US3652186A - Pressure lubricated, cooled and thrust balanced pump and motor unit - Google Patents
Pressure lubricated, cooled and thrust balanced pump and motor unit Download PDFInfo
- Publication number
- US3652186A US3652186A US40077A US3652186DA US3652186A US 3652186 A US3652186 A US 3652186A US 40077 A US40077 A US 40077A US 3652186D A US3652186D A US 3652186DA US 3652186 A US3652186 A US 3652186A
- Authority
- US
- United States
- Prior art keywords
- pumpage
- pump
- motor
- compartment
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000007599 discharging Methods 0.000 claims abstract description 31
- 239000012530 fluid Substances 0.000 claims abstract description 25
- 238000005086 pumping Methods 0.000 claims abstract description 24
- 230000001050 lubricating effect Effects 0.000 claims abstract description 22
- 230000000740 bleeding effect Effects 0.000 claims description 18
- 238000001816 cooling Methods 0.000 claims description 15
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 238000007667 floating Methods 0.000 claims description 4
- 238000000034 method Methods 0.000 claims description 4
- 230000001939 inductive effect Effects 0.000 claims description 2
- 239000007789 gas Substances 0.000 abstract description 13
- 239000010409 thin film Substances 0.000 abstract description 2
- 239000007788 liquid Substances 0.000 description 10
- 238000007789 sealing Methods 0.000 description 5
- 210000004907 gland Anatomy 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000010408 film Substances 0.000 description 3
- 238000005461 lubrication Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 241000239290 Araneae Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 239000004078 cryogenic material Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000411 inducer Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 230000003134 recirculating effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
- F04D29/605—Mounting; Assembling; Disassembling specially adapted for liquid pumps
- F04D29/606—Mounting in cavities
- F04D29/608—Mounting in cavities means for removing without depressurizing the cavity
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D13/00—Pumping installations or systems
- F04D13/02—Units comprising pumps and their driving means
- F04D13/06—Units comprising pumps and their driving means the pump being electrically driven
- F04D13/0606—Canned motor pumps
- F04D13/0613—Special connection between the rotor compartments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D9/00—Priming; Preventing vapour lock
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/60—Shafts
- F05D2240/61—Hollow
Definitions
- cryogenic fluids which are lubricated, cooled and balanced with small amounts of fluid [221 Med: May 1970 pumped by the unit (pumpage), such as l to 3 percent of the 211 App] 40,077 I designed flow capacity of the pump.
- These small amounts of pumpage are divided into a major flow path through the most heated portions of the units discharging on the pressure side of U.S. the pump and a minor flow path through a thrust bearing for ll"- the unit and then through [he lesser heated portions to F04b /04, Golf 1 1/30 discharge on the intake side of the pump.
- the major flow path The major flow path.
- variable thrust bearing 8 P UNITED STATES PATENTS orifices tending to raise the motor shaft and carry the axial 3,031,973 5/1962 Kramer ..415/1o4 x l P 8 thin film disclfmmg hmugh 1 3,413,925 12/1968 415/ X interior of the shaft to the pump inlet.
- the pumpage in the ma or flow path is maintained under pressure and Wlll not boil 3,135,211 6/1964 Pezzillo ..417/423 even when appreciably heated.
- This invention pertains to the art of lubricating, cooling, and balancing pump and motor units, and particularly deals with a submerged electric motor driven pump unit for liquefied gases which uses pumpage to lubricate, cool and balance the unit while maintaining most of the lubricating pumpage under pressure to prevent boiling and to avoid loss of pumping capacity.
- the present invention now provides a submerged electric motor driven centrifugal pump unit especially suited for pumping Iiquified gases, which is lubricated and cooled with pumpage maintained under pump pressure. In addition, some of the lubricating pumpage is used'to thrust balance the motor shaft.
- the pump and motor units are used in systems of the prior Carter et al. U.S. Pat. No. 3,304,877 and Carter U.S. Pat. No. 3,369,715.
- the unit is lowered in a vertical casing extending through a storage container for liquified gases.
- the unit trips a foot valve at the bottom of the casing to communicate the pump inlet with the liquid fluids in the container and the centrifugal pump of the unit pumps the fluid into the casing where it flows to an outlet 'pipe at the top of the casing.
- the pump and motor unit is suspended in the casing through a vertically shiftable sealing gland, and when the unit is raised off of the foot valve, the casing will be sealed from the storage container so that it can be easily purged and the unit removed for cleaning or repair without loss of the liquified gases.
- the fluids in the storage container are kept under a head pressure such as might be created by their vapor pressure.
- the pump and motor unit is fixedly mounted in the bottom of the container for liquified gases, such as a ship's tank, and the fluids are pumped through the unit to a discharge pipe at the top of the unit.
- liquified gases such as a ship's tank
- a separate oil circulating system is used.
- pumpage is bled ofi in small amounts from the casing in systems such as in my U.S. Pat. No. 3,369,715 or is bled of? from the top of the unit in systems such as in U.S. Pat. No. 3,304,877 but most of this pumpage is never released from pump pressure and circulation is effected by gravity which is partially assisted with the centrifugal pump impeller.
- a minor amount of the lubricating pumpage bled from the discharge side of the unit is used to raise the pump shaft and relieve thrust forces on the thrust bearing of the unit. While this minor amount of lubricating pumpage is discharged to the inlet side of the pump its flow path is through the least heated portion of the unit, and it will be cool enough to maintain its liquid condition in the pump inlet.
- the small amount of pumpage used for lubricating purposes can vary depending upon flow conditions, temperatures encountered, and the like. Generally about 1 to 3 percent of the designed volume flow for the pump may be recirculated for lubricating and cooling purposes. However, only 25 percent or less of the recirculated pumpage is released to the pump inlet so that by far the major portion of the lubricating and cooling pumpage is maintained under pump pressure and will not gasify, nor will pumping energy be lost.
- the lubricating pumpage is bled ofl either from the casing as in the system of U.S. Pat. No. 3,369,715 or from the discharge top end of the pump and motor unit as in the system of U.S. Pat. No. 3,304,877, preferably passed through a filter, and introduced into the top of the motor casing, where it is divided into several flow paths.
- the major flow is through the top radial bearing for the unit and through orifices, and thence downwardly through the rotor compartment of the motor, where it is again divided, with a portion flowing through the bottom radial bearing to a radial impeller and another portion passing through orifices that communicate with the discharge end of the radial impeller for meeting the discharge flow from the main impeller of the pump.
- a minor portion of the flow is through a top thrust bearing for the motor shaft to raise the shaft and provide a fluid bearing support.
- the flow through this minor flow path is controlled by variable orifices, one of which is between the thrust bearing and the hollow motor shaft, and the other of which is between the thrust bearing and the rotor compartment. These two orifices cooperate to bleed off just enough pumpage into the hollow motor shaft for carrying the thrust load on a liquid film.
- Another object of this invention is to provide an electric motor driven centrifugal pump unit which is lubricated and cooled with pumpage without loss of pumping pressure.
- Another object of this invention is to provide an electric motor driven, submerged centrifugal pump unit which recirculates some of the pumpage to lubricate and cool the bearings and motor without losing pump pressure.
- a specific object of the invention is to provide a submerged, electric motor driven centrifugal pump unit for Iiquified gases which bleeds off some of the pumpage to cool and lubricate the unit without losing pump pressure and diverts a small portion of the bled-off pumpage for thrust balancing the motor shaft.
- a further specific object of the invention is to provide an electric motor driven centrifugal pump unit with a plurality of flow paths for pumpage to lubricate and cool the unit without releasing pump pressure and to thrust balance to the bearings of the unit without appreciably heating that portion of the pumpage used for thrust balancing.
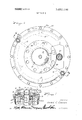
- FIG. 1 is a fragmentary, broken, somewhat diagrammatic vertical sectional view of a storage reservoir for liquid gases equipped with a vertical casing closed at its bottom end by a foot valve and containing an electric motor driven centrifugal pump unit cooled, lubricated and balanced with pumpage from the casing according to this invention;
- FIG. 2 is a view similar to FIG. 1 with a pump and motor unit of the type discharging through a pipe at the top of the unit, and cooled, lubricated and balanced with pumpage bled from the top of the unit;
- FIG. 3 is a vertical cross-sectional view of the top portion of the pump and motor unit of FIG. 2;
- FIG. 4 is a view similar to FIG. 3, but illustrating the bottom portion of the unit of FIG. 2;
- FIG. 5 is a fragmentary plan view of the pumpage recirculating portion of the pump impeller taken along the line V-V of FIG. 4;
- FIG. 6 is a plan view of the top end head of the unit taken along the line VI-VI of FIG. 3;
- FIG. 7 is a fragmentary sectional view of the top bearing illustrated in FIG. 3, but showing the position of the parts when floated by pumpage according to this invention
- FIG. 8 is a view similar to FIG. 4 but showing the unit of FIG. 1;
- FIG. 9 is a view similar to FIG. 3 but showing the unit of FIG. 1;
- FIG. 10 is a plan view of the top end head of the unit of FIG. 9.
- the reference numeral 10 of FIG. 1 designates generally a tank, excavated hole in the ground, or the like providing a reservoir R for liquified gas or cryogenic material such as natural gas, methane, butane, propane, ammonia, ethylene and the like.
- the liquid level of the liquified material in the reservoir R is close to the roof 11, as illustrated at I... and the space S between the top of the liquid and roof 11 is filled with gas boiling off from the liquid and pressurizing the reservoir R up to about 12 inches of water.
- a cylindrical casing or tube 12 extends vertically through the container 10 from the top to the bottom thereof and extends above the roof 11 as shown.
- the bottom of the casing carries a foot valve 13 biased to closed position by springs 14 and effective to seal off the interior 15 of the casing 12 from the reservoir R.
- the top of the casing 12 is closed by a cover 16 carrying a sealing gland 17 which is raised and lowered by a hand wheel 18.
- the cover also carries a junction box 19 for an electrical connection.
- The'pump and motor unit 20 of this invention is suspended in the casing 12 from the sealing gland 17 through tubing or pipe 21.
- Spring-loaded guides 22 with rollers 23 on their ends are mounted at intervals on the pipe 21 to guide it centrally in
- the junction box 19 is connected through a cable 24 with a stack junction box 25 on the top of the unit 20 for supplying electric currents to the motor of the unit.
- the unit 20 When the unit 20 is lowered to the bottom of the casing 12, it opens the foot valve 13 and fluid from the reservoir R will flow to the inlet of the pump to be propelled through the unit out of the annular opening therearound, filling the casing 12 and discharging through an outlet pipe connection 26 at the top end of the casing 12.
- the hand wheel 18 When the hand wheel 18 is manipulated to raise the sealing gland 17, the unit 20 is lifted off of the foot valve 13, whereupon the springs 14 close the valve, sealing ofl the interior of the casing 12 from the reservoir R.
- Liquid gaseous fluid in the sealed-off casing 12 can be purged therefrom back to the reservoir R by introducing a purging gas, such as nitrogen, through an inlet connection 27, thereby creating a purge pressure opening the foot valve and blowing the liquid back to reservoir R.
- a pipeline 28 connects the casing in with the top of the reservoir R and a shut-off valve 29 in this pipeline prevents backflow during the pumping operation. Further a check-and-vent valve 30 in this pipeline 28 vents the casing 12 when valve 29 is open following a pump shutdown which causes considerable liquid evaporation.
- FIG. 2 In the embodiment of FIG. 2 where the pump and motor unit is fixedly mounted in the bottom of the tank, the unit is shown at 20a and parts identical with parts described in connection with FIG. 1 have been marked with the same reference numerals.
- the unit 204 In FIG. 2 the unit 204 is directly mounted in the reservoir R on suitable supports in the bottom of the reservoir and instead of discharging to a casing 12 as in FIG. 1, discharges through the top head of the unit to an outlet pipe P extending through the reservoir R.
- the system of FIG. 2 is generally the same as disclosed in the aforesaid U.S. Pat. No. 3,304,877 and the unit 20a is mounted above the bottom of the reservoir R on brackets B so that the pump inlet will open to the bottom of the reservoir to freely receive fluids therefrom.
- the unit 200 has an external cylindrical metal casing 31 to the bottom end of which is bolted a pump casing 32 and to the top end of which is bolted an outlet head 33.
- the pump casing 32 has a bottom inlet 32a with a bell mouth flange 32b therearound (FIG. 2) to receive fluids from the reservoir R.
- the inlet 32a has an inducer-impeller 34 therein discharging to an upstream tapered passage 35 which feeds the main pump impeller 36 and also a volute 37 which discharges through a relief valve 38 back to the foot valve.
- the inducer-impeller 34 maintains the inlet passage 35 under some pressure and prevents vapor-lock in the impeller 36.
- This impeller 36 is of the shrouded type having an inlet neck 39a riding in a wear ring 40 carried by the casing 32 and merging into an outwardly flaring cover flange portion 39b overlying, but isolated from, the collection chamber 37.
- Circumferentially spaced vanes 41 connect the shroud with the main base 42 of the impeller, which has a central hub portion 42a keyed on the main shaft 43 of the unit and a radial plate portion 42b extending from the hub to the periphery of the impeller.
- This plate portion 42b has circumferentially spaced radial pumping vane 44 on its top face as shown in FIG. 5.
- the impeller 36 discharges peripherally into an annular pumping chamber 45 provided in the top face of the pump casing part 32.
- This chamber 45 discharges upwardly from its outer peripheral portion into an annular chamber 46 between the casing wall 31 and an inner cylindrical motor casing wall 47.
- a ring of circumferentially spaced upstanding diffuser vanes 47a locate the motor casing 47 inside the main casing 31 and serve to diffuse the fluid flow into an axial path.
- the motor housing 47 has a bottom head 48 providing a top wall for the chamber 45 and overlying the vanes Men the impeller plate 42b.
- This end head 48 has a central upstanding cylindrical boss portion 48a with a bore 49 extending therethrough and counterbored at 50 at its bottom end.
- a plurality of upstanding legs (preferably 3) '51 are provided on the end head 48 between the boss 48a and the casing periphery.
- a bearing housing 52 freely surrounding the shaft 43 is mounted in the boss portion 48a of the end head 48 and carries a radial ball bearing assembly 53 supporting the bottom portion of the shaft 43.
- the shaft 43 has a radial shoulder 43a resting on the inner race ring of the ball bearing assembly 53, with a reduced diameter portion 43b extending through the impeller hub 42a and keyed thereto by means of an elongated locking key 57.
- the shaft also has a further reduced diameter portion 43c receiving a spacer sleeve 58 abutting the bottom end face of the impeller hub 42a at the top end and the hub 34a of the inducer-impeller 34 at the bottom end.
- a key 59 looks the impeller hub to the reduced shaft portion 43c through a locking bolt and nut assembly 60.
- the main impeller 36 is thus keyed to the shaft portion 43b and clamped between the bearing 53 and the sleeve 58 while the inducer-impeller 34 is keyed to the reduced shaft portion 43c and clamped between the sleeve 58 and the locking nut and bolt assembly 60.
- the shaft 43 carries the motor rotor 61 which extends from closely adjacent the bearing housing 52 to closely adjacent the top of the motor casing 47.
- a sealed annular stator 62 sur rounds the rotor 61 and includes a metal outer cylindrical wall 63 fitting in the casing 47 and an inner cylindrical metal wall 64 closely surrounding the rotor 61.
- Annular end heads 65 bridge the cylindrical casing walls 63 and 64 and serve to seal the stator winding between the walls.
- the bottom head 65 of the stator assembly rests on the legs 51.
- a plate 66 is interposed between the top end head 33 and the casing 31.
- This plate has a central boss 66a snugly fitting in the inner wall 64 of the stator assembly and carrying a bearing housing 67 in a cylindrical bore 68 thereof.
- the bore 68 has a counterbore 68a at its top end receiving a ring 69 which has a boss portion 69a in the bore 68 spaced above the housing 67.
- the bearing housing 67 has a hub portion 67a freely embracing a reduced diameter top end portion 43d of the shaft 43, and has an annular shoulder 67b supporting the outer race ring of a radial ball bearing assembly 70 embracing the cylindrical hub portion 71a of a thrust bearing drum 71.
- the drum 71 has a shoulder 71b abutting the top of the inner race ring of the bearing assembly and an out-tumed radial flange 71c overlying the ring 69 and defining therewith an annular chamber 72.
- the drum 71 is secured to the shaft portion 43d of the shaft being clamped against the inner race ring of the bearing assembly 70 with a nut threaded on the top end of the shaft.
- a cap 74 is integrally formed on spiders or flanges such as 740 in the central portion of the mouth of the end head 33 and rests on the plate 66 being sealed therewith by an O-ring 75. This cap 74 provides a localized dome chamber 76 over the bearing housing 67 and thrust balance drum 71.
- the shaft 43 has an axial passage or bore 77 therethrough communicating at its top end with this dome chamber 76.
- the plate 66 has two radial bores 78 communicating with an annular recess 79 in the bore 68 of the hub portion 66a surrounding the housing 67.
- the recess 79 communicates freely with the top of the bearing 70 and through an orifice gap between the ring boss 69a and drum 71 with the chamber 72.
- the radial bores 78 also communicate through ports 80 with the top end of the stator assembly and rotor chamber.
- the plate 66 as shown in FIG. 6, has five arcuate ports 81 therethrough registering with the annular passageway 46 between the casings 31 and 47, and these ports freely flow pumpage from the main impeller 36 into the pump outlet 82 provided by the domed end head 33. Pumpage is bled from this outlet 82 through one or two ports 83 provided in the outlet neck. Conduits 84 convey fluid from the port 83 through a filter 85 to ports 86 communicating with the outer ends of the bores 78. The pumpage bled from the port 83 is filtered, flows through the bores 78 into the recess 79 around the bearing housing 67 and also through the ports 80 into the motor compartment.
- the pumpage flow is divided so that most of it passes through the bearings 70 and through the space between the reduced diameter shaft portion 431] and the bearing retainer sleeve 67ainto the motor compartment around the rotor 61.
- a minor portion of the flow is through the orifice gap between the ring boss 69a and the drum 71 into the annular chamber 72 and thence into the dome chamber 76 and shaft passageway 77.
- Pressure of the pumpage in the chamber 72 tends to raise the drum 71 and the shaft 43 to which the drum is secured. This relieves the axial thrust load on the bearings 70, tending to raise the shoulder 71b off of the inner race ring of the bearing.
- the pumpage flow through the shaft passage 77 is discharged in the pump inlet 32a ahead of the inducer 34.
- the main pumpage flow into the motor compartment from the ports 80 and sleeve 67a is divided at the bottom of the motor housing, as shown in FIG. 4, with some of the flow passing between the motor shaft 43 and the bearing housing 52, through the bearing 53 to the radial vanes 44 of the impeller flange 42b. Some of the flow will pass around the hub 48a of the end head 48 into passages 87a in pads upstanding in the end head 48. Three or more pads 87 are provided, and their passages 87a, together with the radial vanes 44, discharge through a gap 88 between the impeller flange 42b and the end head 48 into the pumping chamber 45.
- the unit has parts similar to or in common with the unit 20a of FIGS. 2 to 7 and these parts have been identified with the same reference numerals used in the description of the unit 20a.
- the unit 20 instead of discharging up through an annular passage 46 in the casing 31 to the domed head 33, discharges through an annular opening 90 into the casing 12 as shown in FIG. 8.
- the housing 310 thus terminates near the bottom of the unit 200 and the fluid emerging from the annular opening 90 flows between the housing 47 and the casing 12. Part ofthis fluid is bled back into the top of the unit 200 through filters provided on the top 334 ofthe unit as shown in FIG. 9.
- the domed top 33a has a plurality of upstanding cylindrical stacks 91 with annular filter cartridges 92 therein. Fluid under pump pressure (pumpage) in the casing 12 bleeds into these stacks through openings 93 in the tops thereof communicating with the external peripheries of filter units 92 in the stacks. Drain outlets 94 are provided in the bottoms of the stacks so that contaminants could be flushed out of the stacks. From the interior of thefilters 920 the fluid drains through passages 95 communicating with a port 96 which discharges through a passage 97 in the plate 66a positioned between the head 33a and the housing 47.
- first bleed ports 98 feed fluid to the top of the annular stator 62 and second bleed ports 99 discharge to the annular recess 79 in the bore 68 of the boss 66a of the plate 66.
- the bearing housing 67 is fitted in this bore 68 in the same manner as described in connection with FIG. 3 and the flow through the bearing 70 and under the thrust balance drum 71 is the same as described in connection with FIG. 3.
- the difference between the units 20 and 20a resides substantially only in the manner in which the bled off pumpage in introduced into the unit.
- the pumpage is received from the casing 12 whereas in the embodiment 20a the pumpage is received from the end head 33 which in turn receives it from the annular passage 46 between the outer housing 31 and the inner hous-' ing 47.
- an electric motor drives an inducer-impeller and a main centrifugal impeller mounted on a hollow motor shaft.
- the pumpage from the main impeller flows through an annular gap or passage surrounding the motor casing and discharges out of the top of the unit or through an annular outlet around the side of the unit. Some of the pumpage is bled from the discharge to flow through the motor compartment for cooling the motor, to flow through the shaft supporting bearings for lubricating the bearings and to flow through a thrust drum for thrust balancing the motor shaft.
- the flow of the bled-off pumpage is divided to provide a major flow path through the motor compartment to supply adequate cooling capacity, and this pumpage is maintained under pump discharge pressure being recirculated back to the discharge side of the main impeller.
- a minor portion of the bled-off pumpage is used to thrust balance or float the motor shaft and flows through the shaft to be discharged at the inlet side of the pump. This minor flow is maintained relatively cool and does no tend to gasify in the pump inlet, whereas the major flow subjected to the higher temperatures is maintained under pressure so that it will not gasify.
- An electric motor driven pump unit which comprises housing means providing a pumping chamber, a motor compartment, and a pump outlet receiving pumpage from said pumping chamber, a motor shaft extending through said motor compartment, bearings in said motor compartment supporting said shaft, pump impeller means in said pumping chamber mounted on said shaft, means conveying pumpage from said pump outlet through said bearings and motor compartment for cooling the motor and lubricating the bearings, means discharging the pumpage from the bearings and motor compartment to the pumping chamber downstream from the pump impeller, a thrust balancing drum on the motor shaft, means for flowing some of the pumpage through said thrust balancing drum to relieve thrust loads from the bearings, and
- thrust balancing drum is adjacent one of the bearings and provides an annular chamber receiving some of the pumpage and discharging through a peripheral gap to the inlet of the pump.
- a pump and motor unit which comprises a housing having a bottom inlet and an outlet adapted to be mounted in a tubular casing closed at the bottom by a foot valve, with said bottom inlet opening said foot valve and said outlet filling the casing with pumpage, said housing having a pump compartment and a motor compartment, a motor driven pump impeller in said pump compartment discharging pumpage to said outlet from said bottom inlet, means for bleeding some of the pumpage into the motor compartment for cooling the motor, and means remote from said means for bleeding for discharging the bled-off pumpage from the bottom of the motor compartment to the discharge side of "the pump' impeller for maintaining pump pressure on the bled-offpumpage.
- a pump and motor unit comprising a'housing having a pump compartment and a motor compartment, a motor shaft extending from the motor compartment into the pump compartment, bearings supporting said motor (compartment) shaft, an impeller on said shaft in said pump compartment, means for bleeding pumpage from said impeller, means dividing the bled off pumpage into a minor flow path to said bearings for lubricating and cooling the bearings and a major flow path to cool the motor compartment, (and) means acted on by said bled-off pumpage in the minor flow path for relieving thrust load on the bearings, means flowing the pumpage from the minor flow path to the inlet side of the impeller, and
- the unit of claim 9 including a filter in the means for bleeding pumpage from the impeller to the bearings.
- the unit of claim 9 wherein the means acted on the bled-off pumpage for relieving thrust loads on the bearings includes a drum anchored to the motor shaft having an annular recess receiving pumpage and discharging through a peripheral gap for floating the drum to carry axial thrust loads of the shaft on a film of pumpage.
- the unit of claim 9 wherein the means for relieving thrust loads includes a drum secured to the shaft supported on a bearing and having a thrust surface acted on by the pumpage to lift the drum ofi of the bearing.
- a pump and motor unit which comprises a housing having a motor compartment and a pump compartment, a motor shaft in said motor compartment extending into said pump compartment, bearings in said motor compartment supporting said shaft, a pump impeller in said pump compartment on said shaft, said housing having an inlet for supplying fluid to said impeller and an outlet for receiving pumpage from said impeller, means for bleeding ofl' some of said pumpage from said outlet (into two paths, one of which flows) to flow through the motor compartment (and the other of which flows) means for flowing some of the bled-off pumpage in a separate path through the bearings, and means combining said flow paths at the discharge side of the impeller remote from the outlet for maintaining pump pressure on the bled-off pumpage.
- a unit according to claim 13 having vanes on the pump impeller receiving the flow from the bearings for centrifugally discharging said flow to the discharge side of the impeller.
- a pump and motor unit which comprises a housing having a pump compartment and a motor compartment, a motor shaft in said motor compartment extending into said pump compartment, a motor in said motor compartment driving said shaft, radial bearings in said motorcompartment supporting said shaft, a pump impeller on said shaft in said pump compartment, a thrust drum anchoredon said motor shaft adjacent one of said radial bearings, means for bleeding off pumpage from the pump impeller into the motor compartment for lubricating said bearings, means for discharging the bled-ofi' pumpage to the discharge side of the impeller for maintaining the bled-off pumpage under pump pressure, and means for diverting some of the bled-off pumpage to the thrust drum for floating the thrust drum to relieve thrust loads on the radial bearings.
- a method of cooling, lubricating and thrust balancing electric motor driven pumps which comprises bleeding off some of the pumpage from the discharge side of the pump, flowing the bled-off pumpage through the motor, dividing the flow of the bled-off pumpage into a main path discharging on the pressure side of the pump and a minor path discharging in the pump inlet and supporting thrust loads on the motor with pumpage in the minor path.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Electric motor driven pump units, especially suited for pumping liquefied gases, including cryogenic fluids, which are lubricated, cooled and balanced with small amounts of fluid pumped by the unit (pumpage), such as 1 to 3 percent of the designed flow capacity of the pump. These small amounts of pumpage are divided into a major flow path through the most heated portions of the units discharging on the pressure side of the pump and a minor flow path through a thrust bearing for the unit and then through the lesser heated portions to discharge on the intake side of the pump. The major flow path, receiving about 75 percent of the lubricating pumpage, is downwardly through the motor shaft radial bearings and rotor compartment to an impeller and a pumping or collection chamber. The minor flow path, receiving about 25 percent of the lubricating pumpage, is through variable thrust bearing orifices tending to raise the motor shaft and carry the axial load of the unit on a thin film discharging through the hollow interior of the shaft to the pump inlet. The pumpage in the major flow path is maintained under pressure and will not boil even when appreciably heated. The minor flow path picks up very little heat and is primarily for balancing the axial thrust load on the shaft.
Description
United States Patent Carter 3,652,186 [451 Mar. 28, 1972 [54] PRESSURE LUBRICATED, COOLED AND THRUST BALANCED PUMP AND MOTOR UNIT Primary Examiner-Robert M. Walker Attorney-Hill, Sherman, Meroni, Gross and Simpson [72] Inventor: James C. Carter, Pasadena, Calif. [57] ABSTRACT [73] Assignee: The J. C. Carter Company, Costa Mesa, Electric motor driven pump units, especially suited for um e u e 0 a p p Calif. mg liquefied gases, including cryogenic fluids, which are lubricated, cooled and balanced with small amounts of fluid [221 Med: May 1970 pumped by the unit (pumpage), such as l to 3 percent of the 211 App] 40,077 I designed flow capacity of the pump. These small amounts of pumpage are divided into a major flow path through the most heated portions of the units discharging on the pressure side of U.S. the pump and a minor flow path through a thrust bearing for ll"- the unit and then through [he lesser heated portions to F04b /04, Golf 1 1/30 discharge on the intake side of the pump. The major flow path. [58] Field of Search ..4l7/372,370, 423,424, 901, rec ving about percent of the lubr cating pumpage, is 417/ 415/104, 107, 1 222/333 downwardly through the motor shaft radial bearings and rotor compartment to an impeller and a pumping or collection [56] References Cited chamber. The minor flow path, receiving about 25 percent of the lubricatin purn age, is through variable thrust bearing 8 P UNITED STATES PATENTS orifices tending to raise the motor shaft and carry the axial 3,031,973 5/1962 Kramer ..415/1o4 x l P 8 thin film disclfmmg hmugh 1 3,413,925 12/1968 415/ X interior of the shaft to the pump inlet. The pumpage in the ma or flow path is maintained under pressure and Wlll not boil 3,135,211 6/1964 Pezzillo ..417/423 even when appreciably heated. The minor flow path picks up FOREIGN PATENTS OR APPLICATIONS very little heat and is primarily for balancing the axial thrust load on the shaft. 573,285 2/1958 ltaly ..4l7/370 394,81 1 6/1965 Switzerland ..4l7/370 20 Claims, 10 Drawing Figures QF7 i l 1 l V 77 l M ii I r I 5/ l l I I I ,4 e 1 ii %A .59 I Z I i 49,! 419,; 4,5 f/ g j J 3i 43 he 0 i21 1f A l E" 5 J? 3 g 4Z1 42 45 a n, 3% 92 l 4 2 57 n J M:
PATENTEDMMB I972 SHEET 1 [IF 6 Z. M W
PRESSURE LUBRICATED, COOLED AND TI-IRUST BALANCED PUMP AND MOTOR UNIT BACKGROUND OF THE INVENTION 1. Field of the Invention This invention pertains to the art of lubricating, cooling, and balancing pump and motor units, and particularly deals with a submerged electric motor driven pump unit for liquefied gases which uses pumpage to lubricate, cool and balance the unit while maintaining most of the lubricating pumpage under pressure to prevent boiling and to avoid loss of pumping capacity.
2. Description of the Prior Art Lubrication of submerged electric motor driven pump units with pumped liquified gases is known from my prior U.S. Letters Pat. No. 3,369,715 granted Feb. 20, 1968. In my prior patent, however, the pumped fluid used for lubrication was drained back to the inlet side of the pump. This, of course, required repumping of the fluid used for lubrication and permitted the heated lubricating fluid to gasify and form bubbles at the pump inlet, tending to cause vapor locks and further loss of pumping capacity.
SUMMARY OF THE INVENTION The present invention now provides a submerged electric motor driven centrifugal pump unit especially suited for pumping Iiquified gases, which is lubricated and cooled with pumpage maintained under pump pressure. In addition, some of the lubricating pumpage is used'to thrust balance the motor shaft.
In preferred embodiments the pump and motor units are used in systems of the prior Carter et al. U.S. Pat. No. 3,304,877 and Carter U.S. Pat. No. 3,369,715. In the latter patent the unit is lowered in a vertical casing extending through a storage container for liquified gases. The unit trips a foot valve at the bottom of the casing to communicate the pump inlet with the liquid fluids in the container and the centrifugal pump of the unit pumps the fluid into the casing where it flows to an outlet 'pipe at the top of the casing. The pump and motor unit is suspended in the casing through a vertically shiftable sealing gland, and when the unit is raised off of the foot valve, the casing will be sealed from the storage container so that it can be easily purged and the unit removed for cleaning or repair without loss of the liquified gases. The fluids in the storage container are kept under a head pressure such as might be created by their vapor pressure.
In the system of the Carter et al. U.S. Pat. No. 3,304,877 the pump and motor unit is fixedly mounted in the bottom of the container for liquified gases, such as a ship's tank, and the fluids are pumped through the unit to a discharge pipe at the top of the unit. A separate oil circulating system is used.
According to the present invention, instead of discharging the lubricating pumpage back to the inlet side of the pump, as in U.S. Pat. No. 3,369,715 or instead of separately circulating lubricant as in U.S. Pat. No. 3,304,877, pumpage is bled ofi in small amounts from the casing in systems such as in my U.S. Pat. No. 3,369,715 or is bled of? from the top of the unit in systems such as in U.S. Pat. No. 3,304,877 but most of this pumpage is never released from pump pressure and circulation is effected by gravity which is partially assisted with the centrifugal pump impeller. In addition, a minor amount of the lubricating pumpage bled from the discharge side of the unit is used to raise the pump shaft and relieve thrust forces on the thrust bearing of the unit. While this minor amount of lubricating pumpage is discharged to the inlet side of the pump its flow path is through the least heated portion of the unit, and it will be cool enough to maintain its liquid condition in the pump inlet.
The small amount of pumpage used for lubricating purposes can vary depending upon flow conditions, temperatures encountered, and the like. Generally about 1 to 3 percent of the designed volume flow for the pump may be recirculated for lubricating and cooling purposes. However, only 25 percent or less of the recirculated pumpage is released to the pump inlet so that by far the major portion of the lubricating and cooling pumpage is maintained under pump pressure and will not gasify, nor will pumping energy be lost.
The lubricating pumpage is bled ofl either from the casing as in the system of U.S. Pat. No. 3,369,715 or from the discharge top end of the pump and motor unit as in the system of U.S. Pat. No. 3,304,877, preferably passed through a filter, and introduced into the top of the motor casing, where it is divided into several flow paths. The major flow is through the top radial bearing for the unit and through orifices, and thence downwardly through the rotor compartment of the motor, where it is again divided, with a portion flowing through the bottom radial bearing to a radial impeller and another portion passing through orifices that communicate with the discharge end of the radial impeller for meeting the discharge flow from the main impeller of the pump. A minor portion of the flow is through a top thrust bearing for the motor shaft to raise the shaft and provide a fluid bearing support. The flow through this minor flow path is controlled by variable orifices, one of which is between the thrust bearing and the hollow motor shaft, and the other of which is between the thrust bearing and the rotor compartment. These two orifices cooperate to bleed off just enough pumpage into the hollow motor shaft for carrying the thrust load on a liquid film.
It isthen an object of this invention to provide a pressure lubricated, cooled and thrust balanced pump and motor unit.
Another object of this invention is to provide an electric motor driven centrifugal pump unit which is lubricated and cooled with pumpage without loss of pumping pressure.
Another object of this invention is to provide an electric motor driven, submerged centrifugal pump unit which recirculates some of the pumpage to lubricate and cool the bearings and motor without losing pump pressure.
A specific object of the invention is to provide a submerged, electric motor driven centrifugal pump unit for Iiquified gases which bleeds off some of the pumpage to cool and lubricate the unit without losing pump pressure and diverts a small portion of the bled-off pumpage for thrust balancing the motor shaft.
A further specific object of the invention is to provide an electric motor driven centrifugal pump unit with a plurality of flow paths for pumpage to lubricate and cool the unit without releasing pump pressure and to thrust balance to the bearings of the unit without appreciably heating that portion of the pumpage used for thrust balancing.
Other and further objects of this invention will be apparent to those skilled in this art from the following detailed description of the annexed sheets of drawings which, by way of preferred examples, illustrate two embodiments of this invention.
BRIEF DESCRIPTION OF THE DRAWINGS FIG. 1 is a fragmentary, broken, somewhat diagrammatic vertical sectional view of a storage reservoir for liquid gases equipped with a vertical casing closed at its bottom end by a foot valve and containing an electric motor driven centrifugal pump unit cooled, lubricated and balanced with pumpage from the casing according to this invention;
FIG. 2 is a view similar to FIG. 1 with a pump and motor unit of the type discharging through a pipe at the top of the unit, and cooled, lubricated and balanced with pumpage bled from the top of the unit;
FIG. 3 is a vertical cross-sectional view of the top portion of the pump and motor unit of FIG. 2;
FIG. 4 is a view similar to FIG. 3, but illustrating the bottom portion of the unit of FIG. 2;
FIG. 5 is a fragmentary plan view of the pumpage recirculating portion of the pump impeller taken along the line V-V of FIG. 4;
FIG. 6 is a plan view of the top end head of the unit taken along the line VI-VI of FIG. 3;
' the casing 12.
FIG. 7 is a fragmentary sectional view of the top bearing illustrated in FIG. 3, but showing the position of the parts when floated by pumpage according to this invention;
FIG. 8 is a view similar to FIG. 4 but showing the unit of FIG. 1;
FIG. 9 is a view similar to FIG. 3 but showing the unit of FIG. 1;
FIG. 10 is a plan view of the top end head of the unit of FIG. 9.
BRIEF DESCRIPTION OF THE PREFERRED EMBODIMENTS The reference numeral 10 of FIG. 1 designates generally a tank, excavated hole in the ground, or the like providing a reservoir R for liquified gas or cryogenic material such as natural gas, methane, butane, propane, ammonia, ethylene and the like. The liquid level of the liquified material in the reservoir R is close to the roof 11, as illustrated at I... and the space S between the top of the liquid and roof 11 is filled with gas boiling off from the liquid and pressurizing the reservoir R up to about 12 inches of water.
" A cylindrical casing or tube 12 extends vertically through the container 10 from the top to the bottom thereof and extends above the roof 11 as shown. The bottom of the casing carries a foot valve 13 biased to closed position by springs 14 and effective to seal off the interior 15 of the casing 12 from the reservoir R.
The top of the casing 12 is closed by a cover 16 carrying a sealing gland 17 which is raised and lowered by a hand wheel 18. The cover also carries a junction box 19 for an electrical connection.
V The'pump and motor unit 20 of this invention is suspended in the casing 12 from the sealing gland 17 through tubing or pipe 21. Spring-loaded guides 22 with rollers 23 on their ends are mounted at intervals on the pipe 21 to guide it centrally in The junction box 19 is connected through a cable 24 with a stack junction box 25 on the top of the unit 20 for supplying electric currents to the motor of the unit.
When the unit 20 is lowered to the bottom of the casing 12, it opens the foot valve 13 and fluid from the reservoir R will flow to the inlet of the pump to be propelled through the unit out of the annular opening therearound, filling the casing 12 and discharging through an outlet pipe connection 26 at the top end of the casing 12. When the hand wheel 18 is manipulated to raise the sealing gland 17, the unit 20 is lifted off of the foot valve 13, whereupon the springs 14 close the valve, sealing ofl the interior of the casing 12 from the reservoir R. Liquid gaseous fluid in the sealed-off casing 12 can be purged therefrom back to the reservoir R by introducing a purging gas, such as nitrogen, through an inlet connection 27, thereby creating a purge pressure opening the foot valve and blowing the liquid back to reservoir R. A pipeline 28 connects the casing in with the top of the reservoir R and a shut-off valve 29 in this pipeline prevents backflow during the pumping operation. Further a check-and-vent valve 30 in this pipeline 28 vents the casing 12 when valve 29 is open following a pump shutdown which causes considerable liquid evaporation. The structure and operation of the assembly shown in FIG. 1 is more fully described in my aforesaid U.S. Pat. No. 3,369,715.
In the embodiment of FIG. 2 where the pump and motor unit is fixedly mounted in the bottom of the tank, the unit is shown at 20a and parts identical with parts described in connection with FIG. 1 have been marked with the same reference numerals. In FIG. 2 the unit 204 is directly mounted in the reservoir R on suitable supports in the bottom of the reservoir and instead of discharging to a casing 12 as in FIG. 1, discharges through the top head of the unit to an outlet pipe P extending through the reservoir R. The system of FIG. 2 is generally the same as disclosed in the aforesaid U.S. Pat. No. 3,304,877 and the unit 20a is mounted above the bottom of the reservoir R on brackets B so that the pump inlet will open to the bottom of the reservoir to freely receive fluids therefrom.
The unit 200, as best shown in FIGS. 3 and 4, has an external cylindrical metal casing 31 to the bottom end of which is bolted a pump casing 32 and to the top end of which is bolted an outlet head 33. The pump casing 32 has a bottom inlet 32a with a bell mouth flange 32b therearound (FIG. 2) to receive fluids from the reservoir R. The inlet 32a has an inducer-impeller 34 therein discharging to an upstream tapered passage 35 which feeds the main pump impeller 36 and also a volute 37 which discharges through a relief valve 38 back to the foot valve. The inducer-impeller 34 maintains the inlet passage 35 under some pressure and prevents vapor-lock in the impeller 36. This impeller 36 is of the shrouded type having an inlet neck 39a riding in a wear ring 40 carried by the casing 32 and merging into an outwardly flaring cover flange portion 39b overlying, but isolated from, the collection chamber 37. Circumferentially spaced vanes 41 connect the shroud with the main base 42 of the impeller, which has a central hub portion 42a keyed on the main shaft 43 of the unit and a radial plate portion 42b extending from the hub to the periphery of the impeller. This plate portion 42b has circumferentially spaced radial pumping vane 44 on its top face as shown in FIG. 5.
The impeller 36 discharges peripherally into an annular pumping chamber 45 provided in the top face of the pump casing part 32. This chamber 45 discharges upwardly from its outer peripheral portion into an annular chamber 46 between the casing wall 31 and an inner cylindrical motor casing wall 47. A ring of circumferentially spaced upstanding diffuser vanes 47a locate the motor casing 47 inside the main casing 31 and serve to diffuse the fluid flow into an axial path.
The motor housing 47 has a bottom head 48 providing a top wall for the chamber 45 and overlying the vanes Men the impeller plate 42b. This end head 48 has a central upstanding cylindrical boss portion 48a with a bore 49 extending therethrough and counterbored at 50 at its bottom end. A plurality of upstanding legs (preferably 3) '51 are provided on the end head 48 between the boss 48a and the casing periphery.
A bearing housing 52 freely surrounding the shaft 43 is mounted in the boss portion 48a of the end head 48 and carries a radial ball bearing assembly 53 supporting the bottom portion of the shaft 43. A sleeve 54 freely embraces the shaft 43 below the bearing 53 and is carried in a plate 55 bolted to the boss portion 48a of the end head 48 by cap screws 56 which also extend through a flange 52a of the bearing housing 52 to fixedly secure this housing to the end head.
The shaft 43 has a radial shoulder 43a resting on the inner race ring of the ball bearing assembly 53, with a reduced diameter portion 43b extending through the impeller hub 42a and keyed thereto by means of an elongated locking key 57. The shaft also has a further reduced diameter portion 43c receiving a spacer sleeve 58 abutting the bottom end face of the impeller hub 42a at the top end and the hub 34a of the inducer-impeller 34 at the bottom end. A key 59 looks the impeller hub to the reduced shaft portion 43c through a locking bolt and nut assembly 60. The main impeller 36 is thus keyed to the shaft portion 43b and clamped between the bearing 53 and the sleeve 58 while the inducer-impeller 34 is keyed to the reduced shaft portion 43c and clamped between the sleeve 58 and the locking nut and bolt assembly 60.
The shaft 43 carries the motor rotor 61 which extends from closely adjacent the bearing housing 52 to closely adjacent the top of the motor casing 47. A sealed annular stator 62 sur rounds the rotor 61 and includes a metal outer cylindrical wall 63 fitting in the casing 47 and an inner cylindrical metal wall 64 closely surrounding the rotor 61. Annular end heads 65 bridge the cylindrical casing walls 63 and 64 and serve to seal the stator winding between the walls. The bottom head 65 of the stator assembly rests on the legs 51.
As shown in FIG. 3, a plate 66 is interposed between the top end head 33 and the casing 31. This plate has a central boss 66a snugly fitting in the inner wall 64 of the stator assembly and carrying a bearing housing 67 in a cylindrical bore 68 thereof. The bore 68 has a counterbore 68a at its top end receiving a ring 69 which has a boss portion 69a in the bore 68 spaced above the housing 67.
The bearing housing 67 has a hub portion 67a freely embracing a reduced diameter top end portion 43d of the shaft 43, and has an annular shoulder 67b supporting the outer race ring of a radial ball bearing assembly 70 embracing the cylindrical hub portion 71a of a thrust bearing drum 71. The drum 71 has a shoulder 71b abutting the top of the inner race ring of the bearing assembly and an out-tumed radial flange 71c overlying the ring 69 and defining therewith an annular chamber 72. The drum 71 is secured to the shaft portion 43d of the shaft being clamped against the inner race ring of the bearing assembly 70 with a nut threaded on the top end of the shaft.
A cap 74 is integrally formed on spiders or flanges such as 740 in the central portion of the mouth of the end head 33 and rests on the plate 66 being sealed therewith by an O-ring 75. This cap 74 provides a localized dome chamber 76 over the bearing housing 67 and thrust balance drum 71.
The shaft 43 has an axial passage or bore 77 therethrough communicating at its top end with this dome chamber 76.
The plate 66 has two radial bores 78 communicating with an annular recess 79 in the bore 68 of the hub portion 66a surrounding the housing 67. The recess 79 communicates freely with the top of the bearing 70 and through an orifice gap between the ring boss 69a and drum 71 with the chamber 72. The radial bores 78 also communicate through ports 80 with the top end of the stator assembly and rotor chamber.
The plate 66, as shown in FIG. 6, has five arcuate ports 81 therethrough registering with the annular passageway 46 between the casings 31 and 47, and these ports freely flow pumpage from the main impeller 36 into the pump outlet 82 provided by the domed end head 33. Pumpage is bled from this outlet 82 through one or two ports 83 provided in the outlet neck. Conduits 84 convey fluid from the port 83 through a filter 85 to ports 86 communicating with the outer ends of the bores 78. The pumpage bled from the port 83 is filtered, flows through the bores 78 into the recess 79 around the bearing housing 67 and also through the ports 80 into the motor compartment. From the recess 79 the pumpage flow is divided so that most of it passes through the bearings 70 and through the space between the reduced diameter shaft portion 431] and the bearing retainer sleeve 67ainto the motor compartment around the rotor 61. A minor portion of the flow is through the orifice gap between the ring boss 69a and the drum 71 into the annular chamber 72 and thence into the dome chamber 76 and shaft passageway 77. Pressure of the pumpage in the chamber 72 tends to raise the drum 71 and the shaft 43 to which the drum is secured. This relieves the axial thrust load on the bearings 70, tending to raise the shoulder 71b off of the inner race ring of the bearing. The thrust of the shaft 43 will thus be carried on a film of pumpage in the annular chamber 72. Discharge from this chamber into the dome chamber is through a variable orifice determined by the amount of lift of the drum flange 71c off of the ring 69.
The pumpage flow through the shaft passage 77 is discharged in the pump inlet 32a ahead of the inducer 34.
The main pumpage flow into the motor compartment from the ports 80 and sleeve 67a is divided at the bottom of the motor housing, as shown in FIG. 4, with some of the flow passing between the motor shaft 43 and the bearing housing 52, through the bearing 53 to the radial vanes 44 of the impeller flange 42b. Some of the flow will pass around the hub 48a of the end head 48 into passages 87a in pads upstanding in the end head 48. Three or more pads 87 are provided, and their passages 87a, together with the radial vanes 44, discharge through a gap 88 between the impeller flange 42b and the end head 48 into the pumping chamber 45.
In the FIG. 1 embodiment, the unit has parts similar to or in common with the unit 20a of FIGS. 2 to 7 and these parts have been identified with the same reference numerals used in the description of the unit 20a. The unit 20, however, instead of discharging up through an annular passage 46 in the casing 31 to the domed head 33, discharges through an annular opening 90 into the casing 12 as shown in FIG. 8. The housing 310 thus terminates near the bottom of the unit 200 and the fluid emerging from the annular opening 90 flows between the housing 47 and the casing 12. Part ofthis fluid is bled back into the top of the unit 200 through filters provided on the top 334 ofthe unit as shown in FIG. 9.
The domed top 33ahas a plurality of upstanding cylindrical stacks 91 with annular filter cartridges 92 therein. Fluid under pump pressure (pumpage) in the casing 12 bleeds into these stacks through openings 93 in the tops thereof communicating with the external peripheries of filter units 92 in the stacks. Drain outlets 94 are provided in the bottoms of the stacks so that contaminants could be flushed out of the stacks. From the interior of thefilters 920 the fluid drains through passages 95 communicating with a port 96 which discharges through a passage 97 in the plate 66a positioned between the head 33a and the housing 47. From this passageway 97, first bleed ports 98 feed fluid to the top of the annular stator 62 and second bleed ports 99 discharge to the annular recess 79 in the bore 68 of the boss 66a of the plate 66. The bearing housing 67 is fitted in this bore 68 in the same manner as described in connection with FIG. 3 and the flow through the bearing 70 and under the thrust balance drum 71 is the same as described in connection with FIG. 3.
The divided flow through the shaft 43 and through the center of the annular stator 62 is the same as described in connection with the unit 20.
It will thus be understood that the difference between the units 20 and 20a resides substantially only in the manner in which the bled off pumpage in introduced into the unit. In the embodiment 20 the pumpage is received from the casing 12 whereas in the embodiment 20a the pumpage is received from the end head 33 which in turn receives it from the annular passage 46 between the outer housing 31 and the inner hous-' ing 47.
From the above description it will be understood that in the units of this invention, an electric motor drives an inducer-impeller and a main centrifugal impeller mounted on a hollow motor shaft. The pumpage from the main impeller flows through an annular gap or passage surrounding the motor casing and discharges out of the top of the unit or through an annular outlet around the side of the unit. Some of the pumpage is bled from the discharge to flow through the motor compartment for cooling the motor, to flow through the shaft supporting bearings for lubricating the bearings and to flow through a thrust drum for thrust balancing the motor shaft. The flow of the bled-off pumpage is divided to provide a major flow path through the motor compartment to supply adequate cooling capacity, and this pumpage is maintained under pump discharge pressure being recirculated back to the discharge side of the main impeller. A minor portion of the bled-off pumpage is used to thrust balance or float the motor shaft and flows through the shaft to be discharged at the inlet side of the pump. This minor flow is maintained relatively cool and does no tend to gasify in the pump inlet, whereas the major flow subjected to the higher temperatures is maintained under pressure so that it will not gasify.
I claim as my invention:
1. An electric motor driven pump unit which comprises housing means providing a pumping chamber, a motor compartment, and a pump outlet receiving pumpage from said pumping chamber, a motor shaft extending through said motor compartment, bearings in said motor compartment supporting said shaft, pump impeller means in said pumping chamber mounted on said shaft, means conveying pumpage from said pump outlet through said bearings and motor compartment for cooling the motor and lubricating the bearings, means discharging the pumpage from the bearings and motor compartment to the pumping chamber downstream from the pump impeller, a thrust balancing drum on the motor shaft, means for flowing some of the pumpage through said thrust balancing drum to relieve thrust loads from the bearings, and
means discharging the thrust load relieving pumpage to the inlet of the pump.
2. The unit of claim 1 wherein the thrust balancing drum is adjacent one of the bearings and provides an annular chamber receiving some of the pumpage and discharging through a peripheral gap to the inlet of the pump.
3. The unit of claim 1 wherein the thrust balancing drum is anchored to the pump shaft, receives some of the pumpage thereunder and is effective to lift the pump shaft.
4. The unit of claim 1 wherein the discharge path of the thrust load relieving pumpage is through the motor shaft,
5. The unit of claim 1 wherein the motor shaft is hollow, the thrust drum is clamped on an end of the shaft, and the pumpage flows from the drum into the top end of the hollow shaft.
6. A pump and motor unit which comprises a housing having a bottom inlet and an outlet adapted to be mounted in a tubular casing closed at the bottom by a foot valve, with said bottom inlet opening said foot valve and said outlet filling the casing with pumpage, said housing having a pump compartment and a motor compartment, a motor driven pump impeller in said pump compartment discharging pumpage to said outlet from said bottom inlet, means for bleeding some of the pumpage into the motor compartment for cooling the motor, and means remote from said means for bleeding for discharging the bled-off pumpage from the bottom of the motor compartment to the discharge side of "the pump' impeller for maintaining pump pressure on the bled-offpumpage.
1 7. The unit of claim 6 wherein the pump impeller has pumping vanes for circulating the bled-ofi' pumpage.
8. The-unit of claim'6 wherein thebled-off pumpage flows into the top of the motor compartment and is drained out of the bottom of said compartment and centrifugal pumping means assist said drainage.
9. A pump and motor unit comprising a'housing having a pump compartment and a motor compartment, a motor shaft extending from the motor compartment into the pump compartment, bearings supporting said motor (compartment) shaft, an impeller on said shaft in said pump compartment, means for bleeding pumpage from said impeller, means dividing the bled off pumpage into a minor flow path to said bearings for lubricating and cooling the bearings and a major flow path to cool the motor compartment, (and) means acted on by said bled-off pumpage in the minor flow path for relieving thrust load on the bearings, means flowing the pumpage from the minor flow path to the inlet side of the impeller, and
means flowing the pumpage from the major flow path to the discharge side of the impeller.
10. The unit of claim 9 including a filter in the means for bleeding pumpage from the impeller to the bearings.
l l. The unit of claim 9 wherein the means acted on the bled-off pumpage for relieving thrust loads on the bearings includes a drum anchored to the motor shaft having an annular recess receiving pumpage and discharging through a peripheral gap for floating the drum to carry axial thrust loads of the shaft on a film of pumpage.
12. The unit of claim 9 wherein the means for relieving thrust loads includes a drum secured to the shaft supported on a bearing and having a thrust surface acted on by the pumpage to lift the drum ofi of the bearing.
13. A pump and motor unit which comprises a housing having a motor compartment and a pump compartment, a motor shaft in said motor compartment extending into said pump compartment, bearings in said motor compartment supporting said shaft, a pump impeller in said pump compartment on said shaft, said housing having an inlet for supplying fluid to said impeller and an outlet for receiving pumpage from said impeller, means for bleeding ofl' some of said pumpage from said outlet (into two paths, one of which flows) to flow through the motor compartment (and the other of which flows) means for flowing some of the bled-off pumpage in a separate path through the bearings, and means combining said flow paths at the discharge side of the impeller remote from the outlet for maintaining pump pressure on the bled-off pumpage.
14. A unit according to claim 13 having vanes on the pump impeller receiving the flow from the bearings for centrifugally discharging said flow to the discharge side of the impeller.
15. The unit of claim 13 wherein the two paths are from the top to the bottom ends ofthe unit and flow is assisted by radial vanes on the pump impeller.
16. A pump and motor unit which comprises a housing having a pump compartment and a motor compartment, a motor shaft in said motor compartment extending into said pump compartment, a motor in said motor compartment driving said shaft, radial bearings in said motorcompartment supporting said shaft, a pump impeller on said shaft in said pump compartment, a thrust drum anchoredon said motor shaft adjacent one of said radial bearings, means for bleeding off pumpage from the pump impeller into the motor compartment for lubricating said bearings, means for discharging the bled-ofi' pumpage to the discharge side of the impeller for maintaining the bled-off pumpage under pump pressure, and means for diverting some of the bled-off pumpage to the thrust drum for floating the thrust drum to relieve thrust loads on the radial bearings.
17. The unit of claim 16 wherein the means for bleeding off pumpage from the pump impeller to the motor compartment includes a filter.
18. The unit of claim 16 wherein the radial bearings have inner race rings clamped to the motor shaft, the thrust drum rests on one of the bearings, and the pumpage bled off from the pump impeller lifts the thrust drum and shaft to relieve thrust loads from the radial bearings.
19. A method of cooling, lubricating and thrust balancing electric motor driven pumps which comprises bleeding off some of the pumpage from the discharge side of the pump, flowing the bled-off pumpage through the motor, dividing the flow of the bled-off pumpage into a main path discharging on the pressure side of the pump and a minor path discharging in the pump inlet and supporting thrust loads on the motor with pumpage in the minor path.
20. The method of cooling an electric motor driven centrifugal pump which comprises bleeding off pumpage from the discharge side of the pump at a first zone, circulating the bledoff pumpage through the motor, discharging the circulated bled-ofi' pumpage back to the discharge side of the pump at a second zone remote from the first zone to prevent direct recirculation of the bled-off pumpage back to the motor, and centrifugally inducing the flow of the bled-off pumpage.
Claims (20)
1. An electric motor driven pump unit which comprises housing means providing a pumping chamber, a motor compartment, and a pump outlet receiving pumpage from said pumping chamber, a motor shaft extending through said motor compartment, bearings in said motor compartment supporting said shaft, pump impeller means in said pumping chamber mounted on said shaft, means conveying pumpage from said pump outlet through said bearings and motor compartment for cooling the motor and lubricating the bearings, means discharging the pumpage from the bearings and motor compartment to the pumping chamber downstream from the pump impeller, a thrust balancing drum on the motor shaft, means for flowing some of the pumpage through said thrust balancing drum to relieve thrust loads from the bearings, and means discharging the thrust load relieving pumpage to the inlet of the pump.
2. The unit of claim 1 wherein the thrust balancing drum is adjacent one of the bearings and provides an annular chamber receiving some of the pumpage and discharging through a peripheral gap to the inlet of the pump.
3. The unit of claim 1 wherein the thrust balancing drum is anchored to the pump shaft, receives some of the pumpage thereunder and is effective to lift the pump shaft.
4. The unit of claim 1 wherein the discharge path of the thrust load relieving pumpage is through the motor shaft.
5. The unit of claim 1 wherein the motor shaft is hollow, the thrust drum is clamped on an end of the shaft, and the pumpage flows from the drum into the top end of the hollow shaft.
6. A pump and motor unit which comprises a housing having A bottom inlet and an outlet adapted to be mounted in a tubular casing closed at the bottom by a foot valve, with said bottom inlet opening said foot valve and said outlet filling the casing with pumpage, said housing having a pump compartment and a motor compartment, a motor driven pump impeller in said pump compartment discharging pumpage to said outlet from said bottom inlet, means for bleeding some of the pumpage into the motor compartment for cooling the motor, and means remote from said means for bleeding for discharging the bled-off pumpage from the bottom of the motor compartment to the discharge side of the pump impeller for maintaining pump pressure on the bled-off pumpage.
7. The unit of claim 6 wherein the pump impeller has pumping vanes for circulating the bled-off pumpage.
8. The unit of claim 6 wherein the bled-off pumpage flows into the top of the motor compartment and is drained out of the bottom of said compartment and centrifugal pumping means assist said drainage.
9. A pump and motor unit comprising a housing having a pump compartment and a motor compartment, a motor shaft extending from the motor compartment into the pump compartment, bearings supporting said motor (compartment) shaft, an impeller on said shaft in said pump compartment, means for bleeding pumpage from said impeller, means dividing the bled off pumpage into a minor flow path to said bearings for lubricating and cooling the bearings and a major flow path to cool the motor compartment, (and) means acted on by said bled-off pumpage in the minor flow path for relieving thrust loads on the bearings, means flowing the pumpage from the minor flow path to the inlet side of the impeller, and means flowing the pumpage from the major flow path to the discharge side of the impeller.
10. The unit of claim 9 including a filter in the means for bleeding pumpage from the impeller to the bearings.
11. The unit of claim 9 wherein the means acted on the bled-off pumpage for relieving thrust loads on the bearings includes a drum anchored to the motor shaft having an annular recess receiving pumpage and discharging through a peripheral gap for floating the drum to carry axial thrust loads of the shaft on a film of pumpage.
12. The unit of claim 9 wherein the means for relieving thrust loads includes a drum secured to the shaft supported on a bearing and having a thrust surface acted on by the pumpage to lift the drum off of the bearing.
13. A pump and motor unit which comprises a housing having a motor compartment and a pump compartment, a motor shaft in said motor compartment extending into said pump compartment, bearings in said motor compartment supporting said shaft, a pump impeller in said pump compartment on said shaft, said housing having an inlet for supplying fluid to said impeller and an outlet for receiving pumpage from said impeller, means for bleeding off some of said pumpage from said outlet (into two paths, one of which flows) to flow through the motor compartment (and the other of which flows) means for flowing some of the bled-off pumpage in a separate path through the bearings, and means combining said flow paths at the discharge side of the impeller remote from the outlet for maintaining pump pressure on the bled-off pumpage.
14. A unit according to claim 13 having vanes on the pump impeller receiving the flow from the bearings for centrifugally discharging said flow to the discharge side of the impeller.
15. The unit of claim 13 wherein the two paths are from the top to the bottom ends of the unit and flow is assisted by radial vanes on the pump impeller.
16. A pump and motor unit which comprises a housing having a pump compartment and a motor compartment, a motor shaft in said motor compartment extending into said pump compartment, a motor in said motor compartment driving said shaft, radial bearings in said motor compartment supporting said shaft, a pump impeller on said shaft in said pump compartment, a thrust drum anchored on said motor shaft adjacent one of said radial bearings, means for bleeding off pumpage from the pump impeller into the motor compartment for lubricating said bearings, means for discharging the bled-off pumpage to the discharge side of the impeller for maintaining the bled-off pumpage under pump pressure, and means for diverting some of the bled-off pumpage to the thrust drum for floating the thrust drum to relieve thrust loads on the radial bearings.
17. The unit of claim 16 wherein the means for bleeding off pumpage from the pump impeller to the motor compartment includes a filter.
18. The unit of claim 16 wherein the radial bearings have inner race rings clamped to the motor shaft, the thrust drum rests on one of the bearings, and the pumpage bled off from the pump impeller lifts the thrust drum and shaft to relieve thrust loads from the radial bearings.
19. A method of cooling, lubricating and thrust balancing electric motor driven pumps which comprises bleeding off some of the pumpage from the discharge side of the pump, flowing the bled-off pumpage through the motor, dividing the flow of the bled-off pumpage into a main path discharging on the pressure side of the pump and a minor path discharging in the pump inlet and supporting thrust loads on the motor with pumpage in the minor path.
20. The method of cooling an electric motor driven centrifugal pump which comprises bleeding off pumpage from the discharge side of the pump at a first zone, circulating the bled-off pumpage through the motor, discharging the circulated bled-off pumpage back to the discharge side of the pump at a second zone remote from the first zone to prevent direct recirculation of the bled-off pumpage back to the motor, and centrifugally inducing the flow of the bled-off pumpage.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US4007770A | 1970-05-25 | 1970-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3652186A true US3652186A (en) | 1972-03-28 |
Family
ID=21908970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US40077A Expired - Lifetime US3652186A (en) | 1970-05-25 | 1970-05-25 | Pressure lubricated, cooled and thrust balanced pump and motor unit |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3652186A (en) |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3748066A (en) * | 1971-12-13 | 1973-07-24 | Paddle Pumps Inc | Submersible pump |
| US3790312A (en) * | 1971-07-23 | 1974-02-05 | H Bottoms | Pumps for liquids |
| US3850550A (en) * | 1971-08-05 | 1974-11-26 | Hydr O Matic Pump Co | Centrifugal pump and motor |
| US4013383A (en) * | 1973-12-03 | 1977-03-22 | Rule Industries, Inc. | Vertical shaft impeller pump apparatus |
| US4065232A (en) * | 1975-04-08 | 1977-12-27 | Andrew Stratienko | Liquid pump sealing system |
| US4545741A (en) * | 1982-05-07 | 1985-10-08 | Hitachi, Ltd. | Vertical motor pump |
| EP0163126A1 (en) * | 1984-05-02 | 1985-12-04 | Pompe Ing. Calella S.p.A. | Electric pumping device |
| US4674952A (en) * | 1983-10-07 | 1987-06-23 | Sargent-Welch Scientific Company | Turbo molecular pump with improved bearing assembly |
| US4714405A (en) * | 1983-06-08 | 1987-12-22 | Sundstrand Corporation | Centrifugal pump |
| US4767265A (en) * | 1983-10-07 | 1988-08-30 | Sargent-Welch Scientific Co. | Turbomolecular pump with improved bearing assembly |
| US4806075A (en) * | 1983-10-07 | 1989-02-21 | Sargent-Welch Scientific Co. | Turbomolecular pump with improved bearing assembly |
| US4889468A (en) * | 1987-12-28 | 1989-12-26 | Nikkiso Co., Ltd. | Submerged type pump |
| US5005990A (en) * | 1990-04-27 | 1991-04-09 | Ingersoll-Rand Company | Pump bearing system |
| US5215430A (en) * | 1992-02-26 | 1993-06-01 | J. C. Carter Company, Inc. | Ignition-source free fuel pump |
| US5427501A (en) * | 1994-05-03 | 1995-06-27 | Parker-Hannifin Corporation | Fuel pump impeller with pump down extension |
| EP0740078A1 (en) * | 1995-03-03 | 1996-10-30 | Westinghouse Electric Corporation | A submersible canned motor transfer pump |
| US5674057A (en) * | 1995-03-03 | 1997-10-07 | Westinghouse Electric Corporation | Submersible canned motor mixer pump |
| US5806560A (en) * | 1996-10-22 | 1998-09-15 | J. C. Carter Company, Inc. | Aircraft fuel transfer pump with auxiliary fuel line scavenge pump |
| EP0913910A1 (en) * | 1997-10-31 | 1999-05-06 | Siemens Canada Limited | Pump motor having fluid cooling system |
| FR2782544A1 (en) * | 1998-08-19 | 2000-02-25 | Air Liquide | PUMP FOR A CRYOGENIC LIQUID AS WELL AS PUMPING GROUP AND DISTILLATION COLUMN EQUIPPED WITH SUCH A PUMP |
| US6095766A (en) * | 1998-07-29 | 2000-08-01 | Brown; Albert W. | Fuel transfer pump |
| US20040136842A1 (en) * | 2002-07-04 | 2004-07-15 | Minebea Co., Ltd. | Fan motor |
| DE102005056309A1 (en) * | 2005-11-25 | 2007-06-06 | Fpe Fischer Gmbh | Circulation pump for conveying fluid has an outlet opening through which fluid and gas can pass and means for removing air |
| US7264449B1 (en) | 2002-03-07 | 2007-09-04 | Little Giant Pump Company | Automatic liquid collection and disposal assembly |
| US20080080988A1 (en) * | 2006-09-28 | 2008-04-03 | Snecma | Pump with electric motor, immersed in the fluid to be pumped |
| US20080267763A1 (en) * | 2007-04-30 | 2008-10-30 | Snecma | Rotary machine including a passive axial balancing system |
| US20090035159A1 (en) * | 2007-08-02 | 2009-02-05 | Baker Hughes Incorporated | Thrust and Intake Chamber for Pump |
| US20100247313A1 (en) * | 2009-03-25 | 2010-09-30 | Woodward Governor Company | Centrifugal Impeller With Controlled Force Balance |
| US20100284796A1 (en) * | 2008-03-14 | 2010-11-11 | Mitsubisihi Heavy Industries, Ltd | Pump |
| US20110192165A1 (en) * | 2010-02-08 | 2011-08-11 | Rosen Seth E | Air cycle machine air bearing shaft |
| US20110318201A1 (en) * | 2010-06-29 | 2011-12-29 | Axel Jaeshke | Underwater Conveying Assembly with a Pump and with a Drive Device |
| US9835294B2 (en) | 2014-04-01 | 2017-12-05 | Trinity Tank Car, Inc. | Dual pressure-retaining manway system |
| US20180045213A1 (en) * | 2015-03-20 | 2018-02-15 | Ebara Corporation | Impeller for centrifugal pumps |
| CN111412148A (en) * | 2020-02-29 | 2020-07-14 | 淄博博山绿源燃气设备有限公司 | Low-temperature in-tank immersed pump system |
| US10954952B2 (en) | 2017-09-19 | 2021-03-23 | Fives Cryomec Ag | Centrifugal pump for cryogenic pumped media |
| US11371522B2 (en) * | 2020-03-20 | 2022-06-28 | China University Of Mining And Technology | Permanent magnet direct-drive slurry pump based on gas film drag reduction |
| US11808268B2 (en) | 2020-10-19 | 2023-11-07 | Milwaukee Electric Tool Corporation | Stick pump assembly |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3031973A (en) * | 1959-11-30 | 1962-05-01 | Kramer Herman | Centrifugal pump with canned motor |
| US3135211A (en) * | 1960-09-28 | 1964-06-02 | Integral Motor Pump Corp | Motor and pump assembly |
| CH394811A (en) * | 1962-03-23 | 1965-06-30 | E M B Elektromotorenbau Ag | Circulation pump |
| US3413925A (en) * | 1966-03-30 | 1968-12-03 | Lab For Electronics Inc | Centrifugal pump having thrust balancing means |
-
1970
- 1970-05-25 US US40077A patent/US3652186A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3031973A (en) * | 1959-11-30 | 1962-05-01 | Kramer Herman | Centrifugal pump with canned motor |
| US3135211A (en) * | 1960-09-28 | 1964-06-02 | Integral Motor Pump Corp | Motor and pump assembly |
| CH394811A (en) * | 1962-03-23 | 1965-06-30 | E M B Elektromotorenbau Ag | Circulation pump |
| US3413925A (en) * | 1966-03-30 | 1968-12-03 | Lab For Electronics Inc | Centrifugal pump having thrust balancing means |
Cited By (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3790312A (en) * | 1971-07-23 | 1974-02-05 | H Bottoms | Pumps for liquids |
| US3850550A (en) * | 1971-08-05 | 1974-11-26 | Hydr O Matic Pump Co | Centrifugal pump and motor |
| US3748066A (en) * | 1971-12-13 | 1973-07-24 | Paddle Pumps Inc | Submersible pump |
| US4013383A (en) * | 1973-12-03 | 1977-03-22 | Rule Industries, Inc. | Vertical shaft impeller pump apparatus |
| US4065232A (en) * | 1975-04-08 | 1977-12-27 | Andrew Stratienko | Liquid pump sealing system |
| US4545741A (en) * | 1982-05-07 | 1985-10-08 | Hitachi, Ltd. | Vertical motor pump |
| US4714405A (en) * | 1983-06-08 | 1987-12-22 | Sundstrand Corporation | Centrifugal pump |
| US4806075A (en) * | 1983-10-07 | 1989-02-21 | Sargent-Welch Scientific Co. | Turbomolecular pump with improved bearing assembly |
| US4767265A (en) * | 1983-10-07 | 1988-08-30 | Sargent-Welch Scientific Co. | Turbomolecular pump with improved bearing assembly |
| US4674952A (en) * | 1983-10-07 | 1987-06-23 | Sargent-Welch Scientific Company | Turbo molecular pump with improved bearing assembly |
| EP0163126A1 (en) * | 1984-05-02 | 1985-12-04 | Pompe Ing. Calella S.p.A. | Electric pumping device |
| US4889468A (en) * | 1987-12-28 | 1989-12-26 | Nikkiso Co., Ltd. | Submerged type pump |
| US5005990A (en) * | 1990-04-27 | 1991-04-09 | Ingersoll-Rand Company | Pump bearing system |
| USRE35404E (en) * | 1992-02-26 | 1996-12-17 | J. C. Carter Company, Inc. | Ignition-source free fuel pump |
| US5215430A (en) * | 1992-02-26 | 1993-06-01 | J. C. Carter Company, Inc. | Ignition-source free fuel pump |
| US5427501A (en) * | 1994-05-03 | 1995-06-27 | Parker-Hannifin Corporation | Fuel pump impeller with pump down extension |
| EP0740078A1 (en) * | 1995-03-03 | 1996-10-30 | Westinghouse Electric Corporation | A submersible canned motor transfer pump |
| US5674057A (en) * | 1995-03-03 | 1997-10-07 | Westinghouse Electric Corporation | Submersible canned motor mixer pump |
| US5806560A (en) * | 1996-10-22 | 1998-09-15 | J. C. Carter Company, Inc. | Aircraft fuel transfer pump with auxiliary fuel line scavenge pump |
| EP0913910A1 (en) * | 1997-10-31 | 1999-05-06 | Siemens Canada Limited | Pump motor having fluid cooling system |
| US6095766A (en) * | 1998-07-29 | 2000-08-01 | Brown; Albert W. | Fuel transfer pump |
| US6250896B1 (en) | 1998-08-19 | 2001-06-26 | L'air Liquide Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Pump for a cryogenic liquid and pump unit and distillation column which are equipped with such a pump |
| FR2782544A1 (en) * | 1998-08-19 | 2000-02-25 | Air Liquide | PUMP FOR A CRYOGENIC LIQUID AS WELL AS PUMPING GROUP AND DISTILLATION COLUMN EQUIPPED WITH SUCH A PUMP |
| US7264449B1 (en) | 2002-03-07 | 2007-09-04 | Little Giant Pump Company | Automatic liquid collection and disposal assembly |
| US20040136842A1 (en) * | 2002-07-04 | 2004-07-15 | Minebea Co., Ltd. | Fan motor |
| DE102005056309A1 (en) * | 2005-11-25 | 2007-06-06 | Fpe Fischer Gmbh | Circulation pump for conveying fluid has an outlet opening through which fluid and gas can pass and means for removing air |
| DE102005056309B4 (en) * | 2005-11-25 | 2007-12-13 | Fpe Fischer Gmbh | Centrifugal pump with ventilation |
| FR2906580A1 (en) * | 2006-09-28 | 2008-04-04 | Snecma Sa | Pump for e.g. liquefied natural gas, has fluid cooling circuit provided for motor and rolling bearing, and supply circuit of axial balancing system independent of cooling circuit |
| EP1908960A1 (en) * | 2006-09-28 | 2008-04-09 | Snecma | Pump with electric motor, submerged in the liquid to be pumped |
| US20080080988A1 (en) * | 2006-09-28 | 2008-04-03 | Snecma | Pump with electric motor, immersed in the fluid to be pumped |
| US20080267763A1 (en) * | 2007-04-30 | 2008-10-30 | Snecma | Rotary machine including a passive axial balancing system |
| US20090035159A1 (en) * | 2007-08-02 | 2009-02-05 | Baker Hughes Incorporated | Thrust and Intake Chamber for Pump |
| US8016571B2 (en) * | 2007-08-02 | 2011-09-13 | Baker Hughes Incorporated | Thrust and intake chamber for pump |
| US20100284796A1 (en) * | 2008-03-14 | 2010-11-11 | Mitsubisihi Heavy Industries, Ltd | Pump |
| US8221070B2 (en) | 2009-03-25 | 2012-07-17 | Woodward, Inc. | Centrifugal impeller with controlled force balance |
| US20100247313A1 (en) * | 2009-03-25 | 2010-09-30 | Woodward Governor Company | Centrifugal Impeller With Controlled Force Balance |
| US20110192165A1 (en) * | 2010-02-08 | 2011-08-11 | Rosen Seth E | Air cycle machine air bearing shaft |
| US8475114B2 (en) * | 2010-02-08 | 2013-07-02 | Hamilton Sundstrand Corporation | Air cycle machine air bearing shaft |
| US20110318201A1 (en) * | 2010-06-29 | 2011-12-29 | Axel Jaeshke | Underwater Conveying Assembly with a Pump and with a Drive Device |
| US9284957B2 (en) * | 2010-06-29 | 2016-03-15 | Itt Bornemann Gmbh | Underwater conveying assembly with a pump and with a drive device |
| US9835294B2 (en) | 2014-04-01 | 2017-12-05 | Trinity Tank Car, Inc. | Dual pressure-retaining manway system |
| US20180045213A1 (en) * | 2015-03-20 | 2018-02-15 | Ebara Corporation | Impeller for centrifugal pumps |
| US10954952B2 (en) | 2017-09-19 | 2021-03-23 | Fives Cryomec Ag | Centrifugal pump for cryogenic pumped media |
| CN111412148A (en) * | 2020-02-29 | 2020-07-14 | 淄博博山绿源燃气设备有限公司 | Low-temperature in-tank immersed pump system |
| US11371522B2 (en) * | 2020-03-20 | 2022-06-28 | China University Of Mining And Technology | Permanent magnet direct-drive slurry pump based on gas film drag reduction |
| US11808268B2 (en) | 2020-10-19 | 2023-11-07 | Milwaukee Electric Tool Corporation | Stick pump assembly |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3652186A (en) | Pressure lubricated, cooled and thrust balanced pump and motor unit | |
| US3764236A (en) | Modular pump | |
| US3975117A (en) | Pump and motor unit with inducer at one end and centrifugal impeller at opposite end of the motor | |
| KR100245932B1 (en) | Coolant pump for nuclear reactor | |
| EP1063430B1 (en) | Centrifugal compressor and shaft seal | |
| US8079829B2 (en) | Submerged DC brushless motor and pump | |
| US2741991A (en) | Pump and packing | |
| US3304877A (en) | Submerged motor driven pumping system | |
| US8113765B2 (en) | Water lubricated line shaft bearing and lubrication system for a geothermal pump | |
| GB1422281A (en) | Pump assembly for handling liquid materials | |
| US2710579A (en) | Deep-well pumps | |
| US1891201A (en) | Centrifugal pump | |
| US4587076A (en) | Sealing device for the drive shaft of a high pressure fluid pump | |
| US3698830A (en) | Vertical centrifugal suction pump | |
| US3103176A (en) | Turbine-driven centrifugal pump | |
| US2843048A (en) | Liquid pumping apparatus | |
| US1949428A (en) | Fluid seal | |
| US3220352A (en) | Pump lubrication system | |
| US1758175A (en) | Bore-hole pump | |
| US1291407A (en) | Rotary deep-well pump. | |
| US3006699A (en) | Forced pressure sealed lubricating system for cast iron bearings | |
| US2949859A (en) | Self-priming centrifugal pump assembly | |
| US2101960A (en) | Centrifugal pump | |
| US3635286A (en) | Storage tank for liquid metal | |
| US1894165A (en) | Centrifugal pump |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: J.C. CARTER COMPANY, INC. 671 WEST SEVENTHEENTH ST Free format text: ASSIGNMENT OF ASSIGNORS INTEREST.;ASSIGNOR:INTERNATIONAL TELEPHONE AND TELEGRAPH CORPORATION A CORPOF DE;REEL/FRAME:004298/0180 Effective date: 19840720 |