RU81663U1 - Рольганг - Google Patents
Рольганг Download PDFInfo
- Publication number
- RU81663U1 RU81663U1 RU2008139574/22U RU2008139574U RU81663U1 RU 81663 U1 RU81663 U1 RU 81663U1 RU 2008139574/22 U RU2008139574/22 U RU 2008139574/22U RU 2008139574 U RU2008139574 U RU 2008139574U RU 81663 U1 RU81663 U1 RU 81663U1
- Authority
- RU
- Russia
- Prior art keywords
- roller table
- strip
- rollers
- roller
- plate
- Prior art date
Links
- 229910000906 Bronze Inorganic materials 0.000 claims abstract description 12
- 239000010974 bronze Substances 0.000 claims abstract description 12
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 11
- 239000010959 steel Substances 0.000 claims abstract description 11
- IZXIZTKNFFYFOF-UHFFFAOYSA-N 2-Oxazolidone Chemical compound O=C1NCCO1 IZXIZTKNFFYFOF-UHFFFAOYSA-N 0.000 claims 1
- 238000005096 rolling process Methods 0.000 abstract description 14
- 238000005098 hot rolling Methods 0.000 abstract description 7
- 239000002184 metal Substances 0.000 abstract description 6
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 230000008439 repair process Effects 0.000 description 5
- 230000005484 gravity Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000005272 metallurgy Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 230000021615 conjugation Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
Landscapes
- Metal Rolling (AREA)
Abstract
Полезная модель относится к прокатному производству, преимущественно к транспортным рольгангам непрерывных широкополосных станов горячей прокатки. Технический результат - повышение качества прокатываемых полос, увеличение выхода годного металла, сокращение аварийных простоев и повышение производительности прокатного стана. Рольганг включает участок, под которым установлено технологическое оборудование, подлежащее ремонту. Над оборудованием расположены смежные ролики с увеличенным проемом между ними, закрытым стальной проводковой плитой. На наружной поверхности проводковой плиты в прямоугольных гнездах параллельно оси рольганга установлены бронзовые вкладыши, наружные поверхности которых выступают над поверхностью проводковой плиты, а на передних участках этих поверхностей выполнены плоские наклонные скосы. 1 н.п. ф-лы; 6 илл.
Description
Полезная модель относится к прокатному производству, преимущественно к транспортным рольгангам непрерывных широкополосных станов горячей прокатки.
Известен рольганг для транспортировки горячекатаных полос (аналог), включающий ролики, установленные в подшипниковых опорах, закрепленных на стационарных рамах (А.А.Королев. Механическое оборудование прокатных цехов. М.: Металлургия, 1987. с.195-196, рис.V.6).
Недостатком аналога является необходимость демонтажа части роликов или роликовых секций рольганга при замене или ремонтах технологического оборудования прокатного стана, расположенного под рольгангом. Из-за большого веса, трудоемкости замены и ремонтов этого оборудования, невозможности использования стационарных цеховых мостовых кранов и необходимости применения специальных грузоподъемных средств замена или ремонт этого оборудования сопровождаются длительными простоями прокатного стана, существенными финансовыми затратами и снижением производительности стана.
Наиболее близким техническим решением (прототипом) является рольганг, установленный над моталками горячекатаных полос, являющийся продолжением отводящего рольганга непрерывного широкополосного стана горячей прокатки (Г.Г.Фомин, А.В.Дубейковский, П.С.Гринчук. Механизация и автоматизация широкополосных станов горячей прокатки. М.: Металлургия, 1979. с.64, рис.32, поз.13; с.70, рис.39).
В прототипе устранен недостаток аналога, связанный с необходимостью демонтажа части роликов или роликовых секций рольганга при замене или ремонтах технологического оборудования прокатного стана, установленного под рольгангом. Для этого на участке рольганга, под которым расположено технологическое оборудование, подлежащее ремонту, установлены смежные ролики с увеличенным проемом между ними. Проем между роликами при работе рольганга закрыт проводковой стальной плитой, по которой перемещается полоса при ее транспортировке по рольгангу.
При ремонтах технологического оборудования, установленного под рольгангом, плиту снимают и через проем между роликами выполняют демонтаж и монтаж
оборудования с помощью стационарных цеховых мостовых кранов без снятия части роликов или роликовых секций рольганга.
Вместе с тем прототип обладает существенным недостатком, заключающимся в том, что при прохождении стальной полосы по стальной межроликовой проводковой плите из-за большого сопротивления перемещению полосы по плите, вызываемого большим коэффициентом трения между их контактирующими поверхностями, на нижней поверхности полосы образуются царапины, вмятины и другие повреждения, которые снижают качество полосы.
Из-за большого коэффициента трения между полосой и межроликовой плитой передний торец полосы, попадая на плиту, особенно при транспортировке тонких полос, сминается или смещается в поперечном направлении относительно оси рольганга. Это приводит к сходу полосы с рольганга или при его задаче в последующий технологический агрегат, например в тянущие ролики моталки, - к заклиниванию полосы в агрегате. В результате возникают аварийные ситуации, сопровождаемые длительными простоями прокатного стана и большими потерями годного металла. В частности, при заклинивании полосы в тянущих роликах моталки и аварийной остановке непрерывного широкополосного стана горячей прокатки как минимум одна прокатываемая полоса уходит в брак.
Техническим результатом полезной модели является повышение качества прокатываемых полос, снижение потерь металла в брак, увеличение выхода годного металла, сокращение аварийных простоев и повышение производительности прокатного стана.
Технический результат достигается тем, что на участке рольганга, под которым расположено технологическое оборудование, подлежащее ремонту, установлены смежные ролики с увеличенным проемом между ними, который при работе рольганга закрыт проводковой стальной плитой, по которой перемещается полоса при ее транспортировке по рольгангу. На наружной поверхности плиты параллельно оси рольганга выполнены поперечные прямоугольные гнезда, в которых закреплены сменные бронзовые вкладыши, наружные поверхности которых выступают над поверхностью проводковой плиты, а на передних участках наружных поверхностей вкладышей с уклоном в сторону входа на них полосы выполнены плоские наклонные скосы.
Сущность технического решения поясняется на примере участка рольганга непрерывного широкополосного стана горячей прокатки 2000, расположенного между первой и второй группой моталок, предназначенных для смотки в рулоны соответственно тонких и толстых горячекатаных полос.
Полезная модель поясняется чертежами, на которых изображены:
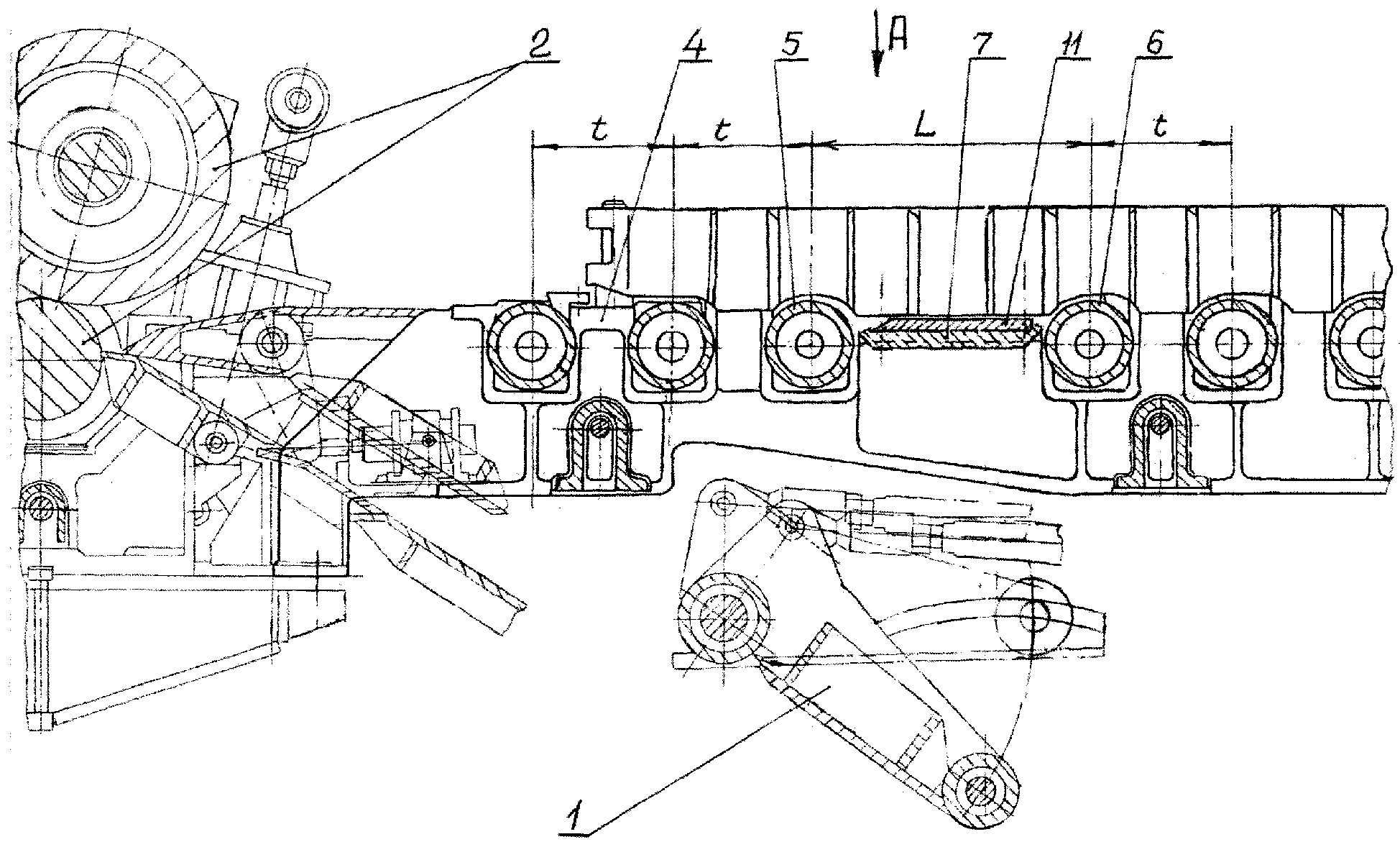
Фиг.1. Участок рольганга с увеличенным проемом между смежными роликами.
Фиг.2. Вид на рольганг по стрелке А на фиг.1.
Фиг.3. Стальная поводковая плита в сборе с бронзовыми вкладышами - боковой вид по стрелке Г на фиг.4.
Фиг.4. Вид на поводковую плиту по стрелке Б на фиг.3.
Фиг.5. Разрез проводковой плиты по линии В-В на фиг.4.
Фиг.6. Схема перехода полосы с ролика на бронзовые вкладыши.
Рольганг включает участок с роликами, под которым расположено технологическое оборудование, подлежащее ремонту, в рассматриваемом случае - оборудование узла верхней проводки 1 и других узлов моталки (условно не показаны), через которые прокатанная полоса подается на смотку от тянущих роликов с индивидуальным приводом от электродвигателей 3. Ролики установлены в подшипниковых опорах, закрепленных болтами на продольных опорных балках 4, опирающихся на фундамент.
Участок рольганга, под которым установлено технологическое оборудование, содержит смежные ролики 5 и 6 с увеличенным по сравнению с другими роликами проемом между ними.
Расстояние L между осями смежных роликов 5 и 6 больше постоянного шага t других роликов рольганга на величину необходимую для прохода через проем между роликами демонтируемого и монтируемого технологического оборудования, расположенного под рассматриваемым участком рольганга.
Проем между роликами 5 и 6 закрыт проводковой стальной плитой 7, на наружной поверхности которой параллельно оси 8 рольганга выполнены поперечные прямоугольные гнезда 9, в которых с помощью болтов 10 с потайными головками закреплены сменные бронзовые вкладыши 11.
Наружные горизонтальные поверхности вкладышей выступают над поверхностью проводковой плиты 7 на величину β (фиг.3). Плита закреплена заплечиками 12 на продольных опорных балках 4. На передних участках наружных поверхностей вкладышей 11 с уклоном в сторону входа на них полосы выполнены плоские наклонные скосы 13.
При транспортировке полосы 14 по рольгангу и ее передаче от ролика 5 к ролику 6 передний конец полосы после схода с ролика 5 под действием силы тяжести сначала попадает на плоские наклонные скосы 13 бронзовых вкладышей 11 (положение I переднего конца полосы на фиг.6). При дальнейшем движении по скосам в момент перехода конца полосы через линию сопряжения скосов с наружной горизонтальной
поверхностью вкладышей под действием вертикальной составляющей силы инерции, возникающей при перемещении конца полосы по скосам, происходит отрыв конца полосы от наружных горизонтальных поверхностей вкладышей. После отрыва некоторое время передний конец и часть полосы перемещаются над горизонтальной поверхностью вкладышей, ее не касаясь, после чего под действием силы тяжести конец полосы опускается на эту поверхность (положение II на фиг.6), и дальнейшее движение полосы до смежного ролика 6 происходит по горизонтальным поверхностям бронзовых вкладышей 11.
При ремонтах технологического оборудования, установленного на рассматриваемом участке рольганга под смежными роликами 5 и 6, межроликовую проводковую плиту 7 снимают и через проем между роликами с помощью цеховых мостовых кранов выполняют операции по демонтажу и монтажу ремонтируемого оборудования.
Благодаря расположению наружных горизонтальных поверхностей бронзовых вкладышей выше наружной поверхности стальной проводковой плиты на величину 5, перемещение полосы происходит только по вкладышам без касания с поверхностью проводковой плиты. Из-за низкого коэффициента трения между контактирующими поверхностями транспортируемой стальной полосы и бронзовых вкладышей сопротивление перемещению полосы по вкладышам существенно уменьшается.
Применение скосов 13 на передних участках вкладышей уменьшает путь прохождения передним концом и частью полосы между роликами 5 и 6, а при повышенных скоростях транспортировки полосы передний конец полосы после прохождения скосов 13 сразу поступает на ролик 6, не касаясь вкладышей. Благодаря этому, а также меньшей твердости материала вкладышей по сравнению твердостью стальной полосы, на поверхности полосы, контактирующей с вкладышами, исключаются царапины, вмятины и другие повреждения, что повышает качество прокатываемых полос, снижает потери металла в брак и увеличивает выход годного металла. Устраняются схождения полосы с рольганга и заклинивания полосы при ее задаче в последующий технологический агрегат, благодаря чему исключаются аварийные ситуации, сопровождаемые длительными простоями прокатного стана, и повышается его производительность.
Через рассматриваемый участок рольганга с роликами 5 и 6 на непрерывном широкополосном стане 2000 горячей прокатки ОАО "Северсталь" при раскрытых тянущих роликах 2 на вторую группу моталок подаются горячекатаные полосы увеличенной толщины. Благодаря применению проводковой плиты 7 с бронзовыми
вкладышами 11, на этом стане 2000 были получены все указанные положительные результаты применения рольганга по предлагаемому изобретению. Следует также отметить, что, благодаря отсутствию необходимости демонтажа и монтажа роликов рольганга при ремонтах, применение такого рольганга позволяет существенно сократить продолжительность плановых ремонтов оборудования непрерывных широкополосных станов горячей прокатки и повысить их производительность.
При эксплуатации бронзовые вкладыши 11 периодически заменяют на новые, что не требует замены проводковых плит 7 и также сокращает продолжительность и затраты на ремонты оборудования.
Таким образом, предлагаемое техническое решение по изобретению обеспечивает достижение поставленной цели и рекомендуется к широкому внедрению на практике.
Claims (1)
- Рольганг, включающий участок, под которым расположено технологическое оборудование, подлежащее ремонту, и содержащий смежные ролики с увеличенным проемом между ними, закрытым стальной проводковой плитой, отличающийся тем, что на наружной поверхности проводковой плиты параллельно оси рольганга выполнены поперечные прямоугольные гнезда, в которых закреплены сменные бронзовые вкладыши, наружные горизонтальные поверхности которых выступают над поверхностью проводковой плиты, а на передних участках наружных поверхностей вкладышей с уклоном в сторону входа на них полосы выполнены плоские наклонные скосы.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008139574/22U RU81663U1 (ru) | 2008-10-06 | 2008-10-06 | Рольганг |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008139574/22U RU81663U1 (ru) | 2008-10-06 | 2008-10-06 | Рольганг |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU81663U1 true RU81663U1 (ru) | 2009-03-27 |
Family
ID=40543196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008139574/22U RU81663U1 (ru) | 2008-10-06 | 2008-10-06 | Рольганг |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU81663U1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2602918C2 (ru) * | 2011-06-22 | 2016-11-20 | Прайметалз Текнолоджиз Аустриа ГмбХ | Устройство замены тянущих роликов тянущего устройства прокатного стана |
-
2008
- 2008-10-06 RU RU2008139574/22U patent/RU81663U1/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2602918C2 (ru) * | 2011-06-22 | 2016-11-20 | Прайметалз Текнолоджиз Аустриа ГмбХ | Устройство замены тянущих роликов тянущего устройства прокатного стана |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101099868B1 (ko) | 금속 제품 압연 설비의 생산 범위를 증가시키기 위한 방법및 그 방법을 위한 설비 | |
| CN103890216B (zh) | 镁材辊轧机 | |
| RU81663U1 (ru) | Рольганг | |
| CN202411151U (zh) | 一种带矫直机的高速冷轧重卷生产线 | |
| KR102241344B1 (ko) | 압연 밀 엣저 | |
| EP0721812A1 (en) | Strip side-guides | |
| CN116060459B (zh) | 一种金属带导引装置、金属带生产线及金属带生产方法 | |
| CN216827989U (zh) | 一种开卷校平装置 | |
| CN111229843A (zh) | 大规格棒材生产用过桥及其使用方法 | |
| CN211613876U (zh) | 一种金属板材卷取纠偏装置 | |
| KR101193787B1 (ko) | 압연기용 스트리퍼 | |
| Kozhevnikov et al. | IMPROVEMENT OF OPERATIONAL EFFICIENCY OF COLD ROLLING MILL WORK ROLLS. | |
| CN116727484B (zh) | 一种防止粘钢的卷取夹送装置 | |
| CN119566071B (zh) | 一种防止热轧带钢边部质量缺陷的方法 | |
| JP6922668B2 (ja) | 熱間圧延方法、及び熱間圧延機列 | |
| Yergaliyev et al. | Study of stress-strain state of the roller conveyor | |
| CN213968322U (zh) | 一种避免精轧机出口带材下扣的装置 | |
| RU69427U1 (ru) | Манипулятор толстолистового стана | |
| RU2183524C1 (ru) | Разматыватель профилегибочного агрегата | |
| RU2283711C2 (ru) | Конвейер рулонов горячекатаных полос | |
| SU1748896A1 (ru) | Отвод щий рольганг листопрокатного стана | |
| RU2254953C1 (ru) | Тянущее устройство профилегибочного стана | |
| JP6645336B2 (ja) | クロップコンベアの運転方法 | |
| KR101536458B1 (ko) | 강판제조설비 및 강판제조방법 | |
| CN209613810U (zh) | 一种热连轧粗轧ⅰ架入口牌坊扭振缓冲装置 |