RU2456352C1 - Procedure and device for thermal treatment of rails - Google Patents
Procedure and device for thermal treatment of rails Download PDFInfo
- Publication number
- RU2456352C1 RU2456352C1 RU2010145748/02A RU2010145748A RU2456352C1 RU 2456352 C1 RU2456352 C1 RU 2456352C1 RU 2010145748/02 A RU2010145748/02 A RU 2010145748/02A RU 2010145748 A RU2010145748 A RU 2010145748A RU 2456352 C1 RU2456352 C1 RU 2456352C1
- Authority
- RU
- Russia
- Prior art keywords
- rail
- cooling
- water
- air
- temperature
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/04—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rails
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/56—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering characterised by the quenching agents
- C21D1/613—Gases; Liquefied or solidified normally gaseous material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D10/00—Modifying the physical properties by methods other than heat treatment or deformation
- C21D10/005—Modifying the physical properties by methods other than heat treatment or deformation by laser shock processing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Abstract
Description
Изобретение относится к области черной металлургии, в частности к способам термической обработки рельсов, в т.ч. железнодорожных рельсов.The invention relates to the field of ferrous metallurgy, in particular to methods for heat treatment of rails, including railway rails.
Известен способ охлаждения рельса (патент RU 2266966 C21D 9/04, C21D 11/00, C21D 1/02), включающий пропускание нагретого рельса через участок охлаждения с входной и выходной областями и охлаждение до преобразования микроструктуры рельса в перлитную или ферритно-перлитную микроструктуру, отличающийся тем, что рельс пропускают через участок охлаждения, состоящий из отдельных, независимых, последовательно расположенных вдоль длины участка охлаждения охлаждающих модулей с независимо регулируемыми параметрами охлаждения и с промежуточными областями, расположенными между охлаждающими модулями для снятия структурных напряжений, со средствами для определения действительной температуры головки рельса. В зависимости от соответствующего значения действительной температуры детали в промежуточной области регулируют параметры интенсивности охлаждения, по меньшей мере, соответственно следующего охлаждающего модуля для обеспечения заданной температуры головки рельса во время всего прохождения участка охлаждения, превышающей критическую температуру образования бейнитной структуры.A known method of cooling a rail (patent RU 2266966
К недостатку данного способа можно отнести ограниченный диапазон регулировки скоростей охлаждения в процессе режима охлаждения. Кроме того, на поверхности головки падение температуры в течение первых 4-5 с режима охлаждения достигает 350°C - 450°C, что может приводить к образованию бейнитных структур в микроструктуре поверхностных слоев рельса. Таким образом, основным недостатком этого способа являются высокие колебания температуры на поверхности головки рельса (от 350°C до 100°C), что может приводить к неоднородности макроструктуры.The disadvantage of this method can be attributed to the limited range of adjustment of cooling rates during the cooling mode. In addition, the temperature drop on the surface of the head during the first 4-5 s of the cooling regime reaches 350 ° C - 450 ° C, which can lead to the formation of bainitic structures in the microstructure of the surface layers of the rail. Thus, the main disadvantage of this method is the high temperature fluctuations on the surface of the rail head (from 350 ° C to 100 ° C), which can lead to heterogeneity of the macrostructure.
Другим недостатком является неоднородность термообработки по длине рельса, так как при проходном режиме термообработки с регулированием интенсивности охлаждения в отдельных независимых модулях различные участки рельса проходят различные режимы охлаждения.Another disadvantage is the heterogeneity of the heat treatment along the length of the rail, since in the continuous heat treatment mode with regulation of the cooling intensity in separate independent modules, different sections of the rail go through different cooling modes.
Известен способ и устройство дифференцированной закалки с охлаждением головки и подошвы рельса сжатым воздухом через систему коллекторов с отверстиями (соплами) (патент US 4913747, МПК C21D 9/04). Данный патент выбран как прототип устройства термической обработки рельса.A known method and device of differentiated hardening with cooling of the rail head and sole of the rail using compressed air through a system of collectors with holes (nozzles) (US patent 4913747, IPC
Устройство состоит из:The device consists of:
механизмов загрузки, выгрузки, позиционирования и фиксации рельса в положении головкой вверх (на подошве), турбокомпрессора, системы воздуховодов и коллекторов с отверстиями (соплами) для подачи охлаждающей среды на рельс, механизмов позиционирования верхних, нижних и боковых коллекторов с частью подводящих воздуховодов, систему регулирования подачи воздуха и систему контроля температуры.mechanisms for loading, unloading, positioning and fixing the rail in a head up (on the sole) position, a turbocharger, a duct system and manifolds with openings (nozzles) for supplying a cooling medium to a rail, positioning mechanisms of the upper, lower, and side manifolds with a part of the supply ducts, the system air supply regulation and temperature control system.
Данный способ и устройство позволяют производить термическую обработку рельсов только из легированных и высокоуглеродистых (заэвтектоидных с содержанием углерода 0,9÷1,2 вес.%) сталей.This method and device allows heat treatment of rails only from alloyed and high carbon (hypereutectoid with a carbon content of 0.9 ÷ 1.2 wt.%) Steels.
Основным недостатком способа и устройства является узкий интервал регулирования скоростей охлаждения, обеспечивающий термообработку рельсов со скоростями до 4,5°C/с, поскольку охлаждающей средой является воздух, что не позволяет производить термическую обработку рельсов из углеродистой нелегированной стали, так как для этого необходимы скорости охлаждения существенно более высокие (10°C/с и более).The main disadvantage of the method and device is the narrow range of regulation of cooling rates, providing heat treatment of rails with speeds up to 4.5 ° C / s, since the cooling medium is air, which does not allow heat treatment of rails made of carbon unalloyed steel, since this requires speed cooling significantly higher (10 ° C / s or more).
Другой недостаток устройства состоит в использовании мощных приводов и сложных металлоконструкций, так как для термической обработки каждого рельса необходимо поднимать и опускать конструкцию верхних и боковых коллекторов охлаждения рельса с частью подводящих воздуховодов.Another disadvantage of the device is the use of powerful drives and complex metal structures, since for the heat treatment of each rail it is necessary to raise and lower the design of the upper and side rail cooling collectors with part of the supply ducts.
Известен другой способ термической обработки рельсов (патент RU 2280700 С21B 9/04), включающий непрерывное охлаждение головки с последующим регулируемым охлаждением элементов профиля рельса, отличающийся тем, что рельс с прокатного нагрева подстуживают до температуры 820-870°C и охлаждают в двух средах: первоначально сжатым воздухом с поверхности головки в течение 20-30 с при расходе воздуха 3000-4000 м3/ч, при температуре воздуха 10-25°C и давлении 0,55 МПа, затем производят охлаждение головки водовоздушной смесью при расходе воды 25-30 л/мин, температуре воды 10-30°C и давлении 0,3-0,4 МПа, одновременно с охлаждением головки рельса производится охлаждение подошвы водовоздушной смесью при температуре воды 10-30°C, расходе 6-7 л/мин и давлении 0,08-0,09 МПа.There is another method of heat treatment of rails (patent RU 2280700 C21B 9/04), including continuous cooling of the head, followed by controlled cooling of the rail profile elements, characterized in that the rail from rolling heating is cooled to a temperature of 820-870 ° C and cooled in two environments: initially compressed air from the surface of the head for 20-30 s at an air flow rate of 3000-4000 m 3 / h, at an air temperature of 10-25 ° C and a pressure of 0.55 MPa, then the head is cooled with a water-air mixture at a water flow rate of 25-30 l / min,
Данный способ применим для термической обработки рельсов из нелегированных углеродистых (доэвтектоидных) сталей, но ограничен для термообработки заэвтектоидных и легированных сталей, что является его существенным недостатком.This method is applicable for the heat treatment of rails from unalloyed carbon (hypereutectoid) steels, but is limited for the heat treatment of hypereutectoid and alloy steels, which is its significant drawback.
К другим недостаткам данного способа относится: резкое изменение скорости охлаждения рельса после подачи водовоздушной смеси с расходом воды 25-30 л/мин на профиль рельса, что нарушает принцип однородного охлаждения и может привести к образованию неоднородности макро- и микроструктуры. А также использование воздуха с высоким давлением 0,55 МПа, при указанных его расходах, влечет необходимость применения высокомощных компрессоров и высокообъемных ресиверов, что приведет к усложнению устройства и высоким энергозатратам.Other disadvantages of this method include: a sharp change in the cooling rate of the rail after the air-water mixture is supplied with a water flow rate of 25-30 l / min to the rail profile, which violates the principle of uniform cooling and can lead to the formation of heterogeneity of macro- and microstructure. And also the use of air with a high pressure of 0.55 MPa, at its indicated costs, entails the need for high-power compressors and high-volume receivers, which will lead to the complication of the device and high energy consumption.
Задачами заявляемых способа и устройства являются: регулирование охлаждающей способности газовой охлаждающей среды как импульсно квазинепрерывно, так и непрерывно, расширение диапазона и плавности регулирования скоростей охлаждения, сокращение времени термической обработки рельсов, возможность термообработки рельсов из нелегированных и легированных сталей, получение высокой твердости по поверхности катания, повышение пластических и прочностных свойств термообработанной стали, упрощение устройства и снижение энергозатрат.The objectives of the proposed method and device are: regulation of the cooling ability of the gas cooling medium both impulse quasi-continuously and continuously, expanding the range and smoothness of regulation of cooling rates, reducing the time of heat treatment of rails, the possibility of heat treatment of rails from unalloyed and alloyed steels, obtaining high hardness on the rolling surface , increasing the plastic and strength properties of heat-treated steel, simplifying the device and reducing energy consumption.
Техническим результатом является создание способа и устройства, позволяющих:The technical result is the creation of a method and device that allows:
- регулировать охлаждающую способность газовой охлаждающей среды как импульсно квазинепрерывно, так и непрерывно по программно заданному режиму;- to regulate the cooling ability of the gas cooling medium as a pulse quasicontinuously, or continuously according to the programmed mode;
- осуществлять термическую обработку рельсов из углеродистых нелегированных (доэвтектоидных и заэвтектоидных) и легированных сталей;- carry out the heat treatment of rails from carbon unalloyed (hypereutectoid and hypereutectoid) and alloy steels;
- производить охлаждение рельсов со скоростями охлаждения в пределах 2-20°C/с;- produce cooling of rails with cooling rates in the range of 2-20 ° C / s;
- квазинепрерывно плавно или резко изменять скорости охлаждения в процессе термообработки на различных стадиях охлаждения;- quasi-continuously smoothly or abruptly change the cooling rate during the heat treatment at various stages of cooling;
- снизить давление в системе подачи газовой охлаждающей среды;- reduce the pressure in the gas cooling medium supply system;
- получить однородную мелкодисперсную перлитную структуру (сорбит закалки) на глубину более 22 мм от поверхности за счет интенсификации охлаждающей способности газовой среды в процессе охлаждения;- to obtain a homogeneous finely dispersed pearlite structure (sorbitol quenching) to a depth of more than 22 mm from the surface due to the intensification of the cooling ability of the gaseous medium during cooling;
- получить твердость по поверхности катания до НВ401, повысить пластические и прочностные свойства термообработанной стали за счет уменьшения дисперсности перлита;- to obtain hardness on the rolling surface to HB401, to increase the plastic and strength properties of heat-treated steel by reducing the dispersion of perlite;
- сократить общее время термообработки рельса, упростить устройство и снизить энергозатраты.- reduce the total heat treatment time of the rail, simplify the device and reduce energy consumption.
Технический результат достигают способом термической обработки рельсов, включающим непрерывное охлаждение с прокатного и/или повторного нагрева от температуры не ниже температуры аустенизации одновременно головки и подошвы рельса, согласно изобретению охлаждение рельса осуществляют воздушной средой с регулированием степени влажности воздуха и ее давления в процессе термообработки, при этом регулирование охлаждающей способности среды производят путем импульсной квазинепрерывной и/или непрерывной инжекции воды в поток воздуха по программно заданному режиму. Кроме того, регулируют подачу газовой среды, в зависимости от химического состава рельсовой стали, с расходом 10÷60 м3/мин на метр погонный рельса, при этом расход инжектируемой воды изменяют до 12 л/мин на один метр погонный рельса.The technical result is achieved by a method of heat treatment of rails, including continuous cooling from rolling and / or reheating from a temperature not lower than the austenization temperature of the head and sole of the rail at the same time, according to the invention, the rail is cooled by air with regulation of the degree of air humidity and its pressure during heat treatment, when this regulation of the cooling ability of the medium is carried out by pulsed quasi-continuous and / or continuous injection of water into the air stream through rogrammno preset mode. In addition, the gas flow is regulated, depending on the chemical composition of the rail steel, with a flow rate of 10 ÷ 60 m 3 / min per meter of running rail, while the flow rate of injected water is changed to 12 l / min per one running meter of rail.
Кроме того, регулируют подачу газовой среды в зависимости от начальной температуры рельса, величин влажности и температуры исходного воздуха и температуры воды.In addition, the flow of the gas medium is regulated depending on the initial rail temperature, the values of humidity and the temperature of the source air and the temperature of the water.
Кроме того, содержание воды в газовой среде составляет до 0,2 литра воды на кубический метр воздуха.In addition, the water content in the gas medium is up to 0.2 liters of water per cubic meter of air.
Кроме того, давление газовой среды регулируют в пределах 0,005÷0,1 МПа.In addition, the pressure of the gas medium is regulated within the range of 0.005 ÷ 0.1 MPa.
Кроме того, скорость охлаждения регулируют в диапазоне 2÷20°C/с.In addition, the cooling rate is regulated in the range of 2 ÷ 20 ° C / s.
Технический результат способа термической обработки рельсов осуществляют на устройстве для термической обработки рельсов, включающем в себя механизмы загрузки, выгрузки, позиционирования и фиксации рельса, турбокомпрессор, систему воздуховодов и коллекторов с сопловыми отверстиями для подачи охлаждающей среды одновременно на головку и подошву рельса, механизмы позиционирования воздуховодов и коллекторов с сопловыми отверстиями, систему регулирования подачи охлаждающей среды, систему контроля температуры, отличающемся тем, что оно имеет систему импульсной квазинепрерывной и/или непрерывной инжекции воды в газовый поток, содержащую емкость для воды, систему водных трубопроводов, регуляторы расхода и давления воды, управляемые клапаны, управляемые регулирующие клапаны, импульсные инжекторы с системой управления, позволяющей производить инжектирование воды в импульсном квазинепрерывном и/или непрерывном режиме по программно заданному режиму.The technical result of the method of heat treatment of rails is carried out on a device for heat treatment of rails, which includes mechanisms for loading, unloading, positioning and fixing the rail, a turbocharger, a duct system and manifolds with nozzle openings for supplying a cooling medium simultaneously to the rail head and sole, duct positioning mechanisms and collectors with nozzle openings, a cooling medium control system, a temperature control system, characterized in that it has a system of pulsed quasi-continuous and / or continuous injection of water into a gas stream containing a water tank, a system of water pipelines, flow regulators and pressure regulators, controlled valves, controlled control valves, pulse injectors with a control system that allows water injection in a pulsed quasi-continuous and / or continuous mode in software defined mode.
Кроме того, для регулирования расхода и давления газовой среды в соответствии с программно заданным режимом система имеет редукционный и регулирующий клапаны. Кроме того, система управления позволяет определять температуру рельса, температуру и влажность исходной газовой среды, температуру воды и на основе полученных данных корректировать режим охлаждения.In addition, to regulate the flow and pressure of the gaseous medium in accordance with the programmed mode, the system has pressure reducing and control valves. In addition, the control system allows you to determine the temperature of the rail, the temperature and humidity of the source gas medium, the temperature of the water and adjust the cooling mode based on the data obtained.
Кроме того, устройство снабжено механизмами перемещения рельсов и/или коллекторов относительно вертикальной и/или горизонтальной оси.In addition, the device is equipped with mechanisms for moving rails and / or collectors relative to the vertical and / or horizontal axis.
Кроме того, устройство позволяет проводить охлаждение рельсов различных профилей, изменяя расстояние от поверхности элементов профиля рельса до сопловых отверстий.In addition, the device allows cooling of rails of various profiles by changing the distance from the surface of the rail profile elements to the nozzle openings.
Кроме того, система управления позволяет контролировать давление и расход газовой среды и задавать режим работы турбокомпрессора.In addition, the control system allows you to control the pressure and flow rate of the gas medium and set the mode of operation of the turbocharger.
Осуществление заявляемого изобретения поясняют приведенные ниже фигуры.The implementation of the claimed invention is explained in the following figures.
Фиг.1 - пример диаграммы управления инжектором.Figure 1 is an example of a control diagram of the injector.
Фиг.2 - принципиальная схема устройства термообработки.Figure 2 is a schematic diagram of a heat treatment device.
Фиг.3 - принципиальная схема устройства термообработки с указанием контролируемых технологических параметров.Figure 3 is a schematic diagram of a heat treatment device indicating controlled process parameters.
Фиг.4 - пример устройства термообработки рельсов. Общий вид.4 is an example of a device for heat treatment of rails. General form.
Осуществление изобретенияThe implementation of the invention
В процессе термической обработки рельса, в начальный период охлаждения, плавно понижают температуру поверхности головки рельса до температуры минимальной устойчивости аустенита при перлитном превращении за время 1÷90 с, не превосходящее длительность инкубационного периода. Затем на второй стадии задают скорость охлаждения, необходимую для формирования мелкодисперсной перлитной структуры в поверхностном слое, далее задают такую скорость охлаждения, чтобы обеспечить формирование мелкодисперсной перлитной структуры по мере продвижения перлитного превращения вглубь головки.In the process of heat treatment of the rail, in the initial cooling period, the surface temperature of the rail head is gradually reduced to the temperature of minimum austenite stability during pearlitic transformation for 1 ÷ 90 s, not exceeding the incubation period. Then, at the second stage, the cooling rate necessary for the formation of the finely dispersed pearlite structure in the surface layer is set, then the cooling rate is set to ensure the formation of the finely dispersed pearlite structure as the pearlite transformation moves deeper into the head.
Охлаждение производят газовой средой с регулируемой охлаждающей способностью в процессе термообработки. Инжектируя воду в поток воздуха и изменяя давление газовой среды, управляют охлаждающей способностью газовой среды, тем самым получают заданную скорость охлаждения рельса. Инжекцию воды осуществляют в импульсном, квазинепрерывном режиме с изменением длительности импульсов от 20 до 10000 мс и более, а также скважностью импульсов от 1 до 10000.Cooling is carried out with a gaseous medium with adjustable cooling ability in the heat treatment process. By injecting water into the air stream and changing the pressure of the gaseous medium, the cooling ability of the gaseous medium is controlled, thereby obtaining a predetermined rail cooling rate. Water injection is carried out in a pulsed, quasi-continuous mode with a change in the pulse duration from 20 to 10,000 ms or more, as well as a duty cycle of pulses from 1 to 10,000.
Скважностью является отношение суммы длительности паузы между импульсами и длительности импульса к длительности импульса.Reliability is the ratio of the sum of the duration of the pause between pulses and the duration of the pulse to the pulse duration.
Q=(Тпауз+Тимп)/Тимп, гдеQ = (T pauses + T imp ) / T imp , where
Тпауз - пауза между импульсами;T pauses - pause between pulses;
Тимп - длительность импульса.T imp - pulse duration.
В случае, когда при импульсной квазинепрерывной инжекции воды в поток воздуха пауза между импульсами приближается к нулю (Тпауз≈0), происходит непрерывная инжекция воды в поток воздуха, при этом длительность импульса примерно равна длительности режима охлаждения (Тимп≈Трежима охлаждения).In the case when, during a pulsed quasi-continuous injection of water into the air stream, the pause between pulses approaches zero (T pauses ≈0), there is a continuous injection of water into the air stream, and the pulse duration is approximately equal to the duration of the cooling mode (T imp ≈ T cooling mode ) .
Пример диаграммы управления инжектором представлен на фиг.1.An example of an injector control diagram is shown in FIG.
Импульсная подача воды и быстрое истечение воздуха в устройстве создают однородную охлаждающую газовую среду с регулируемой охлаждающей способностью, позволяющей изменять скорость охлаждения рельса в пределах 2-20°C/с.Температура инжектируемой воды может изменяться в пределах 10-45°C.The pulsed water supply and the fast air outflow in the device create a homogeneous cooling gas medium with an adjustable cooling capacity that allows changing the rail cooling rate within 2-20 ° C / s. The temperature of the injected water can vary between 10-45 ° C.
Температура исходного воздуха может изменяться в пределах от минус 30°C до плюс 50°C, и влажность - в пределах 40-100%. При минимальном содержании влаги 10 г/м3 за 1 импульс 50 мс добавится 0,008 г/м3 воды, т.е. менее 0,1%. При максимальном содержании влаги 200 г/м3 за 1 импульс 1000 мс добавится 3,33 г воды, т.е менее 1.7%. За один импульс инжекции воды в поток воздуха подают 0,008-3,33 г/м3, что приводит к плавному, квазинепрерывному изменению содержания влаги в воздухе (менее 1,7%), т.о. достигают плавность изменения скорости охлаждения.The temperature of the source air can vary from minus 30 ° C to plus 50 ° C, and humidity - in the range of 40-100%. With a minimum moisture content of 10 g / m 3 per 1 pulse of 50 ms, 0.008 g / m 3 of water will be added, i.e. less than 0.1%. With a maximum moisture content of 200 g / m 3 for 1 pulse of 1000 ms, 3.33 g of water will be added, i.e. less than 1.7%. For one pulse of water injection, 0.008-3.33 g / m 3 is supplied into the air stream, which leads to a smooth, quasi-continuous change in the moisture content in the air (less than 1.7%), i.e. achieve a smooth change in cooling rate.
В таблице 1 представлены экспериментально полученные данные о зависимости скорости охлаждения головки рельсов от давления газовой среды.Table 1 presents the experimentally obtained data on the dependence of the cooling rate of the rail head on the pressure of the gas medium.
Давление газовой охлаждающей среды определяют в соответствии с химическим составом рельсовой стали в пределах 0,005-0,1 МПа.The pressure of the gas cooling medium is determined in accordance with the chemical composition of the rail steel in the range of 0.005-0.1 MPa.
При повышении давления воздуха свыше 0,1 МПа скорость охлаждения увеличивается незначительно, дальнейшее повышение экономически нецелесообразно.With an increase in air pressure above 0.1 MPa, the cooling rate increases slightly, a further increase is not economically feasible.
Нижний диапазон скорости охлаждения 2°C/с достигают подачей газовой среды при давлении 0,005 МПа без инжекции воды.The lower cooling rate range of 2 ° C / s is achieved by supplying a gaseous medium at a pressure of 0.005 MPa without water injection.
В таблице 2 представлены экспериментально полученные данные зависимости скорости охлаждения головки рельсов от расхода воздуха и количества инжектируемой воды.Table 2 presents the experimentally obtained data on the dependence of the cooling speed of the rail head on air flow and the amount of injected water.
Рельсы с прокатного и/или повторного нагрева до температуры аустенизации охлаждают путем дифференцированной подачи газовой среды на различные элементы профиля рельса: на поверхность катания головки, боковые поверхности головки и подошву рельса.Rails from rolling and / or reheating to austenitization temperature are cooled by differentially supplying a gaseous medium to various elements of the rail profile: to the head rolling surface, side surfaces of the head and the bottom of the rail.
Режимы термообработки задают программно, на основе экспериментальных данных, в соответствии с химическим составом рельсовой стали, требуемых физико-механических свойств, начальной температуры рельса перед охлаждением и температурой и влажностью исходной газовой среды и температурой воды.Heat treatment modes are set programmatically, based on experimental data, in accordance with the chemical composition of rail steel, the required physical and mechanical properties, the initial temperature of the rail before cooling, and the temperature and humidity of the initial gas medium and the temperature of the water.
Для обеспечения минимального искривления рельса подбирают необходимый режим охлаждения подошвы, в зависимости от режима охлаждения головки.To ensure minimal curvature of the rail, the necessary cooling mode of the sole is selected, depending on the mode of cooling of the head.
Охлаждение ведется до температуры 150÷500°C в зависимости от химического состава рельсовой стали.Cooling is carried out to a temperature of 150 ÷ 500 ° C depending on the chemical composition of rail steel.
Данный способ термической обработки рельсов осуществлен на устройстве, принципиальная схема которого приведена на фиг.2, где изображены:This method of heat treatment of rails is carried out on a device, a schematic diagram of which is shown in figure 2, which shows:
1. Рельс.1. Rail.
2. Нижний коллектор, представляющий собой емкость с сопловыми отверстиями для охлаждения поверхности катания головки.2. The lower collector, which is a container with nozzle holes for cooling the surface of the head.
3. Боковые коллекторы, представляющие собой емкость с сопловыми отверстиями для охлаждения боковых поверхностей головки рельса.3. Side collectors, which are a container with nozzle holes for cooling the side surfaces of the rail head.
4. Верхний коллектор, представляющий собой емкость с сопловыми отверстиями для охлаждения подошвы рельса.4. The upper collector, which is a container with nozzle holes for cooling the bottom of the rail.
5. Турбокомпрессор.5. Turbocharger.
6. Регулятор, например редукционный клапан поддержания заданного давления газовой среды или воды.6. A regulator, for example a pressure reducing valve to maintain a given pressure of a gas medium or water.
7. Датчики давления.7. Pressure sensors.
8. Регулятор, например регулирующие клапаны, для регулирования расхода воды или газовой среды.8. A regulator, for example control valves, for regulating the flow of water or a gas medium.
9. Инжектор.9. Injector.
10. Устройство подачи воды.10. Water supply device.
11. Емкость с водой.11. A container of water.
12. Система управления.12. Management system.
13. Механизм позиционирования и фиксации.13. The mechanism of positioning and fixing.
14. Система подготовки воздуха.14. Air preparation system.
15. Система фильтров.15. Filter system.
16. Трубопровод воды.16. The water pipeline.
17. Трубопровод газовой среды.17. The pipeline gas environment.
I - Зона охлаждения поверхности катания головки рельса (ПКГ).I - The cooling zone of the rolling surface of the rail head (PCG).
II - Зоны охлаждения боковых поверхностей головки рельса.II - The cooling zone of the side surfaces of the rail head.
III - Зона охлаждения поверхности подошвы рельса.III - Zone of cooling the bottom surface of the rail.
На Фиг.3 представлена принципиальная схема устройства термообработки с указанием контролируемых технологических параметров, где:Figure 3 presents a schematic diagram of a heat treatment device indicating controlled technological parameters, where:
18 - Давление газовой среды.18 - Pressure of the gaseous medium.
19 - Давление воды.19 - Water pressure.
20 - Расход газовой среды.20 - Gas flow rate.
21 - Расход воды.21 - Water consumption.
22 - Температура газовой среды.22 - The temperature of the gas medium.
23 - Температура воды.23 - Water temperature.
24 - Температура рельса.24 - Rail temperature.
25 - Влажность газовой среды.25 - Humidity of the gas environment.
На Фиг.4 приведен пример устройства термообработки рельсов - общий вид, где:Figure 4 shows an example of a device for heat treatment of rails - General view, where:
26 - Кантователь.26 - Tilter.
27 - Механизм загрузки.27 - The loading mechanism.
28 - Механизм выгрузки.28 - Unloading mechanism.
13 - Механизм позиционирования и фиксации рельса.13 - Mechanism for positioning and fixing the rail.
29 - Механизм позиционирования верхнего коллектора.29 - Positioning mechanism of the upper manifold.
30 - Механизм позиционирования нижнего и боковых коллекторов.30 - Positioning mechanism of the lower and side collectors.
31 - Рольганг приемный рельса.31 - Roller rail receiving rail.
32 - Рольганг выдающий рельса.32 - Roller rail issuing rail.
Данный способ осуществляют в описанном устройстве следующим образом.This method is carried out in the described device as follows.
Поступивший в положении на боку с прокатки или повторного нагрева рельс кантователь 26 (фиг.4) кантует на приемный рольганг 31 (фиг 4.). Механизм загрузки 27 перекладывает рельс в механизм позиционирования и фиксации 13, при этом механизм позиционирования верхнего коллектора 29 поднимает верхний коллектор. После фиксации рельса головкой вниз верхний коллектор опускается и производится охлаждение рельса.Received in a position on the side of the rolling or reheating of the rail rail tilter 26 (figure 4) turns over to the receiving roller 31 (figure 4.). The
При переналадке на разные типы рельсов механизм позиционирования нижнего и боковых коллекторов 30 регулирует расстояние от поверхности головки рельса до коллекторов.When changing to different types of rails, the positioning mechanism of the lower and
Воздух, поступающий в систему нагнетания газовой среды, проходит систему фильтров 15 (фиг.2), систему подготовки воздуха 14 для предотвращения влияния сезонных колебаний температуры исходного воздуха.The air entering the injection system of the gas medium passes through a filter system 15 (Fig.2), an
Далее воздух от турбокомпрессора 5 (фиг.2) через редукционный клапан 6 и регулирующие клапаны 8 подают в коллекторы 2, 3, 4. При этом система управления 12 с помощью клапанов 6 и 8 регулирует давление и расход газовой среды.Further, the air from the turbocharger 5 (Fig.2) through the
Воду из емкости 11 или любого другого источника устройством подачи воды 10, через регулирующие клапаны 8, подают к инжекторам 9. За счет инжекции воды инжекторами 9 в поток газовой среды изменяют охлаждающую способность газовой среды.Water from the
Затем газовую среду подают в коллекторы 2, 3, 4 и направляют в зоны охлаждения поверхности рельса I, II, III. При этом система управления 12 автоматически задает режим работы клапанов 8 таким образом, чтобы инжекторы 9 работали в импульсном квазинепрерывном и/или непрерывном режиме, благодаря чему изменение охлаждающей способности газовой среды происходит плавно.Then the gas medium is fed into the
Система управления 12 (фиг.2) по программно заданному режиму управляет термической обработкой рельса с коррекцией режима по контролируемым параметрам 18-25 (фиг.3).The control system 12 (Fig. 2), according to the programmed mode, controls the heat treatment of the rail with the correction of the mode according to the controlled parameters 18-25 (Fig. 3).
По окончании режима охлаждения механизм позиционирования верхних коллекторов 29 (фиг.6) поднимает в верхнее положение, механизм выгрузки 28 перемещает рельс на рольганг выдающий 32.At the end of the cooling mode, the positioning mechanism of the upper collectors 29 (Fig.6) raises to the upper position, the
Опыты проведены на охлаждающем устройстве, приведенном на фиг.2, фиг.3 и фиг.4, на полнопрофильных пробах рельса Р65 длиной 1200 мм. Пробы взяты из сталей с химическими составами, приведенными в таблице 3.The experiments were carried out on the cooling device shown in figure 2, figure 3 and figure 4, on full-profile samples of the
По результатам проведенных экспериментов каждый закаленный образец подвергался лабораторным испытаниям. Исследовались твердость, микроструктура и физико-механические свойства рельса.According to the results of the experiments, each hardened sample was subjected to laboratory tests. The hardness, microstructure, and physicomechanical properties of the rail were investigated.
В таблице 1 приведены экспериментальные данные зависимости скорости охлаждения рельса от давления газовой среды.Table 1 shows the experimental data of the dependence of the rail cooling rate on the pressure of the gas medium.
В таблице 2 приведены экспериментальные данные зависимости скорости охлаждения рельса от давления газовой среды и количества инжектируемой воды.Table 2 shows the experimental data of the dependence of the rail cooling rate on the pressure of the gas medium and the amount of injected water.
Из таблицы 1 и таблицы 2 выбраны технологические параметры и интервалы скоростей охлаждения для образцов рельсов из стали легированной хромом химического состава №1 и углеродистой стали №2 из таблицы 3.From table 1 and table 2, the technological parameters and intervals of cooling rates were selected for rail samples made of chromium alloyed steel of chemical composition No. 1 and carbon steel No. 2 from table 3.
Данные о технологических параметрах термообработки проб рельсов Р65 из стали химического состава №1 и №2 из таблицы 3 и результаты физико-механических испытаний и исследований микроструктуры приведены в таблице 4 и таблице 5.Data on the technological parameters of heat treatment of samples of R65 rails from steel of chemical composition No. 1 and No. 2 from table 3 and the results of physical and mechanical tests and studies of the microstructure are shown in table 4 and table 5.
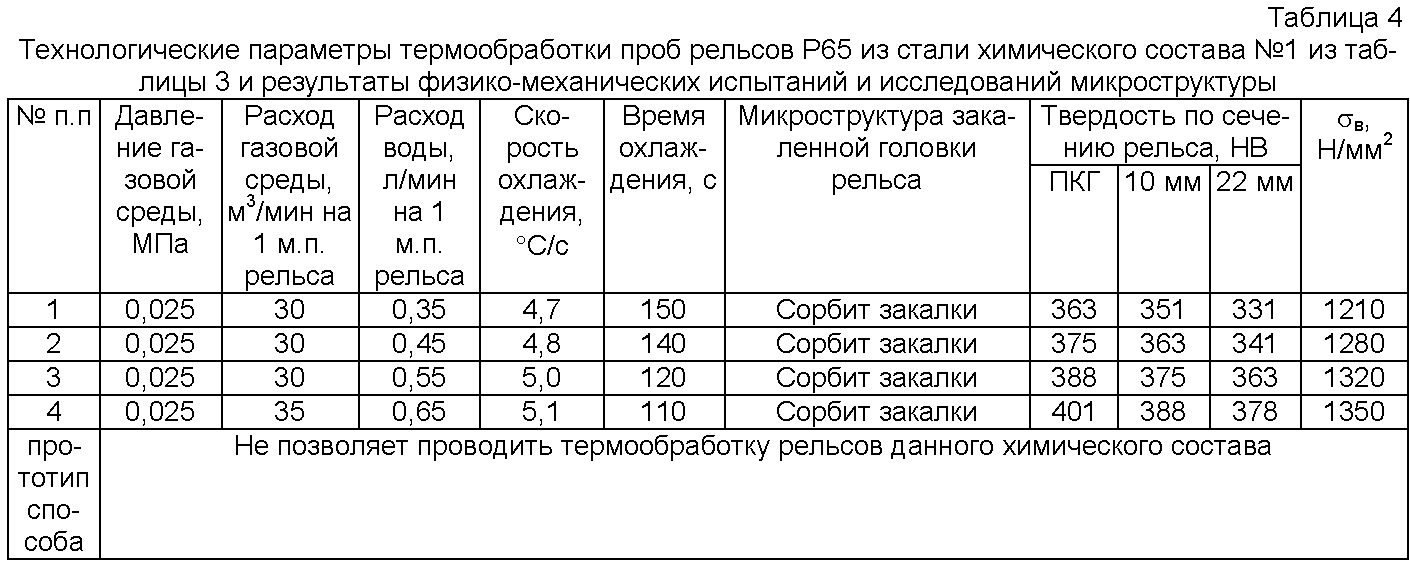

Таким образом, предлагаемый способ позволяет производить термическую обработку рельсов как из легированных, так и нелегированных (углеродистых доэвтектоидных и заэвтектоидных) сталей с различными задаваемыми режимами охлаждения.Thus, the proposed method allows the heat treatment of rails of both alloyed and unalloyed (carbon hypereutectoid and hypereutectoid) steels with various preset cooling modes.
Способ и устройство термической обработки рельсов позволяют получать структуру мелкозернистого сорбита закалки на большую глубину, повысить физико-механические свойства стали и тем самым увеличить эксплуатационную стойкость рельсов.The method and device for heat treatment of rails allows to obtain the structure of fine-grained hardening sorbitol to a greater depth, to increase the physical and mechanical properties of steel and thereby increase the operational stability of rails.
Claims (12)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010145748/02A RU2456352C1 (en) | 2010-11-11 | 2010-11-11 | Procedure and device for thermal treatment of rails |
| ES11839429.5T ES2627814T3 (en) | 2010-11-11 | 2011-10-21 | Procedure and device for heat treatment of rails |
| PL11839429T PL2573194T3 (en) | 2010-11-11 | 2011-10-21 | Method and device for heat treating rails |
| EP11839429.5A EP2573194B1 (en) | 2010-11-11 | 2011-10-21 | Method and device for heat treating rails |
| UAA201306997A UA104835C2 (en) | 2010-11-11 | 2011-10-21 | METHOD AND DEVICE FOR HEAT TREATMENT of RAILS |
| EA201300204A EA022297B1 (en) | 2010-11-11 | 2011-10-21 | Method and device for heat treating rails |
| PCT/RU2011/000819 WO2012064223A1 (en) | 2010-11-11 | 2011-10-21 | Method and device for heat treating rails |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010145748/02A RU2456352C1 (en) | 2010-11-11 | 2010-11-11 | Procedure and device for thermal treatment of rails |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010145748A RU2010145748A (en) | 2012-05-20 |
| RU2456352C1 true RU2456352C1 (en) | 2012-07-20 |
Family
ID=46051176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010145748/02A RU2456352C1 (en) | 2010-11-11 | 2010-11-11 | Procedure and device for thermal treatment of rails |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2573194B1 (en) |
| EA (1) | EA022297B1 (en) |
| ES (1) | ES2627814T3 (en) |
| PL (1) | PL2573194T3 (en) |
| RU (1) | RU2456352C1 (en) |
| UA (1) | UA104835C2 (en) |
| WO (1) | WO2012064223A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2518207C1 (en) * | 2012-11-23 | 2014-06-10 | Федеральное государственное автономное образовательное учреждение высшего профессионального образования "Уральский федеральный университет имени первого Президента России Б.Н. Ельцина" | Method of heat treatment of rails |
| WO2014171848A1 (en) | 2013-04-17 | 2014-10-23 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" (Ооо Нпп "Тэк") | Device for thermally processing rails |
| WO2015105432A1 (en) | 2014-01-13 | 2015-07-16 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" (Ооо Нпп "Тэк") | Method and device for thermally processing a steel product |
| RU2702524C1 (en) * | 2018-12-05 | 2019-10-08 | Федеральное государственное бюджетное учреждение науки Удмуртский федеральный исследовательский центр Уральского отделения Российской академии наук | Method of hardening metal articles at thermomechanical treatment |
| RU210929U1 (en) * | 2021-12-21 | 2022-05-13 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" | Rail Heat Treatment Device |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104561496B (en) * | 2014-12-25 | 2017-01-18 | 内蒙古科技大学 | Spray cooling experiment device for thermal treatment of steel rail |
| DE102016214147A1 (en) * | 2016-08-01 | 2018-02-01 | Bayerische Motoren Werke Aktiengesellschaft | Apparatus for heat treatment |
| WO2018168969A1 (en) | 2017-03-15 | 2018-09-20 | Jfeスチール株式会社 | Cooling device and production method for rail |
| CN108559825A (en) * | 2018-02-02 | 2018-09-21 | 考迈托(佛山)挤压科技股份有限公司 | A kind of horizontal aluminium section bar solution hardening stove |
| CN112375877B (en) * | 2020-11-26 | 2022-05-27 | 辽宁科技大学 | Hundred-meter steel rail circulating continuous integral air-jet quenching experimental device |
| CN112877531B (en) * | 2021-01-12 | 2023-01-24 | 包头钢铁(集团)有限责任公司 | Production control method for improving flatness of steel rail after online heat treatment quenching |
| CN113355499B (en) * | 2021-06-10 | 2021-12-17 | 久安特材科技(南通)有限公司 | Air-cooled rapid tempering device for special steel |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4913747A (en) * | 1984-12-24 | 1990-04-03 | Nippon Steel Corporation | Method of and apparatus for heat-treating rails |
| UA41983C2 (en) * | 1995-09-20 | 2001-10-15 | ||
| RU2266966C2 (en) * | 2001-08-01 | 2005-12-27 | Смс Меер Гмбх | Rail cooling method |
| RU2280700C1 (en) * | 2005-01-11 | 2006-07-27 | Открытое акционерное общество "Новокузнецкий металлургический комбинат" | Method of heat treatment of rails |
| RU2369646C1 (en) * | 2008-07-21 | 2009-10-10 | ООО Научно-производственное предприятие "Томская электронная компания" | Method of differentiated thermal processing of rolled rail and device to this end |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6289818A (en) * | 1985-10-14 | 1987-04-24 | Nippon Kokan Kk <Nkk> | Heat treatment of rail |
| AT384624B (en) * | 1986-05-22 | 1987-12-10 | Voest Alpine Ag | DEVICE FOR CONTROLLED HEAT TREATMENT OF SOFT PARTS |
| US4953832A (en) * | 1988-03-24 | 1990-09-04 | Bethlehem Steel Corporation | Apparatus for the controlled cooling of hot rolled steel samples |
| US5004510A (en) * | 1989-01-30 | 1991-04-02 | Panzhihua Iron & Steel Co. | Process for manufacturing high strength railroad rails |
| DE19503747A1 (en) * | 1995-02-04 | 1996-08-08 | Schloemann Siemag Ag | Method and device for cooling hot-rolled profiles |
| EA006413B1 (en) * | 2004-04-26 | 2005-12-29 | Мечеслав Станиславович Желудкевич | Method for controlled cooling during thermal treatment of articles from different materials, metals and alloys thereof by air-and-water mixture and device therefor |
| CN100482812C (en) * | 2006-09-12 | 2009-04-29 | 攀枝花钢铁(集团)公司 | Rail heat processing method and rail heat processing unit |
| AT504706B1 (en) * | 2006-12-22 | 2012-01-15 | Knorr Technik Gmbh | METHOD AND DEVICE FOR HEAT TREATMENT OF METALLIC LONG PRODUCTS |
-
2010
- 2010-11-11 RU RU2010145748/02A patent/RU2456352C1/en active
-
2011
- 2011-10-21 UA UAA201306997A patent/UA104835C2/en unknown
- 2011-10-21 ES ES11839429.5T patent/ES2627814T3/en active Active
- 2011-10-21 WO PCT/RU2011/000819 patent/WO2012064223A1/en active Application Filing
- 2011-10-21 EP EP11839429.5A patent/EP2573194B1/en active Active
- 2011-10-21 EA EA201300204A patent/EA022297B1/en not_active IP Right Cessation
- 2011-10-21 PL PL11839429T patent/PL2573194T3/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4913747A (en) * | 1984-12-24 | 1990-04-03 | Nippon Steel Corporation | Method of and apparatus for heat-treating rails |
| UA41983C2 (en) * | 1995-09-20 | 2001-10-15 | ||
| RU2266966C2 (en) * | 2001-08-01 | 2005-12-27 | Смс Меер Гмбх | Rail cooling method |
| RU2280700C1 (en) * | 2005-01-11 | 2006-07-27 | Открытое акционерное общество "Новокузнецкий металлургический комбинат" | Method of heat treatment of rails |
| RU2369646C1 (en) * | 2008-07-21 | 2009-10-10 | ООО Научно-производственное предприятие "Томская электронная компания" | Method of differentiated thermal processing of rolled rail and device to this end |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2518207C1 (en) * | 2012-11-23 | 2014-06-10 | Федеральное государственное автономное образовательное учреждение высшего профессионального образования "Уральский федеральный университет имени первого Президента России Б.Н. Ельцина" | Method of heat treatment of rails |
| WO2014171848A1 (en) | 2013-04-17 | 2014-10-23 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" (Ооо Нпп "Тэк") | Device for thermally processing rails |
| EA027490B1 (en) * | 2013-04-17 | 2017-07-31 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" | Device for thermally processing rails |
| WO2015105432A1 (en) | 2014-01-13 | 2015-07-16 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" (Ооо Нпп "Тэк") | Method and device for thermally processing a steel product |
| RU2614861C2 (en) * | 2014-01-13 | 2017-03-29 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" | Method and device for steel article heat treatment |
| EA031494B1 (en) * | 2014-01-13 | 2019-01-31 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" | Method and device for thermally processing a steel product |
| RU2702524C1 (en) * | 2018-12-05 | 2019-10-08 | Федеральное государственное бюджетное учреждение науки Удмуртский федеральный исследовательский центр Уральского отделения Российской академии наук | Method of hardening metal articles at thermomechanical treatment |
| RU210929U1 (en) * | 2021-12-21 | 2022-05-13 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" | Rail Heat Treatment Device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2573194B1 (en) | 2017-04-26 |
| EA201300204A1 (en) | 2013-06-28 |
| PL2573194T3 (en) | 2017-10-31 |
| UA104835C2 (en) | 2014-03-11 |
| WO2012064223A1 (en) | 2012-05-18 |
| ES2627814T3 (en) | 2017-07-31 |
| RU2010145748A (en) | 2012-05-20 |
| EA022297B1 (en) | 2015-12-30 |
| EP2573194A1 (en) | 2013-03-27 |
| EP2573194A4 (en) | 2014-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2456352C1 (en) | Procedure and device for thermal treatment of rails | |
| CN1083013C (en) | Heat treating method and apparatus for producing high duty rails by waste heat from rolling process | |
| KR900002195B1 (en) | Method for heat treating rails | |
| RU2637197C2 (en) | Method and system for heat treatment of rails | |
| RU2484148C1 (en) | Method and device for thermal treatment of rails | |
| CN101928818B (en) | Rapid air cooling device for hollow pipe-shaped heat-treated product | |
| CN101831532A (en) | Accelerated cooling process method carried out after steel plate normalizing | |
| CN108251609B (en) | A kind of saw blade heat treatment process | |
| CN100370038C (en) | Method and device for patenting steel wires | |
| CZ149186A3 (en) | Process of steel wires heat treatment and apparatus for making the same | |
| RU2369646C1 (en) | Method of differentiated thermal processing of rolled rail and device to this end | |
| CN1158641A (en) | Method of continuous annealing of cold rolled steel plate and equipment thereof | |
| EP0293002B1 (en) | Method for heat-treating steel rail head | |
| RU2487177C2 (en) | Method and installation for thermal treatment of rails | |
| RU2459877C1 (en) | Method of quenching spring terminals and plant to this end | |
| CN102643971A (en) | Online thermal treatment device for heavy rail | |
| EP3568500B1 (en) | Lead-free patenting process | |
| JPH0366371B2 (en) | ||
| RU2705820C1 (en) | Method of thermal treatment of weld joints of rails and device for implementation of method | |
| JPS61149436A (en) | Heat treatment of rail | |
| JPS6160827A (en) | Shape straightening and cooling method of high temperature rail | |
| JPS6141720A (en) | Heat treatment for hardening continuously top of deformed-section rail | |
| SU1399360A2 (en) | Method of heat treatment of rails | |
| RU2128233C1 (en) | Process of thermal improvement of rolls | |
| RU2547375C2 (en) | Heat treatment of railway bands |