RU2464530C2 - Контрольно-сортировочный комплекс - Google Patents
Контрольно-сортировочный комплекс Download PDFInfo
- Publication number
- RU2464530C2 RU2464530C2 RU2010146512/28A RU2010146512A RU2464530C2 RU 2464530 C2 RU2464530 C2 RU 2464530C2 RU 2010146512/28 A RU2010146512/28 A RU 2010146512/28A RU 2010146512 A RU2010146512 A RU 2010146512A RU 2464530 C2 RU2464530 C2 RU 2464530C2
- Authority
- RU
- Russia
- Prior art keywords
- measuring
- pneumatic
- nozzles
- pair
- length
- Prior art date
Links
- 238000005259 measurement Methods 0.000 claims abstract description 10
- 238000003860 storage Methods 0.000 claims abstract description 9
- 238000004891 communication Methods 0.000 claims abstract description 7
- 238000012545 processing Methods 0.000 claims abstract description 5
- 238000012544 monitoring process Methods 0.000 claims description 4
- 241000208202 Linaceae Species 0.000 claims 1
- 235000004431 Linum usitatissimum Nutrition 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 2
- 230000007246 mechanism Effects 0.000 abstract 2
- 230000014759 maintenance of location Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000002360 preparation method Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
Images
Landscapes
- Sorting Of Articles (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Measuring Arrangements Characterized By The Use Of Fluids (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
Abstract
Изобретение относится к области контрольно-измерительной техники и направлено на повышение производительности и точности сортировки по размерным группам цилиндрических деталей. Этот технический результат обеспечивается за счет того, что комплекс содержит загрузочное устройство, транспортер с приводом, измерительную станцию, состоящую из двух пневматических измерительных элементов для контроля длины и диаметра цилиндрических деталей, соединенную с измерительным прибором, исполнительные устройства, накопители деталей, систему управления с запоминающим устройством, соединенную с исполнительными устройствами, измерительным прибором и приводом. При этом измерительный элемент выполнен в виде пневматического кольца, содержащего три пары измерительных сопел, расположенных в трех радиальных сечениях, развернутых относительно друг друга на 60°, а каждая пара противоположных сопел соединена линией связи с измерительным прибором. Измерительный прибор выполнен в виде трех двухканальных пневмоэлектронных длиномеров, а каждый измерительный канал содержит измерительную камеру с пневмоэлектронным преобразователем, блок обработки измерений и соединен с одной парой измерительных сопел. 5 з.п. ф-лы, 2 ил.
Description
Изобретение относится к контрольно-измерительной технике и может быть использовано для пневматического контроля и сортировки на размерные группы цилиндрических деталей.
Известно устройство контрольно-сортировочного автомата, RU №2317156, публ. 20.02.2008, принятое в качестве прототипа, состоящее из загрузочного устройства, транспортера с приводом, измерительного устройства, соединенного с измерительным прибором, исполнительных устройств, накопителей деталей, системы управления с запоминающим устройством, соединенной с исполнительными устройствами, измерительным прибором и приводом. Измерительное устройство содержит два пневматических измерительных элемента для контроля длины и диаметра цилиндрических деталей, установленных перпендикулярно друг другу и образующих две измерительные позиции с единой базирующей поверхностью, систему сопел, соединенных с измерительным прибором.
При этом первый пневматический измерительный элемент для контроля длины цилиндрических деталей выполнен в виде пневматической измерительной скобы, содержащей три пары измерительных сопел, а второй измерительный элемент для контроля диаметра цилиндрических деталей выполнен в виде пневматической измерительной скобы, содержащей базирующую поверхность, перпендикулярную ей опорную поверхность, два сопла, расположенных на оси параллельной опорной поверхности, удаленной от нее на величину половины диаметра.
Недостатками известного устройства являются недостаточная точность сортировки ввиду отсутствия контроля овальности деталей, низкая производительность, связанная с необходимостью вращения контролируемой детали с целью определения максимального диаметра.
Задачей заявляемого изобретения является повышение производительности и точности сортировки по группам.
Указанный технический результат достигается тем, что контрольно-сортировочный комплекс содержит загрузочное устройство, транспортер с приводом, измерительную станцию, состоящую из двух пневматических измерительных элементов для контроля длины и диаметра цилиндрических деталей, соединенную с измерительным прибором, исполнительные устройства, накопители деталей, систему управления с запоминающим устройством, соединенную с исполнительными устройствами, измерительным прибором и приводом, при этом измерительный элемент для контроля диаметра цилиндрических деталей выполнен в виде пневматического измерительного кольца, содержащего три пары измерительных сопел, расположенных в трех радиальных сечениях, развернутых относительно друг друга на 60°, при этом каждая пара противоположных сопел соединена линией связи с измерительным прибором.
Измерительный элемент для контроля длины цилиндрических деталей выполнен в виде пневматической измерительной скобы, содержащей три пары измерительных сопел, при этом каждая пара сопел установлена на оси, параллельной оси детали, проходящей через ее торцевые поверхности, и удалена от осей двух других пар на угол 120 градусов, при этом каждая пара сопел соединена линией связи с измерительным прибором,
Измерительный прибор выполнен в виде трех двухканальных пневмоэлектронных длиномеров, при этом каждый измерительный канал содержит измерительную камеру с пневмоэлектронным преобразователем, блок обработки измерений и соединен с одной парой измерительных сопел.
В отличие от прототипа, в котором измерение диаметра ролика производится в одном случайном сечении с помощью двухсопловой скобы, в заявляемом комплексе измерение диаметра производится в трех радиальных сечениях, развернутых относительно друг друга на 60°.
Измерение диаметра ролика с помощью шестисоплового пневматического измерительного кольца позволило отказаться от необходимости вращения ролика, при этом повысить производительность контроля и максимально уменьшить влияние овальности ролика на результат определения его максимального диаметра.
Применение сортирующего устройства позволяющего рассортировать контролируемые ролики в 44 приемника, позволило полностью перекрыть весь диапазон измерения как по длине, так и по диаметру, полностью отказаться от необходимости переналадок автомата и значительно повысило производительность контроля.
Устройство контрольно-сортировочного комплекса поясняется чертежами.
На Фиг.1 изображена метрологическая схема измерительной станции контрольно-сортировочного комплекса.
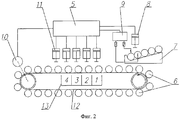
На Фиг.2 изображена структурная схема комплекса с двумя позициями измерения.
Контрольно-сортировочный комплекс содержит блок подготовки воздуха 1, измерительный прибор, выполненный в виде двухканальных длинномеров 2, 3, 4, блок системы управления 5, спутники (втулки) 6, измерительную станцию 7 для контроля длины и диаметра цилиндрических деталей, толкатель 8 детали в измерительной станции, индикаторы 9, электропривод транспортера 10, толкатели 11, соединенные с измерительной станцией 5, транспортер 12, накопители 13.
Блок подготовки воздуха 1 служит для питания пневматической измерительной оснастки автомата очищенным и стабилизированным по давлению воздухом.
Три измерительных канала служат для контроля диаметра, остальные три используются для контроля длины деталей. Каждый измерительный канал соединен с блоком подготовки воздуха 1 и содержит две измерительные камеры с пневмоэлектронными преобразователями, соединенными с блоком обработки измерений (БОИ), который соединен с системой управления 5, цифровые и предельные индикаторы 9.
Измерительная станция 7 состоит из двух измерительных элементов, образующих две измерительные позиции.
Первый измерительный элемент (ИЭ1) для контроля длины деталей выполнен в виде пневматической измерительной скобы, содержащей три пары измерительных сопел, при этом каждая пара сопел установлена на оси, параллельной оси детали, проходящей через ее торцевые поверхности, и удалена от осей двух других пар на угол 120 градусов. Каждая пара сопел соединена линиями связи с соответствующими измерительными камерами трех измерительных каналов длиномеров 3 и 4.
Второй измерительный элемент (ИЭ2) для контроля диаметра деталей выполнен в виде пневматического измерительного кольца, три пары измерительных сопел которого, расположены в трех радиальных сечениях, развернутых относительно друг друга на 60°, при этом каждая пара противоположных сопел соединена линией связи с длиномерами 2 и 3.
Электронная система управления 5 содержит запоминающее устройство и соединена с исполнительными устройствами 8, 11, приводом транспортера 10, блоками обработки измерений (БОИ) приборов 2, 3, 4.
Исполнительные устройства 8, 11 выполнены в виде управляемых пневматических цилиндров, штоки которых имеют диаметры контролируемых деталей.
Исполнительное устройство 8 установлено напротив второй измерительной позиции и служит для загрузки контролируемой детали в спутник 6 транспортера 12.
Исполнительное устройство 11 содержит несколько управляемых пневматических цилиндров по количеству накопителей 13 и служит для извлечения деталей из транспортера 12 в соответствующие накопители 13.
Накопители деталей 13 снабжены датчиками наполнения и сигнальными лампами.
Контрольно-сортировочный автомат работает следующим образом.
Процесс рассортировки роликов происходит следующим образом.
Воздух поступает в блок подготовки воздуха 1, где проходит первичную очистку от влаги, масла и пыли. Затем воздух через входные сопла поступает в длиномеры 2, 3, 4 и далее в сопла измерительной станции 7. В первом измерительном элементе (ИЭ1) производится контроль длины деталей, а во втором (ИЭ2) производится контроль диаметра деталей. Результаты измерения выдаются в числовом виде на индикаторы 9 приборов.
После измерения размеров ролика в измерительной станции 7, связанной с системой управления 5, по сигналу последней толкатель 8 выталкивает измеренный ролик в спутник (втулку) 6 цепного конвейера 12. При обратном ходе толкателя 8 в измерительную позицию измерительной станции 7 скатывается следующий ролик. Цепной конвейер 12 с помощью сервопривода 10 перемещается на один шаг вдоль ряда накопителей 13.
Система управления 5 запоминает результат измерения (номер группы накопителя) и по достижении спутником 6 накопителя 13, соответствующего результатам измерения, подает сигнал толкателю 11 данного накопителя и тот сбрасывает в него проконтролированный ролик из спутника 6.
По мере заполнения накопителей роликами загорается соответствующая сигнальная лампа наполнения.
Имеется система блокировок и диагностирования причин остановок автомата в процессе работы.
Таким образом, применение измерительного элемента для контроля диаметра цилиндрических деталей в виде пневматического измерительного кольца, содержащего три пары измерительных сопел, расположенных в трех радиальных сечениях, развернутых относительно друг друга на 60°, позволило повысить производительность контроля и существенно уменьшить погрешность сортировки, связанную с овальностью деталей.
Claims (6)
1. Контрольно-сортировочный комплекс, содержащий загрузочное устройство, транспортер с приводом, измерительную станцию, состоящую из двух пневматических измерительных элементов для контроля длины и диаметра цилиндрических деталей, соединенную с измерительным прибором, исполнительные устройства, накопители деталей, систему управления с запоминающим устройством, соединенную с исполнительными устройствами, измерительным прибором и приводом, отличающийся тем, что измерительный элемент для контроля диаметра цилиндрических деталей выполнен в виде пневматического измерительного кольца, содержащего три пары измерительных сопел, расположенных в трех радиальных сечениях, развернутых относительно друг друга на 60°, при этом каждая пара противоположных сопел соединена линией связи с измерительным прибором.
2. Устройство по п.1, отличающееся тем, что пневматический измерительный элемент для контроля длины цилиндрических деталей выполнен в виде пневматической измерительной скобы, содержащей три пары измерительных сопел, при этом каждая пара сопел установлена на оси, параллельной оси детали, проходящей через ее торцевые поверхности, и удалена от осей двух других пар на угол 120°, при этом каждая пара сопел соединена линией связи с измерительным прибором.
3. Устройство по п.1, отличающееся тем, что измерительный прибор выполнен в виде трех двухканальных пневмоэлектронных длиномеров, при этом каждый измерительный канал содержит измерительную камеру с пневмоэлектронным преобразователем, блок обработки измерений и соединен с одной парой измерительных сопел.
4. Устройство по п.1, отличающееся тем, что исполнительные устройства выполнены в виде управляемых пневматических цилиндров, штоки которых имеют диаметры контролируемых роликов.
5. Устройство по п.1, отличающееся тем, что транспортер содержит спутники, выполненные в виде втулок с цанговыми зажимами.
6. Устройство по п.1, отличающееся тем, что накопители деталей снабжены датчиками наполнения и сигнальными лампами.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010146512/28A RU2464530C2 (ru) | 2010-11-15 | 2010-11-15 | Контрольно-сортировочный комплекс |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010146512/28A RU2464530C2 (ru) | 2010-11-15 | 2010-11-15 | Контрольно-сортировочный комплекс |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010146512A RU2010146512A (ru) | 2012-05-20 |
| RU2464530C2 true RU2464530C2 (ru) | 2012-10-20 |
Family
ID=46230375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010146512/28A RU2464530C2 (ru) | 2010-11-15 | 2010-11-15 | Контрольно-сортировочный комплекс |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2464530C2 (ru) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4098408A (en) * | 1976-10-22 | 1978-07-04 | The United States Of America As Represented By The United States Department Of Energy | Automatic inspection system for nuclear fuel pellets or rods |
| RU2258904C1 (ru) * | 2004-05-07 | 2005-08-20 | Закрытое акционерное общество "РС-Лизинг" | Способ пневматического измерения линейных размеров и устройство для его осуществления |
| CN201327385Y (zh) * | 2008-12-29 | 2009-10-14 | 宁波江北菲斯特机械有限公司 | 一种孔内径测量仪 |
-
2010
- 2010-11-15 RU RU2010146512/28A patent/RU2464530C2/ru active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4098408A (en) * | 1976-10-22 | 1978-07-04 | The United States Of America As Represented By The United States Department Of Energy | Automatic inspection system for nuclear fuel pellets or rods |
| RU2258904C1 (ru) * | 2004-05-07 | 2005-08-20 | Закрытое акционерное общество "РС-Лизинг" | Способ пневматического измерения линейных размеров и устройство для его осуществления |
| CN201327385Y (zh) * | 2008-12-29 | 2009-10-14 | 宁波江北菲斯特机械有限公司 | 一种孔内径测量仪 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2010146512A (ru) | 2012-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102865980A (zh) | 三工位活塞环漏光度与闭口间隙自动检测仪及其标定块 | |
| WO2015014045A1 (zh) | 多轴真空机械手轴系精度测试装置 | |
| CN104880674B (zh) | 一种电池在线检测装置 | |
| CN106840080B (zh) | 空间三点平面校准机械手以及重置自查方法以及校准方法 | |
| CN202833420U (zh) | 一种行程控制气缸及对中装置 | |
| CN107166174B (zh) | 一种海底管道内检测器的实时跟踪与定位系统及方法 | |
| KR101090105B1 (ko) | 원통형 물체 표면 검사 장치 | |
| CN104107807A (zh) | 一种薄壁轴承套圈内外径气动测量装置 | |
| CN202853868U (zh) | 三工位活塞环漏光度与闭口间隙自动检测仪 | |
| CN116989647B (zh) | 一种管道同轴度检测机器人及自动化生产线 | |
| RU2464530C2 (ru) | Контрольно-сортировочный комплекс | |
| CN106006004A (zh) | 一种锆棒超声检测系统用自动上下料装置 | |
| CN103852035A (zh) | 细杆直线度或同轴度的测量机构及采用该机构实现细杆直线度或同轴度的测量方法 | |
| CN201184784Y (zh) | 一种全自动快速的光纤活动连接器插针体测试系统 | |
| WO2012100363A3 (de) | Verfahren und vorrichtung zur messung der reflektionseigenschaften eines reflektors | |
| CN117214185B (zh) | 一种油气管具管螺纹自动测量装置 | |
| CN106769469B (zh) | 一种用于气门摩擦焊屈服强度检测的自动化设备 | |
| RU2317156C2 (ru) | Контрольно-сортировочный автомат | |
| CN202362215U (zh) | 管状物体检验装置 | |
| CN107990819A (zh) | 一种多角度膜厚检测装置 | |
| CA2652829A1 (en) | Measuring device for multiple tube sections | |
| CN204064278U (zh) | 一种轴类零件尺寸在线检测装置 | |
| CN216955044U (zh) | 一种管材的干检测漏装置 | |
| CN201449398U (zh) | 一种新型电容测试上料机构 | |
| CN110374961A (zh) | 一种足式机器人液压作动器自动标定装置及标定方法 |