TWI811183B - 嵌件座 - Google Patents
嵌件座 Download PDFInfo
- Publication number
- TWI811183B TWI811183B TW112107487A TW112107487A TWI811183B TW I811183 B TWI811183 B TW I811183B TW 112107487 A TW112107487 A TW 112107487A TW 112107487 A TW112107487 A TW 112107487A TW I811183 B TWI811183 B TW I811183B
- Authority
- TW
- Taiwan
- Prior art keywords
- insert
- seat
- latch
- gap
- Prior art date
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 46
- 230000017105 transposition Effects 0.000 claims description 38
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 238000005520 cutting process Methods 0.000 abstract description 137
- 230000007246 mechanism Effects 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1685—Adjustable position of the cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1614—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert
- B23B27/1618—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert characterised by having chip-breakers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1614—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert
- B23B27/1622—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/043—Tool holders for a single cutting tool with cutting-off, grooving or profile cutting tools, i.e. blade- or disc-like main cutting parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/12—Special arrangements on tool holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
- B23C5/205—Plate-like cutting inserts with special form characterised by chip-breakers of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2204—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert
- B23C5/2208—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts
- B23C5/2213—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/045—Round
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/121—Side or flank surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/203—Curved cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/163—Indexing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/166—Shims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/168—Seats for cutting inserts, supports for replacable cutting bits
Abstract
本發明揭示一種圓弧雙側切削嵌件,其包含一嵌件周緣表面,該嵌件周緣表面包含自其突出之複數個角隔開換位閂及與該複數個換位閂周向交替之複數個圓柱形嵌件側鄰接面。一嵌件座具有一凹穴周緣表面,其包含至少一換位間隙及與該至少一換位間隙周向交替之複數個凹穴側鄰接面。當該切削嵌件可釋放地附接至該嵌件座時,為構成一切削刀具之一緊固位置,該複數個凹穴側鄰接面之各者鄰接一各自嵌件側鄰接面且各換位間隙內定位有一各自換位閂。
Description
本申請案之標的係關於某類型之切削刀具,其中一切削嵌件,且更特定而言,具有一圓弧基本形狀之一切削嵌件,且進一步特定而言,一雙側切削嵌件,可換位地定位於一嵌件座之一凹穴中。
由於難以區分切削刃,所以將圓弧切削嵌件可換位地定位於一嵌件座之一凹穴中可能存在問題。因此,切削刀具可具有用於將切削嵌件可換位地定位於凹穴中之一換位機構。
在一些此等換位機構中,切削嵌件及凹穴之一者可包含至少一換位間隙(亦指稱一「凹槽」)且切削嵌件及凹穴之另一者可包含至少一換位閂(亦指稱一「突出部」)。當至少一換位閂定位於至少一換位間隙中時,切削嵌件相對於凹穴之正確可換位定位係可識別的。
在一些此等換位機構中,至少一換位閂及至少一換位間隙之一者可定位於切削嵌件之底部上,而至少一換位閂及至少一換位間隙之另一者可定位於凹穴之一基面處。例如,US 8,858,130及US 9,011,049中揭示此等切削嵌件之實例。
在其他此等換位機構中,至少一換位閂及至少一換位間隙之一者可定位於切削嵌件之周緣上,而至少一換位閂及至少一換位間隙之另一者可定位於凹穴之一周緣表面處。例如,US 2013/330135及US 9,289,834中揭示此等切削嵌件之實例。
本申請案之標的之一目的係提供具有一換位閂之一新圓弧雙側切削嵌件。
本申請案之標的之另一目的係提供用於將雙側切削嵌件可釋放地附接至其之一新嵌件座。
本申請案之標的之又一目的係提供包含新嵌件座及新圓弧雙側切削嵌件之一新切削刀具。
根據本申請案之標的之一第一態樣,提供一種圓弧可換位切削嵌件,其具有嵌件中心軸線,該切削嵌件包括:
對置嵌件上表面及下表面及延伸於該等對置嵌件上表面與下表面之間之一嵌件周緣表面,該嵌件周緣表面圍繞該嵌件中心軸線延伸;及
上切削刃及下切削刃,其等分別形成於該嵌件周緣表面與該等嵌件上表面及下表面之相交處,其中:
該嵌件周緣表面包括自其突出之複數個角隔開換位閂及與該複數個換位閂周向交替之複數個嵌件側鄰接面;及
該複數個嵌件側鄰接面位於與該切削嵌件同軸之一假想嵌件圓柱體之一外圓柱面上。
根據本申請案之標的之一第二態樣,提供一種嵌件座,其包括:
一座主面,其與一座端面相交;及
一座凹穴,其凹進至該座主面中且在一凹穴開口處貫通至該座端面,該座凹穴具有一凹穴主軸線且包括:
一凹穴基面及實質上垂直於該凹穴基面定向且形成該凹穴基面之一部分邊界之一凹穴周緣表面,該凹穴基面在該凹穴開口處不被該凹穴周緣表面限界且包括一凹穴支撐面;其中:
該凹穴周緣表面包括:
一軸向延伸之內圓柱形凹穴側面,其由凹進至其內之至少一非側向換位間隙分為複數個角隔開之圓柱形凹穴側鄰接面,各非側向換位間隙定位於一對相鄰圓柱形凹穴側鄰接面之間。
根據本申請案之標的之一第三態樣,提供一種切削刀具,其包括:
上述類型之一切削嵌件;及
上述類型之一嵌件座;其中:
該切削刀具可調整於一釋放位置與一緊固位置之間;及
在該切削刀具之該緊固位置中:
該切削嵌件可釋放地保持於該座凹穴中;
該複數個圓柱形凹穴側鄰接面之各者鄰接一各自嵌件側鄰接面;
定位於該凹穴基面上之一凹穴支撐面鄰接定位於該嵌件下表面上之一嵌件下支承面;及
各非側向換位間隙由一各自換位閂佔用。
應瞭解,上文係一概述,且下文將描述之特徵可依任何組合應用於本申請案之標的,例如,以下特徵之任何者可應用於該切削嵌件、該嵌件座或該切削刀具。
該複數個換位閂可沿徑向向外方向延伸超過該上切削刃及該下切削刃。
該複數個角隔開換位閂之各者可沿軸向方向呈凸形形狀。
該嵌件周緣表面可位於該外圓柱面上。
該複數個換位閂可與該等嵌件上表面及下表面隔開一換位閂距離。
該換位閂距離可大於或等於0.3 mm且小於或等於0.5 mm。
該複數個換位閂可自該嵌件周緣表面沿該徑向向外方向突出一閂突出距離。該閂突出距離可大於或等於0.2 mm且小於或等於0.4 mm。
該複數個換位閂之各者可具有圍繞該嵌件中心軸線由一閂角界定之一角尺寸。該閂角可大於或等於11°且小於或等於25°。
該複數個換位閂可圍繞該嵌件中心軸線彼此角隔開一閂間隔角。該閂間隔角可大於或等於35°且小於或等於49°。
該複數個換位閂之各者可具有圍繞該嵌件中心軸線由一閂角界定之一角尺寸。該複數個換位閂可圍繞該嵌件中心軸線彼此角隔開一閂間隔角。該閂角可小於該閂間隔角。
該閂角可小於該閂間隔角之一半。
各換位閂可包括軸向對置之閂上中心面及下中心面,該閂上中心面比該閂下中心面更接近於該嵌件上表面,且反之亦然。該閂上中心面及該閂下中心面之各者可沿朝向該嵌件上表面及該嵌件下表面之其相鄰者之一方向徑向向內傾斜。
該等閂上中心面可全部位於與該切削嵌件同軸之一假想閂上錐體上。該等下閂中心面可全部位於與該切削嵌件同軸之一假想閂下錐體上。
該複數個換位閂可自該嵌件周緣表面沿該徑向向外方向突出一閂突出距離。該閂突出距離可大於或等於0.2 mm且小於或等於0.4 mm。
該閂上錐體可具有一閂上錐角。該閂下錐體可具有一閂下錐角。該閂上錐角及該閂下錐角可各大於或等於5°且小於或等於20°。
該切削嵌件可關於一嵌件正中面鏡像對稱,該嵌件正中面垂直於該嵌件中心軸線定向且在該嵌件上表面與該嵌件下表面之中間穿過。
該切削嵌件可關於該嵌件中心軸線旋轉對稱。
該複數個換位閂可為相同的。
該切削嵌件可包括沿該嵌件中心軸線延伸於該嵌件上端面與該嵌件下端面之間且貫通至該嵌件上端面及該嵌件下端面之一嵌件通孔。
該凹穴側面可定位於沿該凹穴周緣表面周向延伸且自該凹穴周緣表面突出之一部分環形凹穴凸出部分。
各非側向換位間隙可具有圍繞該凹穴主軸線由一間隙角界定之一角尺寸。該間隙角可大於或等於12°且小於或等於26°。
該複數個圓柱形凹穴側鄰接面之各者可具有圍繞該凹穴主軸線由一凹穴側鄰接面角界定之一角尺寸。該凹穴側鄰接面角可大於或等於34°且小於或等於48°。
各非側向換位間隙可具有圍繞該凹穴主軸線由一間隙角界定之一角尺寸。該複數個圓柱形凹穴側鄰接面之各者可具有圍繞該凹穴主軸線由一凹穴側鄰接面角界定之一角尺寸。該間隙角可小於該凹穴側鄰接面角。
該間隙角可小於該凹穴側鄰接面角之一半。
該軸向延伸之內圓柱形凹穴側面可由恰好一個非側向換位間隙分為恰好兩個圓柱形凹穴側鄰接面。
該凹穴支撐面可為平面且垂直於該凹穴主軸線。
該座凹穴可包括沿一螺紋孔軸線凹進至且貫通至該凹穴基面中之一凹穴螺紋孔。
該凹穴周緣表面可進一步包括一或兩個側向換位間隙,該一或兩個側向換位間隙形成於該凹穴側面與該座主面之相交處及/或該凹穴側面與該座端面之相交處。
該嵌件座可包括恰好兩個側向換位間隙,其等各位於該至少一非側向換位間隙之任一側上。
該至少一非側向換位間隙可沿該凹穴側面之整個高度延伸。
在該切削刀具之該緊固位置中,各非側向換位間隙可不成角度或軸向夾緊該各自換位閂。
在該切削刀具之該緊固位置中,該切削嵌件可藉由定位於該嵌件通孔中且螺合地接納於該凹穴螺紋孔中之一固定螺釘來可釋放地固定至該嵌件座。
該切削刀具可經由一第一中間位置及一第二中間位置來調整於一第一緊固位置與一第二緊固位置之間。在該切削刀具之該第一中間位置中,該固定螺釘可定位於該嵌件通孔中且部分螺合地接納於該凹穴螺紋孔中。該切削嵌件可安置成遠離該複數個圓柱形凹穴側鄰接面。各非側向換位間隙可不被一各自換位閂佔用。
該凹穴周緣表面可進一步包括兩個側向換位間隙,一側向換位間隙形成於該凹穴側面與該座主面之相交處且另一側向換位間隙形成於該凹穴側面與該座端面之相交處。在該切削刀具之該第一中間位置中,該兩個側向換位間隙之至少一者可不被一各自換位閂佔用。
在該切削刀具之該第二中間位置中,該切削嵌件可圍繞該嵌件中心軸線旋轉,使得各非側向換位間隙與一各自嵌件側鄰接面成角度對準且各圓柱形凹穴側鄰接面與一各自換位閂成角度對準。
該複數個換位閂之各者可具有圍繞該嵌件中心軸線由一閂角界定之一角尺寸。各非側向換位間隙可具有圍繞該凹穴主軸線由一間隙角界定之一角尺寸。該間隙角可比該閂角大至多1°。
將在以下描述中描述本申請案之標的之各種態樣。為了解釋,足夠詳細地闡述特定構形及細節以提供本申請案之標的之一透徹理解。然而,熟悉技術者亦將明白,可在無本文中所呈現之特定構形及細節的情況下實踐本申請案之標的。
首先關注圖1,其展示根據本申請案之標的之實施例之用於切屑移除之一切削刀具20。切削刀具20具有通常可由燒結碳化物製成之一切削嵌件22。切削刀具20亦具有包含一座凹穴26之一嵌件座24。嵌件座24通常可由鋼製成。在此非限制性實例中,切削刀具20係一旋轉銑刀且切削嵌件22係一銑刀片。然而,應注意,本申請案之標的亦應用於其他類型之切削刀具及切削嵌件,例如(但不限於)車削刀具及車削嵌件。切削刀具20可調整於一釋放位置與一緊固位置之間。在切削刀具20之緊固位置中,切削嵌件22藉由(例如)一固定螺釘28來可釋放地附接至嵌件座24。
現參考圖2至圖4,其等展示有關於本發明之一第一態樣之根據本申請案之標的之切削嵌件22。切削嵌件22包括一單件式整體建構。切削嵌件22具有一嵌件中心軸線A。切削嵌件22包含對置嵌件上表面30及嵌件下表面32。嵌件中心軸線A延伸穿過嵌件上表面30及嵌件下表面32。切削嵌件22進一步包含延伸於嵌件上表面30與嵌件下表面32之間之一嵌件周緣表面34。嵌件周緣表面34圍繞嵌件中心軸線A延伸。切削嵌件22具有垂直於嵌件中心軸線A定向且在嵌件上表面30與嵌件下表面32之中間穿過之一嵌件正中面M。
根據本申請案之標的之一些實施例,切削嵌件22可關於嵌件中心軸線A旋轉對稱。切削嵌件22可關於嵌件正中面M鏡像對稱。
根據本申請案之標的之一些實施例,嵌件周緣表面34可圍繞嵌件中心軸線A依與嵌件中心軸線A之一恆定距離延伸。換言之,嵌件周緣表面34可位於使嵌件中心軸線A作為其圓柱體軸線(即,嵌件圓柱體及切削嵌件22彼此同軸)之一假想嵌件圓柱體之一外圓柱面IC上。
嵌件上表面30及嵌件下表面32具有一圓弧基本形狀。換言之,切削嵌件22呈圓形。嵌件上表面30包含一嵌件上支承面36。同樣地,嵌件下表面32包含一嵌件下支承面38。嵌件上支承面36及嵌件下支承面38經構形以在切削嵌件22安座於座凹穴26內時接觸座凹穴26之一對應表面。根據本申請案之標的之一些實施例,嵌件上支承面36及嵌件下支承面38可為平面且彼此平行。嵌件上支承面36及嵌件下支承面38可居中安置於其各自嵌件上表面30及嵌件下表面32上。
切削嵌件22包含分別形成於嵌件周緣表面34與嵌件上表面30及嵌件下表面32之相交處之上切削刃40及下切削刃42。因此,切削嵌件22係雙側的且可在嵌件上支承面36及嵌件下支承面38之任一者上安座於座凹穴26中。換言之,切削嵌件22係「可逆的」。上切削刃40及下切削刃42可呈圓形且位於垂直於嵌件中心軸線A之兩個平行隔開面中。
嵌件上表面30包含沿上切削刃40延伸之一上前刀面44。根據本申請案之標的之一些實施例,上前刀面44可將上切削刃40連接至嵌件上支承面36。鄰接上切削刃40之上前刀面44之部分可沿一徑向向內方向朝向嵌件正中面M傾斜。類似地,嵌件下表面32包含可依一相同方式構形及定向之一下前刀面46。
嵌件周緣表面34包含分別沿上切削刃40及下切削刃42延伸之上離隙面48及下離隙面50。
根據本申請案之標的之一些實施例,切削嵌件22可包含經設計以使用固定螺釘28來將切削嵌件22夾緊於座凹穴26中之一嵌件通孔52。嵌件通孔52延伸於嵌件上表面30與嵌件下表面32之間且貫通至嵌件上表面30及嵌件下表面32。嵌件通孔52可沿嵌件中心軸線A延伸,嵌件中心軸線A因此可充當一通孔軸線T。嵌件通孔52用於接納固定螺釘28以將切削嵌件22固定至嵌件座24。
嵌件周緣表面34包含自其沿一徑向向外方向突出之複數個角(「周向」)隔開換位閂54。複數個換位閂54用於通知:切削嵌件22處於座凹穴26中之一正確可換位位置中。換位閂54之數目判定切削嵌件22在安座於座凹穴26中時針對換位閂54之各側具有之可換位位置之數目。在圖式所展示之此非限制性實例中,嵌件周緣表面34包含恰好6個換位閂54且因此可進行12種換位(每側6種)。
與形成於上述US 9,289,834及US 2013/0330135中所見之雙側切削嵌件之嵌件周緣表面中之間隙(「凹槽」)及伴隨的底切相比,本發明切削嵌件具有形成於嵌件周緣表面34上之突出部54。因此,在製程期間,可使用一單軸兩件式模具(其半體交會於稍後變成嵌件正中面M之平面處)來有利地衝壓本發明嵌件。因此,本發明嵌件之製造可避免與使用一多軸模具來衝壓或在嵌件周緣表面中機械加工間隙/凹槽相關聯之潛在額外成本。
參考圖3,根據本申請案之標的之一些實施例,複數個換位閂54可沿徑向向外方向延伸超過上切削刃40及下切削刃42。複數個換位閂54可自嵌件周緣表面34沿徑向向外方向突出一閂突出距離E。閂突出距離E可在0.2 mm≤E≤0.4 mm之範圍內。複數個換位閂54可全部彼此相同。複數個換位閂54可均勻隔開。複數個換位閂54可與嵌件上表面30及嵌件下表面32隔開。由於複數個換位閂54與嵌件上表面30及嵌件下表面32隔開,所以切削嵌件22以0°餘隙中立。複數個換位閂54可與嵌件上表面30及嵌件下表面32隔開一換位閂距離D。換位閂距離D可在0.3 mm≤D≤0.5 mm之範圍內。
參考圖3,根據本申請案之標的之一些實施例,各換位閂54可包含兩個周向對置之閂側表面56及延伸於兩個閂側表面56之間之一閂中心面58。兩個閂側表面56大體上自嵌件周緣表面34沿徑向向外方向延伸。較佳地,在切削嵌件22之一俯視圖(即,圖4)中,針對任何給定換位閂54,閂側表面56可沿徑向向外方向朝向彼此會聚。因此,在切削嵌件22之俯視圖中,各換位閂54在基底(最接近於嵌件周緣表面34)處最寬且在閂中心面58之一徑向最外部分處最窄。
再次參考圖4,沿周向方向,複數個換位閂54之各者之對置末端(例如兩個閂側表面56)對向嵌件中心軸線A處之一閂角α。即,複數個換位閂54之各者具有圍繞嵌件中心軸線A由閂角α界定之一角尺寸。根據本申請案之標的之一些實施例,閂角α可在11°≤α≤25°之範圍內。
參考圖3,根據本申請案之標的之一些實施例,複數個換位閂54圍繞嵌件中心軸線A彼此角隔開一閂間隔角β。閂間隔角β可在35°≤β≤49°之範圍內。閂角α可小於閂間隔角β。較佳地,閂角α可小於閂間隔角β之一半。就具有相等角隔開換位閂(其等具有相等大小之閂角)之一嵌件而言,360°=(α+β)×(換位位置之數目)。
根據本申請案之標的之一些實施例,複數個角隔開換位閂54之各者可沿軸向方向呈凸形形狀(即,在切削嵌件22之一側視圖中,參閱圖3)。閂中心面58可包含軸向對置之閂上中心面60及閂下中心面62。閂上中心面60及閂下中心面62可彼此間隔一閂中間面63。閂中間面63可位於與嵌件周緣表面34同軸之一圓柱體上且形成閂中心面58之一徑向最外部分。閂上中心面60比閂下中心面62更接近於嵌件上表面30,且反之亦然,即,閂下中心面62比閂上中心面60更接近於嵌件下表面32。閂上中心面60可沿朝向嵌件上表面30之一方向徑向向內傾斜且閂下中心面62可沿朝向嵌件下表面32之一方向徑向向內傾斜。換言之,閂上中心面60及閂下中心面62之各者可沿朝向嵌件上表面30及嵌件下表面32之其相鄰者之一方向徑向向內傾斜。因此,在切削嵌件22之一側視圖(即,圖3)中,針對任何給定換位閂54,閂上中心面60及閂下中心面62可沿徑向向外方向依一閂會聚角ε朝向彼此會聚。較佳地,閂會聚角ε可在70°≤ε≤84°之範圍內。應注意,此一構形與閂突出距離E之上述範圍之組合確保相鄰於主動切削刃之換位閂54在執行一金屬切削操作時不干擾工件。
參考圖3,根據本申請案之標的之一些實施例,閂上中心面60及閂下中心面62可安置於嵌件正中面M之對置側上。閂上中心面60可全部位於與切削嵌件22同軸之一假想閂上錐體CU上。閂上錐體CU具有一閂上錐角2γ。閂上錐角2γ可在5°≤2γ≤20°之範圍內。閂上中心面62可全部位於與切削嵌件22同軸之一假想閂下錐體CL上。閂下錐體CL具有一閂下錐角2θ。閂下錐角2θ可在5°≤2θ≤20°之範圍內。閂上錐角2γ及閂下錐角2θ可相等。閂上錐體CU及閂下錐體CL彼此背向指向。
嵌件周緣表面34包含複數個嵌件側鄰接面64。複數個嵌件側鄰接面64與複數個換位閂54周向交替。各嵌件側鄰接面64定位於一對相鄰換位閂54之間。各嵌件側鄰接面64未必延伸至相鄰換位閂對54 (即,複數個嵌件側鄰接面64可與複數個換位閂54隔開)。複數個嵌件側鄰接面64位於外圓柱面IC上。複數個嵌件側鄰接面64經構形以在切削嵌件22安座於座凹穴26內時接觸座凹穴26之一對應表面。
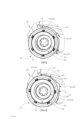
本申請案之標的之一第二態樣係關於嵌件座24。關注圖5及圖6。嵌件座24包含與一座端面68相交之一座主面66。嵌件座24包含用於將切削嵌件22可釋放地附接至其內之一座凹穴26。在圖式所展示之此非限制性實例中,座凹穴26定位於凹進至座凹穴26上且貫通至座端面68之一座槽69之端處。
座凹穴26具有一凹穴主軸線B。座凹穴26具有一單件式整體建構。座凹穴26凹進至座主面66中。座凹穴26在一凹穴開口70處貫通至座端面68。座凹穴26包含一凹穴基面72及一凹穴周緣表面74。凹穴周緣表面74自座主面66延伸至座端面68。凹穴周緣表面74實質上垂直於凹穴基面72定向且形成凹穴基面72之一部分邊界。凹穴基面72在凹穴開口70處未被凹穴周緣表面74限界。凹穴基面72與凹穴主軸線B相交。
參考圖5至圖6,凹穴基面72包含一凹穴支撐面76。凹穴支撐面76經構形以在切削嵌件22安座於其內時接觸切削嵌件22之一對應表面。根據本申請案之標的之一些實施例,凹穴支撐面76可為平面且垂直於凹穴主軸線B。凹穴支撐面76可居中安置於凹穴基面72上。
凹穴周緣表面74包含一凹穴側面80。凹穴側面80圍繞凹穴主軸線B依一恆定距離延伸且面向凹穴主軸線B。換言之,凹穴周緣表面74沿凹穴主軸線B軸向延伸且位於使凹穴主軸線B作為其圓柱體軸線(即,凹穴圓柱體及座凹穴26彼此同軸)之一假想凹穴圓柱體之一內圓柱面PC上。根據本申請案之標的之一些實施例,凹穴圓柱體之直徑可等於嵌件圓柱體之直徑。凹穴側面80可定位於沿凹穴周緣表面74周向延伸且自凹穴周緣表面74突出之一部分環形凹穴凸起部分82上。
凹穴側面80由至少一換位間隙84中斷。至少一換位間隙84經設計以接納換位閂54之一各自者。至少一換位間隙84凹進至凹穴側面80中。至少一換位間隙84由一凹進間隙表面86形成,凹進間隙表面86之至少一部分經構形以充當一換位閂54之一旋轉止動件。
至少一換位間隙84亦可包含與座主面66及座端面68隔開之至少一非側向換位間隙85。根據本申請案之標的之一些實施例,至少一換位間隙84可包含恰好一個非側向換位間隙85。在具有一個以上非側向換位間隙85之構形中,非側向換位間隙85可相同。各非側向換位間隙85具有圍繞凹穴主軸線B由一間隙角δ界定之一角尺寸。間隙角δ可在12°≤δ≤26°之範圍內。間隙角δ可比閂角α大至多1°。在圖式所展示之此非限制性實例中,至少一非側向換位間隙85之間隙表面86在沿凹穴主軸線B之一視圖中凹形彎曲。至少一非側向換位間隙85可沿凹穴側面80之整個高度延伸。
根據本申請案之標的之一些實施例,至少一換位間隙84可另外包含一或兩個側向換位間隙90。一或兩個側向換位間隙90形成於凹穴側面80之對置周向端處,定位於凹穴側面80與座主面66之相交處及/或凹穴側面80與座端面68之相交處。如圖式中所見,側向換位間隙90形成為上述相交處之切口且因此具有不同於非側向換位間隙85之形狀。在圖式所展示之此非限制性實例中,至少一換位間隙84包含恰好兩個側向換位間隙90,一第一側向換位間隙90a與座端面68相交且一第二側向換位間隙90b與座主面66相交。第一側向換位間隙90a及第二側向換位間隙90b可不相同。恰好兩個側向換位間隙90定位於至少一非側向換位間隙85之兩側上。
至少一換位間隙84界定圍繞凹穴主軸線B與至少一非側向換位間隙85周向交替之複數個角隔開之凹穴側鄰接面88。更明確而言,軸向延伸之內圓柱形凹穴側面80由一或多個非側向換位間隙85分為複數個角隔開之圓柱形凹穴側鄰接面88。複數個凹穴側鄰接面88定位於凹穴側面80上且因此呈圓柱形。各非側向換位間隙85定位於一對相鄰凹穴側鄰接面88之間。因此,非側向換位間隙85與座主面66及座端面68隔開。各凹穴側鄰接面88可沿周向方向由至少一非側向換位間隙85之一各自者鄰接於其一或兩側上。根據本申請案之標的之一些實施例,凹穴側面80可包含恰好兩個凹穴側鄰接面88。
根據本申請案之標的之一些實施例,複數個凹穴側鄰接面88之各者可具有圍繞凹穴主軸線B由一凹穴側鄰接面角µ界定之一角尺寸。凹穴側鄰接面角µ可在34°≤µ≤48°之範圍內。間隙角δ可小於凹穴側鄰接面角µ。較佳地,間隙角δ可小於凹穴側鄰接面角µ之一半。
參考圖5、圖6及圖8,根據本申請案之標的之一些實施例,座凹穴26可包含經設計以螺合地接納固定螺釘28以將切削嵌件22固定至嵌件座24之一凹穴螺紋孔78。凹穴螺紋孔78可凹進至且貫通至凹穴基面72及較佳地凹穴支撐面76中。凹穴螺紋孔78沿一螺紋孔軸線S延伸。螺紋孔軸線S及凹穴主軸線B可彼此不平行。螺紋孔軸線S及凹穴主軸線B可位於與至少一非側向換位間隙85之一者相交之一螺紋孔平面P中。螺紋孔軸線S可相對於凹穴主軸線B傾斜。特定而言,螺紋孔軸線S及凹穴主軸線B可界定螺紋孔平面P中之一螺紋孔角λ。螺紋孔角λ可在1°≤λ≤10°之範圍內。有利地,螺紋孔角λ確保切削嵌件22穩固安座於座凹穴26中,其中夾緊力指向凹穴支撐面76及複數個凹穴側鄰接面88。
將參考圖1、圖7及圖8來描述座凹穴26中之切削嵌件22之就座及支撐。在切削刀具20之緊固位置中,切削嵌件22可釋放地固定於嵌件座24之座凹穴26中。在圖式所展示之此非限制性實例中,切削嵌件22藉由定位於嵌件通孔52中且螺合地接納於凹穴螺紋孔78中之固定螺釘28來固定於座凹穴26中。嵌件中心軸線A及凹穴主軸線B可重合。
參考圖8,其展示在含有嵌件中心軸線A及凹穴主軸線B且穿過非側向換位間隙85之一者之一平面中取得之一橫截面,在切削刀具20之緊固位置中,凹穴支撐面76鄰接嵌件下支承面38。複數個圓柱形凹穴側鄰接面88之各者鄰接一各自圓柱形嵌件側鄰接面64。各非側向換位間隙85內定位有一各自換位閂54。因此,藉由閂側表面56之一各自者與各非側向換位間隙85之間隙表面86之間接觸來防止切削嵌件22圍繞嵌件中心軸線A沿兩個旋轉方向旋轉。在包含一或兩個側向換位間隙90之構形中,一或兩個側向換位間隙內可定位有一各自換位閂54。應注意,側向換位間隙90僅防止圍繞嵌件中心軸線A沿一旋轉方向旋轉。明確而言,第一側向換位間隙90a僅防止切削嵌件22沿一順時針方向旋轉(在座凹穴26之一俯視圖中),且第二側向換位間隙90b僅防止切削嵌件22沿一逆時針方向旋轉。
應瞭解,若在座凹穴26之一俯視圖(即,圖7)中,換位閂54延伸超過內圓柱面PC而至一換位間隙84中,則換位間隙84內定位有一各自換位閂54。在此情況中,換位間隙84被視為由換位閂54佔用。同樣地,若自相同視圖看,換位閂54不延伸超過內圓柱面PC而至一換位間隙84中,則換位間隙84不含一各自換位閂54。在此情況中,換位間隙84被視為未由一換位閂54佔用。
根據本申請案之標的之一些實施例,各非側向換位間隙85及視情況各側向換位間隙90 (若存在)與各自換位閂54隔開。根據本申請案之標的之一些實施例,兩個閂側表面56之至多一者可鄰接間隙表面86。在全部構形中,各非側向換位間隙85及視情況各側向換位間隙90 (若存在)可不成角度或軸向夾緊各自換位閂54。在此應瞭解,「鄰接」未必為「夾緊」,因此,一第一部分可鄰接一第二部分但不夾緊該第二部分。
當使切削嵌件22換位(indexing)時,切削刀具20經由一第一中間位置及一第二中間位置來調整於兩個不同緊固位置(一第一緊固位置與一第二緊固位置)之間。參考圖9,自第一緊固位置,固定螺釘28自凹穴螺紋孔78部分旋出。固定螺釘28之徑向尺寸小於嵌件通孔52之徑向尺寸。因此,切削嵌件22可安置成遠離複數個凹穴側鄰接面88,使得各非側向換位間隙85不被一各自換位閂54佔用。在具有兩個側向換位間隙90之一第一選用構形中,側向換位間隙90之至少一者未被一各自換位閂54佔用。在僅具有一個側向換位間隙90之一第二選用構形中,側向換位間隙90可或可不被佔用。在此等上述狀態中,切削刀具20處於第一中間位置中。若無側向換位間隙90被一換位閂54佔用,則切削嵌件22可圍繞嵌件中心軸線A沿兩個方向自由旋轉。否則,切削嵌件22僅可圍繞嵌件中心軸線A沿一個方向自由旋轉。在圖式所展示之此非限制性實例中,僅第一側向換位間隙90a未被一各自換位閂54佔用。
參考圖10,在切削刀具20之第二中間位置中,切削嵌件22圍繞嵌件中心軸線A旋轉,使得各非側向換位間隙85與一各自嵌件側鄰接面64成角度對準且各凹穴側鄰接面88與一各自換位閂54成角度對準。明顯地,換位間隙84內未定位有一換位閂54。切削嵌件22圍繞嵌件中心軸線A進一步旋轉導致各非側向換位間隙85與一各自換位閂54對準,在此階段中,各換位閂54自由落入至對應非側向換位間隙85中。隨後擰緊固定螺釘28以到達切削刀具20之第二緊固位置。
儘管已在一定特殊性下描述本申請案之標的,但應瞭解,可在不背離本發明將在下文主張之精神或範疇的情況下進行各種更改及修改。
20:切削刀具
22:切削嵌件
24:嵌件座
26:座凹穴
28:固定螺釘
30:嵌件上表面
32:嵌件下表面
34:嵌件周緣表面
36:嵌件上支承面
38:嵌件下支承面
40:上切削刃
42:下切削刃
44:上前刀面
46:下前刀面
48:上離隙面
50:下離隙面
52:嵌件通孔
54:換位閂
56:閂側表面
58:閂中心面
60:閂上中心面
62:閂下中心面
63:閂中間面
64:嵌件側鄰接面
66:座主面
68:座端面
69:座槽
70:凹穴開口
72:凹穴基面
74:凹穴周緣表面
76:凹穴支撐面
78:凹穴螺紋孔
80:凹穴側面
82:凹穴凸起部分
84:換位間隙
85:非側向換位間隙
86:間隙表面
88:凹穴側鄰接面
90:側向換位間隙
90a:第一側向換位間隙
90b:第二側向換位間隙
A:嵌件中心軸線
B:凹穴主軸線
CL:假想閂下錐體
CU:假想閂上錐體
D:換位閂距離
E:閂突出距離
IC:外圓柱面
M:嵌件正中面
P:通孔平面
PC:內圓柱面
S:螺紋孔軸線
T:通孔軸線
α:閂角
β:閂間隔角
2γ:閂上錐角
2θ:閂下錐角
δ:間隙角
μ:凹穴側鄰接面角
ε:閂會聚角
λ:螺紋孔角
為較佳理解本申請案且展示可如何在實踐中實施本申請案,現將參考附圖,其中:
圖1係一切削刀具之一透視圖;
圖2係根據本發明之一切削嵌件之一透視圖;
圖3係圖2中之切削嵌件之一側視圖;
圖4係圖2中之切削嵌件之一俯視圖;
圖5係圖1之一嵌件座之一座凹穴之一透視圖;
圖6係圖5中之座凹穴之一俯視圖;
圖7係切削刀具處於一緊固位置中時之圖6中之座凹穴之一俯視圖;
圖8係沿圖7中之線XIII-XIII取得之一橫截面圖;及
圖9係切削刀具處於一第一中間位置中時之圖6中之座凹穴之一俯視圖;及
圖10係切削刀具處於一第二中間位置中時之圖6中之座凹穴之一俯視圖。
應瞭解,為了簡單且清楚繪示,圖中所展示之元件未必按比例繪製。例如,為了清楚,一些元件之尺寸可相對於其他元件放大,或若干實體組件可包含於一個功能區塊或元件中。可在圖間適當重複元件符號以指示對應或類似元件。
20:切削刀具
22:切削嵌件
24:嵌件座
26:座凹穴
28:固定螺釘
66:座主面
68:座端面
69:座槽
Claims (6)
- 一種嵌件座(24),其包括: 一座主面(66),其與一座端面(68)相交;及 一座凹穴(26),其凹進至該座主面(66)中且在一凹穴開口(70)處貫通至該座端面(68),該座凹穴(26)具有一凹穴主軸線(B)且包括: 一凹穴基面(72)及一凹穴周緣表面(74),該凹穴周緣表面(74)實質上垂直於該凹穴基面(72)定向且形成該凹穴基面(72)之一部分邊界,該凹穴基面(72)在該凹穴開口(70)處不被該凹穴周緣表面(74)限界且包括一凹穴支撐面(76);其中: 該凹穴周緣表面(74)包括: 一軸向延伸之內圓柱形凹穴側面(80),其藉由凹進至其內之至少一非側向換位間隙(85)分為複數個角隔開之圓柱形凹穴側鄰接面(88),各非側向換位間隙(85)定位於一對相鄰圓柱形凹穴側鄰接面(88)之間。
- 如請求項1之嵌件座(24),其中該凹穴側面(80)定位於沿該凹穴周緣表面(74)周向延伸且自該凹穴周緣表面(74)突出之一部分環形凹穴凸起部分(82)上。
- 如請求項1之嵌件座(24),其中: 各非側向換位間隙(85)具有圍繞該凹穴主軸線(B)由一間隙角(δ)界定之一角尺寸; 該複數個圓柱形凹穴側鄰接面(88)之各者具有圍繞該凹穴主軸線(B)由一凹穴側鄰接面角(μ)界定之一角尺寸;及 該間隙角(δ)小於該凹穴側鄰接面角(μ)。
- 如請求項1之嵌件座(24),其中該軸向延伸之內圓柱形凹穴側面(80)由恰好一個非側向換位間隙(85)分為恰好兩個圓柱形凹穴側鄰接面(88)。
- 如請求項1之嵌件座(24),其中該座凹穴(26)包括沿一螺紋孔軸線(S)凹進至且貫通至該凹穴基面(72)中之一凹穴螺紋孔(78)。
- 如請求項1之嵌件座(24),其中: 該凹穴周緣表面(74)進一步包括一或兩個側向換位間隙(90),該一或兩個側向換位間隙(90)形成於該凹穴側面(80)與該座主面(66)之相交處及/或該凹穴側面(80)與該座端面(68)之相交處。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/898,956 US10646927B2 (en) | 2018-02-19 | 2018-02-19 | Round double-sided cutting insert having a peripheral surface provided with protruding indexing latches, insert holder therefor and cutting tool |
| US15/898,956 | 2018-02-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| TW202327763A TW202327763A (zh) | 2023-07-16 |
| TWI811183B true TWI811183B (zh) | 2023-08-01 |
Family
ID=65529755
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| TW107143347A TWI799475B (zh) | 2018-02-19 | 2018-12-04 | 圓弧雙側的切削嵌件及切削刀具 |
| TW112107487A TWI811183B (zh) | 2018-02-19 | 2018-12-04 | 嵌件座 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| TW107143347A TWI799475B (zh) | 2018-02-19 | 2018-12-04 | 圓弧雙側的切削嵌件及切削刀具 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10646927B2 (zh) |
| EP (1) | EP3755488B1 (zh) |
| JP (1) | JP7369697B2 (zh) |
| KR (1) | KR102622164B1 (zh) |
| CN (1) | CN111788028B (zh) |
| BR (1) | BR112020014672B1 (zh) |
| CA (1) | CA3091609A1 (zh) |
| IL (1) | IL275823A (zh) |
| TW (2) | TWI799475B (zh) |
| WO (1) | WO2019159161A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3689522B1 (en) | 2019-01-31 | 2023-08-02 | AB Sandvik Coromant | A round cutting insert for a milling tool |
| CN112108697A (zh) * | 2019-06-20 | 2020-12-22 | 肯纳金属印度有限公司 | 具有容纳间隙角不同的切割插入件的凹穴的工具固持器 |
| JP7012948B1 (ja) | 2021-03-10 | 2022-01-31 | 株式会社タンガロイ | 刃先交換式切削工具の工具本体 |
| USD1006075S1 (en) | 2021-12-08 | 2023-11-28 | Green Manufacturing, Inc. | Tree stump grinding tooth |
| CN114226819A (zh) * | 2022-01-12 | 2022-03-25 | 百斯图工具制造有限公司 | 一种防转通用圆形铣削刀片 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106029071A (zh) * | 2014-02-20 | 2016-10-12 | 森拉天时奥地利有限公司 | 可转位切割嵌件和铣削工具 |
| US20170259356A1 (en) * | 2014-08-18 | 2017-09-14 | Korloy Inc. | Cutting insert and tool holder on which cutting insert is provided |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4378184A (en) * | 1980-12-12 | 1983-03-29 | Briese Leonard A | Rotary tool cutting insert |
| US4606678A (en) | 1985-04-22 | 1986-08-19 | Gte Valeron Corporation | Circular chip control insert |
| SE505511C2 (sv) * | 1994-12-15 | 1997-09-08 | Sandvik Ab | Fräskropp samt förfarande för tillverkning av denna |
| SE506679C2 (sv) * | 1995-06-21 | 1998-01-26 | Seco Tools Ab | Skärverktyg, företrädesvis för fräsning |
| GB9520436D0 (en) | 1995-10-06 | 1995-12-06 | Sandvik Ab | Cutting insert |
| SE509595C2 (sv) * | 1996-01-25 | 1999-02-15 | Sandvik Ab | Skär för spånavskiljande metallbearbetning |
| SE509594C2 (sv) * | 1996-01-26 | 1999-02-15 | Sandvik Ab | Indexering av vändskär |
| WO1997027967A1 (de) | 1996-01-31 | 1997-08-07 | Widia Gmbh | Schneideinsatz zum schruppen und schlichten |
| IL119841A (en) * | 1996-12-16 | 2000-02-29 | Iscar Ltd | Cutting inserts |
| IL123685A (en) * | 1998-03-16 | 2001-09-13 | Iscar Ltd | Modular cutting tool dispenser |
| US6540448B2 (en) * | 2001-05-14 | 2003-04-01 | Ingersoll Cutting Tool Company | Cutting tool with improved insert seat arrangement for indexable cutting inserts |
| IL145574A0 (en) * | 2001-09-24 | 2002-06-30 | Iscar Ltd | Cutting tool and cutting insert therefor |
| SE525913C2 (sv) | 2002-12-20 | 2005-05-24 | Seco Tools Ab | Skär, verktyg samt metod för montering av skär där skäret kan orienteras i önskad position |
| US7722297B2 (en) * | 2003-04-15 | 2010-05-25 | Tdy Industries, Inc. | Antirotation tool holder and cutting insert |
| SE527543C2 (sv) * | 2004-08-30 | 2006-04-04 | Sandvik Intellectual Property | Skärläge med spårförsedd stödyta |
| SE530181C2 (sv) * | 2005-12-21 | 2008-03-18 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt grundkropp och separat låsorgan härför |
| SE0600338L (sv) | 2006-02-15 | 2007-08-16 | Seco Tools Ab | Verktyg |
| DE102006023740B4 (de) | 2006-05-18 | 2017-05-11 | Kennametal Widia Produktions Gmbh & Co. Kg | Schneideinsatz und Werkzeug, bestehend aus Werkzeughalter und Schneideinsatz |
| DE102006025293C5 (de) | 2006-05-31 | 2010-12-23 | Kennametal Inc. | Verfahren zur Bearbeitung eines Rades |
| DE102008037915B3 (de) | 2008-08-14 | 2009-08-13 | Kennametal Inc. | Wendeschneidplatte |
| DE202008018646U1 (de) * | 2008-08-31 | 2017-03-24 | Iscar Ltd. | Schneideinsatz |
| KR101103216B1 (ko) * | 2009-05-19 | 2012-01-05 | 대구텍 유한회사 | 원형 형상을 갖는 양면형 절삭 삽입체 및 이를 사용하는 절삭 공구 |
| CN102458732A (zh) | 2009-06-02 | 2012-05-16 | 特固克有限会社 | 刀片和包括其的刀具组件 |
| US8573903B2 (en) | 2009-11-03 | 2013-11-05 | Kennametal Inc. | Round cutting insert with anti-rotation feature |
| SE535441C2 (sv) * | 2010-12-28 | 2012-08-07 | Sandvik Intellectual Property | Upprymningsverktyg samt huvud och skär härför |
| AT12527U1 (de) * | 2011-02-24 | 2012-07-15 | Ceratizit Austria Gmbh | Schneideinsatz zur spanabhebenden bearbeitung |
| US8657539B2 (en) | 2011-03-28 | 2014-02-25 | Kennametal Inc. | Round cutting insert with reverse anti-rotation feature |
| EP2764939B2 (en) * | 2011-10-07 | 2022-12-07 | Tungaloy Corporation | Cutting tool with replaceable blade edge |
| SE536344C2 (sv) * | 2012-01-30 | 2013-09-03 | Sandvik Intellectual Property | Fräsverktyg jämte frässkär där skäreggen har spetsig stigningsvinkel |
| US8858130B2 (en) * | 2012-04-24 | 2014-10-14 | Kennametal Inc. | Indexable circular cutting insert |
| JP5853297B2 (ja) * | 2012-07-24 | 2016-02-09 | 住友電工ハードメタル株式会社 | 刃先交換式切削工具 |
| US9011049B2 (en) | 2012-09-25 | 2015-04-21 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| KR101524540B1 (ko) * | 2013-12-30 | 2015-06-01 | 한국야금 주식회사 | 인서트 및 이를 체결하는 공구 홀더 |
| EP3000549B1 (en) * | 2014-09-24 | 2022-11-09 | Sandvik Intellectual Property AB | A cutting tool and a cutting insert for a chip-removing tool |
| KR101556737B1 (ko) | 2014-10-21 | 2015-10-01 | 한국야금 주식회사 | 절삭 인서트 및 이를 장착한 절삭 공구 |
| US10350689B2 (en) * | 2015-06-29 | 2019-07-16 | Mitsubishi Hitachi Tool Engineering, Ltd. | Double-sided circular cutting insert and indexable rotary cutting tool |
| US10183333B2 (en) * | 2016-02-03 | 2019-01-22 | Iscar, Ltd. | Circular cutting insert having non-circular peripheral edge |
| EP3263257A1 (en) * | 2016-06-30 | 2018-01-03 | Ceratizit Luxembourg Sàrl | Milling cutter |
| EP3351329B1 (en) * | 2017-01-18 | 2023-08-02 | Sandvik Intellectual Property AB | Indexable cutting insert for a milling tool |
-
2018
- 2018-02-19 US US15/898,956 patent/US10646927B2/en active Active
- 2018-12-04 TW TW107143347A patent/TWI799475B/zh active
- 2018-12-04 TW TW112107487A patent/TWI811183B/zh active
-
2019
- 2019-01-22 CA CA3091609A patent/CA3091609A1/en active Pending
- 2019-01-22 JP JP2020536872A patent/JP7369697B2/ja active Active
- 2019-01-22 EP EP19707502.1A patent/EP3755488B1/en active Active
- 2019-01-22 KR KR1020207018855A patent/KR102622164B1/ko active IP Right Grant
- 2019-01-22 WO PCT/IL2019/050087 patent/WO2019159161A1/en unknown
- 2019-01-22 CN CN201980014010.1A patent/CN111788028B/zh active Active
- 2019-01-22 BR BR112020014672-2A patent/BR112020014672B1/pt active IP Right Grant
-
2020
- 2020-07-02 IL IL275823A patent/IL275823A/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106029071A (zh) * | 2014-02-20 | 2016-10-12 | 森拉天时奥地利有限公司 | 可转位切割嵌件和铣削工具 |
| US20170259356A1 (en) * | 2014-08-18 | 2017-09-14 | Korloy Inc. | Cutting insert and tool holder on which cutting insert is provided |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202327763A (zh) | 2023-07-16 |
| EP3755488B1 (en) | 2024-02-14 |
| CN111788028B (zh) | 2023-05-23 |
| US10646927B2 (en) | 2020-05-12 |
| TWI799475B (zh) | 2023-04-21 |
| KR102622164B1 (ko) | 2024-01-10 |
| TW201938297A (zh) | 2019-10-01 |
| JP7369697B2 (ja) | 2023-10-26 |
| CN111788028A (zh) | 2020-10-16 |
| IL275823A (en) | 2020-08-31 |
| JP2021513921A (ja) | 2021-06-03 |
| RU2020123575A (ru) | 2022-03-21 |
| WO2019159161A1 (en) | 2019-08-22 |
| EP3755488A1 (en) | 2020-12-30 |
| KR20200121288A (ko) | 2020-10-23 |
| US20190255622A1 (en) | 2019-08-22 |
| BR112020014672B1 (pt) | 2024-01-16 |
| CA3091609A1 (en) | 2019-08-22 |
| BR112020014672A2 (pt) | 2020-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI811183B (zh) | 嵌件座 | |
| RU2609587C2 (ru) | Режущая пластина и режущий инструмент | |
| KR101036116B1 (ko) | 절삭 인서트, 절삭 공구, 심 및 방법 | |
| US9475132B2 (en) | Multiteeth indexable insert with locating means and material removal tool with same | |
| RU2483844C2 (ru) | Фреза и режущая пластина для нее | |
| RU2519208C2 (ru) | Режущая пластина и вращающийся режущий инструмент | |
| US10751814B2 (en) | Cutting insert, tool holder and tool | |
| JP2016172294A (ja) | 切削インサート、切削インサート群および刃先交換式切削工具 | |
| JP2014050949A (ja) | ミーリング工具 | |
| JP2021513921A5 (zh) | ||
| JP2017528330A (ja) | 切削工具及び切屑除去工具用切削インサート | |
| KR101997374B1 (ko) | 기계 가공 공구 | |
| US11541467B2 (en) | Cutting insert and crank shaft milling tool | |
| KR102360739B1 (ko) | 밀링 공구용의 인덱서블 절삭 인서트 | |
| RU2788840C2 (ru) | Круглая двусторонняя режущая вставка, имеющая периферийную поверхность, снабженную выступающими индексирующими фиксаторами, держатель вставки для нее и режущий инструмент | |
| CN114728351A (zh) | 具有两个上切削刃和一个下中心突起的切削刀片,该下中心突起具有定义假想四边形的四个基台壁,和旋转切削刀具 | |
| KR20090128410A (ko) | 절삭 인서트, 절삭 공구, 및 기계가공 방법 | |
| RU2817712C1 (ru) | Режущая пластина, имеющая две верхние режущие кромки и нижний центральный выступ с четырьмя опорными стенками, определяющими воображаемый четырехугольник, и вращающийся режущий инструмент | |
| US10525537B2 (en) | Rotary cutting tool having disk-shaped cutting body and indexable cutting insert therefor |