WO2000031219A1 - Improved method for refining vegetable oil - Google Patents
Improved method for refining vegetable oil Download PDFInfo
- Publication number
- WO2000031219A1 WO2000031219A1 PCT/US1999/015630 US9915630W WO0031219A1 WO 2000031219 A1 WO2000031219 A1 WO 2000031219A1 US 9915630 W US9915630 W US 9915630W WO 0031219 A1 WO0031219 A1 WO 0031219A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- vegetable oil
- oil
- process according
- less
- steam
- Prior art date
Links
- 235000015112 vegetable and seed oil Nutrition 0.000 title claims abstract description 212
- 239000008158 vegetable oil Substances 0.000 title claims abstract description 209
- 238000000034 method Methods 0.000 title claims abstract description 180
- 238000007670 refining Methods 0.000 title abstract description 52
- 230000008569 process Effects 0.000 claims abstract description 151
- 239000003921 oil Substances 0.000 claims abstract description 139
- 239000012535 impurity Substances 0.000 claims abstract description 83
- 150000007524 organic acids Chemical class 0.000 claims abstract description 52
- 239000000203 mixture Substances 0.000 claims abstract description 49
- 239000000356 contaminant Substances 0.000 claims abstract description 11
- 239000006227 byproduct Substances 0.000 claims abstract description 6
- 239000000787 lecithin Substances 0.000 claims description 123
- 235000010445 lecithin Nutrition 0.000 claims description 123
- IIZPXYDJLKNOIY-JXPKJXOSSA-N 1-palmitoyl-2-arachidonoyl-sn-glycero-3-phosphocholine Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@H](COP([O-])(=O)OCC[N+](C)(C)C)OC(=O)CCC\C=C/C\C=C/C\C=C/C\C=C/CCCCC IIZPXYDJLKNOIY-JXPKJXOSSA-N 0.000 claims description 121
- 229940067606 lecithin Drugs 0.000 claims description 120
- 239000012141 concentrate Substances 0.000 claims description 77
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 66
- 230000001877 deodorizing effect Effects 0.000 claims description 56
- 239000011732 tocopherol Substances 0.000 claims description 36
- 229930003799 tocopherol Natural products 0.000 claims description 36
- 239000012071 phase Substances 0.000 claims description 32
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 claims description 30
- 238000001035 drying Methods 0.000 claims description 29
- 238000002156 mixing Methods 0.000 claims description 29
- GVJHHUAWPYXKBD-UHFFFAOYSA-N d-alpha-tocopherol Natural products OC1=C(C)C(C)=C2OC(CCCC(C)CCCC(C)CCCC(C)C)(C)CCC2=C1C GVJHHUAWPYXKBD-UHFFFAOYSA-N 0.000 claims description 25
- 229960001295 tocopherol Drugs 0.000 claims description 25
- 235000010384 tocopherol Nutrition 0.000 claims description 25
- GVJHHUAWPYXKBD-IEOSBIPESA-N α-tocopherol Chemical compound OC1=C(C)C(C)=C2O[C@@](CCC[C@H](C)CCC[C@H](C)CCCC(C)C)(C)CCC2=C1C GVJHHUAWPYXKBD-IEOSBIPESA-N 0.000 claims description 25
- 239000007788 liquid Substances 0.000 claims description 24
- 239000012808 vapor phase Substances 0.000 claims description 24
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 12
- 238000004061 bleaching Methods 0.000 claims description 12
- 238000001816 cooling Methods 0.000 claims description 9
- WTJKGGKOPKCXLL-RRHRGVEJSA-N phosphatidylcholine Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@H](COP([O-])(=O)OCC[N+](C)(C)C)OC(=O)CCCCCCCC=CCCCCCCCC WTJKGGKOPKCXLL-RRHRGVEJSA-N 0.000 claims description 8
- JZNWSCPGTDBMEW-UHFFFAOYSA-N Glycerophosphorylethanolamin Natural products NCCOP(O)(=O)OCC(O)CO JZNWSCPGTDBMEW-UHFFFAOYSA-N 0.000 claims description 7
- 150000008104 phosphatidylethanolamines Chemical class 0.000 claims description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 claims description 6
- 238000010924 continuous production Methods 0.000 claims description 6
- 229910052742 iron Inorganic materials 0.000 claims description 6
- 235000010692 trans-unsaturated fatty acids Nutrition 0.000 claims description 6
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 4
- 238000007599 discharging Methods 0.000 claims description 3
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 claims description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 claims description 2
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 claims description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 2
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 claims description 2
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 claims description 2
- 239000011975 tartaric acid Substances 0.000 claims description 2
- 235000002906 tartaric acid Nutrition 0.000 claims description 2
- 229910021645 metal ion Inorganic materials 0.000 claims 1
- 235000019198 oils Nutrition 0.000 abstract description 105
- 239000002253 acid Substances 0.000 abstract description 23
- 150000001875 compounds Chemical class 0.000 description 28
- 239000000796 flavoring agent Substances 0.000 description 25
- 235000019634 flavors Nutrition 0.000 description 25
- 239000000243 solution Substances 0.000 description 25
- 235000014113 dietary fatty acids Nutrition 0.000 description 22
- 229930195729 fatty acid Natural products 0.000 description 22
- 239000000194 fatty acid Substances 0.000 description 22
- 150000004665 fatty acids Chemical class 0.000 description 21
- 229910052751 metal Inorganic materials 0.000 description 17
- 239000002184 metal Substances 0.000 description 17
- 238000012545 processing Methods 0.000 description 15
- 235000012424 soybean oil Nutrition 0.000 description 15
- 239000003549 soybean oil Substances 0.000 description 15
- 238000009874 alkali refining Methods 0.000 description 13
- 238000013461 design Methods 0.000 description 13
- 235000021588 free fatty acids Nutrition 0.000 description 12
- 230000002829 reductive effect Effects 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 11
- 239000000047 product Substances 0.000 description 11
- 238000011084 recovery Methods 0.000 description 11
- 235000019149 tocopherols Nutrition 0.000 description 11
- QUEDXNHFTDJVIY-UHFFFAOYSA-N γ-tocopherol Chemical class OC1=C(C)C(C)=C2OC(CCCC(C)CCCC(C)CCCC(C)C)(C)CCC2=C1 QUEDXNHFTDJVIY-UHFFFAOYSA-N 0.000 description 11
- -1 diglycerides Chemical class 0.000 description 10
- 230000007935 neutral effect Effects 0.000 description 10
- 150000002739 metals Chemical class 0.000 description 9
- 239000008346 aqueous phase Substances 0.000 description 8
- 230000008901 benefit Effects 0.000 description 8
- 238000004332 deodorization Methods 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 7
- 239000011575 calcium Substances 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 7
- 239000000344 soap Substances 0.000 description 7
- 230000003068 static effect Effects 0.000 description 7
- 239000003925 fat Substances 0.000 description 6
- 229910052500 inorganic mineral Inorganic materials 0.000 description 6
- 239000011707 mineral Substances 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 239000003513 alkali Substances 0.000 description 5
- 229910052791 calcium Inorganic materials 0.000 description 5
- 235000019197 fats Nutrition 0.000 description 5
- 230000014759 maintenance of location Effects 0.000 description 5
- PORPENFLTBBHSG-MGBGTMOVSA-N 1,2-dihexadecanoyl-sn-glycerol-3-phosphate Chemical class CCCCCCCCCCCCCCCC(=O)OC[C@H](COP(O)(O)=O)OC(=O)CCCCCCCCCCCCCCC PORPENFLTBBHSG-MGBGTMOVSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- 235000019482 Palm oil Nutrition 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 239000011260 aqueous acid Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 238000004821 distillation Methods 0.000 description 4
- 239000008157 edible vegetable oil Substances 0.000 description 4
- 239000003995 emulsifying agent Substances 0.000 description 4
- 235000013305 food Nutrition 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 230000001939 inductive effect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000002540 palm oil Substances 0.000 description 4
- 150000008103 phosphatidic acids Chemical class 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 235000020238 sunflower seed Nutrition 0.000 description 4
- 238000009875 water degumming Methods 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- 235000019483 Peanut oil Nutrition 0.000 description 3
- 235000019484 Rapeseed oil Nutrition 0.000 description 3
- 235000019774 Rice Bran oil Nutrition 0.000 description 3
- 235000019485 Safflower oil Nutrition 0.000 description 3
- 235000003434 Sesamum indicum Nutrition 0.000 description 3
- 244000000231 Sesamum indicum Species 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229930182558 Sterol Natural products 0.000 description 3
- 239000000828 canola oil Substances 0.000 description 3
- 235000019519 canola oil Nutrition 0.000 description 3
- 238000005119 centrifugation Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000003240 coconut oil Substances 0.000 description 3
- 235000019864 coconut oil Nutrition 0.000 description 3
- 235000005687 corn oil Nutrition 0.000 description 3
- 239000002285 corn oil Substances 0.000 description 3
- 235000012343 cottonseed oil Nutrition 0.000 description 3
- 239000002385 cottonseed oil Substances 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 230000005672 electromagnetic field Effects 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 230000002255 enzymatic effect Effects 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 159000000003 magnesium salts Chemical class 0.000 description 3
- 150000002736 metal compounds Chemical class 0.000 description 3
- 230000000813 microbial effect Effects 0.000 description 3
- 238000006386 neutralization reaction Methods 0.000 description 3
- 239000004533 oil dispersion Substances 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 239000000312 peanut oil Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000008165 rice bran oil Substances 0.000 description 3
- 235000005713 safflower oil Nutrition 0.000 description 3
- 239000003813 safflower oil Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 238000007127 saponification reaction Methods 0.000 description 3
- 239000003381 stabilizer Substances 0.000 description 3
- 235000003702 sterols Nutrition 0.000 description 3
- 239000010409 thin film Substances 0.000 description 3
- 241000196324 Embryophyta Species 0.000 description 2
- 102000004190 Enzymes Human genes 0.000 description 2
- 108090000790 Enzymes Proteins 0.000 description 2
- 240000008415 Lactuca sativa Species 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- JLVVSXFLKOJNIY-UHFFFAOYSA-N Magnesium ion Chemical compound [Mg+2] JLVVSXFLKOJNIY-UHFFFAOYSA-N 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 238000010923 batch production Methods 0.000 description 2
- 229910001424 calcium ion Inorganic materials 0.000 description 2
- 239000002738 chelating agent Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 239000008162 cooking oil Substances 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 238000004945 emulsification Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 229910001425 magnesium ion Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 235000014593 oils and fats Nutrition 0.000 description 2
- 150000002978 peroxides Chemical class 0.000 description 2
- 235000012045 salad Nutrition 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- 239000008234 soft water Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 150000003432 sterols Chemical class 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 150000003626 triacylglycerols Chemical class 0.000 description 2
- 230000008016 vaporization Effects 0.000 description 2
- 235000013311 vegetables Nutrition 0.000 description 2
- 239000003039 volatile agent Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 239000000080 wetting agent Substances 0.000 description 2
- TZCPCKNHXULUIY-RGULYWFUSA-N 1,2-distearoyl-sn-glycero-3-phosphoserine Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@H](COP(O)(=O)OC[C@H](N)C(O)=O)OC(=O)CCCCCCCCCCCCCCCCC TZCPCKNHXULUIY-RGULYWFUSA-N 0.000 description 1
- BHELIUBJHYAEDK-OAIUPTLZSA-N Aspoxicillin Chemical compound C1([C@H](C(=O)N[C@@H]2C(N3[C@H](C(C)(C)S[C@@H]32)C(O)=O)=O)NC(=O)[C@H](N)CC(=O)NC)=CC=C(O)C=C1 BHELIUBJHYAEDK-OAIUPTLZSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ZWZWYGMENQVNFU-UHFFFAOYSA-N Glycerophosphorylserin Natural products OC(=O)C(N)COP(O)(=O)OCC(O)CO ZWZWYGMENQVNFU-UHFFFAOYSA-N 0.000 description 1
- 244000068988 Glycine max Species 0.000 description 1
- 235000010469 Glycine max Nutrition 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- ZVQOOHYFBIDMTQ-UHFFFAOYSA-N [methyl(oxido){1-[6-(trifluoromethyl)pyridin-3-yl]ethyl}-lambda(6)-sulfanylidene]cyanamide Chemical compound N#CN=S(C)(=O)C(C)C1=CC=C(C(F)(F)F)N=C1 ZVQOOHYFBIDMTQ-UHFFFAOYSA-N 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 238000005903 acid hydrolysis reaction Methods 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 238000005882 aldol condensation reaction Methods 0.000 description 1
- 238000005904 alkaline hydrolysis reaction Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 235000006708 antioxidants Nutrition 0.000 description 1
- 239000002152 aqueous-organic solution Substances 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 235000015173 baked goods and baking mixes Nutrition 0.000 description 1
- 235000012216 bentonite Nutrition 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 239000007844 bleaching agent Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 230000001351 cycling effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 239000000645 desinfectant Substances 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 239000003974 emollient agent Substances 0.000 description 1
- 230000001804 emulsifying effect Effects 0.000 description 1
- 239000006052 feed supplement Substances 0.000 description 1
- 238000000855 fermentation Methods 0.000 description 1
- 230000004151 fermentation Effects 0.000 description 1
- 239000012065 filter cake Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000000887 hydrating effect Effects 0.000 description 1
- 230000036571 hydration Effects 0.000 description 1
- 238000006703 hydration reaction Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000000976 ink Substances 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 150000002632 lipids Chemical class 0.000 description 1
- 239000006210 lotion Substances 0.000 description 1
- 235000013310 margarine Nutrition 0.000 description 1
- 239000003264 margarine Substances 0.000 description 1
- 229910052901 montmorillonite Inorganic materials 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 235000016709 nutrition Nutrition 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000007911 parenteral administration Methods 0.000 description 1
- 239000003961 penetration enhancing agent Substances 0.000 description 1
- 125000001095 phosphatidyl group Chemical group 0.000 description 1
- 150000003905 phosphatidylinositols Chemical class 0.000 description 1
- 229940068065 phytosterols Drugs 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000003134 recirculating effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000002453 shampoo Substances 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000011973 solid acid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000001256 steam distillation Methods 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000003760 tallow Substances 0.000 description 1
- 150000003611 tocopherol derivatives Chemical class 0.000 description 1
- 238000011200 topical administration Methods 0.000 description 1
- 230000000699 topical effect Effects 0.000 description 1
- 235000019871 vegetable fat Nutrition 0.000 description 1
- 238000003911 water pollution Methods 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23D—EDIBLE OILS OR FATS, e.g. MARGARINES, SHORTENINGS, COOKING OILS
- A23D9/00—Other edible oils or fats, e.g. shortenings, cooking oils
- A23D9/02—Other edible oils or fats, e.g. shortenings, cooking oils characterised by the production or working-up
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23D—EDIBLE OILS OR FATS, e.g. MARGARINES, SHORTENINGS, COOKING OILS
- A23D9/00—Other edible oils or fats, e.g. shortenings, cooking oils
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23J—PROTEIN COMPOSITIONS FOR FOODSTUFFS; WORKING-UP PROTEINS FOR FOODSTUFFS; PHOSPHATIDE COMPOSITIONS FOR FOODSTUFFS
- A23J7/00—Phosphatide compositions for foodstuffs, e.g. lecithin
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07F—ACYCLIC, CARBOCYCLIC OR HETEROCYCLIC COMPOUNDS CONTAINING ELEMENTS OTHER THAN CARBON, HYDROGEN, HALOGEN, OXYGEN, NITROGEN, SULFUR, SELENIUM OR TELLURIUM
- C07F9/00—Compounds containing elements of Groups 5 or 15 of the Periodic Table
- C07F9/02—Phosphorus compounds
- C07F9/06—Phosphorus compounds without P—C bonds
- C07F9/08—Esters of oxyacids of phosphorus
- C07F9/09—Esters of phosphoric acids
- C07F9/10—Phosphatides, e.g. lecithin
- C07F9/103—Extraction or purification by physical or chemical treatment of natural phosphatides; Preparation of compositions containing phosphatides of unknown structure
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/001—Refining fats or fatty oils by a combination of two or more of the means hereafter
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/006—Refining fats or fatty oils by extraction
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/02—Refining fats or fatty oils by chemical reaction
- C11B3/04—Refining fats or fatty oils by chemical reaction with acids
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/10—Refining fats or fatty oils by adsorption
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/12—Refining fats or fatty oils by distillation
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/12—Refining fats or fatty oils by distillation
- C11B3/14—Refining fats or fatty oils by distillation with the use of indifferent gases or vapours, e.g. steam
Definitions
- This invention relates to improved methods for refining vegetable oils and byproducts thereof. More particularly, this invention relates to improved processes for producing vegetable oils having reduced content of impurities such as free fatty acids and phosphatides. This invention also relates to an improved process for deodorizing lecithin. This invention additionally relates hydrolyzed lecithin, deodorized lecithin and deodorized vegetable oil obtained by improved processes of the invention.
- Vegetable oils are typically obtained by pressing or extracting the oil seeds of plants such as corn or soybeans. Properly processed vegetable oils are suitable for use in many edible oil and fat compositions destined for human consumption. Such edible oils and fats include salad oils, cooking oils, frying fats, baking shortenings, and margerines. In addition to being widely used in edible oils and fats, vegetable oils are also increasingly utilized in important industrial products such as caulking compounds, disinfectants, fungicides, printing inks, and plasticizers. Vegetable oils primarily consist of triglycerides, but several other compounds are also present. Some of these additional compounds, such as diglycerides, tocopherols, sterols, and sterol esters, need not necessarily be removed during processing.
- phosphatides Other compounds and impurities such as phosphatides, free fatty acids, odiferous volatiles, colorants, waxes, and metal compounds negatively affect taste, smell, appearance and storage stability of the refined oil, and hence must be removed. Carefully separated, however, some of these additional compounds, particularly the phosphatides, are valuable raw materials. It is therefore important to select a vegetable oil purifying method that maximizes removal of impurities but does so in a way that least impacts the compounds removed. Vegetable oil impurities are typically removed in four distinct steps of degumming, refining, bleaching, and deodorizing. Of these four steps, degumming removes the largest amount of impurities, the bulk of which are hydratable phosphatides.
- Refining primarily removes non-hydratable phosphatides, soaps created from the neutralization of free fatty acids, and other impurities such as metals. Bleaching then improves the color and flavor of refined oil by decomposing peroxides and removing oxidation products, trace phosphatides, and trace soaps.
- Soybean oil bleaching materials include neutral earth (commonly termed natural clay or fuller's earth), acid-activated earth, activated carbon, and silicates.
- Deodorizing is the final processing step and prepares the oil for use as an ingredient in many edible products including salad oils, cooking oils, frying fats, baking shortenings, and margerines.
- the deodorizing process generally comprises passing steam through refined oil at high temperature and under near vacuum conditions to vaporize and carry away objectionable volatile components.
- Vegetable oil refining also known as neutralization or deacidification, essentially involves removing free fatty acids (FFA) and phosphatides from the vegetable oil.
- Most refining operations employ either alkali refining (also termed caustic refining) or physical refining (also termed steam refining). Of these two refining methods, alkali refining predominates.
- an optional but preferred first step is a conventional water degumming process. Degumming refers to the process of removing hydratable phosphatides and other impurities such as metals from vegetable oils. Crude vegetable oils contain both hydratable phosphatides (HPs) and non-hydratable phosphatides (NHPs).
- a simple degumming process comprises admixing soft water with the vegetable oil and separating the resulting mixture into an oil component and an oil-insoluble hydrated phosphatides component (frequently referred to as a "wet gum” or “wet lecithin”).
- the NHPs generally considered to be calcium and magnesium salts of phosphatidic acids, are largely unaffected by water and remain soluble in the oil component.
- refiners also must introduce chelating agents following degumming processes to remove metal compounds from crude vegetable oil, which typically contains calcium, potassium, magnesium, aluminum, iron and copper. Left in place, these metal impurities form salts of phosphatidic acid, thereby contributing to the NHP content.
- metal contaminants, especially iron can darken oil during deodorization, and even small amounts of iron that do not affect the oil's color can nevertheless dramatically reduce stability of refined oil.
- Treating crude vegetable oil with soft water produces a degummed oil and a phosphatide concentrate containing the hydratable phosphatide fraction.
- This phosphatide concentrate subsequently can be removed from the degummed oil by a convenient method such as centrifugal separation.
- Phosphatide concentrates coming from centrifugal separation will generally contain up to about fifty percent by weight water, and typically will contain from about twenty-five to about thirty percent by weight water.
- phosphatide concentrates must be dried or otherwise treated immediately. Dried phosphatide concentrates can be profitably sold as commercial lecithin.
- Degummed oil is further refined to remove NHPs and other unwanted compounds.
- Mineral acid also is sometimes added during the water degumming process to help minimize the NHP content of degummed oil.
- the acid combines with calcium and magnesium salts, enabling phosphatidic acids to migrate from the oil to the water phase, thus eliminating them from the crude oil.
- using mineral acid during degumming is inappropriate when seeking to recover gums intended for use as lecithin because the presence of mineral acid will cause darkening of the lecithin.
- free fatty acids and gums are removed from crude or degummed oil by mixing the oil with a hot, aqueous alkali solution, producing a mixture of so-called neutral oil and soapstock (also termed refining byproduct lipid), which is an alkaline mixture of saponified free fatty acids and gums.
- neutral oil and soapstock also termed refining byproduct lipid
- the neutral oil is then separated from the soapstock, typically by centrifugation.
- the soapstock has commerical value due to its fatty acid content but must be processed further in order to render it salable.
- the neutral oil is further processed to remove residual soap.
- Soapstock is treated in a process called acidulation, which involves breaking or splitting the soap into separate oil and aqueous phases through addition of a mineral acid such as sulfuric acid to reduce the pH to approximately 1.5, followed by thorough heating and mixing. Because the aqueous phase is heavier than the oil phase, the acidulated soapstock is separated from the oil by gravity or centrifugation.
- the separated oil (termed acid oil) has essentially the composition of the neutral oil and is drawn off, washed with water to completely remove mineral acid and sludge, and sold, usually as an animal feed supplement.
- the remaining aqueous phase (termed acid water) is the final waste product and can either be used in other processes or neutralized before being discarded.
- the alkali refining process has several drawbacks, however, mainly related to soapstock formation.
- One drawback is refining losses that occur due to the soapstock's emulsifying effect, wherein soapstock acts to take up a portion of the valuable neutral oil into the aqueous soapstock solution.
- the crude or degummed oil is usually heated to between 158°F and 194°F prior to being contacted with the hot alkali solution.
- heating will not completely prevent emulsions from forming, nor will it entirely break emulsions once formed. Centrifugation forces also are insufficient to completely break emulsions of neutral oil in soapstock.
- alkali refining Another drawback to alkali refining is losses that occur when a portion of the neutral oil undergoes alkaline hydrolysis, often referred to as saponification, to produce undesirable fatty acid salts. Allowing the alkali solution and the crude or degummed oil to remain in contact for only short times can minimize saponification losses but is often insufficient to remove impurities other than fatty acids, especially impurities such as phosphatides and metal compounds. Consequently, short contact times can make it necessary to conduct a second round of refining.
- alkali refining involves many processing steps and has many drawbacks.
- operators In attempting to address the problems associated with alkali refining, operators must simultaneously vary many factors including the amount of heat applied, the amount and concentration of alkali, and retention times. Successfully balancing all these factors is a complex and difficult task. Furthermore, successful balancing of factors nevertheless can leave the need for additional refining cycles.
- An alternative to alkali refining is physical refining.
- Physical refining is a steam distillation process essentially the same as that used in conventional vegetable oil deodorization processes, where steam passing through vegetable oil vaporizes and carries away free fatty acids.
- the main advantage of physical refining over alkali refining is that no soapstock is generated.
- a second advantage is lower refining losses because there is no saponification of oil and no oil emulsifaction by soapstock.
- any oils to be physically refined must be free of NHPs in order to ensure stable refined oils. Oils such as palm oil and tallow, which have low NHP content, can be successfully physically refined. But oils such as soybean oil and sunflower seed oil, which are relatively high in NHPs, are not commonly physically refined because the pre-refming step of water degumming does not remove NHPs. Moreover, physically refined soybean oils have only limited acceptance in the U.S. market due to their lack of flavor stability.
- the amount of water is kept low and is limited to the amount that can be absorbed by the filter aid. Solid acids are used so that any excess above the solubility limit of the small amount of water employed will be retained in the filter cake, and will not pass with the refined oil.
- a disadvantage of this method is the need to filter out absorbent before the oil can be used.
- U.S. Pat. No. 4,698,185 describes a vegetable oil refining method comprising the steps of finely dispersing an aqueous organic acid in a water-degummed oil to form an acid-in-oil dispersion, allowing the phases to remain in contact for a time sufficient to decompose metal salts of phosphatidic acid, adding a base to the acid-in-oil dispersion to increase pH to above 2.5 without substantial formation of soap, and finally separating the dispersion into an oil phase and an aqueous phase containing the phosphatides.
- the method typically utilizes 0.4 to 2 percent by weight of a 20 to 60 percent by weight organic acid solution and requires a degree of dispersion of at least 10 million droplets of aqueous acid per gram of oil.
- a disadvantage of this method is that pH basic materials like those used in alkali refining must be added in order to remove NHPs.
- a somewhat similar method disclosed in U.S. Pat. No. 4,240,972 comprises adding an acid to a heated stream of crude vegetable oil and then immediately passing the mixture through a static mixer, intensively mixing for a fraction of a second to produce an acid-in-oil dispersion having acid droplets smaller than 10 microns, and then separating the dispersion into an oil phase and an aqueous phase containing the phosphatides.
- This method claims that producing ultrafine acid droplets eliminates the need for lengthy acid-oil contact times. However, acid-oil contact times of less than about 15 minutes are generally insufficient to sequester substantial amounts of metal impurities.
- U.S. Pat. No. 4,049,686 describes a method of removing phosphatides from vegetable oils comprising dispersing an aqueous solution of an acid or acid anhydride into a heated vegetable oil, chilling the mixture to a temperature below 104°F, adding a small amount of additional water, allowing the phases to remain in contact for a time sufficient to decompose metal salts of phosphatidic acid, and separating the dispersion into an oil phase and an aqueous phase containing the phosphatides.
- This method claims that by cooling to a temperature below 104°F and adding water in a step separate from the aqueous acid addition, the phosphatides are converted into a semi-crystalline phase.
- Disadvantages of this method include the need to add aqueous acid and water in separate steps and the need for a chilling step, both being aspects that increase overall processing complexity. Further improvements in purifying vegetable oil have been sought, particularly with regard to obtaining purified vegetable oil low in free fatty acids, phosphatides, and other impurities such as metals in an environmentally friendly manner.
- the present invention relates to an improved process having advantages over those previously disclosed.
- this invention relates to a non-alkali process for purifying vegetable oil employing a dilute aqueous organic acid solution.
- This invention also relates to purified vegetable oil obtained by the improved process.
- Lecithin Deodorizing The term lecithin, from a true chemical sense, refers to phosphatidyl choline.
- lecithin refers to a product derived from vegetable oils, especially soybean oil.
- lecithin derived from vegetable oil includes phosphatidyl ethanolamine, phosphatidyl inositol, phosphatidic acid, phosphatidyl serine, cyclolipids, and other components such as free sugars, metals and free fatty acids. Because they contain several phosphatidyl derivatives, commercial lecithins are often referred to as phosphatides or phosphatide concentrates. Other synonymous terms for phosphatide concentrates include wet gums or wet lecithin.
- Lecithins are utilized in a broad variety of applications and perform an array of valuable functions.
- lecithin contributes nutritional value and also can act as an emulsifying agent, surface active agent, anti-spattering-agent, or stabilizing agent.
- Lecithin can be used in technical applications as an anti-foam agent, dispersing agent, wetting agent, stabilizing agent, and as an anti-knock compound for gasoline formulations.
- lecithin is used as a dispersing agent, emulsifier, viscosity reducer and antioxidant.
- lecithin In cosmetics such as shampoos or skin lotions, lecithin is employed as a foam stabilizer, emollient, emulsifier, and wetting agent. In pharmaceuticals targeted for either topical or parenteral administration, lecithin functions as softening agent, carrier, emulsifier, and penetration enhancer. Lecithin also possesses unique release properties, and is useful in pan frying and pan grease formulations for baking, as well as in mold release formulations enabling casting forms to be easily removed.
- lecithin can have an objectionable odor and flavor that is difficult to remove.
- Phosphatides easily oxidize when subjected to heating, and such oxidative products can contribute a bitter or rancid taste to lecithin. Heating of phosphatides can also induce formation of volatile decomposition products such as 4.5-dimethylisoxazole, which contributes an objectionable flavor to lecithin.
- volatile decomposition products such as 4.5-dimethylisoxazole, which contributes an objectionable flavor to lecithin.
- Other volatile compounds such as isophorone, a contributor of objectionable odor, can form by an aldol condensation reaction involving solvent remaining from crude vegetable oil refining processes.
- a prior method for preparing phosphatide concentrates is disclosed in U.S. Pat. No. 4,713,155 comprising treating crude vegetable oil with a hydrating agent, separating the resulting wet gum from the remaining oil by centrifuging, treating the separated wet gum in an electromagnetic field of 40,000-240,000 A/m, and drying the phosphatide concentrate at
- More conventional processes for removing moisture from phosphatide concentrates involve drying at high temperature under reduced pressure.
- Commercial lecithin is typically produced in a continuous process by drying phosphatide concentrates at a temperature of from
- the present invention relates to an improved process having advantages over those previously disclosed.
- this invention relates to a process for removing objectionable volatile components from lecithin using a combination of stripping steam and drying at low pressure and moderately elevated temperature.
- This invention also relates to lecithin obtained by the improved process.
- Veeetable Oil Deodorizing Deodorization is usually the final step in producing edible vegetable oils and fats.
- Vegetable oils such as soybean oil typically contain volatile impurities that can impart objectionable odor and taste. These volatile compounds must be removed in amounts sufficient to produce deodorized oil having consumer-preferred characteristics. Impurities imparting objectionable properties to vegetable oil include free fatty acids, aldehydes, ketones, alcohols, hydrocarbons, tocopherols, sterols, and phytosterols. Following removal, some of these impurities, especially tocopherols, can be recovered and profitably sold.
- Vegetable oil deodorization typically involves a steam stripping process wherein steam is contacted with vegetable oil in a distillation apparatus operating at low pressure and a temperature sufficient to vaporize objectionable volatile impurities at the operating pressure.
- This process commonly known as vacuum-steam deodorization, relies upon volatility differences between the vegetable oil and the objectionable impurities to strip the relatively more volatile objectionable impurities from the relatively less volatile vegetable oil.
- Vacuum- steam deodorization treatment also beneficially decomposes peroxides in the vegetable oil and removes other volatile compounds that may result from such decomposition.
- vegetable oil is introduced into a distillation apparatus having a plurality of vertically spaced trays, commonly termed stripping trays.
- each stripping tray Within each stripping tray, steam injected into the vegetable oil entrains objectionable volatile impurities. The combined steam and entrained distillation vapors are then condensed into a distillate that can be disposed of or processed further to recover valuable materials. Condensation of distillation vapors, like those produced during deodorization, is generally accomplished under vacuum. The deodorized vegetable oil is subsequently cooled and is available for sale or further processing. Vegetable oil consists of triglycerides composed mainly of three unsaturated fatty acids—oleic, linoleic, and linolenic— esterified on a glycerol molecule in various combinations.
- Vegetable oil also contains tocopherols in amounts that vary depending on the plant from which the vegetable oil was extracted. Soybean oil in particular contains roughly 0.10 to 0.20 percent by weight tocopherols in mixed ⁇ , ⁇ , ⁇ and ⁇ isomeric forms. These tocopherol isomers all demonstrate antioxidant properties in varying degrees and hence are valuable raw materials. Tocopherols are high boiling, however, and generally only vaporize at temperatures above about 500°F at pressures of about 10 mm Hg or less.
- Deodorizers utilizing typical steam sparger designs and operating at a uniform temperature of about 450°F to 510°F and a pressure of about 6 mm Hg. will usually require a 45 to 60 minute holding time. Seeking maximum tocopherol recovery urges deodorizing at relatively high temperatures. Yet a desire to avoid trans fatty acid formation urges deodorizing at relatively lower temperatures and/or minimizing the time for which the oil experiences high temperature, which can lead to insufficient removal of objectionable volatile impurities. Accordingly, there is significant interest in a method of deodorizing vegetable oil that maximizes tocopherol recovery and removal of objectionable volatile impurities yet minimizes trans fatty acid formation.
- U.S. Patent No. 4,072,482 A prior method for deodorizing vegetable oils is disclosed in U.S. Patent No. 4,072,482 comprising passing superheated steam through oil located in a deodorizing tray of a continuous deodorizing apparatus operating at a temperature of 500°F and a pressure of from 2 to 6 mm Hg. Multiple deodorizing trays can be used, each operating at 500°F and each contacting steam with oil for a time of from 10 to 60 minutes. Operating at 500°F, this process would be expected to remove significant amounts of tocopherol but at the same time produce deodorized oil containing a relatively high amount of trans fatty acids.
- the present invention relates to an improved process for deodorizing vegetable oils having advantages over those previously disclosed. This invention also relates to deodorized vegetable oil obtained by the improved process.
- One aspect of the present invention relates to an improved process for refining vegetable oil using organic acid.
- An improved organic acid refining process of the present invention effectively removes phosphatides, and other impurities such as metals from crude or degummed vegetable oil in an environmentally friendly way.
- the improved organic acid refining process of the invention also minimizes the risk of degrading the removed impurities, some of which are valuable raw materials.
- One object of this aspect of the invention is to provide an organic acid refining process that produces refined vegetable oil having improved odor, flavor, and storage stability, and characterized by a reduced content of free fatty acids, phosphatides, and other impurities such as metals.
- Another object of this aspect of the invention is to provide an improved process for refining vegetable oil that combines vegetable oil with a dilute aqueous organic acid solution at high shear to form an acid-and-oil mixture and then mixes the acid-and-oil mixture at low shear to sequester contaminants into a hydrated impurities phase and produces a purified vegetable oil phase.
- Still another object of this aspect of the invention is to provide refined vegetable oil prepared according to the improved process.
- Yet another object of this aspect of the invention is to provide a hydrated impurities phase prepared according to the improved process comprising a phosphatide concentrate which is a hydrolyzed lecithin.
- One embodiment of this aspect of the invention is a process for refining vegetable oil
- Another embodiment of this aspect of the invention is a process for refining vegetable oil comprising admixing a dilute aqueous organic acid solution with a heated stream of crude vegetable oil to give an acid-oil blend; subjecting the acid-oil blend to high shear for a time sufficient to finely disperse the dilute aqueous organic acid solution in the crude vegetable oil and give an acid-and-oil mixture; mixing the acid-and-oil mixture for a time sufficient to sequester contaminants into a hydrated impurities phase and produce a purified vegetable oil phase; and separating the hydrated impurities phase and the purified vegetable oil phase.
- Yet another embodiment of this aspect of the invention is a refined vegetable oil wherein phosphatides and other impurities such as metals have been removed from the vegetable oil by the improved organic acid refining process of the invention.
- a still further embodiment of this aspect of the invention is a hydrated impurities phase removed from the vegetable oil and comprising a hydrolyzed lecithin.
- Another aspect of the present invention relates to an improved process for removing
- the improved lecithin deodorizing process of the invention also minimizes both the risk of heat damage to the phosphatides and the danger of chemically fixing objectionable volatile compounds to the lecithin.
- One object of this aspect of the invention is to provide a process for treating phosphatide concentrates which produces lecithin having improved odor and flavor characterized by a reduced content of objectionable volatile compounds.
- a further object of this aspect of the invention is to provide lecithin prepared according to the improved process.
- One embodiment of this aspect of the invention is a lecithin deodorizing process comprising introducing a phosphatide concentrate into a dryer utilizing an operating pressure of less than about 50 mm Hg and a drying temperature sufficient to vaporize water and the objectionable volatile components at the operating pressure; drying the phosphatide concentrate for a time sufficient to convert the phosphatide concentrate into a dried lecithin containing no more than about 0.5 percent by weight water and a vaporized byproduct containing the objectionable volatile components; and discharging the dried lecithin from the dryer at a temperature of from about 120°F to about 140°F.
- Another embodiment of this aspect of the invention is a lecithin deodorizing process comprising introducing a phosphatide concentrate into a dryer utilizing an operating pressure of less than about 10 mm Hg and a drying temperature sufficient to vaporize water and the objectionable volatile components at the operating pressure; injecting steam into the dryer and contacting the steam with the phosphatide concentrate; drying the phosphatide concentrate for a time sufficient to convert the phosphatide concentrate into a dried lecithin containing no more than about 0.5 percent by weight water and a vaporized byproduct containing the objectionable volatile components; and discharging the dried lecithin from the dryer at a temperature of from about 120°F to about 140°F.
- Yet another embodiment of this aspect of the invention is a deodorized lecithin wherein objectionable volatile components have been removed by the improved lecithin deodorizing process of the invention.
- a still further aspect of the present invention relates to an improved process for deodorizing vegetable oil.
- An improved vegetable oil deodorizing process of the present invention removes objectionable volatile impurities while minimizing trans fatty acid conversion.
- the improved vegetable oil deodorizing process also maximizes recovery of valuable impurities such as tocopherols.
- One object of this aspect of the invention is to provide a process for deodorizing vegetable oil that produces deodorized vegetable oil having improved odor, flavor, and storage stability, and characterized by a reduced content of objectionable volatile impurities.
- a still further object of this aspect of the invention is to provide deodorized vegetable oil prepared according to the improved process.
- One embodiment of this aspect of the invention is a process for deodorizing vegetable oil comprising introducing vegetable oil containing objectionable volatile impurities into a first tray of a deodorizer having at least two trays and operating at a pressure of less than about 10 mm Hg., the first tray operating at a temperature of from about 500°F to about 525°F; contacting the vegetable oil in the first tray with steam to vaporize a substantial fraction of the objectionable volatile impurities into a first vapor phase, leaving a liquid residue containing a remaining portion of objectionable volatile impurities; introducing the liquid residue into a second tray of the deodorizer operating at a temperature of from about 435°F to about 465°F; contacting the liquid residue in the second tray with steam to vaporize a substantial fraction of the remaining portion of objectionable volatile impurities into a second vapor phase, leaving a deodorized vegetable oil; and recovering the deodorized vegetable oil.
- One embodiment of this aspect of the invention is a process for deodorizing vegetable oil comprising introducing vegetable oil containing objectionable volatile impurities into a first tray of a deodorizer having at least two trays and operating at a pressure of less than about 10 mm Hg., the first tray operating at a temperature of from about 500°F to about 525°F; contacting the vegetable oil in the first tray with steam to vaporize a substantial fraction of the objectionable volatile impurities into a first vapor phase, leaving a liquid residue containing a remaining portion of objectionable volatile impurities; introducing the liquid residue into a second tray of the deodorizer operating at a temperature of from about 435°F to about 465°F; contacting the liquid residue in the second tray with steam to vaporize a substantial fraction of the remaining portion of objectionable volatile impurities into a second vapor phase, leaving a deodorized vegetable oil; recovering the deodorized vegetable oil; and cooling the deodorized vegetable oil.
- One embodiment of this aspect of the invention is a process for deodorizing vegetable oil comprising introducing vegetable oil containing objectionable volatile impurities into a first tray of a deodorizer having at least two trays and operating at a pressure of less than about 10 mm Hg., the first tray operating at a temperature of from about 500°F to about 525°F; contacting the vegetable oil in the first tray with steam to vaporize a substantial fraction of the objectionable volatile impurities into a first vapor phase, leaving a liquid residue containing a remaining portion of objectionable volatile impurities; introducing the liquid residue into a second tray of the deodorizer operating at a temperature of from about 435°F to about 465°F; contacting the liquid residue in the second tray with steam to vaporize a substantial fraction of the remaining portion of objectionable volatile impurities into a second vapor phase, leaving a deodorized vegetable oil; recovering the deodorized vegetable oil; cooling the deodorized vegetable oil; and combining and condensing the first vapor phase and the second
- a still further embodiment of this aspect of the invention is a deodorized vegetable oil from which objectionable volatile impurities have been removed by the improved vegetable oil deodorizing process of the invention.
- FIG. 1 is a process flow scheme suitable for carrying out the improved vegetable oil refining process of the invention.
- FIG. 2 is a process flow scheme suitable for carrying out the improved lecithin deodorizing process of the invention.
- FIG. 3 is a process flow scheme suitable for carrying out the improved vegetable oil deodorizing process of the invention.
- FIG. 4 is a process flow scheme suitable for simultaneously carrying out the improved processes of the invention.
- the improved process for purifying vegetable oils can be conducted as a batch or a continuous process.
- crude or degummed vegetable oil is supplied from a storage tank 1 through pump 2 to a pre-heater 3 wherein the vegetable oil is heated to a temperature of from about 190°F to about 220°F.
- Suitable vegetable oils include but are not limited to those derived from soybean oil, corn oil, cottonseed oil, palm oil, peanut oil, rapeseed oil, safflower oil, sunflower seed oil, sesame seed oil, rice bran oil, coconut oil, canola oil, and mixtures thereof.
- a particularly preferred vegetable oil is soybean oil.
- the vegetable oil to be purified can be either crude or "degummed" oil.
- Degumming refers to the process of removing hydratable phosphatides from crude vegetable oils during refining. Crude vegetable oils contain both hydratable and non-hydratable phosphatides.
- a simple degumming process comprises admixing water with the vegetable oil and separating the resulting mixture into an oil component and an oil-insoluble hydrated phosphatides component (frequently referred to as a "wet gum” or “wet lecithin”).
- Non-hydratable phosphatides generally considered to be calcium and magnesium salts of phosphatidic acids, are largely unaffected by water and remain soluble in the oil component.
- Treating crude vegetable oil with water thus produces a phosphatide concentrate containing the hydratable phosphatide fraction and a degummed oil containing the non-hydratable phosphatide fraction.
- This degummed oil can be removed from the phosphatide concentrate by a convenient method such as centrifugal separation.
- the vegetable oil is heated in pre-heater 3 to a temperature of from about 190°F to about 220°F, preferably from about 195°F to about 215°F, and most preferably from about 200°F to about 210°F, depending on the source from which the vegetable oil was derived. Heating the vegetable oil minimizes the potential for losses due to emulsification when the oil is later contacted with an aqueous phase. Heating the vegetable oil also produces preferred handling viscosities and facilitates later mixing steps.
- Pre-heater 3 can be constructed according to many designs and can impart heat directly or indirectly to the vegetable oil.
- a preferred pre-heater 3 is a shell and tube heat exchanger available from Doyle & Roth and having an overall heat transfer coefficient of 170 BTU/h/ft 2 /°F.
- the heated vegetable oil is introduced into high shear mixer 6 wherein it is combined with a dilute aqueous organic acid solution supplied from a source 4 via pump 5, thereby producing an acid-oil blend.
- a dilute aqueous organic acid solution supplied from a source 4 via pump 5, thereby producing an acid-oil blend.
- the heated vegetable oil and the dilute aqueous organic acid solution can be introduced sequentially or simultaneously and in any order into high shear mixer 6.
- the heated vegetable oil and the dilute aqueous organic acid solution are introduced simultaneously into high shear mixer 6.
- the dilute aqueous organic acid solution optionally can be heated prior to its addition into high shear mixer 6.
- the dilute aqueous organic acid solution may be prepared from any food grade organic acid, including but not limited to phosphoric acid, acetic acid, citric acid, tartaric acid, succinic acid, or combinations thereof.
- a particularly preferred organic acid is citric acid.
- Using an organic acid also enables sequestering metal contaminants without the need to add other chelating agents.
- the dilute aqueous organic acid solution can be prepared by dissolving an appropriate amount of a solid organic acid in water, or it can be prepared by further diluting a previously prepared aqueous organic acid solution of greater strength.
- demineralized water In preparing the dilute aqueous organic acid solution, demineralized water is preferably used. Using demineralized water avoids the possibility of converting hydratable phosphatides to non-hydratable phosphatides. As used herein, the term demineralized water means water substantially devoid of calcium and magnesium ions.
- the dilute aqueous organic acid solution has a concentration based on the combined weight of organic acid and water of from about 1 to about 5 percent by weight, preferably from about 2 to about 4 percent by weight, and most preferably from about 2 to about 3.5 percent by weight.
- the dilute aqueous organic solution is combined with the heated vegetable oil in a ratio of from about 3:97 to about 20:80, preferably from about 5:95 to about 15:85, and most preferably from about 8:92 to about 12:88, depending on the source from which the vegetable oil is derived and on whether the vegetable oil has been degummed.
- the acid-oil blend is mixed at high shear in the high shear mixer 6 for a time sufficient to finely disperse the dilute aqueous organic acid solution in the vegetable oil and give an acid-and-oil mixture.
- the acid-oil blend is mixed for a time of less than about 30 seconds, preferably less than about 15 seconds, and most preferably less than about 5 seconds.
- Mixing parameters are selected according to the mechanical design of the high shear mixer. Important mixer design criteria include the ratio of tank height to tank diameter, the ratio of impeller diameter to tank diameter, and the number and positioning of individual blades on the impeller.
- a preferred high shear mixer 6 is a High Shear Mixer MX100 available from Alfa Laval and having a tank height to tank diameter ratio of about 4: 1.
- high shear mixer 6 employs 5 impellers, 2 of which are radial flow impellers and 3 of which are axial flow impellers, disposed along a mixing shaft connected to a motor generating from about 30 to about 40 horsepower.
- High shear as used herein means mixer design criteria and impeller operating conditions combining to produce flow velocities of at least about 45 feet per second.
- High shear mixing according to the invention generally requires at least one impeller rotating at a speed of from about 900 to about 1500 rpm and having a blade tip speed of from about 4000 to about 9000 ft/min, thereby generating high shear flow velocities of at least about 45 feet per second.
- the acid-and-oil mixture is pumped to a low shear mixer 7 wherein it is mixed at low shear for a time sufficient to sequester contaminants into a hydrated impurities phase and produce a purified vegetable oil phase.
- low shear mixer 6 is a 250 or 500 gallon Retention Mixer available from Alfa Laval and having a tank height to tank diameter ratio of about 4:1.
- low shear mixer 7 employs from about 40 to about 60 axial flow impellers disposed along a mixing shaft connected to a motor generating from about 5 to about 7.5 horsepower.
- Low shear as used herein means mixer design criteria and impeller operating conditions combining to produce flow velocities of less than about 20 feet per second.
- low shear mixing of the acid-and-oil mixture occurs with at least one impeller rotating at a speed of from about 68 to about 600 rpm and having a blade tip speed of from about 600 to about 950 ft/min, thereby generating low shear flow velocities of less than about 20 feet per second.
- the acid-and-oil mixture is mixed at low shear for a time of less than about 16 minutes to allow sequestering of contaminants, especially metals, into the hydrated impurities phase.
- the acid-and-oil mixture is preferably mixed at low shear mixing for a time of from about 6 to about 14 minutes, and most preferably from about 8 to about 12 minutes.
- sequestering refers to the process wherein contaminants are either directly or indirectly (through chemical conversion into water-soluble forms) taken up into the hydrated impurities phase.
- the combined hydrated impurities and purified vegetable oil phases are advantageously pumped to a centrifuge 9 via pump 8 wherein the two phases undergo centrifugal separation and exit in separate physical streams 14 and 15.
- a preferred centrifuge 9 is a PX 90 available from Alfa Laval.
- the hydrated impurities stream 14 is sent to a holding vessel 13 and stored for subsequent processing into commercial lecithin. Water can be separated from the hydrated impurities stream and can be recycled without other treatment for use in earlier steps of the organic acid refining process. Because water can be recycled without the need for additional and expensive treatment, such as neutralization, the organic acid refining process of the invention generates substantially no discharge water.
- the purified vegetable oil stream 15 is sent to dryer 10 operating at less than atmospheric pressure and an elevated temperature sufficient to vaporize any residual water or objectionable volatile components at the operating pressure.
- a preferred dryer 10 is a Votator Thin Film Dryer available from L.C.I. Corp.
- dryer 10 operates at a temperature of from about 160°F to about 190°F and at a vacuum of about 21 to about 29 feet of water, operating conditions which effectively remove residual water.
- the dried purified vegetable oil is then sent to holding vessel 12 via pump 11 and stored for subsequent use or sale.
- the hydrated impurities phase produced by the organic acid refining process of the invention is a phosphatide concentrate commonly termed wet lecithin.
- the phosphatide concentrate produced by the organic acid refining process of the invention is a hydrolyzed lecithin containing at least about 5 percent by weight combined lyso and monoacyl forms of glyceryl phospholipids and containing a ratio of hydratable phosphatides to non-hydratable phosphatides in a ratio of at least about 9:1.
- hydrolyzed lecithin is normally obtained either via acidic or basic hydrolysis or via enzymatic action.
- a typical acidic hydrolysis process for producing hydrolyzed lecithin comprises multiple processing steps of adding water and an acid such as hydrochloric acid to a dried lecithin, subsequently neutralizing with a base such as sodium hydroxide, and then redrying the lecithin. J. C. Schmidt and F.T. Orthoefer, Modified Lecithins, in LECITHINS 203, 206 (Bernard F. Szuhaj & Gary R. List eds.. 1985).
- a typical enzymatic process for producing hydrolyzed lecithin comprises adding costly animal-derived or synthetic enzymes to a wet lecithin to catalyze conversion of the lecithin into a hydrolyzed lecithin.
- enzymatic processes for producing hydrolyzed lecithin require that the enzymes be filtered out after lecithin conversion, adding further expense.
- previously known methods for obtaining hydrolyzed lecithin have required complex and expensive processing steps.
- the organic acid refining process of the invention produces hydrolyzed lecithin directly and simply from a phosphatide-containing vegetable oil without the need for subsequent and expensive processing.
- the improved lecithin deodorizing process of the present invention begins by withdrawing a phosphatide concentrate from a source.
- Suitable phosphatide concentrates include but are not limited to those derived from vegetable oils such as soybean oil, corn oil, cottonseed oil, palm oil, peanut oil, rapeseed oil, safflower oil, sunflower seed oil, sesame seed oil, rice bran oil, coconut oil, canola oil, and mixtures thereof.
- Particularly preferred are phosphatide concentrates derived from soybean oil.
- Degumming refers to the process of removing hydratable phosphatides from vegetable oils. Crude vegetable oils contain both hydratable and non-hydratable phosphatides.
- a simple degumming process comprises admixing demineralized water with the vegetable oil and separating the resulting mixture into an oil component and an oil- insoluble hydrated phosphatides component (frequently referred to as a "wet gum” or “wet lecithin”).
- Non-hydratable phosphatides are largely unaffected by demineralized water and remain soluble in the oil component. Treating crude vegetable oil with demineralized water thus produces a phosphatide concentrate comprising the hydratable phosphatide fraction.
- This phosphatide concentrate subsequently can be removed from the remaining oil by a convenient method such as centrifugal separation.
- Phosphatide concentrates coming from centrifugal separation will generally contain up to about fifty percent by weight water, and typically will contain from about twenty-five to about thirty percent by weight water. In order to minimize chances of microbial contamination, phosphatide concentrates must be dried or otherwise treated immediately.
- a phosphatide concentrate is supplied from a source 13 through pump 17, past which H O 2 and demineralized water are combined with the phosphatide concentrate.
- the H 2 O 2 can also be added in the hydration tank as an alternative. Adding H O 2 as a bleaching agent helps improve the odor and flavor of the final product.
- the H 2 O is preferably added as a 0.2 percent by weight aqueous solution.
- the H 2 O 2 is used in an amount of from about 0.1 to about 0.3 percent by weight of phosphatide concentrate, preferably from about 0.1 to about 0.2 percent by weight of phosphatide concentrate, and most preferably from about 0.1 to about 0.15 percent by weight of phosphatide concentrate, depending on the quality of the vegetable oil from which the phosphatide concentrate was derived.
- demineralized water means water substantially devoid of calcium and magnesium ions.
- Non-hydratable phosphatides are generally considered to be calcium and magnesium soaps of phosphatidic acids.
- using demineralized water avoids the possibility of converting hydratable phosphatides into non-hydratable phosphatides.
- Demineralized water is added in an amount of from about 1 to about 3 percent by weight of phosphatide concentrate, preferably from about 1 to about 2.5 percent by weight of phosphatide concentrate, and most preferably from about 1 to about 2 percent by weight of phosphatide concentrate, depending on the quality of the vegetable oil from which the phosphatide concentrate was derived.
- the combined phosphatide concentrate, H 2 O , and demineralized water are passed through a static mixer 18, which thoroughly mixes them to form a phosphatide concentrate containing about 35 percent by weight water.
- Static mixers are tubular structures having fixed interior mixing elements which simultaneously divide flow and provide high intensity radial mixing. Such mixers are commercially available under the tradenames Kenics Static Mixer, Komax Motionless Blender, Lightnin Series 50 In-Line Blender, Ross Motionless Mixer, and Sulzer Static Mixer.
- a particularly preferred static mixer is a Kenics Static Mixer available from Chemineer providing a flow velocity of generally at least about 14 feet per second.
- the phosphatide concentrate is pumped into a holding vessel 19, then pumped to a heat exchanger 21 via pump 20.
- Heat exchanger 21 heats the phosphatide concentrate to a temperature of from about 120°F to about 140°F. This temperature may vary somewhat depending on the composition of the phosphatide concentrate, but preferred handling viscosities occur above a temperature of about 120°F.
- the phosphatide concentrate is heated to a temperature of from about 120°F to about 150°F.
- the phosphatide concentrate is heated to a temperature of from about 120°F to about 140°F.
- the heated phosphatide concentrate is then pumped to a dryer 22.
- a dryer 22 Either a batch-type or a continuous drying process will suffice, but continuous drying is preferred. More preferred is a continuous agitated-film dryer.
- dryer 22 is a thin-film dryer such as a Votator Turba Film available from L.C.I. Co ⁇ . Drying parameters are crucial in producing lecithin having consumer-preferred odor and flavor.
- the phosphatide concentrate having a content of about 35 percent by weight water preferably must be dried down to less than about 0.5 percent by weight water.
- Reduced pressure can be generated by any convenient source. Steam jet ejector systems are commonly employed. Most preferred is to use a Nash-Kinema three-stage vacuum system.
- the dryer operates at a pressure less than that utilized in prior art drying processes. Reducing pressure allows a given amount of volatile compounds to be removed at a lower temperature and in a shorter period of time.
- the dryer 22 therefore preferably operates at a temperature of from about 120°F to about 150°F and a pressure of from about 2 to about 50 mm Hg. More preferred is to operate dryer 22 at a temperature of from about 120°F to about 140°F and at a pressure of from about 5 to about 20 mm Hg. Most preferably, dryer 22 operates at a temperature of from about 120°F to about 140°F and a pressure of from about 2 to about 10 mm Hg.
- steam is advantageously contacted with the heated phosphatide concentrate in the dryer 22.
- the steam has a sufficiently high temperature to vaporize objectionable volatile compounds at the dryer operating pressure.
- steam also helps carry away the vaporizing objectionable volatile compounds.
- the steam has a temperature of from about 200°F to about 366°F and a pressure of about 10 to about 150 psig.
- Steam is contacted with the heated phosphatide concentrate via a sparging apparatus. Several steam sparging designs are suitable, the most basic of which consists of pipes submerged within the heated phosphatide concentrate and containing drilled holes for admitting steam into the heated phosphatide concentrate.
- the internal surface area of dryer 22 is perforated by a plurality of holes that allow admitting steam into a thin film of heated phosphatide concentrate traveling along the internal walls of dryer 22.
- the temperature of the admitted steam generally exceeds 150°F, the amount of steam used and the time for which the steam contacts the heated phosphatide concentrate is kept low to ensure that the steam does not increase the temperature of the phosphatide concentrate above about 150°F.
- Regulating the heated phosphatide concentrate to a temperature of less than about 150°F minimizes the risk of fixing objectionable volatile compounds onto the lecithin.
- dryer 22 operates at reduced pressure and a temperature of less than about 150°F, it produces dried lecithin by evaporating water. Steam action combines with the action of the evaporating water, providing additional motive force to speed removal of objectionable volatile compounds as they vaporize while the lecithin dries.
- the heated phosphatide concentrate remains in contact with steam in dryer 22 for a time sufficient to allow the phosphatide concentrate to be dried down to a lecithin having less than about 0.5 percent by weight water.
- the lecithin contains no more than about 0.4 percent by weight water.
- less than about 1 minute of drying at the operating conditions is required to achieve this amount of moisture reduction.
- the required minimized level of moisture is reached in less than about 30 seconds.
- steam is used in amount of less than about 3 percent by weight based on the weight of the phosphatide concentrate.
- the resulting dried lecithin discharges from dryer 22 at a temperature of no more than aboui 150°F. an important consideration again being to minimize inducing heat damage to the now dried lecithin.
- the dried lecithin is fed to a cooling unit 24 via pump 23, wherein the dned lecithin is reduced tc a temperature of about 110°F to about 120°F.
- the cooled dried lecithin is then sent to a storage tank 25.
- the lecithin deodorizing process of the invention utilizes greater- ihan-conventional levels of vacuum and less-than-conventional lemperatures. Reducing pressure to levels below those employed in conventional lecithin drying processes allows driving off a greater amount of volatile objectionable compounds at a given operating temperature ana residence time.
- Vegetable Oil Deodorizing The improved process for deodorizing vegetable oils can be conciur.t d _.s a batch or continuous process. A continuous process is preferred, however, because : ⁇ prov des uniform temperature gradients and hence u;ads to greater energy efficiency nd lo ei operating cost.
- vegetable oi! is supplied from a measuring tank 26 and fed by gravity to a first tray 28 located within a deodorizer 27 oDerating at a pressure i less than about 10 mm Hg.
- First tray 28 operates at a temperature of from about 500°F to about 525°F
- Deodorizer 27 is equipped with at least two trays that are arranged sequentially in any orientation including vertical or horizontal.
- deodorizer 27 is a stripping tower having trays spaced vertically from each other. This prefe ⁇ ed arrangement enables using gravity as a motive force to pass oil through deodorizer 27.
- the vegetable oil can be supplied at ambient temperature or it can be preheated.
- the vegetable oil is preheated to a temperature near to the operating temperature of first tray 28.
- the vegetable oil can be preheated either directly, as by mixing with a separate stream of heated oil, or indirectly, as by a convenient means such as a heat exchanger.
- Suitable vegetable oils include but are not limited to those derived from soybean oil, corn oil, cottonseed oil, palm oil, peanut oil, rapeseed oil, safflower oil, sunflower seed oil, sesame seed oil, rice bran oil, coconut oil, canola oil, and mixtures thereof.
- a particularly preferred vegetable oil is soybean oil.
- the vegetable oil to be deodorized can be either refined or refined and bleached ("RB") oil.
- Bleaching refers to the process of removing or reducing the levels of pigments, oxidation products, phosphatides, soaps and trace metals. Bleaching also improves the flavor of vegetable oils such as soybean oil.
- Bleaching is generally characterized as an acid/adso ⁇ tive treatment involving moisture, acid, and an absorbent. Bleaching products include neutral earths, acid-activated earths, activated carbon, silicates, and mixtures thereof.
- Neutral earths commonly termed natural clays or earths, are hydrated aluminum silicates.
- Acid-activated clays are bentonites or montmorillonites treated with hydrochloric or sulfuric acid.
- First tray 28 is equipped with a steam sparging apparatus.
- Several steam sparging designs are suitable, the most basic of which consists of pipes containing drilled holes for admitting steam into the oil, the pipes being located in the lower part of first tray 28 and evenly spaced across it. The holes are located below the quiescent oil level and face downward to enable intimately mixing steam throughout the oil and to avoid creating any undisturbed zones in the oil.
- Another suitable sparging design is known as a Votator tray with steam pumps available from DeSmet comprising a central steam-emitting core surrounded by two concentric annular regions separated by an annular wall.
- a contoured cover is situated above and extends over the steam-emitting core and inner annular region. Steam exits the central steam-emitting core through evenly dispersed holes, all of which are located below the quiescent oil level.
- the steam intimately mixes with the oil contained in the inner annular region and creates a steam-oil mixture of reduced density.
- the steam-oil mixture swiftly rises up, strikes the contoured cover, and is deflected out and down in a fine spray pattern onto oil located in the outer annular region. Oil from the outer annular region in turn enters the inner annular region by flowing under the annular wall.
- This design ensures efficient mixing of steam and oil and produces rapid circulation of oil between the annular regions.
- first tray 28 is equipped with this sparging design, which achieves swift and very efficient mixing of steam and oil.
- first tray 28 operates at a pressure of about 3 mm Hg and employs steam in an amount of about 3 percent by weight of oil.
- First tray 28 operates at a temperature of from about 500°F to about 525°F, preferably from about 505°F to about 515°F, and most preferably from about 508°F to about 512°F. Steam contacts the vegetable oil containing objectionable volatile impurities in first tray 28 for a time of less than about 30 minutes, vaporizing a substantial fraction of the objectionable volatile impurities into a first vapor phase, leaving a liquid residue containing a remaining portion of objectionable volatile impurities.
- An operating temperature of from about 500°F to about 525°F is sufficiently high to vaporize tocopherol and other objectionable volatile impurities at the operating pressure.
- a steam-oil contact time of less than about 30 minutes is long enough to enable removing a significant fraction of tocopherol and other objectionable volatile impurities yet short enough to minimize trans fatty acid formation.
- operating first tray 28 at these conditions produces oil having only about 0.7 percent by weight trans fatty acids.
- the liquid residue from first tray 28 is fed by gravity to a second tray 29 located within deodorizer 27.
- Second tray 29 also is equipped with a steam sparging apparatus that can be the same as or different from the steam sparging apparatus in first tray 28.
- second tray 29 is equipped with the same steam sparging apparatus described as being preferred for first tray 28.
- Second tray 29 operates at a temperature of from about 435°F to about 465°F, preferably from about 445°F to about 455°F, and most preferably from about 448°F to about 452°F.
- the liquid residue is optionally but preferably cooled to a temperature equal to or near the operating temperature of second tray 29.
- the liquid residue exiting first tray 28 can be cooled either directly, as by mixing with a separate stream of deodorized oil, or indirectly, as by a convenient means such as a heat exchanger.
- Second tray 29 operates at a temperature less than that of first tray 28, the steam-oil contact time in second tray 29 can (but need not) be greater that the steam-oil contact time in first tray 28.
- Operating second tray 29 at temperature of from about 435°F to about 465°F enables removing a significant fraction of the remaining objectionable volatile impurities yet minimizes trans fatty acid formation. Generally, operating second tray 29 at these conditions produces oil having only about 0.9 percent by weight trans fatty acids.
- the deodorized vegetable oil is optionally cooled by cooling apparatus 30. Cooling can be accomplished either directly, as by mixing with a separate stream of cooled deodorized oil, or indirectly, as by a convenient means such as a heat exchanger.
- the deodorized oil is then sent via pump 31 to a storage vessel 32.
- first tray 28 steam vaporizes objectionable volatile impurities and carries them away from the oil and into a first vapor phase.
- steam passing through the liquid residue in second stripping tray 29 vaporizes additional objectionable volatile impurities and creates a second vapor phase.
- the first vapor phase and the second vapor phase are both comprised of water vapor, tocopherols, and other objectionable volatile impurities.
- the first vapor phase and the second vapor phase are optionally but preferably combined and pulled into a distillate recovery device 33 connected to a vacuum-producing device 34. Vacuum can be generated in vacuum- producing device 34 by any convenient source. Steam ejector systems are commonly employed.
- Vacuum conditions of six mm Hg or less are readily obtained with three-stage or four-stage steam ejector equipment.
- vacuum-producing device 34 is a four-stage steam ejector system.
- Distillate recovery device 33 separates water vapor and air from other condensable vapor components, creating a water vapor/air stream 35 that is then drawn into vacuum- producing device 34.
- the other condensable vapor components are condensed into a distillate stream 36 in distillate recovery device 33, typically by crossing through a recirculating spray of distillate. Condensed distillate stream 36 is then pumped to a holding vessel 37 for further processing or sale.
- Distillate recovery device 33 can be of many suitable designs. Preferred is a distillate recovery device 33 comprising a Distillate Scrubber available from DeSmet or Croll-Reynolds.
- the improved vegetable oil deodorizing process of the present invention maximizes tocopherol recovery while minimizing trans fatty acid formation.
- the present invention allows reducing tocopherol content from a level of about 1400 ppm in the initial feed vegetable oil to a level of about 800 ppm in the final deodorized oil, while maintaining a low trans fatty acid content of about 0.9 percent by weight. Reducing tocopherol to a level below about 600 ppm is generally not warranted because the resultant vegetable oil tends to spoil rapidly.
- the tocopherol removed from the vegetable oil ultimately is captured into condensed distillate stream 36, which contains about 16 percent by weight tocopherol.
- Tocopherol-containing distillates can be profitably sold.
- Known vegetable oil deodorizing processes generally produce distillate streams in weight amounts of about 0.15 percent by weight of feedstock oil and containing about 14 percent by weight tocopherol.
- the process of the invention produces a condensed distillate stream 36 in an amount of about 0.18 percent by weight of feedstock oil and containing about 16 percent by weight tocopherol.
- the improved vegetable oil deodorizing process of the invention su ⁇ risingly generates significantly more distillate on a weight basis, and the distillate thereby produced has a higher content of tocopherol.
- aqueous citric acid solution containing 3 percent by weight citric acid based on the combined weight of citric acid and water was admixed with a crude filtered vegetable oil in a ratio of 10:90.
- the resulting acid-oil blend was mixed in a high shear mixer for 30 seconds to give an acid-and-oil mixture.
- the acid-and-oil mixture was then transferred to a low shear mixer and mixed for 15 minutes, and then was centifuged to separate the purified vegetable oil phase from the hydrated impurities phase.
- the resultant purified vegetable oil had the characteristics shown in Table I.
- Table I demonstrates that the organic acid refining process of the present invention effectively removes metal contaminants from crude vegetable oil.
- Vegetable oil purified by the organic acid refining process contains dramatically lower residual metal levels as compared to vegetable oil obtained via conventional water-degumming.
- the vegetable oil produced by the invention is unique among vegetable oils because it contains less than about 10 ppm phosphorous and less than about 0.1 ppm iron.
- the hydrated impurities phase obtained in Example 1 was a hydrolyzed lecithin containing hydratable phosphatides and non-hydratable phosphatides in a ratio of about 9:1. Further analysis produced the results shown in Table II.
- the lecithin produced by the organic acid refining process of the invention is a hydrolyzed lecithin because it contains greater than about 5 percent by weight combined lyso and monoacyl forms of glyceryl phospholipids.
- the improved lecithin deodorizing process of the invention produces hydrolyzed lecithin directly and simply from a phosphatide-containing vegetable oil without the need for subsequent and expensive processing.
- the hydrolyzed lecithin produced is unique among hydrolyzed lecithins because it contains a ratio of hydratable phosphatides to non-hydratable phosphatides of at least about 9:1.
- a phosphatide concentrate containing about 35 percent by weight water was introduced into a dryer operating at a temperature of 144°F and a pressure of 5 mm Hg.
- the phosphatide concentrate was contacted with steam having a temperature of 194°F and a pressure of 10 psig and used in an amount of 3.0 percent by weight of phosphatide concentrate.
- the phosphatide concentrate remained in contact with the steam in the dryer for 30 seconds.
- the resultant deodorized lecithin had the characteristics shown in Table III.
- lecithin commonly termed normal lecithin, prepared from water- degummed lecithin and dried according to conventional methods generally contains only about 14 percent by weight phosphatidyl ethanolamine and about 16 percent by weight phosphatidyl choline.
- lecithin deodorized by the process of the present invention generally contains at least about 18 percent by weight phosphatidyl ethanolamine and at least about 19 percent by weight phosphatidyl choline.
- the lecithin deodorizing process of the present invention produces little or no reduction in the content of phosphatidyl ethanolamine and phosphatidyl choline.
- the process of the invention is non-destructive of phosphatidyl ethanolamine and phosphatidyl choline because it deodorizes lecithin at less-than- conventional temperatures and greater-than-conventional vacuum.
- lecithin produced according to the invention is unique and possesses unique characteristics, including flavor.
- the flavor of the lecithin obtained from Example 3 was characterized by taste panelists that evaluated flavor type and intensity.
- the flavor evaluation protocol comprised the steps of:
- Panelists note whether they detect any of the selected flavor types defined in Table IV, and numerically rank the intensity of any detected flavor according to the corresponding scale also shown in Table IV.
- Table V demonstrates that panelists characterized the flavor of lecithin deodorized according to the invention as having a predominantly (and desirable) buttery flavor, weak to moderate in intensity.
- lecithin deodorized according to the present invention has a less intense and more pleasant flavor as compared to lecithin conventionally dried.
- flavor profiles can also be conveniently generated and compared via mass spectrograph.
- Refined and bleached vegetable oil was introduced into a deodorizer having two trays, each tray equipped with a steam sparging apparatus.
- a deodorizer configuration both trays operated at 475°F.
- both trays operated at 510°F.
- a third deodorizer configuration demonstrating the process of the invention, the first tray operated at 510°F and the second tray operated at 450°F.
- the vegetable oil was contacted with steam in each tray for 30 minutes.
- Table VI The resulting products and their characteristics produced are summarized in Table VI.
- SUBSTTTUTE SHEET (RULE 26) uniform and relatively low tray operating temperatures of 475°F ensures a low trans fatty acid content in the deodorized oil, but undesirably removes only a small amount of tocopherol from the feedstock.
- the second deodorizer configuration typically employed when seeking maximized tocopherol recovery-uniform and relatively high tray operating temperatures of 510°F allows removing a large fraction of tocopherol from the feedstock but undesirably produces a high trans fatty acid content in the deodorized oil.
- the third configuration illustrating one embodiment of the invention, operating the first tray at 510°F and the second tray at 475°F allows removing a large fraction of tocopherol from the feedstock and at the same time ensures a low trans fatty acid content in the deodorized oil.
- the resulting deodorized vegetable oil is unique among vegetable oils because it contains less than about 0.9 percent by weight trans fatty acid and at the same time less than about 1000 ppm tocopherol.
- the process of the invention produces more distillate on a weight basis as compared to other conventional deodorizing processes. Moreover, the tocopherol content of the distillate so produced is higher than that of distillates produced using conventional deodorizing methods.
- the vegetable oil deodorizing process of the invention generates higher amounts of distillate containing greater amounts of tocopherol as compared to conventional processes. The process of the invention therefore has economic advantages over those previously known because a much greater amount of valuable tocopherol can be removed without inducing undesirable trans fatty acid production.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Microbiology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Wood Science & Technology (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Biochemistry (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- General Chemical & Material Sciences (AREA)
- Fats And Perfumes (AREA)
- Edible Oils And Fats (AREA)
Abstract
Description



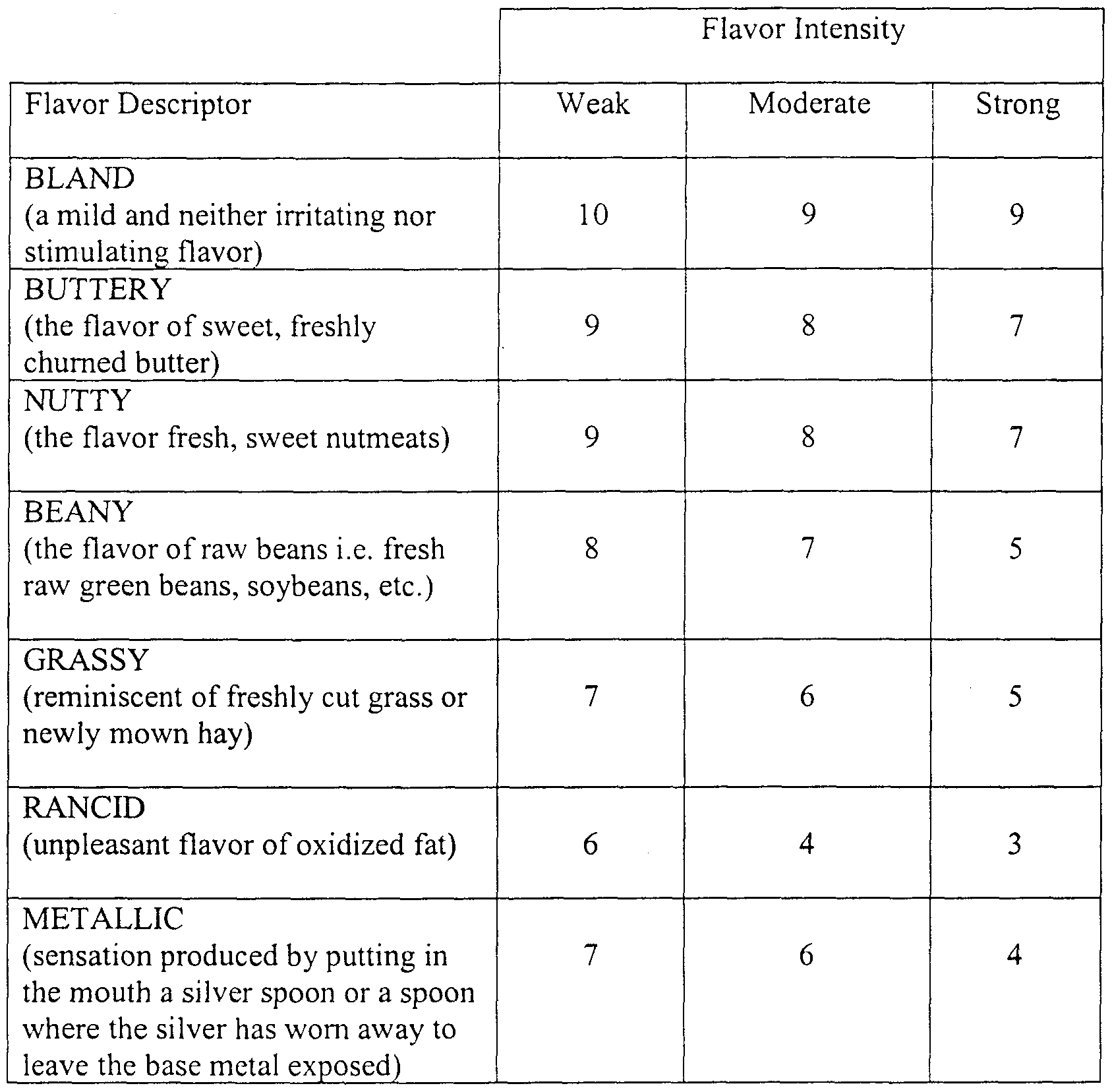
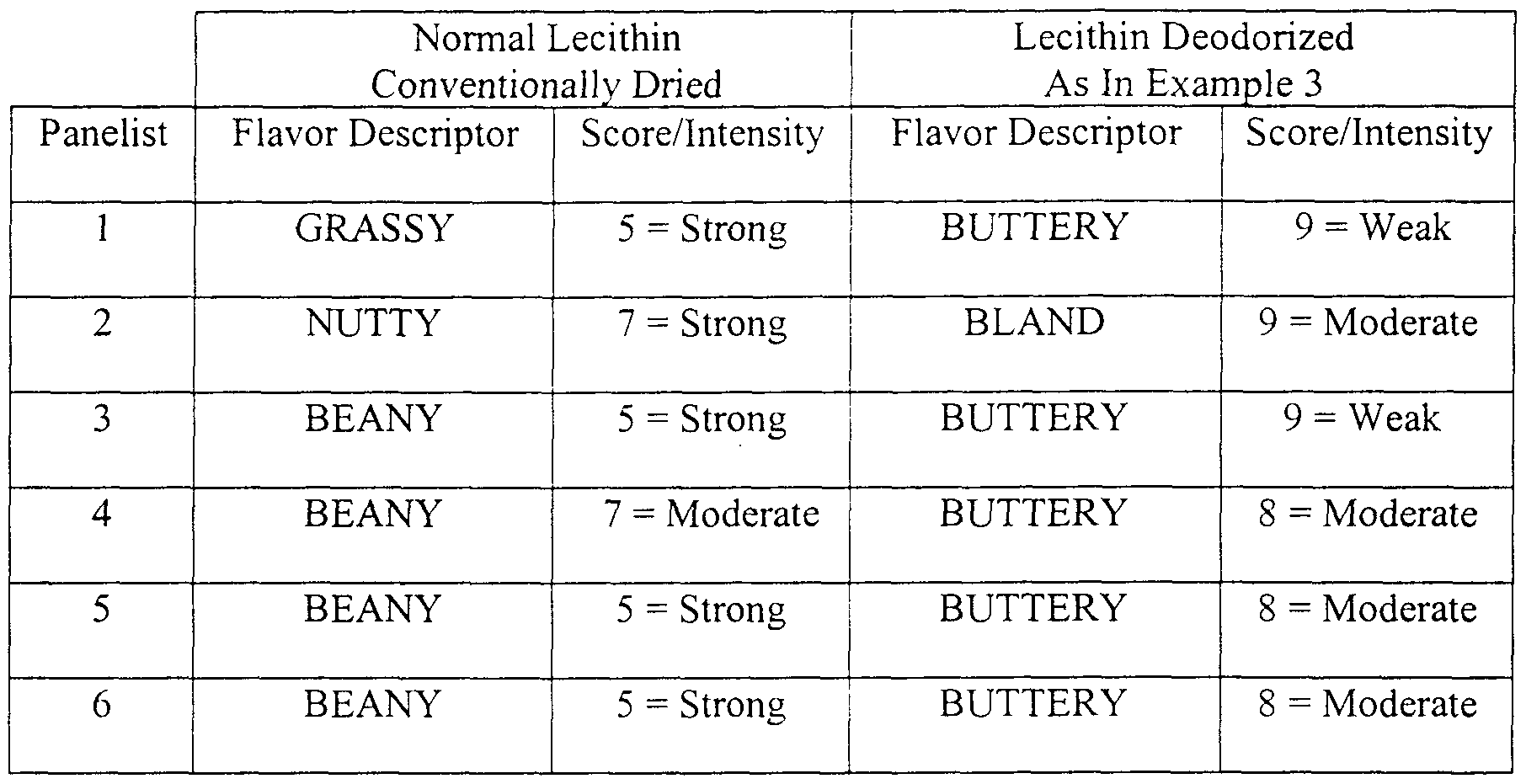

Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU49828/99A AU4982899A (en) | 1998-11-20 | 1999-07-09 | Improved method for refining vegetable oil |
| HU0104771A HUP0104771A2 (en) | 1998-11-20 | 1999-07-09 | Improved method for refining vegetable oil |
| DE69904645T DE69904645T2 (en) | 1998-11-20 | 1999-07-09 | IMPROVED PROCESS FOR REFINING VEGETABLE OIL |
| EP99933868A EP1131392B1 (en) | 1998-11-20 | 1999-07-09 | Improved method for refining vegetable oil |
| CA002351338A CA2351338C (en) | 1998-11-20 | 1999-07-09 | Improved method for refining vegetable oil |
| BR9915504-4A BR9915504A (en) | 1998-11-20 | 1999-07-09 | Continuous processes to purify vegetable oil, to remove unpleasant volatile components from lecithin obtained by drying a phosphate concentrate, and process to deodorize vegetable oil, purified and deodorized vegetable oils, and hydrolyzed and deodorized lecithins. |
| SI9930231T SI1131392T1 (en) | 1998-11-20 | 1999-07-09 | Improved method for refining vegetable oil |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/197,953 US6172248B1 (en) | 1998-11-20 | 1998-11-20 | Methods for refining vegetable oils and byproducts thereof |
| US09/197,953 | 1998-11-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2000031219A1 true WO2000031219A1 (en) | 2000-06-02 |
Family
ID=22731416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US1999/015630 WO2000031219A1 (en) | 1998-11-20 | 1999-07-09 | Improved method for refining vegetable oil |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US6172248B1 (en) |
| EP (4) | EP1157615B1 (en) |
| AR (4) | AR015093A1 (en) |
| AT (3) | ATE317891T1 (en) |
| AU (1) | AU4982899A (en) |
| BR (1) | BR9915504A (en) |
| CA (3) | CA2351338C (en) |
| DE (4) | DE69929837T2 (en) |
| DK (3) | DK1201737T3 (en) |
| ES (3) | ES2248218T3 (en) |
| HU (1) | HUP0104771A2 (en) |
| SI (1) | SI1131392T1 (en) |
| WO (1) | WO2000031219A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2487162C1 (en) * | 2012-03-05 | 2013-07-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Кубанский государственный технологический университет" (ФГБОУ ВПО "КубГТУ") | Phosphatide concentrate production method |
| CN104450178A (en) * | 2014-11-19 | 2015-03-25 | 王伟 | Efficient grease dehydrating device |
| US9857519B2 (en) | 2012-07-03 | 2018-01-02 | Oree Advanced Illumination Solutions Ltd. | Planar remote phosphor illumination apparatus |
| WO2019182737A1 (en) * | 2018-03-21 | 2019-09-26 | Arisdyne Systems, Inc. | Methods for reducing soap formation during vegetable oil refining |
| CN110982608A (en) * | 2019-10-21 | 2020-04-10 | 安仁县鑫亮粮油发展有限公司 | Vegetable oil processing technology |
| CN111349515A (en) * | 2018-12-19 | 2020-06-30 | 丰益(上海)生物技术研发中心有限公司 | Zero-reflection green precise moderate processing grease composition and preparation method thereof |
Families Citing this family (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6426423B1 (en) * | 1998-11-20 | 2002-07-30 | I.P. Holdings | Methods for treating phosphatide-containing mixtures |
| US6423857B1 (en) * | 1998-11-20 | 2002-07-23 | I.P. Holdings | Methods for recovering fatty acids |
| US6441209B1 (en) * | 1998-11-20 | 2002-08-27 | Ip Holdings, L.L.C. | Method for treating organic acid-treated phosphatides |
| US6844458B2 (en) * | 1998-11-20 | 2005-01-18 | Ip Holdings, L.L.C. | Vegetable oil refining |
| WO2001072934A1 (en) * | 2000-03-24 | 2001-10-04 | Kru Feed Energy Company | Method for soapstock acidulation |
| EP1417288B1 (en) * | 2001-07-23 | 2018-08-29 | Cargill, Incorporated | Method and apparatus for processing vegetable oils |
| US6750359B1 (en) | 2001-09-04 | 2004-06-15 | Ip Holdings, L.L.C. | Methods for treating deodorizer distillate |
| US6500789B1 (en) * | 2001-10-11 | 2002-12-31 | Ventura Foods, Llc | Anti-corrosion lubricant for pollution sensitive uses |
| US20040030166A1 (en) * | 2002-03-18 | 2004-02-12 | Dick Copeland | Methods for treating deodorizer distillate |
| WO2003086108A1 (en) * | 2002-04-10 | 2003-10-23 | Archer-Daniels-Midland Company | Hydrothermically processed compositions containing phytosterols |
| US7226771B2 (en) * | 2002-04-19 | 2007-06-05 | Diversa Corporation | Phospholipases, nucleic acids encoding them and methods for making and using them |
| ES2395898T3 (en) * | 2002-04-19 | 2013-02-15 | Dsm Ip Assets B.V. | Phospholipases, nucleic acids that encode them, and methods to obtain and use them |
| US7943360B2 (en) | 2002-04-19 | 2011-05-17 | Verenium Corporation | Phospholipases, nucleic acids encoding them and methods for making and using them |
| US7081264B2 (en) * | 2002-04-26 | 2006-07-25 | Kraft Foods Holdings, Inc. | Process for debittering peanut hearts |
| US6908637B2 (en) * | 2002-04-26 | 2005-06-21 | Kraft Foods Holdings, Inc. | Process for debittering peanut hearts |
| US20040071848A1 (en) * | 2002-10-15 | 2004-04-15 | Cargill Inc. | Process for producing cocoa butter and cocoa powder by liquefied gas extraction |
| US7582320B2 (en) * | 2002-12-11 | 2009-09-01 | Basf Catalysts Llc | Acid activated montmorillonite based filtration aid |
| CA3007908A1 (en) | 2003-03-07 | 2005-04-14 | Dsm Ip Assets B.V. | Hydrolases, nucleic acids encoding them and methods for making and using them |
| CN2641436Y (en) * | 2003-09-03 | 2004-09-15 | 江门市盈佑贸易有限公司 | Connection device for five metals and sundry goods shelf |
| US7122216B2 (en) * | 2003-06-16 | 2006-10-17 | I.P. Holdings, L.L.C. | Vegetable oil extraction methods |
| US20040253353A1 (en) * | 2003-06-16 | 2004-12-16 | Dick Copeland | Steam-free deodorization process |
| WO2005010136A2 (en) | 2003-07-16 | 2005-02-03 | Archer-Daniels-Midland Company | Method for producing fats or oils |
| EP1505145B1 (en) * | 2003-08-06 | 2006-06-28 | De Smet Engineering N.V. | Method and apparatus for vacuum stripping |
| CA2881252C (en) | 2003-08-21 | 2017-02-28 | Monsanto Technology Llc | Soybean oil having 5 to 50% sda and less than 10% gla |
| US20050171367A1 (en) * | 2004-02-03 | 2005-08-04 | Terry DeLoach | Method for manufacturing a combined fatty acid / lecithin ruminally protected feed supplement. |
| WO2005102310A1 (en) | 2004-04-16 | 2005-11-03 | Monsanto Technology Llc | Expression of fatty acid desaturases in corn |
| ATE342951T1 (en) * | 2004-08-06 | 2006-11-15 | Smet Engineering N V De | METHOD FOR RECOVERING OIL |
| WO2006031699A2 (en) | 2004-09-10 | 2006-03-23 | Diversa Corporation | Compositions and methods for making and modifying oils |
| EP1637201B1 (en) * | 2004-09-15 | 2007-08-15 | De Smet Engineering N.V. | Vapour scrubbing process and apparatus |
| AU2005304994B2 (en) | 2004-11-04 | 2011-12-08 | Monsanto Technology Llc | High PUFA oil compositions |
| US8685680B2 (en) | 2005-05-13 | 2014-04-01 | Thomas P. Binder | Method for producing fats or oils |
| US20060264684A1 (en) * | 2005-05-19 | 2006-11-23 | Petri John A | Production of diesel fuel from biorenewable feedstocks |
| EP1818088A1 (en) * | 2006-01-20 | 2007-08-15 | De Smet Engineering N.V. | Crystallisers useful in fractionation processes for oils and fats |
| WO2007092314A2 (en) | 2006-02-02 | 2007-08-16 | Verenium Corporation | Esterases and related nucleic acids and methods |
| EP3133162B1 (en) | 2006-03-10 | 2021-04-21 | Monsanto Technology LLC | Soybean seed and oil compositions and methods of making same |
| US20080057552A1 (en) * | 2006-08-31 | 2008-03-06 | Inmok Lee | Processes for Producing Fats or Oils and Compositions Comprising the Fats or Oils |
| PT2057274E (en) | 2006-09-21 | 2014-03-13 | Dsm Ip Assets Bv | Phospholipases, nucleic acids encoding them and methods for making and using them |
| EP1905815A1 (en) * | 2006-09-28 | 2008-04-02 | De Smet Engineering S.A. | Phase transfer apparatus and process |
| EP2028258A1 (en) * | 2007-08-01 | 2009-02-25 | N.V. Desmet Ballestra Engineering S.A. | Process for equipment for desolventising under reduced pressure |
| US9284515B2 (en) | 2007-08-09 | 2016-03-15 | Elevance Renewable Sciences, Inc. | Thermal methods for treating a metathesis feedstock |
| BRPI0814997A2 (en) | 2007-08-09 | 2015-02-03 | Elevance Renewable Sciences | THERMAL METHODS FOR TREATMENT OF A METHODESIC RAW MATERIAL |
| BRPI0814994A2 (en) * | 2007-08-09 | 2015-02-03 | Elevance Renewable Sciences | CHEMICAL METHODS FOR TREATMENT OF A METATESE RAW MATERIAL |
| JP5057954B2 (en) * | 2007-12-07 | 2012-10-24 | Jx日鉱日石エネルギー株式会社 | Method for producing hydrocarbon oil |
| JP2011506709A (en) * | 2007-12-21 | 2011-03-03 | グレース・ゲーエムベーハー・ウント・コムパニー・カーゲー | Biofuel processing |
| US8017819B2 (en) | 2008-04-25 | 2011-09-13 | Conocophillips Company | Thermal treatment of triglycerides |
| US8232418B1 (en) | 2008-08-01 | 2012-07-31 | Corn Products International, Inc. | Method for the preparation of lecithin |
| RU2522436C2 (en) * | 2008-11-26 | 2014-07-10 | Елевансе Реневабле Сайенсез, Инк. | Methods of producing jet fuel from natural oil as feedstock through metathesis reactions |
| MX2011005525A (en) * | 2008-11-26 | 2011-06-06 | Elevance Renewable Sciences | Methods of producing jet fuel from natural oil feedstocks through oxygen-cleaved reactions. |
| FI124508B (en) | 2009-02-27 | 2014-09-30 | Upm Kymmene Oyj | Method and apparatus for making fuel components from crude tall oil |
| US9357790B2 (en) * | 2009-06-15 | 2016-06-07 | Cavitation Technologies, Inc. | Processes for removing waxes and phospholipids from vegetable oils and increasing production of food grade lecithin therefrom |
| SE534944C2 (en) * | 2009-08-12 | 2012-02-28 | Alfa Laval Corp Ab | A semi-continuous deodorizer comprising a structured gasket |
| US20110047866A1 (en) * | 2009-08-31 | 2011-03-03 | Conocophillips Company | Removal of impurities from oils and/or fats |
| US9480271B2 (en) | 2009-09-15 | 2016-11-01 | Monsanto Technology Llc | Soybean seed and oil compositions and methods of making same |
| US9000246B2 (en) | 2009-10-12 | 2015-04-07 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US8735640B2 (en) | 2009-10-12 | 2014-05-27 | Elevance Renewable Sciences, Inc. | Methods of refining and producing fuel and specialty chemicals from natural oil feedstocks |
| US9222056B2 (en) | 2009-10-12 | 2015-12-29 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| US9175231B2 (en) | 2009-10-12 | 2015-11-03 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils and methods of producing fuel compositions |
| EP3170802B1 (en) | 2009-10-12 | 2019-06-19 | Elevance Renewable Sciences, Inc. | Methods of refining and producing fuel from natural oil feedstocks |
| US9382502B2 (en) | 2009-10-12 | 2016-07-05 | Elevance Renewable Sciences, Inc. | Methods of refining and producing isomerized fatty acid esters and fatty acids from natural oil feedstocks |
| US9051519B2 (en) | 2009-10-12 | 2015-06-09 | Elevance Renewable Sciences, Inc. | Diene-selective hydrogenation of metathesis derived olefins and unsaturated esters |
| US9365487B2 (en) | 2009-10-12 | 2016-06-14 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US9169447B2 (en) | 2009-10-12 | 2015-10-27 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| UA111708C2 (en) | 2009-10-16 | 2016-06-10 | Бандж Ойлз, Інк. | METHOD OF OIL REFINING |
| UA109884C2 (en) | 2009-10-16 | 2015-10-26 | A POLYPEPTIDE THAT HAS THE ACTIVITY OF THE PHOSPHATIDYLINOSYTOL-SPECIFIC PHOSPHOLIPASE C, NUCLEIC ACID, AND METHOD OF METHOD | |
| WO2011102477A1 (en) * | 2010-02-18 | 2011-08-25 | 不二製油株式会社 | Fat or oil for enhancing taste and method for enhancing taste of oil-containing food comprising taste-imparting substance |
| JP5717352B2 (en) | 2010-03-17 | 2015-05-13 | 花王株式会社 | Method for producing refined fats and oils |
| DE102010048367A1 (en) | 2010-10-13 | 2012-04-19 | Süd-Chemie AG | Process for removing phosphorus-containing compounds from triglyceride-containing compositions |
| DE102010055969A1 (en) | 2010-12-23 | 2012-06-28 | Süd-Chemie AG | Process for the purification of organic liquids |
| AU2012242355B2 (en) | 2011-04-14 | 2015-08-20 | Polar Omega A/S | A process for the isolation of a phospholipid |
| EP2597142B2 (en) * | 2011-11-23 | 2020-02-26 | Alfa Laval Corporate AB | De-acidification of fats and oils |
| US9139493B2 (en) | 2011-12-22 | 2015-09-22 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9133416B2 (en) | 2011-12-22 | 2015-09-15 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9169174B2 (en) | 2011-12-22 | 2015-10-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| WO2013101559A1 (en) | 2011-12-30 | 2013-07-04 | Dow Agrosciences Llc | Dha retention during canola processing |
| BR112014031377B1 (en) | 2012-06-14 | 2020-09-01 | Bunge Global Innovation Llc | PROCESS FOR THE PRODUCTION OF LOW SATURATED OILS |
| US9388098B2 (en) | 2012-10-09 | 2016-07-12 | Elevance Renewable Sciences, Inc. | Methods of making high-weight esters, acids, and derivatives thereof |
| BR112016029246B1 (en) * | 2014-07-03 | 2021-08-31 | Archer-Daniels-Midland Company | PROCESS FOR HYDRATION OF NON-HYDRATABLE PHOSPHOLIPIDS IN A VEGETABLE OIL |
| US9340749B1 (en) * | 2015-05-06 | 2016-05-17 | Arisdyne Systems, Inc. | Method for degumming triglyceride oils |
| WO2016178676A1 (en) * | 2015-05-06 | 2016-11-10 | Arisdyne Systems, Inc. | Method for degumming triglyceride oils |
| CA3001460C (en) | 2015-10-14 | 2023-04-04 | Oleg Kozyuk | Method for reducing neutral oil losses during neutralization step |
| US10646676B1 (en) | 2015-10-21 | 2020-05-12 | Breathe Safely, Inc. | CPAP living seal |
| BR102015031383B8 (en) * | 2015-12-15 | 2023-04-25 | Fernandes De Siqueira Machado Paula | INDUSTRIAL PROCESS FOR PHOSPHOLIPID RECOVERY AND LECITIN PRODUCTION FROM A WASTE FROM THE PRODUCTION OF SOY PROTEIN CONCENTRATE (SPC) |
| US10065132B2 (en) | 2016-04-07 | 2018-09-04 | Nikolai Kocherginksy | Membrane-based washing and deacidification of oils |
| WO2018217270A1 (en) | 2017-05-24 | 2018-11-29 | Arisdyne Systems, Inc. | Oil degumming systems |
| US11466229B2 (en) * | 2018-03-06 | 2022-10-11 | Bunge Global Innovation, Llc | Methods for bleaching phospholipid compositions |
| EP3790947B1 (en) * | 2018-05-07 | 2021-11-10 | Arisdyne Systems, Inc. | Methods for refined palm oil production with reduced 3-mcpd formation |
| FI128517B (en) * | 2018-12-28 | 2020-07-15 | Neste Oyj | Apparatus and method for heat treating a feedstock comprising a lipid material |
| FI129367B (en) * | 2018-12-28 | 2021-12-31 | Neste Oyj | A method for treating lipid materials |
| CN109652208A (en) * | 2019-01-31 | 2019-04-19 | 郑州圣明粮油科技有限公司 | A kind of method of vegetable fat degumming |
| US11612180B2 (en) * | 2019-03-20 | 2023-03-28 | Desmet Belgium | Versatile semi-continuous deodorizer with combined external stripping and scrubbing column |
| RU2735256C1 (en) * | 2020-04-03 | 2020-10-29 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Кубанский государственный технологический университет" (ФГБОУ ВО "КубГТУ") | Method of producing hydrated vegetable oil and lecithin |
| RU2735255C1 (en) * | 2020-04-03 | 2020-10-29 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Кубанский государственный технологический университет" (ФГБОУ ВО "КубГТУ") | Method of producing hydrated vegetable oil and lecithin |
| CN111992168A (en) * | 2020-09-07 | 2020-11-27 | 黄跃卿 | Fat powder extraction processing apparatus |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL18441C (en) * | 1900-01-01 | |||
| GB701633A (en) * | 1949-10-25 | 1953-12-30 | Kraft Foods Co | Improvements in or relating to a process of deodorizing glyceride oils and products resulting therefrom |
| GB714160A (en) * | 1950-04-05 | 1954-08-25 | Separator Ab | A method for the continuous refining of fatty oils with an inorganic acid |
| LU60116A1 (en) * | 1969-12-29 | 1970-03-02 | ||
| US4036865A (en) * | 1973-07-18 | 1977-07-19 | Metallgesellschaft Aktiengesellschaft | Semicontinuous process for deodorizing oils |
| US4049686A (en) * | 1975-03-10 | 1977-09-20 | Lever Brothers Company | Degumming process for triglyceride oils |
| US4240972A (en) * | 1978-12-19 | 1980-12-23 | Canada Packers Limited | Continuous process for contacting of triglyceride oils with _an acid |
| WO1986004603A1 (en) * | 1985-02-04 | 1986-08-14 | Alfa-Laval Food & Dairy Engineering Ab | Process for refining of vegetable oil |
| US4698185A (en) * | 1985-03-18 | 1987-10-06 | Safinco Coordination Center N.V. | Process for producing degummed vegetable oils and gums of high phosphatidic acid content |
| US4996072A (en) * | 1987-03-02 | 1991-02-26 | General Mills, Inc. | Physical process for the deodorization and/or cholesterol reduction of fats and oils |
| WO1994012596A1 (en) * | 1992-12-03 | 1994-06-09 | Unilever N.V. | Process for the refining of edible oils |
| WO1996041852A1 (en) * | 1995-06-12 | 1996-12-27 | Unilever N.V. | Mild refining of triglyceride oil |
| JPH09154504A (en) * | 1995-12-05 | 1997-06-17 | Asahi Denka Kogyo Kk | Improvement of taste of emulsifier |
| US5696278A (en) * | 1993-03-17 | 1997-12-09 | Unilever Patent Holdings B.V. | Degumming of crude glyceride oils not exposed to prior enzymatic activity |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2410926A (en) | 1944-04-04 | 1946-11-12 | California Flaxseed Products C | Fatty oil desliming process |
| US4072482A (en) | 1976-06-21 | 1978-02-07 | The Nisshin Oil Mills, Ltd. | Continuous deodorizing apparatus of fat and oil |
| BE905071A (en) | 1986-07-10 | 1987-01-08 | Kd Polt Inst | PROCESS FOR OBTAINING PHOSPHATIDE CONCENTRATES FROM VEGETABLE OILS. |
| HU208037B (en) * | 1990-08-23 | 1993-07-28 | Noevenyolajipari Mososzergyart | Process for diminishing nonhydratable slime- and vax-content of plant-oils |
| EP0787064B1 (en) | 1994-10-20 | 2003-03-12 | Wilhelm Hedrich Vakuumanlagen GmbH & Co.KG | Process and device for continuous mixing and degassing of fluid, castable media consisting of cast resin components and, optionally, filler |
-
1998
- 1998-11-20 US US09/197,953 patent/US6172248B1/en not_active Expired - Lifetime
-
1999
- 1999-05-11 AR ARP990102221A patent/AR015093A1/en unknown
- 1999-07-09 EP EP01118166A patent/EP1157615B1/en not_active Expired - Lifetime
- 1999-07-09 WO PCT/US1999/015630 patent/WO2000031219A1/en active IP Right Grant
- 1999-07-09 EP EP01118165A patent/EP1158039B1/en not_active Expired - Lifetime
- 1999-07-09 CA CA002351338A patent/CA2351338C/en not_active Expired - Fee Related
- 1999-07-09 AT AT01118165T patent/ATE317891T1/en not_active IP Right Cessation
- 1999-07-09 DE DE69929837T patent/DE69929837T2/en not_active Expired - Fee Related
- 1999-07-09 BR BR9915504-4A patent/BR9915504A/en not_active Application Discontinuation
- 1999-07-09 ES ES01130214T patent/ES2248218T3/en not_active Expired - Lifetime
- 1999-07-09 AT AT01118166T patent/ATE317890T1/en not_active IP Right Cessation
- 1999-07-09 AT AT01130214T patent/ATE305956T1/en not_active IP Right Cessation
- 1999-07-09 DE DE69927617T patent/DE69927617D1/en not_active Expired - Lifetime
- 1999-07-09 EP EP01130214A patent/EP1201737B1/en not_active Expired - Lifetime
- 1999-07-09 DE DE69929836T patent/DE69929836T2/en not_active Expired - Fee Related
- 1999-07-09 ES ES01118166T patent/ES2257363T3/en not_active Expired - Lifetime
- 1999-07-09 AU AU49828/99A patent/AU4982899A/en not_active Abandoned
- 1999-07-09 DK DK01130214T patent/DK1201737T3/en active
- 1999-07-09 DK DK01118165T patent/DK1158039T3/en active
- 1999-07-09 CA CA002434499A patent/CA2434499C/en not_active Expired - Fee Related
- 1999-07-09 CA CA002434502A patent/CA2434502C/en not_active Expired - Fee Related
- 1999-07-09 SI SI9930231T patent/SI1131392T1/en unknown
- 1999-07-09 EP EP99933868A patent/EP1131392B1/en not_active Expired - Lifetime
- 1999-07-09 HU HU0104771A patent/HUP0104771A2/en unknown
- 1999-07-09 DE DE69904645T patent/DE69904645T2/en not_active Expired - Fee Related
- 1999-07-09 ES ES01118165T patent/ES2256126T3/en not_active Expired - Lifetime
- 1999-07-09 DK DK01118166T patent/DK1157615T3/en active
-
2000
- 2000-02-29 US US09/514,838 patent/US6172247B1/en not_active Expired - Lifetime
- 2000-04-17 AR ARP000101787A patent/AR023522A2/en active IP Right Grant
- 2000-04-17 AR ARP000101788A patent/AR020564A2/en active IP Right Grant
-
2002
- 2002-07-01 AR ARP020102477A patent/AR034676A2/en active IP Right Grant
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL18441C (en) * | 1900-01-01 | |||
| GB701633A (en) * | 1949-10-25 | 1953-12-30 | Kraft Foods Co | Improvements in or relating to a process of deodorizing glyceride oils and products resulting therefrom |
| GB714160A (en) * | 1950-04-05 | 1954-08-25 | Separator Ab | A method for the continuous refining of fatty oils with an inorganic acid |
| LU60116A1 (en) * | 1969-12-29 | 1970-03-02 | ||
| US4036865A (en) * | 1973-07-18 | 1977-07-19 | Metallgesellschaft Aktiengesellschaft | Semicontinuous process for deodorizing oils |
| US4049686A (en) * | 1975-03-10 | 1977-09-20 | Lever Brothers Company | Degumming process for triglyceride oils |
| US4240972A (en) * | 1978-12-19 | 1980-12-23 | Canada Packers Limited | Continuous process for contacting of triglyceride oils with _an acid |
| WO1986004603A1 (en) * | 1985-02-04 | 1986-08-14 | Alfa-Laval Food & Dairy Engineering Ab | Process for refining of vegetable oil |
| US4698185A (en) * | 1985-03-18 | 1987-10-06 | Safinco Coordination Center N.V. | Process for producing degummed vegetable oils and gums of high phosphatidic acid content |
| US4996072A (en) * | 1987-03-02 | 1991-02-26 | General Mills, Inc. | Physical process for the deodorization and/or cholesterol reduction of fats and oils |
| WO1994012596A1 (en) * | 1992-12-03 | 1994-06-09 | Unilever N.V. | Process for the refining of edible oils |
| US5696278A (en) * | 1993-03-17 | 1997-12-09 | Unilever Patent Holdings B.V. | Degumming of crude glyceride oils not exposed to prior enzymatic activity |
| WO1996041852A1 (en) * | 1995-06-12 | 1996-12-27 | Unilever N.V. | Mild refining of triglyceride oil |
| JPH09154504A (en) * | 1995-12-05 | 1997-06-17 | Asahi Denka Kogyo Kk | Improvement of taste of emulsifier |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 1997, no. 10 31 October 1997 (1997-10-31) * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2487162C1 (en) * | 2012-03-05 | 2013-07-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Кубанский государственный технологический университет" (ФГБОУ ВПО "КубГТУ") | Phosphatide concentrate production method |
| US9857519B2 (en) | 2012-07-03 | 2018-01-02 | Oree Advanced Illumination Solutions Ltd. | Planar remote phosphor illumination apparatus |
| CN104450178A (en) * | 2014-11-19 | 2015-03-25 | 王伟 | Efficient grease dehydrating device |
| WO2019182737A1 (en) * | 2018-03-21 | 2019-09-26 | Arisdyne Systems, Inc. | Methods for reducing soap formation during vegetable oil refining |
| US10640729B2 (en) | 2018-03-21 | 2020-05-05 | Arisdyne Systems, Inc. | Methods for reducing soap formation during vegetable oil refining |
| US10968414B2 (en) | 2018-03-21 | 2021-04-06 | Arisdyne Systems, Inc. | Methods for reducing soap formation during vegetable oil refining |
| CN111349515A (en) * | 2018-12-19 | 2020-06-30 | 丰益(上海)生物技术研发中心有限公司 | Zero-reflection green precise moderate processing grease composition and preparation method thereof |
| CN111349515B (en) * | 2018-12-19 | 2023-06-23 | 丰益(上海)生物技术研发中心有限公司 | Zero-reflection green precise moderate-processing grease composition and preparation method thereof |
| CN110982608A (en) * | 2019-10-21 | 2020-04-10 | 安仁县鑫亮粮油发展有限公司 | Vegetable oil processing technology |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1131392B1 (en) | Improved method for refining vegetable oil | |
| US6844458B2 (en) | Vegetable oil refining | |
| Čmolík et al. | Physical refining of edible oils | |
| EP0195991B1 (en) | Process for producing degummed vegetable oils and gums of high phosphatidic acid content | |
| US6426423B1 (en) | Methods for treating phosphatide-containing mixtures | |
| US6423857B1 (en) | Methods for recovering fatty acids | |
| US6441209B1 (en) | Method for treating organic acid-treated phosphatides | |
| CN111742038A (en) | Oil processing | |
| MXPA01005035A (en) | Improved method for refining vegetable oil | |
| RU2784669C2 (en) | Oil recycling | |
| EP4195944A1 (en) | Removal of unwanted mineral oil hydrocarbons | |
| WO2022035595A1 (en) | Removal of unwanted mineral oil hydrocarbons | |
| WO2022225547A1 (en) | Removal of unwanted mineral oil hydrocarbons | |
| EP4195943A1 (en) | Removal of unwanted mineral oil hydrocarbons | |
| CN113614210A (en) | Phosphorus removal process | |
| AU2021326415A1 (en) | Removal of unwanted mineral oil hydrocarbons | |
| AU2022421213A1 (en) | Process for removing impurities from vegetable oil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AL AM AT AU AZ BA BB BG BR BY CA CH CN CU CZ DE DK EE ES FI GB GE GH GM HR HU ID IL IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MD MG MK MN MW MX NO NZ PL PT RO RU SD SE SG SI SK SL TJ TM TR TT UA UG US UZ VN YU ZA ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GH GM KE LS MW SD SL SZ UG ZW AM AZ BY KG KZ MD RU TJ TM AT BE CH CY DE DK ES FI FR GB GR IE IT LU MC NL PT SE BF BJ CF CG CI CM GA GN GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: PA/a/2001/005035 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2351338 Country of ref document: CA Ref country code: CA Ref document number: 2351338 Kind code of ref document: A Format of ref document f/p: F |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1999933868 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1999933868 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: DE Ref legal event code: 8642 |
|
| CFP | Corrected version of a pamphlet front page |
Free format text: FIGURE ADDED |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1999933868 Country of ref document: EP |