WO2012140787A1 - Electrode paste composition, solar-cell element, and solar cell - Google Patents
Electrode paste composition, solar-cell element, and solar cell Download PDFInfo
- Publication number
- WO2012140787A1 WO2012140787A1 PCT/JP2011/060472 JP2011060472W WO2012140787A1 WO 2012140787 A1 WO2012140787 A1 WO 2012140787A1 JP 2011060472 W JP2011060472 W JP 2011060472W WO 2012140787 A1 WO2012140787 A1 WO 2012140787A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electrode
- mass
- paste composition
- phosphorus
- solar cell
- Prior art date
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 179
- 239000002003 electrode paste Substances 0.000 title claims abstract description 147
- 239000002245 particle Substances 0.000 claims abstract description 220
- 239000011521 glass Substances 0.000 claims abstract description 112
- 229910000881 Cu alloy Inorganic materials 0.000 claims abstract description 99
- 239000002904 solvent Substances 0.000 claims abstract description 40
- 229920005989 resin Polymers 0.000 claims abstract description 39
- 239000011347 resin Substances 0.000 claims abstract description 39
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims abstract description 37
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 37
- 239000011574 phosphorus Substances 0.000 claims abstract description 37
- BSPSZRDIBCCYNN-UHFFFAOYSA-N phosphanylidynetin Chemical compound [Sn]#P BSPSZRDIBCCYNN-UHFFFAOYSA-N 0.000 claims description 84
- 229910052710 silicon Inorganic materials 0.000 claims description 78
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 76
- 239000010703 silicon Substances 0.000 claims description 76
- 239000000758 substrate Substances 0.000 claims description 76
- 238000010304 firing Methods 0.000 claims description 59
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 54
- 229910052709 silver Inorganic materials 0.000 claims description 53
- 239000004332 silver Substances 0.000 claims description 53
- 229910052718 tin Inorganic materials 0.000 claims description 34
- 239000011135 tin Substances 0.000 claims description 34
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 33
- 229910017755 Cu-Sn Inorganic materials 0.000 claims description 26
- 229910017927 Cu—Sn Inorganic materials 0.000 claims description 26
- 229910000905 alloy phase Inorganic materials 0.000 claims description 26
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims description 26
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- 238000002425 crystallisation Methods 0.000 claims description 8
- 230000008025 crystallization Effects 0.000 claims description 8
- 229910017052 cobalt Inorganic materials 0.000 claims description 5
- 239000010941 cobalt Substances 0.000 claims description 5
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 5
- 229910009042 Sn—P—O Inorganic materials 0.000 claims 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 claims 1
- 239000010949 copper Substances 0.000 description 48
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical group [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 44
- 229910052802 copper Inorganic materials 0.000 description 44
- 238000000034 method Methods 0.000 description 40
- 230000003647 oxidation Effects 0.000 description 34
- 238000007254 oxidation reaction Methods 0.000 description 34
- 238000009792 diffusion process Methods 0.000 description 28
- 229910052782 aluminium Inorganic materials 0.000 description 23
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 21
- 230000000052 comparative effect Effects 0.000 description 20
- 238000010438 heat treatment Methods 0.000 description 19
- 230000015572 biosynthetic process Effects 0.000 description 16
- 238000007639 printing Methods 0.000 description 16
- 125000004429 atom Chemical group 0.000 description 15
- 238000000605 extraction Methods 0.000 description 15
- 239000012298 atmosphere Substances 0.000 description 12
- 230000004907 flux Effects 0.000 description 12
- 230000008569 process Effects 0.000 description 12
- GNTDGMZSJNCJKK-UHFFFAOYSA-N divanadium pentaoxide Chemical compound O=[V](=O)O[V](=O)=O GNTDGMZSJNCJKK-UHFFFAOYSA-N 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 238000010248 power generation Methods 0.000 description 10
- 239000004065 semiconductor Substances 0.000 description 10
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 9
- 239000000843 powder Substances 0.000 description 7
- 238000007650 screen-printing Methods 0.000 description 6
- PUZPDOWCWNUUKD-UHFFFAOYSA-M sodium fluoride Chemical compound [F-].[Na+] PUZPDOWCWNUUKD-UHFFFAOYSA-M 0.000 description 6
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 5
- 229910052581 Si3N4 Inorganic materials 0.000 description 5
- 229910004298 SiO 2 Inorganic materials 0.000 description 5
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 239000000376 reactant Substances 0.000 description 5
- 239000000377 silicon dioxide Substances 0.000 description 5
- 235000012239 silicon dioxide Nutrition 0.000 description 5
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 5
- 229910015902 Bi 2 O 3 Inorganic materials 0.000 description 4
- 239000001856 Ethyl cellulose Substances 0.000 description 4
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 4
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 4
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229920001249 ethyl cellulose Polymers 0.000 description 4
- 235000019325 ethyl cellulose Nutrition 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 238000001704 evaporation Methods 0.000 description 4
- 230000008020 evaporation Effects 0.000 description 4
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 4
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 4
- PQXKHYXIUOZZFA-UHFFFAOYSA-M lithium fluoride Chemical compound [Li+].[F-] PQXKHYXIUOZZFA-UHFFFAOYSA-M 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 239000011572 manganese Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 229910052700 potassium Inorganic materials 0.000 description 4
- NROKBHXJSPEDAR-UHFFFAOYSA-M potassium fluoride Chemical compound [F-].[K+] NROKBHXJSPEDAR-UHFFFAOYSA-M 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 150000005846 sugar alcohols Polymers 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 230000002378 acidificating effect Effects 0.000 description 3
- 229920000180 alkyd Polymers 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 3
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 3
- 238000005219 brazing Methods 0.000 description 3
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 3
- 229940028356 diethylene glycol monobutyl ether Drugs 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229910052744 lithium Inorganic materials 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- JCGNDDUYTRNOFT-UHFFFAOYSA-N oxolane-2,4-dione Chemical compound O=C1COC(=O)C1 JCGNDDUYTRNOFT-UHFFFAOYSA-N 0.000 description 3
- YEXPOXQUZXUXJW-UHFFFAOYSA-N oxolead Chemical compound [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 238000006722 reduction reaction Methods 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- 239000011775 sodium fluoride Substances 0.000 description 3
- 235000013024 sodium fluoride Nutrition 0.000 description 3
- 150000003505 terpenes Chemical class 0.000 description 3
- 235000007586 terpenes Nutrition 0.000 description 3
- 229940116411 terpineol Drugs 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- 238000009692 water atomization Methods 0.000 description 3
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- 239000005751 Copper oxide Substances 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- RIRXDDRGHVUXNJ-UHFFFAOYSA-N [Cu].[P] Chemical compound [Cu].[P] RIRXDDRGHVUXNJ-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- GHPGOEFPKIHBNM-UHFFFAOYSA-N antimony(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Sb+3].[Sb+3] GHPGOEFPKIHBNM-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 229910052788 barium Inorganic materials 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 229910052790 beryllium Inorganic materials 0.000 description 2
- UAHWPYUMFXYFJY-UHFFFAOYSA-N beta-myrcene Chemical compound CC(C)=CCCC(=C)C=C UAHWPYUMFXYFJY-UHFFFAOYSA-N 0.000 description 2
- 229910000416 bismuth oxide Inorganic materials 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 229910052793 cadmium Inorganic materials 0.000 description 2
- CXKCTMHTOKXKQT-UHFFFAOYSA-N cadmium oxide Inorganic materials [Cd]=O CXKCTMHTOKXKQT-UHFFFAOYSA-N 0.000 description 2
- CFEAAQFZALKQPA-UHFFFAOYSA-N cadmium(2+);oxygen(2-) Chemical compound [O-2].[Cd+2] CFEAAQFZALKQPA-UHFFFAOYSA-N 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- ULDHMXUKGWMISQ-UHFFFAOYSA-N carvone Chemical compound CC(=C)C1CC=C(C)C(=O)C1 ULDHMXUKGWMISQ-UHFFFAOYSA-N 0.000 description 2
- 239000012461 cellulose resin Substances 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 229910000431 copper oxide Inorganic materials 0.000 description 2
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 2
- TYIXMATWDRGMPF-UHFFFAOYSA-N dibismuth;oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Bi+3].[Bi+3] TYIXMATWDRGMPF-UHFFFAOYSA-N 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- YWEUIGNSBFLMFL-UHFFFAOYSA-N diphosphonate Chemical compound O=P(=O)OP(=O)=O YWEUIGNSBFLMFL-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 239000007772 electrode material Substances 0.000 description 2
- 239000003759 ester based solvent Substances 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000004210 ether based solvent Substances 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- MRELNEQAGSRDBK-UHFFFAOYSA-N lanthanum(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[La+3].[La+3] MRELNEQAGSRDBK-UHFFFAOYSA-N 0.000 description 2
- 229910052745 lead Inorganic materials 0.000 description 2
- HTUMBQDCCIXGCV-UHFFFAOYSA-N lead oxide Chemical compound [O-2].[Pb+2] HTUMBQDCCIXGCV-UHFFFAOYSA-N 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- FDPIMTJIUBPUKL-UHFFFAOYSA-N pentan-3-one Chemical compound CCC(=O)CC FDPIMTJIUBPUKL-UHFFFAOYSA-N 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 229920000120 polyethyl acrylate Polymers 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- 239000011698 potassium fluoride Substances 0.000 description 2
- 235000003270 potassium fluoride Nutrition 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- NDVLTYZPCACLMA-UHFFFAOYSA-N silver oxide Chemical compound [O-2].[Ag+].[Ag+] NDVLTYZPCACLMA-UHFFFAOYSA-N 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- 229910052712 strontium Inorganic materials 0.000 description 2
- DLYUQMMRRRQYAE-UHFFFAOYSA-N tetraphosphorus decaoxide Chemical compound O1P(O2)(=O)OP3(=O)OP1(=O)OP2(=O)O3 DLYUQMMRRRQYAE-UHFFFAOYSA-N 0.000 description 2
- 229910052716 thallium Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- WUUHFRRPHJEEKV-UHFFFAOYSA-N tripotassium borate Chemical compound [K+].[K+].[K+].[O-]B([O-])[O-] WUUHFRRPHJEEKV-UHFFFAOYSA-N 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- YHQGMYUVUMAZJR-UHFFFAOYSA-N α-terpinene Chemical compound CC(C)C1=CC=C(C)CC1 YHQGMYUVUMAZJR-UHFFFAOYSA-N 0.000 description 2
- WTARULDDTDQWMU-RKDXNWHRSA-N (+)-β-pinene Chemical compound C1[C@H]2C(C)(C)[C@@H]1CCC2=C WTARULDDTDQWMU-RKDXNWHRSA-N 0.000 description 1
- WTARULDDTDQWMU-IUCAKERBSA-N (-)-Nopinene Natural products C1[C@@H]2C(C)(C)[C@H]1CCC2=C WTARULDDTDQWMU-IUCAKERBSA-N 0.000 description 1
- LNAZSHAWQACDHT-XIYTZBAFSA-N (2r,3r,4s,5r,6s)-4,5-dimethoxy-2-(methoxymethyl)-3-[(2s,3r,4s,5r,6r)-3,4,5-trimethoxy-6-(methoxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6r)-4,5,6-trimethoxy-2-(methoxymethyl)oxan-3-yl]oxyoxane Chemical compound CO[C@@H]1[C@@H](OC)[C@H](OC)[C@@H](COC)O[C@H]1O[C@H]1[C@H](OC)[C@@H](OC)[C@H](O[C@H]2[C@@H]([C@@H](OC)[C@H](OC)O[C@@H]2COC)OC)O[C@@H]1COC LNAZSHAWQACDHT-XIYTZBAFSA-N 0.000 description 1
- DAFHKNAQFPVRKR-UHFFFAOYSA-N (3-hydroxy-2,2,4-trimethylpentyl) 2-methylpropanoate Chemical compound CC(C)C(O)C(C)(C)COC(=O)C(C)C DAFHKNAQFPVRKR-UHFFFAOYSA-N 0.000 description 1
- GQVMHMFBVWSSPF-SOYUKNQTSA-N (4E,6E)-2,6-dimethylocta-2,4,6-triene Chemical compound C\C=C(/C)\C=C\C=C(C)C GQVMHMFBVWSSPF-SOYUKNQTSA-N 0.000 description 1
- WUOACPNHFRMFPN-SECBINFHSA-N (S)-(-)-alpha-terpineol Chemical compound CC1=CC[C@@H](C(C)(C)O)CC1 WUOACPNHFRMFPN-SECBINFHSA-N 0.000 description 1
- SCYULBFZEHDVBN-UHFFFAOYSA-N 1,1-Dichloroethane Chemical compound CC(Cl)Cl SCYULBFZEHDVBN-UHFFFAOYSA-N 0.000 description 1
- LGXVIGDEPROXKC-UHFFFAOYSA-N 1,1-dichloroethene Chemical group ClC(Cl)=C LGXVIGDEPROXKC-UHFFFAOYSA-N 0.000 description 1
- BGJSXRVXTHVRSN-UHFFFAOYSA-N 1,3,5-trioxane Chemical compound C1OCOCO1 BGJSXRVXTHVRSN-UHFFFAOYSA-N 0.000 description 1
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- OCJBOOLMMGQPQU-UHFFFAOYSA-N 1,4-dichlorobenzene Chemical compound ClC1=CC=C(Cl)C=C1 OCJBOOLMMGQPQU-UHFFFAOYSA-N 0.000 description 1
- RRQYJINTUHWNHW-UHFFFAOYSA-N 1-ethoxy-2-(2-ethoxyethoxy)ethane Chemical compound CCOCCOCCOCC RRQYJINTUHWNHW-UHFFFAOYSA-N 0.000 description 1
- VXQBJTKSVGFQOL-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethyl acetate Chemical compound CCCCOCCOCCOC(C)=O VXQBJTKSVGFQOL-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- NQBXSWAWVZHKBZ-UHFFFAOYSA-N 2-butoxyethyl acetate Chemical compound CCCCOCCOC(C)=O NQBXSWAWVZHKBZ-UHFFFAOYSA-N 0.000 description 1
- MGADZUXDNSDTHW-UHFFFAOYSA-N 2H-pyran Chemical compound C1OC=CC=C1 MGADZUXDNSDTHW-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- LTPBRCUWZOMYOC-UHFFFAOYSA-N Beryllium oxide Chemical compound O=[Be] LTPBRCUWZOMYOC-UHFFFAOYSA-N 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 239000005973 Carvone Substances 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- 208000005156 Dehydration Diseases 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- WSTYNZDAOAEEKG-UHFFFAOYSA-N Mayol Natural products CC1=C(O)C(=O)C=C2C(CCC3(C4CC(C(CC4(CCC33C)C)=O)C)C)(C)C3=CC=C21 WSTYNZDAOAEEKG-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- WTARULDDTDQWMU-UHFFFAOYSA-N Pseudopinene Natural products C1C2C(C)(C)C1CCC2=C WTARULDDTDQWMU-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- DHXVGJBLRPWPCS-UHFFFAOYSA-N Tetrahydropyran Chemical compound C1CCOCC1 DHXVGJBLRPWPCS-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- JDOWHGVIUHWPGE-UHFFFAOYSA-N acetic acid;2,2,4-trimethylpentane-1,3-diol Chemical compound CC(O)=O.CC(C)C(O)C(C)(C)CO JDOWHGVIUHWPGE-UHFFFAOYSA-N 0.000 description 1
- PNRYMXHHKKOAJZ-UHFFFAOYSA-N acetic acid;2,2-diethyl-4-methylhexane-1,3-diol Chemical compound CC(O)=O.CCC(C)C(O)C(CC)(CC)CO PNRYMXHHKKOAJZ-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- XCPQUQHBVVXMRQ-UHFFFAOYSA-N alpha-Fenchene Natural products C1CC2C(=C)CC1C2(C)C XCPQUQHBVVXMRQ-UHFFFAOYSA-N 0.000 description 1
- OVKDFILSBMEKLT-UHFFFAOYSA-N alpha-Terpineol Natural products CC(=C)C1(O)CCC(C)=CC1 OVKDFILSBMEKLT-UHFFFAOYSA-N 0.000 description 1
- VYBREYKSZAROCT-UHFFFAOYSA-N alpha-myrcene Natural products CC(=C)CCCC(=C)C=C VYBREYKSZAROCT-UHFFFAOYSA-N 0.000 description 1
- MVNCAPSFBDBCGF-UHFFFAOYSA-N alpha-pinene Natural products CC1=CCC23C1CC2C3(C)C MVNCAPSFBDBCGF-UHFFFAOYSA-N 0.000 description 1
- 229940088601 alpha-terpineol Drugs 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 229930006722 beta-pinene Natural products 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical class OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 229910052810 boron oxide Inorganic materials 0.000 description 1
- CKQGKSPXCTWTCX-UHFFFAOYSA-N butanoic acid;2,2,4-trimethylpentane-1,3-diol Chemical compound CCCC(O)=O.CC(C)C(O)C(C)(C)CO CKQGKSPXCTWTCX-UHFFFAOYSA-N 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003985 ceramic capacitor Substances 0.000 description 1
- 150000008280 chlorinated hydrocarbons Chemical class 0.000 description 1
- GQVMHMFBVWSSPF-UHFFFAOYSA-N cis-alloocimene Natural products CC=C(C)C=CC=C(C)C GQVMHMFBVWSSPF-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910021419 crystalline silicon Inorganic materials 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- IKFJXNLSXNKTHY-UHFFFAOYSA-N cyclohexanone;ethanol Chemical compound CCO.O=C1CCCCC1 IKFJXNLSXNKTHY-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 238000006392 deoxygenation reaction Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 229940117389 dichlorobenzene Drugs 0.000 description 1
- CCAFPWNGIUBUSD-UHFFFAOYSA-N diethyl sulfoxide Chemical compound CCS(=O)CC CCAFPWNGIUBUSD-UHFFFAOYSA-N 0.000 description 1
- 229940019778 diethylene glycol diethyl ether Drugs 0.000 description 1
- XUCJHNOBJLKZNU-UHFFFAOYSA-M dilithium;hydroxide Chemical compound [Li+].[Li+].[OH-] XUCJHNOBJLKZNU-UHFFFAOYSA-M 0.000 description 1
- FOBPTJZYDGNHLR-UHFFFAOYSA-N diphosphorus Chemical compound P#P FOBPTJZYDGNHLR-UHFFFAOYSA-N 0.000 description 1
- FZFYOUJTOSBFPQ-UHFFFAOYSA-M dipotassium;hydroxide Chemical compound [OH-].[K+].[K+] FZFYOUJTOSBFPQ-UHFFFAOYSA-M 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- CYKDLUMZOVATFT-UHFFFAOYSA-N ethenyl acetate;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=O)OC=C CYKDLUMZOVATFT-UHFFFAOYSA-N 0.000 description 1
- BEFDCLMNVWHSGT-UHFFFAOYSA-N ethenylcyclopentane Chemical compound C=CC1CCCC1 BEFDCLMNVWHSGT-UHFFFAOYSA-N 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- LCWMKIHBLJLORW-UHFFFAOYSA-N gamma-carene Natural products C1CC(=C)CC2C(C)(C)C21 LCWMKIHBLJLORW-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- YBMRDBCBODYGJE-UHFFFAOYSA-N germanium dioxide Chemical compound O=[Ge]=O YBMRDBCBODYGJE-UHFFFAOYSA-N 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000005453 ketone based solvent Substances 0.000 description 1
- 235000001510 limonene Nutrition 0.000 description 1
- 229940087305 limonene Drugs 0.000 description 1
- 229910003443 lutetium oxide Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- JKQOBWVOAYFWKG-UHFFFAOYSA-N molybdenum trioxide Chemical compound O=[Mo](=O)=O JKQOBWVOAYFWKG-UHFFFAOYSA-N 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- URLJKFSTXLNXLG-UHFFFAOYSA-N niobium(5+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Nb+5].[Nb+5] URLJKFSTXLNXLG-UHFFFAOYSA-N 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 150000002902 organometallic compounds Chemical class 0.000 description 1
- MPARYNQUYZOBJM-UHFFFAOYSA-N oxo(oxolutetiooxy)lutetium Chemical compound O=[Lu]O[Lu]=O MPARYNQUYZOBJM-UHFFFAOYSA-N 0.000 description 1
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 1
- UFQXGXDIJMBKTC-UHFFFAOYSA-N oxostrontium Chemical compound [Sr]=O UFQXGXDIJMBKTC-UHFFFAOYSA-N 0.000 description 1
- BPUBBGLMJRNUCC-UHFFFAOYSA-N oxygen(2-);tantalum(5+) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ta+5].[Ta+5] BPUBBGLMJRNUCC-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000005365 phosphate glass Substances 0.000 description 1
- 125000004437 phosphorous atom Chemical group 0.000 description 1
- 238000000623 plasma-assisted chemical vapour deposition Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- GRWFGVWFFZKLTI-UHFFFAOYSA-N rac-alpha-Pinene Natural products CC1=CCC2C(C)(C)C1C2 GRWFGVWFFZKLTI-UHFFFAOYSA-N 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 238000005215 recombination Methods 0.000 description 1
- 230000006798 recombination Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229910001923 silver oxide Inorganic materials 0.000 description 1
- KKCBUQHMOMHUOY-UHFFFAOYSA-N sodium oxide Chemical compound [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 235000010199 sorbic acid Nutrition 0.000 description 1
- 239000004334 sorbic acid Substances 0.000 description 1
- 229940075582 sorbic acid Drugs 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 150000003462 sulfoxides Chemical class 0.000 description 1
- 230000001502 supplementing effect Effects 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- LAJZODKXOMJMPK-UHFFFAOYSA-N tellurium dioxide Chemical compound O=[Te]=O LAJZODKXOMJMPK-UHFFFAOYSA-N 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- RIUWBIIVUYSTCN-UHFFFAOYSA-N trilithium borate Chemical compound [Li+].[Li+].[Li+].[O-]B([O-])[O-] RIUWBIIVUYSTCN-UHFFFAOYSA-N 0.000 description 1
- BSVBQGMMJUBVOD-UHFFFAOYSA-N trisodium borate Chemical compound [Na+].[Na+].[Na+].[O-]B([O-])[O-] BSVBQGMMJUBVOD-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- ZNOKGRXACCSDPY-UHFFFAOYSA-N tungsten trioxide Chemical compound O=[W](=O)=O ZNOKGRXACCSDPY-UHFFFAOYSA-N 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
- IHPKGUQCSIINRJ-UHFFFAOYSA-N β-ocimene Natural products CC(C)=CCC=C(C)C=C IHPKGUQCSIINRJ-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/02—Details
- H01L31/0224—Electrodes
- H01L31/022408—Electrodes for devices characterised by at least one potential jump barrier or surface barrier
- H01L31/022425—Electrodes for devices characterised by at least one potential jump barrier or surface barrier for solar cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/02—Details
- H01L31/0224—Electrodes
- H01L31/022408—Electrodes for devices characterised by at least one potential jump barrier or surface barrier
- H01L31/022425—Electrodes for devices characterised by at least one potential jump barrier or surface barrier for solar cells
- H01L31/022441—Electrode arrangements specially adapted for back-contact solar cells
- H01L31/02245—Electrode arrangements specially adapted for back-contact solar cells for metallisation wrap-through [MWT] type solar cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/06—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices characterised by at least one potential-jump barrier or surface barrier
- H01L31/068—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices characterised by at least one potential-jump barrier or surface barrier the potential barriers being only of the PN homojunction type, e.g. bulk silicon PN homojunction solar cells or thin film polycrystalline silicon PN homojunction solar cells
- H01L31/0682—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices characterised by at least one potential-jump barrier or surface barrier the potential barriers being only of the PN homojunction type, e.g. bulk silicon PN homojunction solar cells or thin film polycrystalline silicon PN homojunction solar cells back-junction, i.e. rearside emitter, solar cells, e.g. interdigitated base-emitter regions back-junction cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
- Y02E10/547—Monocrystalline silicon PV cells
Definitions
- the present invention relates to an electrode paste composition, a solar cell element, and a solar cell.
- electrodes are formed on the light receiving surface and the back surface of a silicon-based solar cell.
- the volume resistivity of the electrode is sufficiently low and that a good ohmic contact is formed with the Si substrate. is there.
- the electrode on the light receiving surface tends to have a small wiring width and a high aspect ratio in order to minimize the amount of incident light loss of sunlight.
- the electrode used for the light receiving surface of the solar cell is usually formed as follows. That is, a texture (unevenness) is formed on the light-receiving surface side of a p-type silicon substrate, and then a conductive composition is screen-printed on an n-type silicon layer formed by thermally diffusing phosphorus or the like at a high temperature.
- the light-receiving surface electrode is formed by applying and baking at 800 ° C. to 900 ° C. in the atmosphere.
- the conductive composition forming the light-receiving surface electrode includes conductive metal powder, glass particles, various additives, and the like.
- the conductive metal powder silver powder is generally used. This is because the volume resistivity of the silver particles is as low as 1.6 ⁇ 10 ⁇ 6 ⁇ ⁇ cm, the silver particles are self-reduced and sintered under the above firing conditions, and a good ohmic contact is formed with the silicon substrate.
- the tab material for electrically connecting the solar cell elements is preferably used in so-called modularization in which the solder material has excellent wettability with respect to the electrode made of silver particles and the solar cell element is sealed with a glass substrate or the like. The reason is that it can be bonded.
- the conductive composition containing silver particles exhibits excellent characteristics as an electrode of a solar cell.
- silver is a noble metal and the bullion itself is expensive, and also from the problem of resources, a proposal of a paste material that replaces the silver-containing conductive composition is desired.
- a promising material that can replace silver is copper that is applied to semiconductor wiring materials. Copper is abundant in terms of resources, and the cost of bullion is as low as about 1/100 of silver. However, copper is a material that is easily oxidized at a high temperature of 200 ° C. or higher in the atmosphere, and it is difficult to form an electrode in the above process.
- Japanese Patent Application Laid-Open Nos. 2005-314755 and 2004-217952 use various methods to impart oxidation resistance to copper and oxidize even at high temperature firing. Copper particles that have not been reported have been reported.
- Another problem for applying copper to solar cell electrodes is ohmic contact with a silicon substrate. That is, even if an electrode made of copper can be formed without being oxidized during high-temperature firing, copper and silicon are in direct contact with each other, thereby causing mutual diffusion of copper and silicon, and copper at the interface between the electrode and the silicon substrate. In some cases, a reactant phase (Cu 3 Si) composed of silicon and silicon is formed.
- the formation of Cu 3 Si may extend to several ⁇ m from the interface of the silicon substrate, and may crack on the Si substrate side.
- the semiconductor performance (pn junction characteristics) of the solar cell is deteriorated by penetrating an n-type silicon layer formed in advance on the silicon substrate.
- the formed Cu 3 Si lifts the electrode made of copper, which may hinder the adhesion with the silicon substrate and cause a decrease in the mechanical strength of the electrode.
- the present invention has been made in view of the above-described problems, and can suppress the oxidation of copper during firing, can form an electrode with low resistivity, and can further suppress the formation of a reactant phase between copper and a silicon substrate. It is an object to provide an electrode paste composition capable of forming a copper-containing electrode having an ohmic contact, and a solar cell element and a solar cell having an electrode formed using the electrode paste composition.
- the present invention includes the following aspects.
- a first aspect of the present invention is an electrode paste composition containing phosphorus-tin-containing copper alloy particles, glass particles, a solvent, and a resin.
- the phosphorus-tin-containing copper alloy particles preferably have a phosphorus content of 2% by mass to 15% by mass and a tin content of 5% by mass to 30% by mass.
- the glass particles preferably have a glass softening point of 650 ° C. or lower and a crystallization start temperature exceeding 650 ° C.
- the phosphorus-tin-containing copper alloy particles preferably further contain at least one metal atom selected from the group consisting of silver, manganese and cobalt, and the content of the metal atoms in the phosphorus-tin-containing copper alloy particles Is more preferably 0.1% by mass or more and 10% by mass or less.
- the paste composition for an electrode preferably further contains silver particles, and the content of the silver particles when the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 100% by mass is 0.1. More preferably, the content is from 10% by mass to 10% by mass.
- the electrode paste composition has a total content of the phosphorus-tin-containing copper alloy particles and silver particles of 70% by mass to 94% by mass, and a content of the glass particles of 0.1% by mass to 10% by mass. It is preferable that the total content of the solvent and the resin is 3% by mass or more and 29.9% by mass or less.
- the second aspect of the present invention is a solar cell element having an electrode formed on the silicon substrate by baking the electrode paste composition applied on the silicon substrate.
- the electrode preferably includes a Cu—Sn alloy phase and a Sn—PO glass phase, and the Sn—PO glass phase is disposed between the Cu—Sn alloy phase and a silicon substrate. It is more preferable.
- a third aspect of the present invention is a solar cell having the solar cell element and a tab wire disposed on an electrode of the solar cell element.
- a copper-containing electrode having a good ohmic contact in which oxidation of copper during firing is suppressed and an electrode having a low resistivity can be formed, and formation of a reactant phase between copper and a silicon substrate is suppressed.
- An electrode paste composition that can be formed, and a solar cell element and a solar cell having electrodes formed using the electrode paste composition can be provided.
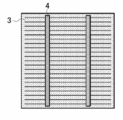
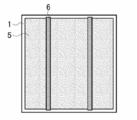
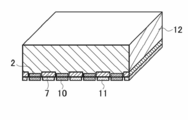
- FIG. 4 of the back contact type solar cell element It is a schematic sectional drawing which shows an example of the silicon type solar cell element concerning this invention. It is a schematic plan view which shows an example of the light-receiving surface of the silicon type solar cell element concerning this invention. It is a schematic plan view which shows an example of the back surface of the silicon type solar cell element concerning this invention. It is a schematic plan view which shows an example of the back surface side electrode structure of the back contact type solar cell element concerning this invention. It is a schematic perspective view which shows an example of AA cross-section structure in FIG. 4 of the back contact type solar cell element concerning this invention. It is a schematic perspective view which shows an example of AA cross-section structure in FIG. 4 of the back contact type solar cell element concerning this invention. It is a schematic perspective view which shows an example of AA cross-section structure in FIG. 4 of the back contact type solar cell element concerning this invention. It is a schematic perspective view which shows an example of AA cross-section structure in FIG. 4 of the back contact type solar cell element concerning
- the term “process” is not limited to an independent process, and is included in the term if the intended action of the process is achieved even when it cannot be clearly distinguished from other processes. .
- a numerical range indicated using “to” indicates a range including the numerical values described before and after “to” as the minimum value and the maximum value, respectively.
- the amount of each component in the composition in the present specification when there are a plurality of substances corresponding to each component in the composition, the plurality of the components present in the composition unless otherwise specified. It means the total amount of substance.
- the electrode paste composition of the present invention contains at least one phosphor-tin-containing copper alloy particle, at least one glass particle, at least one solvent, and at least one resin. With such a configuration, oxidation of copper during firing in the atmosphere is suppressed, and an electrode with low resistivity can be formed. Furthermore, the formation of a reactant phase between copper and the silicon substrate is suppressed, and a good ohmic contact can be formed between the formed electrode and the silicon substrate.
- the electrode paste composition includes at least one type of phosphorus-tin-containing copper alloy particles.
- a brazing material called phosphorus copper brazing (phosphorus concentration: about 7% by mass or less) is known.
- Phosphorus copper brazing is also used as a bonding agent between copper and copper, but by using copper alloy particles containing phosphorus in the electrode paste composition of the present invention, the reducibility of phosphorus to copper oxide is improved. It is possible to form an electrode having excellent oxidation resistance and low volume resistivity. Further, the electrode can be fired at a low temperature, and the effect that the process cost can be reduced can be obtained.
- the phosphorus-tin-containing copper alloy particles in the present invention are particles made of a copper alloy further containing tin in addition to phosphorus.
- an electrode having a low resistivity and excellent adhesion can be formed in the firing step described later.
- This can be considered as follows, for example. Since the copper alloy particles contain phosphorus and tin, phosphorus, tin, and copper react with each other in a firing step described later to form an electrode composed of a Cu—Sn alloy phase and a Sn—PO glass phase.
- the Cu—Sn alloy phase forms a dense bulk body in the electrode and functions as a conductive layer, thereby forming an electrode with low resistivity.
- the dense bulk body means that the massive Cu—Sn alloy phases are in close contact with each other to form a three-dimensional continuous structure.
- an electrode when an electrode is formed on a substrate containing silicon (hereinafter, also simply referred to as “silicon substrate”) using the electrode paste composition of the present invention, an electrode having high adhesion to the silicon substrate can be formed, Furthermore, good ohmic contact between the electrode and the silicon substrate can be achieved.
- This can be considered as follows, for example. Phosphorus, tin, and copper contained in the copper alloy particles react with each other in the firing step to form an electrode composed of a Cu—Sn alloy phase and a Sn—PO glass phase. Since the Cu—Sn alloy phase is a dense bulk body, the Sn—PO glass phase is formed between the Cu—Sn alloy phase and the silicon substrate.
- Such an effect is generally manifested when an electrode is formed on a substrate containing silicon using the electrode paste composition of the present invention, and the type of substrate containing silicon is particularly limited. Is not to be done.
- substrate containing silicon the silicon substrate used for manufacture of the silicon substrate for solar cell formation, semiconductor devices other than a solar cell etc. can be mentioned, for example.
- the present invention by including the phosphorus-tin-containing copper alloy particles in the electrode paste composition, first, by utilizing the reducibility of the phosphorus atoms in the phosphorus-tin-containing copper alloy particles to the copper oxide, oxidation resistance An electrode having excellent properties and low volume resistivity is formed. Next, a reaction with tin in the phosphorus-tin-containing copper alloy particles forms a conductive layer composed of a Cu—Sn alloy phase and a Sn—PO glass phase while keeping the volume resistivity low.
- the Sn—PO glass phase functions as a barrier layer for preventing mutual diffusion of copper and silicon, so that a reactant phase is formed between the electrode containing copper and the silicon substrate. It can be considered that two characteristic mechanisms of suppressing and forming a good ohmic contact between the electrode containing copper and the silicon substrate can be realized simultaneously in the firing step.
- the phosphorus content contained in the phosphorus-tin-containing copper alloy in the present invention is not particularly limited. From the viewpoint of oxidation resistance and low resistivity, the phosphorus content is preferably 2% by mass or more and 15% by mass or less, more preferably 3% by mass or more and 12% by mass or less, and more preferably 4% by mass or more and 10% by mass. % Or less is more preferable.
- the phosphorus content contained in the phosphorus-tin-containing copper alloy is 15% by mass or less, a lower resistivity can be achieved, and the productivity of the phosphorus-tin-containing copper alloy particles is excellent. Moreover, the more outstanding oxidation resistance can be achieved because it is 2 mass% or more.
- the tin content contained in the phosphorus-tin-containing copper alloy is not particularly limited. From the viewpoint of oxidation resistance and reactivity with copper and phosphorus, it is preferably 5% by mass or more and 30% by mass or less, more preferably 6% by mass or more and 25% by mass or less, and 7% by mass or more and 20% by mass. More preferably, it is% or less.
- the tin content in the phosphorus-tin-containing copper alloy particles is 30% by mass or less, a sufficient volume of the Cu—Sn alloy phase can be formed, and the volume resistivity of the electrode is lowered. Moreover, reaction with copper and phosphorus can be more uniformly produced by making tin into 5 mass% or more.
- the phosphorus content is 2% by mass or more and 15% from the viewpoint of oxidation resistance, low resistance and reactivity with copper and phosphorus.
- the tin content is 5% by mass or more and 30% by mass or less
- the phosphorus content is 3% by mass or more and 12% by mass or less
- the tin content is 6% by mass or more and 25% by mass or less.
- the phosphorus content is 4% by mass or more and 10% by mass or less
- the tin content is 7% by mass or more and 20% by mass or less.
- the phosphorus-tin-containing copper alloy in the present invention is also preferably a copper alloy further containing at least one other metal atom selected from the group consisting of silver, manganese and cobalt.
- a lower resistance electrode can be formed.
- the content of other metal atoms in the copper alloy containing phosphorus, tin, and other metal atoms can be appropriately selected according to the type and purpose of the other metal atoms. For example, it can be 0.05 to 20% by mass, preferably 0.1 to 15% by mass, more preferably 1 to 10% by mass.
- the melting point of the alloy particles can be further reduced, and the sintering reaction of the alloy particles proceeds in the firing step. Moreover, oxidation resistance improves and the low resistance electrode is formed because the content rate of another metal atom is 20 mass% or less.
- the phosphorus-tin-containing copper alloy particles are a copper alloy containing phosphorus and tin, but may further contain other atoms.
- examples of other atoms include Sb, Si, K, Na, Li, Ba, Sr, Ca, Mg, Be, Zn, Pb, Cd, Tl, V, Al, Zr, W, Mo, Ti, Ni, And Au.
- the content of other atoms contained in the phosphorus-tin-containing copper alloy particles can be, for example, 3% by mass or less in the phosphorus-tin-containing copper alloy particles, and the oxidation resistance and low resistivity can be reduced. From the viewpoint, it is preferably 1% by mass or less.
- the phosphorus-tin-containing copper alloy particles may be used singly or in combination of two or more.
- the particle diameter of the phosphorus-tin-containing copper alloy particles is not particularly limited, but the particle diameter when the accumulated weight is 50% (hereinafter sometimes abbreviated as “D50%”) is 0.4 ⁇ m to
- the thickness is preferably 10 ⁇ m, more preferably 1 ⁇ m to 7 ⁇ m. When the thickness is 0.4 ⁇ m or more, the oxidation resistance is more effectively improved. When the thickness is 10 ⁇ m or less, the contact area between the phosphorus-tin-containing copper alloy particles in the electrode is increased, and the resistivity is more effectively reduced.
- the particle diameter (D50%) of the phosphorus-tin-containing copper alloy particles is measured with a microtrack particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
- the shape of the phosphorus-tin-containing copper alloy particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, but the oxidation resistance and the low resistivity. From this point of view, it is preferably substantially spherical, flat or plate-like.
- the content of the phosphorus-tin-containing copper alloy particles in the electrode paste composition is not particularly limited, but from the viewpoint of oxidation resistance and low electrode resistivity, the electrode paste composition contains 70% by mass to 94% by mass. Or less, more preferably 74 mass% or more and 88 mass% or less.
- the phosphorus-tin-containing copper alloy can be produced by a commonly used method.
- the phosphorus-tin-containing copper alloy particles should be prepared using a normal method of preparing metal powder using a phosphorus-tin-containing copper alloy prepared so as to have a desired phosphorus content and tin content.
- it can be manufactured by a conventional method using a water atomizing method.
- a desired phosphorus-tin-containing copper alloy particle is produced by dissolving a phosphorus-tin-containing copper alloy, pulverizing this by nozzle spraying, and drying and classifying the obtained powder.
- phosphorus-tin-containing copper alloy particles having a desired particle size can be produced by appropriately selecting the classification conditions.
- the electrode paste composition of the present invention contains at least one kind of glass particles.
- the adhesion between the electrode portion and the substrate is improved during firing. Also.
- the silicon nitride film as the antireflection film is removed by so-called fire-through during firing, and an ohmic contact between the electrode and the silicon substrate is formed.
- the glass particles are glass particles containing glass having a glass softening point of 650 ° C. or lower and a crystallization start temperature exceeding 650 ° C. from the viewpoint of adhesion to the substrate and reduction in resistivity of the electrode. preferable.
- the glass softening point is measured by a usual method using a thermomechanical analyzer (TMA), and the crystallization start temperature is measured using a differential heat-thermogravimetric analyzer (TG-DTA). Measured by method.
- the glass particles are softened and melted at an electrode formation temperature to oxidize a contacted silicon nitride film, and oxidized silicon dioxide
- glass particles usually used in the technical field can be used without particular limitation.
- the glass particles contained in the electrode paste composition are composed of glass containing lead because silicon dioxide can be efficiently taken up.
- glass containing lead examples include those described in Japanese Patent No. 03050064, and these can also be suitably used in the present invention.
- lead-free glass that does not substantially contain lead in consideration of the influence on the environment.
- Examples of the lead-free glass include lead-free glass described in paragraph numbers 0024 to 0025 of JP-A-2006-313744 and lead-free glass described in JP-A-2009-188281. It is also preferable that the lead-free glass is appropriately selected and applied to the present invention.
- the glass softening point is 650 ° C. If it is the following and it is a glass particle containing the glass whose crystallization start temperature exceeds 650 degreeC, it can use without including a component required for fire through like the said lead.
- the glass component at least one selected from the group consisting of SiO 2 , P 2 O 5 , Al 2 O 3 , B 2 O 3 , V 2 O 5 , Bi 2 O 3 , ZnO, and PbO is used. It is preferable to use at least one selected from the group consisting of SiO 2 , PbO, B 2 O 3 , Bi 2 O 3 and Al 2 O 3 . In the case of such glass particles, the softening point is more effectively lowered. Furthermore, since the wettability with the phosphorus-tin-containing copper alloy particles and the silver particles contained as necessary is improved, sintering between the particles proceeds in the firing process, and an electrode with lower resistivity can be formed. it can.
- glass particles containing phosphorous pentoxide (phosphate glass, P 2 O 5 glass particles) are preferable.
- diphosphorus pentoxide divanadium pentoxide is used.
- glass particles P 2 O 5 —V 2 O 5 glass particles.
- diphosphorus pentoxide-divanadium pentoxide glass particles P 2 O 5 —V 2 O 5 glass particles
- the content of divanadium pentoxide is 1% by mass or more based on the total mass of the glass. It is preferably 1% by mass to 70% by mass.
- the particle diameter of the glass particles in the present invention is not particularly limited, but the particle diameter (D50%) when the integrated weight is 50% is preferably 0.5 ⁇ m or more and 10 ⁇ m or less, and 0.8 ⁇ m or more. It is more preferably 8 ⁇ m or less, and further preferably 1 ⁇ m or more and 5 ⁇ m or less.
- the thickness is 0.5 ⁇ m or more, workability at the time of preparing the electrode paste composition is improved.
- it is 10 ⁇ m or less, it can be uniformly dispersed in the electrode paste composition, fire-through can be efficiently generated in the firing step, and adhesion to the silicon substrate is also improved.
- the particle size (D50%) of the glass particles is measured with a Microtrac particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
- the shape of the glass particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, from the viewpoint of oxidation resistance and low resistivity.
- a spherical shape, a flat shape, or a plate shape is preferable.
- the content of the glass particles is preferably 0.1% by mass to 10% by mass, more preferably 0.5% by mass to 8% by mass, based on the total mass of the electrode paste composition. More preferably, the content is 8% by mass to 8% by mass.
- the electrode paste composition of the present invention contains at least one solvent and at least one resin.
- the liquid physical property for example, a viscosity, surface tension, etc.
- the paste composition for electrodes of this invention can be adjusted to the required liquid physical property according to the provision method at the time of providing to a silicon substrate etc.
- the solvent is not particularly limited.
- hydrocarbon solvents such as hexane, cyclohexane and toluene
- chlorinated hydrocarbon solvents such as dichloroethylene, dichloroethane and dichlorobenzene
- cyclics such as tetrahydrofuran, furan, tetrahydropyran, pyran, dioxane, 1,3-dioxolane and trioxane Ether solvents
- amide solvents such as N, N-dimethylformamide and N, N-dimethylacetamide
- sulfoxide solvents such as dimethyl sulfoxide and diethyl sulfoxide
- ketone solvents such as acetone, methyl ethyl ketone, diethyl ketone and cyclohexanone
- ethanol Alcohol compounds such as 2-propanol, 1-butanol and diacetone alcohol; 2,2,4-trimethyl-1,3-pentane
- a polyhydric alcohol ester solvent, a terpene solvent, and a polyhydric alcohol ether solvent from the viewpoints of coatability and printability when the electrode paste composition is formed on a silicon substrate.
- a polyhydric alcohol ester solvent, a terpene solvent, and a polyhydric alcohol ether solvent from the viewpoints of coatability and printability when the electrode paste composition is formed on a silicon substrate.
- the solvents may be used singly or in combination of two or more.
- any resin that is usually used in the technical field can be used as long as it can be thermally decomposed by firing.
- cellulose resins such as methyl cellulose, ethyl cellulose, carboxymethyl cellulose, and nitrocellulose
- polyvinyl alcohols such as polyvinyl alcohols
- polyvinyl pyrrolidones acrylic resins
- vinyl acetate-acrylic acid ester copolymers such as polyvinyl butyral
- phenol examples thereof include alkyd resins such as modified alkyd resins and castor oil fatty acid modified alkyd resins; epoxy resins; phenol resins; rosin ester resins.
- the resin in the present invention is preferably at least one selected from a cellulose resin and an acrylic resin from the viewpoint of disappearance at the time of firing.
- the resins may be used alone or in combination of two or more.
- the weight average molecular weight of the resin in the present invention is not particularly limited.
- the weight average molecular weight is preferably from 5,000 to 500,000, and more preferably from 10,000 to 300,000. It can suppress that the viscosity of the paste composition for electrodes increases that the weight average molecular weight of the said resin is 5000 or more. This can be considered to be because, for example, the three-dimensional repulsive action when adsorbed on phosphorus-tin-containing copper alloy particles is insufficient, and the particles aggregate.
- the weight average molecular weight of the resin is 500000 or less, aggregation of the resins in the solvent is suppressed, and increase in the viscosity of the electrode paste composition can be suppressed.
- the weight average molecular weight of the resin is 500,000 or less, it is suppressed that the resin combustion temperature becomes high, and the resin is not completely burned when the electrode paste composition is fired, and remains as a foreign substance. Is suppressed, and the electrode can be configured to have a lower resistance.
- the content of the solvent and the resin can be appropriately selected according to the desired liquid properties and the type of solvent and resin used.
- the total content of the solvent and the resin is preferably 3% by mass or more and 29.9% by mass or less, and more preferably 5% by mass or more and 25% by mass or less, based on the total mass of the electrode paste composition. Preferably, it is 7 mass% or more and 20 mass% or less.
- the content of the phosphorus-tin-containing copper alloy particles is 70% by mass or more and 94% by mass or less from the viewpoint of oxidation resistance and the low resistivity of the electrode.
- the content is preferably 0.1% by mass or more and 10% by mass or less, and the total content of the solvent and the resin is preferably 3% by mass or more and 29.9% by mass or less.
- the content of the phosphorus-tin-containing copper alloy particles Is 74 mass% or more and 88 mass% or less, the glass particle content is 0.5 mass% or more and 8 mass% or less, and the total content of solvent and resin is 7 mass% or more and 20 mass% or less.
- the content of the phosphorus-tin-containing copper alloy particles is 74% by mass or more and 88% by mass or less
- the content of the glass particles is 1% by mass or more and 8% by mass or less
- the total content of the solvent and the resin 7 mass% or more and 20 mass% or less A further preferred.
- the electrode paste composition of the present invention preferably further contains silver particles.
- silver particles By containing silver particles, the oxidation resistance is further improved, and the resistivity as an electrode is further reduced. Further, the Ag particles are precipitated in the Sn—PO glass phase formed by the reaction of the phosphorus-tin-containing copper alloy particles, so that the ohmic contact between the Cu—Sn alloy phase in the electrode layer and the silicon substrate is achieved. More improved. Furthermore, the effect that the solder connection property at the time of setting it as a solar cell module improves is also acquired.
- the silver which comprises the said silver particle may contain the other atom mixed unavoidable.
- other atoms inevitably mixed for example, Sb, Si, K, Na, Li, Ba, Sr, Ca, Mg, Be, Zn, Pb, Cd, Tl, V, Sn, Al, Zr, W , Mo, Ti, Co, Ni, Au, and the like.
- the content rate of the other atom contained in the said silver particle can be 3 mass% or less in a silver particle, for example, and it is 1 mass% or less from a viewpoint of melting
- the particle diameter of the silver particles in the present invention is not particularly limited, but the particle diameter (D50%) when the accumulated weight is 50% is preferably 0.4 ⁇ m or more and 10 ⁇ m or less, and 1 ⁇ m or more and 7 ⁇ m or less. It is more preferable that When the thickness is 0.4 ⁇ m or more, the oxidation resistance is more effectively improved. When the thickness is 10 ⁇ m or less, the contact area between the silver particles and the phosphorus-tin-containing copper alloy particles in the electrode is increased, and the resistivity is more effectively reduced.
- the particle diameter (D50%) of the silver particles is measured by a microtrack particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
- the shape of the silver particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, from the viewpoint of oxidation resistance and low resistivity.
- a spherical shape, a flat shape, or a plate shape is preferable.
- the content of silver particles is 100% by mass as the total content of the phosphorus-tin-containing copper alloy particles, the tin-containing particles, and the silver particles.
- the content of the silver particles is preferably 0.1% by mass or more and 10% by mass or less, and more preferably 0.5% by mass or more and 8% by mass or less.
- the electrode paste composition of the present invention is composed of phosphorus-tin-containing copper alloy particles and silver particles.
- the total content of is preferably 70% by mass or more and 94% by mass or less, and more preferably 74% by mass or more and 88% by mass or less.
- a suitable viscosity can be easily achieved when the electrode paste composition is applied.
- the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 94% by mass or less, it is possible to more effectively suppress the occurrence of blurring when the electrode paste composition is applied.
- the total content of the phosphorus-tin-containing copper alloy particles and silver particles is 70% by mass from the viewpoint of oxidation resistance and low resistivity of the electrode. It is preferably 94% by mass or less, the glass particle content is 0.1% by mass or more and 10% by mass or less, and the total content of solvent and resin is preferably 3% by mass or more and 29.9% by mass or less.
- the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 74 to 88% by mass, the glass particle content is 0.5 to 8% by mass, and the solvent and the resin
- the total content is more preferably 7% by mass or more and 20% by mass or less, and the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 74% by mass or more and 88% by mass or less,
- the rate is 1 mass% or more and 8 mass% or less, It is more preferable that the total content of the solvent and the resin is 20 mass% or less 7 mass% or more.
- the electrode paste composition may further include at least one flux.
- the oxide film formed on the surface of the phosphorus-tin-containing copper alloy particles can be removed, and the reduction reaction of the phosphorus-tin-containing copper alloy particles during firing can be promoted. Further, since the melting of the tin-containing particles during firing proceeds, the reaction with the phosphorus-tin-containing copper alloy particles proceeds, and as a result, the oxidation resistance is further improved and the resistivity of the formed electrode is further decreased. Furthermore, the effect that the adhesiveness of an electrode material and a silicon substrate improves is also acquired.
- the flux in the present invention is not particularly limited as long as it can remove the oxide film formed on the surface of the phosphorus-tin-containing copper alloy particles and promote the melting of the tin-containing particles.
- fatty acids, boric acid compounds, fluorinated compounds, borofluorinated compounds and the like can be mentioned as preferred fluxes.
- the flux includes lauric acid, myristic acid, palmitic acid, stearic acid, sorbic acid, stearic acid, propionic acid, boron oxide, potassium borate, sodium borate, lithium borate, potassium borofluoride, borofluoride.
- Sodium fluoride, lithium borofluoride, acidic potassium fluoride, acidic sodium fluoride, acidic lithium fluoride, potassium fluoride, sodium fluoride, lithium fluoride and the like can be mentioned.
- potassium borate and potassium borofluoride are particularly preferable fluxes from the viewpoint of heat resistance during electrode material firing (the property that the flux does not volatilize at low temperatures during firing) and supplementing the oxidation resistance of the phosphorus-tin-containing copper alloy particles. It is done.
- each of these fluxes may be used alone or in combination of two or more.
- the flux content is such that the oxidation resistance of the phosphorus-tin-containing copper alloy particles is effectively expressed and the melting of the tin-containing particles is promoted and the electrode
- it is preferably 0.1% by mass to 5% by mass, and 0.3% by mass in the total mass of the electrode paste composition Is more preferably 4 to 4% by mass, further preferably 0.5 to 3.5% by mass, particularly preferably 0.7 to 3% by mass, and 1 to 2.5% by mass. It is very preferable that it is mass%.
- the electrode paste composition of the present invention can further contain other components that are usually used in the technical field, if necessary.
- other components include a plasticizer, a dispersant, a surfactant, an inorganic binder, a metal oxide, a ceramic, and an organometallic compound.
- the paste composition for electrodes of this invention there is no restriction
- dispersing / mixing the phosphorus-tin-containing copper alloy particles, the tin-containing particles, the glass particles, the solvent, the resin, and the silver particles contained as necessary using a commonly used dispersion / mixing method.
- the dispersion / mixing method is not particularly limited, and can be appropriately selected and applied from commonly used dispersion / mixing methods.
- the electrode paste composition contains phosphorus-tin-containing copper alloy particles, glass particles, a solvent and a resin from the viewpoint of providing the composition, and has a viscosity at 25 ° C. in the range of 20 Pa ⁇ s to 1000 Pa ⁇ s.
- the viscosity is more preferably in the range of 25 Pa ⁇ s to 800 Pa ⁇ s, and still more preferably in the range of 30 Pa ⁇ s to 600 Pa ⁇ s.
- the viscosity of the electrode paste composition is measured at 25 ° C. using a Brookfield HBT viscometer.
- the electrode paste composition includes phosphorus-tin-containing copper alloy particles, glass particles, a solvent and a resin, and preferably has a solid content concentration in the range of 70% by mass to 98% by mass. The range is more preferably 75% by mass to 96% by mass, and still more preferably 80% by mass to 95% by mass.
- solid content concentration of the paste composition for electrodes means the residue which remove
- the electrode paste composition is applied to a region where an electrode is to be formed, dried and then fired to form an electrode in a desired region. can do.
- an electrode having a low resistivity can be formed even when a baking treatment is performed in the presence of oxygen (for example, in the air).
- the electrode paste composition when a solar cell electrode is formed using the electrode paste composition, the electrode paste composition is applied on a silicon substrate so as to have a desired shape, and dried and fired. Thereby, a solar cell electrode with low resistivity can be formed in a desired shape. Further, by using the electrode paste composition, an electrode having a low resistivity can be formed even when a baking treatment is performed in the presence of oxygen (for example, in the air). Furthermore, the electrode formed on the silicon substrate has excellent adhesion to the silicon substrate, and can achieve a good ohmic contact.
- Examples of the method for applying the electrode paste composition include screen printing, an ink jet method, a dispenser method, and the like. From the viewpoint of productivity, application by screen printing is preferable.
- the electrode paste composition of the present invention When the electrode paste composition of the present invention is applied by screen printing, the electrode paste composition preferably has a viscosity in the range of 20 Pa ⁇ s to 1000 Pa ⁇ s. The viscosity of the electrode paste composition is measured at 25 ° C. using a Brookfield HBT viscometer.
- the application amount of the electrode paste composition can be appropriately selected according to the size of the electrode to be formed.
- the application amount of the electrode paste composition can be 2 g / m 2 to 10 g / m 2, and preferably 4 g / m 2 to 8 g / m 2 .
- heat treatment conditions when forming an electrode using the electrode paste composition of the present invention, heat treatment conditions usually used in the technical field can be applied.
- the heat treatment temperature is 800 ° C. to 900 ° C.
- heat treatment conditions at a lower temperature can be applied, for example, 450 ° C.
- An electrode having good characteristics can be formed at a heat treatment temperature of ⁇ 850 ° C.
- the heat treatment time can be appropriately selected according to the heat treatment temperature and the like, and can be, for example, 1 second to 20 seconds.
- any apparatus that can be heated to the above temperature can be used as appropriate, and examples thereof include an infrared heating furnace and a tunnel furnace.
- An infrared heating furnace is highly efficient because electric energy is directly input to a heating material in the form of electromagnetic waves and is converted into heat energy, and rapid heating is possible in a short time. Further, since there is no product due to combustion and non-contact heating, it is possible to suppress contamination of the generated electrode.
- the tunnel furnace automatically and continuously conveys the sample from the entrance to the exit and fires it, it can be fired uniformly by dividing the furnace body and controlling the transport speed. From the viewpoint of the power generation performance of the solar cell element, it is preferable to perform heat treatment with a tunnel furnace.
- the volume resistivity of the electrode is not particularly limited. From the viewpoint of the power generation performance of the solar cell element, it is preferably 1 ⁇ 10 ⁇ 4 ⁇ ⁇ cm or less, more preferably 8 ⁇ 10 ⁇ 5 ⁇ ⁇ cm or less, and 6 ⁇ 10 ⁇ 6 ⁇ ⁇ cm or less. More preferably.
- the volume resistivity of the electrode is measured as follows. The electrode paste composition of the present invention is applied on a desired substrate and fired under predetermined conditions to obtain a fired product. Next, the volume resistivity of the obtained fired product is measured by a resistivity meter using a four-probe, four-terminal method (for example, Loresta-EP MCP-T360 type resistivity meter manufactured by Mitsubishi Chemical Corporation).
- the solar cell element of this invention has the electrode formed by baking the said paste composition for electrodes provided on the silicon substrate.
- the solar cell element which has a favorable characteristic is obtained, and it is excellent in productivity of this solar cell element.
- the solar cell element means one having a silicon substrate on which a pn junction is formed and an electrode formed on the silicon substrate.
- the solar cell is a state in which a tab wire is provided on the electrode of the solar cell element, and a plurality of solar cell elements are connected via the tab line as necessary and sealed with a sealing resin or the like. Means things.
- FIGS. 1 A sectional view showing an example of a typical solar cell element, and outlines of a light receiving surface and a back surface are shown in FIGS.
- single crystal or polycrystalline silicon is usually used for the semiconductor substrate 1 of the solar cell element.
- the semiconductor substrate 1 contains boron and constitutes a p-type semiconductor.
- irregularities also referred to as texture, not shown
- etching solution made of NaOH and IPA (isopropyl alcohol).
- the n + -type diffusion layer 2 is provided with a thickness of submicron order, and a pn junction is formed at the boundary with the p-type bulk portion. Further, on the light receiving surface side, an antireflection film 3 such as silicon nitride is provided on the n + type diffusion layer 2 with a film thickness of about 90 nm by PECVD or the like.
- the light-receiving surface electrode 4 and the back surface output extraction electrode 6 are formed from the electrode paste composition of the present invention.
- the back current collecting electrode 5 is formed of an aluminum electrode paste composition containing glass powder.
- the paste composition is applied to a desired pattern by screen printing or the like, then dried, and then in the atmosphere. It may be formed by firing at about 450 ° C. to 850 ° C. at the same time.
- an electrode having excellent resistivity and contact resistivity can be formed even when fired at a relatively low temperature.
- the glass particles contained in the electrode paste composition forming the light receiving surface electrode 4 react with the antireflection layer 3 (fire-through), and the light receiving surface electrode 4 and the n + The mold diffusion layer 2 is electrically connected (ohmic contact).
- the light-receiving surface electrode 4 is formed using the electrode paste composition, so that copper is suppressed as a conductive metal, and copper oxidation is suppressed. , Formed with good productivity.
- the formed electrode includes a Cu—Sn alloy phase and a Sn—PO glass phase, and the Sn—PO glass phase includes a Cu—Sn alloy phase and a silicon substrate. (Not shown) is more preferable. As a result, the reaction between copper and the silicon substrate is suppressed, and an electrode having low resistance and excellent adhesion can be formed.
- aluminum in the aluminum electrode paste composition that forms the back current collecting electrode 5 during firing diffuses to the back surface of the p-type silicon substrate 1 to form the p + -type diffusion layer 7.
- an ohmic contact can be obtained between the p-type silicon substrate 1, the back surface collecting electrode 5, and the back surface output extraction electrode 6.
- the aluminum electrode paste composition for forming the back surface collecting electrode 5 is first printed, and after drying, the atmosphere After baking at about 750 ° C. to 850 ° C. to form the back surface collecting electrode 5, the electrode paste composition of the present invention is printed on the light receiving surface side and the back surface side, and after drying, 450 ° C. to 650 ° C. in the atmosphere.
- a method of forming the light-receiving surface electrode 4 and the back surface output extraction electrode 6 by firing at a degree is mentioned.
- This method is effective in the following cases, for example. That is, when the aluminum electrode paste forming the back surface collecting electrode 5 is fired, at a firing temperature of 650 ° C. or less, depending on the composition of the aluminum paste, the aluminum particles may be sintered and diffused into the p-type silicon substrate 1. In some cases, the amount of the p + -type diffusion layer cannot be sufficiently formed due to an insufficient amount. In this state, a sufficient ohmic contact cannot be formed between the p-type silicon substrate 1 on the back surface, the back surface collecting electrode 5 and the back surface output extraction electrode 6, and the power generation performance as a solar cell element may be reduced. Therefore, after forming the back current collecting electrode 5 at an optimum firing temperature (for example, 750 ° C.
- the electrode paste composition of the present invention is printed and dried at a relatively low temperature (
- the light-receiving surface electrode 4 and the back surface output extraction electrode 6 are formed by baking at 450 ° C. to 650 ° C.
- FIG. 4 is a schematic plan view of a back-side electrode structure common to a so-called back contact solar cell element according to another embodiment of the present invention, and FIG. 4 shows an outline of a solar cell element which is a back contact solar cell element according to another embodiment.
- the perspective view which shows a structure is shown in FIG.5, FIG6 and FIG.7, respectively. 5, 6, and 7 are perspective views taken along a section AA in FIG. 4.
- the p-type silicon substrate 1 is formed with through holes penetrating both the light receiving surface side and the back surface side by laser drilling or etching. Further, a texture (not shown) for improving the light incident efficiency is formed on the light receiving surface side. Further, on the light receiving surface side, an n + -type diffusion layer 2 by n-type diffusion treatment and an antireflection film (not shown) are formed on the n + -type diffusion layer 2. These are manufactured by the same process as a conventional crystalline Si type solar cell element.
- the electrode paste composition of the present invention is filled into the previously formed through-holes by a printing method or an ink jet method, and the electrode paste composition of the present invention is also formed in a grid on the light receiving surface side.
- the composition layer which is printed and forms the through-hole electrode 9 and the light receiving surface collecting electrode 8 is formed.
- an n + -type diffusion layer 2 and a p + -type diffusion layer 7 for preventing carrier recombination are formed on the back surface side.
- boron (B) or aluminum (Al) is used as an impurity element for forming the p + -type diffusion layer 7.
- the p + -type diffusion layer 7 may be formed, for example, by performing a thermal diffusion process using B as a diffusion source in the solar cell element manufacturing process before the formation of the antireflection film, or by using Al. When using, in the said printing process, you may form by printing and baking an aluminum paste on the opposite surface side.
- the electrode paste composition of the present invention is printed on the n + -type diffusion layer 2 and the p + -type diffusion layer 7 in stripes, thereby forming the back electrode. 10 and 11 are formed.
- the back electrode may be formed using the electrode paste composition of the present invention only on the n + type diffusion layer 2 side.
- the solar cell element having the structure shown in the perspective view of FIG. 6 can be manufactured in the same manner as the solar cell element having the structure shown in the perspective view of FIG. 5 except that the light receiving surface collecting electrode is not formed. it can. That is, in the solar cell element having the structure shown in the perspective view of FIG. 6, the electrode paste composition of the present invention can be used for the through-hole electrode 9 and the back electrodes 10 and 11.
- the solar cell element having the structure shown in the perspective view of FIG. 7 has the structure shown in the perspective view of FIG. 5 except that the n-type silicon substrate 12 is used as a base substrate and no through hole is formed. It can be manufactured in the same manner as a solar cell element having That is, in the solar cell element having the structure shown in the perspective view of FIG. 7, the electrode paste composition of the present invention can be used for the back electrodes 10 and 11.
- the electrode paste composition of the present invention is not limited to the use of the solar cell electrode as described above.
- electrode wiring and shield wiring of a plasma display, ceramic capacitor, antenna circuit, various sensor circuits It can also be suitably used for applications such as heat dissipation materials for semiconductor devices. Among these, it can be suitably used particularly when an electrode is formed on a substrate containing silicon.
- the solar cell of the present invention includes at least one of the solar cell elements, and is configured by arranging tab wires on the electrodes of the solar cell element. If necessary, the solar cell may be configured by connecting a plurality of solar cell elements via tab wires and further sealing with a sealing material.
- the tab wire and the sealing material are not particularly limited, and can be appropriately selected from those usually used in the art.
- Example 1 Preparation of electrode paste composition A phosphorus-tin-containing copper alloy containing 6% by mass of phosphorus and 10% by mass of tin was prepared, dissolved and powdered by the water atomization method, and then dried and classified. did. The classified powders were blended and subjected to deoxygenation / dehydration treatment to produce phosphorus-tin-containing copper alloy particles containing 6% by mass phosphorus and 10% by mass tin. The particle diameter (D50%) of the phosphorus-tin-containing copper alloy particles was 5.0 ⁇ m, and the shape thereof was substantially spherical.
- a glass composed of 9 parts of zinc oxide (ZnO) (hereinafter sometimes abbreviated as “G01”) was prepared.
- the obtained glass G01 had a softening point of 420 ° C. and a crystallization temperature of over 650 ° C.
- glass G01 particles having a particle diameter (D50%) of 2.5 ⁇ m were obtained.
- the shape was substantially spherical.
- the electrode paste composition 1 was prepared by stirring in a mortar for 20 minutes.
- FIG. 1 A p-type semiconductor substrate having a thickness of 190 ⁇ m having an n + -type diffusion layer, a texture, and an antireflection film (silicon nitride film) formed on the light receiving surface is prepared, and the size is 125 mm ⁇ 125 mm. Cut out.
- the electrode paste composition 1 obtained above was printed so as to have an electrode pattern as shown in FIG.
- the electrode pattern was composed of a finger line with a width of 150 ⁇ m and a bus bar with a width of 1.5 mm, and the printing conditions (screen plate mesh, printing speed, printing pressure) were appropriately adjusted so that the film thickness after firing was 20 ⁇ m. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
- the electrode paste composition 1 and the aluminum electrode paste were printed by screen printing in the same manner as described above so as to have an electrode pattern as shown in FIG.
- the pattern of the back surface output extraction electrode made of the electrode paste composition 1 was 123 mm ⁇ 5 mm, and was printed in two places in total.
- the printing conditions (screen plate mesh, printing speed, printing pressure) were appropriately adjusted so that the back surface output extraction electrode had a film thickness after firing of 20 ⁇ m.
- an aluminum electrode paste was printed on the entire surface other than the back surface output extraction electrode to form a back surface current collecting electrode pattern.
- the printing conditions of the aluminum electrode paste were appropriately adjusted so that the film thickness of the back surface collecting electrode after firing was 30 ⁇ m. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
- a heat treatment (firing) is performed at a firing maximum temperature of 800 ° C. and a holding time of 10 seconds in an air atmosphere to form a desired electrode.
- the produced solar cell element 1 was produced.
- Example 2 a solar cell element 2 was produced in the same manner as in Example 1 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
- Example 3 Example 1 except that the phosphorus content of the phosphorus-tin-containing copper alloy particles was changed from 6% by mass to 5% by mass and the tin content was changed from 10% by mass to 15% by mass in Example 1. In the same manner as above, an electrode paste composition 3 was prepared, and a solar cell element 3 was produced.
- Example 4 a solar cell element 4 was produced in the same manner as in Example 3 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
- Example 5 A paste composition for an electrode was prepared in the same manner as in Example 1, except that silver was further added to the phosphor-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-1Ag. 5 was prepared and the solar cell element 5 was produced.
- Example 6> In Example 1, except that silver was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-5Ag, the electrode paste composition 6 was prepared in the same manner as in Example 1. The solar cell element 6 was prepared.
- Example 7 In Example 1, except that silver was added to the phosphor-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-10Ag, an electrode paste composition 7 was prepared in the same manner as in Example 1. The solar cell element 7 was prepared.
- Example 8> In Example 1, except that manganese was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-2Mn, the electrode paste composition 8 was prepared in the same manner as in Example 1. The solar cell element 8 was prepared.
- Example 9 In Example 1, except that cobalt was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-2Co, the electrode paste composition 9 was prepared in the same manner as in Example 1. The solar cell element 9 was prepared.
- Example 10 A paste composition 10 for an electrode was prepared in the same manner as in Example 1 except that the particle diameter of the phosphorus-tin-containing copper alloy particles was changed from 5.0 ⁇ m to 1.5 ⁇ m in Example 1, and the solar cell Element 10 was produced.
- Example 11 In Example 1, silver particles (particle diameter (D50%) 3.0 ⁇ m; purity 99.5%) were added to the electrode paste composition, and the content of each component was 77.3% of phosphorus-tin-containing copper alloy particles. Example 1 except that 4 parts, 4.0 parts of silver particles, 4.1 parts of glass particles, 14.1 parts of solvent, and 0.4 parts of resin were respectively changed. The electrode paste composition 11 was prepared, and the solar cell element 11 was produced.
- Example 12 In Example 1, silver particles (particle size (D50%) 3.0 ⁇ m; purity 99.5%) were added to the electrode paste composition, and the content of each component was 73.3% of phosphorus-tin-containing copper alloy particles. Example 1 except that the amount was changed to 4 parts, 8.0 parts of silver particles, 4.1 parts of glass particles, 14.1 parts of solvent, and 0.4 parts of resin. The electrode paste composition 12 was prepared, and the solar cell element 12 was produced.
- Example 13 Example 1 except that the phosphorus content of the phosphorus-tin-containing copper alloy particles was changed from 6% by mass to 10% by mass and the tin content was changed from 10% by mass to 20% by mass in Example 1. In the same manner as above, an electrode paste composition 13 was prepared, and a solar cell element 13 was produced.
- Example 14 the solar cell element 14 was produced in the same manner as in Example 13, except that the firing condition at the time of electrode formation was changed from the maximum temperature of 800 ° C. for 10 seconds to the maximum temperature of 850 ° C. for 8 seconds. .
- Example 15 a solar cell element 15 was produced in the same manner as in Example 13 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 750 ° C. for 12 seconds.
- Glass G02 is composed of 45 parts of vanadium oxide (V 2 O 5 ), 24.2 parts of phosphorus oxide (P 2 O 5 ), 20.8 parts of barium oxide (BaO), 5 parts of antimony oxide (Sb 2 O 3 ), oxidation It was prepared to consist of 5 parts of tungsten (WO 3 ). Further, the softening point of the glass G02 was 492 ° C., and the crystallization start temperature exceeded 650 ° C.
- glass G02 particles having a particle diameter (D50%) of 2.5 ⁇ m were obtained. The shape was substantially spherical.
- Example 17 the content of the phosphorus-tin-containing copper alloy particles was changed from 81.4% by mass to 79.0% by mass, and the content of the glass G02 particles was changed from 4.1% by mass to 6.5% by mass. Except that it was changed to, in the same manner as in Example 16, an electrode paste composition 17 was prepared, and a solar cell element 17 was produced.
- Example 18 In Example 1, the resin was changed from terpineol to diethylene glycol monobutyl ether (BC), and the resin was changed from ethyl cellulose to polyethyl acrylate (EPA). Specifically, the content of each component is 81.4 parts of phosphorus-tin-containing copper alloy particles, 4.1 parts of glass G01 particles, 12.3 parts of diethylene glycol monobutyl ether, and 2.2 parts of polyethyl acrylate. Except having changed into the part, it carried out similarly to Example 1, and prepared the paste composition 18 for electrodes, and produced the solar cell element 18.
- FIG. 1 terpineol to diethylene glycol monobutyl ether
- EPA polyethyl acrylate
- Example 1 the phosphorus content, the tin content, the silver content, the manganese content, the cobalt content, the particle diameter (D50%) and the content thereof, the silver particle content, A paste composition for an electrode in the same manner as in Example 1 except that the type and content of glass particles, the type and content of solvent, the type and content of resin were changed as shown in Table 1. 19-23 were prepared respectively.
- a desired electrode was formed in the same manner as in Example 1 except that the obtained electrode paste compositions 19 to 23 were used, respectively, and the heat treatment temperature and treatment time were changed as shown in Table 1.
- the solar cell elements 19 to 23 thus prepared were respectively produced.
- Example 24 A p-type semiconductor substrate having a film thickness of 190 ⁇ m having an n + -type diffusion layer, a texture, and an antireflection film (silicon nitride film) formed on the light receiving surface was prepared and cut into a size of 125 mm ⁇ 125 mm. Thereafter, an aluminum electrode paste was printed on the back surface to form a back surface collecting electrode pattern. The back surface collecting electrode pattern was printed on the entire surface other than the back surface output extraction electrode as shown in FIG. Moreover, the printing conditions of the aluminum electrode paste were appropriately adjusted so that the film thickness of the back surface collecting electrode after firing was 30 ⁇ m. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
- the electrode paste composition 1 was printed so as to have an electrode pattern as shown in FIGS.
- the electrode pattern on the light-receiving surface is composed of 150 ⁇ m wide finger lines and 1.5 mm wide bus bars, and printing conditions (screen plate mesh, printing speed, printing pressure) are appropriately set so that the film thickness after firing is 20 ⁇ m. It was adjusted.
- the back electrode pattern was 123 mm ⁇ 5 mm, and was printed in two places so that the film thickness after firing was 20 ⁇ m. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
- Example 25 a solar cell element 25 was produced in the same manner as in Example 24 except that the electrode paste composition 7 obtained above was used to produce the light-receiving surface electrode and the back surface output extraction electrode.
- Example 26 a solar cell element 26 was produced in the same manner as in Example 24 except that the electrode paste composition 11 obtained above was used to produce the light receiving surface electrode and the back surface output extraction electrode.
- a solar cell element 27 having a structure as shown in FIG. 5 was produced.
- a specific manufacturing method is described below.
- the previously formed through-hole internal electrode paste composition 1 was filled by an inkjet method, and further printed on the light-receiving surface side in a grid.
- the electrode paste composition 1 and the aluminum electrode paste were used to print in stripes in a pattern as shown in FIG. 4, and the electrode paste composition 1 was printed under the through holes. Formed as follows. This was subjected to heat treatment using a tunnel furnace (manufactured by Noritake Co., Ltd., single-row transport W / B tunnel furnace) in an air atmosphere at a firing maximum temperature of 800 ° C. for a holding time of 10 seconds, and the sun on which the desired electrode was formed A battery element 27 was produced. At this time, with respect to the part where the aluminum electrode paste was formed, Al diffused into the p-type silicon substrate by firing, whereby a p + -type diffusion layer was formed.
- a tunnel furnace manufactured by Noritake Co., Ltd., single-row transport W / B tunnel furnace
- Example 28 a solar cell element 28 was produced in the same manner as in Example 27, except that the firing conditions at the time of electrode formation were changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds. .
- Example 29 In Example 27, except that the electrode paste composition 1 was changed to the electrode paste composition 12 obtained above, and a light receiving surface collecting electrode, a through-hole electrode, and a back electrode were formed, Example In the same manner as in Example 27, a solar cell element 29 was produced.
- Example 30 the electrode paste composition 30 was prepared in the same manner as in Example 1 except that the glass particles were changed from the glass G01 particles to the glass G03 particles.
- Glass G03 is composed of 13 parts of silicon dioxide (SiO 2 ), 58 parts of boron oxide (B 2 O 3 ), 38 parts of zinc oxide (ZnO), 12 parts of aluminum oxide (Al 2 O 3 ), and barium oxide (BaO). Prepared to consist of 12 parts.
- the obtained glass G03 had a softening point of 583 ° C. and a crystallization temperature of over 650 ° C.
- glass G03 particles having a particle diameter (D50%) of 2.5 ⁇ m were obtained.
- the shape was substantially spherical.
- a solar cell element 30 having a structure as shown in FIG. 6 was produced.
- the manufacturing method is the same as in Examples 27 to 29 except that the light receiving surface electrode is not formed.
- the firing conditions were a maximum temperature of 800 ° C. and a holding time of 10 seconds.
- Example 31 a solar cell element 31 was produced in the same manner as in Example 30 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
- Example 32 an electrode paste composition 32 was prepared in the same manner as in Example 13 except that the glass composition was changed from glass G01 to glass G03. Except having used this, it carried out similarly to Example 30, and produced the solar cell element 32 which has a structure as shown in FIG.
- Example 33 Using the electrode paste composition 30 obtained above, a solar cell element 33 having a structure as shown in FIG. 7 was produced.
- the manufacturing method is the same as that in Example 27 except that an n-type silicon substrate is used as the base substrate and that the light receiving surface electrode, the through hole, and the through hole electrode are not formed.
- the firing conditions were a maximum temperature of 800 ° C. and a holding time of 10 seconds.
- Example 34 a solar cell element 34 was produced in the same manner as in Example 33 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
- Example 35 the electrode paste composition 35 was prepared in the same manner as in Example 13 except that the glass particles were changed from the glass G01 particles to the glass G03 particles. Using this, a solar cell element 35 having a structure as shown in FIG.
- Electro paste composition C1 was prepared.
- a solar cell element C1 was produced in the same manner as in Example 1 except that the electrode paste composition C1 containing no phosphorus-bell-containing copper alloy particles was used.
- Example 27 ⁇ Comparative Example 5> In Example 27, except that the electrode paste composition 1 was changed from the electrode paste composition 1 to the electrode paste composition C1 obtained above, the light receiving surface collecting electrode, the through-hole electrode, and the back electrode were formed. In the same manner as in Example 27, a solar cell element C5 was produced.
- Example 30 a solar cell element C6 was produced in the same manner as in Example 30, except that the electrode paste composition 30 was changed to the electrode paste composition C1 obtained above.
- Example 33 a solar cell element C7 was produced in the same manner as in Example 33 except that the electrode paste composition 33 was changed to the electrode paste composition C1 obtained above.
- the obtained measured values are converted into relative values with the measured value of Comparative Example 1 (solar cell element C1) as 100.0, and are shown in Table 2.
- Comparative Example 2 the resistivity of the electrode increased due to oxidation of the copper particles, and evaluation was impossible.
- the cross section of the light-receiving surface electrode formed by firing the prepared electrode paste composition was observed with a scanning electron microscope Miniscope TM-1000 (manufactured by Hitachi, Ltd.) at an acceleration voltage of 15 kV.
- the presence or absence of the Cu—Sn alloy phase, Sn—PO glass phase, and the formation site of the Sn—PO glass phase were investigated. The results are also shown in Table 2.
- Comparative Example 3 Although the phosphorus content in the copper alloy particles is 6% by mass, since tin is not included, the silicon substrate and copper are interdiffused during firing, and the pn junction characteristics in the substrate It is conceivable that has deteriorated.
- Comparative Example 5 since copper alloy particles not containing phosphorus and containing tin were used, it is considered that the alloy particles were oxidized during firing and the resistance of the electrode was increased without forming a Cu—Sn alloy phase.
- the power generation performance of the solar cell elements produced in Examples 1 to 26 was almost the same as the measured value of Comparative Example 1.
- the solar cell elements 24 to 26 exhibited high power generation performance even though the electrode paste composition was fired at a relatively low temperature (650 ° C.).
- a Cu—Sn alloy phase and a Sn—PO glass phase are present in the light receiving surface electrode, and a Sn—PO glass phase is formed between the Cu—Sn alloy phase and the silicon substrate. It had been.
- the solar cell elements produced in Examples 33 to 35 exhibited almost the same power generation performance as the solar cell element of Comparative Example 7. Further, as a result of the structure observation, the Cu—Sn alloy phase and the Sn—PO glass phase exist in the electrode formed by firing the prepared electrode paste composition among the back electrodes, and Sn—PO A glass phase was formed between the Cu—Sn alloy phase and the silicon substrate.
Abstract
An electrode paste composition comprising phosphorus/tin-containing copper alloy particles, glass particles, a solvent, and a resin. Also, a solar-cell element, and a solar cell, having an electrode formed using said electrode paste composition.
Description
本発明は、電極用ペースト組成物、太陽電池素子及び太陽電池に関する。
The present invention relates to an electrode paste composition, a solar cell element, and a solar cell.
一般にシリコン系太陽電池の受光面及び裏面には電極が形成されている。光の入射により太陽電池内で変換された電気エネルギーを効率よく外部に取出すためには、前記電極の体積抵抗率が充分に低いことと、Si基板と良好なオーミックコンタクトを形成することが必要である。特に受光面の電極は、太陽光の入射量損失を最低限に抑えるために、配線幅を小さく、また電極のアスペクト比を高くする傾向にある。
Generally, electrodes are formed on the light receiving surface and the back surface of a silicon-based solar cell. In order to efficiently extract the electrical energy converted in the solar cell by the incidence of light to the outside, it is necessary that the volume resistivity of the electrode is sufficiently low and that a good ohmic contact is formed with the Si substrate. is there. In particular, the electrode on the light receiving surface tends to have a small wiring width and a high aspect ratio in order to minimize the amount of incident light loss of sunlight.
太陽電池の受光面に用いられる電極は、通常以下のようにして形成される。すなわち、p型シリコン基板の受光面側にテクスチャ(凹凸)形成を施し、次いでリン等を高温で熱的に拡散させることにより形成されたn型シリコン層上に、導電性組成物をスクリーン印刷等により塗布し、これを大気中800℃~900℃で焼成することで受光面電極が形成される。この受光面電極を形成する導電性組成物には、導電性金属粉末、ガラス粒子及び種々の添加剤等が含まれる。
The electrode used for the light receiving surface of the solar cell is usually formed as follows. That is, a texture (unevenness) is formed on the light-receiving surface side of a p-type silicon substrate, and then a conductive composition is screen-printed on an n-type silicon layer formed by thermally diffusing phosphorus or the like at a high temperature. The light-receiving surface electrode is formed by applying and baking at 800 ° C. to 900 ° C. in the atmosphere. The conductive composition forming the light-receiving surface electrode includes conductive metal powder, glass particles, various additives, and the like.
前記導電性金属粉末としては、銀粉末が一般的に用いられている。これは、銀粒子の体積抵抗率が1.6×10-6Ω・cmと低いことと、上記焼成条件において銀粒子が自己還元して焼結すること、シリコン基板と良好なオーミックコンタクトを形成できること、また、銀粒子からなる電極に対する半田材料の濡れ性が優れ、太陽電池素子をガラス基板などで封止する、所謂モジュール化において、太陽電池素子間を電気的に接続するタブ線を好適に接着することができることが理由として挙げられる。
As the conductive metal powder, silver powder is generally used. This is because the volume resistivity of the silver particles is as low as 1.6 × 10 −6 Ω · cm, the silver particles are self-reduced and sintered under the above firing conditions, and a good ohmic contact is formed with the silicon substrate. In addition, the tab material for electrically connecting the solar cell elements is preferably used in so-called modularization in which the solder material has excellent wettability with respect to the electrode made of silver particles and the solar cell element is sealed with a glass substrate or the like. The reason is that it can be bonded.
上記に示すように、銀粒子を含む導電性組成物は、太陽電池の電極として優れた特性を発現する。一方で銀が貴金属で地金自体が高価であるため、また資源の問題からも、銀含有導電性組成物に代わるペースト材料の提案が望まれている。銀に代わる有望な材料としては、半導体配線材料に適用されている銅が挙げられる。銅は資源的にも豊富で、地金コストも銀の約100分の1と安価である。しかしながら、銅は大気中200℃以上の高温で容易に酸化される材料であり、上記工程で電極を形成することは困難である。
As described above, the conductive composition containing silver particles exhibits excellent characteristics as an electrode of a solar cell. On the other hand, since silver is a noble metal and the bullion itself is expensive, and also from the problem of resources, a proposal of a paste material that replaces the silver-containing conductive composition is desired. A promising material that can replace silver is copper that is applied to semiconductor wiring materials. Copper is abundant in terms of resources, and the cost of bullion is as low as about 1/100 of silver. However, copper is a material that is easily oxidized at a high temperature of 200 ° C. or higher in the atmosphere, and it is difficult to form an electrode in the above process.
銅が有する上記課題を解決するために、例えば、特開2005-314755号公報及び特開2004-217952号公報には、銅に種々の手法を用いて耐酸化性を付与し、高温焼成でも酸化されない銅粒子が報告されている。
In order to solve the above-mentioned problems of copper, for example, Japanese Patent Application Laid-Open Nos. 2005-314755 and 2004-217952 use various methods to impart oxidation resistance to copper and oxidize even at high temperature firing. Copper particles that have not been reported have been reported.
しかしながら、上記銅粒子でも、耐酸化性を有するのは高々300℃までで、800℃~900℃の高温ではほとんど酸化されてしまうため、太陽電池用電極として実用に至っていない。さらに耐酸化性を付与するために適用した添加剤等が焼成中の銅粒子の焼結を阻害し、結果として銀のような低抵抗の電極が得られないという課題がある。
However, even the above copper particles have oxidation resistance up to 300 ° C. and are almost oxidized at a high temperature of 800 ° C. to 900 ° C., so that they have not been put into practical use as solar cell electrodes. Furthermore, the additive applied in order to provide oxidation resistance inhibits sintering of the copper particles during firing, and as a result, there is a problem that a low resistance electrode such as silver cannot be obtained.
また銅の酸化を抑える別の手法として、導電性金属粉末に銅を用いた導電性組成物を、窒素等の雰囲気下で焼成するという特殊な工程が挙げられる。
Also, as another method for suppressing copper oxidation, there is a special process in which a conductive composition using copper as a conductive metal powder is fired in an atmosphere of nitrogen or the like.
しかしながら、上記手法を用いる場合、銅粒子の酸化を完全に抑えるためには上記雰囲気ガスで完全密封した環境が必要となり、工程コストの面で太陽電池素子の量産には不向きである。
However, when the above method is used, an environment completely sealed with the above atmospheric gas is required in order to completely suppress the oxidation of copper particles, which is not suitable for mass production of solar cell elements in terms of process costs.
銅を太陽電池電極に適用するためのもう一つの課題として、シリコン基板とのオーミックコンタクト性が挙げられる。すなわち、銅からなる電極を高温焼成中に酸化させずに形成できたとしても、銅がシリコン基板と直に接触することで、銅とシリコンの相互拡散が生じ、電極とシリコン基板の界面に銅とシリコンからなる反応物相(Cu3Si)が形成されることがある。
Another problem for applying copper to solar cell electrodes is ohmic contact with a silicon substrate. That is, even if an electrode made of copper can be formed without being oxidized during high-temperature firing, copper and silicon are in direct contact with each other, thereby causing mutual diffusion of copper and silicon, and copper at the interface between the electrode and the silicon substrate. In some cases, a reactant phase (Cu 3 Si) composed of silicon and silicon is formed.
このCu3Siの形成はシリコン基板の界面から数μmにまで及ぶことがあり、Si基板側に亀裂を生じる場合がある。またシリコン基板上に予め形成されたn型シリコン層を貫通し、太陽電池が持つ半導体性能(pn接合特性)を劣化させる場合がある。また形成したCu3Siが銅からなる電極を持ち上げるなどして、シリコン基板との密着性を阻害し、電極の機械的強度低下をもたらす恐れがある。
The formation of Cu 3 Si may extend to several μm from the interface of the silicon substrate, and may crack on the Si substrate side. In some cases, the semiconductor performance (pn junction characteristics) of the solar cell is deteriorated by penetrating an n-type silicon layer formed in advance on the silicon substrate. In addition, the formed Cu 3 Si lifts the electrode made of copper, which may hinder the adhesion with the silicon substrate and cause a decrease in the mechanical strength of the electrode.
本発明は、上記課題に鑑みてなされたものであり、焼成時における銅の酸化が抑制され、抵抗率の低い電極を形成でき、さらに銅とシリコン基板との反応物相の形成が抑制され良好なオーミックコンタクトを有する銅含有電極を形成できる電極用ペースト組成物、並びに、該電極用ペースト組成物を用いて形成された電極を有する太陽電池素子及び太陽電池を提供することを目的とする。
The present invention has been made in view of the above-described problems, and can suppress the oxidation of copper during firing, can form an electrode with low resistivity, and can further suppress the formation of a reactant phase between copper and a silicon substrate. It is an object to provide an electrode paste composition capable of forming a copper-containing electrode having an ohmic contact, and a solar cell element and a solar cell having an electrode formed using the electrode paste composition.
本発明者等は上記課題を解決するために鋭意研究した結果、本発明を完成した。すなわち本発明は以下の態様を含む。
The inventors of the present invention have completed the present invention as a result of diligent research to solve the above problems. That is, the present invention includes the following aspects.
本発明の第一の態様は、リン-錫含有銅合金粒子と、ガラス粒子と、溶剤と、樹脂と、を含む電極用ペースト組成物である。
A first aspect of the present invention is an electrode paste composition containing phosphorus-tin-containing copper alloy particles, glass particles, a solvent, and a resin.
前記リン-錫含有銅合金粒子は、リン含有率が2質量%以上15質量%以下で、且つ錫含有率が5質量%以上30質量%以下であることが好ましい。
The phosphorus-tin-containing copper alloy particles preferably have a phosphorus content of 2% by mass to 15% by mass and a tin content of 5% by mass to 30% by mass.
また前記ガラス粒子は、ガラス軟化点が650℃以下であって、結晶化開始温度が650℃を超えることが好ましい。
The glass particles preferably have a glass softening point of 650 ° C. or lower and a crystallization start temperature exceeding 650 ° C.
前記リン-錫含有銅合金粒子は、銀、マンガン及びコバルトからなる群より選ばれる少なくとも1種である金属原子を更に含むことが好ましく、前記リン-錫含有銅合金粒子における前記金属原子の含有率が0.1質量%以上10質量%以下であることがより好ましい。
The phosphorus-tin-containing copper alloy particles preferably further contain at least one metal atom selected from the group consisting of silver, manganese and cobalt, and the content of the metal atoms in the phosphorus-tin-containing copper alloy particles Is more preferably 0.1% by mass or more and 10% by mass or less.
前記電極用ペースト組成物は、銀粒子を更に含むことが好ましく、前記リン-錫含有銅合金粒子及び銀粒子の総含有率を100質量%としたときの前記銀粒子の含有率が0.1質量%以上10質量%以下であることがより好ましい。
The paste composition for an electrode preferably further contains silver particles, and the content of the silver particles when the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 100% by mass is 0.1. More preferably, the content is from 10% by mass to 10% by mass.
前記電極用ペースト組成物は、前記リン-錫含有銅合金粒子及び銀粒子の総含有率が70質量%以上94質量%以下であり、前記ガラス粒子の含有率が0.1質量%以上10質量%以下であり、前記溶剤及び前記樹脂の総含有率が3質量%以上29.9質量%以下であることが好ましい。
The electrode paste composition has a total content of the phosphorus-tin-containing copper alloy particles and silver particles of 70% by mass to 94% by mass, and a content of the glass particles of 0.1% by mass to 10% by mass. It is preferable that the total content of the solvent and the resin is 3% by mass or more and 29.9% by mass or less.
本発明の第二の態様は、シリコン基板上に付与された前記電極用ペースト組成物を焼成して、前記シリコン基板上に形成された電極を有する太陽電池素子である。
The second aspect of the present invention is a solar cell element having an electrode formed on the silicon substrate by baking the electrode paste composition applied on the silicon substrate.
前記電極は、Cu-Sn合金相及びSn-P-Oガラス相を含むことが好ましく、前記Sn-P-Oガラス相は、前記Cu-Sn合金相とシリコン基板との間に配置されていることがより好ましい。
The electrode preferably includes a Cu—Sn alloy phase and a Sn—PO glass phase, and the Sn—PO glass phase is disposed between the Cu—Sn alloy phase and a silicon substrate. It is more preferable.
本発明の第三の態様は、前記太陽電池素子と、前記太陽電池素子の電極上に配置されたタブ線とを有する太陽電池である。
A third aspect of the present invention is a solar cell having the solar cell element and a tab wire disposed on an electrode of the solar cell element.
本発明によれば、焼成時における銅の酸化が抑制され、抵抗率の低い電極を形成でき、さらに銅とシリコン基板との反応物相の形成が抑制され良好なオーミックコンタクトを有する銅含有電極を形成できる電極用ペースト組成物、並びに、該電極用ペースト組成物を用いて形成された電極を有する太陽電池素子及び太陽電池を提供することができる。
According to the present invention, a copper-containing electrode having a good ohmic contact in which oxidation of copper during firing is suppressed and an electrode having a low resistivity can be formed, and formation of a reactant phase between copper and a silicon substrate is suppressed. An electrode paste composition that can be formed, and a solar cell element and a solar cell having electrodes formed using the electrode paste composition can be provided.
本明細書において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の作用が達成されれば、本用語に含まれる。
また本明細書において「~」を用いて示された数値範囲は、「~」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
さらに本明細書において組成物中の各成分の量について言及する場合、組成物中に各成分に該当する物質が複数存在する場合には、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。 In this specification, the term “process” is not limited to an independent process, and is included in the term if the intended action of the process is achieved even when it cannot be clearly distinguished from other processes. .
In the present specification, a numerical range indicated using “to” indicates a range including the numerical values described before and after “to” as the minimum value and the maximum value, respectively.
Further, when referring to the amount of each component in the composition in the present specification, when there are a plurality of substances corresponding to each component in the composition, the plurality of the components present in the composition unless otherwise specified. It means the total amount of substance.
また本明細書において「~」を用いて示された数値範囲は、「~」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
さらに本明細書において組成物中の各成分の量について言及する場合、組成物中に各成分に該当する物質が複数存在する場合には、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。 In this specification, the term “process” is not limited to an independent process, and is included in the term if the intended action of the process is achieved even when it cannot be clearly distinguished from other processes. .
In the present specification, a numerical range indicated using “to” indicates a range including the numerical values described before and after “to” as the minimum value and the maximum value, respectively.
Further, when referring to the amount of each component in the composition in the present specification, when there are a plurality of substances corresponding to each component in the composition, the plurality of the components present in the composition unless otherwise specified. It means the total amount of substance.
<電極用ペースト組成物>
本発明の電極用ペースト組成物は、リン-錫含有銅合金粒子の少なくとも1種と、ガラス粒子の少なくとも1種と、溶剤の少なくとも1種と、樹脂の少なくとも1種とを含む。かかる構成であることにより、大気中焼成時における銅の酸化が抑制され、抵抗率の低い電極を形成できる。さらに銅とシリコン基板との反応物相の形成が抑制され、形成される電極とシリコン基板とが良好なオーミックコンタクトを形成できる。 <Paste composition for electrodes>
The electrode paste composition of the present invention contains at least one phosphor-tin-containing copper alloy particle, at least one glass particle, at least one solvent, and at least one resin. With such a configuration, oxidation of copper during firing in the atmosphere is suppressed, and an electrode with low resistivity can be formed. Furthermore, the formation of a reactant phase between copper and the silicon substrate is suppressed, and a good ohmic contact can be formed between the formed electrode and the silicon substrate.
本発明の電極用ペースト組成物は、リン-錫含有銅合金粒子の少なくとも1種と、ガラス粒子の少なくとも1種と、溶剤の少なくとも1種と、樹脂の少なくとも1種とを含む。かかる構成であることにより、大気中焼成時における銅の酸化が抑制され、抵抗率の低い電極を形成できる。さらに銅とシリコン基板との反応物相の形成が抑制され、形成される電極とシリコン基板とが良好なオーミックコンタクトを形成できる。 <Paste composition for electrodes>
The electrode paste composition of the present invention contains at least one phosphor-tin-containing copper alloy particle, at least one glass particle, at least one solvent, and at least one resin. With such a configuration, oxidation of copper during firing in the atmosphere is suppressed, and an electrode with low resistivity can be formed. Furthermore, the formation of a reactant phase between copper and the silicon substrate is suppressed, and a good ohmic contact can be formed between the formed electrode and the silicon substrate.
(リン-錫含有銅合金粒子)
電極ペースト組成物は、リン-錫含有銅合金粒子の少なくとも1種を含む。一般にリンを含む銅合金としては、リン銅ろう(リン濃度:7質量%程度以下)と呼ばれるろう付け材料が知られている。リン銅ろうは、銅と銅との接合剤としても用いられるものであるが、本発明の電極用ペースト組成物にリンを含む銅合金粒子を用いることで、リンの銅酸化物に対する還元性を利用し、耐酸化性に優れ、体積抵抗率の低い電極を形成することができる。さらに電極の低温焼成が可能となり、プロセスコストを削減できるという効果を得ることができる。 (Phosphorus particles containing phosphorus-tin)
The electrode paste composition includes at least one type of phosphorus-tin-containing copper alloy particles. In general, as a copper alloy containing phosphorus, a brazing material called phosphorus copper brazing (phosphorus concentration: about 7% by mass or less) is known. Phosphorus copper brazing is also used as a bonding agent between copper and copper, but by using copper alloy particles containing phosphorus in the electrode paste composition of the present invention, the reducibility of phosphorus to copper oxide is improved. It is possible to form an electrode having excellent oxidation resistance and low volume resistivity. Further, the electrode can be fired at a low temperature, and the effect that the process cost can be reduced can be obtained.
電極ペースト組成物は、リン-錫含有銅合金粒子の少なくとも1種を含む。一般にリンを含む銅合金としては、リン銅ろう(リン濃度:7質量%程度以下)と呼ばれるろう付け材料が知られている。リン銅ろうは、銅と銅との接合剤としても用いられるものであるが、本発明の電極用ペースト組成物にリンを含む銅合金粒子を用いることで、リンの銅酸化物に対する還元性を利用し、耐酸化性に優れ、体積抵抗率の低い電極を形成することができる。さらに電極の低温焼成が可能となり、プロセスコストを削減できるという効果を得ることができる。 (Phosphorus particles containing phosphorus-tin)
The electrode paste composition includes at least one type of phosphorus-tin-containing copper alloy particles. In general, as a copper alloy containing phosphorus, a brazing material called phosphorus copper brazing (phosphorus concentration: about 7% by mass or less) is known. Phosphorus copper brazing is also used as a bonding agent between copper and copper, but by using copper alloy particles containing phosphorus in the electrode paste composition of the present invention, the reducibility of phosphorus to copper oxide is improved. It is possible to form an electrode having excellent oxidation resistance and low volume resistivity. Further, the electrode can be fired at a low temperature, and the effect that the process cost can be reduced can be obtained.
本発明におけるリン-錫含有銅合金粒子は、リンに加えて錫をさらに含む銅合金からなる粒子である。銅合金粒子が錫を含むことにより、後述する焼成工程において、抵抗率が低く、密着性に優れる電極を形成することができる。
これは例えば以下のように考えることができる。銅合金粒子がリンと錫を含むことで後述する焼成工程でリン、錫及び銅が互いに反応して、Cu-Sn合金相とSn-P-Oガラス相からなる電極を形成する。ここで前記Cu-Sn合金相は、電極内で緻密なバルク体を形成し、これが導電層として機能することで抵抗率の低い電極を形成できると考えられる。
尚、ここでいう緻密なバルク体とは、塊状のCu-Sn合金相が互いに密に接触し、三次元的に連続している構造を形成していることを意味する。 The phosphorus-tin-containing copper alloy particles in the present invention are particles made of a copper alloy further containing tin in addition to phosphorus. When the copper alloy particles contain tin, an electrode having a low resistivity and excellent adhesion can be formed in the firing step described later.
This can be considered as follows, for example. Since the copper alloy particles contain phosphorus and tin, phosphorus, tin, and copper react with each other in a firing step described later to form an electrode composed of a Cu—Sn alloy phase and a Sn—PO glass phase. Here, it is considered that the Cu—Sn alloy phase forms a dense bulk body in the electrode and functions as a conductive layer, thereby forming an electrode with low resistivity.
Here, the dense bulk body means that the massive Cu—Sn alloy phases are in close contact with each other to form a three-dimensional continuous structure.
これは例えば以下のように考えることができる。銅合金粒子がリンと錫を含むことで後述する焼成工程でリン、錫及び銅が互いに反応して、Cu-Sn合金相とSn-P-Oガラス相からなる電極を形成する。ここで前記Cu-Sn合金相は、電極内で緻密なバルク体を形成し、これが導電層として機能することで抵抗率の低い電極を形成できると考えられる。
尚、ここでいう緻密なバルク体とは、塊状のCu-Sn合金相が互いに密に接触し、三次元的に連続している構造を形成していることを意味する。 The phosphorus-tin-containing copper alloy particles in the present invention are particles made of a copper alloy further containing tin in addition to phosphorus. When the copper alloy particles contain tin, an electrode having a low resistivity and excellent adhesion can be formed in the firing step described later.
This can be considered as follows, for example. Since the copper alloy particles contain phosphorus and tin, phosphorus, tin, and copper react with each other in a firing step described later to form an electrode composed of a Cu—Sn alloy phase and a Sn—PO glass phase. Here, it is considered that the Cu—Sn alloy phase forms a dense bulk body in the electrode and functions as a conductive layer, thereby forming an electrode with low resistivity.
Here, the dense bulk body means that the massive Cu—Sn alloy phases are in close contact with each other to form a three-dimensional continuous structure.
また本発明の電極用ペースト組成物を用いてシリコンを含む基板(以下、単に「シリコン基板」ともいう)上に電極を形成する場合、シリコン基板に対する密着性が高い電極を形成することができ、さらに電極とシリコン基板との良好なオーミックコンタクトを達成することができる。
これは例えば以下のように考えることができる。銅合金粒子に含まれるリン、錫及び銅が、焼成工程で互いに反応して、Cu-Sn合金相とSn-P-Oガラス相からなる電極を形成する。上記Cu-Sn合金相が緻密なバルク体であるために、Sn-P-Oガラス相は、Cu-Sn合金相とシリコン基板との間に形成される。これによりCu-Sn合金相のシリコン基板に対する密着性が向上すると考えることができる。またSn-P-Oガラス相が、銅とシリコンとの相互拡散を防止するためのバリア層として機能することで、焼成して形成される電極とシリコン基板との良好なオーミックコンタクトが達成できると考えることができる。すなわち銅を含む電極とシリコンを直に接触して加熱したときに形成される反応相(Cu3Si)の形成を抑制し、半導体性能(例えば、pn接合特性)を劣化することなくシリコン基板との密着性を保ちながら、良好なオーミックコンタクトを発現することができると考えられる。 Further, when an electrode is formed on a substrate containing silicon (hereinafter, also simply referred to as “silicon substrate”) using the electrode paste composition of the present invention, an electrode having high adhesion to the silicon substrate can be formed, Furthermore, good ohmic contact between the electrode and the silicon substrate can be achieved.
This can be considered as follows, for example. Phosphorus, tin, and copper contained in the copper alloy particles react with each other in the firing step to form an electrode composed of a Cu—Sn alloy phase and a Sn—PO glass phase. Since the Cu—Sn alloy phase is a dense bulk body, the Sn—PO glass phase is formed between the Cu—Sn alloy phase and the silicon substrate. This can be considered to improve the adhesion of the Cu—Sn alloy phase to the silicon substrate. In addition, when the Sn—PO glass phase functions as a barrier layer for preventing mutual diffusion between copper and silicon, a good ohmic contact between the electrode formed by firing and the silicon substrate can be achieved. Can think. In other words, the formation of a reaction phase (Cu 3 Si) formed when an electrode containing copper and silicon are directly contacted and heated is suppressed, and the silicon substrate and the silicon substrate are not degraded without deteriorating semiconductor performance (for example, pn junction characteristics) It is considered that a good ohmic contact can be expressed while maintaining the adhesiveness.
これは例えば以下のように考えることができる。銅合金粒子に含まれるリン、錫及び銅が、焼成工程で互いに反応して、Cu-Sn合金相とSn-P-Oガラス相からなる電極を形成する。上記Cu-Sn合金相が緻密なバルク体であるために、Sn-P-Oガラス相は、Cu-Sn合金相とシリコン基板との間に形成される。これによりCu-Sn合金相のシリコン基板に対する密着性が向上すると考えることができる。またSn-P-Oガラス相が、銅とシリコンとの相互拡散を防止するためのバリア層として機能することで、焼成して形成される電極とシリコン基板との良好なオーミックコンタクトが達成できると考えることができる。すなわち銅を含む電極とシリコンを直に接触して加熱したときに形成される反応相(Cu3Si)の形成を抑制し、半導体性能(例えば、pn接合特性)を劣化することなくシリコン基板との密着性を保ちながら、良好なオーミックコンタクトを発現することができると考えられる。 Further, when an electrode is formed on a substrate containing silicon (hereinafter, also simply referred to as “silicon substrate”) using the electrode paste composition of the present invention, an electrode having high adhesion to the silicon substrate can be formed, Furthermore, good ohmic contact between the electrode and the silicon substrate can be achieved.
This can be considered as follows, for example. Phosphorus, tin, and copper contained in the copper alloy particles react with each other in the firing step to form an electrode composed of a Cu—Sn alloy phase and a Sn—PO glass phase. Since the Cu—Sn alloy phase is a dense bulk body, the Sn—PO glass phase is formed between the Cu—Sn alloy phase and the silicon substrate. This can be considered to improve the adhesion of the Cu—Sn alloy phase to the silicon substrate. In addition, when the Sn—PO glass phase functions as a barrier layer for preventing mutual diffusion between copper and silicon, a good ohmic contact between the electrode formed by firing and the silicon substrate can be achieved. Can think. In other words, the formation of a reaction phase (Cu 3 Si) formed when an electrode containing copper and silicon are directly contacted and heated is suppressed, and the silicon substrate and the silicon substrate are not degraded without deteriorating semiconductor performance (for example, pn junction characteristics) It is considered that a good ohmic contact can be expressed while maintaining the adhesiveness.
このような効果は、シリコンを含む基板上に本発明の電極用ペースト組成物を用いて電極を形成する場合であれば、一般的に発現するものであり、シリコンを含む基板の種類は特に制限されるものではない。シリコンを含む基板としては、例えば太陽電池形成用のシリコン基板、太陽電池以外の半導体デバイスの製造に用いるシリコン基板等を挙げることができる。
Such an effect is generally manifested when an electrode is formed on a substrate containing silicon using the electrode paste composition of the present invention, and the type of substrate containing silicon is particularly limited. Is not to be done. As a board | substrate containing silicon, the silicon substrate used for manufacture of the silicon substrate for solar cell formation, semiconductor devices other than a solar cell etc. can be mentioned, for example.
すなわち本発明においては、電極用ペースト組成物中にリン-錫含有銅合金粒子を含むことで、まずリン-錫含有銅合金粒子中のリン原子の銅酸化物に対する還元性を利用し、耐酸化性に優れ、体積抵抗率の低い電極が形成される。次いでリン-錫含有銅合金粒子中の錫との反応により、体積抵抗率を低く保ったままCu-Sn合金相からなる導電層とSn-P-Oガラス相とが形成される。そして例えば、Sn-P-Oガラス相が銅とシリコンの相互拡散を防止するためのバリア層として機能することで、銅を含む電極とシリコン基板との間に反応物相が形成されることを抑制し、銅を含む電極とシリコン基板の間に良好なオーミックコンタクトが形成されるという2つの特徴的な機構を、焼成工程で同時に実現できると考えることができる。
That is, in the present invention, by including the phosphorus-tin-containing copper alloy particles in the electrode paste composition, first, by utilizing the reducibility of the phosphorus atoms in the phosphorus-tin-containing copper alloy particles to the copper oxide, oxidation resistance An electrode having excellent properties and low volume resistivity is formed. Next, a reaction with tin in the phosphorus-tin-containing copper alloy particles forms a conductive layer composed of a Cu—Sn alloy phase and a Sn—PO glass phase while keeping the volume resistivity low. For example, the Sn—PO glass phase functions as a barrier layer for preventing mutual diffusion of copper and silicon, so that a reactant phase is formed between the electrode containing copper and the silicon substrate. It can be considered that two characteristic mechanisms of suppressing and forming a good ohmic contact between the electrode containing copper and the silicon substrate can be realized simultaneously in the firing step.
本発明におけるリン-錫含有銅合金に含まれるリン含有率は特に制限されない。耐酸化性と低抵抗率の観点から、リン含有率が2質量%以上15質量%以下であることが好ましく、3質量%以上12質量%以下であることがより好ましく、4質量%以上10質量%以下であることがより好ましい。リン-錫含有銅合金に含まれるリン含有率が15質量%以下であることで、より低い抵抗率を達成可能であり、また、リン-錫含有銅合金粒子の生産性に優れる。また2質量%以上であることで、より優れた耐酸化性を達成できる。
The phosphorus content contained in the phosphorus-tin-containing copper alloy in the present invention is not particularly limited. From the viewpoint of oxidation resistance and low resistivity, the phosphorus content is preferably 2% by mass or more and 15% by mass or less, more preferably 3% by mass or more and 12% by mass or less, and more preferably 4% by mass or more and 10% by mass. % Or less is more preferable. When the phosphorus content contained in the phosphorus-tin-containing copper alloy is 15% by mass or less, a lower resistivity can be achieved, and the productivity of the phosphorus-tin-containing copper alloy particles is excellent. Moreover, the more outstanding oxidation resistance can be achieved because it is 2 mass% or more.
またリン-錫含有銅合金に含まれる錫含有率は特に制限されない。耐酸化性と銅及びリンとの反応性の観点から、5質量%以上30質量%以下であることが好ましく、6質量%以上25質量%以下であることがより好ましく、7質量%以上20質量%以下であることがさらに好ましい。リン-錫含有銅合金粒子に含まれる錫含有量が30質量%以下であることで、充分な体積のCu-Sn合金相を形成することができ、電極の体積抵抗率が低下する。また錫を5質量%以上とすることで、銅及びリンとの反応をより均一に生じさせることができる。
Further, the tin content contained in the phosphorus-tin-containing copper alloy is not particularly limited. From the viewpoint of oxidation resistance and reactivity with copper and phosphorus, it is preferably 5% by mass or more and 30% by mass or less, more preferably 6% by mass or more and 25% by mass or less, and 7% by mass or more and 20% by mass. More preferably, it is% or less. When the tin content in the phosphorus-tin-containing copper alloy particles is 30% by mass or less, a sufficient volume of the Cu—Sn alloy phase can be formed, and the volume resistivity of the electrode is lowered. Moreover, reaction with copper and phosphorus can be more uniformly produced by making tin into 5 mass% or more.
さらにリン-錫含有銅合金に含まれるリン含有率及び錫含有率の組み合わせとしては、耐酸化性、低抵抗性と銅及びリンとの反応性の観点から、リン含有率が2質量%以上15質量%以下であって且つ錫含有率が5質量%以上30質量%以下であることが好ましく、リン含有率が3質量%以上12質量%以下であって且つ錫含有率が6質量%以上25質量%以下であることがより好ましく、リン含有率が4質量%以上10質量%以下であって且つ錫含有率が7質量%以上20質量%以下であることがさらに好ましい。
Furthermore, as a combination of the phosphorus content and the tin content contained in the phosphorus-tin-containing copper alloy, the phosphorus content is 2% by mass or more and 15% from the viewpoint of oxidation resistance, low resistance and reactivity with copper and phosphorus. Preferably, the tin content is 5% by mass or more and 30% by mass or less, the phosphorus content is 3% by mass or more and 12% by mass or less, and the tin content is 6% by mass or more and 25% by mass or less. More preferably, the phosphorus content is 4% by mass or more and 10% by mass or less, and the tin content is 7% by mass or more and 20% by mass or less.
本発明におけるリン-錫含有銅合金は、リン及び錫に加えて、銀、マンガン及びコバルトからなる群より選ばれる少なくとも1種である他の金属原子をさらに含む銅合金であることもまた好ましい。他の金属原子をさらに含むことで、より低抵抗な電極を形成することができる。
リン、錫及び他の金属原子を含む銅合金における他の金属原子の含有率は、他の金属原子の種類や目的等に応じて適宜選択できる。例えば、0.05~20質量%とすることができ、0.1~15質量%であることが好ましく、1~10質量%であることがより好ましい。他の金属原子の含有率が0.05質量%以上であることで合金粒子の融点をさらに低下させることができ、焼成工程における合金粒子の焼結反応が進む。また他の金属原子の含有率が20質量%以下であることで、耐酸化性が向上し、低抵抗の電極が形成される。 In addition to phosphorus and tin, the phosphorus-tin-containing copper alloy in the present invention is also preferably a copper alloy further containing at least one other metal atom selected from the group consisting of silver, manganese and cobalt. By further including other metal atoms, a lower resistance electrode can be formed.
The content of other metal atoms in the copper alloy containing phosphorus, tin, and other metal atoms can be appropriately selected according to the type and purpose of the other metal atoms. For example, it can be 0.05 to 20% by mass, preferably 0.1 to 15% by mass, more preferably 1 to 10% by mass. When the content of other metal atoms is 0.05% by mass or more, the melting point of the alloy particles can be further reduced, and the sintering reaction of the alloy particles proceeds in the firing step. Moreover, oxidation resistance improves and the low resistance electrode is formed because the content rate of another metal atom is 20 mass% or less.
リン、錫及び他の金属原子を含む銅合金における他の金属原子の含有率は、他の金属原子の種類や目的等に応じて適宜選択できる。例えば、0.05~20質量%とすることができ、0.1~15質量%であることが好ましく、1~10質量%であることがより好ましい。他の金属原子の含有率が0.05質量%以上であることで合金粒子の融点をさらに低下させることができ、焼成工程における合金粒子の焼結反応が進む。また他の金属原子の含有率が20質量%以下であることで、耐酸化性が向上し、低抵抗の電極が形成される。 In addition to phosphorus and tin, the phosphorus-tin-containing copper alloy in the present invention is also preferably a copper alloy further containing at least one other metal atom selected from the group consisting of silver, manganese and cobalt. By further including other metal atoms, a lower resistance electrode can be formed.
The content of other metal atoms in the copper alloy containing phosphorus, tin, and other metal atoms can be appropriately selected according to the type and purpose of the other metal atoms. For example, it can be 0.05 to 20% by mass, preferably 0.1 to 15% by mass, more preferably 1 to 10% by mass. When the content of other metal atoms is 0.05% by mass or more, the melting point of the alloy particles can be further reduced, and the sintering reaction of the alloy particles proceeds in the firing step. Moreover, oxidation resistance improves and the low resistance electrode is formed because the content rate of another metal atom is 20 mass% or less.
前記リン-錫含有銅合金粒子は、リンと錫とを含む銅合金であるが、他の原子をさらに含んでいてもよい。他の原子としては、例えば、Sb、Si、K、Na、Li、Ba、Sr、Ca、Mg、Be、Zn、Pb、Cd、Tl、V、Al、Zr、W、Mo、Ti、Ni、及びAu等を挙げることができる。
また前記リン-錫含有銅合金粒子に含まれる他の原子の含有率は、例えば、前記リン-錫含有銅合金粒子中に3質量%以下とすることができ、耐酸化性と低抵抗率の観点から、1質量%以下であることが好ましい。 The phosphorus-tin-containing copper alloy particles are a copper alloy containing phosphorus and tin, but may further contain other atoms. Examples of other atoms include Sb, Si, K, Na, Li, Ba, Sr, Ca, Mg, Be, Zn, Pb, Cd, Tl, V, Al, Zr, W, Mo, Ti, Ni, And Au.
The content of other atoms contained in the phosphorus-tin-containing copper alloy particles can be, for example, 3% by mass or less in the phosphorus-tin-containing copper alloy particles, and the oxidation resistance and low resistivity can be reduced. From the viewpoint, it is preferably 1% by mass or less.
また前記リン-錫含有銅合金粒子に含まれる他の原子の含有率は、例えば、前記リン-錫含有銅合金粒子中に3質量%以下とすることができ、耐酸化性と低抵抗率の観点から、1質量%以下であることが好ましい。 The phosphorus-tin-containing copper alloy particles are a copper alloy containing phosphorus and tin, but may further contain other atoms. Examples of other atoms include Sb, Si, K, Na, Li, Ba, Sr, Ca, Mg, Be, Zn, Pb, Cd, Tl, V, Al, Zr, W, Mo, Ti, Ni, And Au.
The content of other atoms contained in the phosphorus-tin-containing copper alloy particles can be, for example, 3% by mass or less in the phosphorus-tin-containing copper alloy particles, and the oxidation resistance and low resistivity can be reduced. From the viewpoint, it is preferably 1% by mass or less.
また本発明において、前記リン-錫含有銅合金粒子は、1種単独でも又は2種以上を組み合わせて用いてもよい。
In the present invention, the phosphorus-tin-containing copper alloy particles may be used singly or in combination of two or more.
前記リン-錫含有銅合金粒子の粒子径としては特に制限はないが、積算した重量が50%の場合における粒子径(以下、「D50%」と略記することがある)として、0.4μm~10μmであることが好ましく、1μm~7μmであることがより好ましい。0.4μm以上とすることで耐酸化性がより効果的に向上する。また10μm以下であることで電極中におけるリン-錫含有銅合金粒子同士の接触面積が大きくなり、抵抗率がより効果的に低下する。尚、リン-錫含有銅合金粒子の粒子径(D50%)は、マイクロトラック粒度分布測定装置(日機装社製、MT3300型)によって測定される。
また前記リン-錫含有銅合金粒子の形状としては特に制限はなく、略球状、扁平状、ブロック状、板状、及び鱗片状等のいずれであってもよいが、耐酸化性と低抵抗率の観点から、略球状、扁平状、または板状であることが好ましい。 The particle diameter of the phosphorus-tin-containing copper alloy particles is not particularly limited, but the particle diameter when the accumulated weight is 50% (hereinafter sometimes abbreviated as “D50%”) is 0.4 μm to The thickness is preferably 10 μm, more preferably 1 μm to 7 μm. When the thickness is 0.4 μm or more, the oxidation resistance is more effectively improved. When the thickness is 10 μm or less, the contact area between the phosphorus-tin-containing copper alloy particles in the electrode is increased, and the resistivity is more effectively reduced. The particle diameter (D50%) of the phosphorus-tin-containing copper alloy particles is measured with a microtrack particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
Further, the shape of the phosphorus-tin-containing copper alloy particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, but the oxidation resistance and the low resistivity. From this point of view, it is preferably substantially spherical, flat or plate-like.
また前記リン-錫含有銅合金粒子の形状としては特に制限はなく、略球状、扁平状、ブロック状、板状、及び鱗片状等のいずれであってもよいが、耐酸化性と低抵抗率の観点から、略球状、扁平状、または板状であることが好ましい。 The particle diameter of the phosphorus-tin-containing copper alloy particles is not particularly limited, but the particle diameter when the accumulated weight is 50% (hereinafter sometimes abbreviated as “D50%”) is 0.4 μm to The thickness is preferably 10 μm, more preferably 1 μm to 7 μm. When the thickness is 0.4 μm or more, the oxidation resistance is more effectively improved. When the thickness is 10 μm or less, the contact area between the phosphorus-tin-containing copper alloy particles in the electrode is increased, and the resistivity is more effectively reduced. The particle diameter (D50%) of the phosphorus-tin-containing copper alloy particles is measured with a microtrack particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
Further, the shape of the phosphorus-tin-containing copper alloy particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, but the oxidation resistance and the low resistivity. From this point of view, it is preferably substantially spherical, flat or plate-like.
電極用ペースト組成物におけるリン-錫含有銅合金粒子の含有率は特に制限されないが、耐酸化性、電極の低抵抗率化の観点から、電極用ペースト組成物中に70質量%以上94質量%以下であることが好ましく、74質量%以上88質量%以下であることがより好ましい。
The content of the phosphorus-tin-containing copper alloy particles in the electrode paste composition is not particularly limited, but from the viewpoint of oxidation resistance and low electrode resistivity, the electrode paste composition contains 70% by mass to 94% by mass. Or less, more preferably 74 mass% or more and 88 mass% or less.
リン-錫含有銅合金は、通常用いられる方法で製造することができる。また、リン-錫含有銅合金粒子は、所望のリン含有率及び錫含有率となるように調製したリン-錫含有銅合金を用いて、金属粉末を調製する通常の方法を用いて調製することができる。例えば、水アトマイズ法を用いて定法により製造することができる。尚、水アトマイズ法の詳細については金属便覧(丸善(株)出版事業部)等の記載を参照することができる。
具体的には、リン-錫含有銅合金を溶解し、これをノズル噴霧によって粉末化した後、得られた粉末を乾燥、分級することで、所望のリン-錫含有銅合金粒子を製造することができる。また、分級条件を適宜選択することで所望の粒子径を有するリン-錫含有銅合金粒子を製造することができる The phosphorus-tin-containing copper alloy can be produced by a commonly used method. Also, the phosphorus-tin-containing copper alloy particles should be prepared using a normal method of preparing metal powder using a phosphorus-tin-containing copper alloy prepared so as to have a desired phosphorus content and tin content. Can do. For example, it can be manufactured by a conventional method using a water atomizing method. For details of the water atomization method, the description of Metal Handbook (Maruzen Co., Ltd. Publishing Division) can be referred to.
Specifically, a desired phosphorus-tin-containing copper alloy particle is produced by dissolving a phosphorus-tin-containing copper alloy, pulverizing this by nozzle spraying, and drying and classifying the obtained powder. Can do. In addition, phosphorus-tin-containing copper alloy particles having a desired particle size can be produced by appropriately selecting the classification conditions.
具体的には、リン-錫含有銅合金を溶解し、これをノズル噴霧によって粉末化した後、得られた粉末を乾燥、分級することで、所望のリン-錫含有銅合金粒子を製造することができる。また、分級条件を適宜選択することで所望の粒子径を有するリン-錫含有銅合金粒子を製造することができる The phosphorus-tin-containing copper alloy can be produced by a commonly used method. Also, the phosphorus-tin-containing copper alloy particles should be prepared using a normal method of preparing metal powder using a phosphorus-tin-containing copper alloy prepared so as to have a desired phosphorus content and tin content. Can do. For example, it can be manufactured by a conventional method using a water atomizing method. For details of the water atomization method, the description of Metal Handbook (Maruzen Co., Ltd. Publishing Division) can be referred to.
Specifically, a desired phosphorus-tin-containing copper alloy particle is produced by dissolving a phosphorus-tin-containing copper alloy, pulverizing this by nozzle spraying, and drying and classifying the obtained powder. Can do. In addition, phosphorus-tin-containing copper alloy particles having a desired particle size can be produced by appropriately selecting the classification conditions.
(ガラス粒子)
本発明の電極用ペースト組成物は、ガラス粒子の少なくとも1種を含む。電極用ペースト組成物がガラス粒子を含むことにより、焼成時に電極部と基板との密着性が向上する。また。特に太陽電池受光面側の電極形成において、焼成時にいわゆるファイアースルーによって反射防止膜である窒化ケイ素膜が取り除かれ、電極とシリコン基板とのオーミックコンタクトが形成される。 (Glass particles)
The electrode paste composition of the present invention contains at least one kind of glass particles. When the electrode paste composition contains glass particles, the adhesion between the electrode portion and the substrate is improved during firing. Also. In particular, in forming the electrode on the light-receiving surface side of the solar cell, the silicon nitride film as the antireflection film is removed by so-called fire-through during firing, and an ohmic contact between the electrode and the silicon substrate is formed.
本発明の電極用ペースト組成物は、ガラス粒子の少なくとも1種を含む。電極用ペースト組成物がガラス粒子を含むことにより、焼成時に電極部と基板との密着性が向上する。また。特に太陽電池受光面側の電極形成において、焼成時にいわゆるファイアースルーによって反射防止膜である窒化ケイ素膜が取り除かれ、電極とシリコン基板とのオーミックコンタクトが形成される。 (Glass particles)
The electrode paste composition of the present invention contains at least one kind of glass particles. When the electrode paste composition contains glass particles, the adhesion between the electrode portion and the substrate is improved during firing. Also. In particular, in forming the electrode on the light-receiving surface side of the solar cell, the silicon nitride film as the antireflection film is removed by so-called fire-through during firing, and an ohmic contact between the electrode and the silicon substrate is formed.
前記ガラス粒子は、基板との密着性と電極の低抵抗率化の観点から、ガラス軟化点が650℃以下であって、結晶化開始温度が650℃を超えるガラスを含むガラス粒子であることが好ましい。
尚、前記ガラス軟化点は、熱機械分析装置(TMA)を用いて通常の方法によって測定され、また前記結晶化開始温度は、示差熱-熱重量分析装置(TG-DTA)を用いて通常の方法によって測定される。 The glass particles are glass particles containing glass having a glass softening point of 650 ° C. or lower and a crystallization start temperature exceeding 650 ° C. from the viewpoint of adhesion to the substrate and reduction in resistivity of the electrode. preferable.
The glass softening point is measured by a usual method using a thermomechanical analyzer (TMA), and the crystallization start temperature is measured using a differential heat-thermogravimetric analyzer (TG-DTA). Measured by method.
尚、前記ガラス軟化点は、熱機械分析装置(TMA)を用いて通常の方法によって測定され、また前記結晶化開始温度は、示差熱-熱重量分析装置(TG-DTA)を用いて通常の方法によって測定される。 The glass particles are glass particles containing glass having a glass softening point of 650 ° C. or lower and a crystallization start temperature exceeding 650 ° C. from the viewpoint of adhesion to the substrate and reduction in resistivity of the electrode. preferable.
The glass softening point is measured by a usual method using a thermomechanical analyzer (TMA), and the crystallization start temperature is measured using a differential heat-thermogravimetric analyzer (TG-DTA). Measured by method.
本発明の電極用ペースト組成物を太陽電池受光面側の電極として使用する場合は、前記ガラス粒子は、電極形成温度で軟化・溶融し、接触した窒化ケイ素膜を酸化し、酸化された二酸化ケイ素を取り込むことで、反射防止膜を除去可能なものであれば、当該技術分野において通常用いられるガラス粒子を特に制限なく用いることができる。
When the paste composition for an electrode of the present invention is used as an electrode on the light-receiving surface side of a solar cell, the glass particles are softened and melted at an electrode formation temperature to oxidize a contacted silicon nitride film, and oxidized silicon dioxide As long as the antireflection film can be removed by incorporating, glass particles usually used in the technical field can be used without particular limitation.
一般に電極用ペースト組成物に含まれるガラス粒子は、二酸化ケイ素を効率よく取り込み可能であることから鉛を含むガラスから構成される。このような鉛を含むガラスとしては、例えば、特許第03050064号公報等に記載のものを挙げることができ、本発明においてもこれらを好適に使用することができる。
また本発明においては、環境に対する影響を考慮すると、鉛を実質的に含まない鉛フリーガラスを用いることが好ましい。鉛フリーガラスとしては、例えば、特開2006-313744号公報の段落番号0024~0025に記載の鉛フリーガラスや、特開2009-188281号公報等に記載の鉛フリーガラスを挙げることができ、これらの鉛フリーガラスから適宜選択して本発明に適用することもまた好ましい。 Generally, the glass particles contained in the electrode paste composition are composed of glass containing lead because silicon dioxide can be efficiently taken up. Examples of such glass containing lead include those described in Japanese Patent No. 03050064, and these can also be suitably used in the present invention.
In the present invention, it is preferable to use lead-free glass that does not substantially contain lead in consideration of the influence on the environment. Examples of the lead-free glass include lead-free glass described in paragraph numbers 0024 to 0025 of JP-A-2006-313744 and lead-free glass described in JP-A-2009-188281. It is also preferable that the lead-free glass is appropriately selected and applied to the present invention.
また本発明においては、環境に対する影響を考慮すると、鉛を実質的に含まない鉛フリーガラスを用いることが好ましい。鉛フリーガラスとしては、例えば、特開2006-313744号公報の段落番号0024~0025に記載の鉛フリーガラスや、特開2009-188281号公報等に記載の鉛フリーガラスを挙げることができ、これらの鉛フリーガラスから適宜選択して本発明に適用することもまた好ましい。 Generally, the glass particles contained in the electrode paste composition are composed of glass containing lead because silicon dioxide can be efficiently taken up. Examples of such glass containing lead include those described in Japanese Patent No. 03050064, and these can also be suitably used in the present invention.
In the present invention, it is preferable to use lead-free glass that does not substantially contain lead in consideration of the influence on the environment. Examples of the lead-free glass include lead-free glass described in paragraph numbers 0024 to 0025 of JP-A-2006-313744 and lead-free glass described in JP-A-2009-188281. It is also preferable that the lead-free glass is appropriately selected and applied to the present invention.
また、本発明の電極用ペースト組成物を太陽電池受光面側の電極以外、例えば裏面取出し電極、バックコンタクト型太陽電池素子におけるスルーホール電極及び裏面電極として用いる場合には、ガラス軟化点が650℃以下であって、結晶化開始温度が650℃を超えるガラスを含むガラス粒子であれば、上記鉛のようなファイアースルーに必要な成分を含むことなく用いることができる。
In addition, when the electrode paste composition of the present invention is used as, for example, a back surface extraction electrode, a through-hole electrode or a back surface electrode in a back contact solar cell element other than the electrode on the light receiving surface side of the solar cell, the glass softening point is 650 ° C. If it is the following and it is a glass particle containing the glass whose crystallization start temperature exceeds 650 degreeC, it can use without including a component required for fire through like the said lead.
本発明の電極用ペースト組成物に用いられるガラス粒子を構成するガラス成分としては、二酸化ケイ素(SiO2)、酸化リン(P2O5)、酸化アルミニウム(Al2O3)、酸化ホウ素(B2O3)、酸化バナジウム(V2O5)、酸化カリウム(K2O)、酸化ビスマス(Bi2O3)、酸化ナトリウム(Na2O)、酸化リチウム(Li2O)、酸化バリウム(BaO)、酸化ストロンチウム(SrO)、酸化カルシウム(CaO)、酸化マグネシウム(MgO)、酸化ベリリウム(BeO)、酸化亜鉛(ZnO)、酸化鉛(PbO)、酸化カドミウム(CdO)、酸化スズ(SnO)、酸化ジルコニウム(ZrO2)、酸化タングステン(WO3)、酸化モリブデン(MoO3)、酸化ランタン(La2O3)、酸化ニオブ(Nb2O5)、酸化タンタル(Ta2O5)、酸化イットリウム(Y2O3)、酸化チタン(TiO2)、酸化ゲルマニウム(GeO2)、酸化テルル(TeO2)、酸化ルテチウム(Lu2O3)、酸化アンチモン(Sb2O3)、酸化銅(CuO)、酸化鉄(FeO)、酸化銀(AgO)及び酸化マンガン(MnO)が挙げられる。
As the glass component constituting the glass particles used in the electrode paste composition of the present invention, silicon dioxide (SiO 2), phosphorus oxide (P 2 O 5), aluminum oxide (Al 2 O 3), boron oxide (B 2 O 3 ), vanadium oxide (V 2 O 5 ), potassium oxide (K 2 O), bismuth oxide (Bi 2 O 3 ), sodium oxide (Na 2 O), lithium oxide (Li 2 O), barium oxide ( BaO), strontium oxide (SrO), calcium oxide (CaO), magnesium oxide (MgO), beryllium oxide (BeO), zinc oxide (ZnO), lead oxide (PbO), cadmium oxide (CdO), tin oxide (SnO) , zirconium oxide (ZrO 2), tungsten oxide (WO 3), molybdenum oxide (MoO 3), lanthanum oxide (La 2 3), niobium oxide (Nb 2 O 5), tantalum oxide (Ta 2 O 5), yttrium oxide (Y 2 O 3), titanium oxide (TiO 2), germanium oxide (GeO 2), tellurium oxide (TeO 2) , Lutetium oxide (Lu 2 O 3 ), antimony oxide (Sb 2 O 3 ), copper oxide (CuO), iron oxide (FeO), silver oxide (AgO), and manganese oxide (MnO).
中でもガラス成分として、SiO2、P2O5、Al2O3、B2O3、V2O5、Bi2O3、ZnO、及びPbOからなる群より選択される少なくとも1種を用いることが好ましく、SiO2、PbO、B2O3、Bi2O3及びAl2O3からなる群より選択される少なくとも1種を用いることがより好ましい。このようなガラス粒子の場合には、軟化点がより効果的に低下する。さらにリン-錫含有銅合金粒子及び必要に応じて含まれる銀粒子との濡れ性が向上するため、焼成過程での前記粒子間の焼結が進み、より抵抗率の低い電極を形成することができる。
Among them, as the glass component, at least one selected from the group consisting of SiO 2 , P 2 O 5 , Al 2 O 3 , B 2 O 3 , V 2 O 5 , Bi 2 O 3 , ZnO, and PbO is used. It is preferable to use at least one selected from the group consisting of SiO 2 , PbO, B 2 O 3 , Bi 2 O 3 and Al 2 O 3 . In the case of such glass particles, the softening point is more effectively lowered. Furthermore, since the wettability with the phosphorus-tin-containing copper alloy particles and the silver particles contained as necessary is improved, sintering between the particles proceeds in the firing process, and an electrode with lower resistivity can be formed. it can.
他方、低接触抵抗率の観点からは、五酸化二リンを含むガラス粒子(リン酸ガラス、P2O5系ガラス粒子)であることが好ましく、五酸化二リンに加えて五酸化二バナジウムを更に含むガラス粒子(P2O5-V2O5系ガラス粒子)であることがより好ましい。五酸化二バナジウムを更に含むことで、耐酸化性がより向上し、電極の抵抗率がより低下する。これは、例えば、五酸化二バナジウムを更に含むことでガラスの軟化点が低下することに起因すると考えることができる。五酸化二リン-五酸化二バナジウム系ガラス粒子(P2O5-V2O5系ガラス粒子)を用いる場合、五酸化二バナジウムの含有率としては、ガラスの全質量中に1質量%以上であることが好ましく、1質量%~70質量%であることがより好ましい。
On the other hand, from the viewpoint of low contact resistivity, glass particles containing phosphorous pentoxide (phosphate glass, P 2 O 5 glass particles) are preferable. In addition to diphosphorus pentoxide, divanadium pentoxide is used. Furthermore, it is more preferable to include glass particles (P 2 O 5 —V 2 O 5 glass particles). By further containing divanadium pentoxide, the oxidation resistance is further improved, and the resistivity of the electrode is further reduced. This can be attributed to, for example, that the softening point of the glass is lowered by further containing divanadium pentoxide. When diphosphorus pentoxide-divanadium pentoxide glass particles (P 2 O 5 —V 2 O 5 glass particles) are used, the content of divanadium pentoxide is 1% by mass or more based on the total mass of the glass. It is preferably 1% by mass to 70% by mass.
本発明におけるガラス粒子の粒子径としては特に制限はないが、積算した重量が50%である場合における粒子径(D50%)が、0.5μm以上10μm以下であることが好ましく、0.8μm以上8μm以下であることがより好ましく、1μm以上5μm以下であることがさらに好ましい。
0.5μm以上とすることで電極用ペースト組成物作製時の作業性が向上する。また10μm以下であることで、電極用ペースト組成物中に均一に分散し、焼成工程で効率よくファイアースルーを生じることができ、さらにシリコン基板との密着性も向上する。尚、ガラス粒子の粒子径(D50%)は、マイクロトラック粒度分布測定装置(日機装社製、MT3300型)によって測定される。
また前記ガラス粒子の形状としては特に制限はなく、略球状、扁平状、ブロック状、板状、及び鱗片状等のいずれであってもよいが、耐酸化性と低抵抗率の観点から、略球状、扁平状、または板状であることが好ましい。 The particle diameter of the glass particles in the present invention is not particularly limited, but the particle diameter (D50%) when the integrated weight is 50% is preferably 0.5 μm or more and 10 μm or less, and 0.8 μm or more. It is more preferably 8 μm or less, and further preferably 1 μm or more and 5 μm or less.
When the thickness is 0.5 μm or more, workability at the time of preparing the electrode paste composition is improved. Moreover, when it is 10 μm or less, it can be uniformly dispersed in the electrode paste composition, fire-through can be efficiently generated in the firing step, and adhesion to the silicon substrate is also improved. The particle size (D50%) of the glass particles is measured with a Microtrac particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
Further, the shape of the glass particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, from the viewpoint of oxidation resistance and low resistivity. A spherical shape, a flat shape, or a plate shape is preferable.
0.5μm以上とすることで電極用ペースト組成物作製時の作業性が向上する。また10μm以下であることで、電極用ペースト組成物中に均一に分散し、焼成工程で効率よくファイアースルーを生じることができ、さらにシリコン基板との密着性も向上する。尚、ガラス粒子の粒子径(D50%)は、マイクロトラック粒度分布測定装置(日機装社製、MT3300型)によって測定される。
また前記ガラス粒子の形状としては特に制限はなく、略球状、扁平状、ブロック状、板状、及び鱗片状等のいずれであってもよいが、耐酸化性と低抵抗率の観点から、略球状、扁平状、または板状であることが好ましい。 The particle diameter of the glass particles in the present invention is not particularly limited, but the particle diameter (D50%) when the integrated weight is 50% is preferably 0.5 μm or more and 10 μm or less, and 0.8 μm or more. It is more preferably 8 μm or less, and further preferably 1 μm or more and 5 μm or less.
When the thickness is 0.5 μm or more, workability at the time of preparing the electrode paste composition is improved. Moreover, when it is 10 μm or less, it can be uniformly dispersed in the electrode paste composition, fire-through can be efficiently generated in the firing step, and adhesion to the silicon substrate is also improved. The particle size (D50%) of the glass particles is measured with a Microtrac particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
Further, the shape of the glass particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, from the viewpoint of oxidation resistance and low resistivity. A spherical shape, a flat shape, or a plate shape is preferable.
前記ガラス粒子の含有率としては電極用ペースト組成物の全質量中に0.1質量%~10質量%であることが好ましく、0.5質量%~8質量%であることがより好ましく、1質量%~8質量%であることがさらに好ましい。かかる範囲の含有率でガラス粒子を含むことで、より効果的に耐酸化性、電極の低抵抗率化、及び低接触抵抗化が達成され、また前記リン-錫含有銅合金粒子に含まれるリン、錫及び銅の反応を促進させることができる。
The content of the glass particles is preferably 0.1% by mass to 10% by mass, more preferably 0.5% by mass to 8% by mass, based on the total mass of the electrode paste composition. More preferably, the content is 8% by mass to 8% by mass. By including glass particles in such a content ratio, oxidation resistance, lower electrode resistivity, and lower contact resistance can be achieved more effectively, and phosphorus contained in the phosphorus-tin-containing copper alloy particles can be achieved. The reaction of tin and copper can be promoted.
(溶剤及び樹脂)
本発明の電極用ペースト組成物は、溶剤の少なくとも1種と樹脂の少なくとも1種とを含む。これにより本発明の電極用ペースト組成物の液物性(例えば、粘度、表面張力等)を、シリコン基板等に付与する際の付与方法に応じて必要とされる液物性に調整することができる。 (Solvent and resin)
The electrode paste composition of the present invention contains at least one solvent and at least one resin. Thereby, the liquid physical property (for example, a viscosity, surface tension, etc.) of the paste composition for electrodes of this invention can be adjusted to the required liquid physical property according to the provision method at the time of providing to a silicon substrate etc.
本発明の電極用ペースト組成物は、溶剤の少なくとも1種と樹脂の少なくとも1種とを含む。これにより本発明の電極用ペースト組成物の液物性(例えば、粘度、表面張力等)を、シリコン基板等に付与する際の付与方法に応じて必要とされる液物性に調整することができる。 (Solvent and resin)
The electrode paste composition of the present invention contains at least one solvent and at least one resin. Thereby, the liquid physical property (for example, a viscosity, surface tension, etc.) of the paste composition for electrodes of this invention can be adjusted to the required liquid physical property according to the provision method at the time of providing to a silicon substrate etc.
前記溶剤としては特に制限はない。例えば、ヘキサン、シクロヘキサン、トルエンなどの炭化水素系溶剤;ジクロロエチレン、ジクロロエタン、ジクロロベンゼンなどの塩素化炭化水素系溶剤;テトラヒドロフラン、フラン、テトラヒドロピラン、ピラン、ジオキサン、1,3-ジオキソラン、トリオキサンなどの環状エーテル系溶剤;N,N-ジメチルホルムアミド、N,N-ジメチルアセトアミドなどのアミド系溶剤;ジメチルスルホキシド、ジエチルスルホキシドなどのスルホキシド系溶剤;アセトン、メチルエチルケトン、ジエチルケトン、シクロヘキサノンなどのケトン系溶剤;エタノール、2-プロパノール、1-ブタノール、ジアセトンアルコールなどのアルコール系化合物;2,2,4-トリメチル-1,3-ペンタンジオールモノアセテート、2,2,4-トリメチル-1,3-ペンタンジオールモノプロピオレート、2,2,4-トリメチル-1,3-ペンタンジオールモノブチレート、2,2,4-トリメチル-1,3-ペンタンジオールモノイソブチレート、2,2,4-トリエチル-1,3-ペンタンジオールモノアセテート、エチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノブチルエーテルアセテートなどの多価アルコールのエステル系溶剤;ブチルセロソルブ、ジエチレングリコールモノブチルエーテル、ジエチレングリコールジエチルエーテルなとの多価アルコールのエーテル系溶剤;α-テルピネン、α-テルピネオール、ミルセン、アロオシメン、リモネン、ジペンテン、α-ピネン、β-ピネン、ターピネオール、カルボン、オシメン、フェランドレンなどのテルペン系溶剤、及びこれらの混合物が挙げられる。
The solvent is not particularly limited. For example, hydrocarbon solvents such as hexane, cyclohexane and toluene; chlorinated hydrocarbon solvents such as dichloroethylene, dichloroethane and dichlorobenzene; cyclics such as tetrahydrofuran, furan, tetrahydropyran, pyran, dioxane, 1,3-dioxolane and trioxane Ether solvents; amide solvents such as N, N-dimethylformamide and N, N-dimethylacetamide; sulfoxide solvents such as dimethyl sulfoxide and diethyl sulfoxide; ketone solvents such as acetone, methyl ethyl ketone, diethyl ketone and cyclohexanone; ethanol; Alcohol compounds such as 2-propanol, 1-butanol and diacetone alcohol; 2,2,4-trimethyl-1,3-pentanediol monoacetate, 2,2,4- Limethyl-1,3-pentanediol monopropiolate, 2,2,4-trimethyl-1,3-pentanediol monobutyrate, 2,2,4-trimethyl-1,3-pentanediol monoisobutyrate, Ester solvents of polyhydric alcohols such as 2,2,4-triethyl-1,3-pentanediol monoacetate, ethylene glycol monobutyl ether acetate, diethylene glycol monobutyl ether acetate; butyl cellosolve, diethylene glycol monobutyl ether, diethylene glycol diethyl ether Dihydric alcohol ether solvents: α-terpinene, α-terpineol, myrcene, alloocimene, limonene, dipentene, α-pinene, β-pinene, terpineol, carvone, osimene, ferrand And terpene solvents such as len and mixtures thereof.
本発明における前記溶剤としては、電極用ペースト組成物をシリコン基板に形成する際の塗布性、印刷性の観点から、多価アルコールのエステル系溶剤、テルペン系溶剤、及び多価アルコールのエーテル系溶剤から選ばれる少なくとも1種であることが好ましく、多価アルコールのエステル系溶剤及びテルペン系溶剤から選ばれる少なくとも1種であることがより好ましい。
また本発明において前記溶剤は1種単独でも、2種以上を組み合わせて用いてもよい。 As the solvent in the present invention, a polyhydric alcohol ester solvent, a terpene solvent, and a polyhydric alcohol ether solvent from the viewpoints of coatability and printability when the electrode paste composition is formed on a silicon substrate. Is preferably at least one selected from the group consisting of polyhydric alcohol ester solvents and terpene solvents.
In the present invention, the solvents may be used singly or in combination of two or more.
また本発明において前記溶剤は1種単独でも、2種以上を組み合わせて用いてもよい。 As the solvent in the present invention, a polyhydric alcohol ester solvent, a terpene solvent, and a polyhydric alcohol ether solvent from the viewpoints of coatability and printability when the electrode paste composition is formed on a silicon substrate. Is preferably at least one selected from the group consisting of polyhydric alcohol ester solvents and terpene solvents.
In the present invention, the solvents may be used singly or in combination of two or more.
また前記樹脂としては焼成によって熱分解されうる樹脂であれば、当該技術分野において通常用いられる樹脂を特に制限なく用いることができる。具体的には例えば、メチルセルロース、エチルセルロース、カルボキシメチルセルロース、ニトロセルロースなどのセルロース系樹脂;ポリビニルアルコール類;ポリビニルピロリドン類;アクリル樹脂;酢酸ビニル-アクリル酸エステル共重合体;ポリビニルブチラール等のブチラール樹脂;フェノール変性アルキド樹脂、ひまし油脂肪酸変性アルキド樹脂のようなアルキド樹脂;エポキシ樹脂;フェノール樹脂;ロジンエステル樹脂等を挙げることができる。
In addition, as the resin, any resin that is usually used in the technical field can be used as long as it can be thermally decomposed by firing. Specifically, for example, cellulose resins such as methyl cellulose, ethyl cellulose, carboxymethyl cellulose, and nitrocellulose; polyvinyl alcohols; polyvinyl pyrrolidones; acrylic resins; vinyl acetate-acrylic acid ester copolymers; butyral resins such as polyvinyl butyral; phenol Examples thereof include alkyd resins such as modified alkyd resins and castor oil fatty acid modified alkyd resins; epoxy resins; phenol resins; rosin ester resins.
本発明における前記樹脂としては、焼成時における消失性の観点から、セルロース系樹脂、及びアクリル樹脂から選ばれる少なくとも1種であることが好ましい。
また本発明において前記樹脂は1種単独でも、2種以上を組み合わせて用いてもよい。 The resin in the present invention is preferably at least one selected from a cellulose resin and an acrylic resin from the viewpoint of disappearance at the time of firing.
In the present invention, the resins may be used alone or in combination of two or more.
また本発明において前記樹脂は1種単独でも、2種以上を組み合わせて用いてもよい。 The resin in the present invention is preferably at least one selected from a cellulose resin and an acrylic resin from the viewpoint of disappearance at the time of firing.
In the present invention, the resins may be used alone or in combination of two or more.
また本発明における前記樹脂の重量平均分子量は特に制限されない。中でも重量平均分子量は5000以上500000以上が好ましく、10000以上300000以下であることがより好ましい。前記樹脂の重量平均分子量が5000以上であると、電極用ペースト組成物の粘度が増加することを抑制できる。これは例えばリン-錫含有銅合金粒子に吸着させたときの立体的な反発作用が不足し、粒子同士が凝集してしまうためと考えることができる。一方、樹脂の重量平均分子量が500000以下であると、樹脂同士が溶剤中で凝集することが抑制され、電極用ペースト組成物の粘度が増加することを抑制できる。
またこれに加え樹脂の重量平均分子量が500000以下であると、樹脂の燃焼温度が高くなることが抑制され、電極用ペースト組成物を焼成する際に樹脂が完全に燃焼されず異物として残存することが抑制され、電極をより低抵抗に構成することができる。 Moreover, the weight average molecular weight of the resin in the present invention is not particularly limited. Among these, the weight average molecular weight is preferably from 5,000 to 500,000, and more preferably from 10,000 to 300,000. It can suppress that the viscosity of the paste composition for electrodes increases that the weight average molecular weight of the said resin is 5000 or more. This can be considered to be because, for example, the three-dimensional repulsive action when adsorbed on phosphorus-tin-containing copper alloy particles is insufficient, and the particles aggregate. On the other hand, when the weight average molecular weight of the resin is 500000 or less, aggregation of the resins in the solvent is suppressed, and increase in the viscosity of the electrode paste composition can be suppressed.
In addition, if the weight average molecular weight of the resin is 500,000 or less, it is suppressed that the resin combustion temperature becomes high, and the resin is not completely burned when the electrode paste composition is fired, and remains as a foreign substance. Is suppressed, and the electrode can be configured to have a lower resistance.
またこれに加え樹脂の重量平均分子量が500000以下であると、樹脂の燃焼温度が高くなることが抑制され、電極用ペースト組成物を焼成する際に樹脂が完全に燃焼されず異物として残存することが抑制され、電極をより低抵抗に構成することができる。 Moreover, the weight average molecular weight of the resin in the present invention is not particularly limited. Among these, the weight average molecular weight is preferably from 5,000 to 500,000, and more preferably from 10,000 to 300,000. It can suppress that the viscosity of the paste composition for electrodes increases that the weight average molecular weight of the said resin is 5000 or more. This can be considered to be because, for example, the three-dimensional repulsive action when adsorbed on phosphorus-tin-containing copper alloy particles is insufficient, and the particles aggregate. On the other hand, when the weight average molecular weight of the resin is 500000 or less, aggregation of the resins in the solvent is suppressed, and increase in the viscosity of the electrode paste composition can be suppressed.
In addition, if the weight average molecular weight of the resin is 500,000 or less, it is suppressed that the resin combustion temperature becomes high, and the resin is not completely burned when the electrode paste composition is fired, and remains as a foreign substance. Is suppressed, and the electrode can be configured to have a lower resistance.
本発明の電極用ペースト組成物において、前記溶剤と前記樹脂の含有率は、所望の液物性と使用する溶剤及び樹脂の種類に応じて適宜選択することができる。例えば、溶剤と樹脂の総含有率が、電極用ペースト組成物の全質量中に3質量%以上29.9質量%以下であることが好ましく、5質量%以上25質量%以下であることがより好ましく、7質量%以上20質量%以下であることがさらに好ましい。
溶剤と樹脂の総含有率が前記範囲内であることにより、電極用ペースト組成物をシリコン基板に付与する際の付与適性が良好になり、所望の幅及び高さを有する電極をより容易に形成することができる。 In the electrode paste composition of the present invention, the content of the solvent and the resin can be appropriately selected according to the desired liquid properties and the type of solvent and resin used. For example, the total content of the solvent and the resin is preferably 3% by mass or more and 29.9% by mass or less, and more preferably 5% by mass or more and 25% by mass or less, based on the total mass of the electrode paste composition. Preferably, it is 7 mass% or more and 20 mass% or less.
When the total content of the solvent and the resin is within the above range, the application suitability when applying the electrode paste composition to the silicon substrate is improved, and an electrode having a desired width and height is more easily formed. can do.
溶剤と樹脂の総含有率が前記範囲内であることにより、電極用ペースト組成物をシリコン基板に付与する際の付与適性が良好になり、所望の幅及び高さを有する電極をより容易に形成することができる。 In the electrode paste composition of the present invention, the content of the solvent and the resin can be appropriately selected according to the desired liquid properties and the type of solvent and resin used. For example, the total content of the solvent and the resin is preferably 3% by mass or more and 29.9% by mass or less, and more preferably 5% by mass or more and 25% by mass or less, based on the total mass of the electrode paste composition. Preferably, it is 7 mass% or more and 20 mass% or less.
When the total content of the solvent and the resin is within the above range, the application suitability when applying the electrode paste composition to the silicon substrate is improved, and an electrode having a desired width and height is more easily formed. can do.
さらに本発明の電極用ペースト組成物においては、耐酸化性と電極の低抵抗率の観点から、リン-錫含有銅合金粒子の含有率が70質量%以上94質量%以下であり、ガラス粒子の含有率が0.1質量%以上10質量%以下であり、溶剤及び樹脂の総含有率が3質量%以上29.9質量%以下であることが好ましく、リン-錫含有銅合金粒子の含有率が74質量%以上88質量%以下であり、ガラス粒子の含有率が0.5質量%以上8質量%以下であり、溶剤及び樹脂の総含有率が7質量%以上20質量%以下であることがより好ましく、リン-錫含有銅合金粒子の含有率が74質量%以上88質量%以下であり、ガラス粒子の含有率が1質量%以上8質量%以下であり、溶剤及び樹脂の総含有率が7質量%以上20質量%以下であることがさらに好ましい。
Furthermore, in the electrode paste composition of the present invention, the content of the phosphorus-tin-containing copper alloy particles is 70% by mass or more and 94% by mass or less from the viewpoint of oxidation resistance and the low resistivity of the electrode. The content is preferably 0.1% by mass or more and 10% by mass or less, and the total content of the solvent and the resin is preferably 3% by mass or more and 29.9% by mass or less. The content of the phosphorus-tin-containing copper alloy particles Is 74 mass% or more and 88 mass% or less, the glass particle content is 0.5 mass% or more and 8 mass% or less, and the total content of solvent and resin is 7 mass% or more and 20 mass% or less. More preferably, the content of the phosphorus-tin-containing copper alloy particles is 74% by mass or more and 88% by mass or less, the content of the glass particles is 1% by mass or more and 8% by mass or less, and the total content of the solvent and the resin 7 mass% or more and 20 mass% or less A further preferred.
(銀粒子)
本発明の電極用ペースト組成物は、銀粒子を更に含むことが好ましい。銀粒子を含むことで耐酸化性がより向上し、電極としての抵抗率がより低下する。また、前記リン-錫含有銅合金粒子の反応によって生成したSn-P-Oガラス相の中にAg粒子が析出することで、電極層の中のCu-Sn合金相とシリコン基板間のオーミックコンタクト性がより向上する。さらに太陽電池モジュールとした場合のはんだ接続性が向上するという効果も得られる。 (Silver particles)
The electrode paste composition of the present invention preferably further contains silver particles. By containing silver particles, the oxidation resistance is further improved, and the resistivity as an electrode is further reduced. Further, the Ag particles are precipitated in the Sn—PO glass phase formed by the reaction of the phosphorus-tin-containing copper alloy particles, so that the ohmic contact between the Cu—Sn alloy phase in the electrode layer and the silicon substrate is achieved. More improved. Furthermore, the effect that the solder connection property at the time of setting it as a solar cell module improves is also acquired.
本発明の電極用ペースト組成物は、銀粒子を更に含むことが好ましい。銀粒子を含むことで耐酸化性がより向上し、電極としての抵抗率がより低下する。また、前記リン-錫含有銅合金粒子の反応によって生成したSn-P-Oガラス相の中にAg粒子が析出することで、電極層の中のCu-Sn合金相とシリコン基板間のオーミックコンタクト性がより向上する。さらに太陽電池モジュールとした場合のはんだ接続性が向上するという効果も得られる。 (Silver particles)
The electrode paste composition of the present invention preferably further contains silver particles. By containing silver particles, the oxidation resistance is further improved, and the resistivity as an electrode is further reduced. Further, the Ag particles are precipitated in the Sn—PO glass phase formed by the reaction of the phosphorus-tin-containing copper alloy particles, so that the ohmic contact between the Cu—Sn alloy phase in the electrode layer and the silicon substrate is achieved. More improved. Furthermore, the effect that the solder connection property at the time of setting it as a solar cell module improves is also acquired.
前記銀粒子を構成する銀は、不可避的に混入する他の原子を含んでいてもよい。不可避的に混入する他の原子としては、例えば、Sb、Si、K、Na、Li、Ba、Sr、Ca、Mg、Be、Zn、Pb、Cd、Tl、V、Sn、Al、Zr、W、Mo、Ti、Co、Ni、及びAu等を挙げることができる。
また前記銀粒子に含まれる他の原子の含有率は、例えば銀粒子中に3質量%以下とすることができ、融点及び電極の低抵抗率化の観点から、1質量%以下であることが好ましい。 The silver which comprises the said silver particle may contain the other atom mixed unavoidable. As other atoms inevitably mixed, for example, Sb, Si, K, Na, Li, Ba, Sr, Ca, Mg, Be, Zn, Pb, Cd, Tl, V, Sn, Al, Zr, W , Mo, Ti, Co, Ni, Au, and the like.
Moreover, the content rate of the other atom contained in the said silver particle can be 3 mass% or less in a silver particle, for example, and it is 1 mass% or less from a viewpoint of melting | fusing point and the low resistivity of an electrode. preferable.
また前記銀粒子に含まれる他の原子の含有率は、例えば銀粒子中に3質量%以下とすることができ、融点及び電極の低抵抗率化の観点から、1質量%以下であることが好ましい。 The silver which comprises the said silver particle may contain the other atom mixed unavoidable. As other atoms inevitably mixed, for example, Sb, Si, K, Na, Li, Ba, Sr, Ca, Mg, Be, Zn, Pb, Cd, Tl, V, Sn, Al, Zr, W , Mo, Ti, Co, Ni, Au, and the like.
Moreover, the content rate of the other atom contained in the said silver particle can be 3 mass% or less in a silver particle, for example, and it is 1 mass% or less from a viewpoint of melting | fusing point and the low resistivity of an electrode. preferable.
本発明における銀粒子の粒子径としては特に制限はないが、積算した重量が50%である場合における粒子径(D50%)が、0.4μm以上10μm以下であることが好ましく、1μm以上7μm以下であることがより好ましい。0.4μm以上とすることでより効果的に耐酸化性が向上する。また10μm以下であることで電極中における銀粒子とリン-錫含有銅合金粒子との接触面積が大きくなり、抵抗率がより効果的に低下する。
尚、銀粒子の粒子径(D50%)は、マイクロトラック粒度分布測定装置(日機装社製、MT3300型)によって測定される。
また前記銀粒子の形状としては特に制限はなく、略球状、扁平状、ブロック状、板状、及び鱗片状等のいずれであってもよいが、耐酸化性と低抵抗率の観点から、略球状、扁平状、または板状であることが好ましい。 The particle diameter of the silver particles in the present invention is not particularly limited, but the particle diameter (D50%) when the accumulated weight is 50% is preferably 0.4 μm or more and 10 μm or less, and 1 μm or more and 7 μm or less. It is more preferable that When the thickness is 0.4 μm or more, the oxidation resistance is more effectively improved. When the thickness is 10 μm or less, the contact area between the silver particles and the phosphorus-tin-containing copper alloy particles in the electrode is increased, and the resistivity is more effectively reduced.
The particle diameter (D50%) of the silver particles is measured by a microtrack particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
Further, the shape of the silver particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, from the viewpoint of oxidation resistance and low resistivity. A spherical shape, a flat shape, or a plate shape is preferable.
尚、銀粒子の粒子径(D50%)は、マイクロトラック粒度分布測定装置(日機装社製、MT3300型)によって測定される。
また前記銀粒子の形状としては特に制限はなく、略球状、扁平状、ブロック状、板状、及び鱗片状等のいずれであってもよいが、耐酸化性と低抵抗率の観点から、略球状、扁平状、または板状であることが好ましい。 The particle diameter of the silver particles in the present invention is not particularly limited, but the particle diameter (D50%) when the accumulated weight is 50% is preferably 0.4 μm or more and 10 μm or less, and 1 μm or more and 7 μm or less. It is more preferable that When the thickness is 0.4 μm or more, the oxidation resistance is more effectively improved. When the thickness is 10 μm or less, the contact area between the silver particles and the phosphorus-tin-containing copper alloy particles in the electrode is increased, and the resistivity is more effectively reduced.
The particle diameter (D50%) of the silver particles is measured by a microtrack particle size distribution measuring device (manufactured by Nikkiso Co., Ltd., MT3300 type).
Further, the shape of the silver particles is not particularly limited, and may be any of a substantially spherical shape, a flat shape, a block shape, a plate shape, a scale shape, and the like, from the viewpoint of oxidation resistance and low resistivity. A spherical shape, a flat shape, or a plate shape is preferable.
また本発明の電極用ペースト組成物が銀粒子を含む場合、銀粒子の含有率としては、前記リン-錫含有銅合金粒子と前記錫含有粒子及び前記銀粒子の総含有率を100質量%としたときの銀粒子の含有率が0.1質量%以上10質量%以下であることが好ましく、0.5質量%以上8質量%以下であることがより好ましい。
When the electrode paste composition of the present invention contains silver particles, the content of silver particles is 100% by mass as the total content of the phosphorus-tin-containing copper alloy particles, the tin-containing particles, and the silver particles. The content of the silver particles is preferably 0.1% by mass or more and 10% by mass or less, and more preferably 0.5% by mass or more and 8% by mass or less.
また本発明の電極用ペースト組成物においては、耐酸化性、電極の低抵抗率化、シリコン基板への塗布性の観点から、電極用ペースト組成物は、リン-錫含有銅合金粒子及び銀粒子の総含有率が70質量%以上94質量%以下であることが好ましく、74質量%以上88質量%以下であることがより好ましい。リン-錫含有銅合金粒子及び銀粒子の総含有率が70質量%以上であることで、電極用ペースト組成物を付与する際に好適な粘度を容易に達成することができる。またリン-錫含有銅合金粒子及び銀粒子の総含有率が94質量%以下であることで、電極用ペースト組成物を付与する際のかすれの発生をより効果的に抑制することができる。
In addition, in the electrode paste composition of the present invention, from the viewpoint of oxidation resistance, electrode resistivity reduction, and coating properties on a silicon substrate, the electrode paste composition is composed of phosphorus-tin-containing copper alloy particles and silver particles. The total content of is preferably 70% by mass or more and 94% by mass or less, and more preferably 74% by mass or more and 88% by mass or less. When the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 70% by mass or more, a suitable viscosity can be easily achieved when the electrode paste composition is applied. Further, when the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 94% by mass or less, it is possible to more effectively suppress the occurrence of blurring when the electrode paste composition is applied.
さらに本発明の電極用ペースト組成物が銀粒子を更に含む場合においては、耐酸化性と電極の低抵抗率の観点から、リン-錫含有銅合金粒子及び銀粒子の総含有率が70質量%以上94質量%以下であり、ガラス粒子の含有率が0.1質量%以上10質量%以下であり、溶剤及び樹脂の総含有率が3質量%以上29.9質量%以下であることが好ましく、リン-錫含有銅合金粒子及び銀粒子の総含有率が74質量%以上88質量%以下であり、ガラス粒子の含有率が0.5質量%以上8質量%以下であり、溶剤及び樹脂の総含有率が7質量%以上20質量%以下であることがより好ましく、リン-錫含有銅合金粒子及び銀粒子の総含有率が74質量%以上88質量%以下であって、ガラス粒子の含有率が1質量%以上8質量%以下であって、溶剤及び樹脂の総含有率が7質量%以上20質量%以下であることがさらに好ましい。
Further, when the electrode paste composition of the present invention further contains silver particles, the total content of the phosphorus-tin-containing copper alloy particles and silver particles is 70% by mass from the viewpoint of oxidation resistance and low resistivity of the electrode. It is preferably 94% by mass or less, the glass particle content is 0.1% by mass or more and 10% by mass or less, and the total content of solvent and resin is preferably 3% by mass or more and 29.9% by mass or less. The total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 74 to 88% by mass, the glass particle content is 0.5 to 8% by mass, and the solvent and the resin The total content is more preferably 7% by mass or more and 20% by mass or less, and the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 74% by mass or more and 88% by mass or less, The rate is 1 mass% or more and 8 mass% or less, It is more preferable that the total content of the solvent and the resin is 20 mass% or less 7 mass% or more.
(フラックス)
電極用ペースト組成物は、フラックスの少なくとも1種をさらに含むことができる。フラックスを含むことでリン-錫含有銅合金粒子の表面に形成された酸化膜を除去し、焼成中のリン-錫含有銅合金粒子の還元反応を促進させることができる。また焼成中の錫含有粒子の溶融も進むためリン-錫含有銅合金粒子との反応が進み、結果として耐酸化性がより向上し、形成される電極の抵抗率がより低下する。さらに電極材とシリコン基板の密着性が向上するという効果も得られる。 (flux)
The electrode paste composition may further include at least one flux. By containing the flux, the oxide film formed on the surface of the phosphorus-tin-containing copper alloy particles can be removed, and the reduction reaction of the phosphorus-tin-containing copper alloy particles during firing can be promoted. Further, since the melting of the tin-containing particles during firing proceeds, the reaction with the phosphorus-tin-containing copper alloy particles proceeds, and as a result, the oxidation resistance is further improved and the resistivity of the formed electrode is further decreased. Furthermore, the effect that the adhesiveness of an electrode material and a silicon substrate improves is also acquired.
電極用ペースト組成物は、フラックスの少なくとも1種をさらに含むことができる。フラックスを含むことでリン-錫含有銅合金粒子の表面に形成された酸化膜を除去し、焼成中のリン-錫含有銅合金粒子の還元反応を促進させることができる。また焼成中の錫含有粒子の溶融も進むためリン-錫含有銅合金粒子との反応が進み、結果として耐酸化性がより向上し、形成される電極の抵抗率がより低下する。さらに電極材とシリコン基板の密着性が向上するという効果も得られる。 (flux)
The electrode paste composition may further include at least one flux. By containing the flux, the oxide film formed on the surface of the phosphorus-tin-containing copper alloy particles can be removed, and the reduction reaction of the phosphorus-tin-containing copper alloy particles during firing can be promoted. Further, since the melting of the tin-containing particles during firing proceeds, the reaction with the phosphorus-tin-containing copper alloy particles proceeds, and as a result, the oxidation resistance is further improved and the resistivity of the formed electrode is further decreased. Furthermore, the effect that the adhesiveness of an electrode material and a silicon substrate improves is also acquired.
本発明におけるフラックスとしては、リン-錫含有銅合金粒子の表面に形成された酸化膜を除去可能で、錫含有粒子の溶融を促進するものであれば特に制限はない。具体的には例えば、脂肪酸、ホウ酸化合物、フッ化化合物、及びホウフッ化化合物等を好ましいフラックスとして挙げることができる。
The flux in the present invention is not particularly limited as long as it can remove the oxide film formed on the surface of the phosphorus-tin-containing copper alloy particles and promote the melting of the tin-containing particles. Specifically, for example, fatty acids, boric acid compounds, fluorinated compounds, borofluorinated compounds and the like can be mentioned as preferred fluxes.
フラックスとしてより具体的には、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ソルビン酸、ステアロール酸、プロピオン酸、酸化ホウ素、ホウ酸カリウム、ホウ酸ナトリウム、ホウ酸リチウム、ホウフッ化カリウム、ホウフッ化ナトリウム、ホウフッ化リチウム、酸性フッ化カリウム、酸性フッ化ナトリウム、酸性フッ化リチウム、フッ化カリウム、フッ化ナトリウム、フッ化リチウム等が挙げられる。
中でも、電極材焼成時の耐熱性(フラックスが焼成の低温時に揮発しない特性)及びリン-錫含有銅合金粒子の耐酸化性補完の観点から、ホウ酸カリウム及びホウフッ化カリウムが特に好ましいフラックスとして挙げられる。
本発明においてこれらのフラックスは、それぞれ1種単独で使用してもよく、2種類以上を組み合わせて使用することもできる。 More specifically, the flux includes lauric acid, myristic acid, palmitic acid, stearic acid, sorbic acid, stearic acid, propionic acid, boron oxide, potassium borate, sodium borate, lithium borate, potassium borofluoride, borofluoride. Sodium fluoride, lithium borofluoride, acidic potassium fluoride, acidic sodium fluoride, acidic lithium fluoride, potassium fluoride, sodium fluoride, lithium fluoride and the like can be mentioned.
Of these, potassium borate and potassium borofluoride are particularly preferable fluxes from the viewpoint of heat resistance during electrode material firing (the property that the flux does not volatilize at low temperatures during firing) and supplementing the oxidation resistance of the phosphorus-tin-containing copper alloy particles. It is done.
In the present invention, each of these fluxes may be used alone or in combination of two or more.
中でも、電極材焼成時の耐熱性(フラックスが焼成の低温時に揮発しない特性)及びリン-錫含有銅合金粒子の耐酸化性補完の観点から、ホウ酸カリウム及びホウフッ化カリウムが特に好ましいフラックスとして挙げられる。
本発明においてこれらのフラックスは、それぞれ1種単独で使用してもよく、2種類以上を組み合わせて使用することもできる。 More specifically, the flux includes lauric acid, myristic acid, palmitic acid, stearic acid, sorbic acid, stearic acid, propionic acid, boron oxide, potassium borate, sodium borate, lithium borate, potassium borofluoride, borofluoride. Sodium fluoride, lithium borofluoride, acidic potassium fluoride, acidic sodium fluoride, acidic lithium fluoride, potassium fluoride, sodium fluoride, lithium fluoride and the like can be mentioned.
Of these, potassium borate and potassium borofluoride are particularly preferable fluxes from the viewpoint of heat resistance during electrode material firing (the property that the flux does not volatilize at low temperatures during firing) and supplementing the oxidation resistance of the phosphorus-tin-containing copper alloy particles. It is done.
In the present invention, each of these fluxes may be used alone or in combination of two or more.
本発明の電極用ペースト組成物がフラックスを含む場合におけるフラックスの含有率としては、リン-錫含有銅合金粒子の耐酸化性を効果的に発現させ、錫含有粒子の溶融を促進させる観点及び電極材の焼成完了時にフラックスが除去された部分の空隙率低減の観点から、電極用ペースト組成物の全質量中に、0.1質量%~5質量%であることが好ましく、0.3質量%~4質量%であることがより好ましく、0.5質量%~3.5質量%であることがさらに好ましく、0.7~3質量%であることが特に好ましく、1質量%~2.5質量%であることが極めて好ましい。
In the case where the electrode paste composition of the present invention contains a flux, the flux content is such that the oxidation resistance of the phosphorus-tin-containing copper alloy particles is effectively expressed and the melting of the tin-containing particles is promoted and the electrode From the viewpoint of reducing the porosity of the part from which the flux has been removed when the firing of the material is completed, it is preferably 0.1% by mass to 5% by mass, and 0.3% by mass in the total mass of the electrode paste composition Is more preferably 4 to 4% by mass, further preferably 0.5 to 3.5% by mass, particularly preferably 0.7 to 3% by mass, and 1 to 2.5% by mass. It is very preferable that it is mass%.
(その他の成分)
本発明の電極用ペースト組成物は、上述した成分に加え、必要に応じて、当該技術分野で通常用いられるその他の成分をさらに含むことができる。その他の成分としては、例えば、可塑剤、分散剤、界面活性剤、無機結合剤、金属酸化物、セラミック、有機金属化合物等を挙げることができる。 (Other ingredients)
In addition to the components described above, the electrode paste composition of the present invention can further contain other components that are usually used in the technical field, if necessary. Examples of other components include a plasticizer, a dispersant, a surfactant, an inorganic binder, a metal oxide, a ceramic, and an organometallic compound.
本発明の電極用ペースト組成物は、上述した成分に加え、必要に応じて、当該技術分野で通常用いられるその他の成分をさらに含むことができる。その他の成分としては、例えば、可塑剤、分散剤、界面活性剤、無機結合剤、金属酸化物、セラミック、有機金属化合物等を挙げることができる。 (Other ingredients)
In addition to the components described above, the electrode paste composition of the present invention can further contain other components that are usually used in the technical field, if necessary. Examples of other components include a plasticizer, a dispersant, a surfactant, an inorganic binder, a metal oxide, a ceramic, and an organometallic compound.
本発明の電極用ペースト組成物の製造方法としては特に制限はない。前記リン-錫含有銅合金粒子、前記錫含有粒子、ガラス粒子、溶剤、樹脂、及び必要に応じて含まれる銀粒子等を、通常用いられる分散・混合方法を用いて、分散・混合することで製造することができる。
分散・混合方法は特に制限されず、通常用いられる分散・混合方法から適宜選択して適用することができる。 There is no restriction | limiting in particular as a manufacturing method of the paste composition for electrodes of this invention. By dispersing / mixing the phosphorus-tin-containing copper alloy particles, the tin-containing particles, the glass particles, the solvent, the resin, and the silver particles contained as necessary, using a commonly used dispersion / mixing method. Can be manufactured.
The dispersion / mixing method is not particularly limited, and can be appropriately selected and applied from commonly used dispersion / mixing methods.
分散・混合方法は特に制限されず、通常用いられる分散・混合方法から適宜選択して適用することができる。 There is no restriction | limiting in particular as a manufacturing method of the paste composition for electrodes of this invention. By dispersing / mixing the phosphorus-tin-containing copper alloy particles, the tin-containing particles, the glass particles, the solvent, the resin, and the silver particles contained as necessary, using a commonly used dispersion / mixing method. Can be manufactured.
The dispersion / mixing method is not particularly limited, and can be appropriately selected and applied from commonly used dispersion / mixing methods.
前記電極用ペースト組成物は、組成物付与性の観点から、リン-錫含有銅合金粒子、ガラス粒子、溶剤及び樹脂を含み、25℃における粘度が20Pa・s~1000Pa・sの範囲であることが好ましく、前記粘度が、25Pa・s~800Pa・sの範囲であることがより好ましく、30Pa・s~600Pa・sの範囲であることがさらに好ましい。
尚、電極用ペースト組成物の粘度は、ブルックフィールドHBT粘度計を用いて25℃で測定される。 The electrode paste composition contains phosphorus-tin-containing copper alloy particles, glass particles, a solvent and a resin from the viewpoint of providing the composition, and has a viscosity at 25 ° C. in the range of 20 Pa · s to 1000 Pa · s. The viscosity is more preferably in the range of 25 Pa · s to 800 Pa · s, and still more preferably in the range of 30 Pa · s to 600 Pa · s.
The viscosity of the electrode paste composition is measured at 25 ° C. using a Brookfield HBT viscometer.
尚、電極用ペースト組成物の粘度は、ブルックフィールドHBT粘度計を用いて25℃で測定される。 The electrode paste composition contains phosphorus-tin-containing copper alloy particles, glass particles, a solvent and a resin from the viewpoint of providing the composition, and has a viscosity at 25 ° C. in the range of 20 Pa · s to 1000 Pa · s. The viscosity is more preferably in the range of 25 Pa · s to 800 Pa · s, and still more preferably in the range of 30 Pa · s to 600 Pa · s.
The viscosity of the electrode paste composition is measured at 25 ° C. using a Brookfield HBT viscometer.
また前記電極用ペースト組成物は、リン-錫含有銅合金粒子、ガラス粒子、溶剤及び樹脂を含み、固形分濃度が70質量%~98質量%の範囲であることが好ましく、前記固形分濃度が75質量%~96質量%の範囲であることがより好ましく、80質量%~95質量%の範囲であることがさらに好ましい。
尚、電極用ペースト組成物の固形分濃度は、電極用ペースト組成物を構成する成分から揮発性成分を除いた残分を意味する。具体的には電極用ペースト組成物を25℃、1気圧の環境下に10時間放置して揮発性成分を除去した後の残分を基準にして測定される。 The electrode paste composition includes phosphorus-tin-containing copper alloy particles, glass particles, a solvent and a resin, and preferably has a solid content concentration in the range of 70% by mass to 98% by mass. The range is more preferably 75% by mass to 96% by mass, and still more preferably 80% by mass to 95% by mass.
In addition, solid content concentration of the paste composition for electrodes means the residue which remove | excluded the volatile component from the component which comprises the paste composition for electrodes. Specifically, the measurement is performed on the basis of the residue after the electrode paste composition is left in an environment of 25 ° C. and 1 atm for 10 hours to remove volatile components.
尚、電極用ペースト組成物の固形分濃度は、電極用ペースト組成物を構成する成分から揮発性成分を除いた残分を意味する。具体的には電極用ペースト組成物を25℃、1気圧の環境下に10時間放置して揮発性成分を除去した後の残分を基準にして測定される。 The electrode paste composition includes phosphorus-tin-containing copper alloy particles, glass particles, a solvent and a resin, and preferably has a solid content concentration in the range of 70% by mass to 98% by mass. The range is more preferably 75% by mass to 96% by mass, and still more preferably 80% by mass to 95% by mass.
In addition, solid content concentration of the paste composition for electrodes means the residue which remove | excluded the volatile component from the component which comprises the paste composition for electrodes. Specifically, the measurement is performed on the basis of the residue after the electrode paste composition is left in an environment of 25 ° C. and 1 atm for 10 hours to remove volatile components.
<電極用ペースト組成物を用いた電極の製造方法>
本発明の電極用ペースト組成物を用いて電極を製造する方法としては、前記電極用ペースト組成物を、電極を形成する領域に付与し、乾燥後に、焼成することで所望の領域に電極を形成することができる。前記電極用ペースト組成物を用いることで、酸素の存在下(例えば、大気中)で焼成処理を行っても、抵抗率の低い電極を形成することができる。 <Method for Producing Electrode Using Electrode Paste Composition>
As a method for producing an electrode using the electrode paste composition of the present invention, the electrode paste composition is applied to a region where an electrode is to be formed, dried and then fired to form an electrode in a desired region. can do. By using the paste composition for an electrode, an electrode having a low resistivity can be formed even when a baking treatment is performed in the presence of oxygen (for example, in the air).
本発明の電極用ペースト組成物を用いて電極を製造する方法としては、前記電極用ペースト組成物を、電極を形成する領域に付与し、乾燥後に、焼成することで所望の領域に電極を形成することができる。前記電極用ペースト組成物を用いることで、酸素の存在下(例えば、大気中)で焼成処理を行っても、抵抗率の低い電極を形成することができる。 <Method for Producing Electrode Using Electrode Paste Composition>
As a method for producing an electrode using the electrode paste composition of the present invention, the electrode paste composition is applied to a region where an electrode is to be formed, dried and then fired to form an electrode in a desired region. can do. By using the paste composition for an electrode, an electrode having a low resistivity can be formed even when a baking treatment is performed in the presence of oxygen (for example, in the air).
具体的には例えば、前記電極用ペースト組成物を用いて太陽電池用電極を形成する場合、電極用ペースト組成物はシリコン基板上に所望の形状となるように付与され、乾燥後に、焼成されることで、抵抗率の低い太陽電池電極を所望の形状に形成することができる。また前記電極用ペースト組成物を用いることで、酸素の存在下(例えば、大気中)で焼成処理を行っても、抵抗率の低い電極を形成することができる。さらにシリコン基板上に形成された電極は、シリコン基板との密着性に優れ、良好なオーミックコンタクトを達成することができる。
Specifically, for example, when a solar cell electrode is formed using the electrode paste composition, the electrode paste composition is applied on a silicon substrate so as to have a desired shape, and dried and fired. Thereby, a solar cell electrode with low resistivity can be formed in a desired shape. Further, by using the electrode paste composition, an electrode having a low resistivity can be formed even when a baking treatment is performed in the presence of oxygen (for example, in the air). Furthermore, the electrode formed on the silicon substrate has excellent adhesion to the silicon substrate, and can achieve a good ohmic contact.
電極用ペースト組成物を付与する方法としては、例えば、スクリーン印刷、インクジェット法、ディスペンサー法等を挙げることができるが、生産性の観点から、スクリーン印刷による塗布であることが好ましい。
Examples of the method for applying the electrode paste composition include screen printing, an ink jet method, a dispenser method, and the like. From the viewpoint of productivity, application by screen printing is preferable.
本発明の電極用ペースト組成物をスクリーン印刷によって塗布する場合、電極用ペースト組成物は、20Pa・s~1000Pa・sの範囲の粘度を有することが好ましい。尚、電極用ペースト組成物の粘度は、ブルックフィールドHBT粘度計を用いて25℃で測定される。
When the electrode paste composition of the present invention is applied by screen printing, the electrode paste composition preferably has a viscosity in the range of 20 Pa · s to 1000 Pa · s. The viscosity of the electrode paste composition is measured at 25 ° C. using a Brookfield HBT viscometer.
前記電極用ペースト組成物の付与量は、形成する電極の大きさに応じて適宜選択することができる。例えば、電極用ペースト組成物付与量として2g/m2~10g/m2とすることができ、4g/m2~8g/m2であることが好ましい。
The application amount of the electrode paste composition can be appropriately selected according to the size of the electrode to be formed. For example, the application amount of the electrode paste composition can be 2 g / m 2 to 10 g / m 2, and preferably 4 g / m 2 to 8 g / m 2 .
また本発明の電極用ペースト組成物を用いて電極を形成する際の熱処理条件(焼成条件)としては、当該技術分野で通常用いられる熱処理条件を適用することができる。
一般に、熱処理温度(焼成温度)としては800℃~900℃であるが、本発明の電極用ペースト組成物を用いる場合には、より低温での熱処理条件を適用することができ、例えば、450℃~850℃の熱処理温度で良好な特性を有する電極を形成することができる。
また熱処理時間は、熱処理温度等に応じて適宜選択することができ、例えば、1秒~20秒とすることができる。 In addition, as heat treatment conditions (firing conditions) when forming an electrode using the electrode paste composition of the present invention, heat treatment conditions usually used in the technical field can be applied.
Generally, the heat treatment temperature (firing temperature) is 800 ° C. to 900 ° C. However, when the electrode paste composition of the present invention is used, heat treatment conditions at a lower temperature can be applied, for example, 450 ° C. An electrode having good characteristics can be formed at a heat treatment temperature of ˜850 ° C.
The heat treatment time can be appropriately selected according to the heat treatment temperature and the like, and can be, for example, 1 second to 20 seconds.
一般に、熱処理温度(焼成温度)としては800℃~900℃であるが、本発明の電極用ペースト組成物を用いる場合には、より低温での熱処理条件を適用することができ、例えば、450℃~850℃の熱処理温度で良好な特性を有する電極を形成することができる。
また熱処理時間は、熱処理温度等に応じて適宜選択することができ、例えば、1秒~20秒とすることができる。 In addition, as heat treatment conditions (firing conditions) when forming an electrode using the electrode paste composition of the present invention, heat treatment conditions usually used in the technical field can be applied.
Generally, the heat treatment temperature (firing temperature) is 800 ° C. to 900 ° C. However, when the electrode paste composition of the present invention is used, heat treatment conditions at a lower temperature can be applied, for example, 450 ° C. An electrode having good characteristics can be formed at a heat treatment temperature of ˜850 ° C.
The heat treatment time can be appropriately selected according to the heat treatment temperature and the like, and can be, for example, 1 second to 20 seconds.
熱処理装置としては、上記温度に加熱できるものであれば適宜採用することができ、例えば、赤外線加熱炉、トンネル炉、などを挙げることができる。赤外線加熱炉は、電気エネルギーを電磁波の形で加熱材料に直接投入し、熱エネルギーに変換されるため高効率であり、また短時間での急速加熱が可能である。更に、燃焼による生成物がなく、また非接触加熱であるため、生成する電極の汚染を抑えることが可能である。トンネル炉は、試料を自動で連続的に入り口から出口へ搬送し、焼成するため、炉体の区分けと搬送スピードの制御により、均一に焼成することが可能である。太陽電池素子の発電性能の観点からは、トンネル炉により熱処理することが好適である。
As the heat treatment apparatus, any apparatus that can be heated to the above temperature can be used as appropriate, and examples thereof include an infrared heating furnace and a tunnel furnace. An infrared heating furnace is highly efficient because electric energy is directly input to a heating material in the form of electromagnetic waves and is converted into heat energy, and rapid heating is possible in a short time. Further, since there is no product due to combustion and non-contact heating, it is possible to suppress contamination of the generated electrode. Since the tunnel furnace automatically and continuously conveys the sample from the entrance to the exit and fires it, it can be fired uniformly by dividing the furnace body and controlling the transport speed. From the viewpoint of the power generation performance of the solar cell element, it is preferable to perform heat treatment with a tunnel furnace.
前記電極の体積抵抗率は特に制限されない。太陽電池素子の発電性能の観点から、1×10-4Ω・cm以下であることが好ましく、8×10-5Ω・cm以下であることがより好ましく、6×10-6Ω・cm以下であることがさらに好ましい。
尚、電極の体積抵抗率は、以下のようにして測定される。
本発明の電極用ペースト組成物を所望の基板上に塗布し、これを所定の条件で焼成することで焼成物を得る。次いで、得られた焼成物について、4探針4端子法を用いた抵抗率計(例えば、三菱化学(株)製Loresta-EP MCP-T360型抵抗率計)によって体積抵抗率を測定する。 The volume resistivity of the electrode is not particularly limited. From the viewpoint of the power generation performance of the solar cell element, it is preferably 1 × 10 −4 Ω · cm or less, more preferably 8 × 10 −5 Ω · cm or less, and 6 × 10 −6 Ω · cm or less. More preferably.
The volume resistivity of the electrode is measured as follows.
The electrode paste composition of the present invention is applied on a desired substrate and fired under predetermined conditions to obtain a fired product. Next, the volume resistivity of the obtained fired product is measured by a resistivity meter using a four-probe, four-terminal method (for example, Loresta-EP MCP-T360 type resistivity meter manufactured by Mitsubishi Chemical Corporation).
尚、電極の体積抵抗率は、以下のようにして測定される。
本発明の電極用ペースト組成物を所望の基板上に塗布し、これを所定の条件で焼成することで焼成物を得る。次いで、得られた焼成物について、4探針4端子法を用いた抵抗率計(例えば、三菱化学(株)製Loresta-EP MCP-T360型抵抗率計)によって体積抵抗率を測定する。 The volume resistivity of the electrode is not particularly limited. From the viewpoint of the power generation performance of the solar cell element, it is preferably 1 × 10 −4 Ω · cm or less, more preferably 8 × 10 −5 Ω · cm or less, and 6 × 10 −6 Ω · cm or less. More preferably.
The volume resistivity of the electrode is measured as follows.
The electrode paste composition of the present invention is applied on a desired substrate and fired under predetermined conditions to obtain a fired product. Next, the volume resistivity of the obtained fired product is measured by a resistivity meter using a four-probe, four-terminal method (for example, Loresta-EP MCP-T360 type resistivity meter manufactured by Mitsubishi Chemical Corporation).
<太陽電池素子及びその製造方法>
本発明の太陽電池素子は、シリコン基板上に付与された前記電極用ペースト組成物を、焼成して形成された電極を有する。これにより、良好な特性を有する太陽電池素子が得られ、該太陽電池素子の生産性に優れる。
尚、本明細書において太陽電池素子とは、pn接合が形成されたシリコン基板と、シリコン基板上に形成された電極とを有するものを意味する。また太陽電池とは、太陽電池素子の電極上にタブ線が設けられ、必要に応じて複数の太陽電池素子がタブ線を介して接続されて構成され、封止樹脂等で封止された状態のものを意味する。 <Solar cell element and manufacturing method thereof>
The solar cell element of this invention has the electrode formed by baking the said paste composition for electrodes provided on the silicon substrate. Thereby, the solar cell element which has a favorable characteristic is obtained, and it is excellent in productivity of this solar cell element.
In this specification, the solar cell element means one having a silicon substrate on which a pn junction is formed and an electrode formed on the silicon substrate. In addition, the solar cell is a state in which a tab wire is provided on the electrode of the solar cell element, and a plurality of solar cell elements are connected via the tab line as necessary and sealed with a sealing resin or the like. Means things.
本発明の太陽電池素子は、シリコン基板上に付与された前記電極用ペースト組成物を、焼成して形成された電極を有する。これにより、良好な特性を有する太陽電池素子が得られ、該太陽電池素子の生産性に優れる。
尚、本明細書において太陽電池素子とは、pn接合が形成されたシリコン基板と、シリコン基板上に形成された電極とを有するものを意味する。また太陽電池とは、太陽電池素子の電極上にタブ線が設けられ、必要に応じて複数の太陽電池素子がタブ線を介して接続されて構成され、封止樹脂等で封止された状態のものを意味する。 <Solar cell element and manufacturing method thereof>
The solar cell element of this invention has the electrode formed by baking the said paste composition for electrodes provided on the silicon substrate. Thereby, the solar cell element which has a favorable characteristic is obtained, and it is excellent in productivity of this solar cell element.
In this specification, the solar cell element means one having a silicon substrate on which a pn junction is formed and an electrode formed on the silicon substrate. In addition, the solar cell is a state in which a tab wire is provided on the electrode of the solar cell element, and a plurality of solar cell elements are connected via the tab line as necessary and sealed with a sealing resin or the like. Means things.
以下、本発明の太陽電池素子の具体例を、図面を参照しながら説明するが、本発明はこれに限定されるものではない。
代表的な太陽電池素子の一例を示す断面図、受光面及び裏面の概要を図1、図2及び図3に示す。
図1に概略を示すように、通常、太陽電池素子の半導体基板1には、単結晶または多結晶シリコンなどが使用される。この半導体基板1には、ホウ素などが含有され、p型半導体を構成している。受光面側は太陽光の反射を抑制するために、NaOHとIPA(イソプロピルアルコール)からなるエッチング溶液により凹凸(テクスチャともいう、図示せず)が形成されている。その受光面側にはリンなどがドーピングされ、n+型拡散層2がサブミクロンオーダーの厚さで設けられているとともに、p型バルク部分との境界にpn接合部が形成されている。さらに受光面側には、n+型拡散層2上に窒化ケイ素などの反射防止膜3が、PECVDなどによって膜厚90nm前後で設けられている。 Hereinafter, although the specific example of the solar cell element of this invention is demonstrated, referring drawings, this invention is not limited to this.
A sectional view showing an example of a typical solar cell element, and outlines of a light receiving surface and a back surface are shown in FIGS.
As schematically shown in FIG. 1, single crystal or polycrystalline silicon is usually used for thesemiconductor substrate 1 of the solar cell element. The semiconductor substrate 1 contains boron and constitutes a p-type semiconductor. In order to suppress reflection of sunlight on the light receiving surface side, irregularities (also referred to as texture, not shown) are formed by an etching solution made of NaOH and IPA (isopropyl alcohol). Phosphorus or the like is doped on the light receiving surface side, the n + -type diffusion layer 2 is provided with a thickness of submicron order, and a pn junction is formed at the boundary with the p-type bulk portion. Further, on the light receiving surface side, an antireflection film 3 such as silicon nitride is provided on the n + type diffusion layer 2 with a film thickness of about 90 nm by PECVD or the like.
代表的な太陽電池素子の一例を示す断面図、受光面及び裏面の概要を図1、図2及び図3に示す。
図1に概略を示すように、通常、太陽電池素子の半導体基板1には、単結晶または多結晶シリコンなどが使用される。この半導体基板1には、ホウ素などが含有され、p型半導体を構成している。受光面側は太陽光の反射を抑制するために、NaOHとIPA(イソプロピルアルコール)からなるエッチング溶液により凹凸(テクスチャともいう、図示せず)が形成されている。その受光面側にはリンなどがドーピングされ、n+型拡散層2がサブミクロンオーダーの厚さで設けられているとともに、p型バルク部分との境界にpn接合部が形成されている。さらに受光面側には、n+型拡散層2上に窒化ケイ素などの反射防止膜3が、PECVDなどによって膜厚90nm前後で設けられている。 Hereinafter, although the specific example of the solar cell element of this invention is demonstrated, referring drawings, this invention is not limited to this.
A sectional view showing an example of a typical solar cell element, and outlines of a light receiving surface and a back surface are shown in FIGS.
As schematically shown in FIG. 1, single crystal or polycrystalline silicon is usually used for the
次に、図2に概略を示す受光面側に設けられた受光面電極4と、図3に概略を示す裏面に形成される集電用電極5及び出力取出し電極6の形成方法について説明する。
受光面電極4と裏面出力取出し電極6は、本発明の前記電極用ペースト組成物から形成される。また裏面集電用電極5はガラス粉末を含むアルミニウム電極ペースト組成物から形成されている。受光面電極4と、裏面集電用電極5及び裏面出力取出し電極6を形成する第一の方法として、前記ペースト組成物をスクリーン印刷等にて所望のパターンに塗布した後、乾燥後に、大気中450℃~850℃程度で同時に焼成して形成することが挙げられる。本発明においては前記電極用ペースト組成物を用いることで、比較的低温で焼成しても、抵抗率及び接触抵抗率に優れる電極を形成することができる。 Next, a method of forming the light receivingsurface electrode 4 provided on the light receiving surface side schematically shown in FIG. 2, and the current collecting electrode 5 and the output extraction electrode 6 formed on the back surface schematically shown in FIG.
The light-receivingsurface electrode 4 and the back surface output extraction electrode 6 are formed from the electrode paste composition of the present invention. The back current collecting electrode 5 is formed of an aluminum electrode paste composition containing glass powder. As a first method for forming the light-receiving surface electrode 4, the back surface collecting electrode 5 and the back surface output extraction electrode 6, the paste composition is applied to a desired pattern by screen printing or the like, then dried, and then in the atmosphere. It may be formed by firing at about 450 ° C. to 850 ° C. at the same time. In the present invention, by using the electrode paste composition, an electrode having excellent resistivity and contact resistivity can be formed even when fired at a relatively low temperature.
受光面電極4と裏面出力取出し電極6は、本発明の前記電極用ペースト組成物から形成される。また裏面集電用電極5はガラス粉末を含むアルミニウム電極ペースト組成物から形成されている。受光面電極4と、裏面集電用電極5及び裏面出力取出し電極6を形成する第一の方法として、前記ペースト組成物をスクリーン印刷等にて所望のパターンに塗布した後、乾燥後に、大気中450℃~850℃程度で同時に焼成して形成することが挙げられる。本発明においては前記電極用ペースト組成物を用いることで、比較的低温で焼成しても、抵抗率及び接触抵抗率に優れる電極を形成することができる。 Next, a method of forming the light receiving
The light-receiving
その際に、受光面側では、受光面電極4を形成する前記電極用ペースト組成物に含まれるガラス粒子と、反射防止層3とが反応(ファイアースルー)して、受光面電極4とn+型拡散層2が電気的に接続(オーミックコンタクト)される。
本発明においては、前記電極用ペースト組成物を用いて受光面電極4が形成されることで、導電性金属として銅を含みながら、銅の酸化が抑制され、低抵抗率の受光面電極4が、良好な生産性で形成される。
さらに本発明においては形成される電極がCu-Sn合金相とSn-P-Oガラス相とを含んで構成されることが好ましく、Sn-P-Oガラス相がCu-Sn合金相とシリコン基板との間に配置される(不図示)より好ましい。これにより銅とシリコン基板との反応が抑制され、低抵抗で密着性に優れる電極を形成することができる。 At that time, on the light receiving surface side, the glass particles contained in the electrode paste composition forming the light receivingsurface electrode 4 react with the antireflection layer 3 (fire-through), and the light receiving surface electrode 4 and the n + The mold diffusion layer 2 is electrically connected (ohmic contact).
In the present invention, the light-receivingsurface electrode 4 is formed using the electrode paste composition, so that copper is suppressed as a conductive metal, and copper oxidation is suppressed. , Formed with good productivity.
Further, in the present invention, it is preferable that the formed electrode includes a Cu—Sn alloy phase and a Sn—PO glass phase, and the Sn—PO glass phase includes a Cu—Sn alloy phase and a silicon substrate. (Not shown) is more preferable. As a result, the reaction between copper and the silicon substrate is suppressed, and an electrode having low resistance and excellent adhesion can be formed.
本発明においては、前記電極用ペースト組成物を用いて受光面電極4が形成されることで、導電性金属として銅を含みながら、銅の酸化が抑制され、低抵抗率の受光面電極4が、良好な生産性で形成される。
さらに本発明においては形成される電極がCu-Sn合金相とSn-P-Oガラス相とを含んで構成されることが好ましく、Sn-P-Oガラス相がCu-Sn合金相とシリコン基板との間に配置される(不図示)より好ましい。これにより銅とシリコン基板との反応が抑制され、低抵抗で密着性に優れる電極を形成することができる。 At that time, on the light receiving surface side, the glass particles contained in the electrode paste composition forming the light receiving
In the present invention, the light-receiving
Further, in the present invention, it is preferable that the formed electrode includes a Cu—Sn alloy phase and a Sn—PO glass phase, and the Sn—PO glass phase includes a Cu—Sn alloy phase and a silicon substrate. (Not shown) is more preferable. As a result, the reaction between copper and the silicon substrate is suppressed, and an electrode having low resistance and excellent adhesion can be formed.
また、裏面側では、焼成の際に裏面集電用電極5を形成するアルミニウム電極ペースト組成物中のアルミニウムがp型シリコン基板1の裏面に拡散して、p+型拡散層7を形成することによって、p型シリコン基板1と裏面集電用電極5、裏面出力取出し電極6との間にオーミックコンタクトを得ることができる。
On the back surface side, aluminum in the aluminum electrode paste composition that forms the back current collecting electrode 5 during firing diffuses to the back surface of the p-type silicon substrate 1 to form the p + -type diffusion layer 7. Thus, an ohmic contact can be obtained between the p-type silicon substrate 1, the back surface collecting electrode 5, and the back surface output extraction electrode 6.
受光面電極4と、裏面集電用電極5及び裏面出力取出し電極6を形成する第二の方法として、裏面集電用電極5を形成するアルミニウム電極ペースト組成物を先に印刷し、乾燥後に大気中750℃~850℃程度で焼成して裏面集電用電極5を形成した後に、本発明の電極用ペースト組成物を受光面側及び裏面側に印刷し、乾燥後に大気中450℃~650℃程度で焼成して、受光面電極4と裏面出力取出し電極6を形成する方法が挙げられる。
As a second method for forming the light-receiving surface electrode 4, the back surface collecting electrode 5 and the back surface output extraction electrode 6, the aluminum electrode paste composition for forming the back surface collecting electrode 5 is first printed, and after drying, the atmosphere After baking at about 750 ° C. to 850 ° C. to form the back surface collecting electrode 5, the electrode paste composition of the present invention is printed on the light receiving surface side and the back surface side, and after drying, 450 ° C. to 650 ° C. in the atmosphere. A method of forming the light-receiving surface electrode 4 and the back surface output extraction electrode 6 by firing at a degree is mentioned.
この方法は、例えば以下の場合に有効である。すなわち、裏面集電用電極5を形成するアルミニウム電極ペーストを焼成する際に、650℃以下の焼成温度では、アルミニウムペーストの組成によっては、アルミニウム粒子の焼結及びp型シリコン基板1へのアルミニウム拡散量が不足して、p+型拡散層を充分に形成できない場合がある。この状態では裏面におけるp型シリコン基板1と裏面集電用電極5、裏面出力取出し電極6との間にオーミックコンタクトが十分に形成できなくなり、太陽電池素子としての発電性能が低下する場合がある。そこで、アルミニウム電極ペースト組成物に最適な焼成温度(例えば750℃~850℃)で裏面集電用電極5を形成した後、本発明の電極用ペースト組成物を印刷し、乾燥後に比較的低温(450℃~650℃)で焼成して、受光面電極4と裏面出力取出し電極6を形成することが好ましい。
This method is effective in the following cases, for example. That is, when the aluminum electrode paste forming the back surface collecting electrode 5 is fired, at a firing temperature of 650 ° C. or less, depending on the composition of the aluminum paste, the aluminum particles may be sintered and diffused into the p-type silicon substrate 1. In some cases, the amount of the p + -type diffusion layer cannot be sufficiently formed due to an insufficient amount. In this state, a sufficient ohmic contact cannot be formed between the p-type silicon substrate 1 on the back surface, the back surface collecting electrode 5 and the back surface output extraction electrode 6, and the power generation performance as a solar cell element may be reduced. Therefore, after forming the back current collecting electrode 5 at an optimum firing temperature (for example, 750 ° C. to 850 ° C.) for the aluminum electrode paste composition, the electrode paste composition of the present invention is printed and dried at a relatively low temperature ( Preferably, the light-receiving surface electrode 4 and the back surface output extraction electrode 6 are formed by baking at 450 ° C. to 650 ° C.
また本発明の別の態様であるいわゆるバックコンタクト型太陽電池素子に共通する裏面側電極構造の概略平面図を図4に、それぞれ別の態様のバックコンタクト型太陽電池素子である太陽電池素子の概略構造を示す斜視図を図5、図6及び図7にそれぞれ示す。尚、図5、図6及び図7は、それぞれ図4におけるAA断面における斜視図である。
FIG. 4 is a schematic plan view of a back-side electrode structure common to a so-called back contact solar cell element according to another embodiment of the present invention, and FIG. 4 shows an outline of a solar cell element which is a back contact solar cell element according to another embodiment. The perspective view which shows a structure is shown in FIG.5, FIG6 and FIG.7, respectively. 5, 6, and 7 are perspective views taken along a section AA in FIG. 4.
図5の斜視図に示す構造を有する太陽電池素子は、p型シリコン基板1には、レーザードリルまたはエッチング等によって、受光面側及び裏面側の両面を貫通したスルーホールが形成されている。また受光面側には光入射効率を向上させるテクスチャー(図示せず)が形成されている。さらに受光面側にはn型化拡散処理によるn+型拡散層2と、n+型拡散層2上に反射防止膜(図示せず)が形成されている。これらは従来の結晶Si型太陽電池素子と同一の工程により製造される。
In the solar cell element having the structure shown in the perspective view of FIG. 5, the p-type silicon substrate 1 is formed with through holes penetrating both the light receiving surface side and the back surface side by laser drilling or etching. Further, a texture (not shown) for improving the light incident efficiency is formed on the light receiving surface side. Further, on the light receiving surface side, an n + -type diffusion layer 2 by n-type diffusion treatment and an antireflection film (not shown) are formed on the n + -type diffusion layer 2. These are manufactured by the same process as a conventional crystalline Si type solar cell element.
次に、先に形成されたスルーホール内部に、本発明の電極用ペースト組成物が印刷法やインクジェット法により充填され、さらに受光面側には同じく本発明の電極用ペースト組成物がグリッド状に印刷され、スルーホール電極9及び受光面集電用電極8を形成する組成物層が形成される。
ここで、充填用と印刷用に用いるペーストでは、粘度を始めとして、それぞれのプロセスに最適な組成のペーストを使用するのが望ましいが、同じ組成のペーストで充填、印刷を一括で行ってもよい。 Next, the electrode paste composition of the present invention is filled into the previously formed through-holes by a printing method or an ink jet method, and the electrode paste composition of the present invention is also formed in a grid on the light receiving surface side. The composition layer which is printed and forms the through-hole electrode 9 and the light receiving surface collecting electrode 8 is formed.
Here, in the paste used for filling and printing, it is desirable to use a paste having an optimum composition for each process including viscosity, but filling and printing may be performed collectively with the paste having the same composition. .
ここで、充填用と印刷用に用いるペーストでは、粘度を始めとして、それぞれのプロセスに最適な組成のペーストを使用するのが望ましいが、同じ組成のペーストで充填、印刷を一括で行ってもよい。 Next, the electrode paste composition of the present invention is filled into the previously formed through-holes by a printing method or an ink jet method, and the electrode paste composition of the present invention is also formed in a grid on the light receiving surface side. The composition layer which is printed and forms the through-
Here, in the paste used for filling and printing, it is desirable to use a paste having an optimum composition for each process including viscosity, but filling and printing may be performed collectively with the paste having the same composition. .
一方、裏面側には、キャリア再結合を防止するためのn+型拡散層2及びp+型拡散層7が形成される。ここでp+型拡散層7を形成する不純物元素として、ボロン(B)やアルミニウム(Al)が用いられる。このp+型拡散層7は、例えばBを拡散源とした熱拡散処理が、前記反射防止膜形成前の太陽電池素子製造工程において実施されることで形成されていてもよく、あるいは、Alを用いる場合には、前記印刷工程において、反対面側にアルミニウムペーストを印刷、焼成することで形成されていてもよい。
On the other hand, an n + -type diffusion layer 2 and a p + -type diffusion layer 7 for preventing carrier recombination are formed on the back surface side. Here, boron (B) or aluminum (Al) is used as an impurity element for forming the p + -type diffusion layer 7. The p + -type diffusion layer 7 may be formed, for example, by performing a thermal diffusion process using B as a diffusion source in the solar cell element manufacturing process before the formation of the antireflection film, or by using Al. When using, in the said printing process, you may form by printing and baking an aluminum paste on the opposite surface side.
裏面側には図4の平面図で示すように、本発明の電極用ペースト組成物をそれぞれn+型拡散層2上及びp+型拡散層7上にストライプ状に印刷することによって、裏面電極10及び11が形成される。ここで、p+型拡散層7をアルミニウムペーストを用いて形成する場合は、n+型拡散層2側についてのみ本発明の電極用ペースト組成物を用い、裏面電極を形成すればよい。
On the back side, as shown in the plan view of FIG. 4, the electrode paste composition of the present invention is printed on the n + -type diffusion layer 2 and the p + -type diffusion layer 7 in stripes, thereby forming the back electrode. 10 and 11 are formed. Here, when the p + type diffusion layer 7 is formed using an aluminum paste, the back electrode may be formed using the electrode paste composition of the present invention only on the n + type diffusion layer 2 side.
その後乾燥して大気中450℃~850℃程度で焼成して、受光面集電用電極8とスルーホール電極9、及び裏面電極10、11が形成される。また先述したように、裏面電極の一方にアルミニウム電極を用いる場合は、アルミニウムの焼結性と裏面電極とp+型拡散層7とのオーミックコンタクト性の観点から、先にアルミニウムペーストを印刷、焼成するによって裏面電極の一方を形成し、その後、本発明の電極用ペースト組成物を印刷、充填し、焼成することで受光面集電用電極8とスルーホール電極9、及び裏面電極の他方を形成しても良い。
Thereafter, it is dried and baked at about 450 ° C. to 850 ° C. in the atmosphere to form the light receiving surface collecting electrode 8, the through hole electrode 9, and the back electrodes 10 and 11. As described above, when an aluminum electrode is used for one of the back electrodes, aluminum paste is first printed and fired from the viewpoint of aluminum sinterability and ohmic contact between the back electrode and the p + -type diffusion layer 7. Then, one of the back electrodes is formed, and then the electrode paste composition of the present invention is printed, filled, and baked to form the light receiving surface collecting electrode 8 and the through-hole electrode 9 and the other of the back electrodes. You may do it.
また図6の斜視図に示す構造を有する太陽電池素子は、受光面集電用電極を形成しないこと以外は、図5の斜視図に示す構造を有する太陽電池素子と同様にして製造することができる。すなわち図6の斜視図に示す構造を有する太陽電池素子において、本発明の電極用ペースト組成物は、スルーホール電極9と裏面電極10、11に用いることができる。
Further, the solar cell element having the structure shown in the perspective view of FIG. 6 can be manufactured in the same manner as the solar cell element having the structure shown in the perspective view of FIG. 5 except that the light receiving surface collecting electrode is not formed. it can. That is, in the solar cell element having the structure shown in the perspective view of FIG. 6, the electrode paste composition of the present invention can be used for the through-hole electrode 9 and the back electrodes 10 and 11.
また、図7の斜視図に示す構造を有する太陽電池素子は、ベースとなる基板にn型シリコン基板12を用いたことと、スルーホールを形成しないこと以外は、図5の斜視図に示す構造を有する太陽電池素子と同様にして製造することができる。すなわち図7の斜視図に示す構造を有する太陽電池素子において、本発明の電極用ペースト組成物は、裏面電極10、11に用いることができる。
Further, the solar cell element having the structure shown in the perspective view of FIG. 7 has the structure shown in the perspective view of FIG. 5 except that the n-type silicon substrate 12 is used as a base substrate and no through hole is formed. It can be manufactured in the same manner as a solar cell element having That is, in the solar cell element having the structure shown in the perspective view of FIG. 7, the electrode paste composition of the present invention can be used for the back electrodes 10 and 11.
なお、本発明の電極用ペースト組成物は、上記したような太陽電池電極の用途に限定されるものではなく、例えば、プラズマディスプレイの電極配線及びシールド配線、セラミックスコンデンサ、アンテナ回路、各種センサー回路、半導体デバイスの放熱材料等の用途にも好適に使用することができる。
これらの中でも特にシリコンを含む基板上に電極を形成する場合に好適に用いることができる。 The electrode paste composition of the present invention is not limited to the use of the solar cell electrode as described above. For example, electrode wiring and shield wiring of a plasma display, ceramic capacitor, antenna circuit, various sensor circuits, It can also be suitably used for applications such as heat dissipation materials for semiconductor devices.
Among these, it can be suitably used particularly when an electrode is formed on a substrate containing silicon.
これらの中でも特にシリコンを含む基板上に電極を形成する場合に好適に用いることができる。 The electrode paste composition of the present invention is not limited to the use of the solar cell electrode as described above. For example, electrode wiring and shield wiring of a plasma display, ceramic capacitor, antenna circuit, various sensor circuits, It can also be suitably used for applications such as heat dissipation materials for semiconductor devices.
Among these, it can be suitably used particularly when an electrode is formed on a substrate containing silicon.
<太陽電池>
本発明の太陽電池は、前記太陽電池素子の少なくとも1つを含み、太陽電池素子の電極上にタブ線が配置されて構成される。太陽電池はさらに必要に応じて、タブ線を介して複数の太陽電池素子が連結され、さらに封止材で封止されて構成されていてもよい。
前記タブ線及び封止材としては特に制限されず、当業界で通常用いられているものから適宜選択することができる。 <Solar cell>
The solar cell of the present invention includes at least one of the solar cell elements, and is configured by arranging tab wires on the electrodes of the solar cell element. If necessary, the solar cell may be configured by connecting a plurality of solar cell elements via tab wires and further sealing with a sealing material.
The tab wire and the sealing material are not particularly limited, and can be appropriately selected from those usually used in the art.
本発明の太陽電池は、前記太陽電池素子の少なくとも1つを含み、太陽電池素子の電極上にタブ線が配置されて構成される。太陽電池はさらに必要に応じて、タブ線を介して複数の太陽電池素子が連結され、さらに封止材で封止されて構成されていてもよい。
前記タブ線及び封止材としては特に制限されず、当業界で通常用いられているものから適宜選択することができる。 <Solar cell>
The solar cell of the present invention includes at least one of the solar cell elements, and is configured by arranging tab wires on the electrodes of the solar cell element. If necessary, the solar cell may be configured by connecting a plurality of solar cell elements via tab wires and further sealing with a sealing material.
The tab wire and the sealing material are not particularly limited, and can be appropriately selected from those usually used in the art.
日本出願2011-090519号の開示はその全体を本明細書に援用する。
本明細書に記載された全ての文献、特許出願、および技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書に参照により取り込まれる。 The disclosure of Japanese application 2011-090519 is incorporated herein in its entirety.
All documents, patent applications, and technical standards mentioned in this specification are to the same extent as if each individual document, patent application, and technical standard were specifically and individually described to be incorporated by reference, Incorporated herein by reference.
本明細書に記載された全ての文献、特許出願、および技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書に参照により取り込まれる。 The disclosure of Japanese application 2011-090519 is incorporated herein in its entirety.
All documents, patent applications, and technical standards mentioned in this specification are to the same extent as if each individual document, patent application, and technical standard were specifically and individually described to be incorporated by reference, Incorporated herein by reference.
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない、尚、特に断りのない限り、「部」及び「%」は質量基準である。またリン-錫含有銅合金粒子の組成の表記方法として、例えばCu-AX-BY-CZの場合は、銅合金の中に、元素XがA質量%、元素YがB質量%、元素ZがC質量%含まれていることを示す。
EXAMPLES Hereinafter, the present invention will be specifically described with reference to examples. However, the present invention is not limited to these examples, and “parts” and “%” are based on mass unless otherwise specified. . In addition, as a method of expressing the composition of the phosphorus-tin-containing copper alloy particles, for example, in the case of Cu-AX-BY-CZ, in the copper alloy, element X is A mass%, element Y is B mass%, and element Z is It shows that C mass% is contained.
<実施例1>
(a)電極用ペースト組成物の調製
6質量%のリンと10質量%の錫を含むリン-錫含有銅合金を調製し、これを溶解して水アトマイズ法により粉末化した後、乾燥、分級した。分級した粉末をブレンドして、脱酸素・脱水処理し、6質量%のリンと10質量%の錫を含むリン-錫含有銅合金粒子を作製した。尚、リン-錫含有銅合金粒子の粒子径(D50%)は5.0μmであり、その形状は略球状であった。 <Example 1>
(A) Preparation of electrode paste composition A phosphorus-tin-containing copper alloy containing 6% by mass of phosphorus and 10% by mass of tin was prepared, dissolved and powdered by the water atomization method, and then dried and classified. did. The classified powders were blended and subjected to deoxygenation / dehydration treatment to produce phosphorus-tin-containing copper alloy particles containing 6% by mass phosphorus and 10% by mass tin. The particle diameter (D50%) of the phosphorus-tin-containing copper alloy particles was 5.0 μm, and the shape thereof was substantially spherical.
(a)電極用ペースト組成物の調製
6質量%のリンと10質量%の錫を含むリン-錫含有銅合金を調製し、これを溶解して水アトマイズ法により粉末化した後、乾燥、分級した。分級した粉末をブレンドして、脱酸素・脱水処理し、6質量%のリンと10質量%の錫を含むリン-錫含有銅合金粒子を作製した。尚、リン-錫含有銅合金粒子の粒子径(D50%)は5.0μmであり、その形状は略球状であった。 <Example 1>
(A) Preparation of electrode paste composition A phosphorus-tin-containing copper alloy containing 6% by mass of phosphorus and 10% by mass of tin was prepared, dissolved and powdered by the water atomization method, and then dried and classified. did. The classified powders were blended and subjected to deoxygenation / dehydration treatment to produce phosphorus-tin-containing copper alloy particles containing 6% by mass phosphorus and 10% by mass tin. The particle diameter (D50%) of the phosphorus-tin-containing copper alloy particles was 5.0 μm, and the shape thereof was substantially spherical.
二酸化ケイ素(SiO2)3部、酸化鉛(PbO)60部、酸化ホウ素(B2O3)18部、酸化ビスマス(Bi2O3)5部、酸化アルミニウム(Al2O3)5部、酸化亜鉛(ZnO)9部からなるガラス(以下、「G01」と略記することがある)を調製した。得られたガラスG01の軟化点は、420℃、結晶化温度は650℃を超えていた。
得られたガラスG01を用いて、粒子径(D50%)が2.5μmであるガラスG01粒子を得た。またその形状は略球状であった。 3 parts of silicon dioxide (SiO 2 ), 60 parts of lead oxide (PbO), 18 parts of boron oxide (B 2 O 3 ), 5 parts of bismuth oxide (Bi 2 O 3 ), 5 parts of aluminum oxide (Al 2 O 3 ), A glass composed of 9 parts of zinc oxide (ZnO) (hereinafter sometimes abbreviated as “G01”) was prepared. The obtained glass G01 had a softening point of 420 ° C. and a crystallization temperature of over 650 ° C.
By using the obtained glass G01, glass G01 particles having a particle diameter (D50%) of 2.5 μm were obtained. The shape was substantially spherical.
得られたガラスG01を用いて、粒子径(D50%)が2.5μmであるガラスG01粒子を得た。またその形状は略球状であった。 3 parts of silicon dioxide (SiO 2 ), 60 parts of lead oxide (PbO), 18 parts of boron oxide (B 2 O 3 ), 5 parts of bismuth oxide (Bi 2 O 3 ), 5 parts of aluminum oxide (Al 2 O 3 ), A glass composed of 9 parts of zinc oxide (ZnO) (hereinafter sometimes abbreviated as “G01”) was prepared. The obtained glass G01 had a softening point of 420 ° C. and a crystallization temperature of over 650 ° C.
By using the obtained glass G01, glass G01 particles having a particle diameter (D50%) of 2.5 μm were obtained. The shape was substantially spherical.
上記で得られたリン-錫含有銅合金粒子を81.4部、ガラスG01粒子を4.1部、テルピネオール(Ter)を14.1部、エチルセルロース(EC)を0.4部混ぜ合わせ、メノウ乳鉢の中で20分間かき混ぜ、電極用ペースト組成物1を調製した。
81.4 parts of the phosphorus-tin-containing copper alloy particles obtained above, 4.1 parts of glass G01 particles, 14.1 parts of terpineol (Ter), and 0.4 parts of ethyl cellulose (EC) were mixed together. The electrode paste composition 1 was prepared by stirring in a mortar for 20 minutes.
(b)太陽電池素子の作製
受光面にn+型拡散層、テクスチャ及び反射防止膜(窒化ケイ素膜)が形成された膜厚190μmのp型半導体基板を用意し、125mm×125mmの大きさに切り出した。その受光面にスクリーン印刷法を用い、上記で得られた電極用ペースト組成物1を図2に示すような電極パターンとなるように印刷した。電極のパターンは150μm幅のフィンガーラインと1.5mm幅のバスバーで構成され、焼成後の膜厚が20μmとなるよう、印刷条件(スクリーン版のメッシュ、印刷速度、印圧)を適宜調整した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。 (B) Fabrication of solar cell element A p-type semiconductor substrate having a thickness of 190 μm having an n + -type diffusion layer, a texture, and an antireflection film (silicon nitride film) formed on the light receiving surface is prepared, and the size is 125 mm × 125 mm. Cut out. Using the screen printing method on the light receiving surface, theelectrode paste composition 1 obtained above was printed so as to have an electrode pattern as shown in FIG. The electrode pattern was composed of a finger line with a width of 150 μm and a bus bar with a width of 1.5 mm, and the printing conditions (screen plate mesh, printing speed, printing pressure) were appropriately adjusted so that the film thickness after firing was 20 μm. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
受光面にn+型拡散層、テクスチャ及び反射防止膜(窒化ケイ素膜)が形成された膜厚190μmのp型半導体基板を用意し、125mm×125mmの大きさに切り出した。その受光面にスクリーン印刷法を用い、上記で得られた電極用ペースト組成物1を図2に示すような電極パターンとなるように印刷した。電極のパターンは150μm幅のフィンガーラインと1.5mm幅のバスバーで構成され、焼成後の膜厚が20μmとなるよう、印刷条件(スクリーン版のメッシュ、印刷速度、印圧)を適宜調整した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。 (B) Fabrication of solar cell element A p-type semiconductor substrate having a thickness of 190 μm having an n + -type diffusion layer, a texture, and an antireflection film (silicon nitride film) formed on the light receiving surface is prepared, and the size is 125 mm × 125 mm. Cut out. Using the screen printing method on the light receiving surface, the
続いて、電極用ペースト組成物1とアルミニウム電極ペーストを、上記と同様にスクリーン印刷で、図3に示すような電極パターンとなるように印刷した。
電極用ペースト組成物1からなる裏面出力取出し電極のパターンは、123mm×5mmで構成され、計2ヶ所印刷した。尚、裏面出力取出し電極は焼成後の膜厚が20μmとなるよう、印刷条件(スクリーン版のメッシュ、印刷速度、印圧)を適宜調整した。またアルミニウム電極ペーストを、裏面出力取出し電極以外の全面に印刷して裏面集電用電極パターンを形成した。また焼成後の裏面集電用電極の膜厚が30μmとなるように、アルミニウム電極ペーストの印刷条件を適宜調整した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。 Subsequently, theelectrode paste composition 1 and the aluminum electrode paste were printed by screen printing in the same manner as described above so as to have an electrode pattern as shown in FIG.
The pattern of the back surface output extraction electrode made of theelectrode paste composition 1 was 123 mm × 5 mm, and was printed in two places in total. The printing conditions (screen plate mesh, printing speed, printing pressure) were appropriately adjusted so that the back surface output extraction electrode had a film thickness after firing of 20 μm. Also, an aluminum electrode paste was printed on the entire surface other than the back surface output extraction electrode to form a back surface current collecting electrode pattern. Moreover, the printing conditions of the aluminum electrode paste were appropriately adjusted so that the film thickness of the back surface collecting electrode after firing was 30 μm. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
電極用ペースト組成物1からなる裏面出力取出し電極のパターンは、123mm×5mmで構成され、計2ヶ所印刷した。尚、裏面出力取出し電極は焼成後の膜厚が20μmとなるよう、印刷条件(スクリーン版のメッシュ、印刷速度、印圧)を適宜調整した。またアルミニウム電極ペーストを、裏面出力取出し電極以外の全面に印刷して裏面集電用電極パターンを形成した。また焼成後の裏面集電用電極の膜厚が30μmとなるように、アルミニウム電極ペーストの印刷条件を適宜調整した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。 Subsequently, the
The pattern of the back surface output extraction electrode made of the
続いてトンネル炉(ノリタケ社製、1列搬送W/Bトンネル炉)を用いて大気雰囲気下、焼成最高温度800℃で保持時間10秒の加熱処理(焼成)を行って、所望の電極が形成された太陽電池素子1を作製した。
Subsequently, using a tunnel furnace (manufactured by Noritake Co., Ltd., one-row transport W / B tunnel furnace), a heat treatment (firing) is performed at a firing maximum temperature of 800 ° C. and a holding time of 10 seconds in an air atmosphere to form a desired electrode. The produced solar cell element 1 was produced.
<実施例2>
実施例1において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例1と同様にして太陽電池素子2を作製した。 <Example 2>
In Example 1, asolar cell element 2 was produced in the same manner as in Example 1 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
実施例1において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例1と同様にして太陽電池素子2を作製した。 <Example 2>
In Example 1, a
<実施例3>
実施例1において、リン-錫含有銅合金粒子のリン含有量を6質量%から5質量%に変更し、また錫含有量を10質量%から15質量%に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物3を調製し、太陽電池素子3を作製した。 <Example 3>
Example 1 except that the phosphorus content of the phosphorus-tin-containing copper alloy particles was changed from 6% by mass to 5% by mass and the tin content was changed from 10% by mass to 15% by mass in Example 1. In the same manner as above, anelectrode paste composition 3 was prepared, and a solar cell element 3 was produced.
実施例1において、リン-錫含有銅合金粒子のリン含有量を6質量%から5質量%に変更し、また錫含有量を10質量%から15質量%に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物3を調製し、太陽電池素子3を作製した。 <Example 3>
Example 1 except that the phosphorus content of the phosphorus-tin-containing copper alloy particles was changed from 6% by mass to 5% by mass and the tin content was changed from 10% by mass to 15% by mass in Example 1. In the same manner as above, an
<実施例4>
実施例3において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例3と同様にして太陽電池素子4を作製した。 <Example 4>
In Example 3, asolar cell element 4 was produced in the same manner as in Example 3 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
実施例3において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例3と同様にして太陽電池素子4を作製した。 <Example 4>
In Example 3, a
<実施例5>
実施例1において、リン-錫含有銅合金粒子中にさらに銀を添加し、の組成をCu-6P-15Sn-1Agに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物5を調製し、太陽電池素子5を作製した。 <Example 5>
A paste composition for an electrode was prepared in the same manner as in Example 1, except that silver was further added to the phosphor-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-1Ag. 5 was prepared and thesolar cell element 5 was produced.
実施例1において、リン-錫含有銅合金粒子中にさらに銀を添加し、の組成をCu-6P-15Sn-1Agに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物5を調製し、太陽電池素子5を作製した。 <Example 5>
A paste composition for an electrode was prepared in the same manner as in Example 1, except that silver was further added to the phosphor-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-1Ag. 5 was prepared and the
<実施例6>
実施例1において、リン-錫含有銅合金粒子中に銀を添加し、組成をCu-6P-15Sn-5Agに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物6を調製し、太陽電池素子6を作製した。 <Example 6>
In Example 1, except that silver was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-5Ag, theelectrode paste composition 6 was prepared in the same manner as in Example 1. The solar cell element 6 was prepared.
実施例1において、リン-錫含有銅合金粒子中に銀を添加し、組成をCu-6P-15Sn-5Agに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物6を調製し、太陽電池素子6を作製した。 <Example 6>
In Example 1, except that silver was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-5Ag, the
<実施例7>
実施例1において、リン-錫含有銅合金粒子中に銀を添加し、組成をCu-6P-15Sn-10Agに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物7を調製し、太陽電池素子7を作製した。 <Example 7>
In Example 1, except that silver was added to the phosphor-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-10Ag, anelectrode paste composition 7 was prepared in the same manner as in Example 1. The solar cell element 7 was prepared.
実施例1において、リン-錫含有銅合金粒子中に銀を添加し、組成をCu-6P-15Sn-10Agに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物7を調製し、太陽電池素子7を作製した。 <Example 7>
In Example 1, except that silver was added to the phosphor-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-10Ag, an
<実施例8>
実施例1において、リン-錫含有銅合金粒子中にマンガンを添加し、組成をCu-6P-15Sn-2Mnに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物8を調製し、太陽電池素子8を作製した。 <Example 8>
In Example 1, except that manganese was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-2Mn, theelectrode paste composition 8 was prepared in the same manner as in Example 1. The solar cell element 8 was prepared.
実施例1において、リン-錫含有銅合金粒子中にマンガンを添加し、組成をCu-6P-15Sn-2Mnに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物8を調製し、太陽電池素子8を作製した。 <Example 8>
In Example 1, except that manganese was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-2Mn, the
<実施例9>
実施例1において、リン-錫含有銅合金粒子中にコバルトを添加し、組成をCu-6P-15Sn-2Coに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物9を調製し、太陽電池素子9を作製した。 <Example 9>
In Example 1, except that cobalt was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-2Co, theelectrode paste composition 9 was prepared in the same manner as in Example 1. The solar cell element 9 was prepared.
実施例1において、リン-錫含有銅合金粒子中にコバルトを添加し、組成をCu-6P-15Sn-2Coに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物9を調製し、太陽電池素子9を作製した。 <Example 9>
In Example 1, except that cobalt was added to the phosphorus-tin-containing copper alloy particles and the composition was changed to Cu-6P-15Sn-2Co, the
<実施例10>
実施例1において、リン-錫含有銅合金粒子の粒子径を5.0μmから1.5μmに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物10を調製し、太陽電池素子10を作製した。 <Example 10>
Apaste composition 10 for an electrode was prepared in the same manner as in Example 1 except that the particle diameter of the phosphorus-tin-containing copper alloy particles was changed from 5.0 μm to 1.5 μm in Example 1, and the solar cell Element 10 was produced.
実施例1において、リン-錫含有銅合金粒子の粒子径を5.0μmから1.5μmに変更したこと以外は、実施例1と同様にして、電極用ペースト組成物10を調製し、太陽電池素子10を作製した。 <Example 10>
A
<実施例11>
実施例1において、電極用ペースト組成物に銀粒子(粒子径(D50%)3.0μm;純度99.5%)を加え、各成分の含有量が、リン-錫含有銅合金粒子を77.4部、銀粒子を4.0部、ガラス粒子を4.1部、溶剤を14.1部、樹脂を0.4部となるようにそれぞれ変更したこと以外は、実施例1と同様にして、電極用ペースト組成物11を調製し、太陽電池素子11を作製した。 <Example 11>
In Example 1, silver particles (particle diameter (D50%) 3.0 μm; purity 99.5%) were added to the electrode paste composition, and the content of each component was 77.3% of phosphorus-tin-containing copper alloy particles. Example 1 except that 4 parts, 4.0 parts of silver particles, 4.1 parts of glass particles, 14.1 parts of solvent, and 0.4 parts of resin were respectively changed. Theelectrode paste composition 11 was prepared, and the solar cell element 11 was produced.
実施例1において、電極用ペースト組成物に銀粒子(粒子径(D50%)3.0μm;純度99.5%)を加え、各成分の含有量が、リン-錫含有銅合金粒子を77.4部、銀粒子を4.0部、ガラス粒子を4.1部、溶剤を14.1部、樹脂を0.4部となるようにそれぞれ変更したこと以外は、実施例1と同様にして、電極用ペースト組成物11を調製し、太陽電池素子11を作製した。 <Example 11>
In Example 1, silver particles (particle diameter (D50%) 3.0 μm; purity 99.5%) were added to the electrode paste composition, and the content of each component was 77.3% of phosphorus-tin-containing copper alloy particles. Example 1 except that 4 parts, 4.0 parts of silver particles, 4.1 parts of glass particles, 14.1 parts of solvent, and 0.4 parts of resin were respectively changed. The
<実施例12>
実施例1において、電極用ペースト組成物に銀粒子(粒子径(D50%)3.0μm;純度99.5%)を加え、各成分の含有量が、リン-錫含有銅合金粒子を73.4部、銀粒子を8.0部、ガラス粒子を4.1部、溶剤を14.1部、樹脂を0.4部となるようにそれぞれ変更したこと以外は、実施例1と同様にして、電極用ペースト組成物12を調製し、太陽電池素子12を作製した。 <Example 12>
In Example 1, silver particles (particle size (D50%) 3.0 μm; purity 99.5%) were added to the electrode paste composition, and the content of each component was 73.3% of phosphorus-tin-containing copper alloy particles. Example 1 except that the amount was changed to 4 parts, 8.0 parts of silver particles, 4.1 parts of glass particles, 14.1 parts of solvent, and 0.4 parts of resin. Theelectrode paste composition 12 was prepared, and the solar cell element 12 was produced.
実施例1において、電極用ペースト組成物に銀粒子(粒子径(D50%)3.0μm;純度99.5%)を加え、各成分の含有量が、リン-錫含有銅合金粒子を73.4部、銀粒子を8.0部、ガラス粒子を4.1部、溶剤を14.1部、樹脂を0.4部となるようにそれぞれ変更したこと以外は、実施例1と同様にして、電極用ペースト組成物12を調製し、太陽電池素子12を作製した。 <Example 12>
In Example 1, silver particles (particle size (D50%) 3.0 μm; purity 99.5%) were added to the electrode paste composition, and the content of each component was 73.3% of phosphorus-tin-containing copper alloy particles. Example 1 except that the amount was changed to 4 parts, 8.0 parts of silver particles, 4.1 parts of glass particles, 14.1 parts of solvent, and 0.4 parts of resin. The
<実施例13>
実施例1において、リン-錫含有銅合金粒子のリン含有率を6質量%から10質量%に変更し、また錫含有率を10質量%から20質量%に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物13を調製し、太陽電池素子13を作製した。 <Example 13>
Example 1 except that the phosphorus content of the phosphorus-tin-containing copper alloy particles was changed from 6% by mass to 10% by mass and the tin content was changed from 10% by mass to 20% by mass in Example 1. In the same manner as above, an electrode paste composition 13 was prepared, and a solar cell element 13 was produced.
実施例1において、リン-錫含有銅合金粒子のリン含有率を6質量%から10質量%に変更し、また錫含有率を10質量%から20質量%に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物13を調製し、太陽電池素子13を作製した。 <Example 13>
Example 1 except that the phosphorus content of the phosphorus-tin-containing copper alloy particles was changed from 6% by mass to 10% by mass and the tin content was changed from 10% by mass to 20% by mass in Example 1. In the same manner as above, an electrode paste composition 13 was prepared, and a solar cell element 13 was produced.
<実施例14>
実施例13において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例13と同様にして、太陽電池素子14を作製した。 <Example 14>
In Example 13, the solar cell element 14 was produced in the same manner as in Example 13, except that the firing condition at the time of electrode formation was changed from the maximum temperature of 800 ° C. for 10 seconds to the maximum temperature of 850 ° C. for 8 seconds. .
実施例13において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例13と同様にして、太陽電池素子14を作製した。 <Example 14>
In Example 13, the solar cell element 14 was produced in the same manner as in Example 13, except that the firing condition at the time of electrode formation was changed from the maximum temperature of 800 ° C. for 10 seconds to the maximum temperature of 850 ° C. for 8 seconds. .
<実施例15>
実施例13において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度750℃で12秒間に変更したこと以外は、実施例13と同様にして太陽電池素子15を作製した。 <Example 15>
In Example 13, a solar cell element 15 was produced in the same manner as in Example 13 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 750 ° C. for 12 seconds.
実施例13において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度750℃で12秒間に変更したこと以外は、実施例13と同様にして太陽電池素子15を作製した。 <Example 15>
In Example 13, a solar cell element 15 was produced in the same manner as in Example 13 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 750 ° C. for 12 seconds.
<実施例16>
実施例1において、ガラス粒子の組成をガラスG01から、以下に示すガラスG02に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物16を調製し、太陽電池素子16を作製した。
ガラスG02は、酸化バナジウム(V2O5)45部、酸化リン(P2O5)24.2部、酸化バリウム(BaO)20.8部、酸化アンチモン(Sb2O3)5部、酸化タングステン(WO3)5部からなるように調製した。またこのガラスG02の軟化点は492℃で、結晶化開始温度は650℃を超えていた。
得られたガラスG02を用いて、粒子径(D50%)が2.5μmであるガラスG02粒子を得た。またその形状は略球状であった。 <Example 16>
In Example 1, except that the composition of the glass particles was changed from the glass G01 to the glass G02 shown below, the electrode paste composition 16 was prepared in the same manner as in Example 1 to produce the solar cell element 16. did.
Glass G02 is composed of 45 parts of vanadium oxide (V 2 O 5 ), 24.2 parts of phosphorus oxide (P 2 O 5 ), 20.8 parts of barium oxide (BaO), 5 parts of antimony oxide (Sb 2 O 3 ), oxidation It was prepared to consist of 5 parts of tungsten (WO 3 ). Further, the softening point of the glass G02 was 492 ° C., and the crystallization start temperature exceeded 650 ° C.
By using the obtained glass G02, glass G02 particles having a particle diameter (D50%) of 2.5 μm were obtained. The shape was substantially spherical.
実施例1において、ガラス粒子の組成をガラスG01から、以下に示すガラスG02に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物16を調製し、太陽電池素子16を作製した。
ガラスG02は、酸化バナジウム(V2O5)45部、酸化リン(P2O5)24.2部、酸化バリウム(BaO)20.8部、酸化アンチモン(Sb2O3)5部、酸化タングステン(WO3)5部からなるように調製した。またこのガラスG02の軟化点は492℃で、結晶化開始温度は650℃を超えていた。
得られたガラスG02を用いて、粒子径(D50%)が2.5μmであるガラスG02粒子を得た。またその形状は略球状であった。 <Example 16>
In Example 1, except that the composition of the glass particles was changed from the glass G01 to the glass G02 shown below, the electrode paste composition 16 was prepared in the same manner as in Example 1 to produce the solar cell element 16. did.
Glass G02 is composed of 45 parts of vanadium oxide (V 2 O 5 ), 24.2 parts of phosphorus oxide (P 2 O 5 ), 20.8 parts of barium oxide (BaO), 5 parts of antimony oxide (Sb 2 O 3 ), oxidation It was prepared to consist of 5 parts of tungsten (WO 3 ). Further, the softening point of the glass G02 was 492 ° C., and the crystallization start temperature exceeded 650 ° C.
By using the obtained glass G02, glass G02 particles having a particle diameter (D50%) of 2.5 μm were obtained. The shape was substantially spherical.
<実施例17>
実施例16において、リン-錫含有銅合金粒子の含有量を81.4質量%から79.0質量%に変更し、またガラスG02粒子の含有量を4.1質量%から6.5質量%に変更したこと以外は、実施例16と同様にして、電極用ペースト組成物17を調製し、太陽電池素子17を作製した。 <Example 17>
In Example 16, the content of the phosphorus-tin-containing copper alloy particles was changed from 81.4% by mass to 79.0% by mass, and the content of the glass G02 particles was changed from 4.1% by mass to 6.5% by mass. Except that it was changed to, in the same manner as in Example 16, an electrode paste composition 17 was prepared, and a solar cell element 17 was produced.
実施例16において、リン-錫含有銅合金粒子の含有量を81.4質量%から79.0質量%に変更し、またガラスG02粒子の含有量を4.1質量%から6.5質量%に変更したこと以外は、実施例16と同様にして、電極用ペースト組成物17を調製し、太陽電池素子17を作製した。 <Example 17>
In Example 16, the content of the phosphorus-tin-containing copper alloy particles was changed from 81.4% by mass to 79.0% by mass, and the content of the glass G02 particles was changed from 4.1% by mass to 6.5% by mass. Except that it was changed to, in the same manner as in Example 16, an electrode paste composition 17 was prepared, and a solar cell element 17 was produced.
<実施例18>
実施例1において、樹脂をテルピネオールからジエチレングリコールモノブチルエーテル(BC)に、また樹脂をエチルセルロースからポリアクリル酸エチル(EPA)にそれぞれ変更した。具体的には各成分の含有量を、リン-錫含有銅合金粒子を81.4部、ガラスG01粒子を4.1部、ジエチレングリコールモノブチルエーテルを12.3部、ポリアクリル酸エチルを2.2部と変更したこと以外は、実施例1と同様にして、電極用ペースト組成物18を調製し、太陽電池素子18を作製した。 <Example 18>
In Example 1, the resin was changed from terpineol to diethylene glycol monobutyl ether (BC), and the resin was changed from ethyl cellulose to polyethyl acrylate (EPA). Specifically, the content of each component is 81.4 parts of phosphorus-tin-containing copper alloy particles, 4.1 parts of glass G01 particles, 12.3 parts of diethylene glycol monobutyl ether, and 2.2 parts of polyethyl acrylate. Except having changed into the part, it carried out similarly to Example 1, and prepared the paste composition 18 for electrodes, and produced the solar cell element 18. FIG.
実施例1において、樹脂をテルピネオールからジエチレングリコールモノブチルエーテル(BC)に、また樹脂をエチルセルロースからポリアクリル酸エチル(EPA)にそれぞれ変更した。具体的には各成分の含有量を、リン-錫含有銅合金粒子を81.4部、ガラスG01粒子を4.1部、ジエチレングリコールモノブチルエーテルを12.3部、ポリアクリル酸エチルを2.2部と変更したこと以外は、実施例1と同様にして、電極用ペースト組成物18を調製し、太陽電池素子18を作製した。 <Example 18>
In Example 1, the resin was changed from terpineol to diethylene glycol monobutyl ether (BC), and the resin was changed from ethyl cellulose to polyethyl acrylate (EPA). Specifically, the content of each component is 81.4 parts of phosphorus-tin-containing copper alloy particles, 4.1 parts of glass G01 particles, 12.3 parts of diethylene glycol monobutyl ether, and 2.2 parts of polyethyl acrylate. Except having changed into the part, it carried out similarly to Example 1, and prepared the paste composition 18 for electrodes, and produced the solar cell element 18. FIG.
<実施例19~23>
実施例1において、リン-錫含有銅合金粒子のリン含有率、錫含有率、銀含有率、マンガン含有率、コバルト含有率、粒子径(D50%)及びその含有量、銀粒子の含有量、ガラス粒子の種類及びその含有量、溶剤の種類及びその含有量、樹脂の種類及びその含有量を表1に示したように変更したこと以外は、実施例1と同様にして電極用ペースト組成物19~23をそれぞれ調製した。 <Examples 19 to 23>
In Example 1, the phosphorus content, the tin content, the silver content, the manganese content, the cobalt content, the particle diameter (D50%) and the content thereof, the silver particle content, A paste composition for an electrode in the same manner as in Example 1 except that the type and content of glass particles, the type and content of solvent, the type and content of resin were changed as shown in Table 1. 19-23 were prepared respectively.
実施例1において、リン-錫含有銅合金粒子のリン含有率、錫含有率、銀含有率、マンガン含有率、コバルト含有率、粒子径(D50%)及びその含有量、銀粒子の含有量、ガラス粒子の種類及びその含有量、溶剤の種類及びその含有量、樹脂の種類及びその含有量を表1に示したように変更したこと以外は、実施例1と同様にして電極用ペースト組成物19~23をそれぞれ調製した。 <Examples 19 to 23>
In Example 1, the phosphorus content, the tin content, the silver content, the manganese content, the cobalt content, the particle diameter (D50%) and the content thereof, the silver particle content, A paste composition for an electrode in the same manner as in Example 1 except that the type and content of glass particles, the type and content of solvent, the type and content of resin were changed as shown in Table 1. 19-23 were prepared respectively.
次いで、得られた電極用ペースト組成物19~23をそれぞれ用い、加熱処理の温度及び処理時間を表1に示したように変更したこと以外は、実施例1と同様にして所望の電極が形成された太陽電池素子19~23をそれぞれ作製した。
Next, a desired electrode was formed in the same manner as in Example 1 except that the obtained electrode paste compositions 19 to 23 were used, respectively, and the heat treatment temperature and treatment time were changed as shown in Table 1. The solar cell elements 19 to 23 thus prepared were respectively produced.
<実施例24>
受光面にn+型拡散層、テクスチャ及び反射防止膜(窒化ケイ素膜)が形成された膜厚190μmのp型半導体基板を用意し、125mm×125mmの大きさに切り出した。その後、裏面にアルミニウム電極ペーストを印刷して裏面集電用電極パターンを形成した。裏面集電用電極パターンは、図3に示すように裏面出力取出し電極以外の全面に印刷した。また焼成後の裏面集電用電極の膜厚が30μmとなるように、アルミニウム電極ペーストの印刷条件を適宜調整した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。
続いてトンネル炉(ノリタケ社製、1列搬送W/Bトンネル炉)を用いて大気雰囲気下、焼成最高温度800℃で保持時間10秒の加熱処理(焼成)を行って、裏面の集電用電極及びp+型拡散層を形成した。 <Example 24>
A p-type semiconductor substrate having a film thickness of 190 μm having an n + -type diffusion layer, a texture, and an antireflection film (silicon nitride film) formed on the light receiving surface was prepared and cut into a size of 125 mm × 125 mm. Thereafter, an aluminum electrode paste was printed on the back surface to form a back surface collecting electrode pattern. The back surface collecting electrode pattern was printed on the entire surface other than the back surface output extraction electrode as shown in FIG. Moreover, the printing conditions of the aluminum electrode paste were appropriately adjusted so that the film thickness of the back surface collecting electrode after firing was 30 μm. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
Subsequently, using a tunnel furnace (manufactured by Noritake Co., Ltd., single-row transport W / B tunnel furnace), heat treatment (baking) for 10 seconds at a maximum firing temperature of 800 ° C. is performed in the air atmosphere for current collection on the back surface. An electrode and a p + type diffusion layer were formed.
受光面にn+型拡散層、テクスチャ及び反射防止膜(窒化ケイ素膜)が形成された膜厚190μmのp型半導体基板を用意し、125mm×125mmの大きさに切り出した。その後、裏面にアルミニウム電極ペーストを印刷して裏面集電用電極パターンを形成した。裏面集電用電極パターンは、図3に示すように裏面出力取出し電極以外の全面に印刷した。また焼成後の裏面集電用電極の膜厚が30μmとなるように、アルミニウム電極ペーストの印刷条件を適宜調整した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。
続いてトンネル炉(ノリタケ社製、1列搬送W/Bトンネル炉)を用いて大気雰囲気下、焼成最高温度800℃で保持時間10秒の加熱処理(焼成)を行って、裏面の集電用電極及びp+型拡散層を形成した。 <Example 24>
A p-type semiconductor substrate having a film thickness of 190 μm having an n + -type diffusion layer, a texture, and an antireflection film (silicon nitride film) formed on the light receiving surface was prepared and cut into a size of 125 mm × 125 mm. Thereafter, an aluminum electrode paste was printed on the back surface to form a back surface collecting electrode pattern. The back surface collecting electrode pattern was printed on the entire surface other than the back surface output extraction electrode as shown in FIG. Moreover, the printing conditions of the aluminum electrode paste were appropriately adjusted so that the film thickness of the back surface collecting electrode after firing was 30 μm. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
Subsequently, using a tunnel furnace (manufactured by Noritake Co., Ltd., single-row transport W / B tunnel furnace), heat treatment (baking) for 10 seconds at a maximum firing temperature of 800 ° C. is performed in the air atmosphere for current collection on the back surface. An electrode and a p + type diffusion layer were formed.
その後、電極用ペースト組成物1を図2及び図3に示すような電極パターンとなるように印刷した。受光面の電極のパターンは150μm幅のフィンガーラインと1.5mm幅のバスバーで構成され、焼成後の膜厚が20μmとなるよう、印刷条件(スクリーン版のメッシュ、印刷速度、印圧)を適宜調整した。また裏面の電極のパターンは123mm×5mmで構成され、焼成後の膜厚が20μmとなるように、計2ヶ所印刷した。これを150℃に加熱したオーブンの中に15分間いれ、溶剤を蒸散により取り除いた。
Thereafter, the electrode paste composition 1 was printed so as to have an electrode pattern as shown in FIGS. The electrode pattern on the light-receiving surface is composed of 150 μm wide finger lines and 1.5 mm wide bus bars, and printing conditions (screen plate mesh, printing speed, printing pressure) are appropriately set so that the film thickness after firing is 20 μm. It was adjusted. The back electrode pattern was 123 mm × 5 mm, and was printed in two places so that the film thickness after firing was 20 μm. This was placed in an oven heated to 150 ° C. for 15 minutes, and the solvent was removed by evaporation.
これをトンネル炉(ノリタケ社製、1列搬送W/Bトンネル炉)を用いて大気雰囲気下、焼成最高温度650℃で保持時間10秒の加熱処理(焼成)を行って、所望の電極が形成された太陽電池素子24を作製した。
Using a tunnel furnace (manufactured by Noritake, one-row transport W / B tunnel furnace), heat treatment (firing) is performed in an air atmosphere at a firing maximum temperature of 650 ° C. and a holding time of 10 seconds to form a desired electrode. The solar cell element 24 thus manufactured was produced.
<実施例25>
実施例24において、受光面の電極及び裏面出力取出し電極の作製に上記で得られた電極用ペースト組成物7を用いたこと以外は、実施例24と同様にして太陽電池素子25を作製した。 <Example 25>
In Example 24, a solar cell element 25 was produced in the same manner as in Example 24 except that theelectrode paste composition 7 obtained above was used to produce the light-receiving surface electrode and the back surface output extraction electrode.
実施例24において、受光面の電極及び裏面出力取出し電極の作製に上記で得られた電極用ペースト組成物7を用いたこと以外は、実施例24と同様にして太陽電池素子25を作製した。 <Example 25>
In Example 24, a solar cell element 25 was produced in the same manner as in Example 24 except that the
<実施例26>
実施例24において、受光面の電極及び裏面出力取出し電極の作製に上記で得られた電極用ペースト組成物11を用いたこと以外は、実施例24と同様にして太陽電池素子26を作製した。 <Example 26>
In Example 24, a solar cell element 26 was produced in the same manner as in Example 24 except that theelectrode paste composition 11 obtained above was used to produce the light receiving surface electrode and the back surface output extraction electrode.
実施例24において、受光面の電極及び裏面出力取出し電極の作製に上記で得られた電極用ペースト組成物11を用いたこと以外は、実施例24と同様にして太陽電池素子26を作製した。 <Example 26>
In Example 24, a solar cell element 26 was produced in the same manner as in Example 24 except that the
<実施例27>
上記で得られた電極用ペースト組成物1を用いて、図5に示したような構造を有する太陽電池素子27を作製した。具体的な作製方法を以下に示す。まずp型シリコン基板について、レーザードリルによって、受光面側及び裏面側の両面を貫通した直径100μmのスルーホールを形成した。また受光面側にはテクスチャ、n+型拡散層、反射防止膜を順次形成した。尚、n+型拡散層は、スルーホール内部、及び裏面の一部にもそれぞれ形成した。次に、先に形成されたスルーホール内部電極用ペースト組成物1をインクジェット方により充填し、さらに受光面側にもグリッド状に印刷した。 <Example 27>
Using theelectrode paste composition 1 obtained above, a solar cell element 27 having a structure as shown in FIG. 5 was produced. A specific manufacturing method is described below. First, with respect to the p-type silicon substrate, a through hole having a diameter of 100 μm penetrating both the light receiving surface side and the back surface side was formed by a laser drill. Further, a texture, an n + -type diffusion layer, and an antireflection film were sequentially formed on the light receiving surface side. The n + -type diffusion layer was also formed inside the through hole and part of the back surface. Next, the previously formed through-hole internal electrode paste composition 1 was filled by an inkjet method, and further printed on the light-receiving surface side in a grid.
上記で得られた電極用ペースト組成物1を用いて、図5に示したような構造を有する太陽電池素子27を作製した。具体的な作製方法を以下に示す。まずp型シリコン基板について、レーザードリルによって、受光面側及び裏面側の両面を貫通した直径100μmのスルーホールを形成した。また受光面側にはテクスチャ、n+型拡散層、反射防止膜を順次形成した。尚、n+型拡散層は、スルーホール内部、及び裏面の一部にもそれぞれ形成した。次に、先に形成されたスルーホール内部電極用ペースト組成物1をインクジェット方により充填し、さらに受光面側にもグリッド状に印刷した。 <Example 27>
Using the
一方、裏面側には、電極用ペースト組成物1とアルミニウム電極ペーストを用いて、図4に示すようなパターンで、ストライプ状に印刷し、スルーホールの下に電極用ペースト組成物1が印刷されるように形成した。これをトンネル炉(ノリタケ社製、1列搬送W/Bトンネル炉)を用いて大気雰囲気下、焼成最高温度800℃で保持時間10秒の加熱処理を行って、所望の電極が形成された太陽電池素子27を作製した。
このときアルミニウム電極ペーストを形成した部分については、焼成によりp型シリコン基板内にAlが拡散することで、p+型拡散層が形成されていた。 On the other hand, on the back surface side, theelectrode paste composition 1 and the aluminum electrode paste were used to print in stripes in a pattern as shown in FIG. 4, and the electrode paste composition 1 was printed under the through holes. Formed as follows. This was subjected to heat treatment using a tunnel furnace (manufactured by Noritake Co., Ltd., single-row transport W / B tunnel furnace) in an air atmosphere at a firing maximum temperature of 800 ° C. for a holding time of 10 seconds, and the sun on which the desired electrode was formed A battery element 27 was produced.
At this time, with respect to the part where the aluminum electrode paste was formed, Al diffused into the p-type silicon substrate by firing, whereby a p + -type diffusion layer was formed.
このときアルミニウム電極ペーストを形成した部分については、焼成によりp型シリコン基板内にAlが拡散することで、p+型拡散層が形成されていた。 On the other hand, on the back surface side, the
At this time, with respect to the part where the aluminum electrode paste was formed, Al diffused into the p-type silicon substrate by firing, whereby a p + -type diffusion layer was formed.
<実施例28>
実施例27において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例27と同様にして、太陽電池素子28を作製した。 <Example 28>
In Example 27, a solar cell element 28 was produced in the same manner as in Example 27, except that the firing conditions at the time of electrode formation were changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds. .
実施例27において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例27と同様にして、太陽電池素子28を作製した。 <Example 28>
In Example 27, a solar cell element 28 was produced in the same manner as in Example 27, except that the firing conditions at the time of electrode formation were changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds. .
<実施例29>
実施例27において、電極用ペースト組成物1から上記で得られた電極用ペースト組成物12に変更して、受光面集電用電極、スルーホール電極、裏面電極を形成したこと以外は、実施例27と同様にして、太陽電池素子29を作製した。 <Example 29>
In Example 27, except that theelectrode paste composition 1 was changed to the electrode paste composition 12 obtained above, and a light receiving surface collecting electrode, a through-hole electrode, and a back electrode were formed, Example In the same manner as in Example 27, a solar cell element 29 was produced.
実施例27において、電極用ペースト組成物1から上記で得られた電極用ペースト組成物12に変更して、受光面集電用電極、スルーホール電極、裏面電極を形成したこと以外は、実施例27と同様にして、太陽電池素子29を作製した。 <Example 29>
In Example 27, except that the
<実施例30>
実施例1において、ガラス粒子をガラスG01粒子からガラスG03粒子に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物30を調製した。
尚、ガラスG03は、二酸化ケイ素(SiO2)13部、酸化ホウ素(B2O3)58部、酸化亜鉛(ZnO)38部、酸化アルミニウム(Al2O3)12部、酸化バリウム(BaO)12部からなるように調製した。得られたガラスG03の軟化点は、583℃、結晶化温度は650℃を超えていた。
得られたガラスG03を用いて、粒子径(D50%)が2.5μmであるガラスG03粒子を得た。またその形状は略球状であった。 <Example 30>
In Example 1, the electrode paste composition 30 was prepared in the same manner as in Example 1 except that the glass particles were changed from the glass G01 particles to the glass G03 particles.
Glass G03 is composed of 13 parts of silicon dioxide (SiO 2 ), 58 parts of boron oxide (B 2 O 3 ), 38 parts of zinc oxide (ZnO), 12 parts of aluminum oxide (Al 2 O 3 ), and barium oxide (BaO). Prepared to consist of 12 parts. The obtained glass G03 had a softening point of 583 ° C. and a crystallization temperature of over 650 ° C.
By using the obtained glass G03, glass G03 particles having a particle diameter (D50%) of 2.5 μm were obtained. The shape was substantially spherical.
実施例1において、ガラス粒子をガラスG01粒子からガラスG03粒子に変更したこと以外は、実施例1と同様にして、電極用ペースト組成物30を調製した。
尚、ガラスG03は、二酸化ケイ素(SiO2)13部、酸化ホウ素(B2O3)58部、酸化亜鉛(ZnO)38部、酸化アルミニウム(Al2O3)12部、酸化バリウム(BaO)12部からなるように調製した。得られたガラスG03の軟化点は、583℃、結晶化温度は650℃を超えていた。
得られたガラスG03を用いて、粒子径(D50%)が2.5μmであるガラスG03粒子を得た。またその形状は略球状であった。 <Example 30>
In Example 1, the electrode paste composition 30 was prepared in the same manner as in Example 1 except that the glass particles were changed from the glass G01 particles to the glass G03 particles.
Glass G03 is composed of 13 parts of silicon dioxide (SiO 2 ), 58 parts of boron oxide (B 2 O 3 ), 38 parts of zinc oxide (ZnO), 12 parts of aluminum oxide (Al 2 O 3 ), and barium oxide (BaO). Prepared to consist of 12 parts. The obtained glass G03 had a softening point of 583 ° C. and a crystallization temperature of over 650 ° C.
By using the obtained glass G03, glass G03 particles having a particle diameter (D50%) of 2.5 μm were obtained. The shape was substantially spherical.
次いで、上記で得られた電極用ペースト組成物30を用いて、図6に示したような構造を有する太陽電池素子30を作製した。作製方法は、受光面電極を形成しないこと以外は、実施例27~29と同様である。尚、焼成条件は最高温度800℃で保持時間10秒とした。
Next, using the electrode paste composition 30 obtained above, a solar cell element 30 having a structure as shown in FIG. 6 was produced. The manufacturing method is the same as in Examples 27 to 29 except that the light receiving surface electrode is not formed. The firing conditions were a maximum temperature of 800 ° C. and a holding time of 10 seconds.
<実施例31>
実施例28において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例30と同様にして太陽電池素子31を作製した。 <Example 31>
In Example 28, a solar cell element 31 was produced in the same manner as in Example 30 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
実施例28において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例30と同様にして太陽電池素子31を作製した。 <Example 31>
In Example 28, a solar cell element 31 was produced in the same manner as in Example 30 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
<実施例32>
実施例13において、ガラス組成をガラスG01からガラスG03に変更したこと以外は、実施例13と同様にして、電極用ペースト組成物32を調製した。これを用いたこと以外は実施例30と同様にして、図6に示したような構造を有する太陽電池素子32を作製した。 <Example 32>
In Example 13, an electrode paste composition 32 was prepared in the same manner as in Example 13 except that the glass composition was changed from glass G01 to glass G03. Except having used this, it carried out similarly to Example 30, and produced the solar cell element 32 which has a structure as shown in FIG.
実施例13において、ガラス組成をガラスG01からガラスG03に変更したこと以外は、実施例13と同様にして、電極用ペースト組成物32を調製した。これを用いたこと以外は実施例30と同様にして、図6に示したような構造を有する太陽電池素子32を作製した。 <Example 32>
In Example 13, an electrode paste composition 32 was prepared in the same manner as in Example 13 except that the glass composition was changed from glass G01 to glass G03. Except having used this, it carried out similarly to Example 30, and produced the solar cell element 32 which has a structure as shown in FIG.
<実施例33>
上記で得られた電極用ペースト組成物30を用いて、図7に示したような構造を有する太陽電池素子33を作製した。作製方法は、ベースとなる基板にn型シリコン基板を用いたことと、受光面電極、スルーホール及びスルーホール電極を形成しないこと以外は、実施例27と同様である。尚、焼成条件は最高温度800℃で保持時間10秒とした。 <Example 33>
Using the electrode paste composition 30 obtained above, a solar cell element 33 having a structure as shown in FIG. 7 was produced. The manufacturing method is the same as that in Example 27 except that an n-type silicon substrate is used as the base substrate and that the light receiving surface electrode, the through hole, and the through hole electrode are not formed. The firing conditions were a maximum temperature of 800 ° C. and a holding time of 10 seconds.
上記で得られた電極用ペースト組成物30を用いて、図7に示したような構造を有する太陽電池素子33を作製した。作製方法は、ベースとなる基板にn型シリコン基板を用いたことと、受光面電極、スルーホール及びスルーホール電極を形成しないこと以外は、実施例27と同様である。尚、焼成条件は最高温度800℃で保持時間10秒とした。 <Example 33>
Using the electrode paste composition 30 obtained above, a solar cell element 33 having a structure as shown in FIG. 7 was produced. The manufacturing method is the same as that in Example 27 except that an n-type silicon substrate is used as the base substrate and that the light receiving surface electrode, the through hole, and the through hole electrode are not formed. The firing conditions were a maximum temperature of 800 ° C. and a holding time of 10 seconds.
<実施例34>
実施例33において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例33と同様にして太陽電池素子34を作製した。 <Example 34>
In Example 33, a solar cell element 34 was produced in the same manner as in Example 33 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
実施例33において、電極形成時の焼成条件を最高温度800℃で10秒間から、最高温度850℃で8秒間に変更したこと以外は、実施例33と同様にして太陽電池素子34を作製した。 <Example 34>
In Example 33, a solar cell element 34 was produced in the same manner as in Example 33 except that the firing condition at the time of electrode formation was changed from a maximum temperature of 800 ° C. for 10 seconds to a maximum temperature of 850 ° C. for 8 seconds.
<実施例35>
実施例13において、ガラス粒子をガラスG01粒子からガラスG03粒子に変更したこと以外は、実施例13と同様にして、電極用ペースト組成物35を調製した。これを用いて実施例33と同様にして、図7に示したような構造を有する太陽電池素子35を作製した。 <Example 35>
In Example 13, the electrode paste composition 35 was prepared in the same manner as in Example 13 except that the glass particles were changed from the glass G01 particles to the glass G03 particles. Using this, a solar cell element 35 having a structure as shown in FIG.
実施例13において、ガラス粒子をガラスG01粒子からガラスG03粒子に変更したこと以外は、実施例13と同様にして、電極用ペースト組成物35を調製した。これを用いて実施例33と同様にして、図7に示したような構造を有する太陽電池素子35を作製した。 <Example 35>
In Example 13, the electrode paste composition 35 was prepared in the same manner as in Example 13 except that the glass particles were changed from the glass G01 particles to the glass G03 particles. Using this, a solar cell element 35 having a structure as shown in FIG.
<比較例1>
実施例1における電極用ペースト組成物の調製において、リン-錫含有銅合金粒子を用いずに、表1に示した組成となるように各成分を変更したこと以外は、実施例1と同様にして電極用ペースト組成物C1を調製した。
リン-鈴含有銅合金粒子を含まない電極用ペースト組成物C1を用いたこと以外は、実施例1と同様にして太陽電池素子C1を作製した。 <Comparative Example 1>
The preparation of the electrode paste composition in Example 1 was carried out in the same manner as in Example 1 except that each component was changed to the composition shown in Table 1 without using the phosphorus-tin-containing copper alloy particles. Thus, electrode paste composition C1 was prepared.
A solar cell element C1 was produced in the same manner as in Example 1 except that the electrode paste composition C1 containing no phosphorus-bell-containing copper alloy particles was used.
実施例1における電極用ペースト組成物の調製において、リン-錫含有銅合金粒子を用いずに、表1に示した組成となるように各成分を変更したこと以外は、実施例1と同様にして電極用ペースト組成物C1を調製した。
リン-鈴含有銅合金粒子を含まない電極用ペースト組成物C1を用いたこと以外は、実施例1と同様にして太陽電池素子C1を作製した。 <Comparative Example 1>
The preparation of the electrode paste composition in Example 1 was carried out in the same manner as in Example 1 except that each component was changed to the composition shown in Table 1 without using the phosphorus-tin-containing copper alloy particles. Thus, electrode paste composition C1 was prepared.
A solar cell element C1 was produced in the same manner as in Example 1 except that the electrode paste composition C1 containing no phosphorus-bell-containing copper alloy particles was used.
<比較例2~4>
リン-錫含有銅合金粒子の代わりに、銅粒子(純度99.5%)、リン含有銅合金粒子及び錫含有銅合金粒子をそれぞれ用い、表1に示す組成の電極用ペースト組成物C2~C4をそれぞれ調製した。
電極用ペースト組成物C2~C4をそれぞれ用いたこと以外は、比較例1と同様にして太陽電池素子C2~C4をそれぞれ作製した。 <Comparative Examples 2 to 4>
Instead of the phosphorus-tin-containing copper alloy particles, copper particles (purity 99.5%), phosphorus-containing copper alloy particles and tin-containing copper alloy particles were used, respectively, and electrode paste compositions C2 to C4 having the compositions shown in Table 1 were used. Were prepared respectively.
Solar cell elements C2 to C4 were respectively produced in the same manner as in Comparative Example 1 except that the electrode paste compositions C2 to C4 were used.
リン-錫含有銅合金粒子の代わりに、銅粒子(純度99.5%)、リン含有銅合金粒子及び錫含有銅合金粒子をそれぞれ用い、表1に示す組成の電極用ペースト組成物C2~C4をそれぞれ調製した。
電極用ペースト組成物C2~C4をそれぞれ用いたこと以外は、比較例1と同様にして太陽電池素子C2~C4をそれぞれ作製した。 <Comparative Examples 2 to 4>
Instead of the phosphorus-tin-containing copper alloy particles, copper particles (purity 99.5%), phosphorus-containing copper alloy particles and tin-containing copper alloy particles were used, respectively, and electrode paste compositions C2 to C4 having the compositions shown in Table 1 were used. Were prepared respectively.
Solar cell elements C2 to C4 were respectively produced in the same manner as in Comparative Example 1 except that the electrode paste compositions C2 to C4 were used.
<比較例5>
実施例27において、電極用ペースト組成物1から上記で得られた電極用ペースト組成物C1に変更して、受光面集電用電極、スルーホール電極、裏面電極を形成したこと以外は、実施例27と同様にして、太陽電池素子C5を作製した。 <Comparative Example 5>
In Example 27, except that theelectrode paste composition 1 was changed from the electrode paste composition 1 to the electrode paste composition C1 obtained above, the light receiving surface collecting electrode, the through-hole electrode, and the back electrode were formed. In the same manner as in Example 27, a solar cell element C5 was produced.
実施例27において、電極用ペースト組成物1から上記で得られた電極用ペースト組成物C1に変更して、受光面集電用電極、スルーホール電極、裏面電極を形成したこと以外は、実施例27と同様にして、太陽電池素子C5を作製した。 <Comparative Example 5>
In Example 27, except that the
<比較例6>
実施例30において、電極用ペースト組成物30から上記で得られた電極用ペースト組成物C1に変更したこと以外は、実施例30と同様にして太陽電池素子C6を作製した。 <Comparative Example 6>
In Example 30, a solar cell element C6 was produced in the same manner as in Example 30, except that the electrode paste composition 30 was changed to the electrode paste composition C1 obtained above.
実施例30において、電極用ペースト組成物30から上記で得られた電極用ペースト組成物C1に変更したこと以外は、実施例30と同様にして太陽電池素子C6を作製した。 <Comparative Example 6>
In Example 30, a solar cell element C6 was produced in the same manner as in Example 30, except that the electrode paste composition 30 was changed to the electrode paste composition C1 obtained above.
<比較例7>
実施例33において、電極用ペースト組成物33から上記で得られた電極用ペースト組成物C1に変更したこと以外は、実施例33と同様にして太陽電池素子C7を作製した。 <Comparative Example 7>
In Example 33, a solar cell element C7 was produced in the same manner as in Example 33 except that the electrode paste composition 33 was changed to the electrode paste composition C1 obtained above.
実施例33において、電極用ペースト組成物33から上記で得られた電極用ペースト組成物C1に変更したこと以外は、実施例33と同様にして太陽電池素子C7を作製した。 <Comparative Example 7>
In Example 33, a solar cell element C7 was produced in the same manner as in Example 33 except that the electrode paste composition 33 was changed to the electrode paste composition C1 obtained above.

<評価>
作製した太陽電池素子の評価は、擬似太陽光として(株)ワコム電創製WXS-155S-10、電流―電圧(I-V)評価測定器としてI-V CURVE TRACER MP-160(EKO INSTRUMENT社製)の測定装置を組み合わせて行った。太陽電池としての発電性能を示すJsc(短絡電流)、Voc(開放電圧)、FF(フィルファクター)、Eff(変換効率)は、それぞれJIS-C-8912、JIS-C-8913及びJIS-C-8914に準拠して測定を行うことで得られたものである。両面電極構造の太陽電池素子において、得られた各測定値を、比較例1(太陽電池素子C1)の測定値を100.0とした相対値に換算して表2に示した。尚、比較例2においては、銅粒子の酸化によって電極の抵抗率が大きくなり、評価不能であった。
さらに作製した電極用ペースト組成物を焼成して形成した受光面電極の断面を走査型電子顕微鏡Miniscope TM-1000((株)日立製作所製)を用いて、加速電圧15kVで観察し、電極内のCu-Sn合金相、Sn-P-Oガラス相の有無及びSn-P-Oガラス相の形成部位を調査した。その結果も併せて表2に示した。 <Evaluation>
Evaluation of the produced solar cell element was performed by using WXS-155S-10 manufactured by Wacom Denso Co., Ltd. as pseudo-sunlight, and IV CURVE TRACER MP-160 (manufactured by EKO INSTRUMENT Co., Ltd.) as a current-voltage (IV) evaluation measuring instrument. ) Was combined with the measuring device. Jsc (short-circuit current), Voc (open circuit voltage), FF (fill factor), and Eff (conversion efficiency) indicating the power generation performance as a solar cell are JIS-C-8912, JIS-C-8913 and JIS-C-, respectively. It is obtained by performing measurement according to 8914. In the solar cell element having a double-sided electrode structure, the obtained measured values are converted into relative values with the measured value of Comparative Example 1 (solar cell element C1) as 100.0, and are shown in Table 2. In Comparative Example 2, the resistivity of the electrode increased due to oxidation of the copper particles, and evaluation was impossible.
Furthermore, the cross section of the light-receiving surface electrode formed by firing the prepared electrode paste composition was observed with a scanning electron microscope Miniscope TM-1000 (manufactured by Hitachi, Ltd.) at an acceleration voltage of 15 kV. The presence or absence of the Cu—Sn alloy phase, Sn—PO glass phase, and the formation site of the Sn—PO glass phase were investigated. The results are also shown in Table 2.
作製した太陽電池素子の評価は、擬似太陽光として(株)ワコム電創製WXS-155S-10、電流―電圧(I-V)評価測定器としてI-V CURVE TRACER MP-160(EKO INSTRUMENT社製)の測定装置を組み合わせて行った。太陽電池としての発電性能を示すJsc(短絡電流)、Voc(開放電圧)、FF(フィルファクター)、Eff(変換効率)は、それぞれJIS-C-8912、JIS-C-8913及びJIS-C-8914に準拠して測定を行うことで得られたものである。両面電極構造の太陽電池素子において、得られた各測定値を、比較例1(太陽電池素子C1)の測定値を100.0とした相対値に換算して表2に示した。尚、比較例2においては、銅粒子の酸化によって電極の抵抗率が大きくなり、評価不能であった。
さらに作製した電極用ペースト組成物を焼成して形成した受光面電極の断面を走査型電子顕微鏡Miniscope TM-1000((株)日立製作所製)を用いて、加速電圧15kVで観察し、電極内のCu-Sn合金相、Sn-P-Oガラス相の有無及びSn-P-Oガラス相の形成部位を調査した。その結果も併せて表2に示した。 <Evaluation>
Evaluation of the produced solar cell element was performed by using WXS-155S-10 manufactured by Wacom Denso Co., Ltd. as pseudo-sunlight, and IV CURVE TRACER MP-160 (manufactured by EKO INSTRUMENT Co., Ltd.) as a current-voltage (IV) evaluation measuring instrument. ) Was combined with the measuring device. Jsc (short-circuit current), Voc (open circuit voltage), FF (fill factor), and Eff (conversion efficiency) indicating the power generation performance as a solar cell are JIS-C-8912, JIS-C-8913 and JIS-C-, respectively. It is obtained by performing measurement according to 8914. In the solar cell element having a double-sided electrode structure, the obtained measured values are converted into relative values with the measured value of Comparative Example 1 (solar cell element C1) as 100.0, and are shown in Table 2. In Comparative Example 2, the resistivity of the electrode increased due to oxidation of the copper particles, and evaluation was impossible.
Furthermore, the cross section of the light-receiving surface electrode formed by firing the prepared electrode paste composition was observed with a scanning electron microscope Miniscope TM-1000 (manufactured by Hitachi, Ltd.) at an acceleration voltage of 15 kV. The presence or absence of the Cu—Sn alloy phase, Sn—PO glass phase, and the formation site of the Sn—PO glass phase were investigated. The results are also shown in Table 2.
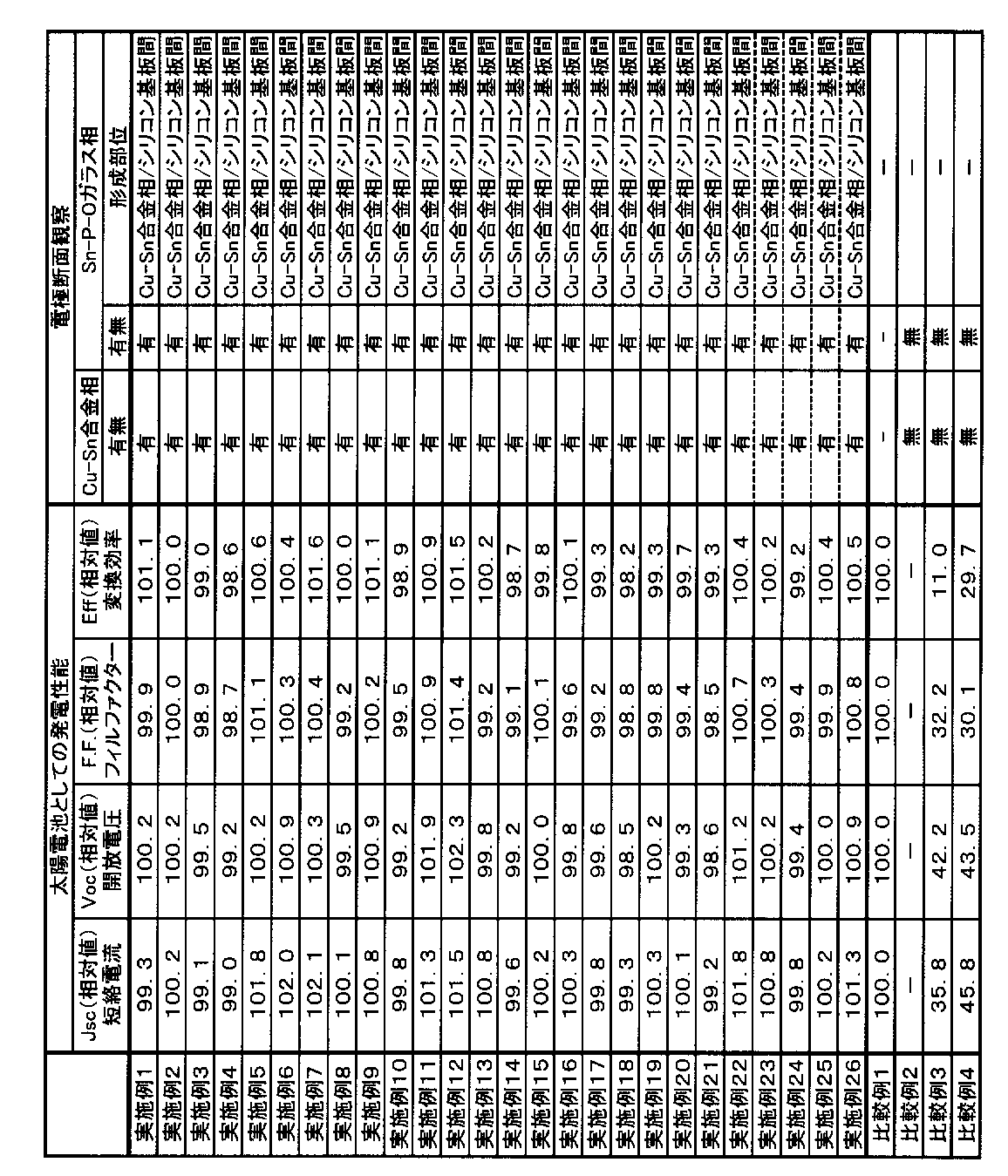
表2から、比較例3及び比較例4においては、比較例1よりも発電性能が劣化した。比較例3においては、銅合金粒子中のリン含有量が6質量%であるものの、錫が含まれていないために、焼成中にシリコン基板と銅の相互拡散が起こり、基板内のpn接合特性が劣化したことが考えられる。比較例5では、リンを含まず、錫を含む銅合金粒子を用いたため、焼成中に合金粒子が酸化し、Cu-Sn合金相が形成されずに電極の抵抗が増加したことが考えられる。
From Table 2, the power generation performance deteriorated in Comparative Example 3 and Comparative Example 4 as compared with Comparative Example 1. In Comparative Example 3, although the phosphorus content in the copper alloy particles is 6% by mass, since tin is not included, the silicon substrate and copper are interdiffused during firing, and the pn junction characteristics in the substrate It is conceivable that has deteriorated. In Comparative Example 5, since copper alloy particles not containing phosphorus and containing tin were used, it is considered that the alloy particles were oxidized during firing and the resistance of the electrode was increased without forming a Cu—Sn alloy phase.
一方、実施例1~26で作製した太陽電池素子の発電性能は、比較例1の測定値と比べほぼ同等であった。特に太陽電池素子24~26は、電極用ペースト組成物を比較的低温(650℃)で焼成したにもかかわらず、高い発電性能を示した。また組織観察の結果、受光面電極内にはCu-Sn合金相とSn-P-Oガラス相が存在し、Sn-P-Oガラス相がCu-Sn合金相とシリコン基板との間に形成されていた。
On the other hand, the power generation performance of the solar cell elements produced in Examples 1 to 26 was almost the same as the measured value of Comparative Example 1. In particular, the solar cell elements 24 to 26 exhibited high power generation performance even though the electrode paste composition was fired at a relatively low temperature (650 ° C.). Further, as a result of the structure observation, a Cu—Sn alloy phase and a Sn—PO glass phase are present in the light receiving surface electrode, and a Sn—PO glass phase is formed between the Cu—Sn alloy phase and the silicon substrate. It had been.
続いて、バックコンタクト型の太陽電池素子のうち、図5の構造を有するものについて、得られた各測定値を、比較例5の測定値を100.0とした相対値に換算して表3に示した。さらに受光面電極の断面を観察した結果も併せて表3に示した。
Subsequently, for each of the back contact solar cell elements having the structure of FIG. 5, the obtained measured values are converted into relative values with the measured value of Comparative Example 5 as 100.0, and Table 3 It was shown to. Further, the results of observation of the cross section of the light-receiving surface electrode are also shown in Table 3.

表3から、実施例27~29で作製した太陽電池素子は、比較例5の太陽電池素子とほぼ同等の発電性能を示したことが分かる。また組織観察の結果、受光面電極内にはCu-Sn合金相とSn-P-Oガラス相が存在し、Sn-P-Oガラス相がCu-Sn合金相とシリコン基板との間に形成されていた。
From Table 3, it can be seen that the solar cell elements produced in Examples 27 to 29 exhibited almost the same power generation performance as the solar cell element of Comparative Example 5. Further, as a result of the structure observation, a Cu—Sn alloy phase and a Sn—PO glass phase are present in the light receiving surface electrode, and a Sn—PO glass phase is formed between the Cu—Sn alloy phase and the silicon substrate. It had been.
続いて、バックコンタクト型の太陽電池素子のうち、図6の構造を有するものについて、得られた各測定値を、比較例6の測定値を100.0とした相対値に換算して表4に示した。さらに受光面電極の断面を観察した結果も併せて表4に示した。
Subsequently, for each of the back contact solar cell elements having the structure of FIG. 6, the obtained measured values were converted into relative values with the measured value of Comparative Example 6 as 100.0. It was shown to. Further, the results of observation of the cross section of the light-receiving surface electrode are also shown in Table 4.
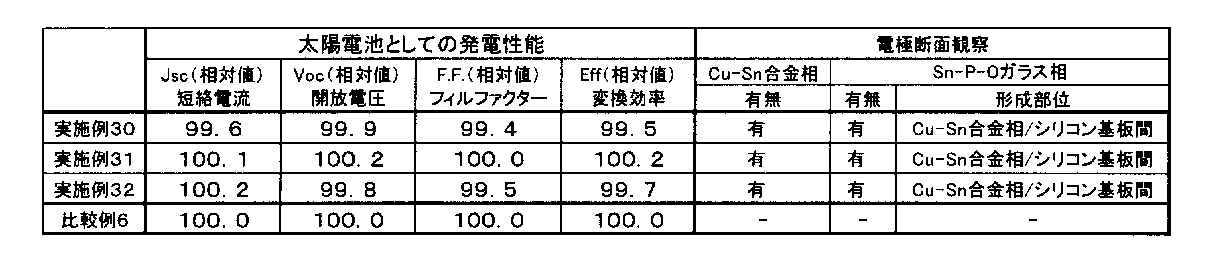
表4から、実施例30~32で作製した太陽電池素子は、比較例6の太陽電池素子とほぼ同等の発電性能を示したことが分かる。また組織観察の結果、裏電極のうち、作製した電極用ペースト組成物を焼成して形成した電極内にはCu-Sn合金相とSn-P-Oガラス相が存在し、Sn-P-Oガラス相がCu-Sn合金相とシリコン基板との間に形成されていた。
From Table 4, it can be seen that the solar cell elements produced in Examples 30 to 32 exhibited almost the same power generation performance as the solar cell element of Comparative Example 6. Further, as a result of the structure observation, the Cu—Sn alloy phase and the Sn—PO glass phase exist in the electrode formed by firing the prepared electrode paste composition among the back electrodes, and Sn—PO A glass phase was formed between the Cu—Sn alloy phase and the silicon substrate.
続いて、バックコンタクト型の太陽電池素子のうち、図7の構造を有するものについて、得られた各測定値を、比較例7の測定値を100.0とした相対値に換算して表5に示した。さらに受光面電極の断面を観察した結果も併せて表5に示した。
Subsequently, for each of the back contact solar cell elements having the structure of FIG. 7, the obtained measured values were converted into relative values with the measured value of Comparative Example 7 as 100.0, and Table 5 It was shown to. Further, the results of observation of the cross section of the light-receiving surface electrode are also shown in Table 5.

実施例33~35で作製した太陽電池素子は、比較例7の太陽電池素子とほぼ同等の発電性能を示したことが分かる。また組織観察の結果、裏電極のうち、作製した電極用ペースト組成物を焼成して形成した電極内にはCu-Sn合金相とSn-P-Oガラス相が存在し、Sn-P-Oガラス相がCu-Sn合金相とシリコン基板との間に形成されていた。
It can be seen that the solar cell elements produced in Examples 33 to 35 exhibited almost the same power generation performance as the solar cell element of Comparative Example 7. Further, as a result of the structure observation, the Cu—Sn alloy phase and the Sn—PO glass phase exist in the electrode formed by firing the prepared electrode paste composition among the back electrodes, and Sn—PO A glass phase was formed between the Cu—Sn alloy phase and the silicon substrate.
Claims (12)
- リン-錫含有銅合金粒子と、ガラス粒子と、溶剤と、樹脂と、を含む電極用ペースト組成物。 An electrode paste composition comprising phosphorus-tin-containing copper alloy particles, glass particles, a solvent, and a resin.
- 前記リン-錫含有銅合金粒子は、リン含有率が2質量%以上15質量%以下で、且つ錫含有率が5質量%以上30質量%以下である請求項1に記載の電極用ペースト組成物。 The electrode paste composition according to claim 1, wherein the phosphorus-tin-containing copper alloy particles have a phosphorus content of 2% by mass to 15% by mass and a tin content of 5% by mass to 30% by mass. .
- 前記ガラス粒子は、ガラス軟化点が650℃以下であって、結晶化開始温度が650℃を超える請求項1又は請求項2に記載の電極用ペースト組成物。 The electrode paste composition according to claim 1 or 2, wherein the glass particles have a glass softening point of 650 ° C or lower and a crystallization start temperature exceeding 650 ° C.
- 前記リン-錫含有銅合金粒子は、銀、マンガン及びコバルトからなる群より選ばれる少なくとも1種の金属原子を更に含む請求項1~請求項3のいずれか1項に記載の電極用ペースト組成物。 The electrode paste composition according to any one of claims 1 to 3, wherein the phosphorus-tin-containing copper alloy particles further include at least one metal atom selected from the group consisting of silver, manganese, and cobalt. .
- 前記リン-錫含有銅合金粒子は、前記金属原子の含有率が0.1質量%以上10質量%以下である請求項4に記載の電極用ペースト組成物。 The electrode paste composition according to claim 4, wherein the phosphorus-tin-containing copper alloy particles have a metal atom content of 0.1 mass% or more and 10 mass% or less.
- 銀粒子を更に含む請求項1~請求項5のいずれか1項に記載の電極用ペースト組成物。 The electrode paste composition according to any one of claims 1 to 5, further comprising silver particles.
- 前記リン-錫含有銅合金粒子及び銀粒子の総含有率を100質量%としたときの前記銀粒子の含有率が0.1質量%以上10質量%以下である請求項6に記載の電極用ペースト組成物。 7. The electrode according to claim 6, wherein the content of the silver particles is 0.1% by mass to 10% by mass when the total content of the phosphorus-tin-containing copper alloy particles and the silver particles is 100% by mass. Paste composition.
- 前記リン-錫含有銅合金粒子及び銀粒子の総含有率が70質量%以上94質量%以下であり、前記ガラス粒子の含有率が0.1質量%以上10質量%以下であり、前記溶剤及び前記樹脂の総含有率が3質量%以上29.9質量%以下である請求項6又は請求項7に記載の電極用ペースト組成物。 The total content of the phosphorus-tin-containing copper alloy particles and silver particles is 70% by mass or more and 94% by mass or less, the content of the glass particles is 0.1% by mass or more and 10% by mass or less, the solvent and The electrode paste composition according to claim 6 or 7, wherein a total content of the resin is 3% by mass or more and 29.9% by mass or less.
- シリコン基板上に付与された請求項1~請求項8のいずれか1項に記載の電極用ペースト組成物を焼成して形成された電極を有する太陽電池素子。 A solar cell element having an electrode formed by firing the electrode paste composition according to any one of claims 1 to 8 applied on a silicon substrate.
- 前記電極は、Cu-Sn合金相及びSn-P-Oガラス相を含む請求項9に記載の太陽電池素子。 10. The solar cell element according to claim 9, wherein the electrode includes a Cu—Sn alloy phase and a Sn—P—O glass phase.
- 前記Sn-P-Oガラス相は、前記Cu-Sn合金相と前記シリコン基板との間に配置されている請求項10に記載の太陽電池素子。 The solar cell element according to claim 10, wherein the Sn-PO glass phase is disposed between the Cu-Sn alloy phase and the silicon substrate.
- 請求項9~請求項11のいずれか1項に記載の太陽電池素子と、前記太陽電池素子の電極上に配置されたタブ線とを有する太陽電池。 A solar cell comprising the solar cell element according to any one of claims 9 to 11 and a tab wire disposed on an electrode of the solar cell element.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180070035.7A CN103503079B (en) | 2011-04-14 | 2011-04-28 | Electrode paste composition, solar cell device and solaode |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011090519A JP2012227183A (en) | 2011-04-14 | 2011-04-14 | Paste composition for electrode, and solar cell element |
| JP2011-090519 | 2011-04-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012140787A1 true WO2012140787A1 (en) | 2012-10-18 |
Family
ID=47008989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/060472 WO2012140787A1 (en) | 2011-04-14 | 2011-04-28 | Electrode paste composition, solar-cell element, and solar cell |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2012227183A (en) |
| CN (1) | CN103503079B (en) |
| TW (1) | TW201246231A (en) |
| WO (1) | WO2012140787A1 (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5772174B2 (en) * | 2011-04-14 | 2015-09-02 | 日立化成株式会社 | ELEMENT, SOLAR CELL, AND ELECTRODE PASTE COMPOSITION |
| JP5768455B2 (en) * | 2011-04-14 | 2015-08-26 | 日立化成株式会社 | Electrode paste composition and solar cell element |
| JP5720393B2 (en) * | 2011-04-14 | 2015-05-20 | 日立化成株式会社 | Electrode paste composition, solar cell element and solar cell |
| JP5735093B1 (en) * | 2013-12-24 | 2015-06-17 | 株式会社マテリアル・コンセプト | Solar cell and manufacturing method thereof |
| CN105934830B (en) * | 2014-01-31 | 2018-09-11 | 日立化成株式会社 | Composition for electrode formation, electrode, solar cell device and its manufacturing method and solar cell |
| JP2015164171A (en) * | 2014-01-31 | 2015-09-10 | 日立化成株式会社 | Solar battery, solar battery module, component with electrodes, semiconductor device, and electronic component |
| WO2015115566A1 (en) * | 2014-01-31 | 2015-08-06 | 日立化成株式会社 | Electrode connection set, method for manufacturing solar cell, solar cell and solar cell module |
| JP6464669B2 (en) * | 2014-02-12 | 2019-02-06 | 日立化成株式会社 | Electrode forming composition, electrode, solar cell element, solar cell and method for producing the same |
| JP6371099B2 (en) * | 2014-04-18 | 2018-08-08 | ナミックス株式会社 | Conductive paste and crystalline silicon solar cell |
| JP5766336B1 (en) * | 2014-06-16 | 2015-08-19 | 株式会社マテリアル・コンセプト | Copper paste firing method |
| JP5958526B2 (en) * | 2014-11-26 | 2016-08-02 | 日立化成株式会社 | ELEMENT, SOLAR CELL, AND ELECTRODE PASTE COMPOSITION |
| JP2015144126A (en) * | 2015-02-16 | 2015-08-06 | 日立化成株式会社 | Paste composition for electrode, and solar cell element |
| WO2017033343A1 (en) * | 2015-08-27 | 2017-03-02 | 日立化成株式会社 | Composition for electrode formation, electrode, solar battery element, solar battery, and method for producing solar battery element |
| CN106328726B (en) * | 2016-08-30 | 2018-06-29 | 南通天盛新能源股份有限公司 | High-efficiency crystal silicon solar battery local contact back field aluminum paste of two sides light and preparation method thereof |
| JP7267687B2 (en) * | 2018-05-31 | 2023-05-02 | 東洋アルミニウム株式会社 | Conductive paste and solar cell |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6457762A (en) * | 1987-08-28 | 1989-03-06 | Kyocera Corp | Photoelectric converting device |
| JPH0529639A (en) * | 1991-07-25 | 1993-02-05 | Sharp Corp | Solar cell |
| JPH11162859A (en) * | 1997-11-28 | 1999-06-18 | Canon Inc | Liquid phase growth of silicon crystal and manufacture of solar battery using the same |
| JP2001110232A (en) * | 1999-10-13 | 2001-04-20 | Murata Mfg Co Ltd | Conductive paste and semiconductor ceramic electronic parts |
| JP2009099443A (en) * | 2007-10-18 | 2009-05-07 | Fukuda Metal Foil & Powder Co Ltd | Cooper alloy powder for conductive material paste |
| JP2010186862A (en) * | 2009-02-12 | 2010-08-26 | Shin-Etsu Chemical Co Ltd | Solar cell |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2008078374A1 (en) * | 2006-12-25 | 2010-04-15 | ナミックス株式会社 | Conductive paste for solar cell |
| US7485245B1 (en) * | 2007-10-18 | 2009-02-03 | E.I. Du Pont De Nemours And Company | Electrode paste for solar cell and solar cell electrode using the paste |
| JP5236400B2 (en) * | 2008-09-04 | 2013-07-17 | 太陽ホールディングス株式会社 | Conductive paste and electrode using the same |
| JP5768455B2 (en) * | 2011-04-14 | 2015-08-26 | 日立化成株式会社 | Electrode paste composition and solar cell element |
-
2011
- 2011-04-14 JP JP2011090519A patent/JP2012227183A/en active Pending
- 2011-04-28 CN CN201180070035.7A patent/CN103503079B/en not_active Expired - Fee Related
- 2011-04-28 WO PCT/JP2011/060472 patent/WO2012140787A1/en active Application Filing
-
2012
- 2012-04-12 TW TW101112905A patent/TW201246231A/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6457762A (en) * | 1987-08-28 | 1989-03-06 | Kyocera Corp | Photoelectric converting device |
| JPH0529639A (en) * | 1991-07-25 | 1993-02-05 | Sharp Corp | Solar cell |
| JPH11162859A (en) * | 1997-11-28 | 1999-06-18 | Canon Inc | Liquid phase growth of silicon crystal and manufacture of solar battery using the same |
| JP2001110232A (en) * | 1999-10-13 | 2001-04-20 | Murata Mfg Co Ltd | Conductive paste and semiconductor ceramic electronic parts |
| JP2009099443A (en) * | 2007-10-18 | 2009-05-07 | Fukuda Metal Foil & Powder Co Ltd | Cooper alloy powder for conductive material paste |
| JP2010186862A (en) * | 2009-02-12 | 2010-08-26 | Shin-Etsu Chemical Co Ltd | Solar cell |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103503079A (en) | 2014-01-08 |
| JP2012227183A (en) | 2012-11-15 |
| CN103503079B (en) | 2016-10-12 |
| TW201246231A (en) | 2012-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5768455B2 (en) | Electrode paste composition and solar cell element | |
| WO2012140787A1 (en) | Electrode paste composition, solar-cell element, and solar cell | |
| JP5811186B2 (en) | Electrode paste composition, solar cell element and solar cell | |
| JP5120477B2 (en) | Electrode paste composition and solar cell | |
| JP5708807B2 (en) | Device and solar cell | |
| JP5725180B2 (en) | Element and solar cell | |
| JP6206491B2 (en) | Electrode forming composition, solar cell element and solar cell | |
| JP5891599B2 (en) | Paste composition for silicon solar cell electrode | |
| US20120260981A1 (en) | Paste composition for electrode, photovoltaic cell element, and photovoltaic cell | |
| JP5879790B2 (en) | Electrode paste composition and solar cell | |
| JP5720393B2 (en) | Electrode paste composition, solar cell element and solar cell | |
| JP5772174B2 (en) | ELEMENT, SOLAR CELL, AND ELECTRODE PASTE COMPOSITION | |
| US20130118573A1 (en) | Paste composition for electrode, photovoltaic cell element, and photovoltaic cell | |
| US20120260982A1 (en) | Paste composition for electrode, photovoltaic cell element, and photovoltaic cell | |
| JP2015195223A (en) | Paste composition for electrode, solar cell element, and solar cell | |
| JP2015144126A (en) | Paste composition for electrode, and solar cell element | |
| JP2015188089A (en) | Device and solar battery | |
| JP5408322B2 (en) | Electrode paste composition and solar cell | |
| JP2016122840A (en) | Device and solar battery, and paste composition for electrodes | |
| JP2015079975A (en) | Element, solar cell, and paste composition for electrode | |
| JP5958526B2 (en) | ELEMENT, SOLAR CELL, AND ELECTRODE PASTE COMPOSITION | |
| JP5899689B2 (en) | Device and solar cell | |
| JP2015130355A (en) | Paste composition for electrode, and solar cell element | |
| JP2016189447A (en) | Solar cell element, method of manufacturing the same, and solar cell | |
| JP2015167122A (en) | Electrode formation composition, electrode, solar cell element, solar cell and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11863455 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11863455 Country of ref document: EP Kind code of ref document: A1 |