WO2010052927A1 - 超高強度ラインパイプ用鋼板および鋼管の製造方法 - Google Patents
超高強度ラインパイプ用鋼板および鋼管の製造方法 Download PDFInfo
- Publication number
- WO2010052927A1 WO2010052927A1 PCT/JP2009/005930 JP2009005930W WO2010052927A1 WO 2010052927 A1 WO2010052927 A1 WO 2010052927A1 JP 2009005930 W JP2009005930 W JP 2009005930W WO 2010052927 A1 WO2010052927 A1 WO 2010052927A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- steel sheet
- pipe
- temperature
- less
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
Definitions
- the present invention relates to a method for manufacturing a steel sheet for ultra-high strength line pipes having excellent deformability and low-temperature toughness, and a tensile strength (TS) in the circumferential direction of the steel pipe is 625 MPa or more, and for ultra-high strength line pipes manufactured using this steel sheet.
- the present invention relates to a method for manufacturing a steel pipe.
- the steel pipe obtained by the production method of the present invention can be widely used as a natural gas / crude oil transportation line pipe.
- Patent Document 1 and Patent Document 2 in order to improve the deformability of the steel pipe, both the steel plate is slowly cooled in the former stage up to 500 to 600 ° C., and the latter latter is cooled at a higher cooling rate than the former stage.
- a method has been proposed. In this method, the microstructure of the steel sheet and the steel pipe can be controlled.
- Patent Document 3 and Patent Document 4 in order to improve the buckling resistance of the steel pipe, both are cooled at a constant cooling rate of 15 ° C./s or more to manufacture a steel plate having a thickness of 16 mm. .
- Patent Literature 1 and Patent Literature 2 have a problem in that the variation in the material of the steel plate increases because the variation in the water cooling stop temperature of the steel plate is large. Also, in the methods disclosed in Patent Literature 3 and Patent Literature 4, since the variation in the water cooling stop temperature of the steel plate is large, in addition to the large variation in strength of the steel plate, it is large in terms of ensuring the deformability of the steel plate. It becomes a problem.
- the present invention provides a method for producing a steel sheet and a steel pipe for an ultra-high strength line pipe having a tensile strength of 625 MPa or more (API standard X80 or more), which is excellent in the strength, low-temperature toughness and deformability of the base material and easy to be welded on site.
- the inventors of the present invention have intensively studied the production conditions of steel plates and steel pipes for obtaining ultra-high strength steel plates and steel pipes having a tensile strength of 625 MPa or more and excellent in low temperature toughness. As a result, the inventors have invented a new manufacturing method for steel sheets for ultra high strength line pipes and steel pipes for ultra high strength line pipes.
- the gist of the present invention is as follows. (1) In the method for producing a steel sheet for ultra-high strength line pipes, C: 0.03 to 0.08%, Si: 0.01 to 0.50%, Mn: 1.5 to 2.5 in mass%.
- this steel is cast into a steel slab;
- the steel sheet is cooled to a predetermined temperature higher than 540 ° C. at a water density of 0.6 m 3 / (m 2 ⁇ min) or less;
- the surface is cooled at a water density of 1.3 m 3 / (m 2 ⁇ min) or more.
- the steel further contains, in mass%, Mo: 0.01 to 1.0%, Cu: 0.01 to 1 0.5%, Ni: 0.01 to 5.0%, Cr: 0.01 to 1.5%, V: 0.01 to 0.10%, B: 0.0001 to 0.0003%, W: It may contain at least one of 0.01 to 1.0%, Zr: 0.0001 to 0.050%, Ta: 0.0001 to 0.050%.
- the steel further contains Mg: 0.0001 to 0.010%, Ca: 0.0001 to 0% by mass.
- the surface temperature of the steel sheet is not less than a predetermined temperature greater than 540 ° C., and the surface cooling rate of the steel sheet is not more than 10 ° C./s.
- the surface temperature of the steel sheet may be lower than the predetermined temperature, and the surface cooling rate of the steel sheet may be 40 ° C./s or more.
- the reheating temperature of the steel slab is 950 ° C. or higher, and in the non-recrystallization temperature range of the steel slab.
- the rolling ratio may be 3 or more.
- cooling may be performed from a cooling start temperature of 800 ° C. or lower.
- the steel plate manufactured by the manufacturing method of the steel sheet for ultra high strength line pipe according to (1) is formed into a tubular shape by UO pipe forming; The part is subjected to submerged arc welding from the inner and outer surfaces using a welding wire and a firing die or a melt-type flux;
- the welded portion may be heat-treated after the submerged arc welding and before the pipe expansion.
- the weld may be heat-treated at a temperature of 200 ° C. or higher and 500 ° C. or lower.
- the steel plate and the steel plate are subjected to slow cooling before the surface temperature of the steel plate reaches the transition boiling temperature range, and then rapidly cooled after that. It is possible to reduce the variation in strength of the steel pipe and improve the deformability of the steel sheet and the steel pipe before and after strain aging. As a result, the safety for the line pipe is greatly improved.
- the present invention relates to an ultra-high strength line pipe excellent in low temperature toughness having a tensile strength (TS) of 625 MPa or more.
- the ultra-high strength line pipe of this strength level can withstand more than 1.2 to 1.8 times the pressure of the conventional mainstream X65, so it can transport more gas in the same size as before. become.
- TS tensile strength
- an ultra-high strength line pipe excellent in low temperature toughness having a tensile strength (TS) of 625 MPa or more is required.
- TS tensile strength
- the required strength of the steel pipe increases, it becomes difficult to manufacture the steel pipe rapidly.
- strain based design it is necessary to obtain not only the balance between the strength and low temperature toughness of the base metal and the toughness of the seam weld, but also the target characteristics including the deformability after strain aging. It is. However, it is very difficult to satisfy all these characteristics.
- the strength of the weld metal that connects the line pipes is the longitudinal direction of the base material (the part that was the steel plate or steel plate) It must be higher than the strength in the pipe axis direction).
- frozen soil may thaw in the summer or freeze again in the winter. In such a case, the line pipe is distorted and breaks from the circumferential weld.
- the strength of the circumferential weld is under-matching than the strength of the base metal, the fracture occurs with a smaller strain.
- the upper limit of the strength of the base material in the longitudinal direction is set by the strength of the circumferential weld.
- the upper limit restricts the strength of the base material for manufacturing the line pipe to a narrow range. Therefore, it is required to stably manufacture a line pipe and its base material with suppressed variation in strength.
- the inventors of the present invention do not cool the surface of the steel sheet at a time, and appropriately adjust the amount of cooling water in the previous stage before the surface temperature of the steel sheet reaches the transition boiling temperature range and the amount of cooling water in the subsequent stage. They succeeded in suppressing the variation in strength within a single steel sheet and between manufactured steel sheets. The present inventors consider the reason why the variation in strength of the steel sheet can be remarkably suppressed by appropriately adjusting the water density or the cooling rate in the former stage and the latter stage.
- the cooling mechanism of the steel plate changes in the order of film boiling, transition boiling, and nucleate boiling from the high temperature. It is known that in the temperature range where transition boiling occurs (transition boiling temperature range), the cooling mechanism transitions from film boiling to nucleate boiling, so that unsteady (unstable) cooling occurs. Therefore, when the steel plate is cooled in the transition boiling temperature range for a long time, the temperature variation in the steel plate increases. As a result of the investigation, in this transition boiling temperature range, the surface temperature of the steel sheet is in the range of 450 to 560 ° C., and it is necessary to rapidly cool the steel sheet.
- the steel sheet has a bainite / ferrite mixed structure rather than a martensite structure so that the steel sheet has good deformability. Therefore, when the surface temperature of the steel sheet is higher than 540 ° C., the steel sheet is cooled at a small water density or cooling rate at which ferrite transformation occurs. However, as described above, it is necessary to shorten the cooling time of the steel sheet in the transition boiling temperature range. For this reason, when the surface temperature of the steel sheet is 540 ° C. or lower, cooling is performed at a large water density or cooling rate that reduces the unevenness of the temperature of the steel sheet surface due to transition boiling.
- the timing for switching the water density or the cooling rate of the steel sheet that is, the timing for switching between the pre-cooling stage and the post-cooling stage needs to be a predetermined temperature at which the surface temperature of the steel sheet is 540 ° C. or higher.
- the surface temperature of a steel plate is 560 degreeC or more, More preferably, the surface temperature of a steel plate is 580 degreeC or more.
- % means mass%.
- C is indispensable as a basic element for improving the strength of the base material. Therefore, it is necessary to add 0.03% or more of C. When C is added excessively exceeding 0.08%, the weldability and toughness of the steel material are lowered. Therefore, the upper limit of the addition amount of C is set to 0.08%.
- Si is required as a deoxidizing element during steelmaking. For deoxidation, it is necessary to add 0.01% or more of Si to the steel. However, when Si is added exceeding 0.50%, the HAZ toughness of the steel material decreases. Therefore, the upper limit of the amount of Si is 0.50%.
- Mn is an element necessary for ensuring the strength and toughness of the base material. However, if the amount of Mn exceeds 2.5%, the HAZ toughness of the base material is significantly lowered. If the amount of Mn is less than 1.5%, it becomes difficult to ensure the strength of the base material. Therefore, the range of the amount of Mn is set to 1.5 to 2.5%.
- P is an element that affects the toughness of steel. If the amount of P exceeds 0.01%, not only the base material but also the toughness of the HAZ is significantly reduced. Therefore, the upper limit of the amount of P is set to 0.01%.
- Nb is an element having the effect of improving the strength by forming carbides and nitrides. However, the addition of Nb of 0.0001% or less has no effect. Further, when Nb exceeds 0.20%, toughness is reduced. Therefore, the range of the amount of Nb is set to 0.0001 to 0.20%.
- Al is usually added as a deoxidizer.
- the upper limit of the amount of Al is set to 0.03%.
- the lower limit of the amount of Al is set to 0.0001%.
- Ti is an element that exerts an effect on the refinement of crystal grains as a deoxidizing material and further as a nitride-forming element.
- the addition of a large amount of Ti causes a significant decrease in toughness due to the formation of carbides, so the upper limit of the amount of Ti needs to be 0.030%.
- the range of the amount of Ti is set to 0.003 to 0.030%.
- N is necessary for finely depositing TiN and reducing the austenite grain size. If the amount of N is 0.0010%, refinement is not sufficient, so the lower limit of the amount of N is set to 0.0010%. Further, if the amount of N exceeds 0.0050%, the amount of solute N increases and the low temperature toughness of the base material deteriorates. Therefore, the upper limit of the amount of N is set to 0.0050%.
- the upper limit of the amount of O is set to 0.0050%.
- Steel containing the above elements and the balance being iron (Fe) and inevitable impurities is a preferable basic composition used for the steel plate and steel pipe of the present invention.
- At least one element selected from Mo, Cu, Ni, Cr, V, B, Zr, and Ta may be added as an element for improving strength and toughness. it can.
- Mo is an element that improves hardenability and at the same time forms carbides and nitrides to improve strength. In order to obtain the effect, it is necessary to add 0.01% or more of Mo. However, the addition of a large amount of Mo exceeding 1.0% increases the strength of the base material more than necessary and significantly reduces the toughness. Therefore, the range of the amount of Mo is set to 0.01 to 1.0%.
- Cu is an effective element for increasing strength without reducing toughness. However, if the amount of Cu is less than 0.01%, the effect is not obtained. If the amount of Cu exceeds 1.5%, cracks are likely to occur during heating of the steel slab or during welding. Therefore, the content of Cu is set to 0.01 to 1.5%.
- Ni is an element effective for improving toughness and strength. In order to obtain the effect, it is necessary to add 0.01% or more of Ni. However, when Ni is added over 5.0%, the weldability is lowered. Therefore, the upper limit of the amount of Ni is set to 5.0%.
- Cr is an element that improves the strength of steel by precipitation strengthening. Therefore, it is necessary to add 0.01% or more of Cr. However, when Cr is added in a large amount, the hardenability is increased, so that a martensite structure is formed and the toughness is lowered. Therefore, the upper limit of the Cr content is 1.5%.
- V is an element that has the effect of improving the strength by forming carbides and nitrides. However, the addition of 0.01% or less V has no effect. Further, when V exceeds 0.10%, toughness is reduced. Therefore, the range of the amount of V is set to 0.01 to 0.10%.
- B is an element that generally dissolves in steel to increase hardenability and remarkably suppress the formation of ferrite. Therefore, the amount of B is less than 0.0003%. However, in order to ensure a certain degree of hardenability of the steel, B may be added in an amount of 0.0001% or more. Therefore, the range of the amount of B is set to 0.0001 to 0.0003%.
- W is an element that improves hardenability and at the same time forms carbides and nitrides to improve strength. In order to acquire the effect, it is necessary to add 0.01% or more of W. However, the addition of a large amount of W exceeding 1.0% increases the strength of the base material more than necessary and significantly reduces the toughness. Therefore, the range of the amount of W is set to 0.01 to 1.0%.
- Zr and Ta are elements that have the effect of improving the strength by forming carbides and nitrides similarly to Nb. However, the addition of 0.0001% or less has no effect. In addition, addition of Zr or Ta exceeding 0.050% causes a decrease in toughness. Therefore, the range of the amount of Zr or Ta is set to 0.0001 to 0.050%.
- At least one element selected from Mg, Ca, REM, Y, Hf, and Re is added in order to improve the pinning effect due to the oxide or the lamellar resistance. Can do.
- Mg is mainly added as a deoxidizer. However, if Mg is added over 0.010%, a coarse oxide is likely to be formed, and the base material and the HAZ toughness are lowered. Further, when Mg is added in an amount of less than 0.0001%, it is not possible to sufficiently expect intragranular transformation and generation of oxides necessary as pinning particles. Therefore, the addition range of Mg is set to 0.0001 to 0.010%.
- Ca, REM, Y, Hf, and Re suppress the generation of MnS that tends to extend in the rolling direction by generating sulfides, and improve the properties in the plate thickness direction of the steel material, particularly the lamellar resistance. If Ca and REM, Y, Hf, and Re are all less than 0.0001%, this effect cannot be obtained. Therefore, the lower limit of the amount of Ca and REM, Y, Hf, Re is set to 0.0001%. Conversely, when Ca and REM, Y, Hf, and Re all exceed 0.0050%, the number of Ca and REM, Y, Hf, and Re oxides increases, and the ultrafine Mg-containing oxides. The number decreases. Therefore, the upper limit of the amount of Ca and REM, Y, Hf, Re is set to 0.0050%.
- Steel containing the above components is melted in the steel making process, and then cast by continuous casting or the like to obtain a steel piece (slab).
- the steel slab is subjected to hot rolling (rolling after heating the steel slab) to obtain a steel plate.
- the steel slab is heated to a temperature equal to or higher than the AC3 point (reheating temperature) and rolled so that the reduction ratio in the recrystallization temperature range is 2 or more and the reduction ratio in the non-recrystallization temperature range is 3 or more.
- the average prior austenite grain size of the obtained steel sheet is 20 ⁇ m or less.
- the reheating temperature of the steel slab (slab) is preferably 950 ° C. or higher. In addition, if the reheating temperature becomes too high, the ⁇ grains become coarse during heating, so the reheating temperature is preferably 1250 ° C. or lower.
- the reduction ratio in the recrystallization temperature range if the reduction ratio is less than 2, recrystallization does not occur sufficiently, so the reduction ratio is preferably 2 or more.
- the average prior austenite grain size of the steel sheet will be 20 ⁇ m or less. Therefore, it is preferable that the rolling ratio in the non-recrystallization temperature region is 3 or more. More preferably, the rolling ratio in the non-recrystallization temperature region is 4 or more. In this case, the average prior austenite grain size of the steel sheet can be made 10 ⁇ m or less.
- water cooling start temperature about the temperature (water cooling start temperature) which starts water cooling, it is preferable to cool a steel plate from the water cooling start temperature of 800 degrees C or less. That is, cooling of the steel sheet is started from Ae3 or less. In this case, ferrite transformation occurs and the yield ratio of the steel sheet decreases, so that the deformability of the steel sheet becomes good.
- the surface temperature of the said steel plate is cooled by the water density of 0.6 m ⁇ 3 > / (m ⁇ 2 > * min) or less to the predetermined temperature higher than 540 degreeC (at the front stage).
- the water density is larger than 0.6 m 3 / (m 2 ⁇ min)
- no ferrite is generated on the steel sheet.
- the surface of the steel sheet is cooled at a water density of 1.3 m 3 / (m 2 ⁇ min) or more.
- the temperature of the steel plate surface is measuring the center part of the width direction of a steel plate.
- the surface temperature of the steel plate is not less than a predetermined temperature higher than 540 ° C. (in the former stage), and the surface cooling rate of the steel plate is 10 ° C./s or less.
- the surface cooling rate of the steel plate is higher than 10 ° C./s, no ferrite is generated on the steel plate.
- the surface cooling rate of the steel plate is lower than the predetermined temperature (in the latter stage), and the surface cooling rate of the steel plate is 40 ° C./s or more.
- the cooling device used in the present invention has several places (called zones) where nozzles that can be controlled to have the same water density are gathered. In the present invention, for example, these zones are assigned to the preceding stage (predetermined temperature range of 540 ° C. or higher) and the subsequent stage. After setting the water density in the former stage and the latter stage, the cooling rate of the steel sheet surface can be calculated using the surface temperature of the steel sheet before and after the actual water cooling, the sheet passing speed, and the distance at which the steel sheet is cooled.
- the position (zone) for switching between the front stage and the rear stage can be arbitrarily determined, and can be determined in consideration of the cooling state of the steel sheet.
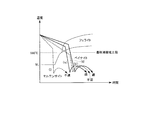
- FIG. 1 is an example of the relationship between the cooling pattern of the steel sheet surface and the steel transformation diagram.
- the steel sheet surface is not a ferrite / bainite mixed structure but is almost martensite. Become an organization. Therefore, even if the water density in the former stage or the surface cooling rate of the steel sheet satisfies the conditions of the present invention, the toughness of the steel sheet surface is significantly reduced, and surface defects such as surface cracks are produced on the steel sheet during steel pipe production. May occur.
- the steel sheet is rapidly cooled before the start of the ferrite transformation or bainite transformation, strength variations may occur in the steel sheet.
- the dotted line (ii) in FIG. 1 when the water density in the latter stage or the surface cooling rate of the steel sheet does not satisfy the conditions of the present invention, the time for the steel sheet to stay in the transition boiling temperature range becomes long. The temperature deviation in the steel sheet becomes so large that it cannot be ignored. For this reason, even if the water density at the previous stage or the surface cooling rate of the steel sheet is a condition for generating ferrite in the steel sheet, variations in strength occur within a single steel sheet or between manufactured steel sheets.
- the solid lines (iii) and (iv) in FIG. 1 when the water amount density in the former stage and the latter stage or the surface cooling rate of the steel sheet satisfies the conditions of the present invention, the steel sheet is the bainite / Ferrite mixed structure.
- the lower limit of the cooling stop temperature is preferably 200 ° C.
- a heat treatment is performed on the welded portion (seam welded portion).
- a welding part at the temperature of 200 degreeC or more and 500 degrees C or less as heat treatment conditions of this steel pipe.
- MA mixed structure of austenite and martensite
- the weld is heated to a temperature of 200 ° C. or higher and 500 ° C.
- the coarse MA generated along the prior austenite grain boundaries decomposes into fine cementite.
- the lower limit of the heat treatment temperature of the weld zone is 200 ° C.
- the upper limit of the heat treatment temperature of the weld is 500 ° C.
- the sampling position of the full thickness test piece is a position 1 m away from the steel plate tip and the steel plate end so that the longitudinal direction of the full thickness test piece matches the width direction of the steel plate.
- Two full-thickness test pieces were collected on both sides from the center of the plate width of the steel plate at these positions.
- an API test piece was collected from each steel pipe and subjected to a tensile test.
- these API specimens were collected such that the longitudinal direction of the API specimen coincided with the pipe axis direction of the steel pipe.
- two API test pieces were sampled on both sides of the cut surface perpendicular to the pipe axis, centered on a position one quarter turn away from the seam welded portion of each steel pipe.
- these steel pipes were heat-treated at 210 ° C. (held for 5 minutes and then air-cooled), and two API test pieces were collected from the same position as above and pulled.
- a test was conducted.
- the tensile test is based on API standard 2000.
- a Charpy test and a DWT test at ⁇ 30 ° C. were performed.
- the Charpy test and the DWT test are also compliant with the API standard 2000.
- Charpy specimen and DWT specimen are sampled from a position 1/2 turn away from the seam weld of the steel pipe at the cutting plane perpendicular to the pipe axis so that the longitudinal direction of the specimen coincides with the circumferential direction of the steel pipe It was done.
- Two DWT specimens were taken from each steel pipe, and three Charpy specimens were taken from the thickness center of each steel pipe.
- the HAZ toughness of each manufactured steel pipe was evaluated.
- a specimen for evaluating HAZ toughness is taken from the weld heat affected zone (HAZ) in the vicinity of the seam welded portion of the steel pipe, and is FL + 1 mm (1 mm from the boundary between the HAZ portion and the seam welded portion to the HAZ portion side). A notch was made. Three of these specimens were taken from each steel pipe. Each of these test pieces was evaluated by a Charpy test at ⁇ 30 ° C. These test results are shown in Table 3. In Table 3, not only the tensile strength but also the yield strength and the yield ratio are shown for reference.
- Steels 1 to 22 represent examples of the present invention. As apparent from Table 3, these steel plates and steel pipes had a tensile strength of X80 or more, and the variation in strength within the steel plates and steel pipes was also suppressed to 60 MPa or less. Moreover, the Charpy energy of the steel pipe was 200 J or more, the DWTT ductile fracture surface ratio was 85% or more, and the Charpy absorbed energy (HAZ toughness) of the weld heat affected zone exceeded 50 J. Thus, the steel pipe in the Example of this invention had high toughness. Steels 23 to 35 represent comparative examples that do not satisfy the production conditions of the present invention.
- steels 30 to 35 the cooling conditions of the steel sheet do not satisfy the present invention. That is, in the steels 30 and 33, the steel sheet was rapidly cooled in the previous stage. In the steel 32 and the steel 35, the steel plate was slowly cooled in the subsequent stage. In steel 31 and steel 34, the rapid cooling start temperature of the steel sheet was low, and the subsequent rapid cooling was performed after the surface temperature of the steel sheet entered the transition boiling temperature range. Therefore, in the steels 30 to 35, the variation in strength between the steel plate and the steel pipe was as large as 100 MPa or more.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Heat Treatment Of Steel (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本願は、2008年11月6日に、日本に出願された特願2008-285837号に基づき優先権を主張し、その内容をここに援用する。
本発明は、母材の強度、低温靱性および変形能に優れ、かつ現地溶接が容易な引張強度625MPa以上(API規格X80以上)の超高強度ラインパイプ用鋼板および鋼管の製造方法を提供する。
(1)超高強度ラインパイプ用鋼板の製造方法では、質量%で、C:0.03~0.08%、Si:0.01~0.50%、Mn:1.5~2.5%、P:0.01%以下、S:0.0030%以下、Nb:0.0001~0.20%、Al:0.0001~0.03%、Ti:0.003~0.030%、N:0.0010~0.0050%、O:0.0050%以下を含み、残部が鉄および不可避的不純物からなる鋼を溶製し;この鋼を鋳造して鋼片とし;この鋼片に熱間圧延を施して鋼板とし;前記鋼板の表面温度が540℃より大きい所定温度まで、鋼板表面を0.6m3/(m2・min)以下の水量密度で冷却し;その後、前記鋼板表面を1.3m3/(m2・min)以上の水量密度で冷却する。
(2)上記(1)に記載の超高強度ラインパイプ用鋼板の製造方法では、前記鋼が、更に、質量%で、Mo:0.01~1.0%、Cu:0.01~1.5%、Ni:0.01~5.0%、Cr:0.01~1.5%、V:0.01~0.10%、B:0.0001~0.0003%、W:0.01~1.0%、Zr:0.0001~0.050%、Ta:0.0001~0.050%のうち少なくとも1種を含有してもよい。
(3)上記(1)に記載の超高強度ラインパイプ用鋼板の製造方法では、前記鋼が、更に、質量%で、Mg:0.0001~0.010%、Ca:0.0001~0.005%、REM:0.0001~0.005%、Y:0.0001~0.005%、Hf:0.0001~0.005%、Re:0.0001~0.005%のうち少なくとも1種を含有してもよい。
(4)上記(1)に記載の超高強度ラインパイプ用鋼板の製造方法では、前記鋼板の表面温度が540℃より大きい所定温度以上で、前記鋼板の表面冷却速度は、10℃/s以下であり、前記鋼板の表面温度が前記所定温度未満で、前記鋼板の表面冷却速度は、40℃/s以上であってもよい。
(5)上記(1)に記載の超高強度ラインパイプ用鋼板の製造方法では、前記熱間圧延で、前記鋼片の再加熱温度が950℃以上、前記鋼片の未再結晶温度域での圧下比が3以上であってもよい。
(6)上記(1)に記載の超高強度ラインパイプ用鋼板の製造方法では、800℃以下の冷却開始温度から冷却してもよい。
(7)超高強度ラインパイプ用鋼管の製造方法では、(1)に記載の超高強度ラインパイプ用鋼板の製造方法で製造した鋼板を、UO造管によって管状に成形し;前記鋼板の突き合わせ部を内外面から溶接ワイヤ-と焼成型もしくは溶融型フラックスとを使用してサブマージドアーク溶接を行い;その後、拡管を行う。
(8)上記(7)に記載の超高強度ラインパイプ用鋼管の製造方法では、前記サブマージドアーク溶接を行った後でかつ前記拡管を行う前に、溶接部を熱処理してもよい。
(9)上記(7)に記載の超高強度ラインパイプ用鋼管の製造方法では、前記溶接部を200℃以上500℃以下の温度で熱処理してもよい。
本発明は、625MPa以上の引張強度(TS)を有する低温靱性に優れた超高強度ラインパイプに関する発明である。この強度水準の超高強度ラインパイプは、従来から主流であるX65と較べて約1.2から1.8倍の圧力に耐えるため、従来と同じサイズでより多くのガスを輸送することが可能になる。より高い圧力でX65を使用する場合は、ラインパイプの肉厚を厚くする必要がある。そのため、材料費、輸送費、現地溶接施工費が高くなり、パイプライン敷設費が大幅に上昇する。したがって、パイプライン敷設費を削減するために、625MPa以上の引張強度(TS)を有する低温靱性に優れた超高強度ラインパイプが必要とされる。一方、要求される鋼管の強度が増加するとともに、急激に鋼管の製造が困難になる。特に、「strain based design」を要求された時は、母材の強度と低温靭性とのバランスおよびシーム溶接部の靭性だけでなく、ひずみ時効後の変形能も含めた目標特性を得ることが必要である。しかしながら、これらのすべての特性を満足させることは、非常に困難である。
Cは、母材の強度を向上させる基本的な元素として欠かせない。そのため、0.03%以上のCを添加する必要がある。0.08%を越えて過剰にCを添加すると、鋼材の溶接性や靱性が低下する。そのため、Cの添加量の上限を0.08%とする。
なお、鋼板表面の温度は、鋼板の幅方向中央部を測定している。
表1の化学成分を有する厚さ240mmの鋼片を1000~1210℃に加熱した後、鋼片の厚さ(移送厚)が70~100mmになるまで950℃以上の再結晶温度域で熱間圧延を行った。さらに、鋼片の厚さ(板厚)が12~25mmになるまで880~750℃の範囲の未再結晶温度域で熱間圧延を行った。その後、650~795℃の温度から鋼板の冷却(前段の水冷)を開始し、540℃より高い所定の温度から急冷を行った。その後、200~500℃の温度で冷却(後段の水冷)を停止した。なお、表1中には、参考のため、炭素当量Ceq及び溶接割れ感受性指標Pcm、マルテンサイト変態開始温度MS、90%マルテンサイト組織が得られる臨界の冷却速度VC90も示している。
製造されたそれぞれの鋼板の降伏強度と引張強度とを評価するために、それぞれの鋼板からAPI5L規格に準拠した全厚試験片を採取して、常温で引張試験を行った。採取方向について、これらの全厚試験片は採取された。また、全厚試験片の採取位置は、鋼板先端部および鋼板末端部から全厚試験片の長手方向が鋼板の幅方向と一致するように、鋼板の長手方向に1m離れた位置である。これらの位置における鋼板の板幅中心部から両側に2本の全厚試験片が採取された。
さらに、製造されたそれぞれの鋼管のHAZ靭性を評価した。HAZ靭性を評価するための試験片は、鋼管のシーム溶接部近傍の溶接熱影響部(HAZ)から採取し、FL+1mm(HAZ部とシーム溶接部との境界からHAZ部側に1mmの位置)にノッチが入れられた。これらの試験片は、それぞれの鋼管から3本ずつ採取された。これらの試験片は、いずれも-30℃におけるシャルピー試験により評価された。
これらの試験結果を表3に示す。なお、表3中には、参考のため、引張強度だけでなく、降伏強度および降伏比についても示している。



Claims (9)
- 質量%で
C:0.03~0.08%
Si:0.01~0.50%
Mn:1.5~2.5%
P:0.01%以下
S:0.0030%以下
Nb:0.0001~0.20%
Al:0.0001~0.03%
Ti:0.003~0.030%
N:0.0010~0.0050%
O:0.0050%以下
を含み、残部が鉄および不可避的不純物からなる鋼を溶製し;
この鋼を鋳造して鋼片とし;
この鋼片に熱間圧延を施して鋼板とし;
前記鋼板の表面温度が540℃より大きい所定温度まで、鋼板表面を0.6m3/(m2・min)以下の水量密度で冷却し;
その後、前記鋼板表面を1.3m3/(m2・min)以上の水量密度で冷却する;
ことを特徴とする超高強度ラインパイプ用鋼板の製造方法。 - 前記鋼が、更に、質量%で
Mo:0.01~1.0%
Cu:0.01~1.5%
Ni:0.01~5.0%
Cr:0.01~1.5%
V:0.01~0.10%
B:0.0001~0.0003%
W:0.01~1.0%
Zr:0.0001~0.050%
Ta:0.0001~0.050%
のうち1種以上を含有することを特徴とする請求項1に記載の超高強度ラインパイプ用鋼板の製造方法。 - 前記鋼が、更に、質量%で
Mg:0.0001~0.010%
Ca:0.0001~0.005%
REM:0.0001~0.005%
Y:0.0001~0.005%
Hf:0.0001~0.005%
Re:0.0001~0.005%
のうち1種以上を含有することを特徴とする請求項1に記載の超高強度ラインパイプ用鋼板の製造方法。 - 前記鋼板の前記表面温度が540℃より大きい所定温度以上で、前記鋼板の表面冷却速度は、10℃/s以下であり、前記鋼板の前記表面温度が前記所定温度未満で、前記鋼板の表面冷却速度は、40℃/s以上であることを特徴とする請求項1に記載の超高強度ラインパイプ用鋼板の製造方法。
- 前記熱間圧延では、前記鋼片の再加熱温度が950℃以上、前記鋼片の未再結晶温度域での圧下比が3以上であることを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
- 800℃以下の冷却開始温度から冷却することを特徴とする超高強度ラインパイプ用鋼板の製造方法。
- 請求項1に記載の超高強度ラインパイプ用鋼板の製造方法で製造した鋼板を、UO造管によって管状に成形し;
前記鋼板の突き合わせ部を内外面から溶接ワイヤ-と焼成型もしくは溶融型フラックスとを使用してサブマージドアーク溶接を行い;
その後、拡管を行う;
ことを特徴とする超高強度ラインパイプ用鋼管の製造方法。 - 前記サブマージドアーク溶接を行った後、かつ、前記拡管を行う前に溶接部を熱処理することを特徴とする請求項7に記載の超高強度ラインパイプ用鋼管の製造方法。
- 前記溶接部を200℃以上500℃以下の温度で熱処理することを特徴とする請求項8に記載の超高強度ラインパイプ用鋼管の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009801439070A CN102203302B (zh) | 2008-11-06 | 2009-11-06 | 超高强度管线管用钢板及钢管的制造方法 |
| BRPI0921647-2A BRPI0921647B1 (pt) | 2008-11-06 | 2009-11-06 | Método para produção de chapa de aço e tubo de aço para oleoduto |
| JP2010536700A JP4837789B2 (ja) | 2008-11-06 | 2009-11-06 | 超高強度ラインパイプ用鋼板および鋼管の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008285837 | 2008-11-06 | ||
| JP2008-285837 | 2008-11-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010052927A1 true WO2010052927A1 (ja) | 2010-05-14 |
Family
ID=42152740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/005930 WO2010052927A1 (ja) | 2008-11-06 | 2009-11-06 | 超高強度ラインパイプ用鋼板および鋼管の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4837789B2 (ja) |
| CN (1) | CN102203302B (ja) |
| BR (1) | BRPI0921647B1 (ja) |
| RU (1) | RU2458996C1 (ja) |
| WO (1) | WO2010052927A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2641987A2 (en) * | 2010-11-19 | 2013-09-25 | Posco | High-strength steel material having outstanding ultra-low-temperature toughness and a production method therefor |
| EP2644733A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644731A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644735A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644732A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP3042976A1 (en) * | 2013-08-30 | 2016-07-13 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet for thick-walled high-strength line pipe having exceptional souring resistance, crush resistance properties, and low-temperature ductility, and line pipe |
| EP3128033A1 (en) * | 2014-03-31 | 2017-02-08 | JFE Steel Corporation | High-tensile-strength steel plate and process for producing same |
| JP2017155290A (ja) * | 2016-03-02 | 2017-09-07 | 新日鐵住金株式会社 | 耐サワー鋼板 |
| KR20180085791A (ko) | 2015-12-04 | 2018-07-27 | 가부시키가이샤 고베 세이코쇼 | 용접 열영향부의 저온 인성 열화 및 용접 열영향부의 경도를 억제한 고항복강도를 갖는 비조질 강판 |
| US10500817B2 (en) | 2010-04-30 | 2019-12-10 | Nippon Steel Corporation | Electron-beam welded joint, steel for electron-beam welding, and method of manufacturing the same |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3026140B1 (en) * | 2013-07-25 | 2018-09-05 | Nippon Steel & Sumitomo Metal Corporation | Steel plate for line pipe, and line pipe |
| CN105039870B (zh) * | 2015-08-31 | 2017-03-08 | 山东钢铁股份有限公司 | 一种耐低温大应变的x80m管线钢的制备方法与应用 |
| RU2682984C1 (ru) * | 2018-03-07 | 2019-03-25 | Акционерное общество "Выксунский металлургический завод" | Способ производства трубы с низким отношением предела текучести к пределу прочности |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008163456A (ja) * | 2006-12-04 | 2008-07-17 | Nippon Steel Corp | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP2008248291A (ja) * | 2007-03-29 | 2008-10-16 | Nippon Steel Corp | 母材および溶接熱影響部の低温靭性に優れた厚鋼板の製造方法 |
| JP2008261000A (ja) * | 2007-04-11 | 2008-10-30 | Nippon Steel Corp | 低降伏比を有する厚鋼板の製造方法 |
| JP2009084598A (ja) * | 2007-09-27 | 2009-04-23 | Nippon Steel Corp | 変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3968011B2 (ja) * | 2002-05-27 | 2007-08-29 | 新日本製鐵株式会社 | 低温靱性および溶接熱影響部靱性に優れた高強度鋼とその製造方法および高強度鋼管の製造方法 |
| CA2550490C (en) * | 2003-12-19 | 2011-01-25 | Nippon Steel Corporation | Steel plates for ultra-high-strength linepipes and ultra-high-strength linepipes having excellent low-temperature toughness and manufacturing methods thereof |
| RU2270873C1 (ru) * | 2005-03-15 | 2006-02-27 | Федеральное Государственное Унитарное Предприятие "Центральный Научно-Исследовательский Институт Конструкционных Материалов "Прометей" (Фгуп "Цнии Км "Прометей") | Способ производства штрипсовой стали для труб подводных морских газопроводов высоких параметров |
-
2009
- 2009-11-06 CN CN2009801439070A patent/CN102203302B/zh active Active
- 2009-11-06 WO PCT/JP2009/005930 patent/WO2010052927A1/ja active Application Filing
- 2009-11-06 RU RU2011118348/02A patent/RU2458996C1/ru not_active IP Right Cessation
- 2009-11-06 BR BRPI0921647-2A patent/BRPI0921647B1/pt active IP Right Grant
- 2009-11-06 JP JP2010536700A patent/JP4837789B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008163456A (ja) * | 2006-12-04 | 2008-07-17 | Nippon Steel Corp | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP2008248291A (ja) * | 2007-03-29 | 2008-10-16 | Nippon Steel Corp | 母材および溶接熱影響部の低温靭性に優れた厚鋼板の製造方法 |
| JP2008261000A (ja) * | 2007-04-11 | 2008-10-30 | Nippon Steel Corp | 低降伏比を有する厚鋼板の製造方法 |
| JP2009084598A (ja) * | 2007-09-27 | 2009-04-23 | Nippon Steel Corp | 変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10500817B2 (en) | 2010-04-30 | 2019-12-10 | Nippon Steel Corporation | Electron-beam welded joint, steel for electron-beam welding, and method of manufacturing the same |
| EP2641987A2 (en) * | 2010-11-19 | 2013-09-25 | Posco | High-strength steel material having outstanding ultra-low-temperature toughness and a production method therefor |
| US9394579B2 (en) | 2010-11-19 | 2016-07-19 | Posco | High-strength steel material having outstanding ultra-low-temperature toughness and a production method therefor |
| EP2641987A4 (en) * | 2010-11-19 | 2014-11-12 | Posco | HIGH STRENGTH STEEL MATERIAL WITH EXCELLENT RESISTANCE TO ULTRANOUS TEMPERATURES AND METHOD FOR THE PRODUCTION THEREOF |
| EP2644731A4 (en) * | 2010-11-22 | 2014-05-07 | Nippon Steel & Sumitomo Metal Corp | ELECTRON BEAM WELDING COMPOUND, STEEL MATERIAL FOR ELECTRON BEAM WELDING, AND METHOD OF MANUFACTURING THEREOF |
| EP2644731A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644732A4 (en) * | 2010-11-22 | 2014-04-30 | Nippon Steel & Sumitomo Metal Corp | ELECTRON BEAM WELDED JOINT, ELECTRON BEAM WELDING STEEL, AND METHOD OF MANUFACTURING THE SAME |
| EP2644735A4 (en) * | 2010-11-22 | 2014-05-07 | Nippon Steel & Sumitomo Metal Corp | ELECTRON BEAM WELDING COMPOUND, STEEL MATERIAL FOR ELECTRON BEAM WELDING, AND METHOD OF MANUFACTURING THEREOF |
| EP2644732A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644735A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644733A1 (en) * | 2010-11-22 | 2013-10-02 | Nippon Steel & Sumitomo Metal Corporation | Electron-beam welded joint, steel material for electron-beam welding, and manufacturing method therefor |
| EP2644733A4 (en) * | 2010-11-22 | 2014-04-30 | Nippon Steel & Sumitomo Metal Corp | ELECTRON BEAM WELDING COMPOUND, STEEL MATERIAL FOR ELECTRON BEAM WELDING, AND METHOD OF MANUFACTURING THEREOF |
| EP3042976A4 (en) * | 2013-08-30 | 2017-05-10 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet for thick-walled high-strength line pipe having exceptional souring resistance, crush resistance properties, and low-temperature ductility, and line pipe |
| EP3042976A1 (en) * | 2013-08-30 | 2016-07-13 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet for thick-walled high-strength line pipe having exceptional souring resistance, crush resistance properties, and low-temperature ductility, and line pipe |
| EP3128033A1 (en) * | 2014-03-31 | 2017-02-08 | JFE Steel Corporation | High-tensile-strength steel plate and process for producing same |
| EP3128033A4 (en) * | 2014-03-31 | 2017-05-10 | JFE Steel Corporation | High-tensile-strength steel plate and process for producing same |
| US10316385B2 (en) | 2014-03-31 | 2019-06-11 | Jfe Steel Corporation | High-tensile-strength steel plate and process for producing same |
| KR20180085791A (ko) | 2015-12-04 | 2018-07-27 | 가부시키가이샤 고베 세이코쇼 | 용접 열영향부의 저온 인성 열화 및 용접 열영향부의 경도를 억제한 고항복강도를 갖는 비조질 강판 |
| JP2017155290A (ja) * | 2016-03-02 | 2017-09-07 | 新日鐵住金株式会社 | 耐サワー鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0921647B1 (pt) | 2018-01-09 |
| CN102203302B (zh) | 2013-05-08 |
| JP4837789B2 (ja) | 2011-12-14 |
| CN102203302A (zh) | 2011-09-28 |
| JPWO2010052927A1 (ja) | 2012-04-05 |
| BRPI0921647A2 (pt) | 2016-02-10 |
| RU2458996C1 (ru) | 2012-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4819186B2 (ja) | 超高強度ラインパイプ用鋼板および鋼管の製造方法 | |
| JP4837789B2 (ja) | 超高強度ラインパイプ用鋼板および鋼管の製造方法 | |
| JP4819185B2 (ja) | 超高強度ラインパイプ用鋼板および鋼管の製造方法 | |
| JP5292784B2 (ja) | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| JP5251092B2 (ja) | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| JP5251089B2 (ja) | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 | |
| JP4977876B2 (ja) | 母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法 | |
| JP5181639B2 (ja) | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 | |
| JP5217773B2 (ja) | 溶接熱影響部靭性に優れた引張強度が570MPa以上760MPa以下の低温用高強度溶接鋼管およびその製造方法 | |
| JP2013204103A (ja) | 耐座屈性能に優れた低温用高強度溶接鋼管とその製造方法および耐座屈性能に優れた低温用高強度溶接鋼管用鋼板の製造方法 | |
| JP4655670B2 (ja) | 低降伏比且つ溶接部靭性に優れた高強度溶接鋼管の製造方法 | |
| JP2007260715A (ja) | 超高強度溶接鋼管の製造方法 | |
| JP4824143B2 (ja) | 高強度鋼管、高強度鋼管用鋼板、及び、それらの製造方法 | |
| JP2006291349A (ja) | 高変形性能を有するラインパイプ用鋼板およびその製造方法。 | |
| JP6137435B2 (ja) | 高強度鋼及びその製造方法、並びに鋼管及びその製造方法 | |
| CA2980252C (en) | Steel plate for structural pipes or tubes, method of producing steel plate for structural pipes or tubes, and structural pipes and tubes | |
| JP6241570B2 (ja) | 高強度鋼及びその製造方法、並びに鋼管及びその鋼管の製造方法 | |
| JP5991174B2 (ja) | 鋼板内の材質均一性に優れた耐サワーラインパイプ用高強度鋼板とその製造方法 | |
| EP2093302B1 (en) | Weld steel pipe with excellent low-temperature toughness for high-strength line pipe and process for producing the same | |
| JP3814112B2 (ja) | シーム溶接部の低温強靱性に優れた超高強度鋼管及びその製造方法 | |
| JP2009084598A (ja) | 変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法 | |
| JP2006265722A (ja) | 高張力ラインパイプ用鋼板の製造方法 | |
| JP2006183127A (ja) | 高強度溶接鋼管の製造方法 | |
| CN111655872A (zh) | 管线管用钢材及其制造方法以及管线管的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980143907.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09824627 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010536700 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011118348 Country of ref document: RU |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 09824627 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: PI0921647 Country of ref document: BR Kind code of ref document: A2 Effective date: 20110504 |