CN1158641A - Method of continuous annealing of cold rolled steel plate and equipment thereof - Google Patents
Method of continuous annealing of cold rolled steel plate and equipment thereof Download PDFInfo
- Publication number
- CN1158641A CN1158641A CN95195187A CN95195187A CN1158641A CN 1158641 A CN1158641 A CN 1158641A CN 95195187 A CN95195187 A CN 95195187A CN 95195187 A CN95195187 A CN 95195187A CN 1158641 A CN1158641 A CN 1158641A
- Authority
- CN
- China
- Prior art keywords
- heating
- steel
- steel plate
- cooling
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/62—Continuous furnaces for strip or wire with direct resistance heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/561—Continuous furnaces for strip or wire with a controlled atmosphere or vacuum
Abstract
Cold rolled steel plate is continuously annealed by means of a continuous annealing equipment which comprises heating means provided in a heating zone and a soaking zone to make use of Joule heat, and cooling means provided in a cooling zone to make use of gas-liquid. Further, provided is a heating device which rapidly provides auxiliary temperature-rise at any portion of the soaking zone in a short period of time to perform heating control so as to set a value of annealing parameter (AP) to -33 or more whereby workability and BH property are improved to continuously anneal steel plates in a compact manner by rapid heating and cooling which are favorably controlled.
Description
The present invention relates to a kind of method and apparatus that is used for continuous annealing of cold rolled steel plate, relate in particular to a kind of continuous annealing method and equipment that is used to produce Cold Rolled Sheet Steel, it can improve the workability of Cold Rolled Sheet Steel, produce high performance steel sheet by giving baking hardening capacity (BH), and boost productivity.
Know that the high temperature annealing technology in continuous annealing apparatus is a crucial technology for the workability of improving the Cold Rolled Sheet Steel as deep-draw ductility and wooden dipper song.
Its main reason is that cold rolled strip or steel sheet have fibrous tissue and present bad workability.Therefore,, require,, produce grain growth so that steel sheet can restore and recrystallize with steel sheet annealing in order to improve workability.Compare with coil annealing, the superior especially part of continuous annealing is, can handle the steel sheet of continuous conveying equably, makes it to have uniform quality, simultaneously, because the treatment time shortens, can handle steel plate with less fate.
In general, be used for continuous annealing steel-sheet equipment and begin to have a heating zone, a heat preservation zone, one first cooling zone, an overaging district and one second cooling zone from feeding side usually.Steel sheet is carried, so that annealing continuously by the furnace bottom roll that is arranged in each district.The suffered thermal hysteresis effect that is steel plate when annealing of the principal feature of this technology.Its main heating mode is described as follows.Cold-rolled steel sheet is heated to recrystallization temperature at least, keeps a preset time, be cooled to predetermined temperature then, one preset time of overaging at random in predetermined temperature range, secondary cooling then.Adopt and steel plate or the high tensile steel plate corresponding heating mode of qualify requirement as being used for deep-drawing.Need to select the suitable heating means and the suitable type of cooling, so that can realize this heating mode.Particularly, in order to give the extra-low carbon steel that contains Ti and/or Nb with baking hardening capacity, known a kind of method comprises at high temperature steel annealing, so that the TiC of part and NbC dissolve and stay solute carbon.In this case, open the cold rolling strap coil of strip and it is sent into continuous annealer, so that recrystallization annealing.This annealing pattern mainly comprises heating, insulation and cooling.In order to improve workability and to give baking hardening capacity, make Heating temperature and holding temperature higher.
Usually adopt the nonoxidizing heating of flame direct heating type, radiator tube heating, indirect electrically heated etc. as heating means in heating zone and heat preservation zone.In any method, produce heat with radiator body rather than steel, and heat is passed on the steel plate.Consequently will produce such problem: the situation that produces heat with steel sheet itself is compared, and will make thermo-efficiency become very low inevitably, and because heating efficiency can not be carried out rapid heating inadequately; It is big that the stove ability of heating zone becomes, because inevitable high surrounding temperature, for example refractory materials will become very thick; Its result will be, be difficult to temperature is controlled, and the expensive time remove to change annealing conditions.In order to address the above problem, developed a kind of resistance direct heating and/or induction heating, its method produces heat for utilizing the radiator body as furnace bottom roll or steel sheet.Japanese patent gazette No.60-26817 (Japanese uncensored patent gazette No.56-116830) and Japanese patent gazette No.60-26818 (Japanese uncensored patent gazette No.56-116831) disclose a kind of method, it comprises by roller heats steel sheet with the resistance direct heating, like this, steel plate itself becomes radiator body and high temperature is arranged.Equally, Japanese patent gazette No.4-60923 discloses a kind of equipment of using the direct-fired heating unit of resistance in the atmosphere process furnace between furnace bottom roll that has.Uncensored patent gazette No.1-142032 of Japan and No.1-187789 disclose a kind of method, wherein, front and rear at the sheet metal strip production line is provided with the conduction roller, form the circuit of a sealing, this production line is through a ring transformer and connect the conduction roller at two places with conductive member, thereby make sheet metal strip, conduction roller and conductive member form the circuit of a sealing, when from external propulsion source when ring transformer applies with alternating-current, just in closed circuit, produce induced current, and sheet metal strip is just by consequent joule heating heating as secondary coil.
In addition, Japanese uncensored patent gazette No.2-166234 discloses a kind of continuous annealing steel-sheet method that is used for, and it comprises: the temperature of steel is divided into 600 to 700 ℃ cold zone and 800 to 900 ℃ high-temperature zone; With flame steel is directly reduced heating at cold zone, and steel is carried out induction heating in the high-temperature zone, induction heating then by measuring the steel sheet temperature of coming out from cold zone and carrying out in check heating in the high-temperature zone and control, makes steel have desired temperature thus.
In addition, the uncensored patent gazette No.61-204319 of Japan discloses a kind of method that is used for continuous annealing of cold rolled steel plate, wherein, the cold-rolled steel sheet that contains Ti with continuous annealing production, this method comprises: in the heat preservation zone of continuous annealing production line steel is quickly heated up to the temperature higher 200 to 300 ℃ than holding temperature, then steel is quenched.But, be only limited to as the steel of object and contain the Ti steel, rapid heating is only limited to the induction heating in the heat preservation zone.Also have, the open text of this patent has only illustrated that temperature raises by 200 to 300 ℃, and the detailed conditions of both unexposed intake as rate of heating, hold-time and speed of cooling, also unexposed purpose of giving baking hardening capacity.
As mentioned above, the Cold Rolled Sheet Steel of annealing when at high temperature, when improving workability and composing with baking hardening capacity, treated steel plate like this will produce as hot wooden dipper the damage bent and steel plate ruptures and be degenerated by the surface quality that surface imperfection causes etc.In addition, like this some problems are arranged, for example owing to need change annealing temperature, thereby energy cost is increased, and productivity is reduced according to the production of the steel plate of different varieties and grade.On the other hand, in the above in the heating means of said patent documentation, electrically heated separates fully with traditional annealing furnace and combines with traditional continuous annealing furnace.Consequently, can produce such problem: the Heating temperature scope has broadened, and makes power consumption become big; Owing to separately adopt two heat-processedes, cost of equipment uprised.
On the other hand, in the cooling zone, adopt jet cooling, roller contact cooling, gas-liquid cooling etc. usually.In these method of cooling, jet cooling is non-oxidizable, and it can cool off uniformly, and has and be enough to cool off the cooling power that thickness reaches the steel plate of 0.4mm.But, the cooling power deficiency of jet cooling when steel-sheet thickness surpasses 0.4mm.Though the roller contact cooling has the cooling power higher than jet cooling, to remove outside the problem of even cooling aspect, it is restricted when requiring higher cooling power.With above-mentioned in Japanese patent gazette No.61-10020 etc. disclosed method of cooling opposite, gas-liquid cooling all is being a kind of very superior method of cooling aspect cooling power, cooling uniformity and the refrigerative controllability, though steel plate slightly oxidation in its surface.
Japanese patent gazette No.59-577 discloses a kind of method of continuous annealing of cold rolled steel plate at short notice that is used for, and this method has been utilized solution-air refrigerative advantage and comprised by use the combination of flame direct heating and gas-liquid cooling towards steel plate direct injection high-temperature gas.But when the flame direct heating, the rate of heating in high-temperature part is the highest has only 50 ℃/sec.This method also exists the problem aspect Heating temperature and the rate of heating when changing annealing conditions in follow-up work, therefore can not reach a conclusion, and thinks that this method has made full use of the advantage of gas-liquid cooling.
As mentioned above, not explanation in the disclosed method of patent documentation, continuous annealing method comprises the heating steps of the joule heating that utilization is produced by the electric current that acts on the steel sheet and makes up with the cooling step of gas-liquid mixing, to realize rapid heating and cooling at short notice.
In recent years, the various steel-sheets for the continuous annealing short run require more and more.Therefore, main purpose of the present invention is for providing a kind of continuous annealing method, it has avoided employing large-scale continuous annealing device, the annealing conditions of responding range broadness rapidly again simultaneously, the continuous annealing method that can control well and be used for the equipment of this method.
Another object of the present invention is for providing a kind of continuous annealing apparatus, wherein set in any stage of heating and insulation and be used at short notice the best annealing parameter of supplementary heating fast, this equipment makes it might be easy to be used to give the high temperature annealing of formability and baking hardening capacity, and freely arrange steel plate through production line, this equipment can greatly shorten annealing time and anneling production line.
Heating steps defined in the present invention comprises heating steps and incubation step.
According to all respects of continuous annealing method of the present invention will be below 1.~6. in illustrated.
1. a kind of continuous annealing steel-sheet method that is used for, comprise the heating steps that comprises incubation step and cooling step, aforesaid method comprises by the step of the joule heating that produces in above-mentioned heating steps heating with gas-liquid mixture refrigerative step in above-mentioned cooling step.
2. a kind of according to 1. be used for continuous annealing steel-sheet method, wherein, comprise with the heating steps of joule heating heating and carrying out by means of the resistance direct heating.
3. a kind of according to 1. be used for continuous annealing steel-sheet method, wherein, rate of heating with 40-1000 ℃/sec in having kept the direct-fired step of resistance of 5-300 second is heated to 500 to 900 ℃ with steel sheet, and the speed with 10 to 300 ℃/sec is cooled off in gas-liquid mixture refrigerative step.
4. a kind of according to 1. be used for continuous annealing steel-sheet method, wherein, steel plate is heated to 700-900 ℃ with the rate of heating that is at least 40 ℃/sec from least 600 ℃ in the direct-fired step of resistance.
5. a kind of according to 1. be used for continuous annealing steel-sheet method, wherein, in the direct-fired step of resistance, steel plate is heated to 400 ℃, in another heating steps, under non-oxidation or reducing atmosphere, be heated to 700 to 900 ℃ then.
6. a kind of according to 1. be used for continuous annealing steel-sheet method, wherein, in the arbitrary part with the above-mentioned heat preservation zone of predetermined temperature heating steel plate, rapid heating steel plate in short time so that heating is controlled, and makes annealing parameter (AP) become-33 at least.
In addition, according to continuous annealing apparatus of the present invention will be below 7.~illustrated among the .
7. a kind of continuous annealing apparatus that is used for Cold Rolled Sheet Steel, comprise a heating zone, a heat preservation zone and a cooling zone in order from the inlet side of steel plate, above-mentioned continuous annealing apparatus comprises a device and that heats with joule heating usefulness gas-liquid mixture refrigerative device in the cooling zone in comprising the whole heating zone of heat preservation zone.
8. a kind of continuous annealing apparatus that is used for Cold Rolled Sheet Steel according to 7., wherein, above-mentioned in whole heating zone, comprise with the device of joule heating heating above-mentioned with the direct-fired device of resistance.
9. a kind of continuous annealing apparatus that is used for Cold Rolled Sheet Steel according to 7., wherein, be provided with a heating unit, it is used on the arbitrary portion of the above-mentioned heat preservation zone of predetermined temperature heating steel band rapid heating steel band in short time, be controlled so that heat, and make annealing parameter (AP) become-33 at least.
10. a kind of continuous annealing apparatus that is used for Cold Rolled Sheet Steel according to 7., wherein, above-mentioned is a kind of like this device with the direct-fired device of resistance, and it makes alternating-current pass through a ring transformer when the heating steel plate, and steel plate produces induced current therein and heats steel plate by this transformer the time.
To 10. the continuous annealing apparatus that is used for Cold Rolled Sheet Steel, wherein, aforesaid device comprises a heating zone, a heat preservation zone, one first cooling zone, an overaging district and one second cooling zone in order according to 7. for one kind of .
One kind of according to 6. to 9. the continuous annealing apparatus that is used for Cold Rolled Sheet Steel, wherein, be used for the arbitrary portion of above-mentioned heat preservation zone in short time the heating unit of rapid heating steel band comprise resistance direct heating device or induction heating device.
The present invention has adopted a kind of resistance snead process, wherein, makes electric current pass through steel plate itself, and makes the joule heating heating of steel plate by steel plate itself.Though main resistance direct heating and the induction heating of adopting mainly illustrates the resistance direct heating in the present invention in utilizing the heat-processed of joule heating.In the resistance direct heating,, do not need the surrounding temperature that raises, so heating efficiency is high because steel plate itself becomes radiator body.In addition, in the resistance direct heating,, just can easily control heating efficiency by regulating the size of electric current, therefore when being at least the electric current of 40A/mm, just might be when rate of heating be at least 1000 ℃/sec ultra-high speed be heated to temperature up to 700 to 900 ℃.
Distinctive annealing parameter (AP) is a non-dimensional parameter among the present invention, it and the diffusion length of the Fe atom that the is transfused to heat energy diffusion distance dependent of crystal boundary migration just.When AP was big, the annealing effect was just remarkable more.Therefore, when (with annealing) eliminated by the strain of cold rolling generation and given steel plate with formability, softening annealing was important.Have been found that formability can use the parameter A P that is expressed by following formula to represent:
In the formula, Q is the used activation energy of Fe self-diffusion (60kcal/mol), and R is a gas law constant, and T is an absolute temperature.
In the present invention, with that by towards the winding-up of hot surface of steel plate by water with contain two kinds of fluids that nitrogen is formed as the furnace gas of main component, and make it to cool off.This cooling system shows uniform and very high speed of cooling and such advantage is arranged, promptly by the ratio of adjustments of gas and water and the absolute magnitude of water, and can controlled chilling ability and refrigerative outlet temperature.For example, thickness is that the steel plate of 0.7mm can be with the cooling of the speed of cooling of 50 to 200 ℃/sec, the outlet temperature of steel plate can be controlled at when the temperature range of steel plate is 250 to 550 ℃ ± 10 ℃ precision within.When cooling off with gas-liquid mixture, steel plate and steam reaction form the thin oxide film of one deck on the surface of steel plate.Because it is several microns thickness that oxide film has its order of magnitude, so can remove this film by simple pickling at an easy rate.
Resistance direct heating and have top said advantage with gas-liquid mixture cooling, and all demonstrate tangible effectiveness separately.Resistance direct heating and unite in the present invention with gas-liquid mixture cooling and to carry out, it can obtain following special-effect.
(1) can do continuous annealing apparatus smaller.
At the resistance direct heating with in gas-liquid mixture refrigerative system, in the heating zone in stove, it is that same, its length in first cooling zone becomes 1/4 in 1/8 of radiator tube heating and jet refrigerative legacy system light plate length that the length of steel plate becomes.Therefore, equipment is diminished significantly.In addition, when rate of heating is low to moderate 10 to 20 ℃/sec, from cementite, decompose the solute carbon that comes out hinders recrystal grain in heating steps growth.Therefore, must implement the insulation of 20sec at least.With heating is opposite slowly, when carrying out rapid heating with the speed that surpasses the speed that carbon decomposes again from cementite, not only can in short soaking time, finish recrystallize, and the small amount of carbon of decomposing can precipitate after cooling off fast also in the overaging by the short period of time in heating and insulating process.Consequently, can obtain the superior steel of workability by the thermal cycling of short period of time.As mentioned above, resistance direct heating and with gas-liquid mixture cooling associating can cause not only having shortened heating zone and cooling zone, but also can shorten heat preservation zone and overaging district.Therefore, can realize a very little continuous annealing apparatus with low equipment cost.
(2) improve the controllability of steel billet temperature, can freely realize any heating mode.
The resistance direct heating be exactly originally a kind of the heating controllability aspect unsurpassed method.Steel plate is being heated under the situation of recrystallization temperature at least from room temperature, and steel plate is being heated under the situation of holding temperature about partly from 600 ℃, can come free and accurately control rate of heating and Heating temperature by only controlling the predetermined current value.But, even only the heating controllability when heating is good, heating can not be satisfied desired all heating modes in the whole continuous annealing.Have only heating is combined with cooling, have good heating controllability, the heating mode that could freely select with done with high accuracy.Owing to can aforesaidly make the control of speed of cooling and outlet temperature become easy with the gas-liquid mixture cooling, the resistance direct heating and with gas-liquid mixture cooling in conjunction with the annealing heating mode that can realize freely selecting, and can satisfy the requirement of the various dissimilar band steel of small serial production.
(3) improved throughput
Because the resistance direct heating and with gas-liquid mixture cooling in the heating controllability with to add aspect the thermal response all be the method for brilliance extremely, they can satisfy the variation of the condition as plate size that will pass through and annealing temperature soon.For example, in the continuous annealing apparatus of radiator tube heating and jet cooling type, when steel plate thickness or annealing temperature change, need a roll coil of strip that is used to regulate and under the situation of sacrificing throughput, pass through, until the annealing conditions that obtains being scheduled to speed normal or that reduce.But resistance direct heating and combine with gas-liquid mixture cooling has solved the problem that reduces productivity, can improve throughput simultaneously.In addition because that equipment can be made is small-scale, by furnace bottom roll produce inappropriate by can reducing, and can make steel plate to pass through production line at a high speed.Therefore, can expect and boost productivity further.
(4) improved the steel-sheet quality.
Combine with the resistance direct heating with the gas-liquid mixture cooling, can make the steel plate heating and cooling apace, or be heated to high temperature and cooling apace.Therefore, can obtain following result:, can realize the short heating cycle time for by (1) said processing steel plate; Improved baking hardening capacity (BH); Obtain the grain refining of high tensile steel plate; And improved expander.
As mentioned above, resistance direct heating and combine with gas-liquid mixture cooling, the effect that is produced has surpassed the summation of those heats and cooling performance.In addition, because equipment becomes to small-scale, the control of the atmosphere in the stove is just become easier.For example, when cooling off, can prevent that easily the steam that produces from entering heating zone and heat preservation zone in the cooling zone owing to following said reason with gas-liquid mixture.Owing to can do the volume of heating zone and the volume of heat preservation zone less, can easier control the ambient atmosphere pressure in these two districts, therefore, can stably guarantee the pressure difference between heat preservation zone and the cooling zone.Consequently, said heating combines with refrigerative controlling the oxide film on the steel plate and preventing that the refractory materials damage in heating zone and heat preservation zone from being effective above.
Comprise resistance direct heating and as follows: in resistance direct heating step, steel plate is heated to 700 to 900 ℃ with a typical heating mode in the gas-liquid mixture refrigerative continuous annealing method, kept at least 5 seconds, then in gas-liquid mixture refrigerative cooling step with the speed cooling metal sheets of 10 to 300 ℃/see.For example, for the mild steel sheet that is used to process, 700 to 900 ℃ holding temperature is necessary for the recrystallize and the grain growth of rolling structure.In addition, when adopting the resistance direct heating, can heat steel sheet with the speed of the speed of from cementite, decomposing above carbon as heater means.Therefore, can prevent the reduction of the recrystallize speed that causes by solute carbon, simultaneously, be incubated this steel sheet with about 5 seconds short period of time and can give the workability of steel plate with brilliance.Because following said reason will be defined as 300 ℃/sec with the upper limit of gas-liquid mixture refrigerative speed.Though the amount of the alloying element that adds for the purpose of improving no aging performance, intensity etc. can reduce along with the raising of speed of cooling usually,, this effect reaches capacity when speed of cooling is 300 ℃/sec.In addition, when speed of cooling surpasses 300 ℃/sec, steel plate will have the tendency that forms bad shape owing to cooling.On the other hand, owing to make total too much cooling time equipment become long and big, and, the undergage of speed of cooling is decided to be 10 ℃/sec because the oxide thickness on the steel plate increases.Make speed of cooling in the scope of 50 to 200 ℃/see in order when cooling off, stably to keep spray regime, to it would be desirable with gas-liquid mixture.
When in a part of heating zone, adopting the resistance direct heating, for aforesaid anti-blocking resolves into ferrite again from cementite, and give remarkable workability, requirement has the rate of heating that is at least 40 ℃/sec, this speed has surpassed carbon in the speed of decomposing since 600 ℃ temperature from cementite, since 600 ℃, the decomposition threshold concentration of carbon in ferrite uprises.By resistance direct heating device being set leaning in the back segment of existing heating zone, steel plate is heated to 600 ℃ in existing heating zone, thereby pass to electric current then steel plate is quickly heated up to 700-900 ℃, just can realize above-mentioned heating mode.At this moment, importantly to heat steel sheet apace with at least 600 ℃ of beginnings.The resistance direct heating can just carry out in the part of heating zone or in the part of heat preservation zone at the back segment that leans on of heating zone.
When taking the resistance direct heating in the part in the heating zone, also can provide heating forward section of heating zone.Though the performance to material does not influence in the case, but can expect the effect of boosting productivity is arranged, this be because, can demonstrate the good direct-fired advantage of the resistance that adds thermal response by utilizing, can deal with the size of the steel plate that is passed through and the change of annealing conditions soon.Though can expect also that leaning under the situation that resistance direct heating device is set in the back segment of heating zone similar effects is arranged, said advantage below employing resistance direct heating device but has in the low zone of steel billet temperature.Can use the cheap apparatus that does not need high temperature durability, in addition, can also be in the front of heating zone, heating unit is set dividually with existing furnace installation.Therefore, do not need to improve existing stove, and can prepare equipment with lower cost.
Detailed explanation the present invention below with reference to the accompanying drawings.
Fig. 1 is the general view of expression continuous annealing apparatus, and this continuous annealing apparatus comprises: an Abrollhaspel 1, includes the heating zone 6 of resistance direct heating device in the shears on the inlet side 2, a welding machine 3, the looper 5 and of a cleaning machine 4, on inlet side.Be provided with heating unit as the electric heating device and refrigerating unit in heat preservation zone 7 and the slow cool down district 8 as the insufflator.In some cases slow cool down district 8 can be set.First cooling zone 9 is equipped with a solution-air refrigerating unit herein, therefore, a drying zone 10 is set.Set gradually an overaging district 11, one second cooling zone 12, a cooling pool 13 and an aftertreatment pond 14 in the back of drying zone 10.Aftertreatment pond 14 generally includes four ponds altogether, i.e. pickling tub, first wash trough, electrolyzer and second wash trough.Back in aftertreatment pond 14 is provided with that looper 16, the one skin rolling machines 17, of a drying machine 15, on outlet side are checked and shears 19 and the reeling machine 20 of finishing procedure workshop section 18, on outlet side.
The view of Fig. 2 shows an embodiment of heating zone, heat preservation zone and first cooling zone according to continuous annealing apparatus of the present invention.Carried continuously through the steel sheet 21 that cold rolling step batches, entered heating zone 6 then.In heating zone 6, a resistance direct heating device is set, it produces induced current by adopting ring transformer 24 in steel plate 21.Electric current passes through in steel plate 21 through the conductive rollers 22,23 that is connected with a conductive member, thereby steel plate 21 is heated by joule heating.By the insulation in heat preservation zone 7 with that of the steel sheet 21 of rapid heating.In the present embodiment, also be provided with conductive rollers 25,26 in heat preservation zone 7, steel plate then is incubated by the heating of the electric current that feeds.In the present embodiment, heating zone 6 is horizontal stoves, and heat preservation zone 7 then is a shaft furnace.Horizontal chamber oven and shaft furnace can be selected according to the throughput of equipment.That is to say that when equipment was the equipment of a high yield, it is main that vertical equipment becomes, because if not, the length of production line will be longer.But when equipment was the lower equipment of output, horizontal equipment can make operation become than being easier to.Then, steel plate 21 is sent into first cooling zone 9, steel plate is cooled off by solution-air refrigerating unit 27 fast at this place.After this, just randomly to steel sheet 21 reheat and overaging, and remove the oxide film that forms thereon.
Fig. 3 is the schematic representation of apparatus of a horizontal usefulness current flow heats.Conductive rollers 22,23 is located on the lower surface of heated steel sheet 21, and backer roll 28,29 is arranged on the upper surface of steel plate, and is relative with conductive rollers 22,23.Backer roll 28,29 has pressurizing device, and it for example comprises separately oil cylinder 30,31 and backer roll 28,29, and the relative conductive rollers 22,23 of holding steel plate 21.In addition, between the conductive rollers 22 of low temperature side and conductive rollers 23 and around the neighboring of steel sheet 21, a ring transformer 24 is being set at high temperature side.Conductive rollers 22,23 links to each other with having much smaller than the conductive member 32 of the resistance of steel plate 21 as copper, so just form a loop line by steel plate 21, conductive rollers 22,23 and conductive member 32.Apply with alternating-current to ring transformer 24 from external power supply 33, and in loop line, produce induced current, like this, make steel plate by the joule heating heating that produces by induced current as secondary coil.Rate of heating and Heating temperature can be controlled with alternating-current, and the size of alternating-current can be calculated according to the conditions such as similar value of concrete resistance, steel plate thickness, steel plate width, steel plate speed and heated material.In resistance direct heating system, transformer type resistance direct heating system and direct outside electrifying system are arranged.Because high value electric current can pass through steel plate effectively, therefore more satisfactory is last system.
Fig. 4 is the synoptic diagram of cooling zone.Be provided with a plurality of gases-liquid cooling chamber 34 along the lower channel 36 in first cooling zone 9, each cooling room 34 is provided with a traverse baffle at its positive downside.Because steel sheet 21 obtains cooling symmetrically on its front and back, can prevent the inhomogeneous cooling that produces by dripping in the high-temperature part of steel plate 21, in first cooling zone, vertical lower channel is the most effective.As shown in Figure 5, in the both sides of steel sheet 21, along the direction of steel plate process, vertically be provided with a plurality of gases-liquid mixing nozzle assembly 37, each assembly all comprises one a gas-liquid jet head 39 and a liquid jet head 38.Gas-liquid mixing nozzle assembly 37 is at direct mixed gas in injector front and liquid, stably to keep atomizing state.The speed of cooling of gas-liquid mixture is by the control of liquid measure density, and it is represented with the water yield of the every m2 of per minute, and the liquid flow control valve 41 that is located on the liquid line 40 that leads to liquid jet head 38 by adjusting reaches.Outlet temperature is controlled by the number of nozzle assembly, and this number is determined by opening or closing liquid flow control valve 41.
Fig. 6 shows embodiment and annealing heating period of continuous annealing apparatus, and they are shown in respectively among Fig. 6 (A) and Fig. 6 (B), in continuous annealing apparatus, be provided with in the place ahead of the heating zone 6 with radiator tube a resistance direct heating device 6 '.Since be provided with resistance direct heating equipment 6 ', by the electric current of controlling resistance direct heating equipment only, just can easily deal with annealing temperature with the change of steel sheet size of process.Therefore, make no program annealing become possibility, and can boost productivity.
Fig. 7 shows embodiment and annealing heating period of continuous annealing apparatus, and they are shown in respectively among Fig. 7 (A) and Fig. 7 (B), in continuous annealing apparatus, between the heat preservation zone 7 and first cooling zone 9, be provided with a resistance direct heating device 6 '.Since between heat preservation zone 7 gentle-liquid cooling radiator coolers, be provided with resistance direct heating device 6 ', make not only than the situation in resistance direct heating device 6 ' be located at the place ahead of heating zone 6 can more easily be dealt with annealing temperature and the change of plate size of process, but also might improve new quality owing to steel plate can be heated to the high temperature of the heating efficiency that surpasses existing radiator tube, for example improve workability and tax with baking hardening capacity.
Fig. 1 is the view of an embodiment of expression continuous annealing apparatus of the present invention.
Fig. 2 is the general view of expression continuous annealing apparatus.
Fig. 3 is the detail drawing of expression one resistance direct heating device.
Fig. 4 is the synoptic diagram of expression one gas-liquid-cooling equipment.
Fig. 5 is the detail drawing of expression one gas-liquid-cooling equipment.
Fig. 6 (A) is the view of an embodiment of expression continuous annealing apparatus of the present invention, and Fig. 6 (B) shows the continuous annealing embodiment of heating period.
Fig. 7 (A) is the view of an embodiment of expression continuous annealing apparatus of the present invention, and Fig. 7 (B) shows annealing heating period used in this example.
Fig. 8 (A), Fig. 8 (B) and Fig. 8 (C) are graphic representations, and they show respectively according to the relation between annealing parameter of the present invention (AP) and r value, unit elongation value or yield and the tensile strength.
Illustrate according to most preferred embodiment of the present invention with following Example now.
Example 1
Relatively using in the example, the steel sheet that to make three kinds of thickness be 0.7mm is annealed by radiator tube heating (RT heating) and jet cooling (GJC), and in example of the present invention, make them pass through the resistance direct heating and anneal with gas-liquid mixture cooling, its result relatively then.These three kinds of steel plates are: (1) low-carbon (LC) Al deoxidation steel sheet (steel sheet that is used to process), (2) Ti-SULC steel sheet (steel sheet that is used to process) and (3) high tensile steel sheet.Equipment in the example can easily be realized by the equipment that partly improves in the comparative example.Resulting thus the results are shown in the table 1.
Table 1
| Steel plate | Heating/cooling system | The type of steel | Annealing conditions | |||||
| Rate of heating (℃/S) | Holding temperature (℃) | Heat-up time (S) | Speed of cooling (℃/S) | The overaging time (S) | Annealing time (S) | |||
| (1) | (comparative example) RT heating/GJC | Low-carbon (LC) Al deoxidation | ??15 | 750 | ?60 | ??40 | 180 | ??302 |
| Direct heating/gas-liquid cooling but for (example) resistance | ??300 | 750 | ?10 | ??200 | 90 | ??110 | ||
| (2) | (comparative example) RT heating/GJC | Ti????- SULC | ??15 | 830??????30 | ??40 | - | ??103 | |
| Direct heating/gas-liquid cooling but for (example) resistance | ??15 | Heating in the time of 700 ℃, be incubated 30 seconds, quickly heat up to 860 ℃ | ??200 | - | ??100 | |||
| (3) | (comparative example) RT heating/GJC | Si:1.0 Mn:1.5 C:0.1 Si:1.0 Mn:1.0 ?C:0.1 | ??15 | 770 | <1 | ??40 | - | - |
| Direct heating/gas-liquid cooling but for (example) resistance | ??300 | 770 | <1 | ??200 | - | - | ||
Table 1 (continuing)
| Steel plate | Heating/cooling system | The type of steel | Material property | |||||
| Intensity (N/mm 2) | Unit elongation (%) | R value (-) | N value (-) | BH(N/ mm 2) | Expander (-) | |||
| (1) | (comparative example) RT heating/GJC | - | 45 | - | ??0.20 | - | - | |
| Direct heating/gas-liquid cooling but for (example) resistance | Low-carbon (LC) Al deoxidation | - | 50 | - | ??0.25 | - | - | |
| (2) | (comparative example) RT heating/GJC | Ti????- SULC | - | - | ?2.0 | - | 0 | - |
| Direct heating/gas-liquid cooling but for (example) resistance | - | - | ?2.0 | - | 40 | - | ||
| (3) | (comparative example) RT heating/GJC | Si:1.0 Mn:1.5 C:0.1 Si:1.0 Mn:1.0 C:0.1 | 690 | - | - | - | - | 1.2 |
| Direct heating/gas-liquid cooling but for (example) resistance | 690 | - | - | - | - | 1.6 | ||
Annotate: the steel sheet that (1) is used to process
(2) be used to the steel sheet processed
(3) high tensile steel sheet
In these examples, when annealing low-carbon (LC) Al deoxidation steel sheet, not only can realize the heating period of short period of time, promptly annealing time can be as short as 1/3 of comparative example, and can improve unit elongation and n value.Can estimate that this result's acquisition is because the annealing that the decomposition quilt of C is undertaken by rapid heating and quick cooling stops, and owing to the deposition of decomposing a spot of carbon that comes out is accelerated.
In this example, when annealing Ti-SULC steel sheet, steel plate can be subjected to being heated to 860 ℃ pyritous immediately with resistance direct heating device and anneal heating period, then is subjected to quick cooling.Consequently, when keep with comparative example in during the same high r value, still can compose to toast hardening capacity, in comparative example, adopted RT heating system and GJC system.Annealing cycle has been utilized a kind of like this phenomenon, that is, even steel sheet is at high temperature only in a flash processed, C also can decompose.
In addition, in this example, when annealing high tensile steel sheet, even the content of alloy Mn is reduced to 1.0% from 1.5%, still can by by rapid heating and fast the annealing carried out of cooling show same intensity, improved expander simultaneously.This phenomenon and improved cause description are as follows.Rapid heating has stoped the decomposition of C, and has influenced grain refining from the austenite binary phase region quenching steel sheet with high C content.
Example 2
In Heating temperature is that 750 ℃ and cooling terminal temperature are when annealing thickness is the steel sheet of 0.7mm under 400 ℃ the condition, Heating temperature changes 800 ℃ into from 750 ℃, and between following system, relatively reach the predetermined needed time of annealing conditions, they are: (1) RT heating/GJC system, (2) RT heating/gas-liquid-cooling system, (3) resistance direct heating/GJC system and (4) resistance direct heating/gas-liquid-cooling system.In addition, depend on Heating temperature owing to reach the cooling needed time of terminal temperature, cooling will just be regulated after Heating temperature reaches predetermined temperature, therefore, will reach the predetermined needed timing definition of cooling terminal temperature for reaching the cooling needed time of terminal temperature.What obtain like this results are shown in the table 2.
Table 2
| Heating/cooling system | Reach the needed time of Heating temperature (S) | Reach the cooling needed time of terminal temperature (S) | Reach the needed time of annealing temperature (S) |
| (1) RT heating/GJC | ????1320 | ????120 | ????1320 |
| (2) RT heating/solution-air cooling | ????1320 | ????10 | ????1320 |
| (3) resistance direct heating/GJC | ????5 | ????120 | ????120 |
| (4) resistance direct heating/solution-air cooling | ????5 | ????20 | ????10 |
As can be seen from Table 2, compare with the bad thermal response that adds that GJC shows, RT heating shows the extremely bad thermal response that adds, resistance direct heating and then show the very good thermal response that adds with the cooling that gas-liquid mixture carries out.Go out to have the relatively poor system's decision that adds thermal response owing to reach predetermined annealing used time display heating period, therefore, for the variation of response annealing conditions rapidly, preferably select the combination show the good heating technique that adds thermal response and can show the good cooling technology that adds thermal response, just resistance direct heating and combine with the cooling of gas-liquid mixing.
Example 3
Make the cold rolling Ti-SULC steel sheet shown in (2) in the table 1 be subjected to following heating period shown in Fig. 7 (B): a (rate of heating): 10 ℃/S, b:700 ℃ * 40S, c:100 ℃/S, d: it is cold to be cooled to 675 ℃ of line spaces of going forward side by side with the speed of 5 ℃/S.Then with the steel plate skin rolling to draught, and as a sample with 0.8%.With regard to equipment in the case, the arbitrary portion of sample in heat preservation zone for example be carried out supplementary heating with resistance direct heating device or induction heating device in the final section of heat preservation zone at short notice apace.
Fig. 7 (B) is a curve, and it shows an example of the heating mode of implementing in the present invention.Shown in Fig. 7 (B), mark " a " representative will be just through cold rolling steel sheet uncoiling and the stage of heating in continuous annealing furnace.Heating mode comprises that speed heating and the target temperature with 1 to 200 ℃/S is 500 to 900 ℃.Mark " b " is represented holding stage, and holding temperature and soaking time are respectively 500 to 900 ℃ and 0 to 300 second.Mark " c " representative is rapidly heated at short notice with resistance direct heating or its similar approach, and this temperature rise is characteristics of the present invention.Rate of heating is 50 to 100 ℃/S, and steel plate is heated to 700 to 910 ℃.Mark " d " is represented at short notice after the rapid heating refrigerative stage immediately.Mark " e " representative equipment has the stage under the situation in an overaging district, once be accelerated heating and immediately the refrigerative steel sheet under 250 to 450 ℃ overaging temperature, be incubated, be cooled to room temperature then.
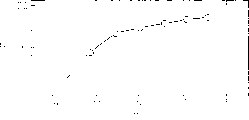
Fig. 8 is a graphic representation, shows the relation between AP and r, unit elongation or yield and the tensile strength, and they are illustrated respectively among Fig. 8 (A), Fig. 8 (B) and Fig. 8 (C).
By among Fig. 8 as can be seen, but as the average r value of deep-draw ductile exponential with as the exponential unit elongation EI (%) of wooden dipper song, and yield strength YP and tensile strength TS can be by the control heating, makes annealing parameter (AP) be at least-33 and reach the needed value of deep drawing sheet at least.That is to say that when the AP value was at least-33, above-mentioned value just became following each value: average r value: at least 1.5; Unit elongation El (%): at least 42%; Yield strength YP: 180N/mm at least
2Tensile strength TS: 320N/mm at least
2The result who obtains like this is not limited to contain the Ti ultra-low carbon steel shown in the table 1, when employing contains the ultra-low carbon steel steel sheet of Nb, the ultra-low carbon steel steel sheet that contains the Ti-Nb mixture and low-carbon (LC) Al deoxidation steel sheet, all can obtain similar result.Verified, as to have same AP value steel plate is no matter annealing heating period how, all demonstrate same tensile properties.
By between each passage of heat preservation zone, providing resistance direct heating or induction heating, can in 0.5 to 15 second scope, carry out local heating in the case.In addition, because following said reason has adopted resistance direct heating device or induction heating device in the present invention.Be used for example in the heating system of the Cold Rolled Sheet Steel of continuous annealing furnace and be direct flame-type nonoxidizing heating system, radiator tube heating system etc.Because each of these systems all is that the heating efficiency of time per unit can be very not high by the heating system of conducting heat.In order to guarantee essential total heat, require long-time heating, and make the heating zone must be very long.Opposite with said system, in the present invention, when steel plate along the conductive rollers that is provided with at inlet side and outlet side by the time, steel plate is heated in the resistance direct heating.Roller and electro-conductive material to the guiding steel plate apply with electric current, and make electric current by being positioned over the steel plate between the roller, thereby steel plate itself is heated rapidly at short notice owing to its resistance.
In addition, in induction heating, electric current is led to a heater coil that twines around the steel plate plate from a high frequency propulsion source, the effect by the magnetic field that formed by heater coil can make an induced current pass through steel plate, thereby steel plate is heated apace by joule loss.Iron and steel resistance direct heating device or induction heating device supplementary heating.Like this, just can easily control annealing parameter (AP), meanwhile, steel plate vertical quality longitudinally reduces part also can obtain local heating, with by way of compensation, thereby can obtain the even performance of steel plate in the vertical.
Comprise directly heating and be with the continuous annealing method of gas-liquid mixture cooling with according to equipment of the present invention institute produce an effect of resistance: can do equipment minimum; Improved the controllability of steel billet temperature; Can realize the heating mode freely chosen; Improve production capacity and improve quality. In addition, by adopting according to equipment of the present invention, can obtain a kind of can breaking without warpage and plate by roller, simultaneously has again good surface quality and the sheet metal of free of surface defects, and by freely arranging in the sheet metal production line, can improve the productivity ratio of steel plate and reduce cost. In addition, the present invention industrial realized unsurpassed by the AP value being controlled at least-33 and production machinability and baking quenching degree effect of very excellent cold-reduced sheet all.
Claims (12)
1. one kind is used for continuous annealing steel-sheet method, comprise that one contains the heating steps of insulation and cooling step, aforesaid method is included in the step that heats with joule heating in the above-mentioned heating steps and carries out the refrigerative step with gas-liquid mixture in above-mentioned cooling step.
2. the continuous annealing steel-sheet method that is used for as claimed in claim 1 is characterized by, and comprises that the heating steps by the joule heating heating is undertaken by the resistance direct heating.
3. the continuous annealing steel-sheet method that is used for as claimed in claim 1, it is characterized by, in the direct-fired step of resistance, with the rate of heating of 40~1000 ℃/S steel plate is heated to 500 to 900 ℃ and be incubated 5~300 seconds, and in gas-liquid mixture refrigerative step with the speed cooling of 10 to 300 ℃/S.
4. the continuous annealing steel-sheet method that is used for as claimed in claim 1 is characterized by, and in the direct-fired step of resistance, with the rate of heating of at least 40 ℃/S steel plate is heated to 700~900 ℃ from least 600 ℃.
5. the continuous annealing steel-sheet method that is used for as claimed in claim 1 is characterized by, and steel plate is heated to 400 ℃ in the direct-fired step of resistance, then in non-oxidation or reducing atmosphere the heating another step in, be heated to 700 to 900 ℃.
6. the continuous annealing steel-sheet method that is used for as claimed in claim 1, it is characterized by, in an arbitrary portion of the above-mentioned heat preservation zone that heats steel plate with predetermined temperature, make steel plate at short notice by rapid heating, be controlled so that heat, and make annealing parameter (AP) reach-33 at least.
7. continuous annealing apparatus that is used for Cold Rolled Sheet Steel, begin to comprise in order a heating zone, a heat preservation zone and a cooling zone from the inlet side of steel plate, above-mentioned continuous annealing apparatus be included in comprise that heat preservation zone is used for the heating unit of joule heating heating in interior whole heating zone and in the cooling zone with gas-liquid mixture refrigerative refrigerating unit.
8. the continuous annealing apparatus that is used for Cold Rolled Sheet Steel as claimed in claim 7 is characterized by, and the above-mentioned heating unit that is used for the joule heating heating in whole heating zone comprises above-mentioned by the direct-fired device of resistance.
9. the continuous annealing apparatus that is used for Cold Rolled Sheet Steel as claimed in claim 7, it is characterized by, what provided is used on an arbitrary portion of above-mentioned heat preservation zone in short time that the heating unit of rapid heating steel plate is heated to predetermined temperature with steel plate, be controlled so that heat, and make annealing parameter (AP) reach-33 at least.
10. the continuous annealing apparatus that is used for Cold Rolled Sheet Steel as claimed in claim 7, it is characterized by, above-mentioned is a kind of being used for by making alternating-current heat the device of steel plate by a ring transformer with the direct-fired device of resistance, steel plate is through this transformer, to produce induced current therein and to heat steel plate.
11. as each described continuous annealing apparatus that is used for Cold Rolled Sheet Steel in the claim 7 to 10, it is characterized by, aforesaid device comprises a heating zone, a heat preservation zone, one first cooling zone, an overaging district and one second cooling zone in order.
12. as each described continuous annealing apparatus that is used for Cold Rolled Sheet Steel in the claim 6 to 9, it is characterized by, the heating unit of rapid heating steel plate comprises resistance direct heating device or induction heating device at short notice in an arbitrary portion of above-mentioned heat preservation zone.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP158172/95 | 1995-06-23 | ||
| JP15817295 | 1995-06-23 | ||
| JP18973295 | 1995-07-04 | ||
| JP189732/95 | 1995-07-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1158641A true CN1158641A (en) | 1997-09-03 |
Family
ID=26485382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95195187A Pending CN1158641A (en) | 1995-06-23 | 1995-10-13 | Method of continuous annealing of cold rolled steel plate and equipment thereof |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0779370A1 (en) |
| KR (1) | KR100221789B1 (en) |
| CN (1) | CN1158641A (en) |
| BR (1) | BR9508762A (en) |
| WO (1) | WO1997000975A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100457926C (en) * | 2006-09-08 | 2009-02-04 | 南京钢铁股份有限公司 | High-strength low-alloy steel temperature control plate blank acceleration cooling system |
| CN102286654A (en) * | 2010-02-23 | 2011-12-21 | 气体产品与化学公司 | Method of metal processing using cryogenic cooling |
| CN102747213A (en) * | 2011-04-22 | 2012-10-24 | 宝山钢铁股份有限公司 | Cooling method for continuous heat treatment of high-strength steel |
| CN104357770A (en) * | 2014-11-20 | 2015-02-18 | 安徽省新方尊铸造科技有限公司 | Aluminum casting heat treatment furnace by using PTC (positive temperature coefficient) ceramic auxiliary heating |
| CN105849289A (en) * | 2013-12-25 | 2016-08-10 | Posco公司 | Apparatus for continuous annealing of strip and method for continuous annealing of same |
| CN108148956A (en) * | 2016-12-02 | 2018-06-12 | 宝山钢铁股份有限公司 | A kind of jumbo jet heating equipment of continuous annealing unit |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1012934A3 (en) * | 1999-10-13 | 2001-06-05 | Ct Rech Metallurgiques Asbl | Manufacturing method of steel strip for cold rolled deep. |
| KR100928820B1 (en) * | 2002-12-28 | 2009-11-27 | 주식회사 포스코 | Method for removing oxide film of hot-rolled annealed steel sheet for manufacturing electrical steel sheet, manufacturing method and apparatus for hot-rolled annealed steel sheet for electrical steel sheet manufacturing |
| JP4840518B2 (en) | 2010-02-24 | 2011-12-21 | Jfeスチール株式会社 | Method for producing grain-oriented electrical steel sheet |
| KR101489425B1 (en) | 2012-12-28 | 2015-02-03 | 주식회사 포스코 | Multi stage rapid cooling apparatus for heat treatment of steel strip |
| ITBO20130602A1 (en) * | 2013-11-04 | 2015-05-05 | Samp Spa Con Unico Socio | RESISTANCE FILLING OVEN FOR FILLING A WIRE, ROPE, ROPE, VERGELLA OR METAL PLATE |
| ITBO20130601A1 (en) * | 2013-11-04 | 2015-05-05 | Samp Spa Con Unico Socio | RESISTANCE FILLING OVEN FOR FILLING A WIRE, ROPE, ROPE, VERGELLA OR METAL PLATE |
| KR102410519B1 (en) * | 2017-07-25 | 2022-06-17 | 현대자동차주식회사 | Continuous annealing equipment |
| KR20230151109A (en) * | 2021-03-30 | 2023-10-31 | 제이에프이 스틸 가부시키가이샤 | Continuous annealing equipment, continuous annealing method, cold rolled steel sheet manufacturing method, and plated steel sheet manufacturing method |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59577B2 (en) * | 1979-08-13 | 1984-01-07 | 新日本製鐵株式会社 | Short-time continuous annealing method for cold-rolled steel strip |
| JPS56156778A (en) * | 1980-05-02 | 1981-12-03 | Nippon Steel Corp | Manufacture of continuously annealed steel strip with superior suitability to phosphating and superior corrosion resistance after coating |
| JPS5716133A (en) * | 1980-07-03 | 1982-01-27 | Nippon Steel Corp | Continuous annealer for thin steel strip |
| JPS5794524A (en) * | 1980-12-04 | 1982-06-12 | Nippon Kokan Kk <Nkk> | Method for continuous annealing |
| JPH02166234A (en) * | 1988-12-20 | 1990-06-26 | Sumitomo Metal Ind Ltd | Method for continuously annealing steel sheet |
| JPH0790391A (en) * | 1993-09-14 | 1995-04-04 | Nippon Steel Corp | Method for continuously annealing steel sheet |
-
1995
- 1995-10-13 WO PCT/JP1995/002111 patent/WO1997000975A1/en not_active Application Discontinuation
- 1995-10-13 EP EP95934304A patent/EP0779370A1/en not_active Ceased
- 1995-10-13 CN CN95195187A patent/CN1158641A/en active Pending
- 1995-10-13 KR KR1019970701147A patent/KR100221789B1/en not_active IP Right Cessation
- 1995-10-13 BR BR9508762A patent/BR9508762A/en not_active Application Discontinuation
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100457926C (en) * | 2006-09-08 | 2009-02-04 | 南京钢铁股份有限公司 | High-strength low-alloy steel temperature control plate blank acceleration cooling system |
| CN102286654A (en) * | 2010-02-23 | 2011-12-21 | 气体产品与化学公司 | Method of metal processing using cryogenic cooling |
| US9290823B2 (en) | 2010-02-23 | 2016-03-22 | Air Products And Chemicals, Inc. | Method of metal processing using cryogenic cooling |
| CN102747213A (en) * | 2011-04-22 | 2012-10-24 | 宝山钢铁股份有限公司 | Cooling method for continuous heat treatment of high-strength steel |
| CN102747213B (en) * | 2011-04-22 | 2014-04-30 | 宝山钢铁股份有限公司 | Cooling method for continuous heat treatment of high-strength steel |
| CN105849289A (en) * | 2013-12-25 | 2016-08-10 | Posco公司 | Apparatus for continuous annealing of strip and method for continuous annealing of same |
| CN105849289B (en) * | 2013-12-25 | 2018-08-28 | Posco公司 | The continuous annealer and its continuous annealing method of made-up belt |
| US10358691B2 (en) | 2013-12-25 | 2019-07-23 | Posco | Apparatus for continuous annealing of strip and method for continuous annealing of same |
| US10604820B2 (en) | 2013-12-25 | 2020-03-31 | Posco | Method of continuously annealing a strip |
| CN104357770A (en) * | 2014-11-20 | 2015-02-18 | 安徽省新方尊铸造科技有限公司 | Aluminum casting heat treatment furnace by using PTC (positive temperature coefficient) ceramic auxiliary heating |
| CN108148956A (en) * | 2016-12-02 | 2018-06-12 | 宝山钢铁股份有限公司 | A kind of jumbo jet heating equipment of continuous annealing unit |
| CN108148956B (en) * | 2016-12-02 | 2019-10-25 | 宝山钢铁股份有限公司 | A kind of jumbo jet heating equipment of continuous annealing unit |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1997000975A1 (en) | 1997-01-09 |
| EP0779370A1 (en) | 1997-06-18 |
| KR100221789B1 (en) | 1999-09-15 |
| BR9508762A (en) | 1998-01-13 |
| KR970705648A (en) | 1997-10-09 |
| EP0779370A4 (en) | 1997-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1158641A (en) | Method of continuous annealing of cold rolled steel plate and equipment thereof | |
| US20230082367A1 (en) | Method of producing high-strength hot-dip galvanized steel sheet | |
| CN1386141A (en) | Cold-rolled steel sheet having excellent strain aging hardening properties and method for producing the same | |
| JP5130733B2 (en) | Continuous annealing equipment | |
| CN1075838C (en) | Primary cooling method in continuously annealing steel strip | |
| CN101384744A (en) | Strip made of stainless austenitic steel with bright surface and excellent mechanical properties | |
| RU2006108544A (en) | METHOD OF PRODUCTION AND COMPLEX FOR THE PRODUCTION OF HIGH-STRENGTH GALVANIZED AND ANNEALED SHEET STEEL | |
| US11649520B2 (en) | Continuous hot dip galvanizing apparatus | |
| EP0216434B1 (en) | Method and apparatus for the treatment of steel wires | |
| CN113151735A (en) | High strength steel exhibiting good ductility and method for manufacturing the same by quenching and distribution treatment through a galvanizing bath | |
| US3904446A (en) | Process of making high strength cold rolled steel having excellent bake-hardening properties | |
| US5192485A (en) | Continuous annealing line having carburizing/nitriding furnace | |
| EP0803583B2 (en) | Primary cooling method in continuously annealing steel strips | |
| EP0086331A1 (en) | Continuous heat treating line for mild and high tensile strength stell strips or sheets | |
| CN111041178B (en) | Preparation method of high-strength high-toughness double-phase steel by circulating rolling | |
| JP3014603B2 (en) | Continuous plasma processing equipment for metal strip | |
| JPH093552A (en) | Continuous hot dip galvanizing equipment for effectively producing hot dip galvanized steel sheet | |
| CN114985453B (en) | Thick spring steel 51CrV4 cold-rolled wide steel strip and manufacturing method thereof | |
| WO2022206912A1 (en) | Low-carbon low-alloy trip steel or hot-dip galvanized trip steel having tensile strength greater than or equal to 980 mpa, and manufacturing method therefor | |
| JPH0543779B2 (en) | ||
| JP2006144032A (en) | Wire-drawing of steel wire and its heat treatment method | |
| CN110512063A (en) | A kind of production method of hot dip galvanized dual phase steel | |
| CN115161441A (en) | Production method of aluminum alloy pre-coated steel plate for hot stamping forming and continuous annealing furnace | |
| JPH04202650A (en) | Continuous annealing furnace | |
| JP2006097098A (en) | Heat-treated medium carbon steel strip superior in strength and workability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |