COMPOSITION DE CAOUTCHOUC POUR BANDE DE ROULEMENT DE PNEUMATIQUE HIVER
L'invention est relative aux compositions caoutchouteuses utilisables notamment comme bandes de roulement de « pneumatiques hiver » aptes à rouler sur des sols recouverts de glace ou verglas sans être pourvus de clous (aussi appelés pneumatiques "studless").
Elle est plus particulièrement relative aux bandes de roulement de pneumatiques hiver spécifiquement adaptées à un roulage sous des conditions dites de "glace fondante" rencontrées dans un domaine de températures typiquement compris entre -5°C et 0°C. On rappelle en effet que, dans un tel domaine, la pression des pneumatiques au passage d'un véhicule provoque une fusion superficielle de la glace qui se recouvre d'un mince film d'eau nuisible à l'adhérence de ces pneumatiques.
Pour éviter les effets néfastes des clous, notamment leur forte action abrasive sur le revêtement du sol lui-même et un comportement routier notablement dégradé sur sol sec, les manufacturiers de pneumatiques ont depuis longtemps proposé de très nombreuses solutions consistant à modifier la formulation des compositions de caoutchouc elles-mêmes.
Ainsi, il a été proposé tout d'abord d'incorporer dans les compositions des particules solides à grande dureté, telle que par exemple du carbure de silicium (voir par exemple US 3 878 47). De telles particules, venant affleurer la surface de la bande de roulement au fur et à mesure de l'usure de cette dernière, agissent certes efficacement, comme des micro-clous, sur de la glace dure, mais ces compositions ne sont pas bien adaptées aux conditions de roulage sur une glace fondante.
Pour améliorer l'adhérence sur glace, en particulier sur glace fondante, il a également été proposé d'incorporer dans ces compositions des microparticules de poudres tels que par exemple des poudres de cellulose, d'alcool vinylique, d'amidon ou encore de céréales telles que du maïs (voir par exemple demandes de brevet JP 3-159803, JP 2002-1 1203, brevets US 2 607 386, US 5 246 985, US 7 249 621). De telles poudres, une fois solubilisées au contact de la glace fondue (pour ce qui est des poudres hydrosolubles) ou bien expulsées de la matrice caoutchouteuse (pour ce qui est des poudres non solubles) entraînent de manière connue, à la surface de la bande de roulement, la création de porosités susceptibles d'améliorer l'accrochage de la bande de roulement sur le sol ainsi que la formation de gorges jouant le rôle de canaux d'évacuation du film liquide créé entre le pneumatique et le sol.
Poursuivant leurs recherches, les Demanderesses ont découvert une composition de caoutchouc nouvelle qui offre aux bandes de roulement et aux pneumatiques les comportant, une performance combinée d'adhérence et d'accélération sur glace fondante qui est encore améliorée.
Ainsi, un premier objet de l'invention concerne une composition de caoutchouc utilisable comme bande de roulement d'un pneumatique hiver, comportant au moins un élastomère diénique, entre 50 et 150 pce d'une charge renforçante, plus de 40 pce d'un plastifiant liquide, entre 1 et 30 pce d'un tensioactif non ionique et entre 5 et 40 pce de microparticules.
L'invention a également pour objet l'utilisation d'une telle composition de caoutchouc pour la fabrication de bandes de roulement de pneumatiques hiver, que ces dernières soient destinées à des pneumatiques neufs comme au rechapage de pneumatiques usagés.
L'invention a également pour objet ces bandes de roulement et ces pneumatiques hiver eux- mêmes lorsqu'ils comportent une composition de caoutchouc conforme à l'invention.
Les pneumatiques de l'invention sont particulièrement destinés à équiper des véhicules à moteur de type tourisme, incluant les véhicules 4x4 (à quatre roues motrices) et véhicules SUV {"Sport Utility Vehicles"), des véhicules deux roues (notamment motos) comme des véhicules industriels choisis en particulier parmi camionnettes et "poids-lourd" (i.e., métro, bus, engins de transport routier (camions, tracteurs, remorques), véhicules hors-la-route tels qu'engins agricoles ou de génie civil).
L'invention ainsi que ses avantages seront aisément compris à la lumière de là description et des exemples de réalisation qui suivent.
I. MESURES ET TESTS UTILISES
Les bandes de roulement et compositions de caoutchouc constitutives de ces bandes de roulement sont caractérisées, avant et après cuisson, comme indiqué ci-après.
I- 1. Plasticité Mooney
On utilise un consistomètre oscillant tel que décrit dans la norme française NF T 43-005
(Novembre 1980). La mesure de plasticité Mooney se fait selon le principe suivant : la composition à l'état cru (i.e., avant cuisson) est moulée dans une enceinte cylindrique chauffée à 100°C. Après une minute de préchauffage, le rotor tourne au sein de l'éprouvette à
2 tours/minute et on mesure le couple utile pour entretenir ce mouvement après 4 minutes de rotation. La plasticité Mooney (ML 1+4) est exprimée en "unité Mooney" (UM, avec 1 UM = 0,83 Newton. mètre).
1-2. Temps de grillage
Les mesures sont effectuées à 130°C, conformément à la norme française NF T 43-005. L'évolution de l'indice consistométrique en fonction du temps permet de déterminer le temps de grillage des compositions de caoutchouc, apprécié conformément à la norme précitée par le paramètre T5 (cas d'une grand rotor), exprimé en minutes, et défini comme étant le temps nécessaire pour obtenir une augmentation de l'indice consistométrique (exprimée en UM) de 5 unités au dessus de la valeur minimale mesurée pour cet indice.
1-3. Rhéométrie
Les mesures sont effectuées à 150°C avec un rhéomètre à chambre oscillante, selon la norme DIN 53529 - partie 3 (juin 1983). L'évolution du couple rhéométrique en fonction du temps décrit l'évolution de la rigidification de la composition par suite de la réaction de vulcanisation. Les mesures sont traitées selon la norme DIN 53529 - partie 2 (mars 1983) : Ti est le délai d'induction, c'est-à-dire le temps nécessaire au début de la réaction de vulcanisation ;Tα (par exemple T90) est le temps nécessaire pour atteindre une conversion de α%, c'est-à-dire α% (par exemple 90%) de l'écart entre les couples minimum et maximum.
1-4. Essais de traction
Ces essais de traction permettent de déterminer les contraintes d'élasticité et les propriétés à la rupture. Sauf indication différente, ils sont effectués conformément à la norme française NF T 46-002 de septembre 1988. On mesure en seconde élongation (i.e., après un cycle d'accommodation au taux d'extension prévu pour la mesure elle-même) les modules sécants nominaux (ou contraintes apparentes, en MPa) à 10% d'allongement (notés MlO), 100% d'allongement (notés MlOO) et 300% d'allongement (notés M300). Les contraintes à la rupture (en MPa) et les allongements à la rupture (en %) sont également mesurés. Toutes ces mesures de traction sont effectuées dans les conditions normales de température (23 ± 2°C) et d'hygrométrie (50 + 5% d'humidité relative), selon la norme française NF T 40-101 (décembre 1979).
1-5. Dureté Shore A
La dureté Shore A des compositions après cuisson est appréciée conformément à la norme ASTM D 2240-86.
1-6. Propriétés dynamiques
Les propriétés dynamiques sont mesurées sur un viscoanalyseur (Metravib VA4000), selon la norme ASTM D5992-96. On enregistre la réponse d'un échantillon de composition vulcanisée (éprouvette cylindrique de 4 mm d'épaisseur et de 400 mm2 de section), soumis à une sollicitation sinusoïdale en cisaillement simple alterné, à la fréquence de 10Hz, à une température de O0C. On effectue un balayage en amplitude de déformation de 0,1% à 50%
(cycle aller), puis de 50% à 1% (cycle retour). Les résultats exploités sont le facteur de perte tan(δ); pour le cycle retour, on indique la valeur maximale de tan(δ) observée (notée tan(δ)max) entre les valeurs à 0,15% et à 50% de déformation (effet Payne).
1-7. Tests sur pneumatiques
A) Freinage sur glace:
Les pneumatiques sont montés sur un véhicule automobile ("Toyota Camry") équipé d'un système de freinage anti-blocage (système ABS) et d'un système antipatinage à l'accélération (système TCS pour Traction Control System). On mesure la distance nécessaire pour passer de 20 à 5 km/h lors d'un freinage longitudinal brutal (ABS activé) sur une piste recouverte de glace. Une valeur supérieure à celle du témoin, arbitrairement fixée à 100, indique un résultat amélioré c'est-à-dire une distance de freinage plus courte.
B) Accélération sur glace:
On mesure le temps nécessaire pour passer de 5 à 20 km/h lors d'une accélération à plein régime, sous le contrôle du système TCS activé. Une valeur supérieure à celle du témoin, arbitrairement fixée à 100, indique un résultat amélioré c'est-à-dire une accélération plus rapide.
IL DESCRIPTION DETAILLEE DE L'INVENTION
La composition de caoutchouc de l'invention est à base d'au moins un élastomère diénique, une charge renforçante, un système plastifiant, un agent tensioactif non ionique et des microparticules, composants qui sont décrits en détail ci-après.
Dans la présente description, sauf indication expresse différente, tous les pourcentages (%) indiqués sont des % en masse. D'autre part, tout intervalle de valeurs désigné par l'expression
"entre a et b" représente le domaine de valeurs allant de plus de a à moins de b (c'est-à-dire bornes a et b exclues) tandis que tout intervalle de valeurs désigné par l'expression "de a à b" signifie le domaine de valeurs allant de a jusqu'à b (c'est-à-dire incluant les bornes strictes a et b).
II- 1. Elastomère diénique
Par elastomère ou caoutchouc "diénique", on rappelle que doit être entendu un elastomère issu au moins en partie (i.e. un homopolymère ou un copolymère) de monomères diènes (monomères porteurs de deux doubles liaisons carbone-carbone, conjuguées ou non).
Les élastomères diéniques peuvent être classés de manière connue en deux catégories : ceux dits "essentiellement insaturés" et ceux dits "essentiellement saturés". Les caoutchoucs butyl et les copolymères de diènes et d'alpha-oléfines type EPDM, par exemple, entrent dans la catégorie des élastomères diéniques essentiellement saturés, ayant un taux de motifs d'origine diénique qui est faible ou très faible, toujours inférieur à 15% (% en moles). A contrario, par elastomère diénique essentiellement insaturé, on entend un elastomère diénique issu au moins en partie de monomères diènes conjugués, ayant un taux de motifs ou unités d'origine diénique (diènes conjugués) qui est supérieur à 15% (% en moles). Dans la catégorie des élastomères diéniques "essentiellement insaturés", on entend en particulier par elastomère diénique "fortement insaturé" un elastomère diénique ayant un taux de motifs d'origine diénique (diènes conjugués) qui est supérieur à 50%.
On préfère utiliser au moins un elastomère diénique du type fortement insaturé, en particulier un elastomère diénique choisi dans le groupe constitué par les polybutadiènes (BR), les polyisoprènes de synthèse (IR), le caoutchouc naturel (NR), les copolymères de butadiène, les copolymères d'isoprène (autres que HR) et les mélanges de ces élastomères. De tels copolymères sont plus préférentiellement choisis dans le groupe constitué par les copolymères de butadiène-styrène (SBR), les copolymères d'isoprène-butadiène (BIR), les copolymères d'isoprène-styrène (SIR), les copolymères d'isoprène-butadiène-styrène (SBIR) et les mélanges de tels copolymères.
Les élastomères peuvent être par exemple à blocs, statistiques, séquences, microséquencés, et être préparés en dispersion ou en solution ; ils peuvent être couplés et/ou étoiles ou encore fonctionnalisés avec un agent de couplage et/ou d'étoilage ou de fonctionnalisation. Pour un couplage à du noir de carbone, on peut citer par exemple des groupes fonctionnels comprenant une liaison C-Sn ou des groupes fonctionnels aminés tels que benzophénone par exemple ; pour un couplage à une charge inorganique renforçante telle que silice, on peut citer par exemple des groupes fonctionnels silanol ou polysiloxane ayant une extrémité silanol (tels que décrits par exemple dans US 6 013 718), des groupes alkoxysilanes (tels que
décrits par exemple dans US 5 977 238), des groupes carboxyliques (tels que décrits par exemple dans US 6 815 473 ou US 2006/0089445) ou encore des groupes polyéthers (tels que décrits par exemple dans US 6 503 973). A titre d'autres exemples de tels élastomères fonctionnalisés, on peut citer également des élastomères (tels que SBR, BR, NR ou IR) du type époxydés.
A titre préférentiel conviennent les polybutadiènes et en particulier ceux ayant une teneur en unités -1,2 comprise entre 4% et 80% ou ceux ayant une teneur en cis-1,4 supérieure à 80%, les polyisoprènes, les copolymères de butadiène-styrène et en particulier ceux ayant une teneur en styrène comprise entre 5% et 50% en poids et plus particulièrement entre 20% et 40%, une teneur en liaisons -1,2 de la partie butadiénique comprise entre 4% et 65% , une teneur en liaisons trans-1,4 comprise entre 20% et 80%, les copolymères de butadiène- isoprène et notamment ceux ayant une teneur en isoprène comprise entre 5% et 90% en poids et une température de transition vitreuse ("Tg" - mesurée selon ASTM D3418-82) de -400C à -8O0C, les copolymères isoprène-styrène et notamment ceux ayant une teneur en styrène comprise entre 5% et 50% en poids et une Tg comprise entre -250C et -500C.
Dans le cas des copolymères de butadiène-styrène-isoprène conviennent notamment ceux ayant une teneur en styrène comprise entre 5% et 50% en poids et plus particulièrement comprise entre 10% et 40%, une teneur en isoprène comprise entre 15% et 60% en poids et plus particulièrement entre 20% et 50%, une teneur en butadiène comprise entre 5% et 50% en poids et plus particulièrement comprise entre 20% et 40%, une teneur en unités -1,2 de la partie butadiénique comprise entre 4% et 85%, une teneur en unités trans -1 ,4 de la partie butadiénique comprise entre 6% et 80%, une teneur en unités -1,2 plus -3,4 de la partie isoprénique comprise entre 5% et 70% et une teneur en unités trans -1,4 de la partie isoprénique comprise entre 10% et 50%, et plus généralement tout copolymère butadiène- styrène-isoprène ayant une Tg comprise entre -200C et -700C.
Selon un mode de réalisation particulièrement préférentiel de l'invention, l'élastomère diénique est choisi dans le groupe constitué par le caoutchouc naturel, les polyisoprènes de synthèse, les polybutadiènes ayant un taux de liaisons cis-1,4 supérieur à 90%, les copolymères de butadiène-styrène et les mélanges de ces élastomères.
Selon un mode de réalisation plus particulier et préférentiel, l'élastomère diénique utilisé est majoritairement, c'est-à-dire pour plus de 50 pce (pour rappel, "pce" signifiant parties en poids pour cent parties d'élastomère), du caoutchouc naturel (NR) ou un polyisoprène de synthèse (IR). Plus préférentiellement, ledit caoutchouc naturel ou polyisoprène de synthèse est alors utilisé en coupage avec un polybutadiène (BR) ayant un taux de liaisons cis-1,4 qui est de préférence supérieur à 90%.
Selon un autre mode de réalisation particulier et préférentiel, l'élastomère diénique utilisé est majoritairement, c'est-à-dire pour plus de 50 pce, un polybutadiène (BR) ayant un taux de liaisons cis-1,4 supérieur à 90%. Plus préférentiellement, ledit polybutadiène est alors utilisé en coupage avec du caoutchouc naturel ou un polyisoprène de synthèse.
Selon un autre mode de réalisation particulier et préférentiel, l'élastomère diénique utilisé est un coupage (mélange) binaire de NR (ou IR) et de BR, ou un coupage ternaire de NR (ou
IR),
BR et SBR. De préférence, dans le cas de tels coupages, la composition comporte entre 25 et 75 pce de NR (ou IR) et entre 75 et 25 pce de BR, auxquels peut être associé ou non un troisième élastomère (coupage ternaire) à un taux inférieur à 30 pce, notamment inférieur à 20 pce. Ce troisième élastomère est de préférence un élastomère SBR, notamment un SBR solution (dit "SSBR"). Plus préférentiellement encore, dans le cas d'un tel coupage, la composition comporte de 35 à 65 pce de NR (ou IR) et de 65 à 35 pce de BR. Le BR utilisé est de préférence un BR ayant un taux de liaisons cis-1,4 supérieur à 90%, plus préférentiellement supérieur à 95%.
Aux élastomères diéniques des bandes de roulement selon l'invention pourraient être associés, en quantité minoritaire, des élastomères synthétiques autre que diéniques, voire des polymères autres que des élastomères, par exemple des polymères thermoplastiques.
II-2. Charge renforçante
On peut utiliser tout type de charge renforçante connue pour ses capacités à renforcer une composition de caoutchouc utilisable pour la fabrication de pneumatiques, par exemple une charge organique telle que du noir de carbone, ou encore une charge inorganique renforçante telle que de la silice à laquelle est associé de manière connue un agent de couplage.
Une telle charge renforçante consiste typiquement en des nanoparticules dont la taille moyenne (en masse) est inférieure à 500 nm, le plus souvent comprise entre 20 et 200 nm, en particulier et préférentiellement comprise entre 20 et 150 nm.
Comme noirs de carbone conviennent tous les noirs de carbone, notamment les noirs du type HAF, ISAF, SAF conventionnellement utilisés dans les bandes de roulement des pneumatiques (noirs dits de grade pneumatique). Parmi ces derniers, on citera plus particulièrement les noirs de carbone renforçants des séries 100, 200 ou 300 (grades ASTM), comme par exemple les noirs Nl 15, N134, N234, N326, N330, N339, N347, N375. Les noirs de carbone pourraient être par exemple déjà incorporés à l'élastomère isoprénique sous la forme d'un masterbatch (voir par exemple demandes WO 97/36724 ou WO 99/16600).
Comme exemples de charges organiques autres que des noirs de carbone, on peut citer les charges organiques de polyvinylaromatique fonctionnalisé telles que décrites dans les demandes WO-A-2006/069792 et WO-A-2006/069793.
Par "charge inorganique renforçante", doit être entendu ici toute charge inorganique ou minérale, quelles que soient sa couleur et son origine (naturelle ou de synthèse), encore appelée charge "blanche" ou parfois charge "claire" par opposition au noir de carbone, capable de renforcer à elle seule, sans autre moyen qu'un agent de couplage intermédiaire, une composition de caoutchouc destinée à la fabrication de pneumatiques, en d'autres termes apte à remplacer, dans sa fonction de renforcement, un noir de carbone conventionnel de grade pneumatique ; une telle charge se caractérise généralement, de manière connue, par la présence de groupes hydroxyle (-OH) à sa surface.
Comme charges inorganiques renforçantes conviennent notamment des charges minérales du type siliceuse, en particulier de la silice (Siθ2), ou du type alumineuse, en particulier de l'alumine (AI2O3). La silice utilisée peut être toute silice renforçante connue de l'homme du métier, notamment toute silice précipitée ou pyrogénée présentant une surface BET ainsi qu'une surface spécifique CTAB toutes deux inférieures à 450 m2/g, de préférence de 30 à
400 m2/g, notamment entre 60 et 300 m2/g. A titres de silices précipitées hautement dispersibles (dites "HDS"), on citera par exemple les silices Ultrasil 7000 et Ultrasil 7005 de la société Degussa, les silices Zeosil 1 165MP, 1135MP et 11 15MP de la société Rhodia, la silice Hi-SiI EZ150G de la société PPG, les silices Zeopol 8715, 8745 et 8755 de la Société
Huber. Comme exemples d'alumines renforçantes, on peut citer les alumines "Baikalox"
"A 125" ou "CR125" de la société Baïkowski, "APA-100RDX" de Condea, "Aluminoxid C" de Degussa ou "AKP-GO 15 " de Sum itomo Chemicals.
De manière préférentielle, le taux de charge renforçante totale (noir de carbone et/ou charge inorganique renforçante telle que silice) est compris entre 60 et 120 pce, notamment entre 70 et 100 pce.
Selon un mode de réalisation particulier, la charge renforçante comprend du noir de carbone à titre majoritaire ; dans un tel cas, le noir de carbone est présent à un taux préférentiel lement supérieur à 60 pce, associé ou non à une charge inorganique renforçante telle que silice en quantité minoritaire.
Selon un autre mode de réalisation particulier, la charge renforçante comprend une charge inorganique, notamment de la silice, à titre majoritaire ; dans un tel cas, la charge inorganique, notamment silice, est présente à un taux préférentiellement supérieur à 70 pce, associée ou non à du noir de carbone en quantité minoritaire ; le noir de carbone, lorsqu'il est
présent, est utilisé de préférence à un taux inférieur à 20 pce, plus préférentiellement inférieur à 10 pce (par exemple entre 0,1 et 10 pce).
Indépendamment de l'aspect premier de l'invention, à savoir la recherche d'une adhérence optimisée sur glace fondante, l'emploi à titre majoritaire d'une charge inorganique renforçante telle que silice est également avantageux du point de vue de l'adhérence sur sol mouillé ou enneigé.
Selon un autre mode de réalisation possible de l'invention, la charge renforçante comprend un coupage de noir de carbone et de charge inorganique renforçante telle que silice en des quantités voisines ou pas ; dans un tel cas, le taux de charge inorganique, notamment silice, et le taux de noir de carbone sont de préférence chacun compris entre 25 et 75 pce, plus particulièrement chacun compris entre 30 et 50 pce.
Pour coupler la charge inorganique renforçante à l'élastomère diénique, on utilise de manière bien connue un agent de couplage (ou agent de liaison) au moins bifonctionnel destiné à assurer une connexion suffisante, de nature chimique et/ou physique, entre la charge inorganique (surface de ses particules) et l'élastomère diénique. On utilise en particulier des organosilanes ou des polyorganosiloxanes bifonctionnels.
On utilise notamment des silanes polysulfurés, dits "symétriques" ou "asymétriques" selon leur structure particulière, tels que décrits par exemple dans les demandes WO03/002648 (ou US 2005/016651) et WO03/002649 (ou US 2005/016650).
Conviennent en particulier, sans que la définition ci-après soit limitative, des silanes polysulfurés dits "symétriques" répondant à la formule générale (I) suivante:
(I) Z - A - Sx - A - Z , dans laquelle:
- x est un entier de 2 à 8 (de préférence de 2 à 5) ;
- A est un radical hydrocarboné divalent (de préférence des groupements alkylène en Ci-Ci8 ou des groupements arylène en C6-C)2, plus particulièrement des alkylènes en Ci-Ci0, notamment en Ci-C4, en particulier le propylène) ;
- Z répond à l'une des formules ci-après:
R1 R1 R2
—Si— R1 ; — Si— R2 ; — Si— R2 , R2 R2 R2
dans lesquelles:
- les radicaux R', substitués ou non substitués, identiques ou différents entre eux, représentent un groupe alkyle en Ci-Ci8, cycloalkyle en C5-Ci8 ou aryle en C6-C)8 (de préférence des groupes alkyle en Ci-C6, cyclohexyle ou phényle, notamment des groupes alkyle en C1-C4, plus particulièrement le méthyle et/ou Péthyle). - les radicaux R.2, substitués ou non substitués, identiques ou différents entre eux, représentent un groupe alkoxyle en Ci-Ci8 ou cycloalkoxyle en C5-Ci8 (de préférence un groupe choisi parmi alkoxyles en Ci-C8 et cycloalkoxyles en C5-C8, plus préférentiellement encore un groupe choisi parmi alkoxyles en Ci -C4, en particulier méthoxyle et éthoxyle).
A titre d'exemples de silanes polysulfurés, on citera plus particulièrement les polysulfures de bis(3-triméthoxysilylpropyl) ou de bis(3-triéthoxysilylpropyl). Parmi ces composés, on utilise en particulier le tétrasulfure de bis(3-triéthoxysilylpropyl), en abrégé TESPT, ou le disulfure de bis-(triéthoxysilylpropyle), en abrégé TESPD. On citera également à titre d'exemples préférentiels les polysulfures (notamment disulfures, trisulfures ou tétrasulfures) de bis- (monoalkoxyl(Ci-C4)-dialkyl(Ci-C4)silylpropyl), plus particulièrement le tétrasulfure de bis- monoéthoxydiméthylsilylpropyl tel que décrit dans la demande de brevet WO 02/083782 (ou US 2004/132880).
A titre d'agent de couplage autre qu'alkoxysilane polysulfuré, on citera notamment des POS (polyorganosiloxanes) bifonctionnels ou encore des polysulfures d'hydroxysilane (R2 = OH dans la formule (I) ci-dessus) tels que décrits dans les demandes de brevet WO 02/30939 (ou US 6,774,255) et WO 02/31041 (ou US 2004/051210), ou encore des silanes ou POS porteurs de groupements fonctionnels azo-dicarbonyle, tels que décrits par exemple dans les demandes de brevet WO 2006/125532, WO 2006/125533, WO 2006/125534.
Dans les compositions de caoutchouc conformes à l'invention, la teneur en agent de couplage est préférentiellement comprise entre 4 et 12 pce, plus préférentiellement entre 3 et 8 pce.
L'homme du métier comprendra qu'à titre de charge équivalente de la charge inorganique renforçante décrite dans le présent paragraphe, pourrait être utilisée une charge renforçante d'une autre nature, notamment organique, dès lors que cette charge renforçante serait recouverte d'une couche inorganique telle que silice, ou bien comporterait à sa surface des sites fonctionnels, notamment hydroxyles, nécessitant l'utilisation d'un agent de couplage pour établir la liaison entre la charge et l'élastomère.
II-3. Système plastifiant
La composition de caoutchouc de l'invention a pour caractéristique essentielle de comporter un agent plastifiant liquide (à 230C) dont la fonction est notamment de ramollir la matrice en
diluant l'élastomère et la charge renforçante ; sa Tg est par définition inférieure à -200C, de préférence inférieure à -400C.
Toute huile d'extension, qu'elle soit de nature aromatique ou non-aromatique, tout agent plastifiant liquide connu pour ses propriétés plastifiantes vis-à-vis d'élastomères diéniques, est utilisable. Conviennent particulièrement les plastifiants liquides choisis dans le groupe constitué par les huiles naphténiques, les huiles paraffiniques, les huiles MES, les huiles TDAE, les plastifiants esters, les plastifiants phosphates et les mélanges de ces composés.
A titre de plastifiants phosphates, on peut citer ceux qui contiennent entre 12 et 30 atomes de carbone, par exemple le trioctyle phosphate. A titre de plastifiants esters, on peut citer notamment les composés choisis dans le groupe constitué par les trimellitates, les pyromellitates, les phtalates, les 1 ,2-cyclohexane dicarboxylates, les adipates, les azélaates, les sébacates, les triesters de glycérol et les mélanges de ces composés.
Parmi les triesters ci-dessus, on peut citer comme triesters de glycérol préférentiels ceux qui sont constitués majoritairement (pour plus de 50 %, plus préférentiellement pour plus de 80 % en poids) d'un acide gras insaturé en Ci8, c'est-à-dire d'un acide gras choisi dans le groupe constitué par l'acide oléique, l'acide linoléique, l'acide linolénique et les mélanges de ces acides. Plus préférentiellement, qu'il soit d'origine synthétique ou naturelle (cas par exemple d'huiles végétales de tournesol ou de colza), l'acide gras utilisé est constitué pour plus de 50% en poids, plus préférentiellement encore pour plus de 80% en poids d'acide oléique. De tels triesters (trioléates) à fort taux d'acide oléique sont bien connus, ils ont été décrits par exemple dans la demande WO 02/088238 (ou US 2004/0127617), à titre d'agents plastifiants dans des bandes de roulement pour pneumatiques.
En présence de la charge renforçante, de l'agent tensioactif non ionique et des microparticules, le taux de plastifiant liquide préconisé pour la composition de l'invention est particulièrement élevé, supérieur à 40 pce, préférentiellement compris dans un domaine de 50 à 100 pce. Ce domaine s'est avéré correspondre à un optimum de rigidité pour une bande de roulement conforme à l'invention, particulièrement pour les basses températures et conditions d'utilisation qui sont visées.
Selon un autre mode de réalisation préférentiel, les compositions de l'invention peuvent comporter aussi, à titre de plastifiant solide (à 23°C), une résine hydrocarbonée présentant une Tg supérieur à +200C, de préférence supérieure à +300C, telles que décrites par exemple dans les demandes WO 2005/087859, WO 2006/061064 et WO 2007/017060.
Les résines hydrocarbonées sont des polymères bien connus de l'homme du métier, miscibles donc par nature dans les compositions d'élastomère(s) diénique(s) lorsqu'elles sont qualifiées
en outre de "plastifiantes". Elles ont été décrites par exemple dans l'ouvrage intitulé "Hydrocarbon Resins" de R. Mildenberg, M. Zander et G. Collin (New York, VCH, 1997, ISBN 3-527-28617-9) dont le chapitre 5 est consacré à leurs applications, notamment en caoutchouterie pneumatique (5.5. "Rubber Tires and Mechanical Goods"). Elles peuvent être aliphatiques, aromatiques ou encore du type aliphatique/aromatique c'est-à-dire à base de monomères aliphatiques et/ou aromatiques. Elles peuvent être naturelles ou synthétiques, à base ou non de pétrole (si tel est le cas, connues aussi sous le nom de résines de pétrole). Elles sont préférentiellement exclusivement hydrocarbonées, c'est-à-dire qu'elles ne comportent que des atomes de carbone et d'hydrogène.
De préférence, la résine plastifiante hydrocarbonée présente au moins une, plus préférentiellement l'ensemble, des caractéristiques suivantes :
une Tg supérieure à 20°C ; - une masse moléculaire moyenne en nombre (Mn) comprise entre 400 et 2000 g/mol ; un indice de polymolécularité (Ip) inférieur à 3 (rappel : Ip = Mw/Mn avec Mw masse moléculaire moyenne en poids).
La Tg est mesurée de manière connue par DSC {Differential Scanning Calorimetry), selon la norme ASTM D3418 (1999). La macrostructure (Mw, Mn et Ip) de la résine hydrocarbonée est déterminée par chromatographie d'exclusion stérique (SEC) : solvant tétrahydrofurane ; température 35°C ; concentration 1 g/1 ; débit 1 ml/min ; solution filtrée sur filtre de porosité
0,45 μm avant injection ; étalonnage de Moore avec des étalons de polystyrène ; jeu de 3 colonnes "WATERS" en série ("STYRAGEL" HR4E, HRl et HR0.5) ; détection par réfractomètre différentiel ("WATERS 2410") et son logiciel d'exploitation associé
("WATERS EMPOWER").
Selon un mode de réalisation particulièrement préférentiel, la résine plastifiante hydrocarbonée est choisie dans le groupe constitué par les résines d'homopolymère ou copolymère de cyclopentadiène (en abrégé CPD) ou dicyclopentadiène (en abrégé DCPD), les résines d'homopolymère ou copolymère terpène, les résines d'homopolymère ou copolymère de coupe C5, et les mélanges de ces résines. Parmi les résines de copolymères ci- dessus sont préférentiellement utilisées celles choisies dans le groupe constitué par les résines de copolymère (D)CPD/ vinylaromatique, les résines de copolymère (D)CPD/ terpène, les résines de copolymère (D)CPD/ coupe C5, les résines de copolymère terpène/ vinylaromatique, les résines de copolymère coupe C5/ vinylaromatique, et les mélanges de ces résines.
Le terme "terpène" regroupe ici de manière connue les monomères alpha-pinène, beta-pinène et limonène ; préférentiellement est utilisé un monomère limonène, composé se présentant de
manière connue sous la forme de trois isomères possibles : le L-limonène (énantiomère lévogyre), le D-limonène (énantiomère dextrogyre), ou bien le dipentène, racémique des énantiomères dextrogyre et lévogyre. A titre de monomère vinylaromatique conviennent par exemple le styrène, le phénol, l'alpha- méthylstyrène, l'ortho-, meta-, para-méthylstyrène, le vinyle-toluène, le para-tertiobutylstyrène, les méthoxystyrènes, les chlorostyrènes, le vinylmésitylène, le divinylbenzène, le vinylnaphtalène, tout monomère vinylaromatique issu d'une coupe C9 (ou plus généralement d'une coupe C8 à Ci0). De préférence, le composé vinyle-aromatique est du styrène ou un monomère vinylaromatique issu d'une coupe C9 (ou plus généralement d'une coupe C8 à Ci0). De préférence, le composé vinylaromatique est le monomère minoritaire, exprimé en fraction molaire, dans le copolymère considéré.
Le taux de résine hydrocarbonée est préférentiel lement compris entre 5 et 60 pce, notamment entre 5 et 40 pce, plus préférentiellement encore compris entre 10 et 30 pce.
Le taux d'agent plastifiant total (i.e., plastifiant liquide plus, le cas échéant, résine hydrocarbonée solide) est de préférence compris entre 40 et 100 pce, plus préférentiellement compris dans un domaine de 50 à 80 pce.
II-4. Tensioactif non ionique
La composition de l'invention a pour autre caractéristique essentielle de comporter entre 1 et 30 pce d'un tensioactif (ou "surfactant") du type non ionique.
On pense que grâce à l'effet mouillant apporté par le tensioactif, l'épaisseur du film d'eau présent entre la surface de la bande de roulement et la glace, dans des conditions de roulage sur glace fondante, est réduit, ce qui favorise la performance d'adhérence.
Les agents tensioactifs du type non ioniques (par définition différents des plastifiants liquides précédemment décrits) sont bien connus, on peut citer à titre d'exemple les composés suivants ainsi que leurs mélanges :
les phénols polyalcoxylés (par exemple éthoxylés, propoxylés, éthopropoxylés), notamment substitués par au moins un radical alkyle en C4-C20 ou substitués par au moins un radical alkylaryle dont la partie alkyle est en Ci-C6 ; - les alcools ou les acides gras en C6-C22, éventuellement polyalcoxylés (par exemple éthoxylés, propoxylés, éthopropoxylés) ; les triglycérides polyalcoxylés (par exemple éthoxylés, propoxylés, éthopropoxylés), notamment d'origine végétale ou animale ;
- les copolymères à blocs d'oxyde d'éthylène et d'oxyde d'alkylène en C3-C10 ;
les aminés grasses, notamment en C6-C22, éventuellement polyalcoxylées (par exemple éthoxylées, propoxylées, éthopropoxylées) ; les esters de sorbitan, éventuellement polyalcoxylés (par exemple éthoxylés, propoxylés, éthopropoxylés).
De préférence, le tensioactif non ionique est choisi dans le groupe constitué par les esters de sorbitan, en particulier les monoesters de sorbitan.
Les monoesters de sorbitan ci-dessus répondent préférentiellement à la formule qui suit :
dans laquelle R est un radical hydrocarboné comportant de 1 à 25 atomes, notamment un alkyle comportant de 6 à 20 (en particulier de 1 1 à 17) atomes de carbone ou un alcényle comportant de 10 à 22 (en particulier de 13 à 19) atomes de carbone.
Sont plus particulièrement préférés les monoesters de sorbitan choisis dans le groupe constitué par le monolaurate (R alkyle en Cn), le monopalmitate (R alkyle en C15), le monostéarate (R alkyle en Cn), le monooléate (R alcényle en C]7) et les mélanges de tels esters.
Le taux de tensioactif non ionique est compris entre 1 et 30 pce. En dessous du minimum indiqué, l'effet mouillant est insuffisant alors qu'au-delà du maximum préconisé, on s'expose à une limite de compatibilité entre tensioactif et matrice élastomère, combinée à un problème de mise en œuvre (processabilité) de la composition. Pour ces raisons, le taux de tensioactif est de préférence compris entre 1 et 20 pce, plus préférentiellement entre 2 et 10 pce.
II-5. Microparticules
Les compositions de caoutchouc de l'invention ont pour autre caractéristique essentielle de comporter entre 5 et 40 pce de microparticules.
Le rôle des ces microparticules est le suivant : dans un premier temps, ces microparticules protubérantes à la surface de la bande de roulement remplissent une fonction de "griffe". Puis, dans un second temps, après élimination progressive de la matrice caoutchouteuse, elles libèrent des microcavités qui jouent le rôle de canal d'évacuation du film d'eau à la surface de
Ia glace ; dans ces conditions, le contact entre la surface de la bande de roulement et la glace n'est plus lubrifié et le coefficient de friction est ainsi amélioré.
Par microparticules, on entend par définition des particules de taille micrométrique, c'est-à- dire dont la taille moyenne et la taille médiane (toutes deux exprimées en poids) sont comprises entre 1 μm et 1 mm. Leur taille est telle que, de manière connue, elles ne peuvent être qualifiées de renforçantes à la différence des nanoparticules précédemment décrites. De préférence, la taille médiane est comprise entre 50 μm et 1 mm.
En dessous des minima indiqués ci-dessus, l'effet technique visé (à savoir la création d'une microrugosité adaptée) risque d'être insuffisant alors qu'au delà des maxima indiqués, on s'expose à différents inconvénients, en particulier lorsque la composition de caoutchouc est utilisée comme bande de roulement : outre une perte d'esthétique possible (particules trop visibles à la surface de la bande de roulement) et un risque de décohésion, lors du roulage, d'éléments de sculpture de taille relativement importante, on a constaté que la performance d'adhérence sur glace fondante pouvait être dégradée.
Pour toutes ces raisons, on préfère que les microparticules aient une taille médiane comprise entre 100 μm et 800 μm, plus préférentiellement encore comprise dans un domaine de 150 à 600 μm. Ce domaine de taille particulièrement préférentiel semble correspondre à un compromis optimisé entre d'une part la rugosité de surface recherchée et d'autre part un bon contact entre la composition de caoutchouc et la glace.
D'autre part, pour des raisons identiques à celles exposées ci-dessus, Ie taux de microparticules est de préférence compris entre 5 et 35 pce, plus préférentiellement compris entre 5 et 20 pce, notamment entre 5 e 15 pce.
L'invention s'applique à tout type de microparticules, qu'elles soient pleines ou creuses, sous forme d'une poudre ou sous toute autre forme, par exemple à des microparticules à haute dureté, des microparticules hydrosolubles ou des microparticules de céréale telles que décrites en introduction du présent mémoire.
De préférence, on utilise des microparticules de céréale. De telles microparticules se sont avérées particulièrement aptes à générer une microrugosité de surface efficace, sans présenter l'inconvénient d'être abrasives comme le sont des particules à très haute dureté telle que par exemple du carbure de silicium (décrites par exemple dans US 3 878 147), ni le risque de présenter une solubilité insuffisante à très basse température et dans un temps très court, dans les conditions d'utilisation du pneumatique, comme cela peut être le cas pour les particules hydrosolubles telles que par exemple des poudres de cellulose, d'alcool vinylique ou d'amidon.
Typiquement, on utilise des microparticules de céréale destinées à la consommation humaine, élaborées à partir de grains de céréales ordinaires, par des procédés de mouture ou de broyage dans lesquels le son et le germe sont en grande partie éliminés. Compte tenu des tailles de microparticules ici préconisées, il s'agit non pas de farines mais plutôt de semoules plus ou moins grossières comportant des grains de céréales concassés, broyés grossièrement, de forme quelconque et présentant généralement des angles relativement saillants.
Parmi ces céréales, on peut citer notamment le blé, l'orge, le riz, le seigle, l'avoine, le sarrasin ou blé noir, le maïs. Plus préférentiellement, on utilise des microparticules de blé.
Pour l'analyse de la granulométrie et le calcul de la taille médiane des microparticules (ou diamètre moyen pour des microparticules supposées sensiblement sphériques), différentes méthodes connues sont applicables, par exemple par diffraction laser (voir par exemple norme ISO-8130-13 ou norme JIS K5600-9-3).
On peut aussi utiliser de manière simple une analyse de la granulométrie par un tamisage mécanique ; l'opération consiste a tamiser une quantité définie d'échantillon (par exemple 200 g) sur une table vibrante pendant 30 min avec des diamètres de tamis différents (par exemple, selon une raison de progression égale à 1,26, avec des mailles de 1000, 800, 630, 500, 400, ... 100, 80, 63 μm) ; les refus récoltés sur chaque tamis sont pesés sur une balance de précision ; on en déduit le % de refus pour chaque diamètre de maille par rapport au poids total de produit ; la taille médiane (ou diamètre médian) est finalement calculée de manière connue à partir de l'histogramme de la distribution granulométrique.
II-6. Additifs divers
Les compositions de caoutchouc de l'invention comportent également tout ou partie des additifs usuels habituellement utilisés dans les compositions d'élastomères destinées à la fabrication de bandes de roulement pour pneumatiques, notamment pour pneumatiques hiver, comme par exemple des agents de protection tels que cires anti-ozone, anti-ozonants chimiques, anti-oxydants, des résines renforçantes, des accepteurs (par exemple résine phénolique novolaque) ou des donneurs de méthylène (par exemple HMT ou H3M), un système de réticulation à base soit de soufre, soit de donneurs de soufre et/ou de peroxyde et/ou de bismaléimides, des accélérateurs de vulcanisation, des activateurs de vulcanisation.
Ces compositions peuvent également contenir des activateurs de couplage lorsque qu'un agent de couplage est utilisé, des agents de recouvrement de la charge inorganique ou plus généralement des agents d'aide à la mise en œuvre susceptibles de manière connue, grâce à une amélioration de la dispersion de la charge dans la matrice de caoutchouc et à un
abaissement de la viscosité des compositions, d'améliorer leur faculté de mise en œuvre à l'état cru ; ces agents sont par exemple des silanes hydrolysables tels que des alkyl- alkoxysilanes, des polyols, des polyéthers, des aminés, des polyorganosiloxanes hydroxylés ou hydrolysables.
11-7. Fabrication des compositions de caoutchouc et des bandes de roulement
Les compositions de caoutchouc de l'invention sont fabriquées dans des mélangeurs appropriés, en utilisant deux phases de préparation successives selon une procédure générale bien connue de l'homme du métier : une première phase de travail ou malaxage thermomécanique (parfois qualifiée de phase "non-productive") à haute température, jusqu'à une température maximale comprise entre 130°C et 200°C, de préférence entre 145°C et 1850C, suivie d'une seconde phase de travail mécanique (parfois qualifiée de phase "productive") à plus basse température, typiquement inférieure à 120°C, par exemple entre 600C et 1000C, phase de finition au cours de laquelle est incorporé le système de réticulation ou vulcanisation.
Un procédé utilisable pour la fabrication de telles compositions comporte par exemple et de préférence les étapes suivantes :
incorporer à l'élastomère diénique, dans un mélangeur, entre 50 et 150 pce d'une charge renforçante, plus de 40 pce d'un plastifiant liquide, entre 1 et 30 pce d'un tensioactif non ionique et entre 5 et 40 pce de microparticules, en malaxant thermomécaniquement le tout, en une ou plusieurs fois, jusqu'à atteindre une température maximale comprise entre 1300C et 2000C ; refroidir l'ensemble à une température inférieure à 1000C ; incorporer ensuite un système de réticulation ; malaxer le tout jusqu'à une température maximale inférieure à 1200C ; extruder ou calandrer la composition de caoutchouc ainsi obtenue, notamment sous la forme d'une bande de roulement de pneumatique.
A titre d'exemple, la première phase (non-productive) est conduite en une seule étape thermomécanique au cours de laquelle on introduit, dans un mélangeur approprié tel qu'un mélangeur interne usuel, tous les constituants nécessaires, les éventuels agents de recouvrement ou de mise en œuvre complémentaires et autres additifs divers, à l'exception du système de réticulation. Après refroidissement du mélange ainsi obtenu au cours de la première phase non-productive, on incorpore alors le système de réticulation à basse température, généralement dans un mélangeur externe tel qu'un mélangeur à cylindres ; le tout est alors mélangé (phase productive) pendant quelques minutes, par exemple entre 5 et 15 min.
Le système de réticulation proprement dit est préférentiellement à base de soufre et d'un accélérateur primaire de vulcanisation, en particulier d'un accélérateur du type sulfénamide. A ce système de vulcanisation viennent s'ajouter, incorporés au cours de la première phase non-productive et/ou au cours de la phase productive, divers accélérateurs secondaires ou activateurs de vulcanisation connus tels qu'oxyde de zinc, acide stéarique, dérivés guanidiques (en particulier diphénylguanidine), etc. Le taux de soufre est de préférence compris entre 0,5 et 3,0 pce, celui de l'accélérateur primaire est de préférence compris entre 0,5 et 5,0 pce.
On peut utiliser comme accélérateur (primaire ou secondaire) tout composé susceptible d'agir comme accélérateur de vulcanisation des élastomères diéniques en présence de soufre, notamment des accélérateurs du type thiazoles ainsi que leurs dérivés, des accélérateurs de types thiurames, dithiocarbamates de zinc. Ces accélérateurs sont plus préférentiellement choisis dans le groupe constitué par disulfure de 2-mercaptobenzothiazyle (en abrégé "MBTS"), N-cyclohexyl-2-benzothiazyle sulfénamide (en abrégé "CBS"), N,N-dicyclohexyl- 2-benzothiazyle sulfénamide ("DCBS"), N-ter-butyl-2-benzothiazyle sulfénamide ("TBBS"), N-ter-butyl-2-benzothiazyle sulfénimide ("TBSl"), dibenzyldithiocarbamate de zinc ("ZBEC") et les mélanges de ces composés.
La composition finale ainsi obtenue est ensuite calandrée par exemple sous la forme d'une feuille ou d'une plaque, notamment pour une caractérisation au laboratoire, ou encore extrudée sous la forme d'un profilé de caoutchouc utilisable directement comme bande de roulement de pneumatique hiver.
La vulcanisation (ou cuisson) est conduite de manière connue à une température généralement comprise entre 130°C et 2000C, pendant un temps suffisant qui peut varier par exemple entre 5 et 90 min en fonction notamment de la température de cuisson, du système de vulcanisation adopté et de la cinétique de vulcanisation de la composition considérée.
Les compositions de caoutchouc selon l'invention peuvent constituer la totalité ou une partie seulement de la bande de roulement conforme à l'invention, dans le cas d'une bande de roulement de type composite formée de plusieurs compositions de caoutchouc de formulations différentes.
L'invention concerne les compositions de caoutchouc et bandes de roulement précédemment décrites tant à l'état cru (i.e., avant cuisson) qu'à l'état cuit (i.e., après réticulation ou vulcanisation).
III. EXEMPLES DE REALISATION DE L'INVENTION
IH-I . Préparation des compositions de caoutchouc et bandes de roulement
On procède pour les essais qui suivent de la manière suivante: on introduit dans un mélangeur interne, dont la température initiale de cuve est d'environ 60°C, successivement la charge renforçante (par exemple noir de carbone et/ou silice et son agent de couplage associé), le plastifiant liquide, les microparticules, l'élastomère diénique (ou coupage d'élastomères diéniques) ainsi que les divers autres ingrédients à l'exception du système de vulcanisation ; le mélangeur est ainsi rempli à environ 70% (% en volume). On conduit alors un travail thermomécanique (phase non-productive) en une étape, qui dure au total environ 3 à 4 minutes, jusqu'à atteindre une température maximale de "tombée" de 165°C. On récupère le mélange ainsi obtenu, on le refroidit puis on incorpore du soufre et un accélérateur type sulfénamide sur un mélangeur externe (homo-finisseur) à 30°C, en mélangeant le tout (phase productive) pendant un temps approprié (par exemple entre 5 et 12 min).
Les compositions ainsi obtenues sont ensuite calandrées soit sous la forme de plaques (épaisseur de 2 à 3 mm) ou feuilles fines de caoutchouc pour la mesure de leurs propriétés physiques ou mécaniques, soit extradées sous la forme de bandes de roulement de pneumatiques hiver pour véhicule tourisme.
I1I-2. Tests de caoutchouterie
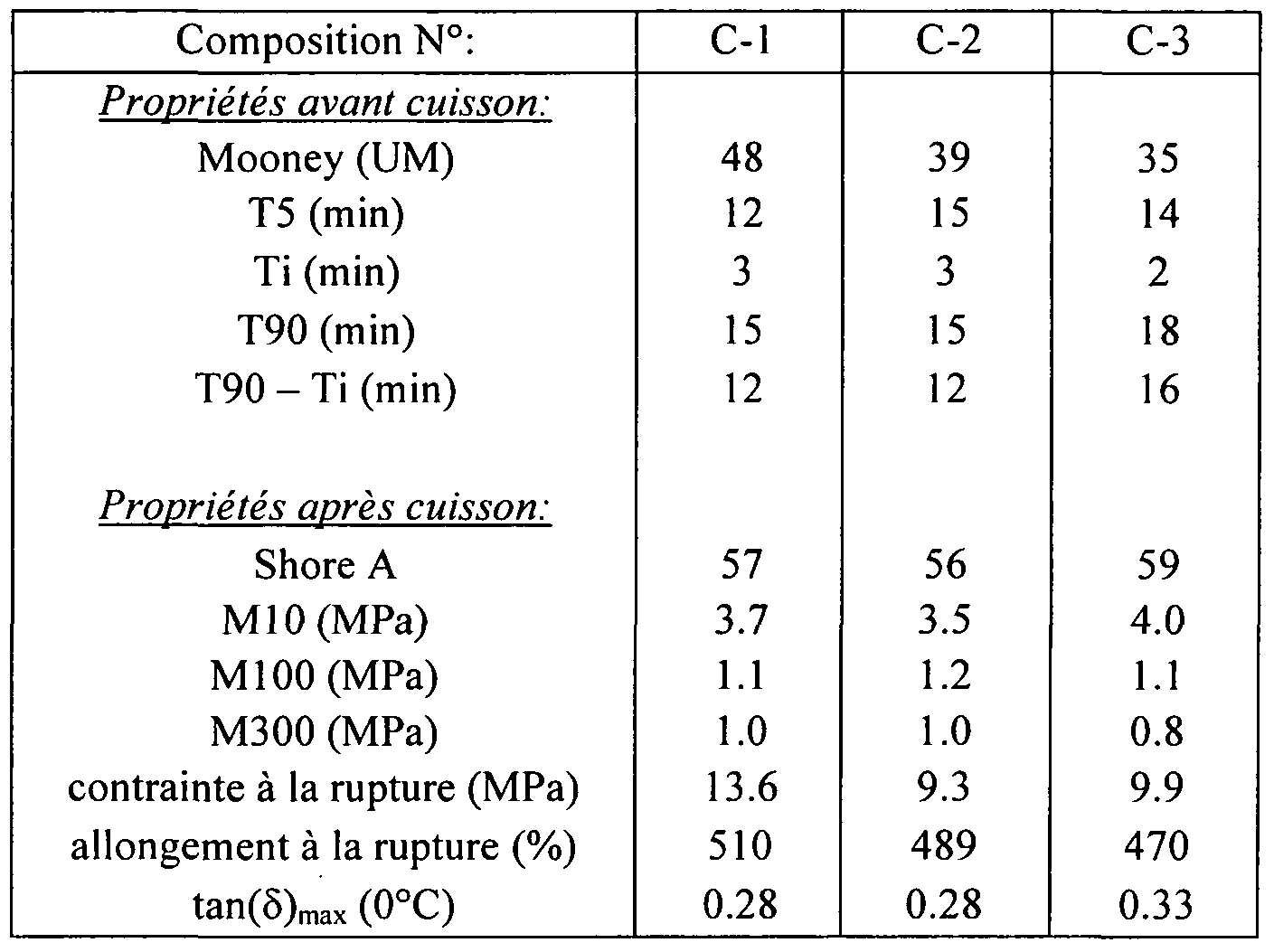
Dans cet essai, on compare trois compositions à base d'élastomères diéniques (coupage NR et BR à taux de liaisons cis-1,4 supérieur à 95%), d'une huile non aromatique, renforcées par un coupage de silice et de noir de carbone, comportant ou non un tensioactif non ionique (5 pce) et une fraction (10 pce) de microparticules de blé se présentant sous la forme d'une semoule alimentaire (de Fuji Seifun), de taille médiane (en poids) d'environ 200 μm.
Les tableaux 1 et 2 donnent la formulation des trois compositions (tableau 1 - taux des différents produits exprimés en pce), leurs propriétés avant et après cuisson (30 min à 150°C) ; le système de vulcanisation est constitué par soufre et sulfénamide.
La composition témoin C-I ne comporte ni agent tensioactif ni microparticules. La composition C-2, également non conforme à l'invention, ne comporte que le tensioactif mais elle est dépourvue de microparticules. Seule la composition C-3 comportant, outre un taux élevé de plastifiant liquide, à la fois un tensioactif non ionique et des microparticules, est donc conforme à l'invention.
Dans les compositions C-2 et C-3, la quantité d'huile plastifiante a été légèrement réduite (moins 4 pce) comparativement à la composition témoin C-I , de manière à maintenir sensiblement constante la rigidité de la composition (illustrée dans le tableau 2 par le paramètre de dureté Shore A).
Tout d'abord, l'examen des différents résultats du tableau 2 ne révèle aucune dégradation notable des propriétés de caoutchouterie sur la composition de l'invention C-3, comparativement aux deux autres compositions, malgré la présence d'un taux relativement élevé de microparticules :
de manière inattendue, la plasticité Mooney (indicateur de la processabilité à l'état cru) est même réduite pour la composition C-3 ; les propriétés rhéométriques (cuisson) ne sont pas modifiées de manière sensible ; après cuisson, dureté Shore et modules en extension restent sensiblement constants, ce qui est favorable au comportement mécanique de la bande de roulement, donc au comportement routier du pneumatique ; la diminution des propriétés à la rupture, notamment de la contrainte à la rupture, si elle peut être qualifiée d'attendue, reste néanmoins dans un domaine non rédhibitoire pour l'homme du métier ; il en est de même pour l'hystérèse (indicateur de la résistance au roulement).
Ce n'est en fait qu'au cours de tests de roulage réels conduits sur pneumatiques que se révèle le résultat inattendu apporté par l'invention, comme en atteste clairement l'essai qui suit.
III-3. Essais en pneumatiques
Les compositions C-I, C-2 et C-3 testées ci-dessus sont ensuite utilisées comme bandes de roulement de pneumatiques tourisme hiver à carcasse radiale, notés respectivement P-I, P-2 (pneus témoins) et P-3 (pneus conformes à l'invention), de dimensions 205/65 Rl 5 conventionnellement fabriqués et en tous points identiques, hormis les compositions de caoutchouc constitutives de leur bande de roulement.
Tous les pneumatiques sont montés à l'avant et à l'arrière d'un véhicule automobile, sous pression de gonflage nominale, et on leur fait subir un roulage sur circuit (d'environ 2000 km), sur un sol sec, pour rodage et début d'usure.
Puis les pneumatiques ainsi rodés sont soumis aux test d'adhérence sur glace fondante tels que décrits au paragraphe 1-7 qui précède, selon différentes conditions de température.
Les résultats des tests de roulage sont rapportés dans le tableau 3, en unités relatives, la base 100 étant retenue pour le pneumatique témoin P-I (pour rappel, une valeur supérieure à 100 indique une performance améliorée).
Comparativement aux pneus témoins P-I , si l'on peut certes noter une légère amélioration de la performance en présence du tensioactif non ionique (pneumatiques P-2), on remarque surtout la très nette supériorité des pneumatiques P-3 de l'invention en présence combinée du tensioactif non ionique et des microparticules, en ce qui concerne non seulement la capacité de freinage (améliorée de 22%) mais aussi la performance d'accélération (améliorée aussi de
En conclusion, les compositions de l'invention, incorporant en combinaison un taux particulièrement élevé de plastifiant liquide, un agent tensioactif non ionique et des microparticules, particulièrement des microparticules de céréale, confèrent aux bandes de roulement des pneumatiques hiver une performance notablement améliorée en termes d'adhérence et de capacité d'accélération sur glace fondante, ceci sans pénaliser de manière rédhibitoire les autres propriétés, notamment celles de résistance à l'usure et de résistance au roulement.
Tableau 1
( 1 ) BR avec 4,3% de 1 -2 ; 2,7% de trans ; 97% de cis 1 -4 (Tg = - 1040C) ;
(2) Caoutchouc naturel (peptisé) ;
(3) silice "Zeosil 1 1 15MP" de la société Rhodia, type "HDS" (BET et CTAB : environ 120 m7g);
(4) agent de couplage TESPT ("Si69" de la société Degussa) ;
(5) grade ASTM N234 (société Cabot) ;
(6) huile MES ("Catenex SNR" de Shell) ;
(7) monolaurate de sorbitan ("Span 20" de Uniquema) ;
(8) semoule de blé (taille médiane des particules : environ 200 μm) ;
(9) diphénylguanidine (Perkacit DPG de la société Flexsys) ;
(10) N-l,3-diméthylbutyl-N-phénylparaphénylènediamine (Santoflex 6-PPD de la société Flexsys);
(1 1) N-dicyclohexyl-2-benzothiazol-sulfénamide ("Santocure CBS" de la société Flexsys).
Tableau 2