WO2011118400A1 - High-strength copper titanium plate and production method therefor - Google Patents
High-strength copper titanium plate and production method therefor Download PDFInfo
- Publication number
- WO2011118400A1 WO2011118400A1 PCT/JP2011/055599 JP2011055599W WO2011118400A1 WO 2011118400 A1 WO2011118400 A1 WO 2011118400A1 JP 2011055599 W JP2011055599 W JP 2011055599W WO 2011118400 A1 WO2011118400 A1 WO 2011118400A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- titanium copper
- copper plate
- mbr
- aging
- less
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
Definitions
- the present invention relates to a titanium copper plate and a method of manufacturing the same, and a titanium copper plate suitably used for conductive spring materials such as connectors, terminals, relays and switches, and a method of manufacturing the same.
- Titanium copper specified in JIS alloy No. C1990 is manufactured by performing cold rolling after solution treatment and then aging treatment.
- Patent Document 1 a technique for improving bending workability as well as having high tensile strength and high proof strength by further cold rolling after solution treatment, cold rolling, and aging treatment of titanium copper has been reported.
- the high strength titanium copper plate of the present invention contains 2.5 to 4.0% by mass of Ti, the balance being Cu and unavoidable impurities, and having a tensile strength of 950 MPa or more, 0.2%
- Ratio (MBR / t) is 1.0 or less.
- the average crystal grain size is 3 to 15 ⁇ m
- the aspect ratio of crystal grains is 1.1 to 2.0
- the metallographic structure of the rolling surface Preferably, the area ratio of the second phase particles having a diameter of more than 1 ⁇ m is 0 to 0.2%.
- (MBR / t) is 0.5 or less
- the aspect ratio of the crystal grains is 1.2 to 1.6
- the area ratio of the second phase particles having a diameter of more than 1 ⁇ m is preferably 0 to 0.16%.
- board thickness is 0.15 mm or less.
- the method for producing a high strength titanium copper plate according to the present invention is a method for producing the high strength titanium copper plate, which comprises an ingot containing 2.5 to 4.0% by mass of Ti and the balance being Cu and unavoidable impurities. Hot rolling, cold rolling, solution treatment, aging treatment, and post-aging cold rolling at a working degree of 8 to 25% are performed in this order.
- the solution treatment is preferably performed at 920 to 1050 ° C. for 5 to 50 seconds, and the aging treatment is preferably performed at 380 to 480 ° C. for 3 to 20 hours.
- the post-aging cold rolling it is preferable to carry out strain relief annealing at 200 to 700 ° C. for 0.5 to 15 hours, or 300 to 600 ° C. for 10 to 1000 seconds.
- a high strength titanium copper plate excellent in strength and bending workability can be obtained.
- contact pressure at electrical contacts is obtained by applying elastic deformation of bending to a copper alloy strip.
- the stress generated inside the copper alloy by bending exceeds the yield strength of the copper alloy, plastic deformation (swelling) occurs in the copper alloy, and the contact pressure decreases.
- the higher the load resistance of the material the higher the contact pressure or springiness obtained.
- the higher the tensile strength of the material the lower the bending workability. Therefore, it is necessary to achieve higher proof stress (0.9 times or more of tensile strength) with the same tensile strength.
- the spring strength of the material required for the connector is improved by the level of proof strength rather than tensile strength.
- the present inventors diligently investigate the relationship between the size and shape of crystal grains of the titanium copper plate and the state of the second phase particles (Cu-Ti-based compound) and the strength and bending workability. did. As a result, it was found that high strength and bending workability can be obtained by sequentially performing aging and cold rolling after solution treatment to improve strength and reducing coarse second phase particles.
- the high strength titanium copper plate of the present invention has a tensile strength of 950 MPa or more and a 0.2% proof stress of 0.9 times or more of the tensile strength according to the following composition and other specifications.
- the ratio (MBR / t) of the minimum bending radius (MBR) to the occurrence of cracking to the plate thickness (t) is 1.0 or less It has a characteristic. This can improve, for example, the springability and the bending processability required for a small electronic component.
- the tensile strength is 1000 MPa or more
- (MBR / t) is 0.5 or less
- more preferably (MBR / t) is 0.2 or less.
- the Ti concentration is set to 2.5 to 4.0 mass%. Titanium copper improves strength and conductivity by dissolving Ti into a Cu matrix by solution treatment and dispersing fine precipitates in the alloy by aging treatment. When the Ti concentration is less than 2.5% by mass, precipitation of precipitates is insufficient, and a tensile strength of 950 MPa or more can not be obtained. On the other hand, when the Ti concentration exceeds 4.0% by mass, bending workability deteriorates and (MBR / t) exceeds 1.0. It is preferable to set the Ti concentration to 2.9 to 3.4% by mass because the characteristics of (MBR / t) of 1.0 or less can be stably obtained with a tensile strength of 950 MPa or more.
- 0 to 0.5 mass in total of one or more selected from the group consisting of Ag, B, Co, Cr, Fe, Mg, Mn, Mo, Nb, Ni, P, Si, V and Zr The incorporation of% can further improve the tensile strength.
- the total content of these elements may be zero, that is, it may not contain these elements.
- the total content of these elements exceeds 0.5% by mass, bending workability may be deteriorated, and (MBR / t) may exceed 1.0. More preferably, one or two or more of the above elements are contained in a total amount of 0.05 to 0.4% by mass.
- the thickness of the high-strength titanium copper plate of the present invention is preferably 0.15 mm or less.
- the high strength titanium copper sheet of the present invention tends to improve the bendability as the thickness becomes thinner and the value of (MBR / t) tends to become smaller, and when the thickness becomes 0.15 mm or less, the (MBR / t) becomes 1.0. It is because it becomes easy to achieve the following.
- a more preferable thickness is 0.05 to 0.12 mm.
- the average crystal grain size is 3 to 15 ⁇ m, and the aspect ratio of crystal grains is 1
- the area ratio of second phase particles having a diameter of more than 1 ⁇ m is preferably 0 to 0.2% when the metallographic structure of the rolled surface is observed.
- a cross section parallel to the rolling direction R and the thickness direction T is represented by a symbol S.
- the average grain size is determined as follows. First, in the structure photograph of the cross section S, three straight lines are arbitrarily drawn in the thickness direction T, the number of crystal grains cut by the straight lines is determined, and the length of the straight lines divided by the number of crystal grains is a. . Similarly, three straight lines are drawn arbitrarily in the rolling direction L, the number of crystal grains cut by the straight lines is determined, and the length of the straight line divided by the number of crystal grains is defined as b. And let the value of (a + b) / 2 be an average grain size. Further, the value of b / a is taken as the aspect ratio of the crystal grain.
- the second phase particles refer to a portion having a color tone different from that of the matrix (that is, a composition different from that of the matrix) when observing a secondary electron image of the metal structure after electropolishing the rolled surface.
- This portion is a portion remaining without being dissolved by electrolytic polishing, and represents a second phase particle of Cu-Ti system such as Cu 3 Ti or Cu 4 Ti, and the portion having a diameter of 1 ⁇ m or more is bendable. Degrade the The area ratio of the second phase particles having a diameter of 1 ⁇ m or more is subjected to image analysis of the secondary electron image, and the diameter of the smallest circle including the area is determined for each of the matrix and different color tone areas. Let diameter.
- FIG. 2 is an example of an actual secondary electron image of the metal structure after electropolishing the rolled surface of the high strength titanium copper plate of the invention example 2.
- the average grain size is less than 3 ⁇ m, the solution treatment is insufficient, so non-recrystallized grains may remain locally or coarse second phase grains may remain, so bending workability is possible.
- (MBR / t) may exceed 1.0. When the average grain size exceeds 15 ⁇ m, grain boundaries contributing to the strength may be reduced, and the tensile strength may be less than 950 MPa. Since a tensile strength of 950 MPa or more and (MBR / t) ⁇ 0.5 can be stably obtained, it is more preferable to set the crystal grain size to 3 to 12 ⁇ m.
- the aspect ratio of crystal grains represents the degree of processing of the material, and the higher the aspect ratio, the higher the degree of processing. Therefore, when the aspect ratio of crystal grains is less than 1.1, the tensile strength may be less than 950 MPa. On the other hand, if the aspect ratio of the crystal grain exceeds 2.0, the processing becomes excessive and bending workability deteriorates, and (MBR / t) may exceed 1.0. It is more preferable to set the aspect ratio of the crystal grain to 1.2 to 1.6 because a tensile strength of 950 MPa or more and (MBR / t) ⁇ 1.0 can be stably obtained.
- the area ratio of second phase particles having a diameter of more than 1 ⁇ m exceeds 0.2%, coarse second phase particles are present in the structure, so that bending processability is deteriorated, and (MBR / t) It may exceed 1.0. Since (MBR / t) ⁇ 1.0 is stably obtained, it is more preferable that the area ratio of the second phase particles having a diameter of more than 1 ⁇ m be 0.16% or less.
- the method for producing a high strength titanium copper sheet according to the present invention comprises hot rolling, cold rolling, solution treatment, an ingot containing 2.5 to 4.0 mass% of Ti and the balance being Cu and unavoidable impurities. Aging and cold rolling after aging at a working degree of 8 to 25% are performed in this order. In the present invention, cold rolling is not performed between the solution treatment and the aging treatment. When this cold rolling is performed, although the tensile strength is slightly increased, the bending workability is deteriorated.
- the ingot can be produced by melting and casting the material having the above composition, for example, as an ingot having a thickness of 100 to 300 mm. In order to prevent oxidation damage of titanium, it is preferable to carry out melting and casting in vacuum or in an inert gas atmosphere. Next, the ingot may be heated, for example, at 850 to 1000 ° C. for about 3 to 24 hours to perform hot rolling to a thickness of 3 to 30 mm.
- the solution treatment is preferably performed using a continuous annealing furnace.
- the solution treatment is performed at 920 to 1050 ° C. for 5 to 50 seconds, the above-described average crystal grain size can be adjusted to 3 to 15 ⁇ m.
- the solution treatment conditions are adjusted so that the average grain size immediately after solution treatment becomes 3 to 15 ⁇ m. Good.
- the aspect ratio of crystal grains changes as compared with that immediately after solution treatment. If the solution treatment temperature is less than 920 ° C.
- the solution treatment is insufficient and partially unrecrystallized grains remain, so the average grain size is adjusted to 3 ⁇ m or more It tends to be difficult to adjust the area ratio of second phase particles having a diameter of more than 1 .mu.m to 0.2% or less. As a result, the bending workability of the obtained high strength titanium copper plate may be deteriorated, and (MBR / t) may exceed 1.0.
- the solution treatment temperature exceeds 1050 ° C. or the solution treatment time exceeds 50 seconds, the solution treatment becomes excessive and the crystals grow too much, and the average crystal grain size may be adjusted to 15 ⁇ m or less It tends to be difficult.
- a plurality of preliminary solution treatment may be performed prior to the solution treatment.
- the conditions for the preliminary solution treatment are not particularly limited. If multiple preliminary solution treatments are performed, cold rolling may be performed between each solution treatment.
- the aging treatment is preferably performed using a batch annealing furnace.
- the aging treatment is preferably performed at 380 to 480 ° C. for 3 to 20 hours.
- the aging treatment temperature is less than 380 ° C. or the aging treatment is less than 3 hours, sufficient precipitation (fine particles of Cu 3 Ti or Cu 4 Ti contributing to strength improvement) is not generated due to insufficient aging, and a tension of 950 MPa or more Achieving strength tends to be difficult.
- the aging treatment temperature exceeds 480 ° C. or the aging treatment exceeds 20 hours, the precipitate becomes coarse due to overaging, and the tensile strength becomes less than 950 MPa and (MBR / t) becomes 1.0. May exceed.
- the working ratio of cold rolling after aging is 8 to 25%.
- the working degree is less than 8%, the tensile strength is less than 950 MPa, and the 0.2% proof stress does not reach 0.9 times or more of the tensile strength.
- the degree of processing exceeds 25%, bending workability is poor, and (MBR / t) exceeds 1.0. Since a tensile strength of 950 MPa or more and (MBR / t) ⁇ 1.0 can be stably obtained, and a 0.2% proof stress stably reaches 0.9 times or more of the tensile strength, the processing degree is 10 It is more preferable to set it to -20%.
- strain relief annealing may be performed after cold rolling after aging.
- the strain relief annealing can be performed using a batch annealing furnace or a continuous annealing furnace.
- the material is held in a 200 to 700 ° C. heating furnace for 0.5 to 15 hours. If the temperature of the batch annealing furnace is less than 200 ° C. or the holding time is less than 0.5 hours, it is difficult to sufficiently improve the spring limit value.
- the temperature of the batch annealing furnace exceeds 700 ° C. or the holding time exceeds 15 hours, the tensile strength decreases.
- the material is held in a heating furnace at 300 to 600 ° C. for 10 to 1000 seconds. If the temperature of the continuous annealing furnace is less than 300 ° C. or the holding time is less than 10 seconds, it is difficult to sufficiently improve the spring limit value. When the temperature of the continuous annealing furnace exceeds 600 ° C. or the holding time exceeds 1000 seconds, the tensile strength decreases.
- processes such as grinding, polishing, shot blasting and pickling for removing oxide scale on the surface can be appropriately performed between the above respective processes.
- Electrolytic copper was melted in a vacuum melting furnace, and Ti and other elements (subcomponents of Tables 1 and 2) were added in the proportions shown in Tables 1 and 2. This molten metal was cast to obtain a rectangular ingot having a thickness of 150 mm, a width of 600 mm, and a length of 6000 mm. The ingot was heated at 950 ° C. for 3 hours, and hot rolled into a hot-rolled sheet with a thickness of 10 mm.
- strain relief annealing was performed at 300 ° C. for 3 hours in a batch annealing furnace, or at 500 ° C. for 10 seconds in a continuous annealing furnace. The following characteristic evaluation was performed about the sample after cold rolling after aging (after strain relief annealing after strain relief annealing).
- the spring limit value in the direction parallel to the rolling direction was measured by a moment test prescribed in JIS-H3130. (Average grain size and aspect ratio) After finishing the rolling direction and parallel to the cross section of the sample (S in FIG. 1) to a mirror surface by mechanical polishing, water (100mL) -FeCl 3 (5g) grain boundaries by etching using a-HCl (10 mL) solution of the current The tissue was photographed using an optical microscope. On the photograph of the structure, three straight lines are arbitrarily drawn in the thickness direction T, the number of crystal grains cut by the straight line is determined, and a value obtained by dividing the length of the straight line by the number of crystal grains is a.
- the lightness of the observation field of view is binarized with the threshold value 60, and the diameter of the smallest circle including the area is determined for each of the matrix and different areas of color tone. It was the diameter of the two-phase particle. And the value which divided the total area of the 2nd phase particle of diameter 1 micrometer or more by the total area of the observation visual field was made into the area ratio.
- the tensile strength is 950 MPa or more, the 0.2% proof stress is 0.9 times or more of the tensile strength, and (MBR / t) is 1 .0 or less, and both strength and bending workability were excellent.
- the tensile strength is 1000 MPa or more, the 0.2% proof stress is 0.9 times or more of the tensile strength, and (MBR / t) is 0.5 or less It was excellent in both strength and bending workability.
- Comparative Example 1 In the case of Comparative Example 1 in which the Ti concentration is less than 2.5%, the tensile strength is less than 950 MPa. On the other hand, in the case of Comparative Example 2 in which the Ti concentration exceeded 4.0%, bending workability decreased and (MBR / t) exceeded 1.0. In the case of Comparative Example 3 in which the plate thickness is more than 0.15 mm, bending workability is reduced, and (MBR / t) exceeds 1.0.
- Comparative Example 4 In the case of Comparative Example 4 in which the working ratio of cold rolling after aging is less than 8%, the aspect ratio of the crystal grains is less than 1.1, the tensile strength is reduced to less than 950 MPa, and the 0.2% proof stress is tensile strength Less than 0.9 times the
- Comparative Example 5 in which the working ratio of cold rolling after aging exceeded 25%, the aspect ratio exceeded 2.0, the bending workability decreased, and (MBR / t) exceeded 1.0. .
- Comparative Example 11 In the case of Comparative Example 11 in which cold rolling before aging was performed between solution treatment and aging treatment in addition to cold rolling after aging, bending formability was reduced, and (MBR / t) was It exceeded 1.0. Comparative Example 11 was manufactured under the same conditions as Inventive Example 2 except that cold rolling before aging was performed, and although the tensile strength was slightly increased (20 MPa), the bending workability decreased. It can be seen that
- Comparative Example 12 in which cold rolling before aging was performed between solution treatment and aging treatment in addition to cold rolling after aging, bending formability is reduced (MBR / t) exceeded 1.0.
- Comparative Example 12 was manufactured under the same conditions as Inventive Example 11 except that cold rolling before aging was performed, and although the tensile strength was slightly increased (11 MPa), the bending workability decreased. It can be seen that Moreover, the total processing degree ( ⁇ (plate thickness at the time of solution treatment)-(final plate thickness)) / (plate thickness at the time of solution treatment ⁇ 100) of Comparative Example 12 is 20%, and the total processing rate is It can be seen that the bending workability is deteriorated even in comparison with the same invention example 12.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Conductive Materials (AREA)
Abstract
Description
JIS合金番号C1990に規定されるチタン銅は、溶体化処理の後に冷間圧延を行ない、次いで時効処理を行うことにより製造される。溶体化処理では、鋳造や熱間圧延の際に生成した粗大なCu-Ti化合物をCu母地に固溶させると同時にCu母地を再結晶させ、再結晶粒の結晶粒径を調整する。時効処理においてはCu3TiまたはCu4Tiの微細粒子を析出させ、これらの微細粒子が引張り強さ、耐力、ばね限界値などの強度特性の向上に寄与する。 As materials requiring electrical conductivity and springiness, such as various terminals of electronic devices, connectors, relays and switches, inexpensive brass is used when importance is placed on manufacturing costs, and phosphorus is considered when springiness is important. Bronze has been used, and nickel and white have been used where springability and corrosion resistance are important. However, in recent years, with the reduction in weight, thickness and size of electronic devices and their parts, it is difficult to sufficiently improve the strength of these materials, so the demand for so-called high-grade springs such as titanium copper increases. There is.
Titanium copper specified in JIS alloy No. C1990 is manufactured by performing cold rolling after solution treatment and then aging treatment. In the solution treatment, coarse Cu—Ti compounds generated during casting or hot rolling are dissolved in a Cu matrix simultaneously with recrystallization of the Cu matrix to adjust the crystal grain size of recrystallized grains. In the aging treatment, fine particles of Cu 3 Ti or Cu 4 Ti are precipitated, and these fine particles contribute to the improvement of strength characteristics such as tensile strength, proof stress, and spring limit value.
このように、強度及び曲げ加工性を共に改善させ、小型コネクタに適したチタン銅は未だ開発されていない。
すなわち、本発明は上記の課題を解決するためになされたものであり、強度及び曲げ加工性に優れた高強度チタン銅板及びその製造方法の提供を目的とする。 However, as a result of examinations by the present inventors, it was found that titanium copper described in Patent Document 1 has high strength but the improvement of bendability is not sufficient.
Thus, titanium copper that improves both strength and bendability and is suitable for a small connector has not been developed yet.
That is, the present invention was made in order to solve the above-mentioned subject, and an object of the present invention is to provide a high-strength titanium copper plate excellent in strength and bending workability, and a method of manufacturing the same.
すなわち本発明は、本発明の高強度チタン銅板は、2.5~4.0質量%のTiを含有し、残部がCu及び不可避不純物からなり、引張強さが950MPa以上で、0.2%耐力が引張り強さの0.9倍以上であり、曲げ軸が圧延方向と平行になるようにW曲げ試験を行ったとき、割れの発生しない最小曲げ半径(MBR)と板厚(t)との比(MBR/t)が1.0以下である。 As a result of various investigations by the present inventors, it is possible to improve strength by sequentially performing aging and cold rolling after solution treatment, and to obtain excellent strength and bendability by reducing coarse second phase particles. Found out that
That is, according to the present invention, the high strength titanium copper plate of the present invention contains 2.5 to 4.0% by mass of Ti, the balance being Cu and unavoidable impurities, and having a tensile strength of 950 MPa or more, 0.2% The minimum bending radius (MBR) and plate thickness (t) where no cracking occurs when a W bending test is conducted so that the proof stress is 0.9 times or more of the tensile strength and the bending axis is parallel to the rolling direction. Ratio (MBR / t) is 1.0 or less.
(MBR/t)が0.5以下であり、圧延方向及び厚み方向に平行な断面の金属組織を観察したとき、結晶粒のアスペクト比が1.2~1.6であり、且つ圧延面の金属組織を観察したとき、直径が1μmを超える第二相粒子の面積率が0~0.16%であることが好ましい。
Ag、B、Co、Cr、Fe、Mg、Mn、Mo、Nb、Ni、P、Si、V及びZrからなる群から選択される1種又は2種以上を合計で0~0.5質量%含有することが好ましい。
板厚が0.15mm以下であることが好ましい。 When a metallographic structure of a cross section parallel to the rolling direction and thickness direction is observed, the average crystal grain size is 3 to 15 μm, the aspect ratio of crystal grains is 1.1 to 2.0, and the metallographic structure of the rolling surface Preferably, the area ratio of the second phase particles having a diameter of more than 1 μm is 0 to 0.2%.
(MBR / t) is 0.5 or less, and when observing a metallographic structure of a cross section parallel to the rolling direction and thickness direction, the aspect ratio of the crystal grains is 1.2 to 1.6, and When the metallographic structure is observed, the area ratio of the second phase particles having a diameter of more than 1 μm is preferably 0 to 0.16%.
0 to 0.5 mass% in total of one or more selected from the group consisting of Ag, B, Co, Cr, Fe, Mg, Mn, Mo, Nb, Ni, P, Si, V and Zr It is preferable to contain.
It is preferable that board thickness is 0.15 mm or less.
前記時効後冷間圧延の後に、200~700℃で0.5~15時間、又は300~600℃で10~1000秒間の歪み取り焼鈍を行うことが好ましい。 The solution treatment is preferably performed at 920 to 1050 ° C. for 5 to 50 seconds, and the aging treatment is preferably performed at 380 to 480 ° C. for 3 to 20 hours.
After the post-aging cold rolling, it is preferable to carry out strain relief annealing at 200 to 700 ° C. for 0.5 to 15 hours, or 300 to 600 ° C. for 10 to 1000 seconds.
具体的には、以下の組成及びその他の規定により、本発明の高強度チタン銅板は、引張強さが950MPa以上で、0.2%耐力が引張り強さの0.9倍以上であり、曲げ軸が圧延方向と平行になるようにW曲げ試験を行ったとき、割れの発生しない最小曲げ半径(MBR)と板厚(t)との比(MBR/t)が1.0以下であるという特性を有する。これにより、例えば小型電子部品に要求されるばね性および曲げ加工性を向上させることができる。
好ましくは、引張り強さが1000MPa以上で、(MBR/t)が0.5以下であり、さらに好ましくは(MBR/t)が0.2以下である。 From the above, the present inventors diligently investigate the relationship between the size and shape of crystal grains of the titanium copper plate and the state of the second phase particles (Cu-Ti-based compound) and the strength and bending workability. did. As a result, it was found that high strength and bending workability can be obtained by sequentially performing aging and cold rolling after solution treatment to improve strength and reducing coarse second phase particles.
Specifically, the high strength titanium copper plate of the present invention has a tensile strength of 950 MPa or more and a 0.2% proof stress of 0.9 times or more of the tensile strength according to the following composition and other specifications. When a W bending test is performed so that the axis is parallel to the rolling direction, the ratio (MBR / t) of the minimum bending radius (MBR) to the occurrence of cracking to the plate thickness (t) is 1.0 or less It has a characteristic. This can improve, for example, the springability and the bending processability required for a small electronic component.
Preferably, the tensile strength is 1000 MPa or more, (MBR / t) is 0.5 or less, and more preferably (MBR / t) is 0.2 or less.
(1)組成
Ti濃度を2.5~4.0質量%とする。チタン銅は、溶体化処理によりCuマトリックス中へTiを固溶させ、時効処理により微細な析出物を合金中に分散させることにより、強度及び導電率を向上させる。
Ti濃度が2.5質量%未満になると、析出物の析出が不充分となり950MPa以上の引張り強さが得られない。一方、Ti濃度が4.0質量%を超えると、曲げ加工性が劣化し、(MBR/t)が1.0を超える。
Ti濃度を2.9~3.4質量%とすると、引張強さ950MPa以上で、(MBR/t)が1.0以下の特性が安定して得られるので好ましい。 Next, the composition and other specifications of the high-strength titanium copper plate of the present invention will be described.
(1) Composition The Ti concentration is set to 2.5 to 4.0 mass%. Titanium copper improves strength and conductivity by dissolving Ti into a Cu matrix by solution treatment and dispersing fine precipitates in the alloy by aging treatment.
When the Ti concentration is less than 2.5% by mass, precipitation of precipitates is insufficient, and a tensile strength of 950 MPa or more can not be obtained. On the other hand, when the Ti concentration exceeds 4.0% by mass, bending workability deteriorates and (MBR / t) exceeds 1.0.
It is preferable to set the Ti concentration to 2.9 to 3.4% by mass because the characteristics of (MBR / t) of 1.0 or less can be stably obtained with a tensile strength of 950 MPa or more.
より好ましくは、上記元素の1種又は2種以上を合計で0.05~0.4質量%含有させる。 Furthermore, 0 to 0.5 mass in total of one or more selected from the group consisting of Ag, B, Co, Cr, Fe, Mg, Mn, Mo, Nb, Ni, P, Si, V and Zr The incorporation of% can further improve the tensile strength. The total content of these elements may be zero, that is, it may not contain these elements. On the other hand, when the total content of these elements exceeds 0.5% by mass, bending workability may be deteriorated, and (MBR / t) may exceed 1.0.
More preferably, one or two or more of the above elements are contained in a total amount of 0.05 to 0.4% by mass.
本発明の高強度チタン銅板の板厚が0.15mm以下であることが好ましい。本発明の高強度チタン銅板は厚みが薄くなるほど曲げ性が向上し、(MBR/t)の値が小さくなる傾向があり、厚みが0.15mm以下になると、(MBR/t)を1.0以下に達成しやすくなるためである。より好ましい板厚は0.05~0.12mmである。 (2) Plate Thickness The thickness of the high-strength titanium copper plate of the present invention is preferably 0.15 mm or less. The high strength titanium copper sheet of the present invention tends to improve the bendability as the thickness becomes thinner and the value of (MBR / t) tends to become smaller, and when the thickness becomes 0.15 mm or less, the (MBR / t) becomes 1.0. It is because it becomes easy to achieve the following. A more preferable thickness is 0.05 to 0.12 mm.
上記した特性を達成するため、圧延方向及び厚み方向に平行な断面の金属組織を観察したとき、平均結晶粒径が3~15μmであり、結晶粒のアスペクト比が1.1~2.0であり、且つ圧延面の金属組織を観察したとき、直径が1μmを超える第二相粒子の面積率が0~0.2%であることが好ましい。 (3) Crystal grains and structure In order to achieve the above-mentioned characteristics, when observing a metal structure of a cross section parallel to the rolling direction and thickness direction, the average crystal grain size is 3 to 15 μm, and the aspect ratio of crystal grains is 1 The area ratio of second phase particles having a diameter of more than 1 μm is preferably 0 to 0.2% when the metallographic structure of the rolled surface is observed.
直径が1μm以上の第二相粒子の面積率は、上記2次電子像を画像解析し、マトリックスと異なる色調領域のそれぞれについてその領域を含む最小円の直径を求め、それを第二相粒子の直径とする。そして直径1μm以上の第二相粒子の合計面積を観察視野の総面積で割った値を面積率とする。
図2は、本発明例2の高強度チタン銅板の圧延面を電解研磨した後の金属組織の実際の2次電子像の例である。 Further, the second phase particles refer to a portion having a color tone different from that of the matrix (that is, a composition different from that of the matrix) when observing a secondary electron image of the metal structure after electropolishing the rolled surface. This portion is a portion remaining without being dissolved by electrolytic polishing, and represents a second phase particle of Cu-Ti system such as Cu 3 Ti or Cu 4 Ti, and the portion having a diameter of 1 μm or more is bendable. Degrade the
The area ratio of the second phase particles having a diameter of 1 μm or more is subjected to image analysis of the secondary electron image, and the diameter of the smallest circle including the area is determined for each of the matrix and different color tone areas. Let diameter. Then, a value obtained by dividing the total area of second phase particles having a diameter of 1 μm or more by the total area of the observation field of view is taken as the area ratio.
FIG. 2 is an example of an actual secondary electron image of the metal structure after electropolishing the rolled surface of the high strength titanium copper plate of the invention example 2.
(MBR/t)≦1.0が安定して得られるため、直径が1μmを超える第二相粒子の面積率が0.16%以下であるとより好ましい。 In addition, when the area ratio of second phase particles having a diameter of more than 1 μm exceeds 0.2%, coarse second phase particles are present in the structure, so that bending processability is deteriorated, and (MBR / t) It may exceed 1.0.
Since (MBR / t) ≦ 1.0 is stably obtained, it is more preferable that the area ratio of the second phase particles having a diameter of more than 1 μm be 0.16% or less.
本発明の高強度チタン銅板の製造方法は、2.5~4.0質量%のTiを含有し、残部がCu及び不可避不純物からなる鋳塊を熱間圧延、冷間圧延、溶体化処理、時効処理、加工度8~25%での時効後冷間圧延の順で行う。
なお、本発明では、溶体化処理と時効処理の間で冷間圧延を行わない。この冷間圧延を行うと、引張り強さはわずかに増加するものの、曲げ加工性が劣化するためである。 Next, the manufacturing method of the high strength titanium copper plate of the present invention is explained.
The method for producing a high strength titanium copper sheet according to the present invention comprises hot rolling, cold rolling, solution treatment, an ingot containing 2.5 to 4.0 mass% of Ti and the balance being Cu and unavoidable impurities. Aging and cold rolling after aging at a working degree of 8 to 25% are performed in this order.
In the present invention, cold rolling is not performed between the solution treatment and the aging treatment. When this cold rolling is performed, although the tensile strength is slightly increased, the bending workability is deteriorated.
溶体化処理温度が920℃未満または溶体化処理時間が5秒未満の場合、溶体化処理が不十分であり、部分的に未再結晶粒が残存するため、平均結晶粒径を3μm以上に調整することが困難になり、また直径が1μmを超える第二相粒子の面積率を0.2%以下に調整することが困難になる傾向にある。その結果、得られた高強度チタン銅板の曲げ加工性が劣化し、(MBR/t)が1.0を超える場合がある。一方、溶体化処理温度が1050℃を超え、または溶体化処理時間が50秒を超える場合、溶体化処理が過度になって結晶が成長し過ぎ、平均結晶粒径を15μm以下に調整することが困難になる傾向にある。
溶体化処理に先立ち、複数回の予備の溶体化処理を行っても良い。予備の溶体化処理の条件は、特に限定されない。複数回の予備の溶体化処理を行う場合、各溶体化処理の間に冷間圧延を行うとよい。 The solution treatment is preferably performed using a continuous annealing furnace. When the solution treatment is performed at 920 to 1050 ° C. for 5 to 50 seconds, the above-described average crystal grain size can be adjusted to 3 to 15 μm. Here, even if cold rolling after aging after solution treatment does not substantially change the average grain size, if the solution treatment conditions are adjusted so that the average grain size immediately after solution treatment becomes 3 to 15 μm. Good. In addition, when cold rolling is performed after aging, the aspect ratio of crystal grains changes as compared with that immediately after solution treatment.
If the solution treatment temperature is less than 920 ° C. or the solution treatment time is less than 5 seconds, the solution treatment is insufficient and partially unrecrystallized grains remain, so the average grain size is adjusted to 3 μm or more It tends to be difficult to adjust the area ratio of second phase particles having a diameter of more than 1 .mu.m to 0.2% or less. As a result, the bending workability of the obtained high strength titanium copper plate may be deteriorated, and (MBR / t) may exceed 1.0. On the other hand, when the solution treatment temperature exceeds 1050 ° C. or the solution treatment time exceeds 50 seconds, the solution treatment becomes excessive and the crystals grow too much, and the average crystal grain size may be adjusted to 15 μm or less It tends to be difficult.
A plurality of preliminary solution treatment may be performed prior to the solution treatment. The conditions for the preliminary solution treatment are not particularly limited. If multiple preliminary solution treatments are performed, cold rolling may be performed between each solution treatment.
950MPa以上の引張り強さ、及び(MBR/t)≦1.0が安定して得られ、0.2%耐力が引張り強さの0.9倍以上に安定して達するため、加工度を10~20%とするとより好ましい。 The working ratio of cold rolling after aging is 8 to 25%. When the working degree is less than 8%, the tensile strength is less than 950 MPa, and the 0.2% proof stress does not reach 0.9 times or more of the tensile strength. On the other hand, when the degree of processing exceeds 25%, bending workability is poor, and (MBR / t) exceeds 1.0.
Since a tensile strength of 950 MPa or more and (MBR / t) ≦ 1.0 can be stably obtained, and a 0.2% proof stress stably reaches 0.9 times or more of the tensile strength, the processing degree is 10 It is more preferable to set it to -20%.
一方、連続焼鈍炉では、300~600℃の加熱炉中に材料を10~1000秒間保持する。連続焼鈍炉の温度が300℃未満または保持時間が10秒未満の場合、ばね限界値を十分に改善することが難しい。連続焼鈍炉の温度が600℃を超え、又は保持時間が1000秒を超える場合、引張り強さが低下する。 In order to improve the spring limit value, strain relief annealing may be performed after cold rolling after aging. The strain relief annealing can be performed using a batch annealing furnace or a continuous annealing furnace. In the batch annealing furnace, the material is held in a 200 to 700 ° C. heating furnace for 0.5 to 15 hours. If the temperature of the batch annealing furnace is less than 200 ° C. or the holding time is less than 0.5 hours, it is difficult to sufficiently improve the spring limit value. When the temperature of the batch annealing furnace exceeds 700 ° C. or the holding time exceeds 15 hours, the tensile strength decreases.
On the other hand, in the continuous annealing furnace, the material is held in a heating furnace at 300 to 600 ° C. for 10 to 1000 seconds. If the temperature of the continuous annealing furnace is less than 300 ° C. or the holding time is less than 10 seconds, it is difficult to sufficiently improve the spring limit value. When the temperature of the continuous annealing furnace exceeds 600 ° C. or the holding time exceeds 1000 seconds, the tensile strength decreases.
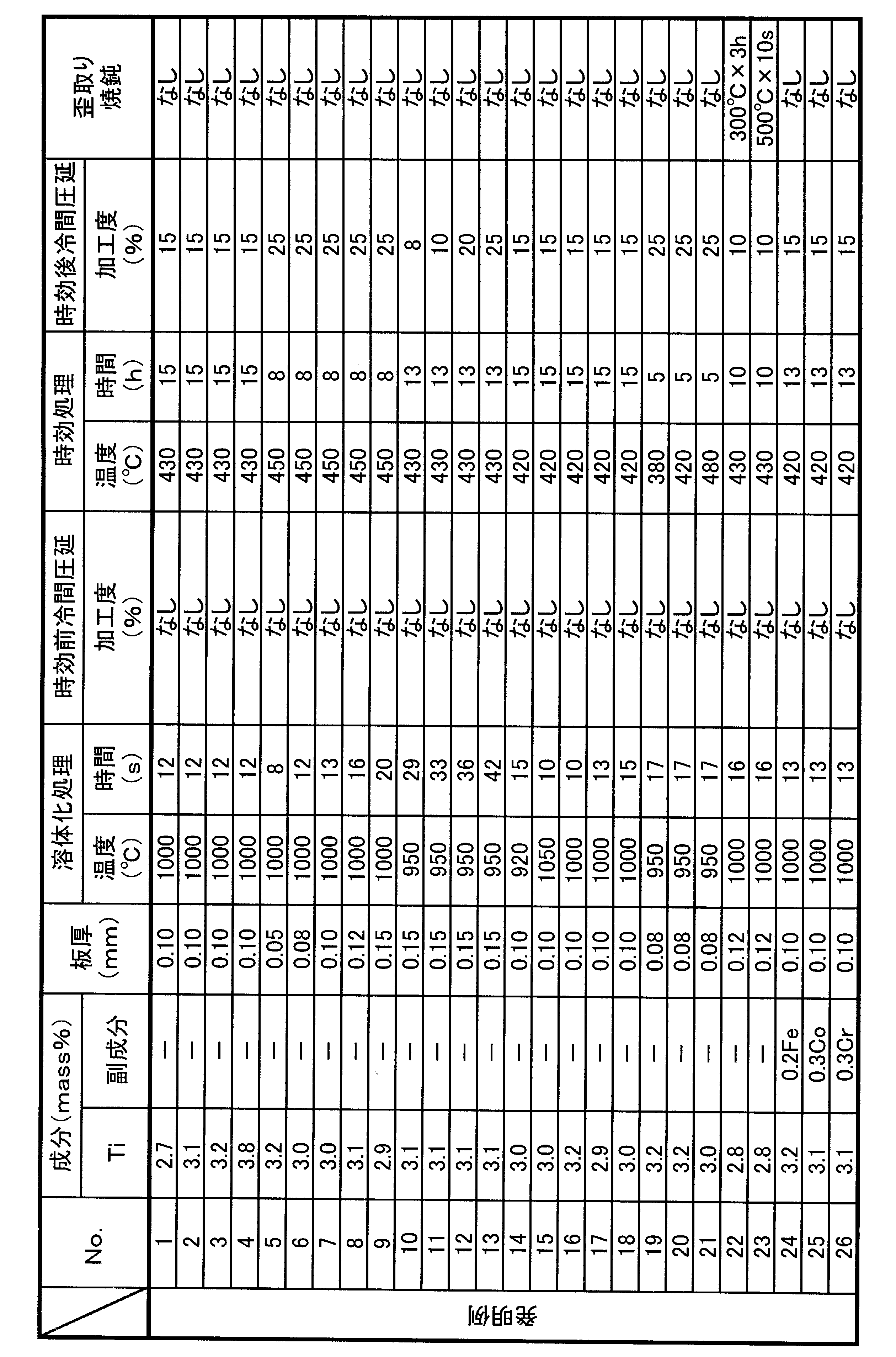
真空溶解炉にて電気銅を溶解し、表1、表2に示す割合でTiおよびその他の元素(表1、表2の副成分)を添加した。この溶湯を鋳造し、厚み150mm、幅600mm、長さ6000mmの直方体のインゴットを得た。このインゴットを950℃で3時間加熱し、熱間圧延により厚み10mmの熱延板とした。面削によるスケール除去後、中間冷間圧延、溶体化処理、時効および時効後冷間圧延の順で加工し、表1、表2に示す厚みの板試料を得た。
一部の試料では、時効後冷間圧延の後に、バッチ焼鈍炉で300℃、3時間、又は連続焼鈍炉で500℃、10秒間の歪取り焼鈍を施した。
時効後冷間圧延の後(歪取り焼鈍を行ったものでは歪取り焼鈍後)の試料につき、以下の特性評価を行った。 Examples of the present invention are given below together with comparative examples, but these examples are provided to better understand the present invention and its advantages, and are not intended to limit the invention.
Electrolytic copper was melted in a vacuum melting furnace, and Ti and other elements (subcomponents of Tables 1 and 2) were added in the proportions shown in Tables 1 and 2. This molten metal was cast to obtain a rectangular ingot having a thickness of 150 mm, a width of 600 mm, and a length of 6000 mm. The ingot was heated at 950 ° C. for 3 hours, and hot rolled into a hot-rolled sheet with a thickness of 10 mm. After removing the scale by facing, it was processed in the order of intermediate cold rolling, solution treatment, aging and cold rolling after aging to obtain plate samples having thicknesses shown in Table 1 and Table 2.
For some samples, after cold rolling after aging, strain relief annealing was performed at 300 ° C. for 3 hours in a batch annealing furnace, or at 500 ° C. for 10 seconds in a continuous annealing furnace.
The following characteristic evaluation was performed about the sample after cold rolling after aging (after strain relief annealing after strain relief annealing).
引張方向が圧延方向と平行になるように、プレス機を用いてJIS13B号試験片を作製した。JIS-Z2241に従ってこの試験片の引張試験を行ない、圧延平行方向の引張り強さおよび0.2%耐力を測定した。
(曲げ加工性)
JIS-H3130に従って、Badway(曲げ軸が圧延方向と同一方向)のW曲げ試験を行い、割れの発生しない最小半径(MBR)と板厚(t)との比である(MBR/t)値を測定した。試料の幅は10mmとした。 (Tensile strength, 0.2% proof stress)
A JIS13B test piece was produced using a press so that the tensile direction was parallel to the rolling direction. The tensile test of this test piece was carried out according to JIS-Z2241, and the tensile strength in the rolling parallel direction and the 0.2% proof stress were measured.
(Bendability)
Conduct a W bending test of Badway (the bending axis is the same direction as the rolling direction) according to JIS-H3130, and calculate the ratio of the minimum radius (MBR) where the crack does not occur to the thickness (t) to the plate thickness (t). It was measured. The width of the sample was 10 mm.
JIS-H3130に規定されているモーメント式試験により圧延方向と平行な方向のばね限界値を測定した。
(平均結晶粒径およびアスペクト比)
試料の圧延方向と平行な断面(図1のS)を機械研磨により鏡面に仕上げた後、水(100mL)-FeCl3(5g)-HCl(10mL)水溶液を用いたエッチングにより結晶粒界を現出させ、光学顕微鏡を用い組織写真を撮影した。組織写真上において、厚み方向Tに直線を任意に3本引き、直線によって切断される結晶粒の個数を求め、直線の長さを結晶粒の個数で割った値をaとしt。同様に、圧延方向Lに直線を任意に3本引き、直線によって切断される結晶粒の個数を求め、直線の長さを結晶粒の個数で割った値をbとした。そして、(a+b)/2の値を平均結晶粒径とする。また、b/aの値を結晶粒のアスペクト比とした。 (Spring limit value)
The spring limit value in the direction parallel to the rolling direction was measured by a moment test prescribed in JIS-H3130.
(Average grain size and aspect ratio)
After finishing the rolling direction and parallel to the cross section of the sample (S in FIG. 1) to a mirror surface by mechanical polishing, water (100mL) -FeCl 3 (5g) grain boundaries by etching using a-HCl (10 mL) solution of the current The tissue was photographed using an optical microscope. On the photograph of the structure, three straight lines are arbitrarily drawn in the thickness direction T, the number of crystal grains cut by the straight line is determined, and a value obtained by dividing the length of the straight line by the number of crystal grains is a. Similarly, three straight lines are drawn arbitrarily in the rolling direction L, the number of crystal grains cut by the straight line is determined, and the length of the straight line divided by the number of crystal grains is defined as b. And let the value of (a + b) / 2 be an average grain size. Further, the value of b / a was taken as the aspect ratio of crystal grains.
試料の圧延面を電解研磨(電解液:水(250mL)+りん酸(125mL)+尿素(2.5g)+エタノール(125mL)+プロパノール(25mL)、12A、1分間)した後、電界放出型走査電子顕微鏡(FE-SEM;日本FEI社製の型番XL30SFEG)を用いて、750倍の倍率で0.017mm2の視野の2次電子像を視野を変えて12箇所観察した。その後、画像解析装置を使用して、観察視野の濃淡の明度をしきい値60で二値化後、マトリックスと色調の異なる領域のそれぞれについてその領域を含む最小円の直径を求め、それを第二相粒子の直径とした。そして直径1μm以上の第二相粒子の合計面積を、観察視野の総面積で割った値を面積率とした。 (Second phase particles)
The field emission type after electrolytic polishing of the rolled surface of the sample (electrolytic solution: water (250 mL) + phosphoric acid (125 mL) + urea (2.5 g) + ethanol (125 mL) + propanol (25 mL), 12 A, 1 minute) Using a scanning electron microscope (FE-SEM; model No. XL30SFEG manufactured by Japan FEI), secondary electron images of a field of view of 0.017 mm 2 were observed at 12 points with a magnification of 750 times. After that, using the image analysis device, the lightness of the observation field of view is binarized with the threshold value 60, and the diameter of the smallest circle including the area is determined for each of the matrix and different areas of color tone. It was the diameter of the two-phase particle. And the value which divided the total area of the 2nd phase particle of diameter 1 micrometer or more by the total area of the observation visual field was made into the area ratio.



特に発明例2~7、12、14、20、24~26は引張強さが1000MPa以上、0.2%耐力が引張り強さの0.9倍以上、(MBR/t)が0.5以下となり、強度と曲げ加工性にともに優れた。 As is apparent from Tables 1 to 4, in the case of Inventive Examples 1 to 26, the tensile strength is 950 MPa or more, the 0.2% proof stress is 0.9 times or more of the tensile strength, and (MBR / t) is 1 .0 or less, and both strength and bending workability were excellent.
In particular, in the invention examples 2 to 7, 12, 14, 20 and 24 to 26, the tensile strength is 1000 MPa or more, the 0.2% proof stress is 0.9 times or more of the tensile strength, and (MBR / t) is 0.5 or less It was excellent in both strength and bending workability.
板厚が0.15mm超である比較例3の場合、曲げ加工性が低下し、(MBR/t)が1.0を超えた。 In the case of Comparative Example 1 in which the Ti concentration is less than 2.5%, the tensile strength is less than 950 MPa. On the other hand, in the case of Comparative Example 2 in which the Ti concentration exceeded 4.0%, bending workability decreased and (MBR / t) exceeded 1.0.
In the case of Comparative Example 3 in which the plate thickness is more than 0.15 mm, bending workability is reduced, and (MBR / t) exceeds 1.0.
板厚が0.15mmを超えたと共に、溶体化処理温度が920℃未満で、時効後冷間圧延の加工度が25%を超えた比較例8の場合、直径1μmを超える第二相粒子の面積率が0.2%を超え、アスペクト比が2.0を超えた。そのため曲げ加工性が低下し、(MBR/t)が1.0を超えた。 In the case of Comparative Example 6 in which the solution treatment temperature is less than 920 ° C., the area fraction of the second phase particles having a crystal grain size of less than 3 μm and a diameter of more than 1 μm exceeds 0.2%, and the bending workability decreases. (MBR / t) exceeded 1.0. On the other hand, in the case of Comparative Example 7 in which the solution treatment time exceeded 50 seconds, the crystal grain size exceeded 15 μm, and the tensile strength decreased to less than 950 MPa.
In the case of Comparative Example 8 in which the plate thickness exceeds 0.15 mm, the solution treatment temperature is less than 920 ° C., and the degree of working of cold rolling after aging exceeds 25%, the second phase particles exceeding 1 μm in diameter The area ratio exceeded 0.2% and the aspect ratio exceeded 2.0. Therefore, bending workability decreased and (MBR / t) exceeded 1.0.
また、比較例12の総加工度({(溶体化処理時の板厚)―(最終板厚)}/(溶体化処理時の板厚×100))は20%であり、総加工度が同一の発明例12と比較しても曲げ加工性が劣化したことがわかる。
なお、比較例11及び12は、時効前冷間圧延を行ったために時効処理時に析出物の粗大化を促進し、直径1μmを超える第二相粒子の面積率が0.2%を超え、曲げ加工性が劣化したと考えられる。 Also in the case of Comparative Example 12 in which cold rolling before aging was performed between solution treatment and aging treatment in addition to cold rolling after aging, bending formability is reduced (MBR / t) exceeded 1.0. Comparative Example 12 was manufactured under the same conditions as Inventive Example 11 except that cold rolling before aging was performed, and although the tensile strength was slightly increased (11 MPa), the bending workability decreased. It can be seen that
Moreover, the total processing degree ({(plate thickness at the time of solution treatment)-(final plate thickness)) / (plate thickness at the time of solution treatment × 100) of Comparative Example 12 is 20%, and the total processing rate is It can be seen that the bending workability is deteriorated even in comparison with the same invention example 12.
In Comparative Examples 11 and 12, since the cold rolling before aging was performed, coarsening of precipitates was promoted at the time of aging treatment, and the area ratio of the second phase particles exceeding 1 μm in diameter exceeded 0.2%, and bending was caused. It is considered that the processability has deteriorated.
Claims (8)
- 2.5~4.0質量%のTiを含有し、残部がCu及び不可避不純物からなり、引張強さが950MPa以上で、0.2%耐力が引張り強さの0.9倍以上であり、曲げ軸が圧延方向と平行になるようにW曲げ試験を行ったとき、割れの発生しない最小曲げ半径(MBR)と板厚(t)との比(MBR/t)が1.0以下である高強度チタン銅板。 Containing 2.5 to 4.0% by mass of Ti, the balance being Cu and unavoidable impurities, having a tensile strength of 950 MPa or more, and a 0.2% proof stress of 0.9 times or more of the tensile strength, When the W bending test is performed so that the bending axis is parallel to the rolling direction, the ratio (MBR / t) of the minimum bending radius (MBR) to the occurrence of cracking to the plate thickness (t) is 1.0 or less High strength titanium copper plate.
- 圧延方向及び厚み方向に平行な断面の金属組織を観察したとき、平均結晶粒径が3~15μmであり、結晶粒のアスペクト比が1.1~2.0であり、
且つ圧延面の金属組織を観察したとき、直径が1μmを超える第二相粒子の面積率が0~0.2%である請求項1記載の高強度チタン銅板。 When a metallographic structure of a cross section parallel to the rolling direction and thickness direction is observed, the average crystal grain size is 3 to 15 μm, and the aspect ratio of crystal grains is 1.1 to 2.0,
The high-strength titanium copper plate according to claim 1, wherein the area ratio of second phase particles having a diameter of more than 1 μm is 0 to 0.2% when the metal structure of the rolled surface is observed. - (MBR/t)が0.5以下であり、
圧延方向及び厚み方向に平行な断面の金属組織を観察したとき、結晶粒のアスペクト比が1.2~1.6であり、
且つ圧延面の金属組織を観察したとき、直径が1μmを超える第二相粒子の面積率が0~0.16%である請求項1記載の高強度チタン銅板。 (MBR / t) is less than 0.5,
When observing the metallographic structure of a cross section parallel to the rolling direction and thickness direction, the aspect ratio of the crystal grains is 1.2 to 1.6,
The high strength titanium copper plate according to claim 1, wherein the area ratio of the second phase particles having a diameter of more than 1 μm is 0 to 0.16% when observing the metal structure of the rolled surface. - Ag、B、Co、Cr、Fe、Mg、Mn、Mo、Nb、Ni、P、Si、V及びZrからなる群から選択される1種又は2種以上を合計で0~0.5質量%含有する請求項1~3のいずれか記載の高強度チタン銅板。 0 to 0.5 mass% in total of one or more selected from the group consisting of Ag, B, Co, Cr, Fe, Mg, Mn, Mo, Nb, Ni, P, Si, V and Zr The high strength titanium copper plate according to any one of claims 1 to 3, which contains it.
- 板厚が0.15mm以下である請求項1~4のいずれか記載の高強度チタン銅板。 The high-strength titanium copper plate according to any one of claims 1 to 4, which has a thickness of 0.15 mm or less.
- 請求項1~5のいずれか記載の高強度チタン銅板の製造方法であって、
2.5~4.0質量%のTiを含有し、残部がCu及び不可避不純物からなる鋳塊を熱間圧延、冷間圧延、溶体化処理、時効処理、加工度8~25%での時効後冷間圧延の順で行う高強度チタン銅板の製造方法。 The method for producing a high strength titanium copper plate according to any one of claims 1 to 5, comprising:
Hot rolling, cold rolling, solution treatment, aging treatment, ingot containing 2.5 to 4.0% by mass of Ti and the balance being Cu and unavoidable impurities, and aging at a working degree of 8 to 25% A method of manufacturing a high strength titanium copper plate which is performed in the order of post cold rolling. - 前記溶体化処理を920~1050℃で5~50秒間行い、前記時効処理を380~480℃で3~20時間行う請求項6記載の高強度チタン銅板の製造方法。 The method according to claim 6, wherein the solution treatment is performed at 920 to 1050 ° C for 5 to 50 seconds, and the aging treatment is performed at 380 to 480 ° C for 3 to 20 hours.
- 前記時効後冷間圧延の後に、200~700℃で0.5~15時間、又は300~600℃で10~1000秒間の歪み取り焼鈍を行う請求項6又は7記載の高強度チタン銅板の製造方法。 The high strength titanium copper plate according to claim 6 or 7, wherein the post-aging cold rolling is followed by strain relief annealing at 200 to 700 ° C for 0.5 to 15 hours, or 300 to 600 ° C for 10 to 1000 seconds. Method.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180015912.0A CN102822362A (en) | 2010-03-25 | 2011-03-10 | High-strength copper titanium plate and production method therefor |
| KR1020127024358A KR101415438B1 (en) | 2010-03-25 | 2011-03-10 | High-strength copper titanium plate and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010069470A JP4761586B1 (en) | 2010-03-25 | 2010-03-25 | High-strength titanium copper plate and manufacturing method thereof |
| JP2010-069470 | 2010-03-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011118400A1 true WO2011118400A1 (en) | 2011-09-29 |
Family
ID=44597204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/055599 WO2011118400A1 (en) | 2010-03-25 | 2011-03-10 | High-strength copper titanium plate and production method therefor |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4761586B1 (en) |
| KR (1) | KR101415438B1 (en) |
| CN (1) | CN102822362A (en) |
| TW (1) | TWI421354B (en) |
| WO (1) | WO2011118400A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021258747A1 (en) * | 2020-06-24 | 2021-12-30 | 宁波博威合金板带有限公司 | Titanium bronze alloy strip containing nb and al and preparation method therefor |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5723849B2 (en) * | 2012-07-19 | 2015-05-27 | Jx日鉱日石金属株式会社 | High strength titanium copper foil and method for producing the same |
| JP5542898B2 (en) * | 2012-10-24 | 2014-07-09 | Jx日鉱日石金属株式会社 | Camera module and titanium copper foil |
| JP6192916B2 (en) * | 2012-10-25 | 2017-09-06 | Jx金属株式会社 | High strength titanium copper |
| JP5885642B2 (en) * | 2012-11-15 | 2016-03-15 | Jx金属株式会社 | Camera module and titanium copper foil |
| US20150115442A1 (en) * | 2013-10-31 | 2015-04-30 | Infineon Technologies Ag | Redistribution layer and method of forming a redistribution layer |
| JP5718443B1 (en) | 2013-12-27 | 2015-05-13 | Jx日鉱日石金属株式会社 | Titanium copper for electronic parts |
| CN104372234B (en) * | 2014-10-29 | 2017-01-11 | 嵊州市博纳五金机械厂 | High-wear-resistance titanium-copper nickel-silicon alloy composite material and preparation method thereof |
| CN105149570A (en) * | 2015-08-31 | 2015-12-16 | 苏州莱特复合材料有限公司 | Ferronickel base antifriction powder metallurgy composite material and preparation method thereof |
| CN107267799B (en) * | 2017-06-22 | 2019-03-08 | 安徽晋源铜业有限公司 | A kind of chrome zirconium copper alloy material and preparation method thereof |
| CN108559859B (en) * | 2018-05-15 | 2020-06-26 | 西安理工大学 | High-strength conductive Cu-Ti-Ni-Si alloy and preparation method thereof |
| CN108642318B (en) * | 2018-05-15 | 2020-09-25 | 西安理工大学 | Conductive elastic Cu-Ti-Ni-Ag alloy and preparation method thereof |
| CN108588477B (en) * | 2018-05-15 | 2020-06-26 | 西安理工大学 | High-strength conductive elastic Cu-Ti-Ni-Y alloy and preparation method thereof |
| CN108950292B (en) * | 2018-07-24 | 2020-07-24 | 西安理工大学 | Conductive elastic Cu-Ti-Ni-Al alloy and preparation method thereof |
| CN111101016B (en) * | 2020-02-26 | 2021-01-19 | 宁波博威合金材料股份有限公司 | Aging-strengthened titanium-copper alloy and preparation method thereof |
| CN113278844B (en) * | 2021-05-18 | 2022-05-27 | 国工恒昌新材料沧州有限公司 | High-strength high-elasticity copper-titanium alloy and manufacturing method thereof |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63143230A (en) * | 1986-12-08 | 1988-06-15 | Nippon Mining Co Ltd | Precipitation strengthening high tensile copper alloy having high electrical conductivity |
| JP2004091871A (en) * | 2002-08-30 | 2004-03-25 | Yamaha Metanikusu Kk | High strength copper alloy and its production method |
| JP2004143469A (en) * | 2002-08-30 | 2004-05-20 | Nikko Metal Manufacturing Co Ltd | High strength copper alloy excellent in bendability |
| JP2006283142A (en) * | 2005-03-31 | 2006-10-19 | Nikko Kinzoku Kk | High-strength copper alloy superior in bending workability |
| JP2008081767A (en) * | 2006-09-26 | 2008-04-10 | Nikko Kinzoku Kk | Titanium-copper for electronic part |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60114558A (en) * | 1983-11-22 | 1985-06-21 | Ngk Insulators Ltd | Production of elongated material consisting of age hardenable titanium-copper alloy |
| JPS60114542A (en) * | 1983-11-22 | 1985-06-21 | Ngk Insulators Ltd | Age hardenable titanium-copper alloy material |
| JPH04136142A (en) * | 1990-09-25 | 1992-05-11 | Ngk Insulators Ltd | Manufacture of age hardening copper alloy |
| JP4001491B2 (en) * | 2001-02-20 | 2007-10-31 | 日鉱金属株式会社 | High-strength titanium-copper alloy, manufacturing method thereof, and terminal / connector using the same |
| CN1930314A (en) * | 2004-03-12 | 2007-03-14 | 住友金属工业株式会社 | Copper alloy and process for producing the same |
-
2010
- 2010-03-25 JP JP2010069470A patent/JP4761586B1/en active Active
-
2011
- 2011-03-10 WO PCT/JP2011/055599 patent/WO2011118400A1/en active Application Filing
- 2011-03-10 KR KR1020127024358A patent/KR101415438B1/en active IP Right Grant
- 2011-03-10 CN CN201180015912.0A patent/CN102822362A/en active Pending
- 2011-03-18 TW TW100109292A patent/TWI421354B/en active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63143230A (en) * | 1986-12-08 | 1988-06-15 | Nippon Mining Co Ltd | Precipitation strengthening high tensile copper alloy having high electrical conductivity |
| JP2004091871A (en) * | 2002-08-30 | 2004-03-25 | Yamaha Metanikusu Kk | High strength copper alloy and its production method |
| JP2004143469A (en) * | 2002-08-30 | 2004-05-20 | Nikko Metal Manufacturing Co Ltd | High strength copper alloy excellent in bendability |
| JP2006283142A (en) * | 2005-03-31 | 2006-10-19 | Nikko Kinzoku Kk | High-strength copper alloy superior in bending workability |
| JP2008081767A (en) * | 2006-09-26 | 2008-04-10 | Nikko Kinzoku Kk | Titanium-copper for electronic part |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021258747A1 (en) * | 2020-06-24 | 2021-12-30 | 宁波博威合金板带有限公司 | Titanium bronze alloy strip containing nb and al and preparation method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101415438B1 (en) | 2014-07-04 |
| TWI421354B (en) | 2014-01-01 |
| JP4761586B1 (en) | 2011-08-31 |
| CN102822362A (en) | 2012-12-12 |
| TW201137134A (en) | 2011-11-01 |
| KR20120121408A (en) | 2012-11-05 |
| JP2011202218A (en) | 2011-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011118400A1 (en) | High-strength copper titanium plate and production method therefor | |
| JP4596493B2 (en) | Cu-Ni-Si alloy used for conductive spring material | |
| JP5261500B2 (en) | Cu-Ni-Si-Mg alloy with improved conductivity and bendability | |
| JP5214701B2 (en) | Titanium copper excellent in strength, electrical conductivity and bending workability and its manufacturing method | |
| KR101613914B1 (en) | Cu-Mg-P-BASED COPPER ALLOY SHEET HAVING EXCELLENT FATIGUE RESISTANCE CHARACTERISTIC AND METHOD OF PRODUCING THE SAME | |
| EP2728025A2 (en) | Cu-Ni-Co-Si based copper alloy sheet material and method for producing the same | |
| JP4444245B2 (en) | Cu-Zn-Sn alloy for electrical and electronic equipment | |
| WO2020034049A1 (en) | Copper alloy having excellent comprehesive performance and application thereof | |
| JP5417366B2 (en) | Cu-Ni-Si alloy with excellent bending workability | |
| JP5461467B2 (en) | Titanium copper excellent in strength, electrical conductivity and bending workability and its manufacturing method | |
| TWI429764B (en) | Cu-Co-Si alloy for electronic materials | |
| WO2010016428A1 (en) | Copper alloy material for electrical/electronic component | |
| CN112739838B (en) | Cu-Ni-Al based copper alloy sheet material, method for producing same, and conductive spring member | |
| WO2012043170A9 (en) | Cu-Co-Si-BASED COPPER ALLOY FOR ELECTRONIC MATERIAL AND METHOD FOR PRODUCING SAME | |
| JP5539932B2 (en) | Cu-Co-Si alloy with excellent bending workability | |
| JP2006274289A (en) | Titanium-copper alloy having excellent strength and bending workability, and method for producing the same | |
| KR20150023874A (en) | Copper alloy and production method thereof | |
| JP6927844B2 (en) | Copper alloy plate material and its manufacturing method | |
| JP6111028B2 (en) | Corson alloy and manufacturing method thereof | |
| KR102421870B1 (en) | Cu-Ni-Si-Mn-Sn based Copper alloy material with excellent strength, electrical conductivity and bendability, and method for preparing the same | |
| JP4683669B1 (en) | Titanium copper excellent in strength, electrical conductivity and bending workability and its manufacturing method | |
| CN115637350B (en) | Cu-Ti-based copper alloy sheet, method for producing same, and energizing member | |
| JP2004143469A (en) | High strength copper alloy excellent in bendability | |
| JP2013147687A (en) | Titanium copper excellent in bendability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180015912.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11759207 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20127024358 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11759207 Country of ref document: EP Kind code of ref document: A1 |