RU2777090C1 - Способ получения антифреттингового покрытия - Google Patents
Способ получения антифреттингового покрытия Download PDFInfo
- Publication number
- RU2777090C1 RU2777090C1 RU2022106397A RU2022106397A RU2777090C1 RU 2777090 C1 RU2777090 C1 RU 2777090C1 RU 2022106397 A RU2022106397 A RU 2022106397A RU 2022106397 A RU2022106397 A RU 2022106397A RU 2777090 C1 RU2777090 C1 RU 2777090C1
- Authority
- RU
- Russia
- Prior art keywords
- product
- conductive material
- carried out
- titanium alloy
- negative potential
- Prior art date
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 39
- 239000011248 coating agent Substances 0.000 title claims abstract description 29
- 238000000034 method Methods 0.000 title claims abstract description 25
- 239000004020 conductor Substances 0.000 claims abstract description 35
- 229910001069 Ti alloy Inorganic materials 0.000 claims abstract description 23
- 150000002500 ions Chemical class 0.000 claims abstract description 21
- 238000012545 processing Methods 0.000 claims abstract description 14
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 13
- 238000009825 accumulation Methods 0.000 claims abstract description 13
- 238000009792 diffusion process Methods 0.000 claims abstract description 13
- 239000007787 solid Substances 0.000 claims abstract description 10
- 239000000314 lubricant Substances 0.000 claims abstract description 9
- 239000000463 material Substances 0.000 claims abstract description 9
- 238000002360 preparation method Methods 0.000 claims abstract description 8
- 238000010438 heat treatment Methods 0.000 claims abstract description 7
- 239000012495 reaction gas Substances 0.000 claims abstract description 7
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 6
- 238000004381 surface treatment Methods 0.000 claims abstract description 6
- -1 and at even stages Inorganic materials 0.000 claims abstract description 5
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 5
- 239000011651 chromium Substances 0.000 claims abstract description 5
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 4
- 238000009434 installation Methods 0.000 claims abstract description 4
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 3
- 239000011261 inert gas Substances 0.000 claims abstract description 3
- 238000007750 plasma spraying Methods 0.000 claims abstract description 3
- 230000015572 biosynthetic process Effects 0.000 claims description 13
- 238000004140 cleaning Methods 0.000 claims description 8
- 230000005284 excitation Effects 0.000 claims description 3
- 238000010849 ion bombardment Methods 0.000 claims description 3
- 238000005516 engineering process Methods 0.000 abstract description 3
- 239000000126 substance Substances 0.000 abstract 1
- 239000000956 alloy Substances 0.000 description 8
- XKRFYHLGVUSROY-UHFFFAOYSA-N argon Substances [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 229910052786 argon Inorganic materials 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 238000000151 deposition Methods 0.000 description 5
- 230000008021 deposition Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052726 zirconium Inorganic materials 0.000 description 4
- 239000002131 composite material Substances 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 3
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 3
- 230000007935 neutral effect Effects 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000008199 coating composition Substances 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 230000004584 weight gain Effects 0.000 description 2
- 235000019786 weight gain Nutrition 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910017767 Cu—Al Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 108090000192 Methionyl aminopeptidases Proteins 0.000 description 1
- 102100021118 Microtubule-associated protein 2 Human genes 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 238000005270 abrasive blasting Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000005468 ion implantation Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000001755 magnetron sputter deposition Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- ITRNXVSDJBHYNJ-UHFFFAOYSA-N tungsten disulfide Chemical compound S=[W]=S ITRNXVSDJBHYNJ-UHFFFAOYSA-N 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- ZVWKZXLXHLZXLS-UHFFFAOYSA-N zirconium nitride Chemical compound [Zr]#N ZVWKZXLXHLZXLS-UHFFFAOYSA-N 0.000 description 1
Abstract
Изобретение относится к технологиям нанесения ионно-плазменных покрытий, а именно к способу обработки поверхности изделия из титанового сплава для получения антифреттингового покрытия. Проводят предварительную подготовку поверхности изделия, размещение изделия и токопроводящего материала из титанового сплава, легированного алюминием и хромом, в зоне обработки, расположенной в рабочей камере установки для ионно-плазменного напыления. Создают вакуум в зоне обработки, осуществляют окончательную подготовку поверхности изделия бомбардировкой ионами инертного газа. Подают отрицательный потенциал на изделие и отдельно на токопроводящий материал, возбуждают на токопроводящем материале вакуумную дугу, горящую в парах этого материала с образованием плазмы. Проводят очистку поверхности изделия бомбардировкой ионами токопроводящего материала. Накопление и диффузию ионов токопроводящего материала на поверхности изделия осуществляют постадийно при отрицательном потенциале на изделии при температуре поверхности изделия ниже температуры разупрочнения титанового сплава, из которого выполнено изделие. На нечетных стадиях накопление и диффузию проводят при давлении в рабочей камере ≤ 0,13 Па и отрицательном потенциале на изделии от 10 до 15 В, а на четных стадиях в рабочую камеру подают реакционный газ азот до давления от 0,13 до 0,4 Па при отрицательном потенциале на изделии от 95 до 105 В. В результате проведенных операций получают покрытие системы TiAlCr-(TiAlCr)N. Финишную обработку поверхности изделия проводят путем нанесения на нее твердой смазки с последующей термической обработкой поверхности при температуре от 195 до 205°С в течение времени от 55 до 65 мин. Обеспечивается фреттингостойкость изделия из титанового сплава при температуре 500°С при сохранении его жаростойкости. 2 табл., 1 пр.
Description
Изобретение относится к технологиям нанесения ионно-плазменных покрытий и может быть использовано для обработки поверхности металлических изделий авиационной промышленности, обеспечивая защиту от фреттинга замков лопаток вентилятора и компрессора из титановых сплавов.
По различным оценкам подавляющее большинство усталостных разрушений ответственных узлов и деталей ГТД связано с повреждениями контактных поверхностей. Наиболее частой причиной зарождения большинства усталостных дефектов, приводящих к разрушению, является фреттинг. Под общим термином фреттинг принято понимать развитие следующих процессов: фреттинг-износ, фреттинг-коррозия и фреттинг-усталость. Особенно высокую актуальность вопросы защиты от фреттинга приобретают для деталей компрессора ГТД, что объясняется задачами минимизации размеров и веса деталей при одновременном повышении нагрузок. Проблема фреттинга еще более критична в случаях, когда для изготовления лопаток компрессора применяют титановые сплавы, которые, в силу своих физико-химических особенностей, имеют большую склонность к фреттингу по сравнению со сталями и никелевыми сплавами.
Одним из способов борьбы с фреттингом является нанесение покрытий, которые должны снизить интенсивность образования продуктов износа под воздействием окислительной среды, а также должны иметь способность к многократному деформированию без значительного разрушения под действием контактных и сдвиговых сил.
Из уровня техники известна разработка Московского авиационного института (МАИ) в которой рассматривается способ формирования композитных твердых смазочных покрытий на рабочих поверхностях узлов трения, работающих в экстремальных условиях эксплуатации: при высоких контактных давлениях, в криогенной среде и в вакууме, при фреттинг-коррозии. Способ включает предварительную абразивно-струйную обработку поверхности, очистку поверхности ионным травлением и нанесения покрытия. Покрытие наносят распылением мозаичной мишени в виде диска, выполненного из титана с равномерно распределенными в нем вставками из свинца, в магнетронной распылительной системе в реактивной среде газов - аргона и азота. При следующем соотношении компонентов: нитрид титана - 90-95%, свинец- 5-10% (RU 2416675, опубл. 20.04.2011 г., С23С 14/35).
Недостатками этого способа являются высокая трудоемкость по формированию композиционной мишени и низкая скорость осаждения (магнетрон), ограниченность рабочих температур покрытий.
Из патента DE 19858913 (опубл. 21.06.2000 г., С23С 14/16) известно покрытие толщиной 20-50 мкм для мест крепления лопаток турбин к диску, защищающего от высокотемпературной фреттинг-коррозии. Состав покрытия: Cu-Al сплав с включением Cr и Fe (4-8%вес. Al, 2-5% Cr, 0-3.5% Fe, ост Cu). Подложкой для покрытия могут быть детали из титановых, никелевых, кобальтовых сплавов, или сталей. Покрытие наносится способом PVD, преимущественно катодным напылением.
Недостатком предложенного способа является ограниченность рабочих температур покрытия.
В патенте RU 2161661, (опубл. 10.01.2001 г., С23С 14/06) описывается способ, включающий ионную очистку поверхности подложки, нанесение не менее чем трехслойного покрытия, первый слой получают в разряде нейтрального газа из одного или смеси переходных металлов 4А-6А групп, второй - осаждением указанных металлов в смеси нейтрального и реакционных газов, а третий слой - осаждением в смеси нейтральных и реакционных газов нитридов, или карбидов, или боридов или их смесей, толщины слоев находятся в соотношении (0,02-5,0):(0,04-10):(0,1-12,5) мкм, причем один или несколько слоев подвергают ионной имплантации аргоном, азотом, углеродом или бором в процессе осаждения или после окончания процесса осаждения, после нанесения покрытия проводят виброобработку микрошариками.
Недостатками данного способа являются неоднородность при обработке защищаемой поверхности детали микрошарика, создавая макрорельеф, по формированию композиционной мишени и низкая скорость осаждения (магнетрон), ограниченность рабочих температур покрытия.
Наиболее близким аналогом, взятым за прототип, является способ обработки поверхности металлического изделия, включающий предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при температуре поверхности изделия ниже температуры разупрочнения материала изделия, с образованием покрытия, где в качестве токопроводящего материала используют цирконий или сплав на основе циркония, а накопление и диффузию ионов токопроводящего материала на поверхности изделия проводят при отрицательном потенциале на изделии 150-400 В в среде реакционного газа (RU 2308537 опубл. 20.10.2007 г., С23С 14/34).
Недостатком способа-прототипа является то, что в качестве токопроводящего материала используется только один цирконий или сплав на основе циркония, что не позволяет получать покрытие состоящее из нескольких слоев. Нитрид циркония, образующийся на поверхности во время бомбардировки изделия ионами токопроводящего материала, не способен работать при высоких температурах, в связи с чем получаемое покрытие имеет низкую фреттингостойкость при температурах свыше 400°С.
Технический результат заявленного изобретения заключается в повышении фреттингостойкости металлического изделия из титанового сплава при температуре 500°С при сохранении его жаростойкости.
Для достижения поставленного технического результата предложен способ обработки поверхности изделия из титанового сплава, включающий предварительную подготовку поверхности изделия, размещение изделия и токопроводящего материала в зоне обработки, расположенной в рабочей камере установки для ионно-плазменного напыления, создание вакуума в зоне обработки, окончательную подготовку поверхности изделия бомбардировкой ионами инертного газа, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, очистку поверхности изделия бомбардировкой ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при отрицательном потенциале на изделии в среде реакционного газа при температуре поверхности изделия ниже температуры разупрочнения материала изделия, с образованием покрытия и финишную обработку поверхности изделия, при этом в зоне обработки изделия размещают токопроводящий материал из титанового сплава, легированного алюминием и хромом, и далее осуществляют процесс постадийного накопления и диффузии ионов токопроводящего материала на поверхности изделия при отрицательном потенциале на изделии, причем на нечетных стадиях процесса накопление и диффузию проводят при давлении в рабочей камере ≤0,13 Па и отрицательном потенциале на изделии от 10 до 15 В, а на четных стадиях процесса в рабочую камеру подают реакционный газ азот до давления от 0,13 до 0,4 Па при отрицательном потенциале на изделии от 95 до 105 В, при этом финишную обработку поверхности изделия проводят путем нанесения на нее твердой смазки с последующей термической обработкой.
Формирование слоистой структуры из конденсированного слоя токопроводящего материала и нитрида этого материала предназначено для демпфирования сдвиговых напряжений при контактном взаимодействии в паре трения, возникающих во время работы изделия, а также для исключения взаимодействия титанового сплава с контактирующим материалом, что положительно влияет на усталостную прочность титанового сплава.
Чередование режимов давления и отрицательного потенциала на изделии из титанового сплава во время многостадийной обработки его поверхности обеспечивает формирование на ней слоистой структуры с чередованием твердых и мягких слоев, которая, не снижая усталостной прочности покрытия, повышает его фреттингостойкость за счет нивелирования сдвиговых напряжений в зоне контакта.
Наличие газа азота в рабочей камере в процессе накопления и диффузии ионов способствует формированию нитридов, отличающихся повышенной твердостью и износостойкостью.
Процесс ионной бомбардировки обеспечивает очистку и активацию поверхности изделия ионами токопроводящего материала.
Финишная обработка представляет собой нанесение на поверхность изделия твердой смазки с последующей термической обработкой поверхности. Твердая смазка может представлять собой частицы дисульфида молибдена или графита или дисульфида вольфрама или гексагонального нитрида бора в эпоксидном лаке.
Таким образом, комплексная обработка изделия из титанового сплава предложенным способом обеспечивает повышение фреттингостойкости изделия при температуре 500°С при сохранении его жаростойкости.
Пример осуществления.
Для нанесения антифреттингового покрытия на поверхность образцов, выполненных из титановых сплавов ВТ6, ВТ8, ВТ8М-1, проводили предварительную подготовку поверхности образцов (удаление загрязнений и обезжиривание). Затем проводили виброполировку поверхности образцов в лотковом вибраторе в течение 5 ч, что позволяет получить подготовленную поверхность перед нанесением антифреттингового покрытия с шероховатостью Ra<0,5 мкм.
Нанесение антифреттингового покрытия на поверхность образцов проводили на промышленных ионно-плазменных установках МАП-2 и МАП-3 с автоматической системой управления технологическим процессом, имеющей газоразрядный источник ионов аргона ЕхН типа с током до 200 мА и напряжением до 3 кВ, вакуумно-дуговой генератор плазмы токопроводящего материала с током до 450 А, систему для подачи в вакуумный объем реакционного газа и регулирования его давления, систему для подачи и регулирования напряжения на обрабатываемые образцы в диапазоне от 1 до 900 В, а также планетарный привод вращения на 24 позиции для размещения обрабатываемых образцов. Затем в зоне обработки размещали изделие и токопроводящий материал - сплав системы TiAlCr. В зоне обработки создавали вакуум при давлении Р≤0,13 Па. Для активации поверхности и дегазации вакуумной камеры опускали газоразрядный источник ионов аргона в зону обработки изделия и начинали процесс ионной очистки поверхности изделия бомбардировкой ионами инертного газа аргона с энергией 0,5-3 кВ. Процесс проводили в течение 20-30 минут. После его завершения из зоны обработки изделия удаляли газоразрядный источник ионов аргона и подавали отрицательный потенциал на токопроводящий материал ϕ1=-(80-150) В и отдельно на образец напряжение смещение ϕ2=-(250-350) В. Затем путем разрыва токового контакта на токопроводящем материале возбуждали вакуумную дугу, горящую в парах этого материала с образованием плазмы материала сплава системы TiAlCr. Процесс ионной бомбардировки, очистки и ионного нагрева поверхности изделия проводили при ϕ2=- (250-350) В и токе вакуумной дуги от 350 А до 450 А в течение от 2 до 7 мин. Затем проводили накопление и диффузию ионов токопроводящего материала на поверхности изделия при отрицательном потенциале на изделии от 1 до 150 В при давлении от 0,13 Па до 0,4 Па с периодической подачей реакционного газа азота при температуре поверхности изделия до 380°С, что ниже температуры их разупрочнения на 20°С.
После накопления и диффузии ионов токопроводящего материала проводили финишную обработку поверхности образцов путем формирования твердосмазочного слоя, содержащего твердую смазку типа дисульфида молибдена с последующей термической обработкой при температуре от 195 до 205°С в течение времени от 55 до 65 мин.
Для подтверждения полученного результата были проведены испытания на фреттинг-износ и жаростойкость.
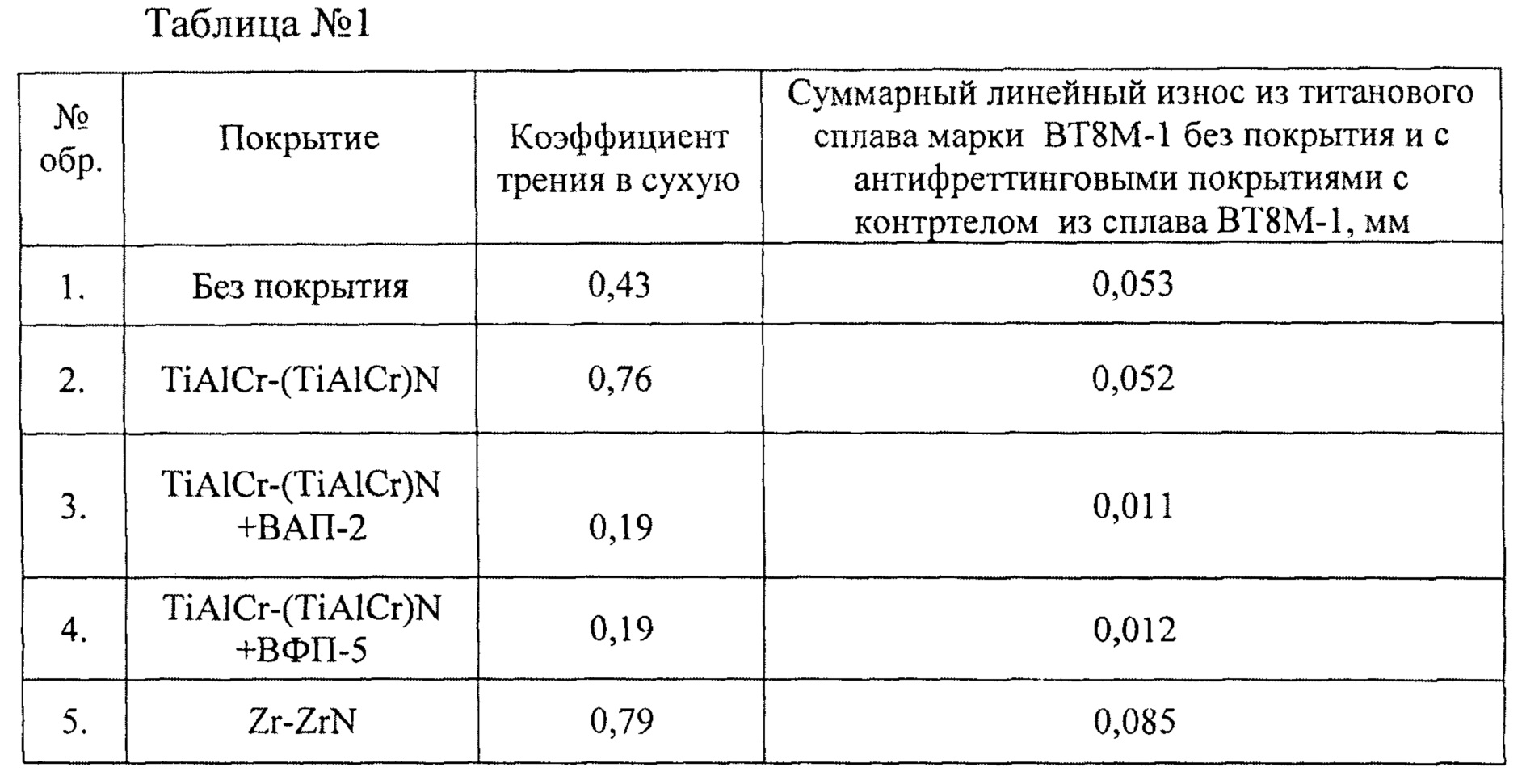
После нанесения были проведены испытания полученного антифреттингового покрытия на фреттинг-износ на трибометре CETR UMT-ЗМТ с использованием привода R33HE350 для возвратно-поступательного движения при температурах 20°С.
Результаты испытаний на фреттинг-износ опытной партии образцов из титанового сплава марки ВТ8М-1 без покрытия и с антифреттинговыми покрытиями с контртелом из сплава ВТ8М-1 с окончанием в виде полусферы радиусом 1,5 мм при нагрузке - 0,4 Н, давлении в зоне контакта 490 МПа, с частотой колебаний 13 Гц при температурах 20°С приведены в таблице №1.
Как видно из таблицы №1, нанесение антифреттингового покрытия по предложенному способу повышает фреттингостойкость композиции сплав-покрытие, снижая при этом суммарный линейный износ образца из сплава ВТ8М-1 при взаимодействии с контртелом из того же сплава при температуре 20°С. Применение финишной обработки поверхности образцов путем формирования твердосмазочного слоя, содержащего твердую смазку типа дисульфида молибдена снижает суммарный износ пары трения за счет взаимного проскальзывания сопрягающихся поверхностей, тем самым снижая коэффициент трения при взаимодействии с контртелом из титанового сплава.
Для исследования стойкости композиции «сплав-покрытие» к высокотемпературному окислению проведены испытания на жаростойкость образцов из титанового сплава ВТ8М-1 с антифреттинговыми покрытиями при температуре 500°С на базе 100 часов в атмосферной печи LE 14/11 фирмы «Naberhterm».
Контроль изменения массы образцов-свидетелей проводили гравиметрическим методом на аналитических весах HTR-220CE, с диапазоном измерения от 0,0001 до 220 г.
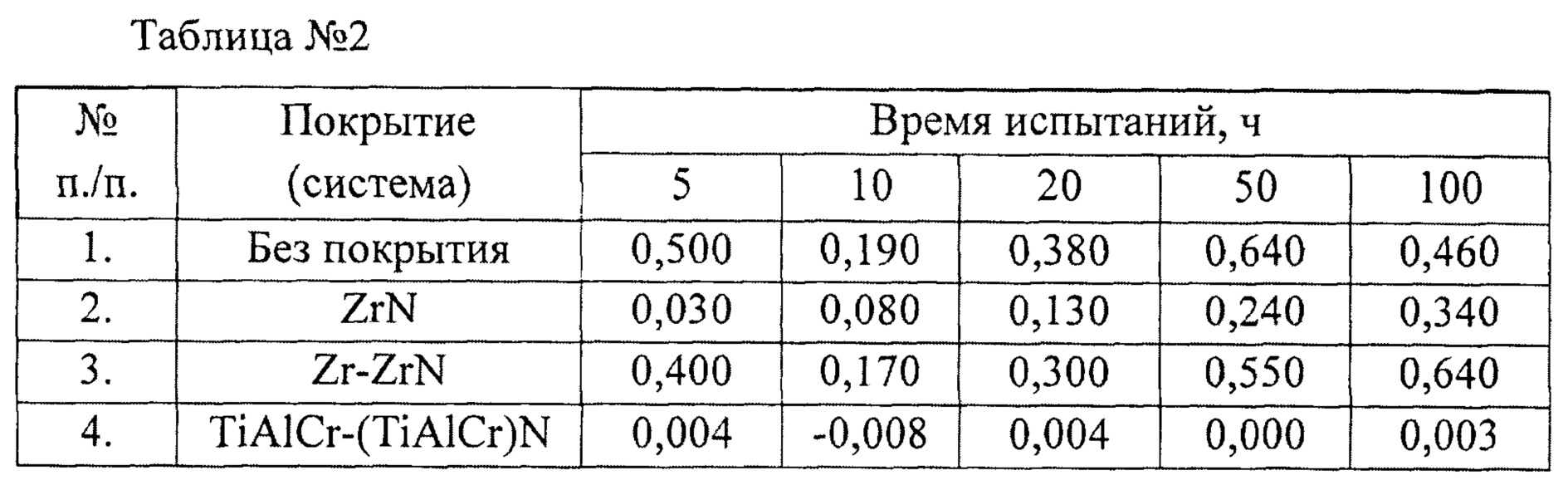
Данные по удельному изменению массы (г/м2) образцов из титанового сплава ВТ8М-1 с антифреттинговыми покрытиями при температуре 500°С на базе 100 часов представлены в таблице №2.
Установлено, что жаростойкость покрытия системы TiAlCr-(TiAlCr)N, нанесенного с помощью заявленного способа, выше, чем покрытий систем ZrN (привес массы 0,34 г/м2) и слоистого покрытия системы Zr-ZrN (привес массы 0,64 г/м).
Claims (1)
- Способ обработки поверхности изделия из титанового сплава для получения антифреттингового покрытия, включающий предварительную подготовку поверхности изделия, размещение изделия и токопроводящего материала в зоне обработки, расположенной в рабочей камере установки для ионно-плазменного напыления, создание вакуума в зоне обработки, окончательную подготовку поверхности изделия бомбардировкой ионами инертного газа, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, очистку поверхности изделия бомбардировкой ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при отрицательном потенциале на изделии при температуре поверхности изделия ниже температуры разупрочнения титанового сплава, из которого выполнено изделие, с образованием покрытия и финишную обработку поверхности изделия, отличающийся тем, что в зоне обработки изделия размещают токопроводящий материал из титанового сплава, легированный алюминием и хромом, а накопление и диффузию ионов токопроводящего материала на поверхности изделия из титанового сплава осуществляют постадийно, причем на нечетных стадиях накопление и диффузию проводят при давлении в рабочей камере ≤ 0,13 Па и отрицательном потенциале на изделии от 10 до 15 В, а на четных стадиях в рабочую камеру подают реакционный газ азот до давления от 0,13 до 0,4 Па при отрицательном потенциале на изделии от 95 до 105 В, при этом получают покрытие системы TiAlCr-(TiAlCr)N, а финишную обработку поверхности изделия из титанового сплава проводят путем нанесения на нее твердой смазки с последующей термической обработкой поверхности при температуре от 195 до 205°С в течение времени от 55 до 65 мин.
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2777090C1 true RU2777090C1 (ru) | 2022-08-01 |
Family
ID=
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2845075C1 (ru) * | 2024-07-29 | 2025-08-13 | Публичное Акционерное Общество "Одк-Сатурн" | Порошковая смесь для антифреттингового покрытия и способ ее изготовления |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6387543B1 (en) * | 1998-12-19 | 2002-05-14 | Mtu Aero Engines Gmbh | Protecting layer |
| RU2283894C2 (ru) * | 2005-01-13 | 2006-09-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ обработки поверхности металлического изделия |
| RU2308537C1 (ru) * | 2006-03-14 | 2007-10-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ обработки поверхности металлического изделия |
| RU2340704C2 (ru) * | 2007-02-01 | 2008-12-10 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ обработки поверхности металлического изделия |
| RU2349681C2 (ru) * | 2007-04-16 | 2009-03-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Состав для получения покрытия |
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6387543B1 (en) * | 1998-12-19 | 2002-05-14 | Mtu Aero Engines Gmbh | Protecting layer |
| DE59906099D1 (de) * | 1998-12-19 | 2003-07-31 | Mtu Aero Engines Gmbh | Schutzschicht |
| RU2283894C2 (ru) * | 2005-01-13 | 2006-09-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ обработки поверхности металлического изделия |
| RU2308537C1 (ru) * | 2006-03-14 | 2007-10-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ обработки поверхности металлического изделия |
| RU2340704C2 (ru) * | 2007-02-01 | 2008-12-10 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ обработки поверхности металлического изделия |
| RU2349681C2 (ru) * | 2007-04-16 | 2009-03-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Состав для получения покрытия |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2845075C1 (ru) * | 2024-07-29 | 2025-08-13 | Публичное Акционерное Общество "Одк-Сатурн" | Порошковая смесь для антифреттингового покрытия и способ ее изготовления |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5319295B2 (ja) | 窒化クロムイオンプレーティング皮膜及びその製造方法並びに内燃機関用ピストンリング | |
| EP0731190B1 (en) | Process for the formation of carbon coatings | |
| US20100297440A1 (en) | Method for the Application of a High-Strength-Coating to Workpieces and/or Materials | |
| US20240093344A1 (en) | Hard carbon coatings with improved adhesion strength by means of hipims and method thereof | |
| GB2458518A (en) | An aerospace bearing | |
| JPH01139754A (ja) | 耐摩耗性の被覆物 | |
| Bloyce | Surface engineering of titanium alloys for wear protection | |
| Torabi et al. | Modeling, microstructural characterization, mechanical and corrosion properties of the CrN/CrAlN multilayer coating produced by physical vapor deposition. | |
| Sharipov et al. | Increasing the resistance of the cutting tool during heat treatment and coating | |
| JPH0931628A (ja) | 摺動部材およびその製造方法 | |
| Ramalingam | Tribological characteristics of thin films and applications of thin film technology for friction and wear reduction | |
| RU2777090C1 (ru) | Способ получения антифреттингового покрытия | |
| Sugahara et al. | Creep behavior evaluation and characterization of SiC film with Cr interlayer deposited by HiPIMS in Ti-6Al-4V alloy | |
| Sagalovych et al. | Vacuum-plasma protective coating for turbines blades. | |
| CN116635652A (zh) | CrN被膜和滑动构件 | |
| RU2308537C1 (ru) | Способ обработки поверхности металлического изделия | |
| RU2502828C1 (ru) | Способ нанесения антифрикционного износостойкого покрытия на титановые сплавы | |
| RU2603414C1 (ru) | Способ получения антифреттингового покрытия | |
| RU2846991C1 (ru) | Способ получения многослойного композиционного покрытия на металлорежущем инструменте | |
| RU2570274C1 (ru) | Способ получения износостойкого высокотемпературного покрытия | |
| JP3452664B2 (ja) | 摺動部材およびその製造方法 | |
| CN115595532B (zh) | 一种多层结构硬质涂层及其制备方法与应用 | |
| Sagalovych et al. | The Vacuum-plasma Nanotechnologies Avinit | |
| RU2769799C1 (ru) | Способ защиты лопаток газотурбинного двигателя из титановых сплавов с ультрамелкозернистой структурой от пылеабразивной эрозии | |
| RU2766388C1 (ru) | Способ обработки поверхности на стальных деталях |