US2425005A - Method of making incendiary bullets - Google Patents
Method of making incendiary bullets Download PDFInfo
- Publication number
- US2425005A US2425005A US415245A US41524541A US2425005A US 2425005 A US2425005 A US 2425005A US 415245 A US415245 A US 415245A US 41524541 A US41524541 A US 41524541A US 2425005 A US2425005 A US 2425005A
- Authority
- US
- United States
- Prior art keywords
- bullet
- jacket
- incendiary
- tip
- composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title description 7
- 239000000203 mixture Substances 0.000 description 20
- 238000001125 extrusion Methods 0.000 description 5
- 230000035945 sensitivity Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- IWOUKMZUPDVPGQ-UHFFFAOYSA-N barium nitrate Chemical compound [Ba+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O IWOUKMZUPDVPGQ-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910000562 Gilding metal Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- ZJRXSAYFZMGQFP-UHFFFAOYSA-N barium peroxide Chemical compound [Ba+2].[O-][O-] ZJRXSAYFZMGQFP-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- DWPDSISGRAWLLV-JHZYRPMRSA-L calcium;(1r,4ar,4br,10ar)-1,4a-dimethyl-7-propan-2-yl-2,3,4,4b,5,6,10,10a-octahydrophenanthrene-1-carboxylate Chemical compound [Ca+2].C([C@@H]12)CC(C(C)C)=CC1=CC[C@@H]1[C@]2(C)CCC[C@@]1(C)C([O-])=O.C([C@@H]12)CC(C(C)C)=CC1=CC[C@@H]1[C@]2(C)CCC[C@@]1(C)C([O-])=O DWPDSISGRAWLLV-JHZYRPMRSA-L 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- VKJKEPKFPUWCAS-UHFFFAOYSA-M potassium chlorate Chemical compound [K+].[O-]Cl(=O)=O VKJKEPKFPUWCAS-UHFFFAOYSA-M 0.000 description 1
- 239000003380 propellant Substances 0.000 description 1
- 239000013077 target material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B12/00—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material
- F42B12/02—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect
- F42B12/36—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect for dispensing materials; for producing chemical or physical reaction; for signalling ; for transmitting information
- F42B12/44—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect for dispensing materials; for producing chemical or physical reaction; for signalling ; for transmitting information of incendiary type
Definitions
- This invention relates to an incendiary bullet and to a method of making the same. It-iis a'r 1 object of thisi'nventionto produce an incendiary bullet of high sensi-tivity which may be economically and conveniently manufactured.
- Figure 1 is a longitudinal sectional view of the bullet and a mold which may be used in the forming thereof.
- Figure 2 is a view in side elevation, partly in section, of a bullet removed from the mold.
- Figure 3 is a similar view of a bullet with the tip removed.
- FIG. 1 a mold 5 in which the bullet may be formed under high pressure.
- the mold has a cavity 6, complemental in shape to the finished bullet, and a passage 7, axially in alignment with said cavity, adapted to accommodate a knock-out pin used in removing the bullet from the mold, and also serving another purpose as will hereinafter appear.
- the bullet is formed by placing a jacket 8, of gilding metal or other suitable jacket material, in the cavity in the mold 5.
- the jacket is then filled with the incendiary mixture 8 by hand or from any suitable container, such as a hopper 9' and suflicient pressure by any suitable means, such as plunger 5', is applied to compact the incendiary material into an impervious fused condition and to cause the tip IQ of the bullet jacket to be partially extruded into the knock-out pin passage 1 as shown in Figure 1.
- Controlled heat may be applied to the mold externally or by steam or hot water circulated through passages in the mold simultaneously with the application of pressure to assist in fusion of the composition.
- the rear portion of the bullet may be closed in any conventional manner which will assure the protection of the incendiary charge from the flame of the propellant powder.
- the bullet in the condition shown in Figure 2 may be removed from the mold by means of a knock-out pin operating through the passage 1.
- the bullet in a less sensitive condition it may be used in the form shown in Figure 2.
- the partial extrusion of the tip of the bullet will have thinned the walls thereof in the annular zone I l drawn over the edge of the mold cavity 6 into the passage 7.
- the amount of such extrusion governs the thickness of the wall and the sensitivity may be controlled thereby through wide limits.
- the jacket wall Upon impact with the target material the jacket wall will collapse in the thin- Walled section i l exerting a pinching action on the composition contained therein and permitting the jacket tip lil to be driven, firing pin-like, into the mass of the incendiary composition 9 to ignite the same.
- Suitable incendiary compositions include magnesium with barium peroxide, aluminum with barium nitrate, aluminum with potassium chlorate, or other combinations of metallic powders and suitable oxygen producing compounds.
- suitable binders and lubricants for the molding operation such as lead, calcium resinate, or zinc stearate.
- a method of making an incendiary bullet comprising the steps of placing a bullet jacket in a mold which supports all of said jacket except the tip thereof, filling said jacket with an incendiary composition, applying pressure to said composition suflicient to compact the same and cause a partial extrusion of the unsupported jacket tip, and removing the extruded section of the tip whereby said composition is exposed.
- a method of making an incendiary bullet comprising the steps of placing a bullet jacket in a mold adapted to support all of said jacket in a mold adapted to support all of said jacket except the tip thereof, filling said jacket with an incendiary composition, applying pressure to said composition suflicient to compact the same and cause a partial extrusion of said unsupported tip whereby the walls of said jacket will be reduced in thickness in an annular zone adjacent the tip of said jacket.
- a method of making an incendiary bullet comprising the steps of placing a bullet jacket in a mold adapted to enclose all of said jacket except the tip portion thereof, filling said jacket with an incendiary composition, applying pressure to said composition sufiicient to compact the same and to cause the unsupported tip of the jacket to be partially extruded from the mold, whereby the walls of said jacket will be reduced in thickness in an annular zone'adjacent said tip, and removing a portion of said tip whereby a wall of predetermined thickness will be left in advance of said composition.
- a method of making an incendiary bullet which comprises the steps of confining a predetermined portion of a bullet jacket adjacent the tip end thereof against expansion but leaving the tip end free and unsupported, filling the bullet jacket with an incendiary composition and applyr 4 ing pressure to said composition sufiicient to corn-- pact the same and to extrude the tip end or said bullet jacket beyond the confined portion of the bullet jacket.
- a method as described in claim 4 including" the step of applying heat to said composition simultaneously with the application of pressure to assist in fusion of the composition.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
.Ernsi PLHet-hel as, @MW-m v E. R. RECHEL METHOD OF MAKING INCENDIARY BULLETS Filed 001;. 16, 1941 FiEIJI EIH iatented Aug. 5, 1947 onir eo r METHOD or MAKING inon'n'niiiny BULLETS amer a. Rechcl, Huntingdiin vaney, Pa. Application October 16, 1941-, semi No. 415,245
5 Claims.
(01. se -s) (Granted under the act amended April 30,
The invention described herein may befmanu- "iacfured and used by or for the "Government for governmental purposes, without the payment to me of any royalty thereon.
This invention relates to an incendiary bullet and to a method of making the same. It-iis a'r 1 object of thisi'nventionto produce an incendiary bullet of high sensi-tivity which may be economically and conveniently manufactured.
The specific nature of the invention as well as other objects and advantages thereof will clearly appear from a description of a preferred embodiment as shown in the accompanying drawing in which:
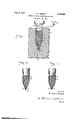
Figure 1 is a longitudinal sectional view of the bullet and a mold which may be used in the forming thereof.
Figure 2 is a view in side elevation, partly in section, of a bullet removed from the mold.
Figure 3 is a similar view of a bullet with the tip removed.
Referring to the drawing by characters of reference there is shown in Figure 1 a mold 5 in which the bullet may be formed under high pressure. The mold has a cavity 6, complemental in shape to the finished bullet, and a passage 7, axially in alignment with said cavity, adapted to accommodate a knock-out pin used in removing the bullet from the mold, and also serving another purpose as will hereinafter appear.
The bullet is formed by placing a jacket 8, of gilding metal or other suitable jacket material, in the cavity in the mold 5. The jacket is then filled with the incendiary mixture 8 by hand or from any suitable container, such as a hopper 9' and suflicient pressure by any suitable means, such as plunger 5', is applied to compact the incendiary material into an impervious fused condition and to cause the tip IQ of the bullet jacket to be partially extruded into the knock-out pin passage 1 as shown in Figure 1. Controlled heat may be applied to the mold externally or by steam or hot water circulated through passages in the mold simultaneously with the application of pressure to assist in fusion of the composition. The rear portion of the bullet may be closed in any conventional manner which will assure the protection of the incendiary charge from the flame of the propellant powder.
The bullet in the condition shown in Figure 2 may be removed from the mold by means of a knock-out pin operating through the passage 1.
In case it is desired to have an incendiary bullet of extreme sensitivity the extruded tip l0 shown in Figure 2 may be cut off by the use of a suitable of March 3, 1-883, as
cutting tool. As the incendiary compound-is fused during molding it will be comparatively independent 0f the presence of moisture or other atmospheric agents and-no 'protectionwill-be "needed for theti p of t he complete'd'bulletshown in Figure 3. In case coinpositionmere sensitive to the effcts oi "iii'oisturea-co'atingoflacquer or other see11n-'g- 'meamm may be applied'to the tip by dippin' or ether 'ii'iowninethods. 'This b'uile'tis very sensitivaand will ignite on impact with any light material, such as a thin aluminum sheet.
In case it is desired to use the bullet in a less sensitive condition it may be used in the form shown in Figure 2. The partial extrusion of the tip of the bullet will have thinned the walls thereof in the annular zone I l drawn over the edge of the mold cavity 6 into the passage 7. The amount of such extrusion governs the thickness of the wall and the sensitivity may be controlled thereby through wide limits. Upon impact with the target material the jacket wall will collapse in the thin- Walled section i l exerting a pinching action on the composition contained therein and permitting the jacket tip lil to be driven, firing pin-like, into the mass of the incendiary composition 9 to ignite the same.
Other methods of controlling the sensitivity of the finished bullet include cutting off the tip at various distances from the charge chamber leaving a wall of jacket material of predetermined thickness protecting the incendiary composition in advance of the thin sidewalls produced by the extrusion operation. Obviously the sensitivity will be governed by the thickness of the wall protecting the incendiary composition.
Suitable incendiary compositions include magnesium with barium peroxide, aluminum with barium nitrate, aluminum with potassium chlorate, or other combinations of metallic powders and suitable oxygen producing compounds. Preferably the above mentioned compositions are used with suitable binders and lubricants for the molding operation such as lead, calcium resinate, or zinc stearate.
I claim:
1. A method of making an incendiary bullet comprising the steps of placing a bullet jacket in a mold which supports all of said jacket except the tip thereof, filling said jacket with an incendiary composition, applying pressure to said composition suflicient to compact the same and cause a partial extrusion of the unsupported jacket tip, and removing the extruded section of the tip whereby said composition is exposed.
the bullet "is Charged with some 2. A method of making an incendiary bullet comprising the steps of placing a bullet jacket in a mold adapted to support all of said jacket in a mold adapted to support all of said jacket except the tip thereof, filling said jacket with an incendiary composition, applying pressure to said composition suflicient to compact the same and cause a partial extrusion of said unsupported tip whereby the walls of said jacket will be reduced in thickness in an annular zone adjacent the tip of said jacket.
3. A method of making an incendiary bullet comprising the steps of placing a bullet jacket in a mold adapted to enclose all of said jacket except the tip portion thereof, filling said jacket with an incendiary composition, applying pressure to said composition sufiicient to compact the same and to cause the unsupported tip of the jacket to be partially extruded from the mold, whereby the walls of said jacket will be reduced in thickness in an annular zone'adjacent said tip, and removing a portion of said tip whereby a wall of predetermined thickness will be left in advance of said composition.
4. A method of making an incendiary bullet which comprises the steps of confining a predetermined portion of a bullet jacket adjacent the tip end thereof against expansion but leaving the tip end free and unsupported, filling the bullet jacket with an incendiary composition and applyr 4 ing pressure to said composition sufiicient to corn-- pact the same and to extrude the tip end or said bullet jacket beyond the confined portion of the bullet jacket.
5. A method as described in claim 4 including" the step of applying heat to said composition simultaneously with the application of pressure to assist in fusion of the composition.
ERNEST R. RECHEL.
REFERENCES CITED The following references are of record in the file of this patent:
UNITED STATES PATENTS Number Name Date 1,088,007 Buell Feb. 24, 1914 1,242,879 Buell Oct. 9, 1917 1,080,977 Johnson Dec. 9, 1913 1,316,005 Vautin Sept. 16, 1919 1,107,593 Down Aug. 18, 1914 1,059,212 Ross Apr. 15, 1913 1,318,860 Eries- Oct. 14, 1919 2,287,277 Ryder June 23, 1942 FOREIGN PATENTS Number Country Date 415,674 Great Britain Aug. 30, 1934 146,146 Great Britain Dec. 23, 1920
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US415245A US2425005A (en) | 1941-10-16 | 1941-10-16 | Method of making incendiary bullets |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US415245A US2425005A (en) | 1941-10-16 | 1941-10-16 | Method of making incendiary bullets |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US2425005A true US2425005A (en) | 1947-08-05 |
Family
ID=23644919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US415245A Expired - Lifetime US2425005A (en) | 1941-10-16 | 1941-10-16 | Method of making incendiary bullets |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US2425005A (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3185018A (en) * | 1961-08-18 | 1965-05-25 | Glenn H Damon | Method of fuel unit assembly |
| US3370537A (en) * | 1965-07-22 | 1968-02-27 | Mine Safety Appliances Co | Castable pyrotechnic composition comprising metal nitrates or chlorates and finely divided metal |
| US4450768A (en) * | 1981-01-12 | 1984-05-29 | Schlumberger Technical Corporation | Shaped charge and method of making it |
| US4764316A (en) * | 1986-09-02 | 1988-08-16 | Morton Thiokol, Inc. | Process for preparing solid propellant grains using thermoplastic binders and product thereof |
| US20080035007A1 (en) * | 2005-10-04 | 2008-02-14 | Nielson Daniel B | Reactive material enhanced projectiles and related methods |
| US20080229963A1 (en) * | 2004-03-15 | 2008-09-25 | Alliant Techsystems Inc. | Reactive material enhanced munition compositions and projectiles containing same |
| US20100276042A1 (en) * | 2004-03-15 | 2010-11-04 | Alliant Techsystems Inc. | Reactive compositions including metal |
| USRE45899E1 (en) | 2000-02-23 | 2016-02-23 | Orbital Atk, Inc. | Low temperature, extrudable, high density reactive materials |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1059212A (en) * | 1912-01-09 | 1913-04-15 | Charles Henry Augustus Frederick Lockhart Ross | Process of making metal-clad bullets. |
| US1080977A (en) * | 1913-09-13 | 1913-12-09 | Winchester Repeating Arms Co | Mushroom-bullet. |
| US1088007A (en) * | 1913-10-03 | 1914-02-24 | Winchester Repeating Arms Co | Impact-illuminating bullet. |
| US1107593A (en) * | 1914-04-06 | 1914-08-18 | Thomas Macready Down | Bullet for kinema-targets. |
| US1242879A (en) * | 1914-06-18 | 1917-10-09 | Winchester Repeating Arms Co | Mixture for impact illuminating-bullets. |
| US1316005A (en) * | 1919-04-10 | 1919-09-16 | Thermalloy Ltd | Incendiary projectile. |
| US1318860A (en) * | 1919-10-14 | phillips | ||
| GB146146A (en) * | 1918-07-13 | 1920-12-23 | Constantin Chilowsky | Improvements in or relating to projectiles |
| GB415674A (en) * | 1933-04-03 | 1934-08-30 | Metallurg Italiana Soc | Improvements in projectiles |
| US2287277A (en) * | 1939-07-21 | 1942-06-23 | Grotelite Company Inc | Method of forming and injecting thermoplastic materials |
-
1941
- 1941-10-16 US US415245A patent/US2425005A/en not_active Expired - Lifetime
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1318860A (en) * | 1919-10-14 | phillips | ||
| US1059212A (en) * | 1912-01-09 | 1913-04-15 | Charles Henry Augustus Frederick Lockhart Ross | Process of making metal-clad bullets. |
| US1080977A (en) * | 1913-09-13 | 1913-12-09 | Winchester Repeating Arms Co | Mushroom-bullet. |
| US1088007A (en) * | 1913-10-03 | 1914-02-24 | Winchester Repeating Arms Co | Impact-illuminating bullet. |
| US1107593A (en) * | 1914-04-06 | 1914-08-18 | Thomas Macready Down | Bullet for kinema-targets. |
| US1242879A (en) * | 1914-06-18 | 1917-10-09 | Winchester Repeating Arms Co | Mixture for impact illuminating-bullets. |
| GB146146A (en) * | 1918-07-13 | 1920-12-23 | Constantin Chilowsky | Improvements in or relating to projectiles |
| US1316005A (en) * | 1919-04-10 | 1919-09-16 | Thermalloy Ltd | Incendiary projectile. |
| GB415674A (en) * | 1933-04-03 | 1934-08-30 | Metallurg Italiana Soc | Improvements in projectiles |
| US2287277A (en) * | 1939-07-21 | 1942-06-23 | Grotelite Company Inc | Method of forming and injecting thermoplastic materials |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3185018A (en) * | 1961-08-18 | 1965-05-25 | Glenn H Damon | Method of fuel unit assembly |
| US3370537A (en) * | 1965-07-22 | 1968-02-27 | Mine Safety Appliances Co | Castable pyrotechnic composition comprising metal nitrates or chlorates and finely divided metal |
| US4450768A (en) * | 1981-01-12 | 1984-05-29 | Schlumberger Technical Corporation | Shaped charge and method of making it |
| US4764316A (en) * | 1986-09-02 | 1988-08-16 | Morton Thiokol, Inc. | Process for preparing solid propellant grains using thermoplastic binders and product thereof |
| US9982981B2 (en) * | 2000-02-23 | 2018-05-29 | Orbital Atk, Inc. | Articles of ordnance including reactive material enhanced projectiles, and related methods |
| USRE45899E1 (en) | 2000-02-23 | 2016-02-23 | Orbital Atk, Inc. | Low temperature, extrudable, high density reactive materials |
| US20150292846A1 (en) * | 2000-02-23 | 2015-10-15 | Orbital Atk, Inc. | Articles of ordnance including reactive material enhanced projectiles, and related methods |
| US9103641B2 (en) | 2000-02-23 | 2015-08-11 | Orbital Atk, Inc. | Reactive material enhanced projectiles and related methods |
| US8075715B2 (en) | 2004-03-15 | 2011-12-13 | Alliant Techsystems Inc. | Reactive compositions including metal |
| US8361258B2 (en) | 2004-03-15 | 2013-01-29 | Alliant Techsystems Inc. | Reactive compositions including metal |
| US8568541B2 (en) | 2004-03-15 | 2013-10-29 | Alliant Techsystems Inc. | Reactive material compositions and projectiles containing same |
| US20100276042A1 (en) * | 2004-03-15 | 2010-11-04 | Alliant Techsystems Inc. | Reactive compositions including metal |
| US20080229963A1 (en) * | 2004-03-15 | 2008-09-25 | Alliant Techsystems Inc. | Reactive material enhanced munition compositions and projectiles containing same |
| US8122833B2 (en) | 2005-10-04 | 2012-02-28 | Alliant Techsystems Inc. | Reactive material enhanced projectiles and related methods |
| EP1780494A3 (en) * | 2005-10-04 | 2008-02-27 | Alliant Techsystems Inc. | Reactive material enhanced projectiles and related methods |
| US20080035007A1 (en) * | 2005-10-04 | 2008-02-14 | Nielson Daniel B | Reactive material enhanced projectiles and related methods |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3782287A (en) | Armor piercing bullet | |
| US2425005A (en) | Method of making incendiary bullets | |
| DE10207209A1 (en) | Process for producing a large-caliber explosive projectile and an explosive projectile produced by this process | |
| US3345945A (en) | Uniformed density caseless cartridge | |
| EP0429753B1 (en) | Procedure and device for the manufacturing of large calibre ammunition | |
| US3677182A (en) | Base ejecting projectile | |
| US4249466A (en) | Sabot projectile having a pyrotechnic composition | |
| DE1503108A1 (en) | Process for the immediate impact ignition of stable explosives as well as device for carrying out the process | |
| SE7901734L (en) | PROCEDURE FOR MANUFACTURING THE SUBSTANCE FOR MOLDING OR FORMING FROM METAL POWDER | |
| US2402018A (en) | Method of making incendiary bullets | |
| US3049828A (en) | Toy gun with dummy bullet using deformable vegetable matter | |
| DE1678541B1 (en) | PUSHING TOOL FOR PRESSING LOET-FREE CONNECTION TERMINALS ON ELECTRICAL CONDUCTORS | |
| US1059212A (en) | Process of making metal-clad bullets. | |
| US1897948A (en) | Hand grenade or aerial bomb | |
| US3312168A (en) | Ignition device | |
| DE2262981A1 (en) | CARTRIDGE ARRANGEMENT | |
| US3434420A (en) | Dispersal projectile | |
| US3401636A (en) | Clad pyrotechnics | |
| US1767182A (en) | Blasting cartridge with cover and process of production | |
| DE2638920A1 (en) | Spreader for radiation reflecting or emitting material - has central tube with holes, connected to compressed gas which disperses material | |
| DE2726945A1 (en) | UEB FLOOR FOR MOERSER O.DGL. | |
| US3151559A (en) | Pyrotechnic propellant charge | |
| US3625155A (en) | Device for producing white smoke by imploding red phosphorus | |
| US1570733A (en) | Electric time fuse for blasting cartridges | |
| US2738064A (en) | Process for the production of sleeveshaped, specially thin-walled, hollow bodies with one or more strand-like extensions |