RU2367571C2 - Способ непрерывного изготовления соединительной трубы с муфтой, соединительная труба и устройство для изготовления соединительной трубы - Google Patents
Способ непрерывного изготовления соединительной трубы с муфтой, соединительная труба и устройство для изготовления соединительной трубы Download PDFInfo
- Publication number
- RU2367571C2 RU2367571C2 RU2006144728/12A RU2006144728A RU2367571C2 RU 2367571 C2 RU2367571 C2 RU 2367571C2 RU 2006144728/12 A RU2006144728/12 A RU 2006144728/12A RU 2006144728 A RU2006144728 A RU 2006144728A RU 2367571 C2 RU2367571 C2 RU 2367571C2
- Authority
- RU
- Russia
- Prior art keywords
- hose
- pipe
- wave
- longitudinal axis
- central longitudinal
- Prior art date
Links
- 230000008878 coupling Effects 0.000 title claims abstract description 34
- 238000010168 coupling process Methods 0.000 title claims abstract description 34
- 238000005859 coupling reaction Methods 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title claims description 11
- 230000007704 transition Effects 0.000 claims abstract description 44
- 238000000465 moulding Methods 0.000 claims description 26
- 238000002347 injection Methods 0.000 claims description 23
- 239000007924 injection Substances 0.000 claims description 23
- 238000004519 manufacturing process Methods 0.000 claims description 17
- 238000001125 extrusion Methods 0.000 claims description 5
- 238000010924 continuous production Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract 1
- 238000010327 methods by industry Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000001816 cooling Methods 0.000 description 8
- 238000009434 installation Methods 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/0015—Making articles of indefinite length, e.g. corrugated tubes
- B29C49/0021—Making articles of indefinite length, e.g. corrugated tubes using moulds or mould parts movable in a closed path, e.g. mounted on movable endless supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/34—Cross-head annular extrusion nozzles, i.e. for simultaneously receiving moulding material and the preform to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/49—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using two or more extruders to feed one die or nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/20—Double-walled hoses, i.e. two concentric hoses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/16—Cooling
- B29C2035/1616—Cooling using liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C2049/7873—Extrusion speed; Extruded preform position or length; Extrusion fall speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/006—Using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/9259—Angular velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/926—Flow or feed rate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92809—Particular value claimed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92923—Calibration, after-treatment or cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92933—Conveying, transporting or storage of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92952—Drive section, e.g. gearbox, motor or drive fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/303—Extrusion nozzles or dies using dies or die parts movable in a closed circuit, e.g. mounted on movable endless support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/0015—Making articles of indefinite length, e.g. corrugated tubes
- B29C49/0025—Making articles of indefinite length, e.g. corrugated tubes subsequent mould cavities being different, e.g. for making bells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/18—Pleated or corrugated hoses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2024/00—Articles with hollow walls
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S285/00—Pipe joints or couplings
- Y10S285/903—Corrugated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S285/00—Pipe joints or couplings
- Y10S285/924—Vented
Abstract
Изобретение относится к способу непрерывного изготовления состоящей из гладкой внутренней трубы и сваренной с ней, оснащенной гребнями волны внешней трубой, соединительной трубы с муфтой трубы и центральной продольной осью и включает следующие технологические этапы. Сначала экструдируют наружный шланг концентрично центральной продольной оси и снабжают наружный шланг с помощью подводимого снаружи частичного вакуума гофром с гребнями волны и впадинами волны. Затем экструдируют внутренний шланг концентрично центральной продольной оси в наружном шланге. Внутренний шланг сваривают со впадинами волны наружного шланга. Наружный шланг расширяют в заданных интервалах с помощью создаваемого снаружи частичного вакуума для образования муфты трубы. Во внутренний шланг подают изнутри газ с давлением, превышающим атмосферное давление, для изготовления муфты трубы, при этом внутренний шланг надавливают с расширением всей поверхностью на расширенный участок наружного шланга. Между муфтой трубы и соседней впадиной волны образовывают сформованный из внутреннего шланга и наружного шланга направленный наружу относительно центральной продольной оси переходный участок. Переходный участок в районе между внутренним шлангом и наружным шлангом вентилируют в соседний гребень волны. При этом наружный шланг в районе переходного участка оснащают по меньшей мере одним ведущим к соседнему гребню волны каналом. Технический результат, который достигается при использовании устройства и способа по изобретению для создания соединительной трубы назначения таким образом, чтобы было достигнуто полное прилегание всей поверхн
Description
Изобретение касается способа по совокупности существенных признаков пункта 1, соединительной трубы по совокупности признаков пункта 6 и устройства по совокупности признаков пункта 9.
Из патента ЕР 0563575 А2 (соответстветствует патенту US 5320797) известны подобный способ, подобная соединительная труба и подобное устройство. Чем больше номинальная ширина трубы, тем больше гребни волны и, тем самым, больше относительное увеличение муфты трубы по отношению к внутреннему диаметру соединительной трубы. Это объясняется тем, что обычная соединительная труба используется во многих случаях так же, как заостренный конец трубы, так что соединительная труба с гребнями волны вводится в муфту трубы. При поточном (линейном) изготовлении переходные отрезки между опережающей (т.е. передней) соединительной трубой и муфтой трубы с одной стороны, и муфтой трубы и запаздывающей (т.е. последующей) соединительной трубой имеют, таким образом, значительное радиальное простирание. В особенности, остающийся после разделения бесконечной нити трубопровода переходный отрезок между соединительной трубой и муфтой трубы должен иметь выраженное радиальное простирание, то есть он должен быть направленным относительно центральной продольной оси круто кнаружи, чтобы при введении заостренного конца в муфту трубы до самого переходного отрезка не образовывались мертвые пространства или даже значительные мертвые пространства, в которых может откладываться грязь. Чем больше номинальная ширина и/или выше скорость изготовления, тем больше опасность того, что на участке переходного отрезка в начале муфт и в конце муфт внутренний шланг (труба) будет не полностью прилегать к внешнему шлангу.
Задачей изобретения является создание способа изготовления соединительной трубы и устройства соответствующего назначения такими, чтобы было достигнуто прилегание всей поверхности и тем самым обеспечена возможность приваривания внутренней трубы к внешней трубе на участке переходного отрезка.
Данная задача решается признаками отличительной части пункта 1 формулы изобретения для способа изготовления, признаками отличительной части пункта 6 формулы изобретения для соединительной трубы и признаками отличительной части пункта 9 формулы изобретения для устройства.
Суть изобретения состоит в том, что пространство между внутренней трубой и наружной трубой на участке переходного отрезка, то есть на переходе от соединительной трубы к муфте трубы, вентилируется, т.е. подвергается давлению, так что внутренний участок трубы в результате производимого на него изнутри давления всей поверхностью прижимается к соответствующему участку наружной трубы и сваривается с ним. Вентилирование производится не наружу, а в соседнем гребне волны, и при необходимости также еще в одном соседнем гребне волны. Так как количество вытесняемого воздуха незначительно, это является достаточным. Основное значение имеет выполнение оснащения в соответствии с изобретением на переходном отрезке между соединительной трубой и муфтой трубы, который остается в готовой соединительной трубе между муфтой трубы и соединительной трубой. После поточного изготовления соединительной трубы переходный отрезок между муфтой трубы и соединительной трубой вырезается. В этом переходном отрезке могут быть предусмотрены меры соответственные изобретению, но необходимости в этом нет.
Другие преимущественные варианты исполнения представлены в зависимых пунктах формулы изобретения.
Дальнейшие признаки, преимущества и подробности изобретения поясняются ниже следующим описанием примера исполнения на основе чертежа. На чертежах изображено:
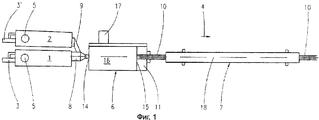
Фиг.1 - схематическое изображение установки, состоящей в основном из двух экструдеров, формовочной машины и устройства охлаждения для изготовления соединительной трубы с муфтами трубы, вид сверху;
Фиг.2 - заостренная головка и входной конец формовочной машины в горизонтальном разрезе;
Фиг.3 - вертикальный частичный продольный разрез формовочной машины во время изготовления обычной соединительной трубы;
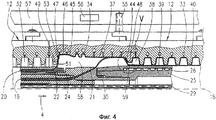
Фиг.4 - вертикальный частичный продольный разрез согласно фиг.3 в позиции начала изготовления муфты трубы;
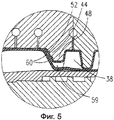
Фиг.5 - частичный разрез по линии V на фиг.4, увеличено;
Фиг.6 - вертикальный частичный продольный разрез согласно фиг.3 в позиции конца изготовления муфты трубы;
Фиг.7 - вертикальный частичный продольный разрез согласно фиг.3, 4, 6 с дополнением;
Фиг.8 - изготовленная на установке соединительная труба с муфтой трубы;
Фиг.9 - поперечный разрез соединительной трубы по линии разреза IX-IX на фиг.8;
Фиг.10 - частичный продольный разрез соединительной трубы по линии разреза Х-Х на фиг.9;
Фиг.11 - частичный продольный разрез соединительной трубы по линии разреза XI-XI на фиг.9;
Фиг.12 - поперечный разрез соединительной трубы по линии разреза XII-XII на фиг.8;
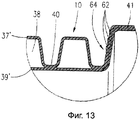
Фиг.13 - частичный продольный разрез соединительной трубы по линии разреза XIII-XIII на фиг.12;
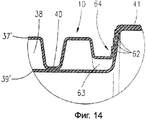
Фиг.14 - частичный продольный разрез соединительной трубы по линии разреза XIV-XIV на фиг.12.
Изображенная на фиг.1 установка для изготовления соединительных труб содержит два экструдера 1, 2. Каждый из них приводится в действие приводным двигателем 3 и соответственно 3′ с регулируемой частотой вращения, которое по отношению к направлению подачи 4 всей установки предусматривается противоположным направлению потока в подводящих воронках 5 экструдеров 1, 2.
По направлению подачи 4 по движению потока от экструдеров 1, 2 расположена формовочная машина 6, так называемый корругатор, за которым, в свою очередь, расположено охлаждающее устройство 7. На экструдере 1, расположенном соосно с формовочной машиной 6 и охлаждающим устройством 7, размещена поперечная впрыскивающая головка 8, которая простирается внутрь формовочной машины 6. Другой, расположенный сбоку отданного экструдера 1, экструдер 2 соединен с поперечно-впрыскивающей головкой 8 через впрыскивающий канал 9, входящий сбоку в поперечно-впрыскивающую головку 8. Как схематически изображено на фиг.1, в формовочной машине 6 формуется соединительная труба 10, которая выходит в направлении подачи 4 из формовочной машины 6 и охлаждается в охлаждающем устройстве 7. За этим охлаждающим устройством 7 она может быть разрезана на куски заданной длины.
Формовочная машина 6 известна по своей конструкции и широко применяется на практике. Она описана, к примеру, в патенте ЕР 0563575 В1 (соответствует US-PS 5320797), на который здесь было указано. Она имеет в основном станину - стол 11, на котором расположены литьевые полуформы 12, 12′, которые соответственно соединены друг с другом в виде так называемых цепочек 13, 13′. Данные цепочки 13, 13′ перемещаются относительно направления подачи 4 - на конце против направления потока 14 и на выходном конце 15 проводятся через обводные ролики (не изображены). Они перемещаются с вращением в направлении подачи 4 таким образом, что каждые две полуформы 12, 12′ объединяются в пару литьевых форм, причем следующие в направлении подачи 4 друг за другом пары литьевых форм прижаты плотно друг к другу. Приведение в движение соединенных в пару на формовочном участке 16 полуформ 12, 12′ происходит посредством приводного двигателя 17.
Головка 8 поперечного впрыска имеет два расположенных концентрично общей центральной продольной оси 18 канала расплава пластических масс, а именно внутренний канал расплава 19 и наружный канал расплава 20, которые, относительно направления подачи 4, заканчиваются в направлении потока во внутренней форсунке 21 и, соответственно, наружной форсунке 22. Внутренний канал расплава 19 соединен с каналом впрыскивания 23 экструдера 1, расположенного соосно с формовочной машиной 6, при этом наружный канал расплава 20 соединен с каналом впрыскивания 9 другого экструдера 2. Между внутренней форсункой 21 и наружной форсункой 22 из впрыскивающей головки 8 выходит газовый канал 24, который, с одной стороны, может быть соединен через вентиль с источником сжатого газа для вдувания так называемого опорного воздуха или, с другой стороны, к атмосфере или к частичному вакууму.
На конце впрыскивающей головки 8 по направлению потока - по направлению подачи 4 - расположена калибровочная оправка 25, которая установлена также концентрично оси 18. Она имеет каналы охлаждения 26, через которые проводится охлаждающая вода, которая подводится через подводной водопровод охлаждающей воды 27 и отводится через отводной водопровод охлаждающей воды 28. Также предусмотрен воздухопровод 29, который соединен со служащим в качестве дополнительного газового канала газовым зазором 30, который находится по отношению к направлению подачи 4 непосредственно в направлении потока во внутренней форсунке 21 между впрыскивающей головкой 8 и калибровочной оправкой 25. Линии 27-29 проведены через трубчатый канал снабжения 31, выполненный во впрыскивающей головке 8 концентрично оси 18.
Полуформы 12, 12′ имеют кольцеобразные формовочные выемки 32, 32′, расположенные одна за другой на одинаковом расстоянии и соединенные с каналами частичного вакуума 33. При вхождении полуформ 12, 12′ в формовочный участок 16 каналы частичного вакуума 33 попадают, как видно на фиг.2, на источники питания частичного вакуума 35 и 36 соответственно, так что формовочные выемки 32 снабжаются частичным вакуумом.
Подводимый экструдером 2 через впрыскивающий канал 9 впрыскивающей головки 8 пластмассовый расплав протекает по наружному каналу расплава 20 к наружной форсунке 22 и экструдируется там с приданием формы наружного шланга 37. В связи с наличием частичного вакуума данный шланг 37 с приданием ему формы шланга с кольцеобразными гребнями волн 38 ложится в формочные выемки формы 32, 32′. Из экструдера 1 по каналу впрыскивания 23 поперечной впрыскивающей головки 8 пластмассовый расплав подается и протекает через внутренний канал 19 расплава к внутренней форсунке 21 и выходит оттуда в виде внутреннего шланга 39, который попадает на калибровочную оправку 25. Этот внутренний шланг 39 расширяется слегка наружу от внутренней форсунки 21 в направлении подачи 4 до тех пор, пока внутренний шланг 39 не попадает на впадины волны 40 наружного шланга 37 и здесь с ним сваривается. Внутренний шланг 39 и наружный шланг 37 образуют после охлаждения, затвердевая, соединительную трубу 10.
Как в особенности видно из фиг.2-4, 6 и 7, полуформы 12, 12′ выполнены так, что на соответственно заданных расстояниях в бесконечно изотовленной соединительной трубе 10 образованы муфты трубы 41. Кроме того, в одной паре полуформ 12, 12′ образована выемка муфты 42, которая имеет в основном гладкую цилиндрическую стенку 43. Между стенкой 43 выемки муфты 42 и опрежающей в направлении подачи 4 формовочной выемкой 32 образована переходная поверхность 44. К запаздывающему в направлении подачи 4 концу стенки 43 выемки муфты 42 примыкают окружные канавки для усиления муфты трубы 41 и формовочный участок 45, имеющий форму усеченного конуса, в котором формуется расширяющийся к наружи входной конец 46 муфты 41. К нему, в свою очередь, примыкает переходная поверхность 47, которая ведет к следующей, запаздывающей в направлении подачи 4 формовочной выемке 32.
Описанное выше устройство известно в основном из патента ЕР 0995579 А2 (соответствует US 6458311), на который здесь однозначно указывается.
Как видно из фиг.3-7, на передней в направлении подачи 4 переходной поверхности 44 и на последующей в направлении подачи 4 переходной поверхности 47 в области образующей впадины волны 40 на формующей переходные поверхности 44 и 47 соответственно кольцевой стойке 48 и 49 соответственно полуформ 12, 12′ образованы проходящие в направлении оси 18 разрезные формовочные выемки 50, 51. Эти выемки 50, 51 связывают переходные поверхности 44 и 47 соответственно с ближним соседним кольцеобразным гребнем волны 38. Выемки 50, 51 каждой кольцевой стойки 48,49 соединены друг с другом с помощью распределенных по объему переходных поверхностей 44 и 47 и образованных в них соединительных пазов 52, 53.
Как видно из фиг.3, 4, 6, 7, охватывающая выемку муфты 42 полуформа 12 простирается на такую длину, что кольцевые стойки 48, 49 полностью размещены в ней. Таким образом, разделение соседних полуформ 12 происходит, в отличие от схематического изображения на фиг.2, не через кольцевые стойки 48 и 49 соответственно. Это имеет технологические преимущества. Если выемка муфты 42 настолько длинна, что она простирается больше, чем на длину одной полуформы 12, то тогда она считается соответствующей, т.е. подходящей для этих полуформ 12.
В жестком пространственном подчинении относительно выемки муфты 42 находится с соответствующей полуформой 12 стержнеобразный переключательный элемент 55, который задействует переключатель 56, посредством которого изменяется число оборотов и тем самым скорость экструдирования экструдеров 1, 2, и с помощью которого запитываются газовый канал 24 и соответственно газовый зазор 30. Для этого на формовочной машине 6 размещен стопорный рычаг 57, который простирается над полуформами 12, 12′ в направлении подачи 4. На этом стопорном рычаге 57 расположен приводимый в действие переключательным элементом 55 переключатель 56. Этот переключатель 56, как видно на фиг.3-5, может быть включен. Изменение числа оборотов экструдера 2, который поставляет пластмассовый расплав для изготовления наружного шланга (трубы) 37, управление так называемым опорным воздухом, который выходит из газового канала 24, подача воздуха через этот газовый канал 24, управление газовым зазором 30 на калибровочной оправке 25 и, наконец, изменение числа оборотов и тем самым скорости экструдирования экструдера 1, который поставляет пластмассовый расплав для производства внутреннего шланга (трубы) 39, происходит с помощью программного обеспечения управлением, для которого переключатель 56 при включении поставляет опорный сигнал.
При изготовлении обычной гофрированной соединительной трубы 10 в форме, изображенной на фиг.3, справа, внешний шланг 37 из-за частичного вакуума втягивается в формочные выемки 32 и прилегает к ним. При этом подается незначительное избыточное давление, на (0,5÷1,5)*104 Па выше атмосферного давления, в газовый зазор 30. Вместе с тем подается также незначительное, но более высокое избыточное давление, на (2,0÷3,0))*104 Па превышающее атмосферное, в газовый канал 24. Незначительное избыточное давление внутри внутреннего шланга 39 препятствует тому, чтобы внутренний шланг 39 прилипал к калибровочной оправке 25 до того, как он приварится к наружному шлангу 37. Вместо избыточного давления в газовом зазоре 30 также может создаваться частичный вакуум. Благодаря несколько более высокому избыточному давлению между наружным шлангом 37 и внутренним шлангом 39 обеспечивается то, что при охлаждении сваренных друг с другом на впадинах волны 40 шлангов 37, 39 и гофрированной соединительной трубы 10 внутренний шланг 39 радиально наружу в гребень волны 38 не выгибается. При охлаждении шлангов 37, 39 между ними устанавливается точно атмосферное давление. Во время данного изготовления обычной гофрированной соединительной трубы 10 экструдеры 1, 2 вращаются с заданным числом оборотов, т.е. они экструдируют соответственно определенный поток пластмассового расплава за единицу времени. В зависимости от свойств пластмассового расплава, из которого состоит внутренний шланг 39, частичный вакуум в калибровочной оправке 25 может служить для того, чтобы получить гладкую внутреннюю поверхность внутреннего шланга 39 и тем самым следующей внутренней трубы 39′. Речь идет тогда о так называемой вакуумной калибровке.
Когда в изображенном на фиг.3 моменте переходная поверхность 44 заходит в район внешней форсунки 22, переключательный элемент 55 попадает к переключателю 56, благодаря действию которого число оборотов приводного двигателя 3′ экструдера 2 снижается, так что скорость экструдирования, т.е. поток массы пластмассового расплава за единицу времени, сокращается. Сокращением числа оборотов экструдера 2 вызывается то, что прилегающий из-за частичного вакуума к переходной поверхности 44 и стенке 43 выемки муфты 42 внешний шланг 37 содержит на единицу длины соединительной трубы 10 меньше пластмассы, чем в области обычной гофрированной соединительной трубы 10, где из нее формуется внешняя труба 37′ с гребнями волны 38. В зависимости от степени сокращения числа оборотов толщина стенки в области муфты трубы 41 может быть такой же, как и в области гребней волны 38 соединительной трубы 10, или же больше или меньше. Соответственная настройка и изменение толщины стенки в области муфты трубы 41 может достигаться также известным способом повышения скорости полуформ 12, 12′, образующих форму 32. С другой стороны, увеличением числа оборотов экструдера 2 и соответственно сокращением скорости формы 32 достигается увеличение толщины стенки в области муфты трубы 41.
Когда, например, соответственно изображению на фиг.4 переходная поверхность 44 достигает внутренней форсунки 21, избыточное давление или разряжение выходящего из газового зазора 30 воздуха повышается, например, до величины избыточного давления примерно (2,1÷4,5)*105 Па. Вместе с тем избыточное давление в газовом канале 24 уменьшается, и он подсоединяется к источнику вакуума или к атмосфере, так что промежуточное пространство 58 между внутренним шлангом 39 и наружным шлангом 37 в области выемки муфты 42 вентилируется. Внутренний шланг 39 надавливается кнаружи на внешний шланг 37.
Как видно из фиг.4 и 5, наружный шланг 37 ложится на кольцевую стойку 48 и переходную поверхность 44, причем одновременно в области разрезных выемок 50 формуется один, ведущий в соседний гребень волны 38, перепускной канал 59. В переходной поверхности 44 наружный шланг 37 ложится также в соединительные пазы 52, вследствие чего в формуемой наружной трубе 37′ образуются соединительные каналы 60. Внутренний шланг 39 надавливается имеющимся в нем давлением на наружный шланг 37, но не вдавливается, не формуется в перепускные каналы 59 и, соответственно, в соединительные каналы 60, так что эти каналы 59, 60 между наружным шлангом 37 и внутренним шлангом 39 сохраняются. Находящийся в этой области воздух может поступать в направлении подачи в опережающий гребень волны 38. В переходном участке 61 между обычной соединительной трубой 10 и сформованной в одну линию муфтой трубы 41 свариваются друг с другом почти всей поверхностью наружный шланг 37 и внутренний шланг 39. Лишь в области перепускных каналов 59 и соединительных каналов 60 это сваривание не происходит. Такое исполнение позволяет образовать переходный участок 61, в направлении подачи 4, существенно радиально, т.е. с относительно крутым подъемом.
После того, как переходная поверхность 44 переместилась за внутреннюю форсунку 21, приводной двигатель 3 экструдера 1 настривается таким образом, что, например, число его оборотов повышается, т.е. экструдированный за единицу времени поток массы пластмассового расплава увеличивается. Внутренний шланг 39 получает в области образуемой муфты 41 на единицу длины больше пластмассового расплава, чем в области обычной гофрированной соединительной трубы 10, в которой из него формуется лишь внутренняя труба 39′ с гладкими стенками.
После того, как переходная поверхность 47 выемки муфты 42 передвинулась за внешнюю форсунку 22, скорость экструдирования поставляющего наружный шланг 37 экструдера 2 восстанавливается до первоначальной величины. Экструдер 2 поставляет снова такую массу пластмассового расплава за единицу времени, которая требуется для производства гребней волны 38. Наружный шланг 37 ложится на переходную поверхность 47 и в образованные в ней соединительные пазы 53, вследствие чего соединительные каналы 62 образуются в наружном шланге. Затем наружный шланг ложится на кольцевую стойку 49 и формуется в разрезные выемки 51 с образованием перепускных каналов 63.
Когда переходная поверхность 47 достигает внутренней форсунки 21, тогда, с одной стороны, давление газа в газовом зазоре 30 снова снижается, и к газовому каналу 24 подводится сжатый воздух и, соответственно, так называемый опорный воздух. Это значит, что технологические условия восстанавливаются до того уровня, на котором происходит производство обычной соединительной трубы 10. Когда переходная поверхность 47 переезжает внутреннюю форсунку 21, приводной двигатель 3 перенаправляется, и вследствие этого скорость экструдирования экструдера 1 приходит в первоначальную стадию, так что снова экструдируется необходимое количество пластмассового расплава для производства гладкой внутренней трубы 39′ за единицу времени. Как уже описывалось, внутренний шланг 39 ложится гладко на наружный шланг 37, однако не вдавливается в соединительные каналы 62 и перепускные каналы 63. Через них находящийся в переходном участке 64 между муфтой трубы 41 по направлению подачи 4 и передней обычной соединительной трубой 10 воздух отводится в следующий гребень волны 38.
Как видно из фиг.7, в калибровочной оправке 25 может быть предусмотрен дополнительный канал сжатого воздуха 65, через который посредством соответствующего подвода сжатого воздуха к еще способному к деформации внутреннему шлангу 39 еще раз дополнительно подводится сжатый воздух, вследствие чего, возможно, еще имеющийся воздух в районе переходных участков 61 и соответственно 64 отводится через каналы 59, 60 и соответственно 62, 63 в соседние гребни волны 38. Дополнительный кратковременный подвод сжатого воздуха происходит только тогда, когда как передняя в направлении подачи 4 кольцевая стойка 48, так и последующая в направлении подачи 4 кольцевая стойка 49 и находящаяся между ними выемка муфт 42 находятся полностью над калибровочной оправкой 25, вследствие чего уплотнение находящегося в пределах образованной муфты трубы 41 внутреннего пространства происходит в направлении подачи 4 и против направления подачи 4 с помощью находящегося во впадинах волны 40 между кольцевыми стойками 48, 49 и калибровочной оправкой 25 пластмассового расплава. Управление через канал сжатого воздуха 65 подводимым сжатым воздухом происходит посредством переключателя 56 описанным выше способом.
В особенности изображенная на фиг.8 изготовленная способом в одну линию бесконечная соединительная труба разделяется в районе последующей в направлении подачи 4 переходной поверхности 47 двумя разрезами 66, 67, один из которых, а именно последующий в направлении подачи 4 разрез 66, проводится через впадину волны 40 за переходным участком 64, в то время как другой, в направлении подачи 4 передний разрез 67, выполняется вдоль входного конца 46 муфты 41.
Вместо двух экструдеров 1, 2 и поперечной впрыскивающей головки 8 могут также применяться один единственный экструдер и впрыскивающая головка, как это известно, к примеру, из патента ЕР 0509216 В (соответствует патенту US 5346384) и ЕР 0834386 В (соответствует патенту US 6045347), на что здесь дана ссылка.
Claims (10)
1. Способ непрерывного изготовления состоящей из гладкой внутренней трубы (39′) и сваренной с ней, оснащенной гребнями волны (38) внешней трубы (37′) соединительной трубы (10) с муфтой трубы (41) и центральной продольной осью (18), включающий следующие технологические этапы:
экструдируют наружный шланг (37) концентрично центральной продольной оси (18);
снабжают наружный шланг (37) с помощью подводимого снаружи частичного вакуума гофром с гребнями волны (38) и впадинами волны (40);
экструдируют внутренний шланг (39) концентрично центральной продольной оси (18) в наружном шланге (37);
внутренний шланг (39) сваривают со впадинами волны (40) наружного шланга (37);
наружный шланг (37) расширяют в заданных интервалах с помощью создаваемого снаружи частичного вакуума для образования муфты трубы (41),
во внутренний шланг (39) подают изнутри газ с давлением, превышающим атмосферное давление, для изготовления муфты трубы (41), при этом внутренний шланг надавливают с расширением всей поверхностью на расширенный участок наружного шланга (37), и
между муфтой трубы (41) и соседней впадиной волны (40) образовывают сформованный из внутреннего шланга (39) и наружного шланга (37), направленный наружу относительно центральной продольной оси (18) переходный участок (61, 64),
отличающийся тем,
что переходный участок (61, 64) в районе между внутренним шлангом (39) и наружным шлангом (37) вентилируют в соседний гребень волны (38), при этом наружный шланг (37) в районе переходного участка (61, 64) оснащают по меньшей мере одним, ведущим к соседнему гребню волны (38) каналом (59, 63).
экструдируют наружный шланг (37) концентрично центральной продольной оси (18);
снабжают наружный шланг (37) с помощью подводимого снаружи частичного вакуума гофром с гребнями волны (38) и впадинами волны (40);
экструдируют внутренний шланг (39) концентрично центральной продольной оси (18) в наружном шланге (37);
внутренний шланг (39) сваривают со впадинами волны (40) наружного шланга (37);
наружный шланг (37) расширяют в заданных интервалах с помощью создаваемого снаружи частичного вакуума для образования муфты трубы (41),
во внутренний шланг (39) подают изнутри газ с давлением, превышающим атмосферное давление, для изготовления муфты трубы (41), при этом внутренний шланг надавливают с расширением всей поверхностью на расширенный участок наружного шланга (37), и
между муфтой трубы (41) и соседней впадиной волны (40) образовывают сформованный из внутреннего шланга (39) и наружного шланга (37), направленный наружу относительно центральной продольной оси (18) переходный участок (61, 64),
отличающийся тем,
что переходный участок (61, 64) в районе между внутренним шлангом (39) и наружным шлангом (37) вентилируют в соседний гребень волны (38), при этом наружный шланг (37) в районе переходного участка (61, 64) оснащают по меньшей мере одним, ведущим к соседнему гребню волны (38) каналом (59, 63).
2. Способ по п.1, отличающийся тем, что наружный шланг (37) оснащают в районе переходного участка (61, 64) по меньшей мере одним, проходящим через соседнюю впадину волны (40) в направлении центральной продольной оси (18) перепускным каналом (59, 63).
3. Способ по п.1 или 2, отличающийся тем, что наружный шланг (37) оснащают в районе переходного участка (61, 64) по меньшей мере одним, входящим в ведущий к соседнему гребню волны (38) соединительным каналом (59, 63), проходящим перпендикулярно к центральной продольной оси.
4. Способ по п.1, отличающийся тем, что в муфту трубы (41), находящуюся в способном к деформации состоянии, вдувают сжатый воздух.
5. Соединительная труба, выполненная преимущественно способом по любому из пп.1-4,
с центральной продольной осью (18),
с проходящей концентрично центральной продольной оси (18) внутренней трубой с гладкими стенками (39′),
с гофрированной внешней трубой (37′), имеющей
гребни волны (38) и
расположенные между гребнями волны (38) впадины волны (40), которые сварены с внутренней трубой (39′),
с зацело сформованной муфтой трубы (41),
с образованным между впадиной волны (40) и муфтой трубы (41) переходным участком (61, 64), который
выполнен между внешней трубой (37′) и внутренней трубой (39′), отличающаяся тем, что внутренняя часть переходного участка (61, 64) между внешней трубой (37′) и внутренней трубой (39′) соединена с соседним гребнем волны(38) посредством по меньшей мере одного перепускного канала (59, 63).
с центральной продольной осью (18),
с проходящей концентрично центральной продольной оси (18) внутренней трубой с гладкими стенками (39′),
с гофрированной внешней трубой (37′), имеющей
гребни волны (38) и
расположенные между гребнями волны (38) впадины волны (40), которые сварены с внутренней трубой (39′),
с зацело сформованной муфтой трубы (41),
с образованным между впадиной волны (40) и муфтой трубы (41) переходным участком (61, 64), который
выполнен между внешней трубой (37′) и внутренней трубой (39′), отличающаяся тем, что внутренняя часть переходного участка (61, 64) между внешней трубой (37′) и внутренней трубой (39′) соединена с соседним гребнем волны(38) посредством по меньшей мере одного перепускного канала (59, 63).
6. Соединительная труба по п.5, отличающаяся тем, что перепускной канал (59, 63) выполнен проходящим через впадину волны (40) в районе внешней трубы (37′) в направлении центральной продольной оси.
7. Соединительная труба по п.5 или 6, отличающаяся тем, что во внешней трубе (37′) в районе переходного участка (61, 64) выполнен по меньшей мере один, соединительный канал (60, 62), соединенный с перепускным каналом (59, 63), проходящим тангенциально к центральной продольной оси (18).
8. Устройство для осуществления способа по любому из пп.1 - 4 по изготовлению соединительной трубы по любому из пп.5 - 7,
в котором полуформы (12, 12′), оснащенные кольцеобразными формовочными выемками (32) и дополняющие друг друга попарно на формовочном участке (16) до полной формы с центральной продольной осью (18), расположены с возможностью вращения и перемещения в направлении подачи (4),
формочные выемки (32) соединены с выполненными в полуформах (12, 12′) каналами частичного вакуума (33),
перед формовочным участком (16) расположена впрыскивающая головка (8) по меньшей мере одного экструдера (1, 2),
впрыскивающая головка (8) снабжена внешней форсункой (22) для экструзии наружного шланга (37) и следующей за ней в направлении подачи (4) внутренней форсункой (21) для экструзии внутреннего шланга (39), и расположенной на ее заднем в направлении подачи (4) конце калибровочной оправкой (25),
причем между внешней форсункой (22) и внутренней форсункой (21) выполнен по меньшей мере один газовый канал (24), выходящий из впрыскивающей головки (8),
причем между внутренней форсункой (21) и калибровочной оправкой (25) выполнен по меньшей мере один дополнительный газовый канал (30), выходящий из впрыскивающей головки (8)
причем по меньшей мере одна пара полуформ (12, 12′) оснащена выемкой муфт (42),
при этом в одной находящейся между выемкой муфт (42) и соседней формовочной выемкой (32) кольцевой стойке (48, 49) выполнена одна направленная наружу от центральной продольной оси (18) переходная поверхность (44, 47),
отличающееся тем,
что по меньшей мере в одной кольцевой стойке (48, 49) выполнена одна выемка (50, 51), соединяющая переходную поверхность (44, 47) с соседней кольцеобразной формовочной выемкой (32).
в котором полуформы (12, 12′), оснащенные кольцеобразными формовочными выемками (32) и дополняющие друг друга попарно на формовочном участке (16) до полной формы с центральной продольной осью (18), расположены с возможностью вращения и перемещения в направлении подачи (4),
формочные выемки (32) соединены с выполненными в полуформах (12, 12′) каналами частичного вакуума (33),
перед формовочным участком (16) расположена впрыскивающая головка (8) по меньшей мере одного экструдера (1, 2),
впрыскивающая головка (8) снабжена внешней форсункой (22) для экструзии наружного шланга (37) и следующей за ней в направлении подачи (4) внутренней форсункой (21) для экструзии внутреннего шланга (39), и расположенной на ее заднем в направлении подачи (4) конце калибровочной оправкой (25),
причем между внешней форсункой (22) и внутренней форсункой (21) выполнен по меньшей мере один газовый канал (24), выходящий из впрыскивающей головки (8),
причем между внутренней форсункой (21) и калибровочной оправкой (25) выполнен по меньшей мере один дополнительный газовый канал (30), выходящий из впрыскивающей головки (8)
причем по меньшей мере одна пара полуформ (12, 12′) оснащена выемкой муфт (42),
при этом в одной находящейся между выемкой муфт (42) и соседней формовочной выемкой (32) кольцевой стойке (48, 49) выполнена одна направленная наружу от центральной продольной оси (18) переходная поверхность (44, 47),
отличающееся тем,
что по меньшей мере в одной кольцевой стойке (48, 49) выполнена одна выемка (50, 51), соединяющая переходную поверхность (44, 47) с соседней кольцеобразной формовочной выемкой (32).
9. Устройство по п.8, отличающееся тем, что в переходной поверхности (44, 47) выполнен по меньшей мере один входящий в выемку (50, 51) соединительный паз (52, 53).
10. Устройство по п.8 или 9, отличающееся тем, что калибровочная оправка (25) оснащена каналом сжатого воздуха (65).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04015688A EP1612030B1 (de) | 2004-07-03 | 2004-07-03 | Verfahren zur fortlaufenden Herstellung eines Doppelwand-Wellrohres mit Rohrmuffe, das Doppelwand-Wellrohr und die Vorrichtung zur Durchführung des Verfahrens |
| EP04015688.7 | 2004-07-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2006144728A RU2006144728A (ru) | 2008-08-10 |
| RU2367571C2 true RU2367571C2 (ru) | 2009-09-20 |
Family
ID=34925605
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2006144728/12A RU2367571C2 (ru) | 2004-07-03 | 2005-06-10 | Способ непрерывного изготовления соединительной трубы с муфтой, соединительная труба и устройство для изготовления соединительной трубы |
Country Status (18)
| Country | Link |
|---|---|
| US (2) | US7238317B2 (ru) |
| EP (1) | EP1612030B1 (ru) |
| JP (1) | JP4759563B2 (ru) |
| KR (1) | KR101079495B1 (ru) |
| CN (1) | CN100526048C (ru) |
| AT (1) | ATE372205T1 (ru) |
| AU (1) | AU2005259613B2 (ru) |
| BR (1) | BRPI0512601B1 (ru) |
| CA (1) | CA2487955C (ru) |
| DE (1) | DE502004004881D1 (ru) |
| DK (1) | DK1612030T3 (ru) |
| ES (1) | ES2290594T3 (ru) |
| MX (1) | MXPA06014202A (ru) |
| PL (1) | PL1612030T3 (ru) |
| RU (1) | RU2367571C2 (ru) |
| UA (1) | UA85421C2 (ru) |
| WO (1) | WO2006002743A1 (ru) |
| ZA (1) | ZA200610839B (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2712147C1 (ru) * | 2016-11-21 | 2020-01-24 | Наката Мэньюфэкчеринг Ко., Лтд. | Устройство для производства сварной трубы и способ производства сварной трубы |
| RU2713525C2 (ru) * | 2014-09-30 | 2020-02-05 | Манфред А.А. ЛУПКЕ | Усовершенствованное обратное перемещение формовочных блоков |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE372205T1 (de) | 2004-07-03 | 2007-09-15 | Hegler Ralph Peter Dr Ing | Verfahren zur fortlaufenden herstellung eines doppelwand-wellrohres mit rohrmuffe, das doppelwand-wellrohr und die vorrichtung zur durchführung des verfahrens |
| AU2007223403B2 (en) * | 2006-03-01 | 2013-03-28 | Applied Medical Resources Corporation | Gas insufflation suction and irrigation medical tubing |
| US7621567B2 (en) * | 2006-05-24 | 2009-11-24 | Titeflex Corporation | Corrugated tube fitting with a ridge sealing device and method |
| DE202007002954U1 (de) * | 2007-03-01 | 2007-04-26 | Hegler, Ralph Peter, Dr.-Ing. | Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit Rohrmuffe |
| CA2588058C (en) * | 2007-05-08 | 2014-07-15 | Stefan A. Lupke | Alignable cooling plug for extruder |
| US8820800B2 (en) * | 2007-11-16 | 2014-09-02 | Advanced Drainage Systems, Inc. | Multi-wall corrugated pipe couplings and methods |
| DE202007016630U1 (de) * | 2007-11-28 | 2008-02-14 | Hegler, Ralph Peter, Dr.-Ing. | Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit Rohrmuffe |
| US20100089074A1 (en) * | 2008-10-14 | 2010-04-15 | Sutton Gerald S | Apparatus and Method for Cooling an Outer Wall of Pipe |
| CA2621322C (en) * | 2008-02-14 | 2014-12-16 | Manfred A. A. Lupke | Double walled corrugated pipe section with pipe coupling |
| US8783299B2 (en) | 2008-02-19 | 2014-07-22 | Ralph Peter Hegler | Method of and apparatus for continuously producing a twin-wall pipe comprising pipe socket and twin-wall pipe |
| EP2425958B1 (de) | 2008-03-18 | 2014-01-29 | Ralph Peter Hegler | Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit einer Rohrmuffe |
| DE202008018223U1 (de) | 2008-03-18 | 2012-02-13 | Ralph Peter Hegler | Vorrichtung zur fortlaufenden Herstellung einesVerbundrohres mit Rohrmuffe |
| WO2010015975A1 (en) * | 2008-08-06 | 2010-02-11 | Jain Irrigation Systems Limited | A pipe with integral male and female ends, a joint made using the same pipe, and processes of making the pipe and the joint |
| EP2436504B1 (de) | 2010-09-29 | 2015-07-01 | Ralph-Peter Dr.-Ing. Hegler | Verfahren zur fortlaufenden Herstellung eines Verbundrohres mit Rohrmuffe, Verbundrohr mit Rohrmuffe und Vorrichtung zur Durchführung des Verfahrens und zur Herstellung des Verbundrohres |
| EP2589481B1 (de) * | 2011-11-04 | 2016-01-20 | Ralph Peter Hegler | Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit Verbindungs-Muffe |
| KR101454893B1 (ko) * | 2013-08-19 | 2014-11-03 | 주식회사 현대인더스트리 | 광케이블 덕트의 제조장치 및 그 덕트 |
| KR101751278B1 (ko) * | 2015-02-06 | 2017-07-11 | 유옥수 | 마찰계수 감소와 내경 보강용 디씨 이중벽 하수관 성형장치 |
| KR101751279B1 (ko) * | 2015-02-06 | 2017-06-27 | 유옥수 | 마찰계수 감소와 내경 보강용 디씨 이중벽 하수관 제조방법 |
| US10563796B2 (en) * | 2015-02-12 | 2020-02-18 | Den Di De Nora Paolo | Extensible hose |
| EP3271271B1 (en) * | 2015-03-20 | 2018-11-28 | Valme S.r.l. - Unico Socio | Apparatus and method for producing a pipe for conveying abrasive materials such as concrete |
| KR101696922B1 (ko) * | 2016-04-29 | 2017-01-17 | 이진규 | 평활관을 구비한 나선형 주름관의 성형장치 및 그 주름관 |
| DE102017002275A1 (de) | 2017-03-10 | 2018-09-13 | Uniwell Rohrsysteme Gmbh & Co. Kg | Druckschlauch |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1187258A (en) * | 1982-12-02 | 1985-05-21 | Lupke, Manfred A. A. | Method and apparatus for forming a double walled thermoplastic tube with integral bells |
| JPS6062930U (ja) * | 1983-10-05 | 1985-05-02 | タキロン株式会社 | 二重壁管 |
| DE4111228A1 (de) | 1991-04-08 | 1992-10-15 | Wilhelm Hegler | Vorrichtung zur herstellung von kunststoff-rohren |
| DE4210482A1 (de) * | 1992-03-31 | 1993-10-07 | Wilhelm Hegler | Verfahren und Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit Rohr-Muffe |
| DE9321573U1 (de) * | 1992-03-31 | 1999-12-16 | Hegler Ralph Peter | Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit Rohr-Muffe |
| CA2072663C (en) * | 1992-06-29 | 1999-11-16 | Manfred A. A. Lupke | Method and apparatus for forming a double walled thermoplastic tube with integral bells |
| DE4240268A1 (de) * | 1992-12-01 | 1994-06-09 | Wilhelm Hegler | Verfahren und Vorrichtung zur fortlaufenden Herstellung eines Verbundrohres mit einem außen im wesentlichen glatten Abschnitt |
| JP3210673B2 (ja) * | 1993-06-30 | 2001-09-17 | ループケ、マンフレッド・エー・エー | ベル一体化二重壁熱可塑性チューブを形成する方法及び装置 |
| DE19640928A1 (de) | 1996-10-04 | 1998-04-09 | Ralph Peter Dr Ing Hegler | Vorrichtung zur Herstellung von Kunststoff-Verbund-Rohren |
| DE19848470A1 (de) * | 1998-10-21 | 2000-04-27 | Ralph Peter Hegler | Verfahren zur fortlaufenden Herstellung eines Verbundrohres mit einer Rohr-Muffe und Vorrichtung zur Durchführung des Verfahrens |
| US6199592B1 (en) * | 1999-02-05 | 2001-03-13 | Hancor, Inc. | Pipe structure and method of manufacture |
| US20030090112A1 (en) * | 2001-11-14 | 2003-05-15 | Brad Baughman | Pipe joint assembly |
| JP3878026B2 (ja) | 2002-02-14 | 2007-02-07 | 電気化学工業株式会社 | ニ重壁コルゲート管の製造方法 |
| US20050161947A1 (en) * | 2003-10-28 | 2005-07-28 | Skinner James W. | Sealing system for pipelines |
| ATE372205T1 (de) | 2004-07-03 | 2007-09-15 | Hegler Ralph Peter Dr Ing | Verfahren zur fortlaufenden herstellung eines doppelwand-wellrohres mit rohrmuffe, das doppelwand-wellrohr und die vorrichtung zur durchführung des verfahrens |
-
2004
- 2004-07-03 AT AT04015688T patent/ATE372205T1/de active
- 2004-07-03 PL PL04015688T patent/PL1612030T3/pl unknown
- 2004-07-03 DE DE502004004881T patent/DE502004004881D1/de active Active
- 2004-07-03 DK DK04015688T patent/DK1612030T3/da active
- 2004-07-03 EP EP04015688A patent/EP1612030B1/de active Active
- 2004-07-03 ES ES04015688T patent/ES2290594T3/es active Active
- 2004-11-18 CA CA002487955A patent/CA2487955C/en active Active
- 2004-11-30 US US10/999,635 patent/US7238317B2/en active Active
-
2005
- 2005-06-10 BR BRPI0512601A patent/BRPI0512601B1/pt not_active IP Right Cessation
- 2005-06-10 CN CNB2005800214438A patent/CN100526048C/zh not_active Expired - Fee Related
- 2005-06-10 KR KR1020077000066A patent/KR101079495B1/ko active IP Right Grant
- 2005-06-10 WO PCT/EP2005/006233 patent/WO2006002743A1/de active Application Filing
- 2005-06-10 UA UAA200614100A patent/UA85421C2/ru unknown
- 2005-06-10 JP JP2007518479A patent/JP4759563B2/ja active Active
- 2005-06-10 MX MXPA06014202A patent/MXPA06014202A/es active IP Right Grant
- 2005-06-10 AU AU2005259613A patent/AU2005259613B2/en not_active Ceased
- 2005-06-10 RU RU2006144728/12A patent/RU2367571C2/ru not_active IP Right Cessation
-
2006
- 2006-12-21 ZA ZA200610839A patent/ZA200610839B/en unknown
-
2007
- 2007-05-22 US US11/752,006 patent/US7600793B2/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2713525C2 (ru) * | 2014-09-30 | 2020-02-05 | Манфред А.А. ЛУПКЕ | Усовершенствованное обратное перемещение формовочных блоков |
| RU2712147C1 (ru) * | 2016-11-21 | 2020-01-24 | Наката Мэньюфэкчеринг Ко., Лтд. | Устройство для производства сварной трубы и способ производства сварной трубы |
| US11305323B2 (en) | 2016-11-21 | 2022-04-19 | Nakata Manufacturing Co., Ltd. | Welded pipe manufacturing apparatus and welded pipe manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2005259613B2 (en) | 2009-07-02 |
| US20060001263A1 (en) | 2006-01-05 |
| DE502004004881D1 (de) | 2007-10-18 |
| KR101079495B1 (ko) | 2011-11-03 |
| ATE372205T1 (de) | 2007-09-15 |
| ZA200610839B (en) | 2008-06-25 |
| UA85421C2 (ru) | 2009-01-26 |
| WO2006002743A1 (de) | 2006-01-12 |
| EP1612030A1 (de) | 2006-01-04 |
| PL1612030T3 (pl) | 2008-01-31 |
| US20070222208A1 (en) | 2007-09-27 |
| EP1612030B1 (de) | 2007-09-05 |
| BRPI0512601A (pt) | 2008-03-25 |
| RU2006144728A (ru) | 2008-08-10 |
| DK1612030T3 (da) | 2008-01-21 |
| BRPI0512601B1 (pt) | 2017-03-28 |
| ES2290594T3 (es) | 2008-02-16 |
| JP2008504154A (ja) | 2008-02-14 |
| US7600793B2 (en) | 2009-10-13 |
| KR20070030880A (ko) | 2007-03-16 |
| JP4759563B2 (ja) | 2011-08-31 |
| CN1976798A (zh) | 2007-06-06 |
| AU2005259613A1 (en) | 2006-01-12 |
| CA2487955A1 (en) | 2006-01-03 |
| CN100526048C (zh) | 2009-08-12 |
| US7238317B2 (en) | 2007-07-03 |
| MXPA06014202A (es) | 2007-02-14 |
| CA2487955C (en) | 2008-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2367571C2 (ru) | Способ непрерывного изготовления соединительной трубы с муфтой, соединительная труба и устройство для изготовления соединительной трубы | |
| KR100583466B1 (ko) | 관소켓을 갖는 이중벽관의 연속제조방법 및 그 방법을 수행하는 장치 | |
| JPH1110759A (ja) | 一体型ソケットを備えた複合パイプと当該複合パイプを製造するための方法 | |
| US20090136608A1 (en) | Apparatus for continuous production of a composite pipe with a pipe socket | |
| US8178034B2 (en) | Method and device for the continuous production of a plastic compound pipe comprising a pipe socket | |
| US7517210B1 (en) | Apparatus for the manufacture of compound pipes | |
| US8783299B2 (en) | Method of and apparatus for continuously producing a twin-wall pipe comprising pipe socket and twin-wall pipe | |
| CA2658408C (en) | Method and apparatus for continuous manufacture of a compound pipe comprising a pipe socket | |
| RU2472620C2 (ru) | Способ для производства термопластичной гофрированной трубы с двойными стенками, имеющей соединительную муфту | |
| JPH08210564A (ja) | 合成樹脂管のブロー成形方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20190611 |