RU2202103C1 - Способ изготовления электродного блока гирокамеры электростатического гироскопа и инструмент для изготовления электродного блока гирокамеры электростатического гироскопа - Google Patents
Способ изготовления электродного блока гирокамеры электростатического гироскопа и инструмент для изготовления электродного блока гирокамеры электростатического гироскопа Download PDFInfo
- Publication number
- RU2202103C1 RU2202103C1 RU2001128102A RU2001128102A RU2202103C1 RU 2202103 C1 RU2202103 C1 RU 2202103C1 RU 2001128102 A RU2001128102 A RU 2001128102A RU 2001128102 A RU2001128102 A RU 2001128102A RU 2202103 C1 RU2202103 C1 RU 2202103C1
- Authority
- RU
- Russia
- Prior art keywords
- electrode
- electrodes
- base
- tool
- external
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000005520 cutting process Methods 0.000 claims abstract description 26
- 239000000919 ceramic Substances 0.000 claims abstract description 10
- 238000003466 welding Methods 0.000 claims abstract description 6
- 238000009792 diffusion process Methods 0.000 claims abstract description 5
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 3
- 238000000034 method Methods 0.000 abstract description 6
- 238000005553 drilling Methods 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 239000007787 solid Substances 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000010432 diamond Substances 0.000 description 6
- 229910003460 diamond Inorganic materials 0.000 description 6
- 239000011521 glass Substances 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 238000011160 research Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 2
- 230000005684 electric field Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000011089 mechanical engineering Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000002207 thermal evaporation Methods 0.000 description 1
Images

Landscapes
- Ceramic Products (AREA)
Abstract
Изобретение может быть использовано в прецизионном приборостроении при изготовлении малогабаритных гироскопов с электростатическим подвесом. Формируют внешний и внутренний электроды с наружной и внутренней цилиндрическими поверхностями. Рабочий торец электродов имеет сферическую торцевую поверхность, а другой торец - плоскую. Заготовку внешнего электрода выполняют в виде массивного элемента. Внутренний электрод формируют сквозной проточкой массива заготовки внешнего электрода со стороны, противоположной основанию, кольцевой канавки. Закрепляют диффузионной сваркой электроды на керамическом основании. Инструмент с рабочей частью в виде трубы имеет режущую часть в виде продольного уступа стенки трубы с торцевой поверхностью в форме спирали. Наружная и внутренняя поверхности рабочей части инструмента образованы встречными конусами. Внутренний конус ориентирован большим основанием в сторону, противоположную режущей части. Обе конические поверхности пересекаются с торцевой поверхностью. Изобретение позволяет повысить точность изготовления электродного блока. 2 с.п.ф-лы, 4 ил.
Description
Изобретение относится к области прецизионного приборостроения и может быть использовано в производстве малогабаритных гироскопов с электростатическим подвесом ротора.
Известен гироскоп [Технический отчет по НИР "Фрегат" "Разработка ЭСГ со сплошным сферическим ротором", предприятие ЦНИИ "Электроприбор", 1987 г.], при котором гермоввод устанавливают в цилиндрическом отверстии полусферы гирокамеры через промежуточную прослойку, нагревают, прикладывают сварочное давление и осуществляют изотермическую выдержку, а затем производят механическую обработку до получения сферической рабочей поверхности полусферы, а также напыление на эту поверхность через маску пленочных электродов.
Маска для напыления представляет собой тонкостенную ажурную деталь, повторяющую своей формой форму внутренней сферической рабочей поверхности гирокамеры. В местах, где необходимо напылять, в маске выполнены соответствующие окна [Инструкция по напылению КФ0.045.712. "Нанесение хромовых покрытий на полусферы методом термического испарения в вакууме". Разработка предприятия ЦНИИ "Электроприбор", 1985 г.]. Таким образом при напылении формируются рабочие сферические поверхности электродов и изолирующие промежутки между электродами. После напыления не допускается механическая обработка поверхности. Это объясняется крайне малой толщиной напыленного слоя (примерно 2 мкм) и относительно невысокой адгезией к материалу полусферы гирокамеры (керамика).
Аналогом инструмента для изготовления электродного блока гирокамеры электростатического гироскопа является алмазное трубчатое сверло [Е.М. Левинсон. "Отверстия малых размеров", Ленинград, "Машиностроение", Ленинградское отделение, 1977 г., стр. 42, рис.26в], содержащее держак в виде трубы, цилиндрическую рабочую часть (алмазная коронка), соосную держаку и жестко связанную с ним. Рабочая часть (алмазная коронка) представляет собой трубу, наружный диаметр которой превышает наружный диаметр держака, а внутрений диаметр равен внутреннему диаметру держака. Алмазоносная коронка фактически вся является режущей частью. Режущей кромкой является торцевая плоская кольцевая поверхность алмазоносной коронки.
Нужно отметить, что алмазные сверла пригодны только для обработки стекла, керамики, кварца и т.д., но не пригодны для сверления отверстий в металлах.
В качестве прототипа способа изготовления по наибольшему количеству существенных признаков и по основному признаку принимаем способ изготовления электродного блока камеры электростатического акселерометра [Ю.А. Осокин, В. Н. Герди, К.А. Майков, Н.Н. Станкевич "Теория и применение электромагнитных подвесов. " М., "Машиностроение", 1980 г., стр. 264, рис. 8.22], содержащий следующие технологические операции.
1. Выполнение заготовки внешнего электрода с наружной цилиндрической поверхностью.
2. Выполнение на этой заготовки внутренней цилиндрической поверхности, соосной с наружной.
3. Выполнение плоской торцевой поверхности внешнего электрода.
4. Выполнение сферической рабочей поверхности на другом торце электрода.
5. Выполнение заготовки внутреннего электрода в виде цилиндра.
6. Выполнение плоской торцевой поверхности внутреннего электрода.
7. Выполнение сферической рабочей поверхности на другом торце заготовки внутреннего электрода. Нужно отметить, что сферические рабочие поверхности внутреннего и внешнего электродов имеют один и тот же радиус.
Последовательность указанных операций может быть иной, т.к. это не имеет значения для конечной цели - изготовления блока электродов в целом.
8. Изготовление стеклянной оправки (керамического основания), в которой выполняют гнезда для установки плоских торцов электродов.
9. Жесткое закрепление электродов в гнездах основания.
10. Регулировка притиркой плоских торцов электродов, расположения их сферических рабочих поверхностей относительно геометрического центра корпуса.
Очевидно, что инструментами для изготовления блока электродов являются токарные резцы и доводочное оборудование.
В качестве прототипа инструмента по наибольшему количеству существенных признаков и по основному признаку принимаем кольцевое сверло [Справочник инструментальщика. Под общей редакцией И. А. Ординарцева, Ленинград, "Машиностроение", Ленинградское отделение, 1987 г., с 378-379, рис. 10, 11], содержащее:
1. Хвостовик - конус Морзе (держак).
1. Хвостовик - конус Морзе (держак).
2. Цилиндрическую рабочую часть в виде трубы, наружная поверхность которой образована спиральными ребрами.
3. Режущую часть, представляющую собой твердосплавные пластины, жестко закрепленные по торцу рабочей части.
4. Режущие кромки твердосплавных пластин. Каждая режущая кромка образована плоской торцевой поверхностью пластинки и плоской боковой поверхностью этой пластинки.
Внутренняя поверхность рабочей части представляет собой цилиндр. Ширина режущей части больше толщины стенки цилиндрической рабочей части. При сверлении стружка уходит между стенками отверстия и стенками рабочей части сверла. При реализации способа - прототипа это кольцевое сверло может быть применено для выполнения кольцевого гнезда внешнего электрода в стеклянной оправке (керамическом основании).
Недостатком прототипа является низкая точность изготовления электродного блока, что обусловлено следующими обстоятельствами. При изготовлении внешнего электрода возникают следующие погрешности формы:
1. Эксцентриситет наружной цилиндрической поверхности.
1. Эксцентриситет наружной цилиндрической поверхности.
2. Эксцентриситет внутренней цилиндрической поверхности.
3. Неперпендикулярность базовой торцевой поверхности оси акселерометра.
4. Отклонение положения центра сферической рабочей поверхности от оси симметрии электрода.
5. Отклонения абсолютного значения радиуса сферической рабочей поверхности от номинала.
При изготовлении внутреннего электрода возникают следующие погрешности формы:
1. Эксцентриситет наружной цилиндрической поверхности.
1. Эксцентриситет наружной цилиндрической поверхности.
2. Неперпендикулярность базовой торцевой поверхности оси симметрии.
3. Отклонение положения центра сферической рабочей поверхности от оси симметрии электрода.
4. Отклонения абсолютного значения радиуса сферической рабочей поверхности от номинала.
При изготовлении стеклянной оправки возникают следующие погрешности формы:
1. Эксцентриситет цилиндрических поверхностей гнезд под электроды.
1. Эксцентриситет цилиндрических поверхностей гнезд под электроды.
2. Неперпендикулярность базовых торцевых поверхностей гнезд оси оправки.
Указанные погрешности при сборке электродного блока приводят к:
1. Несовпадению центров сферических поверхностей двух электродов между собой.
1. Несовпадению центров сферических поверхностей двух электродов между собой.
2. Несовпадению осей электродов и т.д.
Нужно отметить, что при установке блока в корпус чувствительного элемента также возникают погрешности, которые суммируются с перечисленными выше. В результате точность чувствительного элемента снижается.
Задачей изобретения является повышение точности изготовления электродного блока.
Поставленная задача решается тем, что заготовку внешнего электрода выполняют в виде массивного элемента, закрепление электродов на основании осуществляют диффузионной сваркой плоской торцевой поверхности заготовки внешнего электрода с плоским торцом основания, а внутренний электрод формируют сквозной проточкой массива заготовки внешнего электрода со стороны, противоположной основанию, кольцевой канавки, ось симметрии которой совпадает с осью заготовки внешнего электрода.
Поставленная задача в устройстве решается тем, что режущая часть выполнена продольным уступом стенки трубы с торцевой поверхностью в виде спирали, один конец которой совпадает с подножьем уступа, а второй - с режущей кромкой, образованной ее пересечением с плоской поверхностью уступа, параллельной оси трубы и пересекающейся также с наружной и внутренней поверхностями трубы, образованными, начиная с ее торца, встречными конусами, причем внутренний конус ориентирован большим основанием в сторону, противоположную режущей части, а обе конические поверхности пересекаются с торцевой поверхностью трубы.
Предлагаемое изобретение поясняется фиг.1-4.
На фиг.1 изображен общий вид заготовки внешнего электрода.
На фиг.2 - общий вид керамического основания.
На фиг.3 - общий вид изготовленного электродного блока.
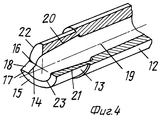
На фиг. 4 - аксонометрическое изображение предлагаемого инструмента с разрезом.
На фиг.1-4 приняты следующие обозначения:
1 - заготовка внешнего электрода,
2 - наружная цилиндрическая поверхность заготовки 1,
3 - плоская торцевая поверхность заготовки 1,
4 - сферическая рабочая поверхность заготовки 1,
5 - керамическое основание,
6, 7 - отверстия под выводы электродов,
8 - промежуточная прослойка для диффузионной сварки,
9 - внутренний электрод,
10 - кольцевая канавка,
11 - ось заготовки,
12 - держак инструмента,
13 - рабочая часть инструмента,
14 - продольный уступ режущей части,
15 - спиральная торцевая поверхность,
16 - подножье уступа,
17 - режущая кромка,
18 - плоская поверхность уступа,
19 - ось трубы,
20 - внутренний конус трубы,
21 - наружный конус трубы,
22, 23 - линии пересечения конических поверхностей 20 и 21 с торцевой плоскостью 15,
24, 25 - выводы электродов,
d - максимальный диаметр канавки.
1 - заготовка внешнего электрода,
2 - наружная цилиндрическая поверхность заготовки 1,
3 - плоская торцевая поверхность заготовки 1,
4 - сферическая рабочая поверхность заготовки 1,
5 - керамическое основание,
6, 7 - отверстия под выводы электродов,
8 - промежуточная прослойка для диффузионной сварки,
9 - внутренний электрод,
10 - кольцевая канавка,
11 - ось заготовки,
12 - держак инструмента,
13 - рабочая часть инструмента,
14 - продольный уступ режущей части,
15 - спиральная торцевая поверхность,
16 - подножье уступа,
17 - режущая кромка,
18 - плоская поверхность уступа,
19 - ось трубы,
20 - внутренний конус трубы,
21 - наружный конус трубы,
22, 23 - линии пересечения конических поверхностей 20 и 21 с торцевой плоскостью 15,
24, 25 - выводы электродов,
d - максимальный диаметр канавки.
Предлагаемый способ включает в себя следующую последовательность технологических операций:
1. Выполнение заготовки 1 внешнего электрода с наружной цилиндрической поверхностью 2 в виде массивного элемента (фиг.1).
1. Выполнение заготовки 1 внешнего электрода с наружной цилиндрической поверхностью 2 в виде массивного элемента (фиг.1).
2. Выполнение на этом этапе плоской торцевой поверхности 3.
3. Выполнение сферической рабочей поверхности 4 на другом торце заготовки 1.
4. Изготовление керамического основания 5 (фиг.2) в виде массивного цилиндра с двумя отверстиями 6 и 7.
5. Жесткое закрепление заготовки 1 внешнего электрода на керамическом основании 5 посредством диффузионной сварки (например, через промежуточную прослойку, которая на фиг.3 обозначена жирной линией и цифрой 8).
6. Формирование внутреннего электрода сквозной проточкой кольцевой канавки 10 массива заготовки 1 внешнего электрода со стороны, противоположной основанию 5. Ось симметрии канавки 10 совпадает с осью 11 заготовки 1 внешнего электрода. Проточку выполняют инструментом, изображенным на фиг.4.
Предлагаемый инструмент содержит:
1. Держак 12, т.е. цилиндрическую часть инструмента, которая является зоной крепления инструмента на станке (она может быть массивной).
1. Держак 12, т.е. цилиндрическую часть инструмента, которая является зоной крепления инструмента на станке (она может быть массивной).
2. Рабочую часть 13 в виде трубы.
3. Режущую часть, выполненную продольным уступом 14 стенки трубы, с торцевой поверхностью 15 в виде спирали, один конец которой совпадает с подножьем 16 уступа, а второй - с режущей кромкой 17, образованной ее пересечением с плоской поверхностью 18 уступа 14. Плоская поверхность 18 уступа 14 параллельна оси 19 трубы.
Поверхность спирали ограничена (пересекается), с одной стороны, с наружной поверхностью трубы, с другой - с ее внутренней поверхностью.
Внутренняя поверхность трубы образована (начиная с ее торца) конусом 20, ориентированным большим основанием в сторону, противоположную режущей части (т.е. в сторону держака 12).
Наружная поверхность трубы образована конусом 21, т.е. в сторону держака 12 обращено меньшее основание.
Обе конические поверхности пересекаются с торцевой поверхностью 15 трубы (линии пересечения - это линии 22 и 23, ограничивающие ленту спирали с боков). Спираль торцевой поверхности 15 имеет шаг в пределах рабочей части 13.
Конуса 20 и 21 выполнены на всей длине рабочей части 13, которая определяет фактически максимально возможную глубину проточки.
Предлагаемый инструмент не может быть отнесен к сверлам, так как у него режущая часть не симметрична относительно оси 19. Однако это и не токарный резец, так как рабочая часть 13 выполнена в виде трубы, что не характерно для резцов. Продольная подача (вдоль оси 19) не может быть большой, т.к. образующаяся при этом стружка скапливается между спиральными торцом режущей части и дном протачиваемой канавки 10. Конуса 20 и 21 обеспечивают свободный вход и выход инструмента в протачиваемую канавку 10 даже в условиях, когда стружка попадает между стенками канавки 10 и стенками рабочей части 13 инструмента. Без этих конусов инструмент не работоспособен.
Спиральный торец обеспечивает:
1. Максимальную жесткость режущей части на изгиб (т.е. максимальную прочность инструмента).
1. Максимальную жесткость режущей части на изгиб (т.е. максимальную прочность инструмента).
2. Наибольшую емкость пазухи под режущей частью для скапливания стружки.
Без выполнения спирального торца инструмент не работоспособен. Работу нужно осуществлять периодическим введением инструмента в канавку 10 с малой подачей при разрезании, затем полный выход инструмента из канавки 10 для удаления стружки. Затем повторение операций.
Инструмент позволяет выполнить канавку шириной 0,4-0,6 мм при глубине в пределах 10-12 мм (максимальный диаметр d канавки (фиг.3) в пределах 5 мм. Ни один из известных инструментов не обеспечивает выполнение такой операции.
Таким образом, предлагаемый способ изготовления электродного блока может быть осуществлен только при наличии предлагаемого инструмента.
По сравнению с прототипом предлагаемые технические решения обеспечивают повышение точности изготовления электродного блока.
Это обусловлено тем, что предлагаемым способом электродный блок изготавливается как одна деталь, т.е. в нем не может быть:
1. Несовпадения центров сферических поверхностей двух электродов между собой.
1. Несовпадения центров сферических поверхностей двух электродов между собой.
2. Несовпадения осей электродов.
3. Эксцентриситета между собой цилиндрических стенок канавки 10, разделяющей электроды.
Более того, выполнение блока позволяет уменьшить градиент электрического поля между электродами и в рабочем зазоре. Это увеличит точность гироскопа и повысит его надежность, т.к. нижняя граница пробойного напряжения, определяемая градиентом электрического поля, возрастает.
На предприятии ЦНИИ "Электроприбор" предлагаемые технические решения реализованы. При их испытаниях получены положительные результаты. В настоящее время разрабатывается техническая документация для применения предлагаемых решений при производстве малогабаритных электростатических гироскопов.
Технико-экономическая эффективность изобретения заключается в повышении точности и надежности малогабаритных электростатических гироскопов.
В связи с отсутствием сведений о потребностях страны в таких гироскопах, экономический эффект изобретения подсчитать не представляется возможным.
Claims (2)
1. Способ изготовления электродного блока гирокамеры электростатического гироскопа, включающий выполнение заготовки внешнего электрода с наружной цилиндрической поверхностью, выполнение на этой заготовки внутренней цилиндрической поверхности, соосной с наружной, формирование внутреннего электрода, плоских торцевых поверхностей электродов и сферических рабочих поверхностей на других торцах электродов, изготовление керамического основания, жесткое закрепление электродов на основании, отличающийся тем, что заготовку внешнего электрода выполняют в виде массивного элемента, закрепление электродов на основании осуществляют диффузионной сваркой плоской торцевой поверхности заготовки внешнего электрода с плоским торцом основания, а внутренний электрод формируют сквозной проточкой массива заготовки внешнего электрода со стороны, противоположной основанию, кольцевой канавки, ось симметрии которой совпадает с осью заготовки внешнего электрода.
2. Инструмент для изготовления электродного блока гирокамеры электростатического гироскопа, содержащий держак, рабочую часть в виде трубы и режущую часть с режущей кромкой, отличающийся тем, что режущая часть выполнена в виде продольного уступа стенки трубы с торцевой поверхностью в форме спирали, один конец которой совпадает с подножьем уступа, а другой пересекает плоскую поверхность уступа, параллельной оси трубы, с образованием режущей кромки, при этом наружная и внутренняя поверхности рабочей части инструмента образованы встречными конусами, причем внутренний конус ориентирован большим основанием в сторону, противоположную режущей части, и обе конические поверхности пересекаются с торцевой поверхностью трубы.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001128102A RU2202103C1 (ru) | 2001-10-16 | 2001-10-16 | Способ изготовления электродного блока гирокамеры электростатического гироскопа и инструмент для изготовления электродного блока гирокамеры электростатического гироскопа |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001128102A RU2202103C1 (ru) | 2001-10-16 | 2001-10-16 | Способ изготовления электродного блока гирокамеры электростатического гироскопа и инструмент для изготовления электродного блока гирокамеры электростатического гироскопа |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2202103C1 true RU2202103C1 (ru) | 2003-04-10 |
Family
ID=20253790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2001128102A RU2202103C1 (ru) | 2001-10-16 | 2001-10-16 | Способ изготовления электродного блока гирокамеры электростатического гироскопа и инструмент для изготовления электродного блока гирокамеры электростатического гироскопа |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2202103C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2238249C2 (ru) * | 2003-03-21 | 2004-10-20 | Открытое акционерное общество Арзамасское научно-производственное предприятие "Темп-Авиа" | Способ герметичного соединения стеклокерамики с металлической деталью |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU618202A1 (ru) * | 1976-07-12 | 1978-07-17 | Предприятие П/Я В-2769 | Резец |
| WO1996012592A1 (en) * | 1994-10-23 | 1996-05-02 | Iscar Ltd. | Cutting tool assembly having an exchangeable adaptor |
| RU2127868C1 (ru) * | 1996-06-26 | 1999-03-20 | Центральный научно-исследовательский институт "Электроприбор" | Способ изготовления электродной системы на сферической поверхности вакуумной камеры электростатического гироскопа |
-
2001
- 2001-10-16 RU RU2001128102A patent/RU2202103C1/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU618202A1 (ru) * | 1976-07-12 | 1978-07-17 | Предприятие П/Я В-2769 | Резец |
| WO1996012592A1 (en) * | 1994-10-23 | 1996-05-02 | Iscar Ltd. | Cutting tool assembly having an exchangeable adaptor |
| RU2127868C1 (ru) * | 1996-06-26 | 1999-03-20 | Центральный научно-исследовательский институт "Электроприбор" | Способ изготовления электродной системы на сферической поверхности вакуумной камеры электростатического гироскопа |
Non-Patent Citations (1)
| Title |
|---|
| ОСОКИН Ю.А. и др. Теория и применение электромагнитных подвесов. - М.: Машиностроение, 1980, с. 264, рис. 8.22. Справочник инструментальщика. /Под общей ред. ОРДИНАРЦЕВА И.А. - Л.: Машиностроение, Ленинградское отделение, 1987, с.378-379, рис. 10, 11. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2238249C2 (ru) * | 2003-03-21 | 2004-10-20 | Открытое акционерное общество Арзамасское научно-производственное предприятие "Темп-Авиа" | Способ герметичного соединения стеклокерамики с металлической деталью |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Leo Kumar et al. | A review on current research aspects in tool-based micromachining processes | |
| Yadav | Electro-chemical spark machining–based hybrid machining processes: research trends and opportunities | |
| Egashira et al. | Drilling of microholes down to 10 μm in diameter using ultrasonic grinding | |
| EP0583329B1 (en) | Process for the manufacture of a multipolar elongate-electrode lens or mass filter | |
| Saranya et al. | Fabrication of precise micro-holes on quartz substrates with improved aspect ratio using a constant velocity-feed drilling technique of an ECDM process | |
| RU2202103C1 (ru) | Способ изготовления электродного блока гирокамеры электростатического гироскопа и инструмент для изготовления электродного блока гирокамеры электростатического гироскопа | |
| Fonda et al. | A study on the optimal fabrication method for micro-scale gyroscopes using a hybrid process consisting of electric discharge machining, chemical etching or micro-mechanical milling | |
| CN114290538A (zh) | 一种激光陀螺腔体光阑孔的加工方法 | |
| US20200122300A1 (en) | Grinding wheel tool for microgroove processing and fabrication method thereof | |
| CN104249310B (zh) | 平头刀具和能用该平头刀具制造的玻璃或玻璃陶瓷制品 | |
| Kim et al. | Experimental study to prevent the surface crack during microgrinding of glassy carbon | |
| Tong et al. | Servo scanning 3D micro EDM for array micro cavities using on-machine fabricated tool electrodes | |
| CN110355622A (zh) | 一种用于超声加工的复合振动砂轮 | |
| JP2015085419A (ja) | ラッピングリーマ及びラッピングリーマの製造方法 | |
| JP2020049646A (ja) | 微細加工装置、微細加工方法、転写型、及び転写物 | |
| US6766662B2 (en) | Method of manufacturing glass parts for connecting optical fibers, and glass parts for connecting optical fibers manufactured using the methods | |
| KR102124707B1 (ko) | 세라믹계 난삭재 나사선 가공용 툴 | |
| CN116038255A (zh) | 一种微型精密斜孔的加工方法 | |
| GB2107626A (en) | Flow-drilling tool | |
| Reynaerts et al. | Production of seismic mass suspensions in silicon by electro-discharge machining | |
| CN113613841B (zh) | 切削工具以及光纤母材制造方法 | |
| RU1794614C (ru) | Способ изготовлени изделий с длинномерными каналами | |
| Filonova et al. | Technological Features in Processing of Conical Lenses | |
| JPS63127865A (ja) | 光コネクタフエル−ルの加工方法 | |
| JPH06344068A (ja) | 冷間鍛造用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| HK4A | Changes in a published invention | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20181017 |