TWI695656B - 一種多層軟性印刷線路板及其製法 - Google Patents
一種多層軟性印刷線路板及其製法 Download PDFInfo
- Publication number
- TWI695656B TWI695656B TW108110298A TW108110298A TWI695656B TW I695656 B TWI695656 B TW I695656B TW 108110298 A TW108110298 A TW 108110298A TW 108110298 A TW108110298 A TW 108110298A TW I695656 B TWI695656 B TW I695656B
- Authority
- TW
- Taiwan
- Prior art keywords
- layer
- low dielectric
- adhesive layer
- dielectric adhesive
- frcc
- Prior art date
Links
Images









Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
- Laminated Bodies (AREA)
Abstract
一種多層軟性印刷線路板,係包括:至少一背膠銅箔基板(FRCC)及透過壓合而結合該FRCC之至少一雙面板;其中,該FRCC包括第一銅箔層、第一及第二極低介電膠層;該雙面板係選自聚醯亞胺(PI)型雙面板及液晶聚合物(LCP)型雙面板中的至少一種。本發明之多層軟性印刷線路板係藉由不含液晶聚合物(LCP)層之背膠銅箔基板搭配高頻聚醯亞胺(PI)型雙面板或液晶聚合物(LCP)型雙面板製作三至六層的軟性印刷線路板,應用於鐳射鑽孔製程,其鐳射孔不易有內縮問題,且具低吸濕性、低Dk及Df電性之特點。本發明復包括該多層軟性印刷線路板之製法,其製程簡便,還可以搭配快壓設備或傳壓設備,實具有成本優勢。
Description
本發明係關於軟性印刷線路板及其製備技術領域,尤係關於一種基於高頻背膠銅箔基板與高頻雙面板的多層軟性印刷線路板及其製法。
隨著資訊技術的飛躍發展,考慮到今後一段時間內全球5G等高傳速技術加速推進,為滿足信號傳送高頻高速化以及降低終端設備生產成本,市場上呈現出各種形式的混壓結構的多層板之設計及應用。印刷電路板是電子產品中不可或缺的材料,而隨著消費性電子產品需求增長,對於印刷電路板的需求也是與日俱增。由於軟性印刷線路板(FPC,Flexible Printed Circuit)具有可撓曲性及可三度空間配線等特性,在科技化電子產品強調輕薄短小、可撓曲性、從而在資訊技術要求高頻高速的發展趨勢下,目前FPC被廣泛應用電腦及其週邊設備、通訊產品以及消費性電子產品等等。
而在多層FPC製程使用高頻材料領域,當前業界主要所使用的高頻板材主要為液晶聚合物(LCP)板、聚四氟乙烯(PTFE)纖維板,然 而此材料因也受到製程技術的限制,對FPC製造壓合設備的要求極高,其操作溫度需在高於280℃之環境進行壓合,且其壓合時間存在過長,不能使用快壓機設備,導致加工困難,隨之也造成壓合設備容易損耗以及高壓合成本及低生產效率。同時,製程產品極易出現其膜厚不均勻,膜厚不均會造成電路板之阻抗值不易控制,且於高溫壓合製程中,會造成LCP或PTFE受擠壓進而影響鍍銅的導通性,形成斷路,進而造成信賴度不佳,可靠度下降;故業界為了保證多層LCP板之品質,需要依賴自動光學檢測(AOI)設備進行多指標的檢查,致使影響製品FPC之良率及效率,進一步加劇其高頻多層FPC在使用端成本提升。而其他樹脂類膜雖未存在上述問題,惟面臨電性不佳或機械強度不良等缺陷,無法滿足市場需求。
此外,業界之塗佈型LCP基板,受限於其塗佈過程之塗佈厚度,僅能提供12.5微米(um),若需製作總厚度超過50微米之LCP基板,其製程需經多次塗佈才得以達成,且製作LCP型雙面板還需經再壓合另一面銅箔之工序,工序相較繁雜且效率低落。對於目前其他FRCC基材,一次塗佈亦難以滿足總厚度超過50微米之要求,需進一步結構設計或經多次塗佈來製作其厚膜,是以,因多介面存在,可能影響其紫外線(UV)鐳射加工性、電性及吸水性。
舉凡於第201590948 U號中國專利、第M377823號臺灣專利、第2010-7418A號日本專利及第2011/0114371號美國專利中,皆提出具有優良作業性、低成本、低能耗的特點的複合式基板,而第202276545 U號中國專利、第103096612 B號中國專利、第M422159號臺灣專利和第M531056號臺灣專利中,則以氟系材料製作高頻基板。第206490891 U號 中國專利則提出具有複合式疊構的低介電損耗FRCC基板。第206490897 U號中國專利則提出一種具有高散熱效率的FRCC基材。第206932462 U號中國專利則提出複合式LCP高頻高速FRCC基材。
關於製備高速傳輸的多層軟性印刷線路板,在選擇高頻材料對其高頻高速傳輸之信號完整性之影響係至關重要,同時,影響該多層軟性印刷線路板傳輸之主要因素在於:選擇具低Dk/Df特性之樹脂、合適的銅箔表面粗糙度及其晶格排列,此外,於該影響相關特性之因素相近之條件下,選擇材料時,以便於FPC生產製程及降低成本為考量,以提升其企業之競爭力。
為了解決上述技術問題,本發明提供了一種多層軟性印刷線路板,係以不含液晶聚合物(LCP)層的背膠銅箔基板搭配高頻聚醯亞胺(PI)型雙面板或液晶聚合物(LCP)型雙面板製作三至六層的軟性印刷線路板,比起採用含LCP層的背膠銅箔基板及PI型雙面板或LCP型雙面板所組成之具三層到六層之FPC多層結構,本發明之FPC的製備工序流程簡單、用於鐳射鑽孔製程亦不易有內縮的問題,且具低吸濕性、低Dk及Df電性之特點,還可以搭配快壓機設備或傳壓設備,實具有成本優勢,此技術亦可用於製備厚膜,並可將介面單純、成本低廉的背膠銅箔基板用於該多層軟性印刷線路板之結構中。
為解決上述技術問題,本發明提供一種多層軟性印刷線路板,係包括:至少一背膠銅箔基板(FRCC),係依次包括第一銅箔層、第一極低 介電膠層及第二極低介電膠層,且該FRCC之介電常數(Dk)值為2.00至3.50及介電損耗因子(Df)值為0.002至0.010;以及透過壓合而結合該FRCC之至少一雙面板,係包括第二銅箔層、第三銅箔層以及位於該第二銅箔層及該第三銅箔層之間之芯層,且形成該芯層之材質為聚醯亞胺或液晶聚合物,而該雙面板之介電常數(Dk)值為2.00至3.50及介電損耗因子(Df)值為0.002至0.010;其中,形成該芯層之材質為液晶聚合物時,該芯層之厚度為5至100微米(μm),且具Dk值為2.0至3.5和Df值為0.002至0.010,且其中,該第一銅箔層、該第二銅箔層及該第三銅箔層皆為1至35微米(μm)厚之具表面粗糙度(Rz)值為0.1至1.0微米(μm)之低輪廓銅箔層,該第一極低介電膠層及該第二極低介電膠層皆為2至50微米(μm)厚之具Dk值為2.00至3.50及Df值為0.002至0.010的膠層。
於一具體實施態樣中,於該第二銅箔層及該第三銅箔層之間復包括上極低介電膠層及下極低介電膠層,且使該芯層位於該上極低介電膠層及該下極低介電膠層之間,其中,該上極低介電膠層及該下極低介電膠層皆為2至50微米(μm)厚之具Dk值為2.00至3.50及Df值為0.002至0.010的膠層。
於一具體實施態樣中,該FRCC之整體吸水率為0.01至0.5%,該LCP型雙面板之整體吸水率為0.01至0.5%,且該PI型雙面板之整體吸水率為0.01至0.5%。
於一具體實施態樣中,該第一極低介電膠層及該第二極低介電膠層皆為半聚合半固化狀態之膠層,且該上極低介電膠層及該下極低介電膠層皆為全固化狀態之膠層。
於一具體實施態樣中,該第一極低介電膠層或第二極低介電膠層與該第一銅箔層之間、該上極低介電膠層或該第二極低介電膠層與該第二銅箔層之間、以及該下極低介電膠層或該第二極低介電膠層與該第三銅箔層之間的接著強度均大於0.7公斤力/釐米(kgf/cm)。
於一具體實施態樣中,形成該第一極低介電膠層、該第二極低介電膠層、該上極低介電膠層及該下極低介電膠層之樹脂材料係獨立選自氟系樹脂、環氧樹脂、丙烯酸系樹脂、胺基甲酸酯系樹脂、矽橡膠系樹脂、聚對環二甲苯系樹脂、雙馬來醯亞胺系樹脂及聚醯亞胺系樹脂中之至少一種樹脂。
於一具體實施態樣中,該第一極低介電膠層、該第二極低介電膠層、該上極低介電膠層及該下極低介電膠層皆係為含聚醯亞胺的熱固性聚醯亞胺層,且該聚醯亞胺之含量係占每一極低介電膠層總固含量的40至95%。
於一具體實施態樣中,所述多層軟性印刷線路板,係為下列三層板結構、四層板結構、五層板結構及六層板結構之一種:第一種:該三層板結構係包括一個FRCC及一個雙面板,其中,一該FRCC之第二極低介電膠層與該雙面板之銅箔層黏接;第二種:該四層板結構係包括二個FRCC及一個雙面板,其中,該FRCC之第二極低介電膠層與該雙面板之第二銅箔層黏接,另一該FRCC之第二極低介電膠層與該雙面板之第三銅箔層黏接;第三種:該五層板結構係包括三個FRCC及一個雙面板,從上到下依次為該FRCC、雙面板、FRCC和FRCC,其中,該FRCC的第二極低介電 膠層與該雙面板之第二銅箔層黏接,另一該FRCC之第二極低介電膠層與該雙面板之第三銅箔層黏接,且相互接合之該FRCC與FRCC之間是另一該FRCC的第二極低介電膠層與又一該FRCC的第一銅箔層黏接;以及第四種:該六層板結構係包括二個FRCC、二個雙面板及用於黏接該二個雙面板之高頻純膠層,從上到下依次為該FRCC、雙面板、高頻純膠層、雙面板及FRCC,其中,該雙面板之第二銅箔層與一該FRCC之第二極低介電膠層黏接,該雙面板之第三銅箔層與該高頻純膠層黏接,該高頻純膠層與另一雙面板之第二銅箔層黏接,該另一雙面板之第三銅箔層與另一該FRCC之第二極低介電膠層黏接。
於一具體實施態樣中,該高頻純膠層係選自氟系樹脂、環氧樹脂、丙烯酸系樹脂、胺基甲酸酯系樹脂、矽橡膠系樹脂、聚對環二甲苯系樹脂、雙馬來醯亞胺系樹脂及聚醯亞胺系樹脂中的至少一種。
於一具體實施態樣中,該FRCC復包括離型層,且該離型層係位於該第二極低介電膠層的表面。
本發明復提供一種上述之多層軟性印刷線路板之製法,係包括:將該FRCC及雙面板疊合,且採用快壓設備或傳壓設備將二者壓合;其中,當選擇採用該快壓設備壓合時之預壓時間為10至30秒,成型時間為120至180秒,成型壓力為90至110公斤力/平方釐米(kgf/cm2),壓合溫度為185±10℃,熟化溫度為165至175℃,熟化時間為50至70分鐘;當選擇採用傳壓設備壓合時,係分為以下三個階段:升溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為5至20分鐘; 恆溫段:溫度為175±5℃,壓合壓力為35±5公斤力/平方釐米(kgf/cm2),壓合時間為160至180分鐘;以及降溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為30至40分鐘。
於一具體實施態樣中,所述背膠銅箔基板(FRCC)係選自下列兩種方法中之一種:
第一種製法:
於離型層上塗佈極低介電膠層的前驅物,並烘烤至半聚合半固化狀態,形成第二極低介電膠層,得到第一半成品;於第一銅箔層上塗佈極低介電膠層的前驅物,並烘烤至半聚合半固化狀態,形成第一極低介電膠層,得到第二半成品;壓合該第一半成品及第二半成品;以及收卷熟化經壓合之該第一半成品及第二半成品,得到該FRCC。
第二種製法:
於離型層上塗佈極低介電膠層的前驅物,並烘烤至半聚合半固化狀態,形成第二極低介電膠層,得到第一半成品;於該第二極低介電膠層上塗佈極低介電膠層前驅物,並烘烤至半聚合半固化狀態,形成第一極低介電膠層;將第一銅箔層貼合於該第一極低介電膠層的表面;以及經收卷熟化該第一極低介電膠層和第二極低介電膠層,得到該FRCC。
本發明之有益效果係列舉如下:
一、本發明之多層FPC係由FRCC和高頻聚醯亞胺(PI)型雙面板或液晶聚合物(LCP)型雙面板相壓合而成,經壓合後為具有三至六層的FPC,由於本發明的FRCC不含LCP層,僅包括極低介電膠層及銅箔層, 其與高頻聚醯亞胺(PI)型雙面板或液晶聚合物(LCP)型雙面板經壓合後製成一多層FPC,相較於傳統採用含LCP層的FRCC與PI型雙面板或LCP型雙面板所組成的三至六層的多層FPC結構,本發明之FRCC由於僅有由銅箔和極低介電膠兩種材料構成的單介面,而傳統之FRCC係含有LCP、銅箔及膠所構成之至少雙介面,故本發明之多層FPC的材料介面少,使得鐳射鑽孔製程更易實現,鐳射孔不易有內縮的狀況,特別是用於UV鐳射,其加工孔徑係小於100微米的小孔徑孔時,其優勢係更為明顯。
再者,傳統含LCP的FRCC材料短缺且價格昂貴,由於本發明之FRCC不含LCP層,其成本更低,有利於量產化,係能用以替代含LCP的FRCC。
此外,現有塗佈型的LCP基板,惟目前塗佈技術之單次塗佈只能提供約12.5微米的厚度,若於製備具50微米厚度的LCP基板,需經四次塗佈,本發明之FRCC係包含兩層相同的極低介電膠層,僅分兩次塗佈即能實現具50微米的厚膜,而且膜厚均勻,且阻抗控制良好。
本發明的基於高頻FRCC與高頻雙面板的多層FPC的搭配結構組成簡單,可以節省下游的加工工序;成本相對低廉,本發明所製成的三層、四層、五層、六層FPC板,中間的銅箔層不需要經過表面貼焊技術(SMT)熱制程,所以對於剝離強度要求較低,銅箔選擇相對較多,可以選擇表面粗糙度(Rz)值較低,傳輸損耗表現較好的銅箔。
又,相較於含LCP層的FRCC與聚醯亞胺(PI)型雙面板或液晶聚合物(LCP)型雙面板組成的三層到六層FPC多層結構,本發明的FRCC和雙面板可以優化高頻多層FPC前期壓合需要高溫高壓(壓合溫度 280℃) 苛刻條件,採用快壓設備,易加工,降低壓合時間,製程穩定,良率高,能夠減少制程中用自動光學檢測(AOI)設備進行品質檢測的次數,從而進一步降低生產成本,縮短交貨週期。
280℃) 苛刻條件,採用快壓設備,易加工,降低壓合時間,製程穩定,良率高,能夠減少制程中用自動光學檢測(AOI)設備進行品質檢測的次數,從而進一步降低生產成本,縮短交貨週期。
另一方面,本發明的FRCC中不含聚醯亞胺(PI)層,因此整體吸水率更低,吸水後性能穩定,不僅具有較佳的電氣性能,可大大降低FPC和軟硬結合板的爆板風險,減少訊號傳輸插入損耗;而且FRCC更柔軟,反彈力更佳,壓合後的多層FPC的平坦性更佳。
二、本發明採用的銅箔層的表面粗糙度(Rz)值均較低,信號傳輸過程中具有集膚效應,由於銅箔表面粗糙度較低,結晶細膩,表面平坦性較佳,因而信號能實現高速傳輸,同時極低介電膠層具有較低且穩定的Dk/Df性能,可減少信號傳輸過程中的損耗,進一步提高信號傳輸品質,完全能勝任FPC高頻高速化、散熱且導熱快速化以及生產成本最低化發展的需要。
三、本發明中的極低介電膠層是指具Dk值為2.0至3.5且Df值為0.002至0.010的膠層,較低且在高溫濕度環境下穩定的Dk/Df值,使得FRCC和雙面板適合低溫(低於180℃)快速壓合製得本發明的FPC,工藝加工性強,而且對製作設備要求低,進而降低生產成本,其設備操作性和加工性均優於現有的LCP基板和PTFE纖維板;更佳的是,由於適合低溫壓合,大大降低了製備FPC過程中線路氧化的風險。
四、本發明的極低介電膠層可以為含聚醯亞胺的熱固性聚醯亞胺層,且聚醯亞胺的含量為極低介電膠層的總固含量的40至95%,採用熱固性聚醯亞胺層搭配第二絕緣層的結構,本發明的FRCC相較于傳統的環 氧樹脂系產品,更適合下游產業的小孔徑(<100μm)UV鐳射加工,不容易造成通孔(PTH,Plating Through Hole)或孔洞內縮,壓合時膜厚均勻,阻抗控制良好,不單只適合採用較大孔徑的機械鑽孔的加工方式,工藝適應性較強。
五、根據試驗資料顯示,本發明中的FRCC與普通LCP板相比反彈力更佳,適合下游高密度組裝製程。
六、根據試驗資料顯示,本發明還具有耐焊錫性高和極佳的機械性能等優點,而且極低介電膠層的接著強度佳,接著強度大於0.7公斤力/釐米(kgf/cm)。
本發明的上述說明僅是本發明技術方案的概述,為了能夠更清楚瞭解本發明的技術手段,並可依照說明書的內容予以實施,以下以本發明的較佳實施例並配合附圖詳細說明如後。
100‧‧‧背膠銅箔基板
101‧‧‧第一銅箔層
102‧‧‧第一極低介電膠層
103‧‧‧第二極低介電膠層
104‧‧‧離型層
200‧‧‧雙面板
201‧‧‧第二銅箔層
202‧‧‧第三銅箔層
203‧‧‧上極低介電膠層
204‧‧‧聚醯亞胺(PI)芯層
205‧‧‧下極低介電膠層
206‧‧‧液晶聚合物(LCP)樹脂層
300‧‧‧高頻純膠層
透過例示性之參考附圖說明本發明的實施方式:第1圖係本發明之FRCC的結構示意圖(含離型層);第2-1圖係本發明之第一實施例的結構示意圖(三層板);第2-2圖係本發明之第二實施例的結構示意圖(四層板);第2-3圖係本發明之第三實施例的結構示意圖(五層板);第2-4圖係本發明之第四實施例的結構示意圖(六層板);第3-1圖係本發明之第五實施例的結構示意圖(三層板);第3-2圖係本發明之第六實施例的結構示意圖(四層板); 第3-3圖係本發明之第七實施例的結構示意圖(五層板);以及第3-4圖係本發明之第八實施例的結構示意圖(六層板)。
以下係藉由特定的具體實施例說明本發明之實施方式,熟習此技藝之人士可由本說明書所揭示之內容輕易地瞭解本發明之優點及功效。
須知,本說明書所附圖式所繪示之結構、比例、大小等,均僅用以配合說明書所揭示之內容,以供熟悉此技藝之人士之瞭解與閱讀,並非用以限定本發明可實施之限定條件,故不具技術上之實質意義,任何結構之修飾、比例關係之改變或大小之調整,在不影響本發明所能產生之功效及所能達成之目的下,均應仍落在本發明所揭示之技術內容得能涵蓋之範圍內。同時,本說明書中所引用之如「第一」、「第二」、「下」及「上」亦僅為便於敘述之明瞭,而非用以限定本發明可實施之範圍,例如第一極低介電膠層和第二極低介電膠層僅是為了區別不是同一極低介電膠層,其相對關係之改變或調整,在無實質變更技術內容下,當亦視為本發明可實施之範疇。此外,本文所有範圍和值都係包含及可合併的。落在本文中所述的範圍內之任何數值或點,例如任何整數都可以作為最小值或最大值以導出下位範圍等。
一種軟性印刷線路板,如第2-1圖所示,係包括至少一背膠銅箔基板(FRCC)100和至少一雙面板200,且該FRCC與該雙面板之間係透過壓合而結合,其中如第1圖所示,該背膠銅箔基板(FRCC)100係包括第一 銅箔層101、第一極低介電膠層102及第二極低介電膠層103,而在製備多層軟性印刷線路板時,係剝離離型層104。
所述之背膠銅箔基板(FRCC)100是指具介電常數(Dk)值為2.00至3.50(10GHz)及介電損耗因子(Df)值為0.002至0.010(10GHz)之高頻背膠銅箔基板(FRCC)。
所述之雙面板200係為具介電常數(Dk)值為2.00至3.50及介電損耗因子(Df)值為0.002至0.010且選自聚醯亞胺(PI)型雙面板及液晶聚合物(LCP)型雙面板中的至少一種之高頻雙面板,且依次包括第二銅箔層201及第三銅箔層202。
當該雙面板為PI型雙面板時,復包括位於該第二銅箔層201及該第三銅箔層202之間之上極低介電膠層203、下極低介電膠層205以及位於該上極低介電膠層203及該下極低介電膠層205之間PI芯層204。
當該雙面板為LCP型雙面板時,復包括位於該第二銅箔層201及該第三銅箔層202之間的LCP樹脂層206,且該LCP樹脂層206係為5至100微米(μm)厚之具Dk值為2.0至3.5且Df值為0.002至0.010之樹脂層。
所述之第一銅箔層101、該第二銅箔層201及該第三銅箔層202皆為1至35微米(μm)厚之具表面粗糙度(Rz)值為0.1至1.0微米(μm)之低輪廓銅箔層。
所述之第一極低介電膠層102、該第二極低介電膠層103、該上極低介電膠層203及該下極低介電膠層205皆為2至50微米(μm)厚之具Dk值為2.00至3.50及Df值為0.002至0.010的膠層。
於一具體實施態樣中,該第一銅箔層101、該第二銅箔層201及該第三銅箔層202的厚度皆為6至18微米(μm)。
於一較佳之具體實施態樣中,該第一極低介電膠層102、該第二極低介電膠層103、該上極低介電膠層203及該下極低介電膠層205的厚度皆為10至50微米(μm)。
於一較佳之具體實施態樣中,該LCP樹脂層206之厚度係為5至100微米(μm)。
所述之第一銅箔層、第二銅箔層及第三銅箔層皆為壓延銅箔層(RA/HA/HAV2)或電解銅箔層(ED)。
於一具體實施態樣中,所述之背膠銅箔基板(FRCC)還包括離型層104,如第1圖所示,所述離型層位於所述第二極低介電膠層的表面。
所述之離型層可以是離型膜,其材料為選自聚丙烯、雙向拉伸聚丙烯及聚對苯二甲酸乙二醇酯中之至少一種,也可以是具雙面離型能力的離型膜,又或是離型紙。
所述之背膠銅箔基板(FRCC)之整體吸水率為0.01至0.5%,所述之LCP型雙面板之整體吸水率為0.01至0.5%,且該PI型雙面板之整體吸水率為0.01至0.5%。
於一具體實施態樣中,該FRCC的整體吸水率在0.01至0.1%。
所述之第一極低介電膠層及該第二極低介電膠層皆為半聚合半固化狀態之膠層,且該上極低介電膠層及該下極低介電膠層皆為全固 化狀態之膠層。
每一所述極低介電膠層與每一所述銅箔層之間的接著強度均大於0.7公斤力/釐米(kgf/cm),亦即,該第一極低介電膠層或第二極低介電膠層與該第一銅箔層之間、該上極低介電膠層或該第二極低介電膠層與該第二銅箔層之間、以及該下極低介電膠層或該第二極低介電膠層與該第三銅箔層之間的接著強度均大於0.7公斤力/釐米(kgf/cm)。
形成所述之第一極低介電膠層、該第二極低介電膠層、該上極低介電膠層及該下極低介電膠層的樹脂材料係獨立選自氟系樹脂、環氧樹脂、丙烯酸系樹脂、胺基甲酸酯系樹脂、矽橡膠系樹脂、聚對環二甲苯系樹脂、雙馬來醯亞胺系樹脂及聚醯亞胺系樹脂中之至少一種樹脂。
所述之第一極低介電膠層、該第二極低介電膠層、該上極低介電膠層及該下極低介電膠層皆為含聚醯亞胺的熱固性聚醯亞胺層,且該聚醯亞胺的含量為每一極低介電膠層的總固含量的40至95%。
本發明復提供一種上述之多層軟性印刷線路板之製法,係包括:將背膠銅箔基板(FRCC)及雙面板疊合,之後採用快壓設備或傳壓設備將二者壓合。
當選擇採用快壓設備壓合時,其過程參數具體為:預壓時間為10至30秒,成型時間為120至180秒,成型壓力為90至110公斤力/平方釐米(kgf/cm2),壓合溫度為185±10℃,熟化溫度為165至175℃,熟化時間為50至70分鐘。
當選擇採用傳壓設備壓合時,係分為以下三個階段:升溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為5 至20分鐘;恆溫段:溫度為175±5℃,壓合壓力為35±5公斤力/平方釐米(kgf/cm2),壓合時間為160至180分鐘;以及降溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為30至40分鐘。
採用傳壓設備壓合時,不需要烘烤熟化。
於一具體實施態樣中,所述背膠銅箔基板(FRCC)係選自下列兩種方法中之一種:第一種製法:步驟一:將極低介電膠層的前驅物塗佈於離型層烘烤至半聚合半固化狀態,形成第二極低介電膠層,並收卷,得到第一半成品;將極低介電膠層的前驅物塗佈於第一銅箔層烘烤至半聚合半固化狀態,形成第一極低介電膠層,並收卷,得到第二半成品;步驟二:將步驟一製得之第一半成品及第二半成品壓合;以及步驟三:經收卷熟化,即得成品背膠銅箔基板(FRCC);第二種製法:步驟一:將極低介電膠層的前驅物塗佈於離型層烘烤至半聚合半固化狀態,形成第二極低介電膠層,並收卷;步驟二:將極低介電膠層前驅物塗佈於該第二極低介電膠層烘烤至半聚合半固化狀態,形成第一極低介電膠層,並收卷;步驟三:將第一銅箔層貼合於該第一極低介電膠層的表面; 以及步驟四:經收卷熟化,即得成品FRCC。
將一背膠銅箔基板(FRCC)的第二極低介電膠層與雙面板的第二銅箔層疊合成三層板,之後採用快壓設備或傳壓設備將其壓合,即得成品多層FPC三層板。
將背膠銅箔基板(FRCC)的第二極低介電膠層與雙面板的第二銅箔層疊合,取另一背膠銅箔基板(FRCC)與該雙面板的第三銅箔層疊合成四層板,之後採用快壓設備或傳壓設備將其壓合,即得成品多層FPC四層板。
將背膠銅箔基板(FRCC)的第二極低介電膠層與雙面板的第二銅箔層疊合,取另一背膠銅箔基板(FRCC)與該雙面板的第三銅箔層疊合,然後再於該背膠銅箔基板(FRCC)另一側疊合又一背膠銅箔基板(FRCC),之後採用快壓設備或傳壓設備將其壓合,即得成品多層軟性印刷線路板五層板。
將背膠銅箔基板(FRCC)的第二極低介電膠層與雙面板的第二銅箔層相疊合,於該雙面板的第三銅箔層與高頻純膠層疊合,取另一雙面板的第二銅箔層疊合於該高頻純膠層的另一側,使該高頻純膠層位於該二雙面板之間,然後再取另一背膠銅箔基板(FRCC)與該另一雙面板的第三銅箔層相疊合,之後採用快壓設備或傳壓設備將其壓合,即得成品多層軟性印刷線路板六層板。
所述之高頻純膠層係選自氟系樹脂、環氧樹脂、丙烯酸系樹脂、胺基甲酸酯系樹脂、矽橡膠系樹脂、聚對環二甲苯系樹脂、雙馬來醯 亞胺系樹脂及聚醯亞胺系樹脂中的至少一種。
所述多層軟性印刷線路板(FPC)係為下列四種結構中的一種:
第一種所述多層FPC為三層板,如第2-1圖及第3-1圖所示。第2-1圖所示者係一FRCC100搭配一PI型雙面板200壓合而成的FPC三層板結構,從上到下依次是FRCC100和PI型雙面板200,且經壓合後,該FRCC100之第二極低介電膠層103係黏接至該PI型雙面板200之第二銅箔層201;而第3-1圖所示者係一FRCC100搭配一LCP型雙面板200壓合而成的FPC三層板結構,從上到下依次是FRCC100和LCP型雙面板200,且經壓合後,該FRCC100之第二極低介電膠層103係黏接至該LCP型雙面板200之第二銅箔層201。
第二種所述多層FPC為四層板,如第2-2圖及第3-2圖所示。第2-2圖所示者係二FRCC100搭配一PI型雙面板200壓合而成的FPC四層板結構,從上到下依次是FRCC100、PI型雙面板200和FRCC100,其中,該FRCC100之第二極低介電膠層103黏接至該PI型雙面板200之第二銅箔層201,另一該FRCC100之第二極低介電膠層103黏接至該PI型雙面板之第三銅箔層202;而第3-2圖所示者係二FRCC100搭配一LCP型雙面板200壓合而成的FPC四層板結構,從上到下依次是FRCC100、LCP型雙面板200和FRCC100,其中,該FRCC之第二極低介電膠層103黏接至該LCP型雙面板之第二銅箔層201,另一該FRCC之第二極低介電膠層103黏接至該LCP型雙面板之第三銅箔層202。
第三種所述多層FPC為五層板,如第2-3圖及第3-3圖所示其 結構與第一種結構類似,不同之處在於第2-3圖所示者係三FRCC100搭配一PI型雙面板200壓合而成的FPC五層板結構,從上到下依次是FRCC100、PI型雙面板200、FRCC100和FRCC100,其中,該FRCC100的第二極低介電膠層103黏接至該PI型雙面板200之第二銅箔層201,另一該FRCC100之第二極低介電膠層103黏接至該PI型雙面板200之第三銅箔層202,且該複數FRCC100之間是另一該FRCC100的第二極低介電膠層103與又一該FRCC的第一銅箔層101相黏接;而第3-3圖所示者係三FRCC100搭配一LCP型雙面板200壓合而成的FPC五層板結構,從上到下依次是FRCC100、LCP型雙面板200、FRCC100和FRCC100,其中,該FRCC100的第二極低介電膠層103黏接至該LCP型雙面板200之第二銅箔層201,另一該FRCC100之第二極低介電膠層103黏接至該LCP型雙面板200之第三銅箔層202,且相互接合之該FRCC與FRCC之間是另一該FRCC100的第二極低介電膠層103與又一該FRCC的第一銅箔層101相黏接。
第四種所述多層軟性印刷線路板為六層板,如第2-4圖及第3-4圖所示,其結構與第一種結構類似,不同之處在於第2-4圖所示者係二FRCC100搭配二PI型雙面板200壓合而成的FPC六層板結構,且該二PI型雙面板係藉高頻純膠層300黏接,即從上到下依次是FRCC100、PI型雙面板200、高頻純膠層300、PI型雙面板200和FRCC100,其中,該PI型雙面板200之第二銅箔層201黏接至一該FRCC之第二極低介電膠層103,該PI型雙面板200之第三銅箔層202黏接至該高頻純膠層300,該高頻純膠層300之另一側黏接至另一PI型雙面板200之第二銅箔層201,且該另一PI型雙面板200之第三銅箔層202黏接至另一該FRCC100之第二極低介電膠層103; 而第3-4圖所示者則係二FRCC100搭配二LCP型雙面板200壓合而成的FPC六層板結構,且該二LCP型雙面板係藉高頻純膠層300黏接,即從上到下依次是FRCC100、LCP型雙面板200、高頻純膠層300、LCP型雙面板200和FRCC100,其中,該LCP型雙面板200之第二銅箔層201黏接至一該FRCC100之第二極低介電膠層103,該LCP型雙面板200之第三銅箔層202黏接至該高頻純膠層300,該高頻純膠層300之另一側黏接至另一雙面板200之第二銅箔層201,且該另一雙面板200之第三銅箔層202與另一該FRCC100之第二極低介電膠層103相黏接。
實施例1:
背膠銅箔基板(FRCC)之製備:將含熱固性聚醯亞胺之極低介電膠層的前驅物塗佈於聚對苯二甲酸乙二酯(PET)之離型層(新光合成纖維股份有限公司,新寶膜C53A)並於130℃溫度下烘烤5分鐘,形成1微米厚的半聚合半固化狀態的第二極低介電膠層,並收卷,得到第一半成品,其中,該極低介電膠層的前驅物組成,係包括:45重量%之第一聚醯亞胺聚合物(Greimide,綠德光電股份有限公司)、30重量%之第二聚醯亞胺聚合物(Glueimid,綠德光電股份有限公司)、1重量%之硬化劑(KINGMIDE 74-KB,三和合成股份有限公司)、7重量%之第一無機耐燃填充物(YT-I,廣東宇星阻燃新材股份有限公司)、4重量%之第二無機耐燃填充物(YT-II,廣東宇星阻燃新材股份有限公司)及12重量%之丁酮(P019,南寶樹脂)。
於該第二極低介電膠層中,該聚醯亞胺之含量係占該層總固含量的75%,且其厚度為1微米。
將上述之含熱固性聚醯亞胺之極低介電膠層的前驅物塗佈於第一銅箔層,並於130℃溫度下烘烤5分鐘,形成1微米厚的半聚合半固化狀態的第一極低介電膠層,並收卷,得到第二半成品,其中,該第一極低介電膠層中,該聚醯亞胺之含量與該第二極低介電膠層之總固含量相同,且其厚度為1微米;該第一銅箔層係選擇具表面粗糙度(Rz)值為1.0微米且厚度為1微米。
採用傳壓設備壓合前述之第一半成品及第二半成品,其中,該壓合作業係分為升溫、恆溫及降溫三個階段,其製程參數具體如下:升溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為5至20分鐘;恆溫段:溫度為175±5℃,壓合壓力為35±5公斤力/平方釐米(kgf/cm2),壓合時間為160至180分鐘;以及降溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為30至40分鐘。
經收卷,即得成品背膠銅箔基板(FRCC)。
PI型雙面板之製備:
將上極低介電膠層的前驅物塗佈於PI芯層的一面,並設定塗佈烘箱溫度50至130℃予以烘乾,形成5微米厚的上極低介電膠層,其中,該上極低介電膠層的前驅物組成係包括:40重量%之第一聚醯亞胺聚合物(Greimide,綠德光電股份有限公司)、35重量%之第二聚醯亞胺聚合物(Glueimid,綠德光電股份有限公司)、2重量%之硬化劑(KINGMIDE 74-KB, 三和合成股份有限公司)、7重量%之第一無機耐燃填充物(YT-I,廣東宇星阻燃新材股份有限公司)、4重量%之第二無機耐燃填充物(YT-II,廣東宇星阻燃新材股份有限公司)及12重量%之丁酮(P019,南寶樹脂);該PI芯層係購自杜邦公司(DuPont Co.)之EN型號聚醯亞胺薄膜,其厚度為20微米且其Dk值為3.47和Df值為0.009。
在該上極低介電膠層的上表面壓合1微米厚且具表面粗糙度(Rz)值為0.7微米之低輪廓銅箔層,形成第二銅箔層,其中,該壓合溫度為50至130℃,該壓合壓力為1.0至3.0公斤,壓合完成後經收卷並於180度溫度下熟化5小時。
將下極低介電膠層的前驅物塗佈於PI芯層的另一面,並設定塗佈烘箱溫度50至130℃予以烘乾,形成5微米厚的下極低介電膠層。
在該下極低介電膠層的下表面壓合1微米厚且具表面粗糙度(Rz)值為0.7微米之低輪廓銅箔層,形成第三銅箔層,其中,該壓合溫度為50至130℃,該壓合壓力為1.0至3.0公斤,壓合完成後經收卷並於180度溫度下熟化5小時。
將上述之FRCC及PI型雙面板經蝕刻去除銅箔層後,測量其Dk/Df值,並記錄於表1中。
最後,將上述背膠銅箔基板(FRCC)的第二極低介電膠層與上述PI型雙面板的第二銅箔層疊合成三層板,如第2-1圖所示,之後採用傳壓設備將其壓合,即得成品FPC三層板,其中,該壓合作業係分為升溫、恆溫及降溫三個階段,其製程參數具體如下:升溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為5 至20分鐘;恆溫段:溫度為175±5℃,壓合壓力為35±5公斤力/平方釐米(kgf/cm2),壓合時間為160至180分鐘;以及降溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為30至40分鐘。
實施例2:
所用之背膠銅箔基板(FRCC)及PI型雙面板係如同實施例1之方法製備,惟,異動其第一及第二極低介電膠層、第一、第二及第三銅箔層、PI芯層的厚度如表1,並以相同方式測量其FRCC及PI型雙面板之Dk/Df值,並記錄於表1中。
最後,將二個FRCC及一個PI型雙面板疊合,從上到下依次為FRCC、PI型雙面板和FRCC,疊合成四層板,如第2-2圖所示,其中,該FRCC之第二極低介電膠層與該PI型雙面板之第二銅箔層黏接,另一該FRCC之第二極低介電膠層與該PI型雙面板之第三銅箔層黏接,採用與實施例1之壓合作業相同的製程參數,經壓合後即得一多層軟性印刷線路板成品。
實施例3:
所用之背膠銅箔基板(FRCC)係如同實施例1之方法製備,惟,異動該極低介電膠層的前驅物之第一聚醯亞胺聚合物及第二聚醯亞胺聚合物的含量分別為48重量%及27重量%,以及異動其第一及第二極低介電膠層及第一銅箔層如表1,並將PI型雙面板置換為LCP型雙面板(Panasonic株式會社,R-F705T),且其Dk值為3.30和Df值為0.002。
該位於該第二銅箔層及該第三銅箔層之間的LCP樹脂層係購自可樂麗株式會社(Kuraray Co.,Ltd.)之LCP薄膜。
將上述之FRCC及LCP型雙面板經蝕刻去除銅箔層後,測量其Dk/Df值,並記錄於表1中。
最後,將三個FRCC及一個LCP型雙面板疊合,從上到下依次為FRCC、LCP型雙面板、FRCC和FRCC疊合成五層板,如第3-3圖所示,其中,該FRCC的第二極低介電膠層與該LCP型雙面板之第二銅箔層黏接,另一該FRCC之第二極低介電膠層與該LCP型雙面板之第三銅箔層黏接,且相互接合之該FRCC與FRCC之間是另一該FRCC的第二極低介電膠層與又一該FRCC的第一銅箔層黏接,採用與實施例1之壓合作業相同的製程參數,經壓合後即得一多層軟性印刷線路板成品。
實施例4:
所用之背膠銅箔基板(FRCC)係如同實施例3之方法製備,且所用之LCP型雙面板之來源係如同實施例3,惟異動其第一及第二極低介電膠層、第一及第二銅箔層及LCP層的厚度如表1,並以相同方式測量其FRCC及PI型雙面板之Dk/Df值,並記錄於表1中。
最後,將兩個FRCC及兩個LCP型雙面板疊合,並於兩個該LCP型雙面板之間設置一高頻純膠層,從上到下依次為FRCC、LCP型雙面板、高頻純膠層、LCP型雙面板和FRCC疊合成六層板,如第3-4圖所示,其中,該LCP型雙面板之第二銅箔層與一該FRCC之第二極低介電膠層黏接,該LCP型雙面板之第三銅箔層與該高頻純膠層黏接,該高頻純膠層之另一側與另一雙面板之第二銅箔層黏接,該另一雙面板之第三銅箔層與另一該 FRCC之第二極低介電膠層黏接,採用與實施例1之壓合作業相同的製程參數,經壓合後即得一多層軟性印刷線路板成品。
比較例1:
除將實施例1中FRCC及PI型雙面板各置換為含液晶聚合物(LCP)單面板(25微米)及含液晶聚合物(LCP)雙面板,並異動壓合作業參數如表2,其中,該LCP層係購自可樂麗株式會社(Kuraray Co.,Ltd.)之CT-Z型號的LCP薄膜;比較例1之三層軟性印刷線路板之層結構及壓合作業方法係如同實施例1。
比較例2:
除將實施0例2中FRCC及PI型雙面板各置換為含液晶聚合物(LCP)單面板(5微米)及含液晶聚合物(LCP)雙面板,並異動壓合作業參數如表2,其中,該LCP層係購自可樂麗株式會社(Kuraray Co.,Ltd.)之CT-Z型號的LCP薄膜;比較例2之四層軟性印刷線路板之層結構及壓合作業方法係如同實施例2。
比較例3:
除將實施例1中FRCC之極低介電膠層置換為聚醯亞胺(PI)層(25微米)、以及將銅箔層厚度異動如表1,並異動壓合作業參數如表2,其中,該PI層係購自鐘淵化學工業股份有限公司(Kaneka Co.,Ltd.)之FRS型號的聚醯亞胺薄膜;比較例3之三層軟性印刷線路板之層結構及壓合作業方法係如同實施例1。
比較例4:
除將實施例2中FRCC之極低介電膠層置換為聚醯亞胺(PI)(50微米)、以及將銅箔層厚度異動如表1,並異動壓合作業參數如表2,其中,該PI層係購自鐘淵化學工業股份有限公司(Kaneka Co.,Ltd.)之FRS型號的聚醯亞胺薄膜;比較例4之四層軟性印刷線路板之層結構及壓合作業方法係如同實施例2。
表2係依據《軟板組裝要項測試準則》(TPCA-F-002),測試上述實施例1至4及比較例1至4所製之軟性印刷線路板的翹曲度、雷射鑽孔之內縮量、整體軟性印刷線路板之吸水率、接著強度、覆膜前後反彈力及耐焊錫性之性能結果,並呈現如下:

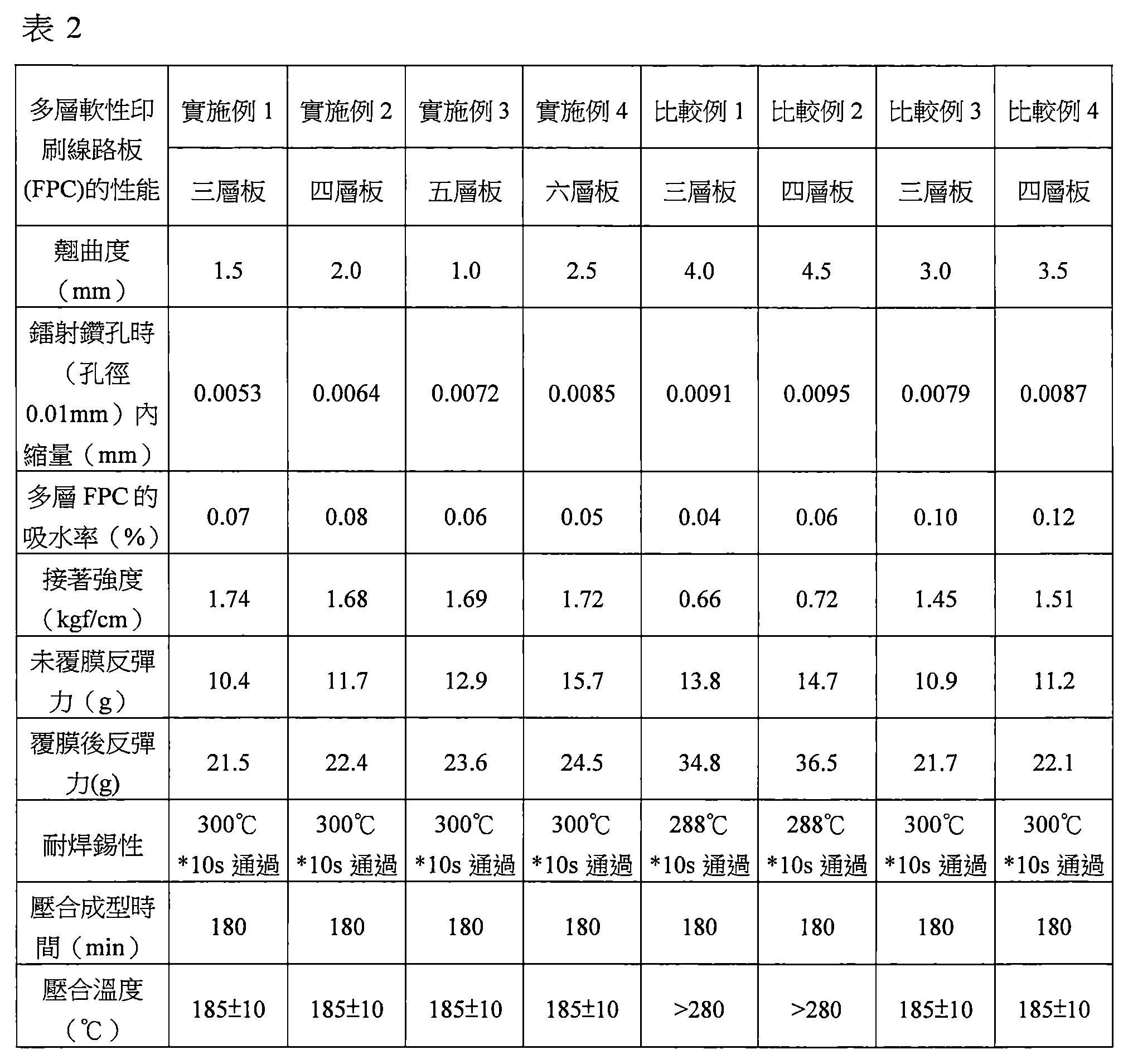
由表2可知,本發明的背膠銅箔基板(FRCC)係具有極佳的性能,因此所製得之多層軟性印刷線路板(FPC)係具有極佳的高速傳輸性、在高溫濕度環境下穩定的Dk/Df性能、超低吸水率、良好的UV鐳射鑽孔能力、適合高密度組裝的低反彈力以及極佳的機械性能。
本發明優於液晶聚合物(LCP)膜和普通聚醯亞胺(PI)型黏結片(Bond Sheet),適用於5G智慧型手機、智慧手錶(例如:Apple watch)等可穿戴設備。
由於本發明的背膠銅箔基板(FRCC)係使用雙面離型膜後的改進工序,可以突破塗佈法的限制,更容易的製得厚度在50到100微米的FRCC,相比之前申請專利使用導熱絕緣材料(如Bond Ply產品)製成的FRCC板材,在電性、吸水性、生產製程、UV鐳射鑽孔能力以及成本上具有更好的表現;本發明結構組成更為簡單、成本具備優勢、製程工序較短,且在電性、吸水性、生產制程、UV鐳射鑽孔能力以及成本上具有更好的表現;此外還具有在高溫濕度環境下穩定的Dk/Df性能、超低吸水率、低反彈力適合高密度組裝以及極佳的機械性能以及可以提供成品良率,縮短交期等優勢。
上述實施例僅為例示性說明,而非用於限制本發明。任何熟習此項技藝之人士均可在不違背本發明之精神及範疇下,對上述實施例進行修飾與改變。因此,本發明之權利保護範圍係由本發明所附之申請專利範圍所定義,只要不影響本發明之效果及實施目的,應涵蓋於此公開技術內容中。
100‧‧‧背膠銅箔基板
101‧‧‧第一銅箔層
102‧‧‧第一極低介電膠層
103‧‧‧第二極低介電膠層
200‧‧‧雙面板
201‧‧‧第二銅箔層
202‧‧‧第三銅箔層
203‧‧‧上極低介電膠層
204‧‧‧聚醯亞胺(PI)芯層
205‧‧‧下極低介電膠層
Claims (11)
- 一種多層軟性印刷線路板,係包括:至少一背膠銅箔基板(FRCC),係依次包括第一銅箔層、第一極低介電膠層及第二極低介電膠層,且該FRCC之介電常數(Dk)值為2.00至3.50及介電損耗因子(Df)值為0.002至0.010;以及透過壓合與該FRCC結合之至少一雙面板,係包括第二銅箔層、第三銅箔層以及位於該第二銅箔層及該第三銅箔層之間之芯層,且形成該芯層之材質為液晶聚合物,而該雙面板之介電常數(Dk)值為2.00至3.50及介電損耗因子(Df)值為0.002至0.010;其中,該芯層之厚度為5至100微米(μm),且具Dk值為2.0至3.5和Df值為0.002至0.010,且其中,該第一銅箔層、該第二銅箔層及該第三銅箔層皆為1至35微米(μm)厚之具表面粗糙度(Rz)值為0.1至1.0微米(μm)之低輪廓銅箔層,該第一極低介電膠層及該第二極低介電膠層皆為2至50微米(μm)厚之具Dk值為2.00至3.50及Df值為0.002至0.010的膠層。
- 如申請專利範圍第1項所述之多層軟性印刷線路板,其中,於該第二銅箔層及該第三銅箔層之間復包括上極低介電膠層及下極低介電膠層,且該芯層位於該上極低介電膠層及該下極低介電膠層之間,其中,該上極低介電膠層及該下極低介電膠層皆為2至50微米(μm)厚之具Dk值為2.00至3.50及Df值為0.002至0.010的膠層。
- 如申請專利範圍第1項所述之多層軟性印刷線路板,其中,該FRCC之整體吸水率為0.01至0.5%,該雙面板之整體吸水率為0.01至0.5%。
- 如申請專利範圍第2項所述之多層軟性印刷線路板,其中,該第一極低介電膠層及該第二極低介電膠層皆為半聚合半固化狀態之膠層,且該上極低介電膠層及該下極低介電膠層皆為全固化狀態之膠層。
- 如申請專利範圍第2項所述之多層軟性印刷線路板,其中,該第一極低介電膠層或第二極低介電膠層與該第一銅箔層之間、該上極低介電膠層或該第二極低介電膠層與該第二銅箔層之間、以及該下極低介電膠層或該第二極低介電膠層與該第三銅箔層之間的接著強度均大於0.7公斤力/釐米(kgf/cm)。
- 如申請專利範圍第2項所述之多層軟性印刷線路板,其中,形成該第一極低介電膠層、該第二極低介電膠層、該上極低介電膠層及該下極低介電膠層之材料係獨立選自氟系樹脂、環氧樹脂、丙烯酸系樹脂、胺基甲酸酯系樹脂、矽橡膠系樹脂、聚對環二甲苯系樹脂、雙馬來醯亞胺系樹脂及聚醯亞胺系樹脂中之至少一種樹脂。
- 如申請專利範圍第2項所述之多層軟性印刷線路板,其中,該第一極低介電膠層、該第二極低介電膠層、該上極低介電膠層及該下極低介電膠層皆係為含聚醯亞胺的熱固性聚醯亞胺層,且該聚醯亞胺之含量係占每一極低介電膠層總固含量的40至95%。
- 如申請專利範圍第1項所述之多層軟性印刷線路板,係為下列三層板結構、四層板結構、五層板結構及六層板結構之一種:該三層板結構係包括一FRCC及一雙面板,其中,該FRCC之第二極低介電膠層與該雙面板之第二銅箔層黏接; 該四層板結構係包括二FRCC及一雙面板,其中,該FRCC之第二極低介電膠層與該雙面板之第二銅箔層黏接,另一該FRCC之第二極低介電膠層與該雙面板之第三銅箔層黏接;該五層板結構係包括三FRCC及一雙面板,從上到下依次為該FRCC、雙面板、FRCC和FRCC,其中,該FRCC的第二極低介電膠層與該雙面板之第二銅箔層黏接,另一該FRCC之第二極低介電膠層與該雙面板之第三銅箔層黏接,且相互接合之該FRCC與FRCC之間是另一該FRCC的第二極低介電膠層與又一該FRCC的第一銅箔層黏接;以及該六層板結構係包括二FRCC、二雙面板及用於黏接該二雙面板之高頻純膠層,從上到下依次為該FRCC、雙面板、高頻純膠層、雙面板及FRCC,其中,該雙面板之第二銅箔層與一該FRCC之第二極低介電膠層黏接,該雙面板之第三銅箔層與該高頻純膠層黏接,該高頻純膠層之另一側與另一雙面板之第二銅箔層黏接,且該另一雙面板之第三銅箔層與另一該FRCC之第二極低介電膠層黏接。
- 一種製備如申請專利範圍第1項所述之多層軟性印刷線路板之製法,係包括:將該FRCC及雙面板疊合,並採用快壓設備或傳壓設備將二者壓合;其中,當選擇採用該快壓設備壓合時,預壓時間為10至30秒,成型時間為120至180秒,成型壓力為90至110公斤力/平方釐米(kgf/cm2),壓合溫度為185±10℃,熟化溫度為165至175℃,熟化時間為50至70分鐘;當選擇採用傳壓設備壓合時,係分為以下三個階段: 升溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為5至20分鐘;恆溫段:溫度為175±5℃,壓合壓力為35±5公斤力/平方釐米(kgf/cm2),壓合時間為160至180分鐘;以及降溫段:壓合壓力為15±5公斤力/平方釐米(kgf/cm2),壓合時間為30至40分鐘。
- 如申請專利範圍第8項所述之多層軟性印刷線路板之製法,其中,製備該FRCC之方法包括:於離型層上塗佈極低介電膠層的前驅物,再烘烤至半聚合半固化狀態以形成第二極低介電膠層,而得到第一半成品;於第一銅箔層上塗佈極低介電膠層的前驅物,再烘烤至半聚合半固化狀態以形成第一極低介電膠層,而得到第二半成品;壓合該第一半成品及第二半成品;以及收卷熟化經壓合之該第一半成品及第二半成品,得到該FRCC。
- 如申請專利範圍第8項所述之多層軟性印刷線路板之製法,其中,製備該FRCC之方法包括:於離型層上塗佈極低介電膠層的前驅物,再烘烤至半聚合半固化狀態以形成第二極低介電膠層,得到第一半成品;於該第二極低介電膠層上塗佈極低介電膠層前驅物,再烘烤至半聚合半固化狀態,以形成第一極低介電膠層;將第一銅箔層貼合於該第一極低介電膠層的表面;以及收卷熟化該第一極低介電膠層和第二極低介電膠層,即得到該FRCC。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ??201820505310.2 | 2018-04-11 | ||
| ??201810318602.X | 2018-04-11 | ||
| CN201820505310.2U CN208128661U (zh) | 2018-04-11 | 2018-04-11 | 基于高频frcc与高频双面板的fpc多层板 |
| CN201810318602.XA CN110366330B (zh) | 2018-04-11 | 2018-04-11 | 基于高频frcc与高频双面板的fpc多层板及工艺 |
| CN201810318602.X | 2018-04-11 | ||
| CN201820505310.2 | 2018-04-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| TW201944861A TW201944861A (zh) | 2019-11-16 |
| TWI695656B true TWI695656B (zh) | 2020-06-01 |
Family
ID=69184786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| TW108110298A TWI695656B (zh) | 2018-04-11 | 2019-03-25 | 一種多層軟性印刷線路板及其製法 |
Country Status (1)
| Country | Link |
|---|---|
| TW (1) | TWI695656B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114929474A (zh) * | 2020-02-18 | 2022-08-19 | 株式会社钟化 | 具有微带线结构的柔性覆金属层叠板 |
| CN113260141A (zh) * | 2021-06-15 | 2021-08-13 | 江西省康利泰信息科技有限公司 | 液晶高分子基板及其制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201639902A (zh) * | 2015-01-13 | 2016-11-16 | Hitachi Chemical Co Ltd | 樹脂組成物、帶樹脂層支撐體、預浸體、積層板、多層印刷配線板及其應用、毫米波雷達用印刷配線板 |
| TWM556457U (zh) * | 2017-01-11 | 2018-03-01 | Asia Electronic Material Co Ltd | 具有複合式疊構的可撓性塗膠銅箔基板 |
-
2019
- 2019-03-25 TW TW108110298A patent/TWI695656B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201639902A (zh) * | 2015-01-13 | 2016-11-16 | Hitachi Chemical Co Ltd | 樹脂組成物、帶樹脂層支撐體、預浸體、積層板、多層印刷配線板及其應用、毫米波雷達用印刷配線板 |
| TWM556457U (zh) * | 2017-01-11 | 2018-03-01 | Asia Electronic Material Co Ltd | 具有複合式疊構的可撓性塗膠銅箔基板 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201944861A (zh) | 2019-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108045022B (zh) | Lcp或氟系聚合物高频高传输双面铜箔基板及fpc | |
| TWI645977B (zh) | Pi型高頻高速傳輸用雙面銅箔基板及其製備方法 | |
| CN108859316B (zh) | 复合式lcp高频高速双面铜箔基板及其制备方法 | |
| TWI738008B (zh) | 高頻銅箔基板及其製法 | |
| CN207772540U (zh) | Lcp或氟系聚合物高频高传输双面铜箔基板及fpc | |
| TWM556457U (zh) | 具有複合式疊構的可撓性塗膠銅箔基板 | |
| CN110769594A (zh) | 具高Dk和低Df特性的LCP高频基板及制备方法 | |
| TWI765306B (zh) | 具有高電磁屏蔽性能的軟性印刷電路板及其製備方法 | |
| CN206932462U (zh) | 复合式lcp高频高速frcc基材 | |
| CN206840863U (zh) | 复合式lcp高频高速双面铜箔基板 | |
| TWI695656B (zh) | 一種多層軟性印刷線路板及其製法 | |
| CN207744230U (zh) | 复合式氟系聚合物高频高传输双面铜箔基板及fpc | |
| TWI655087B (zh) | 具有複合式疊構的可撓性塗膠銅箔基板及其形成方法 | |
| TWI722309B (zh) | 高頻高傳輸雙面銅箔基板、用於軟性印刷電路板之複合材料及其製法 | |
| TW202000449A (zh) | 一種複合式高頻基板及其製法 | |
| CN110366330B (zh) | 基于高频frcc与高频双面板的fpc多层板及工艺 | |
| TWI664086B (zh) | 具有氟系聚合物且具高頻高傳輸特性之雙面銅箔基板及製備方法及複合材料 | |
| CN110062520B (zh) | 复合式氟系聚合物高频高传输双面铜箔基板及制备方法 | |
| CN208128629U (zh) | 基于高频frcc与fccl单面板的fpc | |
| TWI679121B (zh) | 一種軟性印刷線路板及其製法 | |
| CN110662348A (zh) | 具有高Dk和低Df特性的复合式高频基板及制备方法 | |
| CN110366309B (zh) | 基于高频frcc与fccl单面板的fpc及工艺 | |
| CN208128661U (zh) | 基于高频frcc与高频双面板的fpc多层板 | |
| TWI740498B (zh) | 包含複合式液晶基板的三層軟性印刷電路板及其製備方法 | |
| TWI666122B (zh) | 用於軟性印刷電路板之複合材料及其製法 |