RU2575287C2 - Substrate board backing by polymer film - Google Patents
Substrate board backing by polymer film Download PDFInfo
- Publication number
- RU2575287C2 RU2575287C2 RU2013132768/05A RU2013132768A RU2575287C2 RU 2575287 C2 RU2575287 C2 RU 2575287C2 RU 2013132768/05 A RU2013132768/05 A RU 2013132768/05A RU 2013132768 A RU2013132768 A RU 2013132768A RU 2575287 C2 RU2575287 C2 RU 2575287C2
- Authority
- RU
- Russia
- Prior art keywords
- roller
- cleaning
- polymer film
- lamination
- substrate plate
- Prior art date
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 85
- 229920000642 polymer Polymers 0.000 title claims abstract description 47
- 238000004140 cleaning Methods 0.000 claims abstract description 80
- 239000003292 glue Substances 0.000 claims abstract description 25
- 239000004744 fabric Substances 0.000 claims abstract description 17
- 239000003960 organic solvent Substances 0.000 claims abstract description 11
- 230000003068 static Effects 0.000 claims abstract description 9
- 239000000428 dust Substances 0.000 claims abstract description 3
- 238000003475 lamination Methods 0.000 claims description 39
- 238000010030 laminating Methods 0.000 claims description 31
- 239000000853 adhesive Substances 0.000 claims description 24
- 230000001070 adhesive Effects 0.000 claims description 24
- 210000002381 Plasma Anatomy 0.000 claims description 19
- 238000004642 transportation engineering Methods 0.000 claims description 16
- 238000009434 installation Methods 0.000 claims description 9
- 238000005108 dry cleaning Methods 0.000 claims description 7
- 150000002500 ions Chemical class 0.000 claims description 7
- 239000007921 spray Substances 0.000 claims description 7
- 210000002417 Xiphoid Bone Anatomy 0.000 claims description 6
- 241001433070 Xiphoides Species 0.000 claims description 6
- 238000007664 blowing Methods 0.000 claims description 5
- 239000000356 contaminant Substances 0.000 claims description 4
- 238000011109 contamination Methods 0.000 claims description 4
- 238000005507 spraying Methods 0.000 claims description 4
- 239000002904 solvent Substances 0.000 claims description 3
- 238000003860 storage Methods 0.000 claims description 3
- 239000004821 Contact adhesive Substances 0.000 claims description 2
- 230000001105 regulatory Effects 0.000 claims description 2
- 238000009966 trimming Methods 0.000 claims description 2
- 238000000576 coating method Methods 0.000 abstract description 9
- 230000000694 effects Effects 0.000 abstract description 2
- 238000010327 methods by industry Methods 0.000 abstract 1
- 229910052710 silicon Inorganic materials 0.000 abstract 1
- 239000010703 silicon Substances 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000011144 upstream manufacturing Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 13
- 239000004831 Hot glue Substances 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 8
- 108010020147 Protein Corona Proteins 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 239000002023 wood Substances 0.000 description 6
- 229920002799 BoPET Polymers 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 4
- 230000001681 protective Effects 0.000 description 4
- 229920002396 Polyurea Polymers 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000004836 Glue Stick Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N Melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 235000013358 Solanum torvum Nutrition 0.000 description 1
- 240000002072 Solanum torvum Species 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminum Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000005712 crystallization Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006011 modification reaction Methods 0.000 description 1
- 239000005026 oriented polypropylene Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 230000000379 polymerizing Effects 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
- 238000005429 turbidity Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
Images


Abstract
Description
Область изобретенияField of Invention
Изобретение касается способа каширования плиты-подложки полимерной пленкой, при котором выполняются следующие этапы:The invention relates to a method of laminating a substrate plate with a polymer film, in which the following steps are performed:
a) бесконтактное нанесение клея посредством форсуночного нанесения на заднюю сторону полимерной пленки;a) non-contact adhesive application by means of nozzle application on the back side of the polymer film;
b) каширование полимерной пленки на плиту-подложку посредством кашировального валика и валика противодавления, расположенного напротив кашировального валика с задней стороны плиты-подложки.b) laminating the polymer film onto the backing plate by means of a laminating roll and a back pressure roll opposite the laminating roll from the rear side of the backing plate.
Изобретение касается, кроме того, устройства для каширования плиты-подложки полимерной пленкой, которое имеет устройство для нанесения клея для бесконтактного форсуночного нанесения клея, станцию каширования, включающую в себя кашировальный валик и валик противодавления, расположенный напротив кашировального валика, а также транспортировочное устройство для плит-подложек.The invention also relates to a device for laminating a substrate plate with a polymer film, which has an adhesive applicator for non-contact nozzle application of glue, a laminating station including a laminating roller and a back pressure roller opposite the laminating roller, as well as a conveying device for the plates -substrates.
Уровень техникиState of the art
Из DE 10 2006 007 869 A1 известны способ и устройство для каширования полимерной пленкой плиты-подложки, например, древесной плиты, в частности, для получения зеркально-блестящей поверхности. При этом полимерная пленка, например, ПЭТ (полиэтилентерефталат)-пленка, на своей обращенной к плите-подложке задней стороне подвергается коронированию. Затем клей, например, посредством форсуночного нанесения бесконтактно наносится на предварительно обработанную пленку. Затем на следующем этапе происходит каширование полимерной пленки на плиту-подложку посредством кашировального валика и валика противодавления, расположенного напротив кашировального валика на задней стороне плиты-подложки.From DE 10 2006 007 869 A1, a method and a device for laminating with a polymer film a backing plate, for example a wood board, in particular for obtaining a mirror-shiny surface, are known. In this case, a polymer film, for example, PET (polyethylene terephthalate) -film, undergoes corona on its back side facing the substrate plate. Then the adhesive, for example, by nozzle application is contactlessly applied to the pre-processed film. Then, in the next step, the polymer film is laminated onto the substrate plate by means of a lamination roller and a back pressure roller opposite the lamination roller on the back side of the substrate plate.
Оказалось, что в этом известном способе, в частности, при применении плит-подложек из древесных материалов с полимерной поверхностью при кашировании зеркально-блестящими ПЭТ-пленками получается относительно высокая доля брака с дефектами поверхности.It turned out that in this known method, in particular, when using substrate boards of wood materials with a polymer surface when laminating with mirror-shiny PET films, a relatively high proportion of defects with surface defects is obtained.
Кроме того, из DE 10 2005 055 295 A1 известны способ и устройство для покрытия или, соответственно, каширования металлического материала подложки полотнообразным материалом покрытия, например, ориентированной полипропиленовой пленкой. Материал подложки или, соответственно, плита-подложка посредством устройства подачи подается в станцию для нанесения покрытия, в которой она направляется через зазор, образованный между валиком противодавления и валиком для нанесения покрытия или, соответственно, кашировальным валиком, и под действием усилий давления, создаваемых валиками, посредством клея склеивается с полотнообразным материалом покрытия. Клей при этом наносится бесконтактно посредством щелевой форсунки на заднюю сторону пленки. При этом под закраиной щелевой форсунки расположена пара валиков, через зазор между которыми протягивается материал покрытия, при этом одновременно происходит нанесение клея. Эта пара валиков действует также как отводящий каландр и состоит из первого, неприводного валика с регулируемым давлением и второго выпускного валика. При этом выпускной валик работает с опережением, составляющим примерно от 3 до 10% относительно валика для нанесения покрытия.In addition, from DE 10 2005 055 295 A1, a method and apparatus are known for coating or, respectively, laminating a metallic substrate material with a web-like coating material, for example, an oriented polypropylene film. The substrate material or, respectively, the plate-substrate is fed through the feeding device to the coating station, in which it is guided through the gap formed between the backpressure roller and the coating roller or, accordingly, the lamination roller, and under the action of pressure forces created by the rollers , by means of glue sticks together with a cloth-like coating material. In this case, the adhesive is applied non-contact by means of a slot nozzle to the rear side of the film. At the same time, a pair of rollers is located under the edge of the slotted nozzle, through the gap between which the coating material is stretched, while the glue is applied at the same time. This pair of rollers also acts as a discharge calender and consists of a first, non-driven, pressure-controlled roller and a second exhaust roller. In this case, the exhaust roller operates ahead of approximately 3 to 10% relative to the coating roller.
Недостаток при этом заключается в том, что покрытая клеем сторона полотнообразного материала покрытия частично охватывает выпускной валик. При этом должно предотвращаться растягивающее или деформирующее напряжение растяжения.The disadvantage is that the glue-coated side of the web-like coating material partially covers the exhaust roll. In this case, tensile or deforming tensile stress must be prevented.
Для резки выступающих частей пленки после процесса каширования предусмотрен вращающийся отрезной нож. Перед процессом каширования в станции чистки предусмотрена чистка металлических плит. При этом чистка может осуществляться механическим, термическим методом или посредством жидких чистящих средств.For cutting the protruding parts of the film after the lamination process, a rotating cutting knife is provided. Before the lamination process, cleaning of metal plates is provided in the cleaning station. In this case, cleaning can be carried out by mechanical, thermal method or by means of liquid cleaners.
Недостаток при этом заключается в том, что ни одним из этих методов чистки не достигается достаточная чистка, в частности, древесных плит-подложек, или древесных плит-подложек с полимерной поверхностью, которые должны покрываться зеркально-блестящими пленками.The disadvantage is that none of these cleaning methods achieves sufficient cleaning, in particular, wood-based substrates, or wood-based substrates with a polymer surface, which must be coated with mirror-shiny films.
Постановка задачиFormulation of the problem
Поэтому задачей настоящего изобретения является усовершенствование известных способов и известных устройств так, чтобы, в частности, древесные плиты-подложки с достаточным качеством могли покрываться зеркально-блестящими ПЭТ-пленками. Также должны предотвращаться дефекты поверхностей вследствие загрязнений или других недостатков при процессе каширования.Therefore, the object of the present invention is to improve the known methods and known devices so that, in particular, wood-based boards with sufficient quality can be coated with mirror-shiny PET films. Surface defects due to contamination or other imperfections during the lamination process must also be prevented.
Сущность изобретенияSUMMARY OF THE INVENTION
Задача в отношении способа решается в соответствии с ограничительной частью п.1 формулы изобретения за счет того, что плита-подложка в направлении транспортировки перед кашировальным валиком в станции чистки на первом этапе с помощью чистящих поперек друг к другу щеток при подаче вдуваемого воздуха со снятым статическим напряжением посредством ионного стержня, и отсасывании отработавшего воздуха, содержащего мелкую пыль, подвергается сухой чистке, и что на втором этапе осуществляется влажная чистка с помощью органических растворителей и не содержащей силикона ткани.The task in relation to the method is solved in accordance with the restrictive part of
Чистящие поперек друг к другу по всей ширине плиты-подложки щетки уже улучшают механический результат чистки. Именно при применении древесных подложек оказалось, что щетки в сочетании с отсосом, который осуществляет вдувание и отсасывание, приводят к хорошим результатам чистки. Особое значение имеет при этом то, что в подаваемом вдуваемом воздухе устраняется статическое напряжение посредством ионного стержня, благодаря чему результат отсоса значительно улучшается.Cleaning brushes across each other across the entire width of the substrate plate brushes already improve the mechanical cleaning result. It was with the use of wood substrates that it turned out that the brushes in combination with a suction that carries out blowing and suction, lead to good cleaning results. Of particular importance is the fact that static voltage is eliminated in the supplied blowing air by means of an ion rod, due to which the suction result is significantly improved.
Последующая влажная чистка с помощью органических растворителей и не содержащей силикона ткани позволяет очищать загрязнения, такие как, например, отпечатки присосок и отпечатки пальцев.Subsequent wet cleaning with organic solvents and a silicone-free cloth allows you to clean dirt such as, for example, suction cup and fingerprints.
По одному из предпочтительных вариантов осуществления изобретения на третьем этапе поверхностное загрязнение плиты-подложки посредством переносящего ролика переносится на чистящий ролик с клейкой поверхностью.In one preferred embodiment of the invention, in a third step, surface contamination of the substrate plate by means of a transfer roller is transferred to a cleaning roller with an adhesive surface.
По другому предпочтительному варианту осуществления изобретения перед кашированием предназначенная для каширования поверхность плиты-подложки обрабатывается посредством плазмы, выходящей по меньшей мере из одной плазменной форсунки.According to another preferred embodiment of the invention, prior to laminating, the surface of the substrate plate to be laminated is treated by means of a plasma leaving at least one plasma nozzle.
Неожиданным образом выяснилось, что даже в иных случаях только с трудом или не поддающиеся кашированию поверхности из меламина или, соответственно, меламиновой смолы благодаря предшествующей кашированию чистке и/или активированию плазмой атмосферного давления, которая посредством по меньшей мере одной, предпочтительно посредством нескольких форсунок, расположенных рядом друг с другом по ширине плиты-подложки, подается на поверхность плиты-подложки, могут кашироваться с очень хорошим результатом. Поскольку применяются вращающиеся форсунки, они могут покрывать площадь соответственно большего размера.Surprisingly, it turned out that even in other cases, it is only difficult or not amenable to lamination of melamine or, respectively, melamine resin surfaces due to prior lamination cleaning and / or activation by atmospheric pressure plasma, which through at least one, preferably through several nozzles located next to each other across the width of the substrate plate, fed to the surface of the substrate plate, can be lapped with a very good result. Since rotating nozzles are used, they can cover a correspondingly larger area.
По одному из предпочтительных вариантов осуществления изобретения на первом этапе расположенная поперек направления транспортировки подложки круглая щетка чистит при подаче вдуваемого воздуха с одновременным отсасыванием. Дополнительно к круглой щетке предусмотрена мечевидная щетка, которая чистит с помощью щеточной ленты, циркулирующей поперек направления транспортировки подложки, поперек направления транспортировки. Благодаря тому, что чистка осуществляется с помощью круглой щетки в продольном направлении плиты-подложки и с помощью мечевидной щетки поперек продольного направления, имеется значительно улучшенный эффект чистки.According to one of the preferred embodiments of the invention, at the first stage, a round brush located across the substrate conveying direction is cleaned when blowing air is supplied while being suctioned out. In addition to the round brush, a xiphoid brush is provided which cleans with a brush tape circulating across the direction of transportation of the substrate, across the direction of transportation. Due to the fact that the cleaning is carried out using a round brush in the longitudinal direction of the substrate plate and with the help of the xiphoid brush across the longitudinal direction, there is a significantly improved cleaning effect.
По другому предпочтительному варианту осуществления изобретения на втором этапе не содержащая силикона ткань спрыскивается растворителем и посредством контактирующего с поверхностью плиты-подложки валика наматывается с накопительного ролика на расходный ролик. Благодаря этому обеспечивается непрерывная чистка чистой влажной поверхностью ткани. Дополнительно или же альтернативно над поверхностью подложки поперек к направлению транспортировки может закрепляться балка, обтянутая не содержащей силикона тканью, перед которой на равных расстояниях распыляется органический растворитель. Благодаря равномерному распределению органического растворителя достигают гомогенной и равномерной очищенной поверхности.According to another preferred embodiment of the invention, in the second step, the silicone-free fabric is sprayed with a solvent, and by means of a roller contacting the surface of the substrate plate, it is wound from the storage roller onto the feed roller. This ensures continuous cleaning with a clean, damp surface. Additionally or alternatively, a beam fitted with a silicone-free fabric, before which an organic solvent is sprayed at equal distances, can be fixed above the surface of the substrate across the direction of transportation. Due to the uniform distribution of the organic solvent, a homogeneous and uniformly cleaned surface is achieved.
В соответствии с другим предпочтительным вариантом осуществления изобретения боковые обрезные кромки плиты-подложки чистятся контактным валиком. Выкрашивающиеся компоненты обрезных кромок при этом удаляются. Вследствие статического заряда при склеивании эти частицы всасывались бы на пленку и могли бы приводить к дефектам.According to another preferred embodiment of the invention, the lateral trimming edges of the substrate plate are cleaned by a contact roller. The tinted components of the trim edges are removed. Due to the static charge, these particles would be absorbed onto the film during bonding and could lead to defects.
По другому предпочтительному варианту осуществления изобретения на третьем этапе друг за другом с соседним чистящим роликом расположены по два переносящих ролика, которые, с целью непрерывной чистки, чистят попеременно. Соответственно не используемый в данный момент чистящий ролик может тогда заменяться или по меньшей мере может обновляться обкладка его поверхности.According to another preferred embodiment of the invention, in a third step, two transfer rollers are arranged one after another with an adjacent cleaning roller, which, for the purpose of continuous cleaning, are cleaned alternately. Accordingly, the currently not used cleaning roller can then be replaced, or at least the surface lining can be updated.
В соответствии с другим предпочтительным вариантом осуществления изобретения перед нанесением клея происходит предварительная обработка полимерной пленки с ее обращенной к плите-подложке задней стороны посредством коронирования в установке для коронирования, и между коронированием пленки и нанесением клея соблюдается временная разность, равная по меньшей мере 10 с. Предпочтительно при этом соблюдается временная разность, равная примерно 20 с. Временная разность, равная 20 с, соответствует при этом длине пленки между местом коронирования и местом нанесения клея. При этом регулируется относительная влажность. Относительная влажность контролируется, т.е. измеряется как фактическое значение и приводится в соответствие с заданным номинальным значением.In accordance with another preferred embodiment of the invention, the polymer film is pretreated before applying the adhesive with its back facing the backing plate in the corona installation, and a time difference of at least 10 s is observed between the film corona and the adhesive application. Preferably, a time difference of about 20 seconds is observed. A time difference of 20 s corresponds to the length of the film between the place of corona and the place of application of glue. At the same time, relative humidity is regulated. Relative humidity is controlled, i.e. measured as the actual value and brought into compliance with the specified nominal value.
По одному из предпочтительных вариантов осуществления изобретения между нанесением плавкого клея (клея-расплава), например, полимеризующегося при поглощении влаги плавкого ПУР-(полиуретанового) клея или ПО-(полиолефинового) плавкого клея, и кашированием соблюдается временная разность, равная по меньшей мере 5 с. Предпочтительно соблюдается временная разность, равная примерно 15 с. Временная разность, равная 15 с, примерно соответствует участку пленки между нанесением клея и кашированием, равному примерно 3000 мм. В этой области полимеризующийся при поглощении влаги плавкий клей должен впитывать влагу для реакции. Благодаря этому уменьшается риск неправильного склеивания.According to one preferred embodiment of the invention, between the application of a hot-melt adhesive (hot melt adhesive), for example, hot-melt adhesive PUR- (polyurethane) adhesive or PO- (polyolefin) hot-melt adhesive polymerizing upon absorption of moisture, and lamination, a time difference of at least 5 is observed from. Preferably, a time difference of about 15 seconds is observed. A temporary difference of 15 seconds corresponds approximately to the portion of the film between the application of glue and lamination of approximately 3000 mm. In this area, the hotmelt adhesive polymerized by absorption of moisture must absorb moisture for the reaction. This reduces the risk of improper bonding.
По другому предпочтительному варианту осуществления изобретения скорость транспортировки плит-подложек на 0,001-0,3 м/мин выше чем скорость кашировального валика. Благодаря высокой скорости плит-подложек по сравнению с кашировальным валиком при процессе каширования полимерная пленка также натягивается. При этом плиты подложки перемещаются под натяжением.According to another preferred embodiment of the invention, the transport speed of the substrate plates is 0.001-0.3 m / min higher than the speed of the lamination roller. Due to the high speed of the substrate plates compared to the laminating roller, the polymer film is also stretched during the lamination process. In this case, the substrate plates move under tension.
По одному из предпочтительных вариантов осуществления изобретения боковые части пленки, выступающие относительно ширины плиты-подложки, перед кашированием отрезаются. Это имеет то преимущество, что предотвращается загрязнение кашировального валика.In one preferred embodiment, the side portions of the film protruding relative to the width of the substrate plate are cut off before lamination. This has the advantage that contamination of the lamination roller is prevented.
По другому предпочтительному варианту осуществления изобретения температура нагреваемого кашировального валика устанавливается на значение, которое превышает температуру перехода полимерной пленки в стеклообразное состояние. Температура (TG) перехода в стеклообразное состояние или размягчения представляет собой температуру, при которой способность стекла к деформации изменяется в большей степени. Этот так называемый переход в стеклообразное состояние отделяет находящуюся ниже хрупкую энергоупругую область (то есть область стекла) от находящейся выше мягкой энтропийно упругой области (то есть области, обладающей упругостью резины). Переход в текучую область аморфного полимерного материала является плавным. Вообще температура перехода в стеклообразное состояние повышается с плотностью полимеризации полимерного материала.According to another preferred embodiment of the invention, the temperature of the heated laminating roll is set to a value that exceeds the transition temperature of the polymer film into a glassy state. The glass transition temperature (T G ) or softening temperature is the temperature at which the deformation ability of the glass changes to a greater extent. This so-called transition to the glassy state separates the brittle energy-elastic region below (i.e., the glass region) from the higher entropy-elastic region (i.e., the region having elasticity of rubber). The transition to the fluid region of the amorphous polymer material is smooth. In general, the glass transition temperature rises with the polymerization density of the polymer material.
В соответствии с одним из предпочтительных вариантов осуществления изобретения перед кашировальным валиком плавкий клей реактивируется посредством источника тепла, например, нагревательных панелей или излучателей.According to one preferred embodiment of the invention, the fusible glue is reactivated in front of the laminating roller by means of a heat source, for example, heating panels or radiators.
Задача в отношении устройства решается в соответствии с ограничительной частью п.14 формулы изобретения за счет того, что перед станцией каширования расположена станция чистки для чистки поверхности плит-подложек, что станция чистки имеет действующие поперек друг к другу щетки для механической чистки, что предусмотрено устройство отсоса, посредством которого вдуваемый воздух со снятым статическим напряжением посредством ионного стержня может подаваться на щетки и поверхность подложки и отсасываться, и что предусмотрена станция влажной чистки, в которой расположены распылительное устройство для опрыскивания органическими растворителями и устройство для чистки поверхности подложки не содержащей силикона тканью или полотнищем.The problem regarding the device is solved in accordance with the restrictive part of
Оказалось, что комбинация механической чистки и действующих поперек друг к другу щеток в сочетании с последующей влажной чисткой приводят к значительно улучшенному качеству поверхности. Кроме того, при механической чистке круглая щетка, расположенная поперек направления транспортировки, в комбинации со щеточной лентой, циркулирующей поперек направления транспортировки плиты-подложки, оказалась особенно предпочтительной. Кроме того, особенно предпочтительной оказалась при этом подача вдуваемого воздуха со снятым статическим напряжением посредством ионного стержня, к щеткам и его отсос.It turned out that a combination of mechanical cleaning and brushes acting across to each other in combination with subsequent wet cleaning lead to significantly improved surface quality. In addition, when mechanically cleaning, a round brush located across the conveying direction, in combination with a brush tape circulating across the conveying direction of the wafer, was particularly preferred. In addition, it was especially preferable in this case to supply injected air with relieved static voltage by means of an ion rod to the brushes and its suction.
По одному из предпочтительных вариантов осуществления изобретения предусмотрена станция сухой чистки, снабженная переносящим роликом для переноса поверхностных загрязнений плиты-подложки на чистящий ролик с клейкой поверхностью, находящийся в контакте с переносящим роликом.According to one preferred embodiment of the invention, there is provided a dry cleaning station equipped with a transfer roller for transferring surface contaminants of the substrate plate to a cleaning roller with an adhesive surface in contact with the transfer roller.
Оказалось, что комбинация механической чистки, влажной чистки и сухой чистки приводит к значительно повышенному качеству поверхности.It turned out that the combination of mechanical cleaning, wet cleaning and dry cleaning leads to significantly improved surface quality.
По одному из предпочтительных вариантов осуществления изобретения перед станцией каширования расположена плазменная установка, снабженная по меньшей мере одной форсункой для предварительной обработки поверхности плиты-подложки плазмой атмосферного давления.According to one preferred embodiment of the invention, a plasma system is located in front of the lamination station, equipped with at least one nozzle for preliminary processing of the surface of the substrate plate with atmospheric pressure plasma.
Плазменная установка имеет множество форсунок, расположенных рядом друг с другом по ширине плиты-подложки, через которые примерно при атмосферном давлении собственно известным образом выходит плазма, которая может подаваться на поверхность плиты-подложки. Предпочтительно форсунки выполнены в виде вращающихся форсунок, которые могут покрывать большую площадь. Также можно заставить плазменную струю, выходящую из форсунки, попадать на поверхность плиты-подложки не под прямым углом, а наискосок.The plasma installation has many nozzles located next to each other along the width of the substrate plate, through which plasma, which can be supplied to the surface of the substrate plate, escapes in a manner known per se at atmospheric pressure. Preferably, the nozzles are in the form of rotating nozzles that can cover a large area. You can also make the plasma jet exiting the nozzle fall onto the surface of the substrate plate not at a right angle, but diagonally.
Другие подробности изобретения содержатся в последующем подробном описании и прилагаемых чертежах, на которых предпочтительные варианты осуществления изобретения наглядно пояснены в качестве примера.Other details of the invention are contained in the following detailed description and the accompanying drawings, in which preferred embodiments of the invention are clearly illustrated by way of example.
Краткое описание чертежейBrief Description of the Drawings
На чертежах показано:The drawings show:
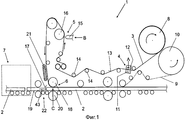
фиг.1: схематичное изображение устройства для каширования плиты-подложки полимерной пленкой;figure 1: schematic representation of a device for laminating a slab-substrate with a polymer film;
фиг.2: схематичное изображение станции чистки, находящейся перед кашировальным валиком против направления транспортировки;figure 2: a schematic representation of a cleaning station, located in front of the laminating roller against the direction of transportation;
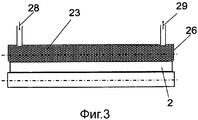
фиг.3: изображение круглой щетки, показанной на фиг.2, из направления II с открытой крышкой корпуса;figure 3: image of a round brush shown in figure 2, from direction II with the housing cover open;
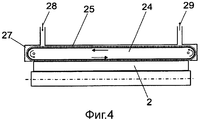
фиг.4: вид мечевидной щетки, показанной на фиг.2, из направления III с открытой крышкой корпуса;figure 4: view of the xiphoid brush shown in figure 2, from direction III with the housing cover open;
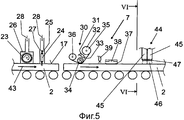
фиг.5: схематичное изображение другой станции чистки, находящейся перед кашировальным валиком против направления транспортировки, снабженной плазменной установкой; и5: a schematic representation of another cleaning station, located in front of the laminating roller against the direction of transportation, equipped with a plasma installation; and
фиг.6: изображение станции чистки, показанной на фиг.2, рассеченной по линии VI-VI, снабженной форсунками плазменной установки, расположенными со смещением в два ряда друг за другом.6: image of the cleaning station shown in figure 2, cut along the line VI-VI, equipped with nozzles of the plasma system, located with an offset in two rows one after another.
Описание примеров осуществленияDescription of Examples
Устройство 1 для каширования плиты-подложки 2 полимерной пленкой 3 состоит по существу из установки 4 для коронирования, устройства 5 для нанесения клея, станции 6 каширования и станции 7 чистки.The
В качестве плит-подложек 2 применяются, в частности, плиты-подложки в виде древесно-стружечных плит, прессованных стружечных плит или плит МДФ (древесно-волокнистая плита средней плотности), которые по меньшей мере на одной стороне имеют полимерную поверхность. Такие плиты-подложки, в частности, применяются в мебельной промышленности.As
Для достижения зеркально-блестящей поверхности плиты-подложки 2 кашируются полимерной пленкой 3 в устройстве 1.To achieve a mirror-shiny surface of the
Для получения зеркально-блестящей поверхности при этом, в частности, применяются зеркально-блестящие ПЭТ-пленки, то есть пленки из полиэтилентерефталата. При этом применяются двухосно вытянутые ПЭТ-пленки с толщинами от 10 до 300 мкм. Предпочтительно применяются толщины пленок, равные 75 мкм. При этом возможны следующие виды пленок:In order to obtain a mirror-shiny surface, in particular, mirror-shiny PET films, i.e. films of polyethylene terephthalate, are used. In this case, biaxially elongated PET films with thicknesses from 10 to 300 μm are used. Preferably, film thicknesses of 75 μm are used. The following types of films are possible:
a) двухосно вытянутые ПЭТ-пленки, прозрачные или с легкой мутностью, без применения адгезивов;a) biaxially elongated PET films, transparent or with slight turbidity, without the use of adhesives;
b) облагороженные поверхности пленок, износостойкие и зеркально-блестящие;b) the refined surfaces of the films, wear-resistant and mirror-shiny;
c) пленки с нанесенной печатью;c) printed films;
d) пленки с напылением, таким как зеркало, хром или металлическое;d) spray films such as mirror, chrome or metal;
e) дублированные пленки, т.е. многослойные материалы различных толщин и видов.e) duplicate films, i.e. multilayer materials of various thicknesses and types.
Полимерная пленка 3 разматывается с ролика 8 для пленки и через установку 4 для коронирования и устройство 5 для нанесения клея подается в станцию 6 каширования. Поскольку полимерная пленка 3 на своей наружной стороне снабжена защитной пленкой 9, защитная пленка 9 после процесса каширования наматывается на ролик 10 для защитной пленки.The
Установка 4 для коронирования представляет собой известную специалисту установку для поверхностной модификации полимерных материалов в электрохимическом процессе. При обработке коронированием полимерная пленка 3 подвергается воздействию электрического высоковольтного разряда. Этот разряд возникает между заземленным полированным валиком 11 из стали или алюминия и плотно прилегающим изолированным электродом 12. Полимерная пленка 3 прилегает при этом к полированному валику 11, так что обрабатывается только задняя сторона 13 полимерной пленки, обращенная к электроду 12. По разным ходовым роликам 14 полимерная пленка 3 подается в устройство 5 для нанесения клея.Installation 4 for coronation is a well-known specialist for surface modification of polymeric materials in an electrochemical process. When corona treatment, the
В устройстве 5 для нанесения клея через форсунку 15 клей бесконтактно наносится на внутреннюю сторону 13 полимерной пленки 3. Форсунка 15 выполнена в виде щелевой форсунки со щелевидным выпуском, который распространяется по всей ширине полотна пленки. Чтобы достичь равномерного нанесения по ширине полотна пленки или, соответственно, полимерной пленки 3, клей подается к щелевидному выпуску форсунки 15 через множество расположенных в ряд (не изображенных дополнительно) отдельных форсунок или, соответственно, клапанов. Между форсункой 15 и полимерной пленкой 3 образуется при этом пленка из клея. Форсунка бесконтактно наносит клей только на натянутую полимерную пленку 3. При этом оказалось непредпочтительным нанесение клея на ролике, создающем противодавление. Это значит, что клей наносится в области, в которой полимерная пленка 3 еще не контактирует с роликом 16, находящимся рядом с устройством 5 для нанесения клея.In the
В качестве клея применяется полимеризующийся при поглощении влаги плавкий ПУР-клей (ПУР-клей-расплав, полиуретановый плавкий клей) или плавкий ПО-клей (ПО-клей-расплав на основе полиолефинов). Клей должен быть при этом оптически прозрачным так, чтобы до слоя, составляющего 100 мкм, он был практически бесцветным. Применяются клеи, которые приблизительно через 60 с достигают твердости, определяемой вдавливанием шарика, равной 3,0 Н, измеренной с помощью тестера устойчивости к царапанию по Эстерле, модель 435 ф. Эриксен. Это возможно благодаря кристаллизации или УФ-отверждению. Кристаллический клей обладает при этом тем преимуществом, что нет необходимости в применении дополнительного источника тепла.The hot melt PUR adhesive (PUR hot melt adhesive, polyurethane hot melt adhesive) or hot melt adhesive (PO hot melt adhesive based on polyolefins) is used as glue. In this case, the adhesive should be optically transparent so that it is practically colorless to a layer of 100 μm. Adhesives are used which, after approximately 60 seconds, reach a hardness determined by a ball indentation of 3.0 N, measured using an Estherle scratch resistance tester, model 435 ft. Eriksen. This is possible due to crystallization or UV curing. At the same time, crystalline glue has the advantage that it is not necessary to use an additional heat source.
Твердость, определяемая вдавливанием шарика, должна быть соответственно высокой, так как приблизительно через 60 с полимерная пленка 3 кашируется. Приблизительно через 90 с слой клея должен обладать прочностью, пригодной для штабелирования. Это значит, что, например, 50 плит-подложек 2 с толщиной, равной 19 мм, с удельным весом, равным 800 кг/м3, могут укладываться в штабель. При этом не допускается проявления признаков нагрузки давлением.The hardness determined by the indentation of the ball should be correspondingly high, since after about 60 seconds the
Расстояние между точкой A, местом обработки коронированием, и точкой B, местом нанесения клея, составляет примерно 4000 мм длины пленки, что примерно соответствует временной разности (время движения пленки из A в B), равному 20 с. В то время как в установке 4 для коронирования у полимерной пленки 3 отбирается влага, на участке до нанесения клея в точке B влага снова впитывается. Для контролируемого впитывания влаги относительная влажность воздуха измеряется и соответственно регулируется или соответственно приводится в соответствие.The distance between point A, the location of the corona treatment, and point B, the place of application of the adhesive, is approximately 4000 mm of the film length, which approximately corresponds to a time difference (time of movement of the film from A to B) equal to 20 s. While moisture is taken from the
В находящейся после устройства 5 для нанесения клея станции 6 каширования полимерная пленка 3 своей внутренней стороной 13 наносится или соответственно кашируется на поверхность 17 плиты-подложки 2 посредством кашировального валика 18 и валика 20 противодавления, расположенного напротив кашировального валика 18 на задней стороне 19 плиты-подложки 2.In the
Кашировальный валик 18 состоит из стали, является хромированным и нагреваемым. Валик 20 противодавления из полимерного материала с твердостью по Шору, равной приблизительно от 70 до 90 Шор. Давление каширования составляет от 1 до 7 бар.The
Температура кашировального валика может устанавливаться на значение, предпочтительно на 140°C, которое превышает температуру (TG) перехода в стеклообразное состояние или размягчения полимерной пленки 3.The temperature of the laminating roller can be set to a value, preferably 140 ° C, which exceeds the temperature (T G ) of the glass transition or softening of the
Перед станцией 3 каширования расположен источник 21 тепла, в примере осуществления фиг.1 в виде нагревательной панели, для реактивации клея, нанесенного на полимерную пленку 3.A
Расстояние между точкой B, местом нанесения клея, и точкой C, местом каширования, составляет примерно 3000 мм длины пленки, что примерно соответствует временной разности (время движения пленки из B в С), равному 15 с. В этой области ПУР-клей впитывает влагу для реакции.The distance between point B, the place of application of glue, and point C, the place of lamination, is approximately 3000 mm of the length of the film, which approximately corresponds to the time difference (time of movement of the film from B to C) equal to 15 s. In this area, PUR glue absorbs moisture for the reaction.
Перед станцией 6 каширования предусмотрено не изображенное режущее устройство, в котором части полимерной пленки 3, выступающие относительно ширины плит-подложек 2, перед кашированием отрезаются или отделяются.A cutting device, not shown, is provided in front of the
Посредством устройства 22 транспортировки плиты-подложки 2 перемещаются или, соответственно, транспортируются в устройстве 1. Плиты-подложки 2 в устройстве 1 перемещаются на расстоянии. Это расстояние составляет от 3 до 10 мм. Благодаря этому не возникает трения плит друг о друга. Тем самым предотвращается перенос мелкой стружки. Устройство 22 транспортировки имеет приводные валики для втягивания плит-подложек 2, боковая поверхность которых выполнена из полимерного материала, например силикона.By means of the
Плиты-подложки 2 перемещаются под натяжением. Это значит, что скорость транспортировки плит-подложек 2 приблизительно на 0,001-0,3 м/мин выше, чем скорость кашировального валика 18.
Неожиданным образом оказалось, что для желаемого качества поверхности особое значение имеет перемещение полимерной пленки 3 под натяжением во всем устройстве 1.Unexpectedly, it turned out that for the desired surface quality of particular importance is the movement of the
Станция 6 каширования расположена перед станцией 7 чистки для чистки поверхности 17 плит-подложек 2. Станция 7 чистки для механической чистки имеет две действующие поперек друг к другу щетки 23, 24.The
Расположенная поперек направления 43 транспортировки плит-подложек 2 круглая щетка 23 чистит в продольном направлении, то есть в направлении 43 транспортировки плит-подложек 2, а расположенная после круглой щетки 23 мечевидная щетка 24 с помощью щеточной ленты 25, циркулирующей поперек направления транспортировки плит-подложек 2, чистит поперек направления 43 транспортировки плит-подложек 2.The
Обе щетки 23, 24 охвачены открытым к плите-подложке 2 корпусом 26, 27, при этом к щеткам 23, 24 через их корпуса 26, 27 не изображенным устройством отсоса с одной стороны подается вдуваемый воздух 28, который был очищен от статического напряжения посредством ионного стержня, расположенного в потоке вдуваемого воздуха, и отсасывается с другой стороны в виде загрязненного отработавшего воздуха.Both brushes 23, 24 are enclosed by a
Кроме того, предусмотрена станция 30 влажной чистки, которая имеет распылительное устройство 31 для опрыскивания органическими растворителями и устройство 32 для чистки поверхности 17 плит-подложек 2 не содержащей силикона тканью 33 или полотнищем. При этом не содержащая силикона ткань 33 опрыскивается с помощью распылительного устройства 31 растворителем и посредством валика 34, контактирующего с поверхностью 17 плит-подложек 2, наматывается с накопительного ролика 35 на расходный ролик 36.In addition, a wet cleaning station 30 is provided that has a
Дополнительно (или же альтернативно) поперек направления транспортировки над поверхностью 17 плит-подложек 2 закреплена балка 38, обтянутая не содержащей силикона тканью 37, перед которой на равных расстояниях с помощью распылительного устройства 39 распыляется органический растворитель.Additionally (or alternatively), a
После станции 30 влажной чистки в направлении 43 транспортировки расположены две станции 40 сухой чистки, которые работают попеременно с целью непрерывной чистки.After the wet cleaning station 30 in the conveying
Станция 40 сухой чистки имеет контактирующий с поверхностью 17 плиты-подложки 2 переносящий ролик 41 для переноса поверхностных загрязнений или, соответственно, поверхностных загрязнений с поверхности 17 на чистящий ролик 41 с клейкой поверхностью, находящийся в контакте с переносящим роликом 41. Переносящий ролик 41 состоит по меньшей мере по своему периметру из полимерного материала, например, из силикона. Такие переносящие и чистящие ролики 41, 42 для чистки фотографических пленок известны из EP 214 741 A2.The
Вместо станции 40 сухой чистки или дополнительно станция 7 чистки может иметь плазменную установку 44, снабженную форсунками 45 (см. фиг.5). В форсунке 45 посредством высоковольтного разряда (например, при 5-15 кВ, 10-100 кГц) создается импульсная электрическая дуга. Технологический газ, который протекает через участок разряда, возбуждается и переходит в плазменное состояние. Плазма 46 через форсуночную головку 47 попадает на поверхность 17 плиты-подложки 2. Чтобы покрыть ширину плиты-подложки 2 в примере осуществления, показанном на фиг.5 и 6, применяются два ряда форсунок 45, расположенных со смещением друг за другом, находящихся рядом с поверхностью 17 плиты-подложки 2 на расстоянии. Принадлежащий к плазменной установке 44 генератор не изображен.Instead of a
После станции 6 каширования предусмотрена также не изображенная дополнительно станция охлаждения, в которой в зависимости от применяемого клея плита-подложка 2 с кашированной полимерной пленкой 3 может охлаждаться для ускорения затвердевания.After the
Список ссылочных обозначенийReference List
1 Устройство1 device
2 Плита-подложка2 Substrate
3 Полимерная пленка3 polymer film
4 Установка для коронирования4 Installation for corona
5 Устройство для нанесения клея5 Glue dispenser
6 Станция каширования6 Lamination station
7 Станция чистки7 Cleaning station
8 Ролик с пленкой8 Roller with film
9 Защитная пленка9 screen protector
10 Ролик с защитной пленкой10 Roller with protective film
11 Валик11 Roller
12 Электрод12 electrode
13 Внутренняя сторона у поз.313 Inside 3
14 Ходовые ролики14 Track rollers
15 Форсунка15 nozzle
16 Ролик у поз.516 Roller at
17 Поверхность у поз.217 Surface at pos. 2
18 Кашировальный валик у поз.618 Lamination roller at
19 Задняя сторона у поз.219 Back side at pos. 2
20 Валик противодавления у поз.620 Backpressure roller at pos. 6
21 Источник тепла21 Heat source
22 Устройство транспортировки22 Transport device
23 Круглая щетка23 Round brush
24 Мечевидная щетка24 xiphoid brush
25 Щеточная лента25 Brush tape
26 Корпус у поз.2326
27 Корпус у поз.2427 Housing at
28 Вдуваемый воздух28 Blowed air
29 Отработавший воздух29 exhaust air
30 Станция влажной чистки30 Wet cleaning station
31 Распылительное устройство у поз.3031 Spray device at pos. 30
32 Устройство у поз.3032 Device at pos. 30
33 Ткань33 Fabric
34 Валик у поз.3234 Roller at pos. 32
35 Накопительный ролик у поз.3235 Accumulator roller at pos. 32
36 Расходный ролик у поз.3236 Consumable roller at pos. 32
37 Ткань37 Fabric
38 Балка38 Beam
39 Распылительное устройство39 Spray device
40 Станция сухой чистки40 Dry cleaning station
41 Переносящий ролик у поз.4041 Transfer roller at
42 Чистящий ролик у поз.4042 Cleaning roller at
43 Устройство транспортировки43 Transport device
44 Плазменная установка44 Plasma installation
45 Форсунка45 nozzle
46 Плазма46 plasma
47 Форсуночная головка47 nozzle head
Claims (17)
a) бесконтактное нанесение клея посредством форсуночного нанесения на заднюю сторону (13) полимерной пленки (3);
b) каширование полимерной пленки (3) на плиту-подложку (2) посредством кашировального валика (18) и валика (20) противодавления, расположенного напротив кашировального валика (18) с задней стороны (19) плиты-подложки (2),
отличающийся тем,
что плиту-подложку (2) подвергают сухой чистке в направлении (43) транспортировки перед кашировальным валиком (18) в станции (7) чистки на первом этапе с помощью чистящих поперек друг к другу щеток (23, 24) при подаче вдуваемого воздуха (28) со снятым статическим напряжением посредством ионного стержня и отсасывании отработавшего воздуха (29), содержащего мелкую пыль, и
что на втором этапе осуществляют влажную чистку с помощью органических растворителей и не содержащей силикона ткани (33, 37).1. The method of laminating a substrate plate (2) with a polymer film (3), in which the following steps are performed:
a) non-contact adhesive application by means of a nozzle application on the back side (13) of a polymer film (3);
b) laminating the polymer film (3) onto the backing plate (2) by means of a backing roll (18) and a back pressure roll (20) opposite the backing roll (18) from the back side (19) of the backing plate (2),
characterized in
that the substrate plate (2) is dry cleaned in the direction (43) of transportation in front of the laminating roller (18) in the cleaning station (7) at the first stage using brushes (23, 24) that clean across each other while blowing air (28) ) with removed static voltage by means of an ion rod and suction of the exhaust air (29) containing fine dust, and
that at the second stage, wet cleaning is carried out using organic solvents and a silicone-free fabric (33, 37).
что на первом этапе чистит круглая щетка (23), расположенная поперек направления (43) транспортировки плиты-подложки (2), и
что расположенная после круглой щетки (23) мечевидная щетка (24) чистит с помощью щеточной ленты (25), циркулирующей поперек направления (43) транспортировки плиты-подложки (2), поперек направления (43) транспортировки.4. The method according to one of claims 1 to 3, characterized in that
that at the first stage it cleans a round brush (23) located across the direction (43) of transportation of the substrate plate (2), and
that the xiphoid brush (24) located after the round brush (23) is cleaned with a brush tape (25) circulating across the direction (43) of transportation of the substrate plate (2), across the direction (43) of transportation.
отличающееся тем,
что перед станцией (6) каширования расположена станция (7) чистки, предназначенная для чистки поверхности (17) плит-подложек (2),
что станция (7) чистки имеет действующие поперек друг к другу щетки (23, 24) для механической чистки,
что предусмотрено устройство отсоса, посредством которого вдуваемый воздух со снятым статическим напряжением посредством ионного стержня подается на щетки (23, 24) и поверхность (17) и отсасывается, и
что предусмотрена станция (30) влажной чистки, в которой расположено распылительное устройство (31, 39) для опрыскивания органическими растворителями и устройство (32) для чистки поверхности подложки не содержащей силикона тканью (33) или полотнищем.15. A device for laminating a substrate plate (2) with a polymer film (3), which has a glue application device (5) for contactless nozzle application of glue, a lamination station (6) including a lamination roller (18) and a roller (20) back pressure, located opposite the laminating roller (18), as well as the transport device (22) for the substrate plates (2),
characterized in
that in front of the lamination station (6) there is a cleaning station (7) designed to clean the surface (17) of the substrate plates (2),
that the cleaning station (7) has brushes (23, 24) that act across each other for mechanical cleaning,
that a suction device is provided, by means of which the injected air with the removed static voltage is supplied by means of an ion rod to the brushes (23, 24) and the surface (17) and is sucked off, and
that a wet cleaning station (30) is provided in which a spray device (31, 39) for spraying with organic solvents and a device (32) for cleaning the surface of the substrate with a silicone-free cloth (33) or a cloth are located.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010054813.8 | 2010-12-16 | ||
| DE102010054813A DE102010054813B4 (en) | 2010-12-16 | 2010-12-16 | Method and device for laminating a substrate plate with a plastic film |
| PCT/EP2011/006080 WO2012079713A1 (en) | 2010-12-16 | 2011-12-05 | Process and apparatus for laminating a substrate plate with a plastic film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2013132768A RU2013132768A (en) | 2015-01-27 |
| RU2575287C2 true RU2575287C2 (en) | 2016-02-20 |
Family
ID=
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0214741A2 (en) * | 1985-07-31 | 1987-03-18 | Teknek Electronics Limited | Apparatus for treating sheet articles |
| US5616211A (en) * | 1995-04-11 | 1997-04-01 | Barberan, S.A. | Veneered panel continuous lamination machine |
| EP1666247A1 (en) * | 2004-11-29 | 2006-06-07 | Spanolux SA | Method and apparatus for manufacturing laminate floor panels comprising at least a base layer and a top layer of plastics material, and such laminate floor panel |
| DE102006007869A1 (en) * | 2006-02-17 | 2007-08-30 | Jowat Ag | Process for laminating plastic films on wood-based substrates, in particular for producing high-gloss surfaces |
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0214741A2 (en) * | 1985-07-31 | 1987-03-18 | Teknek Electronics Limited | Apparatus for treating sheet articles |
| US5616211A (en) * | 1995-04-11 | 1997-04-01 | Barberan, S.A. | Veneered panel continuous lamination machine |
| EP1666247A1 (en) * | 2004-11-29 | 2006-06-07 | Spanolux SA | Method and apparatus for manufacturing laminate floor panels comprising at least a base layer and a top layer of plastics material, and such laminate floor panel |
| DE102006007869A1 (en) * | 2006-02-17 | 2007-08-30 | Jowat Ag | Process for laminating plastic films on wood-based substrates, in particular for producing high-gloss surfaces |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102010054810B4 (en) | Method for laminating a substrate plate with a plastic film | |
| EP2651646B1 (en) | Process and apparatus for laminating a substrate plate with a plastic film | |
| DE102011117168A1 (en) | Laminating substrate plate with plastic film, comprises applying liquid hot melt adhesive on surface of substrate plate, smoothing applied adhesive layer, applying adhesive on back side of plastic film, and laminating plastic film | |
| KR20080050425A (en) | Apparatus for and method of peeling laminated body | |
| AU2019202920A1 (en) | Large surface laminating system and method | |
| DK2861356T3 (en) | coating lines | |
| KR101699415B1 (en) | Automated apparatus for functional panel | |
| KR20070110385A (en) | Apparatus for and method of manufacturing photosensitive laminated body | |
| RU2575287C2 (en) | Substrate board backing by polymer film | |
| RU2575290C2 (en) | Substrate board backing by polymer film | |
| CN110650830A (en) | Processing apparatus and processing method | |
| EP1771772A2 (en) | Method of manufacturing photosensitive laminated body and apparatus therefor | |
| JPH11128824A (en) | Method for coating planar object and decorative plate formed by using this planar object | |
| KR20140119484A (en) | Apparatus for cleaning surface of web | |
| KR101944491B1 (en) | Method of processing adhesive film | |
| KR20070110373A (en) | Apparatus for and method of manufacturing photosensitive laminated body | |
| CN118922285A (en) | Method for producing recycled material, method for producing recycled material, and apparatus for producing recycled material | |
| KR20130111665A (en) | Apparatus and method for forming flatness of glass substrate | |
| JP3364725B2 (en) | Transferring picture to columnar substrate | |
| JPWO2020174769A1 (en) | Rubbing roller dust removal method and equipment, and rubbing processing method and equipment | |
| CN107635942A (en) | For the glass tape processed the method and system of glass tape and be consequently formed | |
| JPH10128940A (en) | Curved surface lamination method and curbed surface laminating device | |
| JPS6050509B2 (en) | Wiping device for uncured paint layers, etc. |