接続されている。
図5に示すように、照射ユニット17は、レーザ光源171と、レーザ光源171から出射されたレーザ光のビームスポットを絞る対物レンズ172とを備える。これらレーザ光源171及び対物レンズ172は、図示しないホルダにより一体的に保持されている。対物レンズ172は、規制体12を介してスリット領域S、または、スリット領域Sを含むその近傍の領域にある光硬化性材料に焦点を合わせる。すなわち、対物レンズ172はレーザ光の焦点が少なくともスリット領域Sにある光硬化性材料Rに合致するような光軸上の位置に配置される。
照射ユニット17により発生するレーザ光が紫外線である場合、光硬化性材料Rとして、紫外線硬化樹脂が用いられる。
また、上記移動機構は、照射ユニット17を一体的にX軸方向に沿って移動させる、X軸移動モータ181(図7参照)を搭載したX軸移動機構(スキャン機構)18を有する。X軸移動機構18により、照射ユニット17は、レーザ光源18から出射されたレーザ光をX軸方向に沿ってスキャンすることができる。
なお、X軸移動機構として、ポリゴンスキャナあるいはガルバノスキャナを用いてもよい。
上記取り付け具21のスリット21aはX軸方向に沿って長く形成されている。したがって、X軸移動機構18は、レーザ光をスキャンしている時、そのスリット21aを介して規制体12にレーザ光を入射させることができる。
Z軸移動機構15、Y軸移動機構13及びX軸移動機構18は、例えばボールネジ駆動機構、ラックアンドピニオン駆動機構、またはベルト駆動機構などにより実現することができる。
ベース11上であって、ステージ14の下方には廃液タンク5が設けられている。廃液タンク5には、供給ノズル16から吐出され、ステージ14を伝って流れ落ちる余剰の光硬化性材料等が溜められるようになっている。
なお、支持柱134及び支持柱19はそれぞれ2つずつ設けられたが(図6参照)、これらは、ベース11のX軸方向においてほぼ中央位置に1つずつ設けられていてもよい。
図7に示すように、構造物形成装置100は、Z軸移動モータ151の駆動を制御するZ軸移動モータコントローラ28、Y軸移動モータ131の駆動を制御するY軸移動モータコントローラ27、X軸移動モータ181の駆動を制御するX軸移動モータコントローラ25を備える。また、構造物形成装置100は、レーザ光源171から出射されるレーザ光のパワーを制御するレーザパワーコントローラ26を備える。これらの各コントローラ25~28の動作は、ホストコンピュータ50により統括的に制御される。図示されていないが、構造物形成装置100は、供給ノズル16に接続されたポンプや開閉バルブを駆動するためのコントローラも備えている。
上記ホストコンピュータ50は、CPU(Central Processing Unit)、RAM(Random Access Memory)、ROM(Read Only Memory)等を備えている。CPUの代わりに、FPGA(Field Programmable Gate Array)またはASIC(Application Specific Integrated Circuit)等のPLD(Programmable Logic Device)が用いられてもよい。各コントローラ25~28は、これらのようなハードウェアを備えるか、またはソフトウェアによりそれぞれ構成される。
典型的には、ホストコンピュータ50及び各コントローラ25~28は互いに有線により接続されるが、これらコントローラのうち少なくとも1つは無線により構造物形成装置100内の制御システムに接続されてもよい。
(構造物形成装置の動作)
次に、以上のように構成された構造物形成装置100の動作を説明する。図9A~Cは、その動作を順に示す図である。図10A~Dは、その動作時における規制体12及びステージ14の間の領域を拡大して示す図である。
次に、以上のように構成された構造物形成装置100の動作を説明する。図9A~Cは、その動作を順に示す図である。図10A~Dは、その動作時における規制体12及びステージ14の間の領域を拡大して示す図である。
図9Aは、構造物形成装置100の静止状態を示し、移動ベース133が初期位置にある状態を示している。実際に造形を実行する前に、光硬化性材料Rである硬化層の1層分の厚さがホストコンピュータ50を介して設定される。そして、例えばZ軸移動モータコントローラ28の制御に応じたZ軸移動機構15の駆動により、ステージ14が、規制体12の最もステージ14に近い部分である直線状の領域A1に接触した時(図9A参照)のステージ14の高さ位置が、Z軸方向での原点として設定される。
なお、この原点の設定時における、ステージ14のY軸方向での位置は、適宜設定可能である。
原点が設定されると、予め設定された、光硬化性材料Rの1層の厚さ分、ステージ14が規制体12から離れる。
ステージ14が規制体12から離れた後、ステージ14はY軸移動機構13により図9Bに示すような所定の位置である造形開始位置に移動する。この造形開始位置とは、ステージ14と規制体12の直線状の領域A1との間のスリット領域Sが形成することができるようなステージ14のY軸に沿った方向での位置である。この造形開始位置は、スリット領域Sが形成できるようなステージ14の位置であれば、形成される構造物のY軸方向での大きさにより適宜設定が変更され得る。
ステージ14が造形開始位置に位置すると、供給ノズル16から光硬化性材料Rが吐出され、規制体12とステージ14との間に、自重により流れ落ちる。これにより、少なくともスリット領域Sに光硬化性材料Rが満たされる。光硬化性材料Rは表面張力によって、規制体12とステージ14との間に保持される。すなわち、規制体12は、直線状の領域A1によって、X軸方向に沿う1次元的な領域で光硬化性材料Rの液面を規制する。この時のスリット領域S及びその周辺の状態を図8に拡大して示す。このような状態から、レーザ光の光硬化性材料Rへの照射、つまり露光が開始される。
照射ユニット17がレーザ光を照射する。レーザ光源171から発生したレーザ光が対物レンズ172及び規制体12を通り、スリット領域Sの光硬化性材料Rに入射する。照射ユニット17は、X軸移動モータコントローラ25の制御によりX軸に沿った方向で移動しながら、造形対象物の1層分の中のX軸方向の1列分のデータに基づき、レーザパワーコントローラ26の制御に応じて、光硬化性材料Rに対して選択的に露光していく(図10A参照)。
具体的には、レーザパワーコントローラ26は、構造物の上記1列分のデータに応じてレーザパワーの変調信号を生成し、これをレーザ光源171に送ることで、1層分中のX軸方向の1列分の光硬化性材料Rが選択的に露光され、硬化される。少なくともスリット領域Sにある光硬化性材料Rが露光される。レーザ光の照射による露光中は、ステージ14は停止している。
構造物の1層分の厚さは、1~100μmであるが、この範囲に限られず適宜設定可能である。
以上のようにして、図10Aに示すように、1列分の硬化層R0が形成される。
光硬化性材料RのX軸方向に沿った1列分の露光が終了すると、レーザ光の照射動作が停止し、Y軸移動機構13による移動ベース133の移動によって、ステージ14がY軸に沿った方向で後方側(図10Bにおける上側)へ所定のピッチ移動する。この時、図10B及びCに示すように、ステージ14とともに硬化物R0が移動することにより、規制体12及びその硬化物R0の間にせん断力が発生し、規制体12と硬化物R0とが剥離される。上記のように規制体12の表面に疎水性の膜が形成されていることにより、この剥離はさらに容易に行われる。
そして、1層目内における次の1列分(最初の1列に隣接する1列)の選択的な露光が上記と同様に行われる(図10D参照)。これにより、その列の硬化物R1が形成される。
構造物形成装置100は、以上のようなレーザ光のX軸方向に沿ったスキャン照射、及び、ステージ14のY軸方向に沿ったステップ送りを繰り返すことにより、図9Cに示すように、1層分の光硬化性材料Rの選択的な硬化層、つまり1層分の硬化層R’を形成する。このように、いわゆるラスタースキャンの要領で1層分の露光処理が行われる。
ステージ14のこのようなY軸に沿った方向における間欠的な移動のピッチは、レーザビームのスポット径にもより、つまり、構造物を形成するときの分解能にもよるが、この移動のピッチは適宜設定可能である。
1層分の光硬化性材料Rへの露光が終了すると、ステージ14が、Z軸方向へ規制体12からさらに離れるように移動する。そして、これまで説明した動作を繰り返すことにより、硬化層R’が積層されていき、任意の形状の構造物が形成されていく。
以上のように、規制体12の直線状の領域A1がステージ14に最も近くなるように規制体12の表面12aがシリンドリカル面に形成されているので、ステージ14がY軸方向に沿って移動することで、規制体12の直線状の領域A1はZ軸方向に沿ってステージ14から相対的に離れていくように移動する。これにより、上述のようにせん断力が発生し、規制体12から材料の硬化物(図10B、Dに示したR0やR1など)をきれいに剥がすことができる。
従来の規制液面法では、フィルムやガラス面の歪みにより構造物の平面度が悪化していたことも問題の1つであった。これに対し本実施形態では、規制体12の表面の形状はシリンドリカル面であり、直線状の領域A1で光硬化性材料の液面が規制される。したがって、光硬化性材料Rが硬化するときの収縮力が規制体12に加えられても、規制体12に変形や歪みが発生しにくく、また、露光前における光硬化性材料Rの粘性による規制体12の変形も防止できる。これにより、硬化層の平面度を高め、また、その厚さを高精度に制御することができる。その結果、図1~4に示すような構造物を、小さいサイズで形成することができる。
構造物形成装置100は、例えば図1において構造物を平面で見て、第2の開口領域の開口面の直径(この例では、第2の開口領域内の頂点からそれに対向する頂点までの距離)を、5~10μmといった小さいサイズの構造物を形成することができる。もちろん、従来までの構造物形成装置によっても、それより大きいサイズの構造物も形成可能である。
従来の規制液面法では、フィルムやガラス面から構造物を引き剥がす工程に時間を要していた。しかし、本実施形態では、露光処理時においてステージ14のY軸に沿った方向でのステップ送りごとに規制体12から構造物が引き剥がされていく。つまり1層分の露光処理と引き剥がし処理の時間帯が重複しているので、構造物の形成にかかる時間を短縮することができる。
本実施形態では、直線状の領域A1で光硬化性材料の液面が規制されるので、粘度の高い樹脂材料を用いても、正確な層厚で構造物を形成することができ、用いる材料の選択の幅が広がる。
本実施形態では、規制体12の直線状の領域A1において、規制体12の、ステージ14側からの引き剥がしが、微小量ずつ断続的に(Y軸方向に沿ったステップ送りごとに)起こる。したがって、引き剥がし力が弱く、硬化物に損傷が加えられることを防止できる。つまり、硬化物が規制体12から剥がれやすい。また、そのように引き剥がし力が弱いので、硬化物がステージ14から剥がれてしまうようなことも起こらない。
以上のように、本実施形態に係る構造物形成装置100によれば、図1~4に示した構造物を、実用的な速度及びコストで、高精度に形成することができる。
[その他の実施形態]
本技術は、以上説明した実施形態に限定されず、他の種々の実施形態が実現される。
上記各実施形態に係る構造物10、110、20、120では、第1の開口領域及び第2の開口領域(及び第3の開口領域)の開口方向が一致していた。しかし、これらの開口方向が異なっていてもよい。例えば、図1Aに示した第1の開口領域31の開口方向は紙面に垂直である場合に、第2の開口領域の開口方向は、紙面に平行、つまり構造物10の厚さ方向に直交する方向であってもよい。図3に示した第2の開口領域、図2、4に示した第3の開口領域も、同様に、構造物の厚さ方向に直交する方向であってもよい。
上記各実施形態に係る構造物10、110、20、120は、自己相似形であった。しかし、それは自己相似形に限られない。それは、第1の開口領域を形成する壁部に規則的に整列した、その第1の開口領域の開口面積より小さい開口面積の第2開口領域が設けられた構造物であれば、どのような形状の構造物であってもよい。
例えば第1及び第2の開口領域の形状が円、楕円、あるいは3角以上の矩形であってもよい。この場合、第1及び第2の開口領域の形状が異なっていてもよい。構造物が、自己相似形の場合、第3、第4、・・・と続く開口領域の形状についても、これと同様のことが言える。
上記各実施形態に係る構造物では、また、複数の第1の開口領域(実質的に同じ開口面積を有する開口領域同士)の形状が同じであったが、これらのうち少なくとも1つが他と異なる形状に形成されていてもよい。
上記各実施形態に係る構造物は、ハニカム構造を有していたが、ハニカム構造に限られない。
上記実施形態に係る構造物形成装置の規制体は、シリンドリカル形状の一部であったが、シリンドリカル形状の全部の形状を有していてもよい。その場合、その規制体はエネルギー線に対して透明な材料のソリッドタイプでもよいし、あるいは、中空タイプでもよい。
その規制体の表面の形状は、シリンドリカル面でなくもよく、楕円面、双曲面等の曲面であってもよい。あるいはその表面は、曲面でなくても、Y軸方向で狭い幅(レーザスポット径の2~5倍程度)を持つ平面であってもよい。
上記実施形態では、造形時にZ軸方向において、規制体12が静止し、ステージ14が移動した。このような方式に限られず、Z軸方向において、規制体が移動し、ステージ14が静止していてもよいし、あるいは、それら両方が移動してもよい。
上記実施形態では、構造物の1層分の硬化層を形成するために、ステージ14が鉛直方向に移動した。しかし、構造物の1層分の硬化層を形成するために、規制体及びステージが水平方向に相対的に移動してもよいし、鉛直方向の成分を含み、鉛直方向とは異なる方向、すなわち斜め方向に相対的に移動してもよい。
上記実施形態では、構造物の1層分の硬化層を形成するために、規制体12及びステージ14が相対的に移動する方向として、規制体12の直線状の領域A1が延びる方向(第1の方向)に直交する方向であった。しかし、第2の方向は、第1の方向とは異なっていればよく、第1の方向に対して斜め方向でもよい。
上記実施形態では、X軸方向におして、規制体12及びステージ14は静止し、照射ユニット17がX軸方向に沿って移動したが、照射ユニットが静止し、規制体及びステージが一体的にX軸移動してもよい。
上記実施形態に係る構造物形成装置は、2層以上硬化層を積層して構造物を形成した。しかし、構造物形成装置は、少なくとも1層分の硬化層を形成することにより、図1~4に示したような薄型の構造物を形成してもよい。
上記の実施形態では、構造物を形成する装置として、構造物形成装置を例に挙げた。しかし、例えば図1~4に示した構造物の開口領域の直径がmmオーダーである場合、射出成形によっても、それらの構造物を形成することができる。開口領域がμmオーダーである場合、その構造物は小さすぎるので、射出成形では困難になる。
以上説明した各形態の特徴部分のうち、少なくとも2つの特徴部分を組み合わせることも可能である。
本技術は以下のような構成もとることができる。
(1)壁部と、
第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、
規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域と
を具備する構造物。
(2)(1)に記載の構造物であって、
前記第2の開口領域を形成し、前記複数の第2の開口領域のうち1つの第2の開口領域の周囲に規則的に整列するように前記壁部に設けられ、前記第2の開口面積より小さい第3の開口面積をそれぞれ有する複数の第3の開口領域をさらに具備する構造物。
(3)(1)に記載の構造物であって、
前記第1の開口領域及び前記複数の第2の開口領域の開口の方向がそれぞれ一致している
構造物。
(4)(2)に記載の構造物であって、
前記第1の開口領域、前記複数の第2の開口領域、及び前記複数の第3の開口領域の開口の方向がそれぞれ一致している
構造物。
(5)(1)から(4)のうちいずれか1つに記載の構造物であって、
前記構造物の形状は、自己相似形である
構造物。
(6)(1)から(5)のうちいずれか1つに記載の構造物であって、
少なくとも前記第1の開口領域の配列及び形状は、ハニカム構造の配列及び形状である
構造物。
(7)エネルギー線のエネルギーで硬化する材料を供給領域に供給し、
前記供給領域に供給された前記材料の全領域のうち、選択された領域に前記エネルギー線を照射し、
前記エネルギー線の照射により、壁部と、第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域とを備えた構造物を形成する
構造物の製造方法。
(8)(7)に記載の構造物の製造方法であって、
ステージと、
第1の方向に沿う直線状の領域を含む表面を有し、前記表面のうち前記直線状の領域が前記ステージに最も近くなるように、前記ステージに対面して配置された規制体とを備えた構造物形成装置を用いて、
前記材料の供給工程において、前記ステージが配置される側の領域と前記直線状の領域との間の領域であるスリット領域に、前記材料を供給し、
前記構造物の製造方法は、さらに、少なくとも1層分の前記材料の硬化層を形成するために、前記第1の方向とは異なる第2の方向に沿って、前記規制体及び前記ステージを相対的に移動させる
構造物の製造方法。
(1)壁部と、
第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、
規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域と
を具備する構造物。
(2)(1)に記載の構造物であって、
前記第2の開口領域を形成し、前記複数の第2の開口領域のうち1つの第2の開口領域の周囲に規則的に整列するように前記壁部に設けられ、前記第2の開口面積より小さい第3の開口面積をそれぞれ有する複数の第3の開口領域をさらに具備する構造物。
(3)(1)に記載の構造物であって、
前記第1の開口領域及び前記複数の第2の開口領域の開口の方向がそれぞれ一致している
構造物。
(4)(2)に記載の構造物であって、
前記第1の開口領域、前記複数の第2の開口領域、及び前記複数の第3の開口領域の開口の方向がそれぞれ一致している
構造物。
(5)(1)から(4)のうちいずれか1つに記載の構造物であって、
前記構造物の形状は、自己相似形である
構造物。
(6)(1)から(5)のうちいずれか1つに記載の構造物であって、
少なくとも前記第1の開口領域の配列及び形状は、ハニカム構造の配列及び形状である
構造物。
(7)エネルギー線のエネルギーで硬化する材料を供給領域に供給し、
前記供給領域に供給された前記材料の全領域のうち、選択された領域に前記エネルギー線を照射し、
前記エネルギー線の照射により、壁部と、第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域とを備えた構造物を形成する
構造物の製造方法。
(8)(7)に記載の構造物の製造方法であって、
ステージと、
第1の方向に沿う直線状の領域を含む表面を有し、前記表面のうち前記直線状の領域が前記ステージに最も近くなるように、前記ステージに対面して配置された規制体とを備えた構造物形成装置を用いて、
前記材料の供給工程において、前記ステージが配置される側の領域と前記直線状の領域との間の領域であるスリット領域に、前記材料を供給し、
前記構造物の製造方法は、さらに、少なくとも1層分の前記材料の硬化層を形成するために、前記第1の方向とは異なる第2の方向に沿って、前記規制体及び前記ステージを相対的に移動させる
構造物の製造方法。
10、110、20、120…構造物
12…規制体
12a…表面
13…Y軸移動機構
14…ステージ
15…Z軸移動機構
16…供給ノズル
17…照射ユニット
18…X軸移動機構
36、43、126、136…壁部
31、137、41、141…第1の開口領域
32、138、42、142…第2の開口領域
139、143…第3の開口領域
12…規制体
12a…表面
13…Y軸移動機構
14…ステージ
15…Z軸移動機構
16…供給ノズル
17…照射ユニット
18…X軸移動機構
36、43、126、136…壁部
31、137、41、141…第1の開口領域
32、138、42、142…第2の開口領域
139、143…第3の開口領域
Claims (8)
- 壁部と、
第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、
規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域と
を具備する構造物。 - 請求項1に記載の構造物であって、
前記第2の開口領域を形成し、前記複数の第2の開口領域のうち1つの第2の開口領域の周囲に規則的に整列するように前記壁部に設けられ、前記第2の開口面積より小さい第3の開口面積をそれぞれ有する複数の第3の開口領域をさらに具備する構造物。 - 請求項1に記載の構造物であって、
前記第1の開口領域及び前記複数の第2の開口領域の開口の方向がそれぞれ一致している
構造物。 - 請求項2に記載の構造物であって、
前記第1の開口領域、前記複数の第2の開口領域、及び前記複数の第3の開口領域の開口の方向がそれぞれ一致している
構造物。 - 請求項1に記載の構造物であって、
前記構造物の形状は、自己相似形である
構造物。 - 請求項1に記載の構造物であって、
少なくとも前記第1の開口領域の配列及び形状は、ハニカム構造の配列及び形状である
構造物。 - エネルギー線のエネルギーで硬化する材料を供給領域に供給し、
前記供給領域に供給された前記材料の全領域のうち、選択された領域に前記エネルギー線を照射し、
前記エネルギー線の照射により、壁部と、第1の開口面積を有し、前記壁部に囲まれることで形成された第1の開口領域と、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する複数の第2の開口領域とを備えた構造物を形成する
構造物の製造方法。 - 請求項7に記載の構造物の製造方法であって、
ステージと、
第1の方向に沿う直線状の領域を含む表面を有し、前記表面のうち前記直線状の領域が前記ステージに最も近くなるように、前記ステージに対面して配置された規制体とを備えた構造物形成装置を用いて、
前記材料の供給工程において、前記ステージが配置される側の領域と前記直線状の領域との間の領域であるスリット領域に、前記材料を供給し、
前記構造物の製造方法は、さらに、少なくとも1層分の前記材料の硬化層を形成するために、前記第1の方向とは異なる第2の方向に沿って、前記規制体及び前記ステージを相対的に移動させる
構造物の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12799786.4A EP2722159A4 (en) | 2011-06-17 | 2012-06-11 | STRUCTURE AND MANUFACTURING METHOD THEREFOR |
| CN201280028384.7A CN103608166B (zh) | 2011-06-17 | 2012-06-11 | 结构体及其生产方法 |
| US14/124,530 US20140113105A1 (en) | 2011-06-17 | 2012-06-11 | Structure and method of producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011134937A JP5803316B2 (ja) | 2011-06-17 | 2011-06-17 | 構造物の製造方法 |
| JP2011-134937 | 2011-06-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012172770A1 true WO2012172770A1 (ja) | 2012-12-20 |
Family
ID=47356777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/003780 WO2012172770A1 (ja) | 2011-06-17 | 2012-06-11 | 構造物及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140113105A1 (ja) |
| EP (1) | EP2722159A4 (ja) |
| JP (1) | JP5803316B2 (ja) |
| CN (1) | CN103608166B (ja) |
| WO (1) | WO2012172770A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112014001464T5 (de) * | 2013-03-15 | 2016-02-18 | Pyrotek Incorporated | Keramikfilter |
| TWI609769B (zh) | 2014-06-03 | 2018-01-01 | 三緯國際立體列印科技股份有限公司 | 立體結構與立體列印方法 |
| EP3017932A1 (en) * | 2014-10-07 | 2016-05-11 | Kapsch TrafficCom AG | Method of producing a core for a construction element and 3D-printer therefore |
| FR3027554B1 (fr) * | 2014-10-27 | 2020-02-07 | Centre National De La Recherche Scientifique | Procede d'impression en trois dimensions |
| KR102687583B1 (ko) * | 2015-07-22 | 2024-07-24 | 에이에스케이 케미칼스 엘엘씨 | 세라믹 필터 및 그 필터를 형성하는 방법 |
| EP3405505A1 (en) | 2016-01-21 | 2018-11-28 | 3M Innovative Properties Company | Additive processing of fluoropolymers |
| EP3645288A1 (en) * | 2017-06-30 | 2020-05-06 | 3M Innovative Properties Company | Three-dimensional article and method of making a three-dimensional article |
| DE102018206120A1 (de) * | 2018-04-20 | 2019-10-24 | Faurecia Innenraum Systeme Gmbh | Verbundteil, insbesondere Innenverkleidungsteil, und Verfahren zu dessen Herstellung |
| JP2021130227A (ja) * | 2020-02-19 | 2021-09-09 | 株式会社リコー | フィルタおよびその製造方法、水の浄化装置、発電装置、並びに発電システム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06509530A (ja) * | 1992-06-02 | 1994-10-27 | アルカテル | 立体リソグラフィーを使用するフラクタル物体の製造方法、及び、かかる方法で得られるフラクタル物体 |
| JP2002347125A (ja) | 2001-05-24 | 2002-12-04 | Nakakin:Kk | 光造形物 |
| JP2002349246A (ja) * | 2001-05-25 | 2002-12-04 | Nippon Steel Chem Co Ltd | 排ガスの微粒子除去装置及び方法 |
| WO2005027611A1 (ja) * | 2003-09-08 | 2005-03-24 | Juridical Foundation Osaka Industrial Promotion Organization | フラクタル構造体、フラクタル構造集合体およびそれらの製造方法ならびに用途 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4416676A (en) * | 1982-02-22 | 1983-11-22 | Corning Glass Works | Honeycomb filter and method of making it |
| JP2003200398A (ja) * | 2001-10-30 | 2003-07-15 | Sony Corp | 多重化階層構造体およびその製造方法ならびに機能材料およびその製造方法ならびに電子装置およびその製造方法ならびにらせん構造体 |
| CN100345611C (zh) * | 2002-09-13 | 2007-10-31 | 揖斐电株式会社 | 蜂窝状结构体 |
| US20040121120A1 (en) * | 2002-12-20 | 2004-06-24 | The Procter & Gamble Company | Apparatus for making a polymeric web exhibiting a soft and silky tactile impression |
| AU2004259762A1 (en) * | 2003-07-24 | 2005-02-03 | Tecomet, Inc. | Assembled non-random foams |
| JP5040152B2 (ja) * | 2006-04-12 | 2012-10-03 | 東洋製罐株式会社 | 構造体、構造体の形成方法及び構造体形成装置 |
| US7785520B2 (en) * | 2006-12-15 | 2010-08-31 | E.I. Du Pont De Nemours And Company | Processes for making shaped honeycomb and honeycombs made thereby |
| US8828517B2 (en) * | 2009-03-23 | 2014-09-09 | Solexel, Inc. | Structure and method for improving solar cell efficiency and mechanical strength |
| JP2011098484A (ja) * | 2009-11-05 | 2011-05-19 | Sony Corp | 3次元光造形装置、3次元光造形方法及び造形物 |
-
2011
- 2011-06-17 JP JP2011134937A patent/JP5803316B2/ja not_active Expired - Fee Related
-
2012
- 2012-06-11 CN CN201280028384.7A patent/CN103608166B/zh not_active Expired - Fee Related
- 2012-06-11 US US14/124,530 patent/US20140113105A1/en not_active Abandoned
- 2012-06-11 EP EP12799786.4A patent/EP2722159A4/en not_active Withdrawn
- 2012-06-11 WO PCT/JP2012/003780 patent/WO2012172770A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06509530A (ja) * | 1992-06-02 | 1994-10-27 | アルカテル | 立体リソグラフィーを使用するフラクタル物体の製造方法、及び、かかる方法で得られるフラクタル物体 |
| JP2002347125A (ja) | 2001-05-24 | 2002-12-04 | Nakakin:Kk | 光造形物 |
| JP2002349246A (ja) * | 2001-05-25 | 2002-12-04 | Nippon Steel Chem Co Ltd | 排ガスの微粒子除去装置及び方法 |
| WO2005027611A1 (ja) * | 2003-09-08 | 2005-03-24 | Juridical Foundation Osaka Industrial Promotion Organization | フラクタル構造体、フラクタル構造集合体およびそれらの製造方法ならびに用途 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2722159A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2722159A4 (en) | 2015-02-18 |
| JP5803316B2 (ja) | 2015-11-04 |
| EP2722159A1 (en) | 2014-04-23 |
| US20140113105A1 (en) | 2014-04-24 |
| CN103608166B (zh) | 2016-07-06 |
| CN103608166A (zh) | 2014-02-26 |
| JP2013000998A (ja) | 2013-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5803316B2 (ja) | 構造物の製造方法 | |
| JP5884321B2 (ja) | 構造物の製造方法 | |
| JP2012240216A (ja) | 3次元造形装置、造形物及び造形物の製造方法 | |
| US10836105B2 (en) | Device and method for creating three-dimensional structures | |
| JP5774825B2 (ja) | 3次元造形装置及び造形物の製造方法 | |
| AU2007240215B2 (en) | Optical modeling apparatus | |
| JP2011098484A (ja) | 3次元光造形装置、3次元光造形方法及び造形物 | |
| EP3083213B1 (en) | Method for printing a three-dimensional light guiding structure by curing droplets of a printing material by light irradiation | |
| KR101704553B1 (ko) | 조형광원어레이 및 폴리곤미러를 구비하는 입체조형장비의 헤드장치 및 이를 이용하는 조형평면 스캐닝 방법 | |
| US11097482B2 (en) | System and method for forming nano-structures on substrates to provide predetermined physical characteristics to the substrates | |
| JP6020672B2 (ja) | 3次元造形装置及び造形物の製造方法 | |
| JP6451420B2 (ja) | 接合構造体の製造方法 | |
| US11465355B2 (en) | Modeling apparatus and manufacturing method for a modeled object | |
| JP6344447B2 (ja) | 3次元造形装置及び造形物の製造方法 | |
| JP2015085626A (ja) | 成形体の製造方法 | |
| WO2018096963A1 (ja) | 情報処理装置、造形装置、情報処理方法、およびプログラム | |
| JP2018140643A (ja) | 3次元造形装置及び造形物の製造方法 | |
| KR101149069B1 (ko) | 표면장력을 이용한 무용기 성형시스템을 구비한 광조형 장치 | |
| JP6862795B2 (ja) | 造形装置及び造形物の製造方法 | |
| Choi et al. | Curing characteristics of three-dimensional microstructures using dynamic pattern projection | |
| Boehlen | THE UNIVERSITY OF HULL |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12799786 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012799786 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14124530 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |