RU2542548C2 - Smoking product and method for smoking product manufacture - Google Patents
Smoking product and method for smoking product manufacture Download PDFInfo
- Publication number
- RU2542548C2 RU2542548C2 RU2011139186/12A RU2011139186A RU2542548C2 RU 2542548 C2 RU2542548 C2 RU 2542548C2 RU 2011139186/12 A RU2011139186/12 A RU 2011139186/12A RU 2011139186 A RU2011139186 A RU 2011139186A RU 2542548 C2 RU2542548 C2 RU 2542548C2
- Authority
- RU
- Russia
- Prior art keywords
- paper
- additive
- wrapping
- wrapping paper
- pattern
- Prior art date
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/062—Use of materials for tobacco smoke filters characterised by structural features
- A24D3/063—Use of materials for tobacco smoke filters characterised by structural features of the fibers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/08—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent
- A24D3/10—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent of cellulose or cellulose derivatives
Abstract
Description
Область техникиTechnical field
Настоящее изобретение относится к способу изготовления курительных изделий и, более конкретно, к способу нанесения материала добавки замедлителя горения на оберточную бумагу перед обертыванием оберточной бумаги вокруг табачного материала, чтобы получить курительное изделие со сниженной способностью к воспламенению.The present invention relates to a method for manufacturing smoking articles and, more particularly, to a method of applying a flame retardant additive material to wrapping paper before wrapping wrapping paper around tobacco material to provide a smoking article with a reduced flammability.
Уровень техникиState of the art
Ранее предлагалось множество разных способов изготовления курительных изделий, таких как сигареты, со сниженной способностью к воспламенению, т.е. тенденцией к самогашению, когда курящий не затягивается. Цель состоит в том, чтобы такие сигареты самогасились при падении, или, когда они оставлены на горючей подложке, до возгорания горючей подложки. Известно, что строение обертки сильно влияет на скорость горения сигареты и, путем модифицирования обертки разными способами, можно получить самогасящуюся сигарету.Many different methods for making smoking articles, such as cigarettes, have been proposed in the past, with a reduced ability to ignite, i.e. a tendency to self-extinguish when the smoker does not drag out. The goal is for such cigarettes to self-extinguish when dropped, or when they are left on the combustible substrate, before the ignition of the combustible substrate. It is known that the structure of the wrapper greatly affects the burning speed of the cigarette and, by modifying the wrapper in different ways, you can get a self-extinguishing cigarette.
Один способ изготовления оберток для курительных изделий со сниженной способностью к воспламенению состоит в добавлении ободков из бумаги к оберточной бумаге, причем состав обертки и бумажных ободков выбран для получения комбинированной бумаги с нужной скоростью горения, как раскрыто это в EP 0483998 и EP 0262550.One method for manufacturing wrappers for smoking articles with reduced flammability is to add paper rims to wrapping paper, the composition of the wrapper and paper rims being selected to produce combination paper with the desired burning rate, as disclosed in EP 0483998 and EP 0262550.
В другом способе предлагаются полоски (ободки) с меньшей и большей проницаемостью для воздуха путем тиснения бумаги, например как раскрыто в US 4,945,932.Another method provides strips (rims) with lower and greater permeability to air by embossing paper, for example as disclosed in US 4,945,932.
Другим способом является химическая обработка бумаги путем нанесения материала замедлителя горения на папиросную бумагу. Добавку замедлителя горения обычно наносят в виде такого рисунка, как ободки, которые, в окончательно собранной сигарете, продолжаются вокруг окружности сигареты. Способ изготовления подходящей бумаги с ободками раскрыт в WO 098/01233. Такая бумага с ободками обладает большим числом недостатков. Во-первых, стоимость такой бумаги обычно в четыре-пять раз выше стоимости стандартной папиросной бумаги. Это обусловлено стоимостью материала добавки и дополнительными производственными затратами на обеспечение отдельного аппарата и последовательности обработки для нанесения добавки по ободку и сушки бумаги перед изготовлением сигарет обычным образом. Кроме того, когда бумага используется для изготовления сигарет, ободки произвольным образом расположены по длине сигареты. Наиболее предпочтительно, чтобы ободки находились только на участках сигарет около фильтра, и нежелательно, чтобы ободки находились на другом конце сигареты, который выкуривается вначале. Это связано с тем, что предпочтительно, чтобы сигарета сама гасла к концу выкуривания, но нежелательно, чтобы сигарета сама гасла во время выкуривания первых нескольких миллиметров. Когда используется бумага с ободками, невозможно гарантировать, что ободки будут расположены в конкретных местах вдоль сигареты.Another way is to chemically treat the paper by applying a flame retardant material to tissue paper. The flame retardant additive is usually applied in the form of a pattern such as rims that, in a finally assembled cigarette, extend around the circumference of the cigarette. A method of manufacturing a suitable rimmed paper is disclosed in WO 098/01233. Such rimmed paper has a large number of disadvantages. First, the cost of such paper is usually four to five times higher than the cost of standard tissue paper. This is due to the cost of the additive material and the additional manufacturing costs of providing a separate apparatus and processing sequence for applying the additive at the rim and drying the paper before making cigarettes in the usual way. In addition, when paper is used to make cigarettes, the rims are randomly arranged along the length of the cigarette. Most preferably, the rims are located only on portions of the cigarettes near the filter, and it is undesirable that the rims are on the other end of the cigarette that is first smoked. This is due to the fact that it is preferable that the cigarette itself goes out by the end of smoking, but it is undesirable that the cigarette itself goes out while smoking the first few millimeters. When rimmed paper is used, it cannot be guaranteed that the rims will be located in specific places along the cigarette.
Другим способом изготовления сигареты с низкой способностью возгорания является использование бумаги без ободков с чрезвычайно низкой проницаемостью, обычно приблизительно 5 единиц Кореста (CU). Эта бумага без ободков менее дорогая, чем бумага с ободками, но также обладает большим числом недостатков. Во-первых, аналогично бумаге с ободками самогасящийся элемент является непрерывным вдоль всей длины бумаги, и, следовательно, сигарета может сама загаснуть в любой момент. Более того, чрезвычайно низкая проницаемость означает, что скорость тлеющего огня очень низкая на всем пути при курении, и, следовательно, чтобы подать весь выход смол, количество смол на одну затяжку должно быть низким. Низкая собственная проницаемость бумаги дополнительно означает, что от стержня возникает низкая диффузия монооксида углерода, так что соотношение монооксида углерода/смол дыма в основном высокое. Добавление вентиляции, например, посредством электростатической перфорации не повышает значительно скорость горения, а разбавляет выход дыма на одну затяжку. Более того, обнаружено, что относительно малые изменения физических и химических свойств бумаги могут повлиять на ее способность проходить тест на способность возгорания при поджигании (LIPT), и, следовательно, спецификации единиц Кореста для бумаги с низкой проницаемостью необходимо установить на более низкое значение, чем оптимальное, чтобы обеспечить соответствие для прохождения теста LIPT.Another method for making low ignition cigarettes is to use rimless paper with extremely low permeability, typically about 5 Korest (CU) units. This rimless paper is less expensive than rimmed paper, but also has a large number of disadvantages. Firstly, similarly to paper with rims, the self-extinguishing element is continuous along the entire length of the paper, and therefore, the cigarette itself can go out at any time. Moreover, extremely low permeability means that the speed of a smoldering fire is very low all the way when smoking, and therefore, in order to give the entire resin output, the number of pitches per puff should be low. The low intrinsic permeability of the paper further means that low diffusion of carbon monoxide occurs from the core, so that the ratio of carbon monoxide / smoke resins is generally high. Adding ventilation, for example, by electrostatic perforation does not significantly increase the burning rate, but dilutes the smoke output by one puff. Moreover, it has been found that relatively small changes in the physical and chemical properties of paper can affect its ability to pass the Ignition Ignition Test (LIPT) test, and therefore, the Korest unit specifications for low permeability paper must be set to a lower value than optimal to ensure compliance with the LIPT test.
Предприняты попытки наложить ободки во время изготовления сигарет. Это позволяет позиционировать ободки в нужных местах путем синхронизации наложения ободков с отрезанием стержня, сформированного, когда табак оборачивают бумагой с ободками. При этом устраняется проблема позиционирования ободков, обнаруживаемая с бумагой с заранее изготовленными ободками. Такое оперативное наложение ободков предложено в WO 2004/057986 и US 2004/0261805. Однако при этом имеются дополнительные недостатки, из-за которых ни одной такой системы не было передано в промышленное производство. Одна из проблем состоит в сушке бумаги после того, как добавлен раствор замедлителя горения. Во-первых, ее нужно высушить до секции сборки машины, где табак обертывают в бумагу, поскольку, если бумага на этом этапе сырая, когда она соприкасается с табаком, может произойти обесцвечивание бумаги. Кроме того, машины, используемые для обертывания сигарет, которые могут быть модифицированы для включения секции для нанесения раствора замедлителя горения (секции аппликатора), применяют значительное натяжение бумаги, и когда бумага сырая, ее прочность на растяжение значительно снижается, так что легко возникает разрыв бумаги. В машину могут быть включены различные нагреватели, способствующие сушке бумаги, но поскольку для них требуется время для правильной сушки бумаги, машина должна быть замедлена. Замедление машины также может решить проблемы разрывов, но это снижает эффективность производства.Attempts were made to lay rims during the manufacture of cigarettes. This allows you to position the rims in the right places by synchronizing the overlap of the rims with the cutting of the rod formed when the tobacco is wrapped in paper with rims. This eliminates the problem of positioning the rims detected with paper with pre-made rims. Such prompt rim overlapping is proposed in WO 2004/057986 and US 2004/0261805. However, there are additional disadvantages, due to which not a single such system has been transferred to industrial production. One of the problems is drying the paper after the combustion retardant solution is added. First, it needs to be dried to the machine assembly section, where the tobacco is wrapped in paper, because if the paper is wet at this stage when it comes into contact with the tobacco, paper may become discolored. In addition, the machines used to wrap cigarettes, which can be modified to include a section for applying a solution of a flame retardant (section of the applicator), apply significant tension to the paper, and when the paper is wet, its tensile strength is significantly reduced, so paper tearing easily occurs . Various heaters can be included in the machine to help dry the paper, but since it takes time for the paper to dry properly, the machine must be slowed down. Slowing down the machine can also solve the problems of ruptures, but this reduces production efficiency.
Раскрытие изобретенияDisclosure of invention
В настоящем изобретении предлагается способ изготовления множества курительных изделий в производственной машине, включающий:The present invention provides a method for manufacturing a plurality of smoking articles in a production machine, comprising:
обеспечение непрерывного полотна оберточной бумаги с проницаемостью менее 15 единиц Кореста из ее источника к секции аппликатора производственной машины для изготовления курительных изделий;providing a continuous web of wrapping paper with a permeability of less than 15 Korest units from its source to the applicator section of a manufacturing machine for manufacturing smoking articles;
нанесение материала добавки замедлителя горения по заранее определенному рисунку на полотно указанной оберточной бумаги в секции аппликатора, причем на участке бумаги с нанесенным рисунком материал добавки замедлителя горения добавляет 2-5% к массе бумаги;applying the material of the combustion retardant according to a predetermined pattern on the canvas of the specified wrapping paper in the applicator section, moreover, in the area of the paper with the printed pattern, the material of the additive of the combustion retardant adds 2-5% to the weight of the paper;
подачу полотна оберточной бумаги с нанесенной добавкой к секции сборки указанной производственной машины;feeding a sheet of wrapping paper coated with an additive to an assembly section of said manufacturing machine;
обертывание полотна оберточной бумаги с нанесенной добавкой вокруг табачного материала в секции сборки для формирования обернутого стержня; иwrapping the wrapping paper web with the additive applied around the tobacco material in an assembly section to form a wrapped core; and
разрезание обернутого стержня резаком указанной машины для формирования множества курительных изделий.cutting a wrapped rod with a cutter of said machine to form a plurality of smoking articles.
В настоящем изобретении также предлагается курительное изделие, изготовленное описанным способом и включающее:The present invention also provides a smoking article made in the described manner and comprising:
стержень табачного материала;a core of tobacco material;
оберточную бумагу, окружающую стержень табачного материала, имеющую рисунок из нанесенного на нее материала добавки замедлителя горения и обладающую проницаемостью менее 15 единиц Кореста на участках без добавки замедлителя горения и более низкой проницаемостью на участках, где нанесена добавка.wrapping paper surrounding the core of the tobacco material, having a pattern of a flame retardant additive material deposited on it and having a permeability of less than 15 Korest units in areas without a flame retardant additive and lower permeability in areas where the additive is applied.
Низкая проницаемость бумаги означает, что меньшее количество материала замедлителя горения нужно добавить, чтобы получить требуемый эффект самогашения. При этом снимаются проблемы, связанные с нанесением больших количеств материала замедлителя горения, такие как разрыв бумаги, когда она сырая. Это означает, что нанесение материала замедлителя горения можно выполнить проще за одну непрерывную процедуру изготовления сигареты. Требования к этапам нагрева/сушки снижаются, хотя этапы нагрева все-таки необязательно могут быть добавлены до или после нанесения добавки замедлителя горения. Кроме того, уменьшение количества добавки замедлителя горения в сочетании с бумагой с более низкой проницательностью позволяет сохранить степень оперативного контроля, например, для учета изменений спецификации бумаги и плотности табака.The low permeability of the paper means that less burning retarder material needs to be added in order to obtain the desired self-extinguishing effect. This eliminates the problems associated with the application of large quantities of material of a flame retardant, such as tearing the paper when it is wet. This means that applying the flame retardant material can be accomplished more easily in one continuous cigarette manufacturing process. The requirements for the heating / drying steps are reduced, although the heating steps may still optionally be added before or after application of the combustion retardant additive. In addition, a reduction in the amount of flame retardant additive in combination with paper with a lower penetration helps maintain a degree of operational control, for example, to take into account changes in paper specifications and tobacco density.
Предпочтительно проницаемость оберточной бумаги составляет от 5 до 10 единиц Кореста.Preferably, the permeability of the wrapping paper is from 5 to 10 Korest units.
В способе по настоящему изобретению предпочтительно нанесение материала добавки замедлителя горения синхронизировано с отрезанием обернутого стержня, так что рисунок расположен в заранее определенном положении по отношению к концу каждого курительного изделия. Предпочтительно обернутый стержень режут так, чтобы рисунок был расположен по существу в одном и том же положении на каждом курительном изделии. Предпочтительно стержень режут таким образом, чтобы рисунок охватывал 25-50% длины курительного изделия на одном конце курительного изделия. Предпочтительно фильтр присоединен к концу курительного изделия, на котором сформирован рисунок.In the method of the present invention, it is preferable that the application of the material of the combustion retardant is synchronized with the cutting of the wrapped rod, so that the pattern is located in a predetermined position with respect to the end of each smoking article. Preferably, the wrapped rod is cut so that the pattern is substantially in the same position on each smoking article. Preferably, the core is cut so that the pattern covers 25-50% of the length of the smoking article at one end of the smoking article. Preferably, the filter is attached to the end of the smoking article on which the pattern is formed.
Предпочтительно рисунок содержит множество полосок (ободков), которые в курительных изделиях продолжаются по всей их окружности.Preferably, the pattern comprises a plurality of strips (rims), which in smoking articles extend along their entire circumference.
Предпочтительно добавка замедлителя горения включает одно или более из следующего: камеди, такие как гуаровая смола, гуммиарабик и т.д., адгезивы, такие как крахмалы, плавкие адгезивы, ПВА и т.д., органические соли, такие как альгинаты и цитраты, неорганические соли, такие как хлориды (например, KCL) и оксиды (например, MgO).Preferably, the combustion retardant additive includes one or more of the following: gums, such as guar gum, gum arabic, etc., adhesives, such as starches, fusible adhesives, PVA, etc., organic salts, such as alginates and citrates, inorganic salts such as chlorides (e.g. KCL) and oxides (e.g. MgO).
Рисунок может быть нанесен печатью или распылением.Pattern can be printed or sprayed.
Предпочтительно добавку наносят на внутреннюю поверхность бумаги, и она находится в жидком состоянии с такой вязкостью, типом, температурой и уровнем нанесенной добавки, чтобы не потребовалось дополнительного нагрева для сушки бумаги. В таком случае добавку можно нанести непосредственно перед участком, где табак добавлен к бумажному основанию, чтобы была нужна минимальная модификация производственного оборудования и не было ущерба для эффективности производства.Preferably, the additive is applied to the inner surface of the paper, and it is in a liquid state with a viscosity, type, temperature and level of applied additive so that additional heating is not required to dry the paper. In this case, the additive can be applied directly in front of the site where tobacco is added to the paper base, so that minimal modification of production equipment is needed and there is no damage to production efficiency.
Краткое описание чертежейBrief Description of the Drawings
Далее описаны предпочтительные варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи, на которых:The following describes preferred embodiments of the present invention with reference to the accompanying drawings, in which:
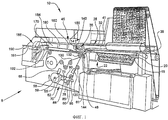
на фиг. 1 схематично показана производственная машина для изготовления сигарет, подходящая для осуществления способа по настоящему изобретению; иin FIG. 1 schematically shows a cigarette production machine suitable for implementing the method of the present invention; and
на фиг. 2 показано курительное изделие по одному варианту осуществления настоящего изобретения.in FIG. 2 shows a smoking article according to one embodiment of the present invention.
Подробное описание осуществления изобретенияDetailed Description of the Invention
На фиг. 1 показана производственная сигаретоделательная машина 10 типа, известного в этой области техники, которая модифицирована для нанесения материала добавки замедлителя горения на оберточную бумагу перед формированием оберточной бумаги в виде сигарет. Машина 10 для производства сигарет включает источник табачного материала 20, который подается к области 16 вытяжной трубки, в месте, где он выдувается вверх потоком 22 воздуха на нижнюю наружную поверхность системы 28 бесконечного транспортера. Система 28 бесконечного транспортера включает пористую ленту 32 с областью 41 низкого давления, в которую втягивается табачный материал 20, причем пористая лента 32 удерживает табачный материал на уровне нижней части системы 28 транспортера для формирования потока табачного материала, переносимого к секции 45 сборки.In FIG. 1 shows a
Секция 8 подачи бумаги предусмотрена для подачи непрерывного полотна бумажного оберточного материала 55 из рулона 58 через ряд валиков и направляющих стоек 60, 61 в секцию 45 сборки, где оберточный материал 55 обертывается вокруг табачного материала 20 для формирования непрерывного обернутого стержня. Обычно секция 8 подачи бумаги включает печатное устройство 65 для печати серийного номера или штампа на бумаге с заранее определенными интервалами. В машине, показанной на фиг.1, секция 8 подачи бумаги дополнительно модифицирована для подачи материала добавки замедлителя горения с заранее определенным рисунком на оберточную бумагу 55. Материал добавки замедлителя горения наносится секцией 70 аппликатора, которая содержит емкость 85 раствора LIP, клеевой валик 78 и передающий валик 82. Клеевой валик имеет ряд канавок, вырезанных в нем по рисунку, который должен быть нанесен на бумагу 55, и принимает LIP-раствор из емкости 85. Раствор принимается в канавки и передается на передающий валик 82 в виде рисунка раствора. Передающий валик 82 переносит рисунок на бумагу 55. Рисунок обычно представляет собой ряд расположенных с промежутком полосок (ободков). Ободки предпочтительно проходят по существу по всей ширине бумаги (могут иметь небольшой зазор для клеевого уплотнения) и составляют 1 мм или более по ширине (предпочтительно 2-5 мм). LIP-раствор в емкости 85 может представлять собой жидкость или пасту, содержащую добавки замедлителя горения, такие как камеди, такие как гуаровая смола, гуммиарабик и т.д., адгезивы, такие как крахмалы, плавкие адгезивы, ПВА и т.д., органические соли, такие как альгинаты и цитраты, или неорганические соли, такие как хлориды (например, KCL) и оксиды (например, MgO). Необязательно материал замедлителя горения сохраняется при температуре выше окружающей температуры посредством нагрева емкости и/или системы нанесения.A
Необязательно бумага 55 может быть нагрета перед прохождением через секцию 70 аппликатора, что помогает высушить бумагу. Дополнительный нагреватель 120, такой как инфракрасный нагреватель, может нагревать бумагу после нанесения рисунка.Optionally, the
Секция 70 аппликатора выполнена с возможностью нанесения материала добавки замедлителя горения на боковую сторону бумаги 50, которая находится внутри оберточного материала, т.е. обращена к табаку, когда оберточный материал оборачивают вокруг табачного материала 20 в секции 45 сборки.The
Секция 45 сборки включает транспортировочную ленту 130 сборочной линии, приводимую в движение валиком 132.
По настоящему изобретению оберточный материал 55 представляет собой бумагу с исходной проницаемостью менее 15 единиц Кореста, предпочтительно от 5 до 10 единиц Кореста. Использование бумаги с низкой проницаемостью означает, что готовая сигарета уже обладает большей тенденцией к самогашению даже без добавки замедлителя горения, хотя без добавки замедлителя горения свойства самогашения недостаточны для прохождения теста на способность возгорания при поджигании. Однако бумага с низкой проницаемостью не позволяет уменьшить количество добавки замедлителя горения, которое нужно добавить к бумаге, до такого уровня, чтобы, в окончательной бумаге, добавка замедлителя горения добавляла от 2 до 5% к массе бумаги.According to the present invention, the wrapping
За счет уменьшенного количества замедлителя горения сушка бумаги 55 улучшается, так что нагреватель 120 может быть не нужен. Если нагреватель 120 не нужен, предпочтительно, чтобы секция 70 аппликатора была расположена как можно ближе к входу секции 45 сборки для предотвращения накопления или потери LIP-раствора по мере прохождения бумаги 55 через дополнительные валики до формирования в обернутый стержень в секции 45 сборки.Due to the reduced amount of combustion retardant, paper drying 55 is improved, so that
В секции 45 сборки транспортировочная лента 130 переносит бумагу 55 под направляющую сборку 140 через входной конус 144 сборки. Табачный материал 20 переносится транспортировочной лентой 32 и осаждается на бумажное полотно 55, и пальцевая направляющая сборка 140 и входной конус 144 сборки направляют материал 20 наполнителя с пористой транспортировочной ленты 32 в секцию 45 сборки. Секция 45 сборки дополнительно содержит язычок 160, расположенный над проходящей транспортировочной лентой 130 линии сборки. Язычок 160 сужает табачный наполнитель 20 на оберточной бумаге 55, так что язычок 160 и транспортировочная лента 130 образуют проход, который уменьшается в сечении, так что табачный материал сжимается для формирования стержня 170 из табачного материала. Фальцевальный аппарат 180, расположенный ниже по ходу процесса от язычка 160, сжимает табачный материал 20 дополнительно и сгибает бумажное полотно 55 вокруг стержня 170. Аппликатор 184 адгезива наносит адгезив на край бумажного полотна и прикрепляет этот край к накладывающемуся участку бумажного полотна 55. Непрерывный стержень 170 затем проходит в секцию 186 разрезания, где он делится резаком на множество курительных изделий 190, 191. Резак расположен внутри опоры 192 резака.In
Резак синхронизирован с секцией 70 аппликатора, так что стержень 170 режется в таких местах, чтобы рисунок материала замедлителя горения на оберточной бумаге был расположен в определенном положении на каждом из множества курительных изделий 190, 191. В частности, рисунок может быть нанесен на одном конце каждого стержня, предпочтительно продолжаясь поверх первых 25-50% по длине стержня. Фильтр затем прикладывается к концу с рисунком материала замедлителя горения и фиксируется ободочной бумагой известным специалистам в этой области способом.The cutter is synchronized with the
Синхронизация резака, который режет стержень на секции, и позиционирование ободков достигается с помощью механического или электрического средства. При механическом способе привод, который приводит в движение резак, присоединен напрямую посредством ряда соединений с аппликатором добавки. При электрическом способе используется электрический импульс, запускаемый при синхронизации с резаком, чтобы определять время срабатывания механизма аппликатора.The synchronization of the torch, which cuts the rod into sections, and the positioning of the rims is achieved by mechanical or electrical means. In the mechanical method, the drive that drives the cutter is connected directly through a series of connections to the additive applicator. In the electric method, an electric pulse is used, triggered during synchronization with the torch, to determine the response time of the applicator mechanism.
На фиг. 2 показано курительное изделие 1 по настоящему изобретению, которое изготовлено по способу, описанному выше. Курительное изделие 1 включает обернутый стержень 2 табачного материала с фильтром 3 на одном конце. Фильтр присоединен к обернутому стержню 2 ободочной бумагой, и обернутый стержень 2 содержит табачную сердцевину, окруженную оберточной бумагой. Оберточная бумага имеет нанесенный на нее рисунок материала добавки замедлителя горения, рисунок содержит множеств расположенных с промежутком ободков 4. Рисунок расположен на конце фильтра стержня 2. Ободки 4 предпочтительно составляют 1 мм или более в ширину (предпочтительно 2-5 мм), и длина L2 обернутого стержня 2, на который наложены ободки 4, составляет от 25 до 50% от длины L1 всего обернутого стержня 2.In FIG. 2 shows a smoking article 1 of the present invention, which is manufactured by the method described above. The smoking article 1 includes a wrapped rod 2 of tobacco material with a filter 3 at one end. The filter is attached to the wrapped rod 2 with wrapping paper, and the wrapped rod 2 contains a tobacco core surrounded by wrapping paper. The wrapping paper has a drawing of a flame retardant additive material deposited on it, the drawing contains a plurality of rim 4 spaced apart. The pattern is located at the end of the filter rod 2. The rim 4 is preferably 1 mm or more in width (preferably 2-5 mm), and the length L 2 of the wrapped rod 2, on which the rims 4 are superimposed, makes up from 25 to 50% of the length L 1 of the entire wrapped rod 2.
Оберточная бумага обладает проницаемостью менее 15 единиц Кореста на участках без добавки замедлителя горения и более низкой проницаемостью на участках, где нанесена добавка. Предпочтительно бумага обладает проницаемостью от 5 до 10 единиц Кореста на участках без добавки замедлителя горения.Wrapping paper has a permeability of less than 15 Korest units in areas without the addition of a flame retardant and lower permeability in areas where the additive is applied. Preferably, the paper has a permeability of 5 to 10 Korest units in areas without the addition of a flame retardant.
Claims (14)
обеспечение непрерывного полотна оберточной бумаги с проницаемостью менее 15 единиц Кореста из ее источника к секции аппликатора производственной машины для изготовления курительных изделий;
нанесение материала добавки замедлителя горения по заранее определенному рисунку на полотно указанной оберточной бумаги в секции аппликатора, причем на участке бумаги с нанесенным рисунком материал добавки замедлителя горения добавляет 2-5% к массе бумаги;
подачу полотна оберточной бумаги с нанесенной добавкой к секции сборки указанной производственной машины;
обертывание полотна оберточной бумаги с нанесенной добавкой вокруг табачного материала в секции сборки для формирования обернутого стержня; и
разрезание обернутого стержня резаком указанной машины для формирования множества курительных изделий.1. A method of manufacturing a variety of smoking products in a production machine, including:
providing a continuous web of wrapping paper with a permeability of less than 15 Korest units from its source to the applicator section of a manufacturing machine for manufacturing smoking articles;
applying the material of the combustion retardant according to a predetermined pattern on the canvas of the specified wrapping paper in the applicator section, moreover, in the area of the paper with the printed pattern, the material of the additive of the combustion retardant adds 2-5% to the weight of the paper;
feeding a sheet of wrapping paper coated with an additive to an assembly section of said manufacturing machine;
wrapping the wrapping paper web with the additive applied around the tobacco material in an assembly section to form a wrapped core; and
cutting a wrapped rod with a cutter of said machine to form a plurality of smoking articles.
источник бумаги, содержащий непрерывное полотно оберточной бумаги с проницаемостью менее 15 единиц Кореста и выполненный с возможностью подачи этого полотна к секции аппликатора;
секцию аппликатора, выполненную с возможностью нанесения материала добавки замедлителя горения по заранее определенному рисунку на полотно оберточной бумаги, причем на участке бумаги с нанесенным рисунком материал добавки замедлителя горения добавляет 2-5% к массе бумаги;
секцию сборки, выполненную с возможностью приема полотна оберточной бумаги с нанесенной добавкой и обертывания этого полотна вокруг табачного материала для формирования обернутого стержня; и
резак для разрезания обернутого стержня и формирования множества курительных изделий. 14. A machine for manufacturing a variety of smoking articles, including:
a paper source comprising a continuous wrapping paper web with a permeability of less than 15 Korest units and configured to feed this web to the applicator section;
an applicator section configured to apply a combustion retardant additive material according to a predetermined pattern to the wrapping paper web, and in a portion of the printed paper, the combustion retardant additive material adds 2-5% to the weight of the paper;
an assembly section configured to receive a wrapping paper web with the additive applied and wrapping the web around the tobacco material to form a wrapped core; and
a cutter for cutting a wrapped rod and forming a plurality of smoking articles.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0903136.0 | 2009-02-25 | ||
| GBGB0903136.0A GB0903136D0 (en) | 2009-02-25 | 2009-02-25 | Smoking articles and method for manufacturing smoking articles |
| PCT/EP2010/050803 WO2010097258A1 (en) | 2009-02-25 | 2010-01-25 | Smoking articles and method for manufacturing smoking articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011139186A RU2011139186A (en) | 2013-04-10 |
| RU2542548C2 true RU2542548C2 (en) | 2015-02-20 |
Family
ID=40565647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011139186/12A RU2542548C2 (en) | 2009-02-25 | 2010-01-25 | Smoking product and method for smoking product manufacture |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20110315153A1 (en) |
| EP (1) | EP2400864A1 (en) |
| JP (1) | JP6016364B2 (en) |
| KR (1) | KR20110120968A (en) |
| CN (1) | CN102333461A (en) |
| AU (1) | AU2010219107B2 (en) |
| BR (1) | BRPI1007863A2 (en) |
| CA (1) | CA2751670A1 (en) |
| CL (1) | CL2011002058A1 (en) |
| GB (1) | GB0903136D0 (en) |
| MX (1) | MX2011008646A (en) |
| NZ (1) | NZ594550A (en) |
| RU (1) | RU2542548C2 (en) |
| UA (1) | UA102433C2 (en) |
| WO (1) | WO2010097258A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2704375C2 (en) * | 2015-05-29 | 2019-10-28 | Филип Моррис Продактс С.А. | Method for production of cut tobacco filler |
| RU2771509C1 (en) * | 2019-03-22 | 2022-05-05 | Джапан Тобакко Инк. | Method for manufacturing a smoking product |
| RU2795760C2 (en) * | 2018-08-03 | 2023-05-11 | Филип Моррис Продактс С.А. | Reconfigurable wrapping device for forming cylindrical wrapped element, method of reconfiguration of fittings bed in wrapping device and method for manufacturing cylindrical wrapped element using wrapping device |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201007946D0 (en) * | 2010-05-12 | 2010-06-30 | British American Tobacco Co | Filter additive |
| ES2393460B1 (en) * | 2011-06-09 | 2013-10-18 | Miquel Y Costas & Miquel, S.A. | COMPOSITION FOR COVERING A PAPER WRAPPING OF SMOKING ITEMS |
| EP2570041A1 (en) | 2011-09-15 | 2013-03-20 | British American Tobacco (Investments) Limited | Smoking article and manufacture thereof |
| US8807140B1 (en) * | 2012-08-24 | 2014-08-19 | Njoy, Inc. | Electronic cigarette configured to simulate the texture of the tobacco rod and cigarette paper of a traditional cigarette |
| PL3446573T3 (en) * | 2017-08-24 | 2021-05-04 | Jt International S.A. | Wrapping paper for a smoking article |
| GB201719523D0 (en) * | 2017-11-24 | 2018-01-10 | British American Tobacco Investments Ltd | Smoking article |
| GB201908353D0 (en) * | 2019-06-11 | 2019-07-24 | Nicoventures Trading Ltd | A mouthpiece and an article for use in an aerosol provision system |
| JP2023526256A (en) * | 2020-05-19 | 2023-06-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Improved aerosol-generating article with flame retardant wrapper |
| US20230346007A1 (en) * | 2020-05-19 | 2023-11-02 | Philip Morris Products S.A. | Aerosol-generating article with combustion preventing wrapper |
| GB202115008D0 (en) * | 2021-10-20 | 2021-12-01 | Nicoventures Trading Ltd | Article with combustion retarding properties and uses thereof |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0532193A1 (en) * | 1991-09-10 | 1993-03-17 | Philip Morris Products Inc. | Smoking article wrapper for controlling burn rate and method for making same |
| EP1234514A2 (en) * | 2001-02-26 | 2002-08-28 | Lorillard Licensing Company, Llc | A reduced ignition propensity smoking article |
| WO2003034845A1 (en) * | 2001-10-22 | 2003-05-01 | Tann-Papier Gesellschaft M.B.H. | Cigarette having an increased tendency to self-extinguish |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4739775A (en) | 1986-09-26 | 1988-04-26 | Kimberly-Clark Corporation | Wrapper constructions for self-extinguishing and reduced ignition proclivity smoking articles |
| DE3802645A1 (en) | 1988-01-29 | 1989-08-10 | Reemtsma H F & Ph | QUICK OR SELF-EXTINGUISHING CIGARETTE |
| US5152304A (en) * | 1989-10-31 | 1992-10-06 | Philip Morris Incorporated | Wrapper for a smoking article |
| US5105838A (en) * | 1990-10-23 | 1992-04-21 | R.J. Reynolds Tobacco Company | Cigarette |
| EP0483998A1 (en) | 1990-10-30 | 1992-05-06 | Philip Morris Products Inc. | Wrapper making process for smoking articles |
| US5450863A (en) * | 1992-03-18 | 1995-09-19 | Philip Morris Incorporated | Smoking article wrapper and method for making same |
| CA2395465A1 (en) * | 1999-12-27 | 2001-07-05 | Takaichi Yoshida | Cigarette wrapper and cigarette |
| KR100498622B1 (en) * | 2000-09-08 | 2005-07-01 | 니뽄 다바코 산교 가부시키가이샤 | Method and device for producing low flame propagation cigarette |
| US6645605B2 (en) * | 2001-01-15 | 2003-11-11 | James Rodney Hammersmith | Materials and method of making same for low ignition propensity products |
| US7073514B2 (en) * | 2002-12-20 | 2006-07-11 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US6976493B2 (en) * | 2002-11-25 | 2005-12-20 | R.J. Reynolds Tobacco Company | Wrapping materials for smoking articles |
| US6779530B2 (en) * | 2002-01-23 | 2004-08-24 | Schweitzer-Mauduit International, Inc. | Smoking articles with reduced ignition proclivity characteristics |
| US20040261805A1 (en) | 2002-04-30 | 2004-12-30 | Brown & Williamson Tobacco Corporation | Smoking article |
| EP2172119B1 (en) * | 2002-11-25 | 2011-09-28 | R.J. Reynolds Tobacco Company | Wrapping materials for smoking articles |
| US7234471B2 (en) * | 2003-10-09 | 2007-06-26 | R. J. Reynolds Tobacco Company | Cigarette and wrapping materials therefor |
| US7281540B2 (en) * | 2002-12-20 | 2007-10-16 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| DE102005035701A1 (en) * | 2005-07-27 | 2007-02-08 | Hauni Maschinenbau Ag | Printing unit of the tobacco processing industry |
-
2009
- 2009-02-25 GB GBGB0903136.0A patent/GB0903136D0/en not_active Ceased
-
2010
- 2010-01-25 KR KR1020117022369A patent/KR20110120968A/en active Search and Examination
- 2010-01-25 JP JP2011550496A patent/JP6016364B2/en not_active Expired - Fee Related
- 2010-01-25 AU AU2010219107A patent/AU2010219107B2/en not_active Ceased
- 2010-01-25 CA CA2751670A patent/CA2751670A1/en not_active Abandoned
- 2010-01-25 US US13/203,118 patent/US20110315153A1/en not_active Abandoned
- 2010-01-25 EP EP10701147A patent/EP2400864A1/en not_active Withdrawn
- 2010-01-25 CN CN2010800093326A patent/CN102333461A/en active Pending
- 2010-01-25 NZ NZ594550A patent/NZ594550A/en not_active IP Right Cessation
- 2010-01-25 RU RU2011139186/12A patent/RU2542548C2/en not_active IP Right Cessation
- 2010-01-25 BR BRPI1007863A patent/BRPI1007863A2/en not_active IP Right Cessation
- 2010-01-25 UA UAA201111255A patent/UA102433C2/en unknown
- 2010-01-25 WO PCT/EP2010/050803 patent/WO2010097258A1/en active Application Filing
- 2010-01-25 MX MX2011008646A patent/MX2011008646A/en active IP Right Grant
-
2011
- 2011-08-23 CL CL2011002058A patent/CL2011002058A1/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0532193A1 (en) * | 1991-09-10 | 1993-03-17 | Philip Morris Products Inc. | Smoking article wrapper for controlling burn rate and method for making same |
| EP1234514A2 (en) * | 2001-02-26 | 2002-08-28 | Lorillard Licensing Company, Llc | A reduced ignition propensity smoking article |
| WO2003034845A1 (en) * | 2001-10-22 | 2003-05-01 | Tann-Papier Gesellschaft M.B.H. | Cigarette having an increased tendency to self-extinguish |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2704375C2 (en) * | 2015-05-29 | 2019-10-28 | Филип Моррис Продактс С.А. | Method for production of cut tobacco filler |
| US11044936B2 (en) | 2015-05-29 | 2021-06-29 | Philip Morris Products S.A. | Method of making tobacco cut filler |
| RU2795760C2 (en) * | 2018-08-03 | 2023-05-11 | Филип Моррис Продактс С.А. | Reconfigurable wrapping device for forming cylindrical wrapped element, method of reconfiguration of fittings bed in wrapping device and method for manufacturing cylindrical wrapped element using wrapping device |
| RU2771509C1 (en) * | 2019-03-22 | 2022-05-05 | Джапан Тобакко Инк. | Method for manufacturing a smoking product |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6016364B2 (en) | 2016-10-26 |
| AU2010219107A1 (en) | 2011-09-01 |
| US20110315153A1 (en) | 2011-12-29 |
| RU2011139186A (en) | 2013-04-10 |
| CL2011002058A1 (en) | 2012-04-20 |
| KR20110120968A (en) | 2011-11-04 |
| CA2751670A1 (en) | 2010-09-02 |
| EP2400864A1 (en) | 2012-01-04 |
| GB0903136D0 (en) | 2009-04-08 |
| NZ594550A (en) | 2013-03-28 |
| BRPI1007863A2 (en) | 2016-02-23 |
| CN102333461A (en) | 2012-01-25 |
| MX2011008646A (en) | 2011-09-06 |
| AU2010219107B2 (en) | 2014-10-02 |
| UA102433C2 (en) | 2013-07-10 |
| JP2012518393A (en) | 2012-08-16 |
| WO2010097258A1 (en) | 2010-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2542548C2 (en) | Smoking product and method for smoking product manufacture | |
| JP6768032B2 (en) | Flavored rods for use in aerosol-generating articles | |
| JP6668318B2 (en) | Electrically operated aerosol generation system | |
| JP3782394B2 (en) | Low fire spread cigarette manufacturing method and low fire spread cigarette manufacturing apparatus | |
| TW552115B (en) | Low-spreading smoking article and its manufacturing method | |
| RU2352228C1 (en) | Device for production of rodlike smoking products | |
| RU2628987C2 (en) | Mixed rods for use in aerosol-generating products | |
| AU2012264671B2 (en) | Rods for use in smoking articles | |
| CA3075903C (en) | Aerosol-generating material rod segment | |
| CN101939485B (en) | Cigarette packaging material manufacturing method | |
| KR20160072091A (en) | Heated aerosol-generating articles comprising improved rods | |
| EA000312B1 (en) | Cigarette and method of manufacturing cigarette for electrical smoking system | |
| MX2012012134A (en) | Method for manufacturing smoking articles and smoking articles. | |
| JP2023082072A (en) | Apparatus and method for producing rod of aerosol-generating material | |
| JP2022507374A (en) | Additive aggregate | |
| MXPA97009722A (en) | Cigarette and method to manufacture a cigarette for an electrical system for fu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20180126 |