WO1997043113A1 - Method and installation for continuous extraction of a liquid contained in a raw material - Google Patents
Method and installation for continuous extraction of a liquid contained in a raw material Download PDFInfo
- Publication number
- WO1997043113A1 WO1997043113A1 PCT/FR1997/000696 FR9700696W WO9743113A1 WO 1997043113 A1 WO1997043113 A1 WO 1997043113A1 FR 9700696 W FR9700696 W FR 9700696W WO 9743113 A1 WO9743113 A1 WO 9743113A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- screws
- pressing
- zone
- extrusion machine
- filtration
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/02—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material
- B30B9/12—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material using pressing worms or screws co-operating with a permeable casing
- B30B9/16—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material using pressing worms or screws co-operating with a permeable casing operating with two or more screws or worms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/02—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material
- B30B9/12—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material using pressing worms or screws co-operating with a permeable casing
- B30B9/16—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material using pressing worms or screws co-operating with a permeable casing operating with two or more screws or worms
- B30B9/163—Presses specially adapted for particular purposes for squeezing-out liquid from liquid-containing material, e.g. juice from fruits, oil from oil-containing material using pressing worms or screws co-operating with a permeable casing operating with two or more screws or worms working in different chambers
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B1/00—Production of fats or fatty oils from raw materials
- C11B1/06—Production of fats or fatty oils from raw materials by pressing
- C11B1/08—Production of fats or fatty oils from raw materials by pressing by hot pressing
Definitions
- the present invention relates to a process and an installation for continuously extracting a liquid contained in a raw material.
- the present invention applies for example to the extraction of oil from an oleaginous or oleoproteinous raw material, algae, plants or even citrus fruits.
- thermomechanical preparation phase the raw material first undergoes a so-called thermomechanical preparation phase, followed by a pressing phase carried out in flat presses or in single-screw filters so as to collect more or less dry residues.
- the residues are processed in a solvent extraction unit, conventionally n-hexane, which finally allows a residue to be obtained having a residual liquid content varying from 1 to 3% by weight.
- the object of the invention is to propose a method for extracting a liquid contained in a raw material, which makes it possible to considerably reduce the time necessary for the extraction of the liquid and therefore the energy consumption.
- the subject of the invention is therefore a process for the continuous extraction of a liquid contained in a raw material, such as for example an oleaginous or oil-proteinaceous material, characterized in that:
- a second part of the extrusion machine comprising two co-rotating mono-screws carried by parallel axes integral with the axes of the screws of the first part and driven in rotation inside a second elongated sheath provided with independent bores and communicating with each other not a light, at least one pressing and one filtration are carried out to recover the liquid from the material leaving the first part of the extrusion machine,
- the first and second cooking are carried out at a temperature between 90 and 150 ° C
- the invention also relates to an installation for continuously extracting a liquid contained in a raw material, characterized in that it comprises an extrusion machine comprising: - a first part formed by two co-rotating screws and co- penetrating driven in rotation about parallel axes inside a first elongated sheath and provided with intersecting bores and determining :. an area for introducing and transporting the material,
- a second part formed by two co-rotating single-screws carried by parallel axes integral with the axes of the screws of the first part and driven in rotation inside a second elongated sheath provided with independent bores and communicating with each other by a lumen and determining at least one pressing and filtration zone for recovering the liquid from the material leaving the first part of the extrusion machine,
- the screws of the first part have, in the areas of transport, mixing and cooking and pressing and filtration, a variable pitch,
- the first sleeve comprises, in said pressing and filtration zone, a filtering surface formed by holes distributed over a portion of the periphery of said sleeve,
- the screws of the first part are provided, in the compression and shearing zone of threads with inverted pitch relative to the direction of transport of the material and provided with openings for passage downstream of a controlled flow of material ,
- each single screw, in the pressing and filtration zone of the second part has a compression ratio of less than 8 and preferably between 1.1 and 4, - the pitch of the single screw is, in the zone of pressing and filtration of the second part, constant and the diameter of the axis of each of said single-screw increases in the direction of flow of the material,
- the pitch of the single-screws gradually tightens in the direction of flow of the material and the diameter of the axis of each of said single-screws is constant
- the second sleeve comprises, in said pressing and filtration zone, a filtering surface formed of holes distributed over a portion of the periphery of said sleeve,
- the filtering surface has a transparency between 3 and 50% and preferably between 5 and 20%
- the compression and extrusion zone of the third part is formed by a die comprising at least one insert movable longitudinally and determining with the end of each single-screw, an adjustable air gap.
- FIG. 1 is a schematic sectional view in a vertical plane passing through the axis of a screw of an extraction installation according to the invention
- FIG. 2 is a schematic view in cross section of the extraction installation according to the invention
- FIG. 2 is a sectional view along line 3-3 of FIG. 2,
- FIG. 4 is a sectional view along line 4-4 of FIG. 2.
- a raw material such as for example an oleaginous or oil-proteinaceous material and in particular citrus fruits, plants or algae.
- This extraction installation consists of an extrusion machine designated as a whole by the reference 1 and which comprises three parts, respectively A, B and C.
- the extrusion machine 1 is supplied at its upstream end with raw material via an orifice 2 connected to a supply hopper 3 which is itself supplied with raw material by means of a hopper storage 4 and a doser 5, of the weight or volumetric type.
- the first part A of the extrusion machine 1 comprises two co-rotating and co-penetrating screws, respectively 10a and 10b, driven in rotation about parallel axes, respectively 11a and 11b, inside 'a first sleeve 12.
- the screws 10a and 10b are rotated by an assembly, not shown, consisting of a motor, a geared motor and a gearbox. As shown in Figs.
- the screws 10a and 10b are provided with helical threads which mesh with one another, and the internal wall of the sheath 12 has two intersecting bores, respectively 12a and 12b, with an inside diameter slightly greater than the outside diameter of the threads of screws 10a and 10b. These threads are nested inside each other and the two screws 10a and 10b are driven at the same speed of rotation and in the same direction so that the two screws 10a and 10b are identical, the threads being simply offset by one compared to others.
- the screws 10a and 10b advantageously consist of canne ⁇ les shafts, respectively 13a and 13b, on which are screw sections.
- the internal bore of each of these sections is provided with grooves corresponding to those of the fluted shaft and the external part is provided with helical threads whose pitch differs according to the section considered for transporting and processing the raw material. .
- the first part A of the extrusion machine 1 consists of several successive zones each corresponding to a particular phase of the extraction process according to the invention.
- the first part A of the extrusion machine 1 comprises:
- a first zone A2 for kneading and cooking the material at least one zone A3 for pressing and filtering to recover part of the liquid contained in said material,
- the screws 10a and 10b comprise threads 20 with a wide pitch in order to ensure the transfer of the material introduced through the orifice 2 which opens widely on the two screws 10a and 10b to distribute said material in the threads 20.
- the sheath 12 is provided with heating means 14 constituted by a circuit for circulation of a heat transfer fluid or by an electric heating member, for example by induction.
- These heating means 14 allow the material to be cooked at a temperature between 90 and 150 ° C.
- the screws 10a and 10b are provided with threads 22 with tight pitch so as to press the material to recover the liquid contained in this material.
- the sheath 12 is provided with a filtering surface formed by holes 15 distributed over a portion of the periphery of said sheath 12, cor re ⁇ presented in FIG. 3.
- the screws 10a and 10b are provided with counter threads 23, that is to say threads with reverse pitch which have openings 24 extending radially from the axis of the screw to the periphery of the thread and evenly distributed around the axis.
- counter threads 23 that is to say threads with reverse pitch which have openings 24 extending radially from the axis of the screw to the periphery of the thread and evenly distributed around the axis.
- the screws 10a and 10b are provided with threads 25 with tight pitch and counter threads 26, that is to say threads with reverse pitch comprising openings 27 extending radially from the axis of the screw to the periphery of the thread and distributed regularly around the axis.
- the sheath 12 is provided with heating means 16 constituted by a circuit for circulation of a heat transfer fluid or by an electric heating member, for example by induction.
- the second part B of the extrusion machine 1 is formed of two co-rotating single screws, respectively 30a and 30b, carried by parallel axes, respectively 31a and 31b, integral with axes lia and 11b screws 10a and 10b of the first part A of the extrusion machine 1.
- the screws 30a and 30b are rotated inside a second elongated sheath 40 provided with bores, 40a and 40b respectively, for each of the screws 30a and 30b.
- These bores 40a and 40b are independent and communicate with each other by a light 32 allowing passage of the material between the two bores 40a and 40b of the sleeve 40.
- the screws 30a and 30b determine at least one zone Bl and B2 of pressing and filtration to recover the liquid from the material leaving the first part A of said extrusion machine 1.
- this area is formed of a first zone Bl in which the screws 30a and 30b are provided with threads 33 with a wide pitch and a zone B2 in which the screws 30a and 30b are provided with threads 34 with tight pitch.
- each single screw 30a and 30b has a compression ratio of less than 8 and preferably between 1.1 and 4.
- the pitch of the single screws 30a and 30b tightens in the direction of flow of the material and the diameter of the axis 31a and 31b of each of said mono - screw is constant.
- the second sheath 40 has a filtering surface formed of holes 41 distributed over a portion of the periphery of said sheath 40.
- the pressing and filtration zone comprises a first series of holes 41 of diameter 0.5t ⁇ n over a length of 55mm, a second series of holes of diameter 0.6mm over a length of 70mm and a third series of holes of 41 with a diameter of 0.8mm over a length of 90mm.
- Each of these series of holes 41 is characterized by its percentage of transparency.
- This transparency is defined as the ratio of the surface generated by the holes to the total interior surface of a bore.
- the third part C of the extrusion machine 1 determines a zone C1 for compression and extrusion of the dry residue of said material.
- This zone C1 is formed by a die 50 which comprises an insert 51 cooperating with the tip of each single screw 30a and 30b and determining an air gap 52 and an outlet channel 53 of the dry residue.
- the air gap 52 is adjustable by the insert 51 which is mounted movable longitudinally by suitable means, not shown.
- At least one pressing and filtration is carried out to recover the liquid still contained in the material leaving the first part A and in the third part C of said extrusion machine 1 , the dry residue of the material is compressed and extruded.
- the content of residual liquid in the dry residue leaving the extrusion machine is less than 15%.
- the operating parameters for implementing the extrusion machine 1 according to the invention vary depending on the type of material. These parameters determine the effectiveness of the solid / liquid separation, i.e. the efficiency of liquid extraction.
- the material feed rate influences the filling rate of the screws and this rate is controlled, for example, by the weight or volumetric metering device 5.
- the configuration of the screws determines the state of transformation of the material and therefore the physical and physico-chemical characteristics of the product during the different treatment phases.
- the configuration of the single-screws influences the pressing dynamics and the compression rate.
- the configuration of these screws fixes the pressing rate which is equal to the ratio of the quantity of material to be pressed contained in a thread pitch over the time necessary to perform a complete rotation of this pitch .
- the speed of rotation of the screws determines, for a given flow rate, the residence time of the material within the zone considered which contributes to the conditioning of this material at the entrance to the pressing and filtration zone.
- the configuration of the die is transcribed by three elements, the air gap, the insert and the taper of the points of the single-screws.
- the air gap makes it possible to create a more or less significant material retention at the level of the die.
- the air gap therefore acts on the residence time of material and the insert makes it possible to recreate a material retention downstream of this air gap.
- This element therefore makes it possible to act on the residence time of the material, but also on the time of pressing of this material within the air gap and on its degree of crushing.
- the taper of the points of the single-screws makes it possible to modify the flow in the air gap and to modify the pressure in the die.
- the pressing and filtration zone by its geometrical characteristics, influences the quantities of liquid extracted and the liquid content of the dry residue leaving the extrusion machine.
- the temperature of the heating means makes it possible to regulate the heat losses or to heat the material also resulting in a modification of the flow within the extrusion machine, as well as within the die.
- Tests have been carried out on rapeseed seeds and pure almonds of rapeseed 00.
- the extrusion machine has the following configuration, for a bore diameter of 55.5mm in the first part A provided with co-rotating and co-penetrating screws and a bore diameter of 45.5mm in the second part B fitted with single screw.
- the operating parameters are as follows:
- diameter of the drainage channel 16mm. length of the drainage channel: 6mm
- the dry matter content in the oil collected is less than 10%.
- the residual oil content in the meal is around 12%.
- the extrusion machine has the configuration shown in the table below for a bore diameter of 55.5 mm in zone A with co-rotating and co-penetrating screws and a bore diameter of 45, 5mm in part B with single screws.
- the operating parameters are as follows:
- diameter of the discharge channel 6 ⁇ m. length of the drainage channel: 6mm
- the dry matter content in the oil collected is less than 10%.
- the residual oil content in the cake is about 15 ⁇
- the extrusion machine has the configuration indicated in the table below, the other parameters being identical to those of Example 1.
- the operating parameters are as follows:
- diameter of the drainage channel lmm. length of the drainage channel: 6mm
- the mechanical and thermal powers consumed are approximately 35kW / t and 15kW / t respectively.
- the dry matter content in the oil collected is approximately 10%.
- the residual oil content in the meal is less than 15%.
- the extrusion machine according to the invention can comprise intermediate introductions of raw material in order to introduce fresh raw material, or additives or adjuvants, for example water.
- the extrusion machine according to the invention can be used alone, in single pressure processes or upstream of a solvent extraction unit or in pre-pressure processes.
- the single pressure can be applied in the case of marginal crops such as castor or flax which requires relatively low pressing capacity, and for which the installation of solvent extraction unit is not not always desirable given its cost.
- this extru ⁇ sion machine can be installed to replace all the traditional equipment either within small decentralized units, or within large pressing units for specific work.
- the extrusion machine In pre-pressure, the extrusion machine can be installed in large pressing units, as the only equipment, upstream of the solvent extraction unit.
- the extrusion machine according to the invention offers multiple advantages.
- thermo-mechanical transformation processes are energy and material savings, thanks to the integration in a single machine of several thermo-mechanical transformation processes.
- the extrusion machine allows savings in energy consumption of up to 50%.
- Another advantage lies in the integration within the same equipment of the functions of kneading, grinding, cooking and pressing.
- the total control of the extrusion machine can be manual or computer assisted.
- the modifications of the operating parameters are done with very short response times.
- the extrusion machine is modular and versatile. It allows, by easy disassembly of its constituent elements, to modify at will the configuration of the screws and other elements. This allows the treatment of different types of materials with short modification times of the equipment and without this leading to very large investments or long immobilization times.
- the oil cake is produced in the form of pellets and has a good ability to percolate during a possible solvent extraction phase later.
- the extrusion machine can also replace the use of expanders on certain production lines.
- the meal can be recovered directly on the same production site.
Abstract
The invention discloses a method for continuous extraction of a liquid contained in a raw material, characterised in that in a first section A of an extruding machine (1), the raw material is introduced and the following operations are carried out: a first mixing and a first heating operation, at least one pressing and one filtering operation on the material, at least one compression and one shearing operation, at least a second mixing and a second heating operation, and in a second section B of the said extruding machine (1), at least one pressing and one filtering operation on the material, and in a third section C of the said extruding machine (1), the dry residue of the said material is compressed and extruded. The invention also features a continuous extracting installation for implementing the method.
Description
"Procédé et installation d'extraction en continu d'un liquide contenu dans une matière première". "Process and installation for the continuous extraction of a liquid contained in a raw material".
La présente invention a pour objet un procédé et une installation d'extraction en continu d'un liquide contenu dans une matière première.The present invention relates to a process and an installation for continuously extracting a liquid contained in a raw material.
La présente invention s'applique par exemple à l'extraction de l'huile d'une matière première oléagi¬ neuse ou oléoprotéagineuse, des algues, des végétaux ou encore des agrumes.The present invention applies for example to the extraction of oil from an oleaginous or oleoproteinous raw material, algae, plants or even citrus fruits.
Actuellement, l'extractionduliquide contenu dans ce genre de matière première est réalisée par malaxage ou trituration, puis pressage dans des grosses unités d'une capacité variant par exemple de 150 000 àCurrently, the extraction of the liquid contained in this kind of raw material is carried out by kneading or trituration, then pressing in large units with a capacity varying for example from 150,000 to
300 000 tonnes/an.300,000 tonnes / year.
Dans ces unités, la matière première subit d'abord une phase dite de préparation thermomécanique, suivie d'une phase de pressage réalisée dans des presses planes ou dans des filtres mono-vis de façon à recueillir des résidus plus ou moins secs.In these units, the raw material first undergoes a so-called thermomechanical preparation phase, followed by a pressing phase carried out in flat presses or in single-screw filters so as to collect more or less dry residues.
Mais, ces résidus résultant de la séparation solide-liquide présentent encore une teneur résiduelle en liquide, par exemple en huile, d'au moins environ 20% en poids, ce qui est élevé et nécessite un traitement ultérieur d'extraction.However, these residues resulting from the solid-liquid separation still have a residual liquid, for example oil, content of at least about 20% by weight, which is high and requires a subsequent extraction treatment.
A cet effet, les résidus sont taités dans une unité d'extractionau solvant, classiquement du n-hexane, ce qui permet d'obtenir finalement un résidu présentant une teneur résiduelle en liquide variant de 1 à 3% du poids.To this end, the residues are processed in a solvent extraction unit, conventionally n-hexane, which finally allows a residue to be obtained having a residual liquid content varying from 1 to 3% by weight.
Cependant, ce traitement d'extraction au solvant est coûteux et présente des risques. Ces équipements traditionnels qui n'ont pas subi d'évolution depuis de nombreuses années, sont de plus encombrants et consomment des puissances élevées et nécessitent des temps de traitement relativement longs.
Par ailleurs, on assiste à une évolution de variétés de graines oléagineuses, avec l'avènement de nouvelles graines, comme par exemple le colza 00, dont le pressage est plus délicat. Pour palier ce problème, on a proposé l'utilisation d'un expandeur, mais cette solution ne donne pas entièrement satisfaction.However, this solvent extraction treatment is expensive and presents risks. These traditional equipments which have not undergone any evolution for many years, are more bulky and consume high powers and require relatively long processing times. In addition, we are witnessing an evolution of varieties of oil seeds, with the advent of new seeds, such as rapeseed 00, whose pressing is more delicate. To overcome this problem, the use of an expander has been proposed, but this solution is not entirely satisfactory.
Ces problèmes rencontrés en séparation solide-liquide ne sont pas propres aux oléagineux et l'industrie agro-alimentaire en générale requiert l'utilisation de procédés permettant l'extraction sélec¬ tive de certains produits à partir d'une matière première variée.These problems encountered in solid-liquid separation are not specific to oilseeds and the food industry in general requires the use of processes allowing the selective extraction of certain products from a varied raw material.
L'invention a pour but de proposer un procédé d'extraction d'un liquide contenu dans une matière première, qui permet de réduire considérablement le temps nécessaire pour l'extraction du liquide et de ce fait la consommation d'énergie.The object of the invention is to propose a method for extracting a liquid contained in a raw material, which makes it possible to considerably reduce the time necessary for the extraction of the liquid and therefore the energy consumption.
L'invention a donc pour objet un procédé d'extraction en continu d'un liquide contenu dans une matière première, comme par exemple une matière oléagi¬ neuse ou oléoprotéagineuse, caractérisé en ce que :The subject of the invention is therefore a process for the continuous extraction of a liquid contained in a raw material, such as for example an oleaginous or oil-proteinaceous material, characterized in that:
- dans une première partie d'une machine d'extrusion comprenant deux vis co-rotatives et co-péné- tantes entraînées en rotation autour d'axes parallèles à l'intérieur d'un premier fourreau muni d'alésages sécants, on introduit la matière première et on effectue:- in a first part of an extrusion machine comprising two co-rotating and co-penetrating screws driven in rotation about parallel axes inside a first sheath provided with intersecting bores, the raw material and we perform:
. un premier malaxage et une première cuisson de la matière, . au moins un pressage et une filtration de la matière pour récupérer une partie du liquide contenu dans ladite matière,. a first mixing and a first cooking of the material,. at least one pressing and one filtration of the material to recover part of the liquid contained in said material,
. au moins une compression et un cisail¬ lement de la matière, . un deuxième malaxage et une deuxième
cuisson de la matière,. at least one compression and one shear of the material,. a second mixing and a second cooking of the material,
- dans une seconde partie de la machine d'extrusion comprenant deuxmono-vis co-rotativesportées par des axes parallèles solidaires des axes des vis de la première partie et entraînées en rotation à l'inté¬ rieur d'un second fourreau allongé muni d'alésages indépendants et communiquant entre eux pas une lumière, on effectue au moins un pressage et une filtration pour récupérer le liquide de la matière sortant de la première partie de la machine d'extrusion,- In a second part of the extrusion machine comprising two co-rotating mono-screws carried by parallel axes integral with the axes of the screws of the first part and driven in rotation inside a second elongated sheath provided with independent bores and communicating with each other not a light, at least one pressing and one filtration are carried out to recover the liquid from the material leaving the first part of the extrusion machine,
- et dans une troisième partie de ladite machine d'extrusion, on comprime et on extrude le résidu sec de ladite matière.- And in a third part of said extrusion machine, the dry residue of said material is compressed and extruded.
Selon d'autres caractéristiques de l'inven- tion :According to other features of the invention:
- la première et la seconde cuisson sont réalisées à une température comprise entre 90 et 150°C,- the first and second cooking are carried out at a temperature between 90 and 150 ° C,
- la teneur en liquide résiduel dans le résidu sec sortant de la machine d'extrusion est infé- rieure à 15%.- the content of residual liquid in the dry residue leaving the extrusion machine is less than 15%.
L'invention a également pour objet une installationd'extraction en continud'un liquide contenu dans une matière première, caractérisée en ce qu'elle comprend une machine d'extrusion comportant : - une première partie formée de deux vis co- rotatitves et co-pénétrantes entraînées en rotation autour d'axes parallèles à l'intérieur d'un premier fourreau allongé et muni d'alésages sécants et détermi¬ nant: . une zone d'introduction et de trans¬ port de la matière,The invention also relates to an installation for continuously extracting a liquid contained in a raw material, characterized in that it comprises an extrusion machine comprising: - a first part formed by two co-rotating screws and co- penetrating driven in rotation about parallel axes inside a first elongated sheath and provided with intersecting bores and determining :. an area for introducing and transporting the material,
. une première zone de malaxage et de cuisson de la matière,. a first zone for kneading and cooking the material,
. au moins une zone de pressage et de filtration pour récupérer une partie du liquide contenu
dans ladite matière,. at least one pressing and filtration zone to recover part of the liquid contained in said matter,
. au moins une zone de compression et de cisaillement de la matière,. at least one zone of compression and shearing of the material,
. une seconde zone de malaxage et de cuisson de la matière,. a second mixing and cooking zone for the material,
- une seconde partie formée de deux mono-vis co-rotatives portées par des axes parallèles solidaires des axes des vis de la première partie et entraînées en rotation à l'intérieur d'un second fourreau allongé muni d'alésages indépendants et communiquant entre euxpar une lumière et déterminant au moins une zone de pressage et de filtration pour récupérer le liquide de la matière sortant de la première partie de la machine d'extrusion,a second part formed by two co-rotating single-screws carried by parallel axes integral with the axes of the screws of the first part and driven in rotation inside a second elongated sheath provided with independent bores and communicating with each other by a lumen and determining at least one pressing and filtration zone for recovering the liquid from the material leaving the first part of the extrusion machine,
- et une troisième partie déterminant une zone de compression et d'extrusion du résidu sec de ladite matière.- And a third part determining a compression and extrusion zone of the dry residue of said material.
Selon d'autres caractéristiques de l'inven¬ tion :According to other features of the invention:
- les vis de la première partie présentent, dans les zones de transport, de malaxage et de cuisson et de pressage et filtration, un pas variable,- the screws of the first part have, in the areas of transport, mixing and cooking and pressing and filtration, a variable pitch,
- le premier fourreau comporte, dans ladite zone de pressage et de filtration, une surface filtrante formée de trous répartis sur une portion de la périphérie dudit fourreau,the first sleeve comprises, in said pressing and filtration zone, a filtering surface formed by holes distributed over a portion of the periphery of said sleeve,
- les vis de la première partie sont munies, dans la zone de compression et de cisaillement de filets à pas inversés par rapport au sens de transport de la matière et munis d'ouvertures de passage vers l'aval d'un débit contrôlé de matière,- the screws of the first part are provided, in the compression and shearing zone of threads with inverted pitch relative to the direction of transport of the material and provided with openings for passage downstream of a controlled flow of material ,
- chaque mono-vis, dans la zone de pressage et de filtration de la seconde partie, présente un taux de compression inférieur à 8 et de préférence compris entre 1,1 et 4, - le pas des mono-vis est, dans la zone de
pressage et de filtration de la seconde partie, constant et le diamètre de l'axe de chacune desdites mono-vis augmente dans le sens d'écoulement de la matière,- each single screw, in the pressing and filtration zone of the second part, has a compression ratio of less than 8 and preferably between 1.1 and 4, - the pitch of the single screw is, in the zone of pressing and filtration of the second part, constant and the diameter of the axis of each of said single-screw increases in the direction of flow of the material,
- dans la zone de pressage et de filtration de la seconde partie, le pas des mono-vis se resserre progressivement dans le sens d'écoulement de la matière et le diamètre de l'axe de chacune desdites mono-vis est constant,- in the pressing and filtration zone of the second part, the pitch of the single-screws gradually tightens in the direction of flow of the material and the diameter of the axis of each of said single-screws is constant,
- le second fourreau comporte, dans ladite zone de pressage et de filtration, une surface filtrante formée de trous répartis sur une portion de la périphérie dudit fourreau,the second sleeve comprises, in said pressing and filtration zone, a filtering surface formed of holes distributed over a portion of the periphery of said sleeve,
- la surface filtrante présente une transpa¬ rence comprise entre 3 et 50% et de préférence comprise entre 5 et 20%,the filtering surface has a transparency between 3 and 50% and preferably between 5 and 20%,
- la zone de compression et d'extrusion de la troisième partie est formée par une filière comprenant au moins un insert déplaçable longitudinalement et déterminant avec l'extrémité de chaque mono-vis, un entrefer réglable.- The compression and extrusion zone of the third part is formed by a die comprising at least one insert movable longitudinally and determining with the end of each single-screw, an adjustable air gap.
D'autres caractéristiques et avantages de l'invention apparaîtront au cours de la description qui va suivre, faite en référence aux dessins annexés, sur lesquels : - la Fig. 1 est une vue schématique en coupe dans un plan vertical passant par l'axe d'une vis d'une installation d'extraction conforme à l'invention,Other characteristics and advantages of the invention will appear during the description which follows, given with reference to the appended drawings, in which: - FIG. 1 is a schematic sectional view in a vertical plane passing through the axis of a screw of an extraction installation according to the invention,
- la Fig. 2 est une vue schématique en coupe transversale de l'installation d'extraction conforme à l'invention,- Fig. 2 is a schematic view in cross section of the extraction installation according to the invention,
- la Fig. 3 est une vue en coupe selon la ligne 3-3 de la Fig. 2,- Fig. 3 is a sectional view along line 3-3 of FIG. 2,
- la Fig. 4 est une vue en coupe selon la ligne 4-4 de la Fig. 2. Sur les figures 1 et 2, on a représenté
schématiquement une installation d'extraction en continu d'un liquide contenu dans une matière première, comme par exemple une matière oléagineuse ou oléoprotéagineuse et notamment des agrumes, des végétaux ou des algues. Cette installation d'extraction se compose d'une machine d'extrusion désignée dans son ensemble par la référence 1 et qui comprend trois parties, respecti¬ vement A, B et C.- Fig. 4 is a sectional view along line 4-4 of FIG. 2. In Figures 1 and 2, there is shown schematically an installation for the continuous extraction of a liquid contained in a raw material, such as for example an oleaginous or oil-proteinaceous material and in particular citrus fruits, plants or algae. This extraction installation consists of an extrusion machine designated as a whole by the reference 1 and which comprises three parts, respectively A, B and C.
La machine d'extrusion 1 est alimentée à son extrémité amont en matière première par l'intermédiaire d'un orifice 2 relié à une trémie d'alimentation 3 qui est elle même alimentée en matière première par l'inter¬ médiaire d'une trémie de stockage 4 et d'un doseur 5, du type pondéral ou volumétrique. La première partie A de la machine d'extru¬ sion 1 comprend deux vis co-rotatives et co-pénétrantes, respectivement 10a et 10b, entraînée en rotation autour d'axes parallèles, respectivement lia et 11b, à l'inté¬ rieur d'un premier fourreau 12. Les vis 10a et 10b sont entraînées en rotation par un ensemble, non représenté, constitué d'un moteur, d'un motoréducteur et d'une boîte à engrenages. Ainsi que représenté sur les Figs. 1 et 2, les vis 10a et 10b sont munies de filets hélicoïdaux qui engrènent les uns dans les autres, et la paroi interne du fourreau 12 comporte deux alésages sécants, respecti¬ vement 12a et 12b, de diamètre intérieur légèrement supérieur au diamètre extérieur des filets des vis 10a et 10b. Ces filets sont imbriqués les uns dans les autres et les deux vis 10a et 10b sont entraînées à la même vitesse de rotation et dans le même sens de telle sorte que les deux vis 10a et 10b sont identiques, les filets étant simplement décalés les uns par rapport aux autres.
Ainsi que représenté à la Fig. 3, les vis 10a et 10b sont avantageusement constituées d'arbres canne¬ lés, respectivement 13a et 13b, sur lesquels sont montés des tronçons de vis. L'alésage intérieur de chacun de ces tronçons est muni de cannelures correspondant à celles de l'arbre cannelé et la partie extérieure est munie de filets hélicoïdaux dont le pas diffère selon le tronçon consi¬ déré pour le transport et le traitement de la matière première.The extrusion machine 1 is supplied at its upstream end with raw material via an orifice 2 connected to a supply hopper 3 which is itself supplied with raw material by means of a hopper storage 4 and a doser 5, of the weight or volumetric type. The first part A of the extrusion machine 1 comprises two co-rotating and co-penetrating screws, respectively 10a and 10b, driven in rotation about parallel axes, respectively 11a and 11b, inside 'a first sleeve 12. The screws 10a and 10b are rotated by an assembly, not shown, consisting of a motor, a geared motor and a gearbox. As shown in Figs. 1 and 2, the screws 10a and 10b are provided with helical threads which mesh with one another, and the internal wall of the sheath 12 has two intersecting bores, respectively 12a and 12b, with an inside diameter slightly greater than the outside diameter of the threads of screws 10a and 10b. These threads are nested inside each other and the two screws 10a and 10b are driven at the same speed of rotation and in the same direction so that the two screws 10a and 10b are identical, the threads being simply offset by one compared to others. As shown in FIG. 3, the screws 10a and 10b advantageously consist of canne¬ les shafts, respectively 13a and 13b, on which are screw sections. The internal bore of each of these sections is provided with grooves corresponding to those of the fluted shaft and the external part is provided with helical threads whose pitch differs according to the section considered for transporting and processing the raw material. .
De ce fait, on peut ainsi disposer d'un assez grand nombre de tronçons permettant de faire varier le pas, la profondeur, le nombre de filets et la longueur de chaque zone de traitement. Ainsi, la première partie A de la machine d'extrusion 1 est constituée de plusieurs zones succes¬ sives correspondant chacune à une phase particulière du procédé d'extraction selon l'invention.Therefore, it is thus possible to have a fairly large number of sections making it possible to vary the pitch, the depth, the number of threads and the length of each treatment zone. Thus, the first part A of the extrusion machine 1 consists of several successive zones each corresponding to a particular phase of the extraction process according to the invention.
Comme représenté sur les Figs. 1 et 2, la première partie A de la machine d'extrusion 1 comprend:As shown in Figs. 1 and 2, the first part A of the extrusion machine 1 comprises:
- une zone Al d'introduction et de transport de la matière,- an area A1 for introducing and transporting the material,
- une première zone A2 de malaxage et de cuisson de la matière, - au moins une zone A3 de pressage et de filtration pour récupérer une partie du liquide contenu dans ladite matière,a first zone A2 for kneading and cooking the material, at least one zone A3 for pressing and filtering to recover part of the liquid contained in said material,
- au moins une zone A4 de compression et de cisaillement de la matière, - et une zone A5 de malaxage et de cuisson de ladite matière.- At least one zone A4 for compression and shearing of the material, - and one zone A5 for kneading and baking said material.
Dans la première zone Al d'introduction et de transport de la matière, les vis 10a et 10b comportent des filets 20 à pas large afin d'assurer le transfert de la matière introduite par l'orifice 2 qui s'ouvre
largement sur les deux vis 10a et 10b pour répartir ladite matière dans les filets 20.In the first zone A1 for introducing and transporting the material, the screws 10a and 10b comprise threads 20 with a wide pitch in order to ensure the transfer of the material introduced through the orifice 2 which opens widely on the two screws 10a and 10b to distribute said material in the threads 20.
Cette matière est donc immédiatement trans¬ portée vers l'aval de la machine d'extrusion 1. Dans la zone A2 de la première partie A de la machine d'extrusion 1, les vis 10a et 10b sont munies de filets 21 à pas large afin d'assurer un malaxage de la matière.This material is therefore immediately transported downstream of the extrusion machine 1. In the area A2 of the first part A of the extrusion machine 1, the screws 10a and 10b are provided with threads 21 with wide pitch to ensure mixing of the material.
Dans cette zone A2, le fourreau 12 est pourvu de moyens de chauffage 14 constitués par un circuit de circulation d'un fluide caloporteur ou par un organe de chauffage électrique, par exemple par induction.In this zone A2, the sheath 12 is provided with heating means 14 constituted by a circuit for circulation of a heat transfer fluid or by an electric heating member, for example by induction.
Ces moyens de chauffage 14 permettent de réaliser une cuisson de la matière à une température comprise entre 90 et 150°C.These heating means 14 allow the material to be cooked at a temperature between 90 and 150 ° C.
Dans la zone A3 de pressage et de filtration, les vis 10a et 10b sont munies de filets 22 à pas serré afin de réaliser un pressage de la matière pour récupérer le liquide contenu dans cette matière. A cet effet, le fourreau 12 est muni d'une surface filtrante formée de trous 15 répartis sur une portion de la périphérie dudit fourreau 12, corme re¬ présenté à la Fig. 3.In the area A3 of pressing and filtration, the screws 10a and 10b are provided with threads 22 with tight pitch so as to press the material to recover the liquid contained in this material. To this end, the sheath 12 is provided with a filtering surface formed by holes 15 distributed over a portion of the periphery of said sheath 12, cor re¬ presented in FIG. 3.
Dans la zone A4 de compression et de ci- saillement de la matière, les vis 10a et 10b sont munies de contre-filets 23, c'est à dire de filets à pas inversé qui comportent des ouvertures 24 s'étendant radialement depuis l'axe de la vis jusqu'à la périphérie du filet et régulièrement réparties autour de l'axe. De la sorte, on contrôle le passage d'un débit contrôlé de matière vers l'aval ce qui détermine un freinage au niveau de la zone A4 et, de ce fait une compression dans la partie amont de la machine d'ex¬ trusion. II en résulte un effet de malaxage et de
cisaillement intense de la matière.In the area A4 of compression and shearing of the material, the screws 10a and 10b are provided with counter threads 23, that is to say threads with reverse pitch which have openings 24 extending radially from the axis of the screw to the periphery of the thread and evenly distributed around the axis. In this way, the passage of a controlled flow of material downstream is controlled, which determines braking at the level of the area A4 and, therefore, compression in the upstream part of the extrusion machine. This results in a kneading and intense shearing of the material.
Enfin, dans la zone A5, les vis 10a et 10b sont munies de filets 25 à pas serré et de contre-filets 26, c'est à dire de filets à pas inversé comportant des ouvertures 27 s'étendant radialement depuis l'axe de la vis jusqu'à la périphérie du filet et réparties régu¬ lièrement autour de l'axe.Finally, in zone A5, the screws 10a and 10b are provided with threads 25 with tight pitch and counter threads 26, that is to say threads with reverse pitch comprising openings 27 extending radially from the axis of the screw to the periphery of the thread and distributed regularly around the axis.
Dans cette zone A5, le fourreau 12 est pourvu de moyens de chauffage 16 constitués par un circuit de circulation d'un fluide calαporteur ou par un organe de chauffage électrique, par exemple par induction.In this zone A5, the sheath 12 is provided with heating means 16 constituted by a circuit for circulation of a heat transfer fluid or by an electric heating member, for example by induction.
Ces moyens de chauffage 16 permettent, dans la zone AS, de réaliser une cuisson de la matière à une température comprise entre 90 et 150°C. Comme représenté sur les figures, la seconde partie B de la machine d'extrusion 1 est formée de deux mono-vis co-rotatives, respectivement 30a et 30b, portées par des axes parallèles, respectivement 31a et 31b, solidaires des axes lia et 11b des vis 10a et 10b de la première partie A de la machine d'extrusion 1.These heating means 16 make it possible, in the AS zone, to bake the material at a temperature between 90 and 150 ° C. As shown in the figures, the second part B of the extrusion machine 1 is formed of two co-rotating single screws, respectively 30a and 30b, carried by parallel axes, respectively 31a and 31b, integral with axes lia and 11b screws 10a and 10b of the first part A of the extrusion machine 1.
Les vis 30a et 30b sont entraînées en rotation à l'intérieur d'un second fourreau allongé 40 muni d'alésages, respectivement 40a et 40b, pour chacune des vis 30a et 30b. Ces alésages 40a et 40b sont indépendants et communiquent entre eux par une lumière 32 permettant un passage de la matière entre les deux alésages 40a et 40b du fourreau 40.The screws 30a and 30b are rotated inside a second elongated sheath 40 provided with bores, 40a and 40b respectively, for each of the screws 30a and 30b. These bores 40a and 40b are independent and communicate with each other by a light 32 allowing passage of the material between the two bores 40a and 40b of the sleeve 40.
Dans la seconde partie B de la machine d'extrusion 1, les vis 30a et 30b déterminent au moins une zone Bl et B2 de pressage et de filtration pour récupérer le liquide de la matière sortant de la première partie A de ladite machine d'extrusion 1.In the second part B of the extrusion machine 1, the screws 30a and 30b determine at least one zone Bl and B2 of pressing and filtration to recover the liquid from the material leaving the first part A of said extrusion machine 1.
Dans l'exemple de réalisation représenté sur les figures 1 et 2, cette zone est formée d'une première
zone Bl dans laquelle les vis 30a et 30b sont munies de filets 33 à pas large et d'une zone B2 dans laquelle les vis 30a et 30b sont munies de filets 34 à pas serré. Ainsi, dans les zones Bl et B2 de pressage et de filtration chaque mono-vis 30a et 30b présente un taux de compression inférieur à 8 et de préférence compris entre 1,1 et 4.In the embodiment shown in Figures 1 and 2, this area is formed of a first zone Bl in which the screws 30a and 30b are provided with threads 33 with a wide pitch and a zone B2 in which the screws 30a and 30b are provided with threads 34 with tight pitch. Thus, in the pressing and filtration zones Bl and B2 each single screw 30a and 30b has a compression ratio of less than 8 and preferably between 1.1 and 4.
Selon un premier mode de réalisation repré¬ senté sur les Figs. 1 et 2, dans les zones Bl et B2 de pressage et de filtration, le pas des mono-vis 30a et 30b se resserre dans le sens d'écoulement de la matière et le diamètre de l'axe 31a et 31b de chacune desdites mono- vis est constant.According to a first embodiment shown in Figs. 1 and 2, in the areas Bl and B2 of pressing and filtration, the pitch of the single screws 30a and 30b tightens in the direction of flow of the material and the diameter of the axis 31a and 31b of each of said mono - screw is constant.
Selon une variante, dans les zones Bl et B2 de pressage et de filtration, le pas des mono-vis 30a etAccording to a variant, in the zones Bl and B2 of pressing and filtration, the pitch of the single-screws 30a and
30b est constant tandis que le diamètre de l'axe 31a et30b is constant while the diameter of the axis 31a and
31b de chacune desdites mono-vis augmente dans le sens d'écoulement de la matière.31b of each of said single-screw increases in the direction of flow of the material.
Dans cette zone, le second fourreau 40 comporte une surface filtrante formée de trous 41 répartis sur une portion de la périphérie dudit fourreau 40.In this zone, the second sheath 40 has a filtering surface formed of holes 41 distributed over a portion of the periphery of said sheath 40.
De préférence, la zone de pressage et de filtration comporte une première série de trous 41 de diamètre de 0,5tπn sur une longueur de 55mm, une deuxième série de trous de diamètre de 0,6mm sur une longueur de 70mm et une troisième série de trous de 41 de diamètre de 0,8mm sur une longueur de 90mm.Preferably, the pressing and filtration zone comprises a first series of holes 41 of diameter 0.5tπn over a length of 55mm, a second series of holes of diameter 0.6mm over a length of 70mm and a third series of holes of 41 with a diameter of 0.8mm over a length of 90mm.
Chacune de ces séries de trous 41 est caractérisée par son pourcentage de transparence.Each of these series of holes 41 is characterized by its percentage of transparency.
Cette transparence est définie comme le rapport de la surface générée par les trous sur la surface totale intérieure d'un alésage.This transparency is defined as the ratio of the surface generated by the holes to the total interior surface of a bore.
Dans le cas présent, on a une transparence respectivement de 10,7, 7,6 et 9% pour un diamètre
d'alésage de 45,5mm.In the present case, there is a transparency of 10.7, 7.6 and 9% respectively for a diameter 45.5mm bore.
Enfin, la troisième partie C de la machine d'extrusion 1 détermine une zone Cl de compression et d'extrusion du résidu sec de ladite matière. Cette zone Cl est formée par une filière 50 qui comporte un insert 51 coopérant avec la pointe de chaque mono-vis 30a et 30b et déterminant un entrefer 52 et un canal de sortie 53 du résidu sec.Finally, the third part C of the extrusion machine 1 determines a zone C1 for compression and extrusion of the dry residue of said material. This zone C1 is formed by a die 50 which comprises an insert 51 cooperating with the tip of each single screw 30a and 30b and determining an air gap 52 and an outlet channel 53 of the dry residue.
L'entrefer 52 est réglable par l'insert 51 qui est monté déplaçable longitudinalement par des moyens appropriés, non représentés.The air gap 52 is adjustable by the insert 51 which is mounted movable longitudinally by suitable means, not shown.
Dans la première partie A de la machine d'extrusion 1, on effectue :In the first part A of the extrusion machine 1, we carry out:
- un premier malaxage et une première cuisson de la matière,- a first mixing and a first cooking of the material,
- au moins un pressage et une filtration de la matière pour récupérer une partie du liquide contenu dans ladite matière,- at least one pressing and one filtration of the material to recover part of the liquid contained in said material,
- au moins une compression et un cisaillement de la matière,- at least compression and shearing of the material,
- et un deuxième malaxage et une deuxième cuisson de cette matière.- And a second mixing and a second cooking of this material.
Dans la seconde partie B de la machine d'extrusion 1, on effectue au moins un pressage et une filtration pour récupérer le liquide encore contenu dans la matière sortant de la première partie A et dans la troisième partie C de ladite machine d'extrusion 1, on comprime et on extrude le résidu sec de la matière.In the second part B of the extrusion machine 1, at least one pressing and filtration is carried out to recover the liquid still contained in the material leaving the first part A and in the third part C of said extrusion machine 1 , the dry residue of the material is compressed and extruded.
La teneur en liquide résiduel dans le résidu sec sortant de la machine d'extrusion est inférieure à 15%.The content of residual liquid in the dry residue leaving the extrusion machine is less than 15%.
Les paramètres opératoires de mise en oeuvre de la machine d'extrusion 1 selon l'invention varient en fonction du type de la matière. Ces paramètres déterminent l'efficacité de la
séparation solide/liquide, c'est à dire l'efficacité de l'extraction du liquide.The operating parameters for implementing the extrusion machine 1 according to the invention vary depending on the type of material. These parameters determine the effectiveness of the solid / liquid separation, i.e. the efficiency of liquid extraction.
Comme paramètre, on peut retenir le débit d'alimentation de la matière, la configuration des vis, la vitesse de rotation des vis, la configuration de la filière, les surfaces filtrantes ménagées dans les fourreaux et la température des moyens de chauffage. le débit d'alimentation de la matière influe sur le taux de remplissage des vis et ce débit est contrôlé, par exemple, par le doseur 5 pondérale ou volumétrique.As a parameter, it is possible to retain the feed rate of the material, the configuration of the screws, the speed of rotation of the screws, the configuration of the die, the filtering surfaces formed in the sleeves and the temperature of the heating means. the material feed rate influences the filling rate of the screws and this rate is controlled, for example, by the weight or volumetric metering device 5.
Par ailleurs, la configuration des vis détermine l'état de transformation de la matière et par conséquent les caractéristiques physiques et physico-chi- miques du produit au cours des différentes phases de traitement.In addition, the configuration of the screws determines the state of transformation of the material and therefore the physical and physico-chemical characteristics of the product during the different treatment phases.
En particulier dans les zones de pressage et de filtration, la configuration des mono-vis influe sur la dynamique de pressage et sur le taux de compression. Ainsi, avec la rotation des vis, la configu¬ ration de ces vis fixe le taux de pressage qui est égal au rapport de la quantité de matière à presser contenue dans un pas de vis sur le temps nécessaire pour effectuer une rotation complète de ce pas. La vitesse de rotation des vis détermine pour un débit donné, le temps de séjour de la matière au sein de la zone considérée qui contribue au conditionnement de cette matière à l'entrée de la zone de pressage et de filtration. D'autre part, la configuration de la filière se transcrit par trois éléments, l'entrefer, l'insert et la conicité des pointes des mono-vis.In particular in the pressing and filtration zones, the configuration of the single-screws influences the pressing dynamics and the compression rate. Thus, with the rotation of the screws, the configuration of these screws fixes the pressing rate which is equal to the ratio of the quantity of material to be pressed contained in a thread pitch over the time necessary to perform a complete rotation of this pitch . The speed of rotation of the screws determines, for a given flow rate, the residence time of the material within the zone considered which contributes to the conditioning of this material at the entrance to the pressing and filtration zone. On the other hand, the configuration of the die is transcribed by three elements, the air gap, the insert and the taper of the points of the single-screws.
L'entrefer permet de créer une retenue de matière plus ou moins importante au niveau de la filière. L'entrefer agit donc sur le temps de séjour
de la matière et l'insert permet de recréer une retenue de matière en aval de cet entrefer.The air gap makes it possible to create a more or less significant material retention at the level of the die. The air gap therefore acts on the residence time of material and the insert makes it possible to recreate a material retention downstream of this air gap.
Pour modifier l'écoulement de la matière à la sortie de la filière, il est possible de faire varier la conicité des pointes des mono-vis, le diamètre et/ou la longueur du canal d'évacuation de l'insert.To modify the flow of the material at the outlet of the die, it is possible to vary the taper of the points of the single-screws, the diameter and / or the length of the discharge channel of the insert.
Cet élément permet donc d'agir sur le temps de séjour de la matière, mais aussi sur le temps de pressage de cette matière au sein de l'entrefer et sur son degré d'écrasement.This element therefore makes it possible to act on the residence time of the material, but also on the time of pressing of this material within the air gap and on its degree of crushing.
La conicité des pointes des mono-vis permet de modifier l'écoulement dans l'entrefer et de modifier la pression dans la filière.The taper of the points of the single-screws makes it possible to modify the flow in the air gap and to modify the pressure in the die.
La zone de pressage et de filtration, par ses caractéristiques géométriques, influe sur les quantités de liquide extrait et sur la teneur en liquide du résidu sec en sortie de la machine d'extrusion.The pressing and filtration zone, by its geometrical characteristics, influences the quantities of liquid extracted and the liquid content of the dry residue leaving the extrusion machine.
La température des moyens de chauffage permet de réguler les pertes thermiques ou de chauffer la matière entraînant aussi une modification de l'écoulement au sein de la machine d'extrusion, ainsi qu'au sein de la filière.The temperature of the heating means makes it possible to regulate the heat losses or to heat the material also resulting in a modification of the flow within the extrusion machine, as well as within the die.
Différents essais ont été réalisés avec une installation selon l'invention et les résultats de ces essais sont indiqués ci-dessous, à titre illustratif et nullement limitatif.Various tests have been carried out with an installation according to the invention and the results of these tests are indicated below, by way of illustration and in no way limitative.
Exemple 1.Example 1.
Des essais ont été réalisés sur des graines de colza et des amandes pures de colza 00.Tests have been carried out on rapeseed seeds and pure almonds of rapeseed 00.
Lamachine d'extrusionprésente la configura¬ tion suivante, pour un diamètre d'alésage de 55,5mm dans la première partie A munie de vis co-rotatives et co- pénétrantes et un diamètre d'alésage de 45,5mm dans la deuxième partie B munie de mono-vis.
PARTIE A PARTIE BThe extrusion machine has the following configuration, for a bore diameter of 55.5mm in the first part A provided with co-rotating and co-penetrating screws and a bore diameter of 45.5mm in the second part B fitted with single screw. PART A PART B
ZONES A1-A2 A3 A4 A5 Bl B2AREAS A1-A2 A3 A4 A5 Bl B2
LONGUEUR 600 100 100 50 50 100 250 DES VTSLENGTH 600 100 100 50 50 100 250 DES VTS
PAS DES 50 35 CF 25 CF 35 25 VISNOT FROM 50 35 CF 25 CF 35 25 SCREW
TABLEAU 1TABLE 1
Les paramètres opératoires sont les suivants:The operating parameters are as follows:
- débit d'alimentation : 70 kg/h- feed rate: 70 kg / h
- vitesse de rotation des vis •. 35 tr/mn- screw rotation speed • . 35 rpm
- entrefer : 1,2mm- air gap: 1.2mm
- dimensions de l'insert :- dimensions of the insert:
. diamètre du canal d'évacuation : 16mm . longueur du canal d'évacuation : 6mm. diameter of the drainage channel: 16mm. length of the drainage channel: 6mm
- conicité des pointes des mono-vis : 120°- taper of the points of the single-screws: 120 °
- température des moyens de chauffage:150°C- temperature of the heating means: 150 ° C
- pas des contre-filets (CF) : 15mm- no counter threads (CF): 15mm
- les puissances mécaniques et thermiques consommées sont chacune d'environ 25kW/t.- the mechanical and thermal powers consumed are each around 25kW / t.
Les rendements d'extraction se situent entreExtraction yields are between
81 et 85%.81 and 85%.
La teneur en matière sèche dans l'huile recueillie est inférieure à 10%.The dry matter content in the oil collected is less than 10%.
La teneur en huile résiduelle dans le tourteau est d'environ 12%.The residual oil content in the meal is around 12%.
F.-rample 2.F.-rample 2.
Des essais ont été réalisés sur des graines de tournesol alimentaire.
La machine d'extrusion présente la confi¬ guration indiquée dans le tableau ci-dessous pour un diamètre d'alésage de 55,5mm dans la zone A avec des vis co-rotatives et co-pénétrantes et un diamètre d'alésage de 45,5mm dans la partie B avec des mono-vis.Tests have been carried out on edible sunflower seeds. The extrusion machine has the configuration shown in the table below for a bore diameter of 55.5 mm in zone A with co-rotating and co-penetrating screws and a bore diameter of 45, 5mm in part B with single screws.
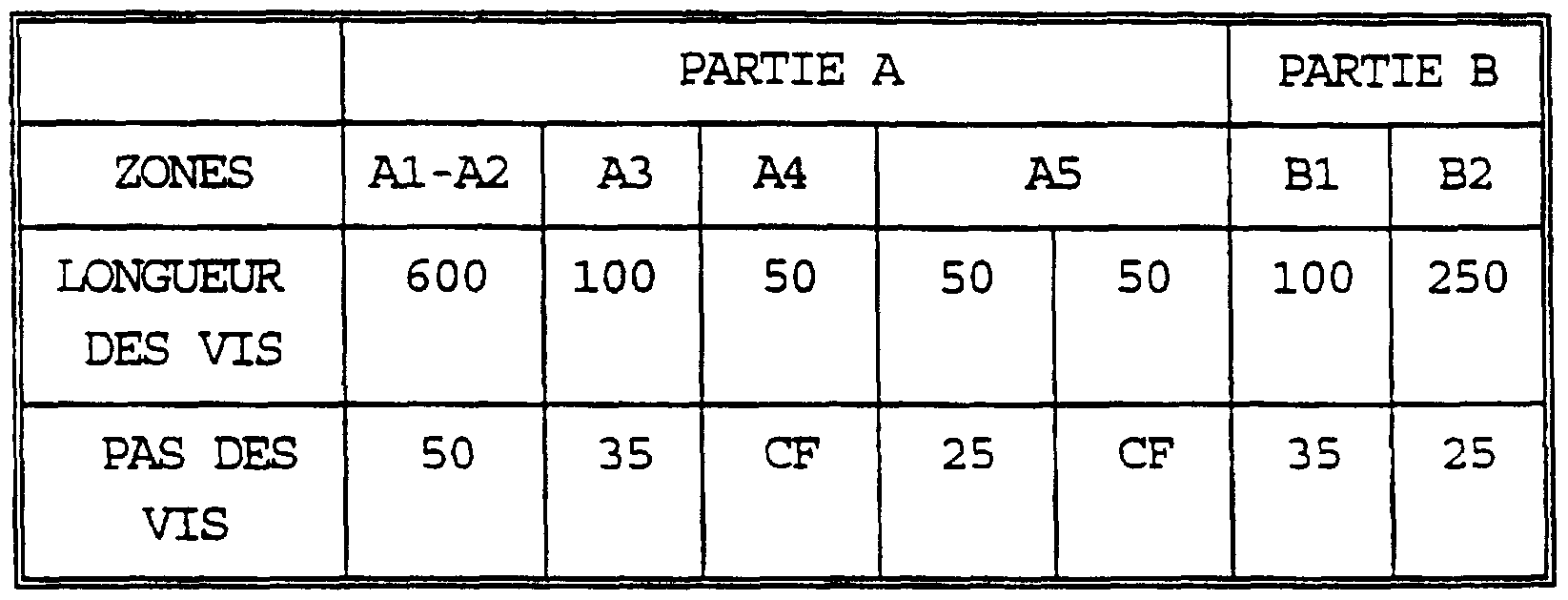
TABLEAU 2TABLE 2
Les paramètres opératoires sont les suivants:The operating parameters are as follows:
- débit d'alimentation : 70kg/h- feed rate: 70kg / h
- vitesse de rotation des vis : 40tr/mn- screw rotation speed: 40rpm
- entrefer : 1,1mm- air gap: 1.1mm
- dimensions de la l'insert :- dimensions of the insert:
. diamètre du canal d'évacuation : 6ιτm . longueur du canal d'évacuation : 6mm. diameter of the discharge channel: 6ιτm. length of the drainage channel: 6mm
- conicité des pointes des mono-vis : 120°- taper of the points of the single-screws: 120 °
- température des moyens de chauffage:120°C- temperature of the heating means: 120 ° C
- les puissances mécaniques et thermiques consommées sont respectivement de 5kW/t et 20kW/t.- the mechanical and thermal powers consumed are 5kW / t and 20kW / t respectively.
Les rendements d'extraction se situent entreExtraction yields are between
85 et 90%.85 and 90%.
La teneur en matière sèche dans l'huile recueillie est inférieure à 10%.The dry matter content in the oil collected is less than 10%.
La teneur en huile résiduelle dans le
tourteau est d' environ 15îThe residual oil content in the cake is about 15î
Exemple 3Example 3
Des essais d'extraction ont été réalisés sur des grains de ricin décortiqués.Extraction tests were carried out on shelled castor beans.
La machine d'extrusion présente la configu¬ ration indiquée dans le tableau ci-dessous, les autres paramètres étant identiques à ceux de l'exemple 1.The extrusion machine has the configuration indicated in the table below, the other parameters being identical to those of Example 1.
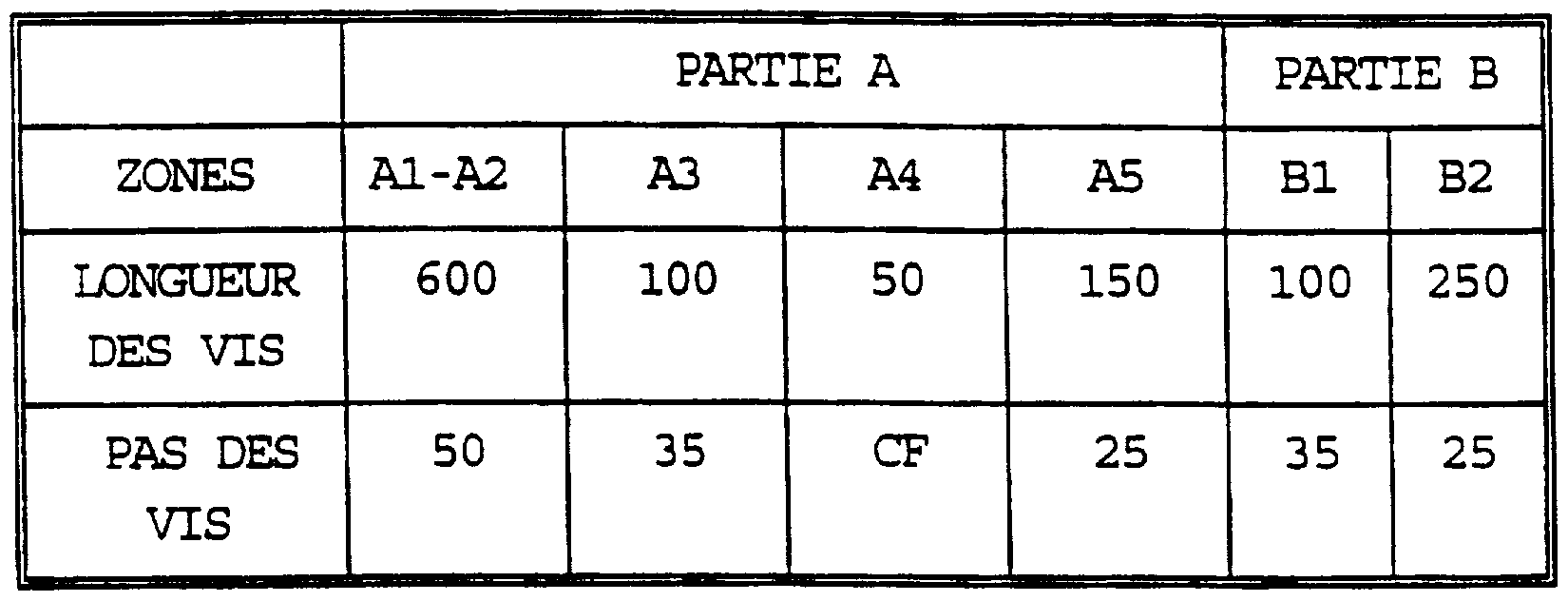
TABLEAU 3TABLE 3
Les paramètres opératoires sont les suivants:The operating parameters are as follows:
- débit d'alimentation 15kg/h- feed rate 15kg / h
- vitesse de rotation des vis 30tr/mn- screw rotation speed 30 rpm
- entrefer : lmm- air gap: lmm
- dimensions de l'insert :- dimensions of the insert:
. diamètre du canal d'évacuation : lmm . longueur du canal d'évacuation : 6mm. diameter of the drainage channel: lmm. length of the drainage channel: 6mm
- conicité des pointes des mono-vis : 60°- taper of the points of the single-screws: 60 °
- température des moyens de chauffage : 90°C- temperature of the heating means: 90 ° C
- les puissances mécaniques et thermiques consommées sont respectivement d'environ 35kW/t et 15kW/t.- the mechanical and thermal powers consumed are approximately 35kW / t and 15kW / t respectively.
Les rendements d'extraction se situent entre
85 et 90%.Extraction yields are between 85 and 90%.
La teneur en matière sèche dans l'huile recueillie est d'environ 10%.The dry matter content in the oil collected is approximately 10%.
La teneur en huile résiduelle dans le tourteau est inférieure à 15%.The residual oil content in the meal is less than 15%.
Lamachine d'extrusion selon l'inventionpeut comporter des introductions intermédiaires de matière première afin d'introduire de la matière première fraîche, ou des additifs ou des adjuvants, par exemple de l'eau.The extrusion machine according to the invention can comprise intermediate introductions of raw material in order to introduce fresh raw material, or additives or adjuvants, for example water.
Par ailleurs, la machine d'extrusion selon l'invention peut s'utiliser seule, dans les procédés à pression unique ou en amont d'une unité d'extraction au solvant ou dans les procédés à pré-pression. La pression unique peut s'appliquer dans le cas de cultures marginales telles celle du ricin ou celle du lin qui nécessite des capacité de pressage relative¬ ment faibles, et pour lesquelles la mise en place d'unité d'extraction au solvant n'est pas toujours souhaitable compte tenu de son coût.Furthermore, the extrusion machine according to the invention can be used alone, in single pressure processes or upstream of a solvent extraction unit or in pre-pressure processes. The single pressure can be applied in the case of marginal crops such as castor or flax which requires relatively low pressing capacity, and for which the installation of solvent extraction unit is not not always desirable given its cost.
Dans ces conditions, cette machine d'extru¬ sion peut être installée en remplacement de l'ensemble des équipements traditionnels soit au sein de petites unités décentralisées, soit au sein de grosses unités de pressage pour un travail spécifique.Under these conditions, this extru¬ sion machine can be installed to replace all the traditional equipment either within small decentralized units, or within large pressing units for specific work.
En pré-pression, la machine d'extrusion peut être installée au sein de grosses unités de pressage, comme seul équipement, en amont de l'unité d'extraction au solvant. Les essais effectués avec une installation d'extraction selon l'invention sur des graines oléa¬ gineuses, sur des algues, sur des agrumes, sur des végétaux montrent que la machine d'extrusion peut être utilisée comme seul outil de pressage, permettant la séparation solide/liquide.
La machine d'extrusion selon l'invention offre de multiples avantages.In pre-pressure, the extrusion machine can be installed in large pressing units, as the only equipment, upstream of the solvent extraction unit. The tests carried out with an extraction installation according to the invention on oleaginous seeds, on algae, on citrus fruits, on plants show that the extrusion machine can be used as the only pressing tool, allowing separation solid / liquid. The extrusion machine according to the invention offers multiple advantages.
Parmi ceux-ci on peut citer les économies d'énergie et de matériel, grâce à l'intégration dans une seule machine de plusieurs procédés de transformation thermo-mécaniques.Among these are energy and material savings, thanks to the integration in a single machine of several thermo-mechanical transformation processes.
Pour une même capacité d'unités et en remplacement des équipements traditionnels, la machine d'extrusion permet des économies d'énergie consommée allant jusqu'à 50%.For the same capacity of units and replacing traditional equipment, the extrusion machine allows savings in energy consumption of up to 50%.
Un autre avantage réside dans l'intégration au sein du même équipement des fonctions de malaxage, de broyage, de cuisson et de pressage.Another advantage lies in the integration within the same equipment of the functions of kneading, grinding, cooking and pressing.
Ceci confère à la machine d'extrusion une simplicité d'installation et d'exploitation, ce qui permet de réduire les coûts.This gives the extrusion machine simplicity of installation and operation, thereby reducing costs.
Le pilotage total de la machine d'extrusion peut être manuel ou assisté par ordinateur. Les modi¬ fications des paramètres opératoires se font avec des temps de réponse très court.The total control of the extrusion machine can be manual or computer assisted. The modifications of the operating parameters are done with very short response times.
Ainsi, lors du changement des caractéristi¬ ques de la matière première, on peut obtenir très rapidement des performances d'extraction élevées.Thus, when the characteristics of the raw material change, high extraction performance can be obtained very quickly.
Bien que très compacte, la machine d'extru- sion est un équipement modulable et polyvalent. Elle permet, par un démontage aisé de ses éléments consti¬ tutifs, de modifier à volonté la configuration des vis et autres éléments. Ceci permet le traitement de dif¬ férents types de matières avec des brefs délais de modification de l'équipement et sans que cela n'induise d'investissements très importants, ni de temps d'immobi¬ lisation longs.Although very compact, the extrusion machine is modular and versatile. It allows, by easy disassembly of its constituent elements, to modify at will the configuration of the screws and other elements. This allows the treatment of different types of materials with short modification times of the equipment and without this leading to very large investments or long immobilization times.
En ce qui concerne les produits obtenus à la sortie de la machine d'extrusion, c'est à dire le liquide comme de l'huile ou une solution en suspension aqueuse
et le solide comme le tourteau, les analyses montrent qu'ils sont de bonne qualité.As regards the products obtained at the outlet of the extrusion machine, that is to say the liquid such as oil or an aqueous suspension solution and solid like oil cake, analyzes show that they are of good quality.
Le tourteau est produit sous forme de pellets et présente une bonne aptitude à la percolation lors d'une éventuelle phase d'extraction au solvant ulté¬ rieure.The oil cake is produced in the form of pellets and has a good ability to percolate during a possible solvent extraction phase later.
Ainsi, en plus des autres équipements, la machine d'extrusion peut aussi remplacer sur certaines lignes de production l'usage des expandeurs. Le tourteau peut être valorisé directement sur le site même de production.
Thus, in addition to other equipment, the extrusion machine can also replace the use of expanders on certain production lines. The meal can be recovered directly on the same production site.
Claims
REVENDICATIONS. 1. Procédé d'extraction en continu d'un liquide contenu dans une matière première, comme par exemple une matière oléagineuse ou oléoprotéagineuse, caractérisé en ce que :CLAIMS. 1. Process for the continuous extraction of a liquid contained in a raw material, such as for example an oleaginous or oleoproteinous material, characterized in that:
- dans une première partie A d'une machine d'extrusion (1) comprenant deux vis (10a, 10b) co-rotati¬ ves et co-pénétrantes entraînées en rotation autour d'axes parallèles (lia, 11b) à l'intérieur d'un premier fourreau allongé (12) muni d'alésages (12a, 12b) sécants, on introduit la matière première et on effectue :- In a first part A of an extrusion machine (1) comprising two screws (10a, 10b) co-rotati¬ ves and co-penetrating driven in rotation about parallel axes (lia, 11b) inside a first elongated sheath (12) provided with intersecting bores (12a, 12b), the raw material is introduced and the following is carried out:
. un premier malaxage et une première cuisson de la matière,. a first mixing and a first cooking of the material,
. au moins un pressage et une filtra- tion de la matière pour récupérer une partie du liquide contenu dans ladite matière,. at least one pressing and one filtration of the material to recover part of the liquid contained in said material,
. au moins une compression et un cisail¬ lement de la matière,. at least one compression and one shear of the material,
. un deuxième malaxage et une deuxième cuisson de la matière,. a second mixing and a second cooking of the material,
- dans une seconde partie B de ladite machine d'extrusion (1) comprenant deux mono-vis (30a, 30b) co- rotatives portées par des axes parallèles (31a, 31b) solidaires des axes (lia, 11b) des vis (10a, 10b) de la première partie A et entraînées en rotation à l'intérieur d'un second fourreau allongé (40) muni d'alésages (40a, 40b) indépendants et communicant entre eux par une lumière (32) , on effectue au moins un pressage et une filtration pour récupérer le liquide de la matière sortant de la première partie A de la machine d'extrusionin a second part B of said extrusion machine (1) comprising two co-rotating single-screws (30a, 30b) carried by parallel axes (31a, 31b) integral with the axes (11a, 11b) of the screws (10a , 10b) of the first part A and driven in rotation inside a second elongated sheath (40) provided with bores (40a, 40b) independent and communicating with one another by a light (32), at least pressing and filtration to recover the liquid from the material leaving the first part A of the extrusion machine
(1),(1),
- et dans une troisième partie C de ladite machine d'extrusion (1), on comprime et on extrude le résidu sec de la matière. 2. Procédé selon la revendication 1, caracté-
/43113 PC17FR97/00696- And in a third part C of said extrusion machine (1), the dry residue of the material is compressed and extruded. 2. Method according to claim 1, character- / 43113 PC17FR97 / 00696
21 risé en ce que la première et la seconde cuisson sont réalisées à une température comprise entre 90 et 150°C.21 laughed in that the first and second cooking are carried out at a temperature between 90 and 150 ° C.
3. Procédé selon la revendication 1,caracté¬ risé en ce que la teneur en liquide résiduelle dans le résidu sec sortant de la machine d'extrusion (1) est inférieure à 15%.3. Method according to claim 1, caracté¬ ized in that the residual liquid content in the dry residue leaving the extrusion machine (1) is less than 15%.
4. Installation d'extraction en continu d'un liquide contenu dans une matière première, pour la mise en oeuvre du procédé selon l'une quelconque des revendi- cations 1 à 3, caractérisée en ce qu'elle comprend une machine d'extrusion (1) comportant :4. Installation for continuously extracting a liquid contained in a raw material, for implementing the method according to any one of claims 1 to 3, characterized in that it comprises an extrusion machine (1) comprising:
- une première partie A formée de deux vis- a first part A formed by two screws
(10a, 10b) co-rotatives et co-pénétrantes entraînées en rotation autour d'axes parallèles (lia, 11b) à l'inté- rieur d'un premier fourreau allongé (12) muni d'alésages(10a, 10b) co-rotating and co-penetrating driven in rotation around parallel axes (11a, 11b) inside a first elongated sheath (12) provided with bores
(12a, 12b) sécants et déterminant :(12a, 12b) intersecting and determining:
. une zone Al d'introduction et de transport de la matière,. an area A1 for introducing and transporting the material,
. une première zone A2 de malaxage et de cuisson de la matière,. a first zone A2 for kneading and cooking the material,
. au moins une zone A3 de pressage et de filtration pour récupérer une partie du liquide contenu dans ladite matière,. at least one press and filtration zone A3 for recovering part of the liquid contained in said material,
. au moins une zone A4 de compression et de cisaillement de la matière,. at least one area A4 of compression and shearing of the material,
. une zone A5 de malaxage et de cuisson de la matière,. an area A5 for kneading and cooking the material,
- une seconde partie B formée de deux mono- vis (30a, 30b) co-rotatives portées par des axes (31a, 31b) parallèles solidaires des axes (lia, 11b) des vis (10a, 10b) de la première partie A et entraînées en rotation à l'intérieur d'un second fourreau allongé (40) muni d'alésages (40a, 40b) indépendants et communiquant entre eux par une lumière (32) et déterminant au moins une zone Bl et B2 de pressage et de filtration pour
récupérer le liquide de la matière sortant de la première partie A de la machine d'extrusion (1) ,a second part B formed by two co-rotating single-screws (30a, 30b) carried by parallel axes (31a, 31b) integral with the axes (11a, 11b) of the screws (10a, 10b) of the first part A and rotated inside a second elongated sheath (40) provided with independent bores (40a, 40b) and communicating with each other by a light (32) and determining at least one zone Bl and B2 of pressing and filtration for recover the liquid from the material leaving the first part A of the extrusion machine (1),
- et une troisième partie C déterminant une zone Cl de compression et d'extrusion du résidu sec de ladite matière.- And a third part C determining a zone C1 for compression and extrusion of the dry residue of said material.
5. Installation selon la revendication 4, caractérisée en ce que les vis (10a, 10b) de la première partie A présentent, dans les zones de transport, de malaxage et de cuisson et de pressage et de filtration, un pas variable.5. Installation according to claim 4, characterized in that the screws (10a, 10b) of the first part A have, in the areas of transport, kneading and cooking and pressing and filtration, a variable pitch.
6. Installation selon la revendication 4, caractérisée en ce que le premier fourreau (12) comporte, dans ladite zone de pressage et de filtration, une surface filtrante formée de trous (15) répartis sur une portion de la périphérie dudit fourreau (12) .6. Installation according to claim 4, characterized in that the first sleeve (12) comprises, in said pressing and filtration zone, a filtering surface formed of holes (15) distributed over a portion of the periphery of said sleeve (12) .
8. Installation selon la revendication 4, caractérisée en ce que chaque mono-vis (30a, 30b) , dans la zone de pressage et de filtration de la seconde partie B, présente un taux de compression inférieur à 8 et de préférence compris entre 1,1 et 4.8. Installation according to claim 4, characterized in that each single-screw (30a, 30b), in the pressing and filtration zone of the second part B, has a compression ratio of less than 8 and preferably between 1 , 1 and 4.
9. Installation selon les revendications 4 ou 8, caractérisée en ce que, dans la zone de pressage et d'une filtration de la seconde partie B, le pas des mono- vis (30a, 30b) est constant et le diamètre de l'axe (31a, 31b) de chacune desdites mono-vis (30a, 30b) augmente dans le sens d'écoulement de la matière.9. Installation according to claims 4 or 8, characterized in that, in the pressing and filtration zone of the second part B, the pitch of the single screws (30a, 30b) is constant and the diameter of the axis (31a, 31b) of each of said single-screws (30a, 30b) increases in the direction of flow of the material.
10. Installation selon la revendication 4 ou 8, caractérisée en ce que, dans la zone de pressage et de filtration de la seconde partie B, le pas des mono-vis (30a, 30b) se resserre progressivement dans le sens d'écoulement de la matière et le diamètre de l'axe (31a, 31b) de chacune desdites mono-vis (30a, 30b) est constant.10. Installation according to claim 4 or 8, characterized in that, in the pressing and filtration zone of the second part B, the pitch of the single-screws (30a, 30b) gradually tightens in the direction of flow of the material and the diameter of the axis (31a, 31b) of each of said single-screws (30a, 30b) is constant.
11. Installation selon la revendication 4, caractérisée en ce que le second fourreau (40) comporte,
dans ladite zone de pressage et de filtration, une surface filtrante formée de trous (41) répartis sur une portion de la périphérie dudit fourreau.11. Installation according to claim 4, characterized in that the second sleeve (40) comprises, in said pressing and filtration zone, a filtering surface formed by holes (41) distributed over a portion of the periphery of said sleeve.
12. Installation selon la revendication 11, caractérisée en ce que la surface filtrante présente une transparence comprise entre 3 et 50% et de préférence comprise entre 5 et 20%.12. Installation according to claim 11, characterized in that the filtering surface has a transparency between 3 and 50% and preferably between 5 and 20%.
13. Installation selon la revendication 4, caractérisée en ce que la zone de compression et d'extru- sion de la troisième partie C est formée par une filière (50) comprenant au moins un insert (51) déplaçable longitudinalement et déterminant avec l'extrémité de chaque mono-vis (30a, 30b) un entrefer (52) réglable.
13. Installation according to claim 4, characterized in that the compression and extrusion zone of the third part C is formed by a die (50) comprising at least one insert (51) movable longitudinally and determining with the end of each single-screw (30a, 30b) an adjustable air gap (52).
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT97920779T ATE188645T1 (en) | 1996-05-14 | 1997-04-17 | METHOD AND DEVICE FOR CONTINUOUS LIQUID EXTRACTION IN RAW MATERIAL |
| EP97920779A EP0914243B1 (en) | 1996-05-14 | 1997-04-17 | Method and installation for continuous extraction of a liquid contained in a raw material |
| DE69701151T DE69701151T2 (en) | 1996-05-14 | 1997-04-17 | METHOD AND DEVICE FOR CONTINUOUS LIQUID DRAWING IN RAW MATERIAL |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR96/06006 | 1996-05-14 | ||
| FR9606006A FR2748685B1 (en) | 1996-05-14 | 1996-05-14 | METHOD AND INSTALLATION FOR CONTINUOUS EXTRACTION OF A LIQUID CONTAINED IN A RAW MATERIAL |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1997043113A1 true WO1997043113A1 (en) | 1997-11-20 |
Family
ID=9492128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR1997/000696 WO1997043113A1 (en) | 1996-05-14 | 1997-04-17 | Method and installation for continuous extraction of a liquid contained in a raw material |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0914243B1 (en) |
| AT (1) | ATE188645T1 (en) |
| DE (1) | DE69701151T2 (en) |
| FR (1) | FR2748685B1 (en) |
| WO (1) | WO1997043113A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0967264A1 (en) * | 1998-06-25 | 1999-12-29 | Toulousaine de Recherche et de Developpement "T.R.D." | Process and apparatus for the extraction of oil from oilseeds |
| WO2000008122A1 (en) * | 1997-02-21 | 2000-02-17 | Fehb Gmbh | Method and device for mechanical dry extraction and grinding of organic materials |
| US6491892B1 (en) * | 1997-11-20 | 2002-12-10 | Institut Voor Agrotechnologisch Onderzoek (Ato-Dlo) | Method for the extraction of a substance from a starting material |
| WO2008001171A3 (en) * | 2006-06-27 | 2008-05-15 | Wam Spa | An archimedes screw for use in conveyors, compactors and the like |
| FR2923587A1 (en) * | 2007-11-12 | 2009-05-15 | Enstimac | Thermally assisted mechanical dehydration method for e.g. paper sludge, in hydraulic press, involves heating product at temperature within duration ranging between five minutes and hours when pressure is lower than seven bars |
| CN101879788A (en) * | 2010-03-26 | 2010-11-10 | 何学文 | Mud-water separator |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6076279A (en) * | 1998-01-09 | 2000-06-20 | Finbark Oy | Method and a device for improving liquid removal |
| FR2791601B1 (en) * | 1999-03-31 | 2001-06-01 | Philippe Guyomard | PROCESS AND PLANT FOR EXTRACTING A LIQUID CONTAINED IN A RAW MATERIAL |
| FR3052064B1 (en) * | 2016-06-01 | 2020-01-24 | Sirius | PROCESS FOR OBTAINING A STABLE EMULSION FROM WHOLE OLE PROTEIN SEEDS, THE EMULSION OBTAINED AND THE COSMETIC COMPOSITIONS COMPRISING SAID EMULSION |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3432263A1 (en) * | 1983-09-30 | 1985-04-18 | Netstal-Maschinen AG, Näfels | SCREW PLASTIFICATION AND CONVEYING DEVICE OF A PLASTIC INJECTION MOLDING MACHINE |
| JPS6083799A (en) * | 1983-10-17 | 1985-05-13 | Mitsubishi Kakoki Kaisha Ltd | Compressive extractor |
| FR2566700A1 (en) * | 1984-06-27 | 1986-01-03 | Clextral | Method for processing material by extrusion and multi-screw machine for the implementation of this method |
| EP0200614A1 (en) * | 1985-04-17 | 1986-11-05 | Clextral | Process and apparatus for extracting fat from animal material |
| FR2601380A1 (en) * | 1986-07-08 | 1988-01-15 | Clextral | Process and device for the continuous manufacture of mixed fuels based on organic matter and on hydrocarbon matter |
| JPH02151396A (en) * | 1988-11-30 | 1990-06-11 | Suehiro Tekkosho:Kk | Oil and juice squeezing method and twin screw type extrusion oil squeezing and juice squeezing machine |
| JPH02293116A (en) * | 1989-05-09 | 1990-12-04 | Toshiba Mach Co Ltd | Stable extruding device of vent extruder |
-
1996
- 1996-05-14 FR FR9606006A patent/FR2748685B1/en not_active Expired - Lifetime
-
1997
- 1997-04-17 WO PCT/FR1997/000696 patent/WO1997043113A1/en active IP Right Grant
- 1997-04-17 DE DE69701151T patent/DE69701151T2/en not_active Expired - Fee Related
- 1997-04-17 EP EP97920779A patent/EP0914243B1/en not_active Expired - Lifetime
- 1997-04-17 AT AT97920779T patent/ATE188645T1/en not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3432263A1 (en) * | 1983-09-30 | 1985-04-18 | Netstal-Maschinen AG, Näfels | SCREW PLASTIFICATION AND CONVEYING DEVICE OF A PLASTIC INJECTION MOLDING MACHINE |
| JPS6083799A (en) * | 1983-10-17 | 1985-05-13 | Mitsubishi Kakoki Kaisha Ltd | Compressive extractor |
| FR2566700A1 (en) * | 1984-06-27 | 1986-01-03 | Clextral | Method for processing material by extrusion and multi-screw machine for the implementation of this method |
| EP0200614A1 (en) * | 1985-04-17 | 1986-11-05 | Clextral | Process and apparatus for extracting fat from animal material |
| FR2601380A1 (en) * | 1986-07-08 | 1988-01-15 | Clextral | Process and device for the continuous manufacture of mixed fuels based on organic matter and on hydrocarbon matter |
| JPH02151396A (en) * | 1988-11-30 | 1990-06-11 | Suehiro Tekkosho:Kk | Oil and juice squeezing method and twin screw type extrusion oil squeezing and juice squeezing machine |
| JPH02293116A (en) * | 1989-05-09 | 1990-12-04 | Toshiba Mach Co Ltd | Stable extruding device of vent extruder |
Non-Patent Citations (3)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 009, no. 226 (M - 412) 12 September 1985 (1985-09-12) * |
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 399 (M - 1017) 29 August 1990 (1990-08-29) * |
| PATENT ABSTRACTS OF JAPAN vol. 015, no. 065 (M - 1082) 15 February 1991 (1991-02-15) * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000008122A1 (en) * | 1997-02-21 | 2000-02-17 | Fehb Gmbh | Method and device for mechanical dry extraction and grinding of organic materials |
| US6491892B1 (en) * | 1997-11-20 | 2002-12-10 | Institut Voor Agrotechnologisch Onderzoek (Ato-Dlo) | Method for the extraction of a substance from a starting material |
| EP0967264A1 (en) * | 1998-06-25 | 1999-12-29 | Toulousaine de Recherche et de Developpement "T.R.D." | Process and apparatus for the extraction of oil from oilseeds |
| FR2780410A1 (en) * | 1998-06-25 | 1999-12-31 | Toulousaine De Rech Et De Dev | PROCESS AND DEVICE FOR THE EXTRACTION OF OIL FROM OIL SEEDS |
| WO2008001171A3 (en) * | 2006-06-27 | 2008-05-15 | Wam Spa | An archimedes screw for use in conveyors, compactors and the like |
| EP2319782A1 (en) * | 2006-06-27 | 2011-05-11 | Wam S.p.a. | An archimedes screw for use in conveyors, compactors and the like. |
| US8215477B2 (en) | 2006-06-27 | 2012-07-10 | Wam Industriale S.P.A. | Archimedes screw for use in conveyors, compactors and the like |
| FR2923587A1 (en) * | 2007-11-12 | 2009-05-15 | Enstimac | Thermally assisted mechanical dehydration method for e.g. paper sludge, in hydraulic press, involves heating product at temperature within duration ranging between five minutes and hours when pressure is lower than seven bars |
| WO2009095556A2 (en) * | 2007-11-12 | 2009-08-06 | Ecole Nationale Superieure Des Techniques Industrielles Et Des Mines D'albi-Carmaux | Method for mechanical dehydration with thermal assistance |
| WO2009095556A3 (en) * | 2007-11-12 | 2009-09-24 | Ecole Nationale Superieure Des Techniques Industrielles Et Des Mines D'albi-Carmaux | Method for mechanical dehydration with thermal assistance |
| CN101879788A (en) * | 2010-03-26 | 2010-11-10 | 何学文 | Mud-water separator |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0914243A1 (en) | 1999-05-12 |
| DE69701151D1 (en) | 2000-02-17 |
| ATE188645T1 (en) | 2000-01-15 |
| FR2748685B1 (en) | 1998-08-14 |
| FR2748685A1 (en) | 1997-11-21 |
| DE69701151T2 (en) | 2000-05-25 |
| EP0914243B1 (en) | 2000-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0200614B1 (en) | Process and apparatus for extracting fat from animal material | |
| US4901635A (en) | Apparatus and method for the continuous extrusion and partial deliquefaction of oleaginous materials | |
| US4266473A (en) | Screw press with continuous slope feed screw | |
| US9643110B2 (en) | Twin screw extruder press for solid/fluid separation | |
| US4291619A (en) | Screw press with controllable rear door | |
| US4279197A (en) | Screw press with positive feed and accessible screens | |
| US4323007A (en) | Method of extraction of juice from fruit | |
| CA2412613A1 (en) | Filtration of viscous oilseed slurries | |
| JP2015033724A (en) | Dewatering equipment | |
| EP0914243B1 (en) | Method and installation for continuous extraction of a liquid contained in a raw material | |
| EP0247926A1 (en) | Process and device for producing marzipan | |
| EP0169106A1 (en) | Process for a moist vegetable or animal product, and nutritive product produced by this process | |
| FR2644729A1 (en) | Double-screw press | |
| WO2001052666A1 (en) | Method and installation for continuously preparing caseinate | |
| EP0083581A1 (en) | Screw press for extracting liquids | |
| EP0078259B1 (en) | Screw press with continuous slope feed screw | |
| JPS59150190A (en) | Extrusion method and apparatus of cellulose containing material | |
| EP3548267A1 (en) | Apparatus for continuously expressing liquid from a suspension | |
| JP7373416B2 (en) | screw press | |
| AU550967B2 (en) | Screw press with continuous slope feed screw | |
| JP2544706B2 (en) | Continuous press | |
| CN212737197U (en) | Opposite-extrusion reducing double-screw solid-liquid separation device | |
| JPH11347796A (en) | Dehydration press | |
| JPS5946718B2 (en) | Screw Press | |
| JPS63299890A (en) | Screw press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): BR US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LU MC NL PT SE |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 1997920779 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1997920779 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1997920779 Country of ref document: EP |