RU2201955C2 - Lubricant-cooling liquid for mechanical metal working - Google Patents
Lubricant-cooling liquid for mechanical metal working Download PDFInfo
- Publication number
- RU2201955C2 RU2201955C2 RU2001109650/04A RU2001109650A RU2201955C2 RU 2201955 C2 RU2201955 C2 RU 2201955C2 RU 2001109650/04 A RU2001109650/04 A RU 2001109650/04A RU 2001109650 A RU2001109650 A RU 2001109650A RU 2201955 C2 RU2201955 C2 RU 2201955C2
- Authority
- RU
- Russia
- Prior art keywords
- coolant
- metal working
- triethanolamine
- lubricant
- cooling liquid
- Prior art date
Links
Images



Abstract
Description
Изобретение относится к смазочным составам, в частности к смазочно-охлаждающим жидкостям для механической обработки металлов. The invention relates to lubricating compositions, in particular to cutting fluids for machining metals.
Известна смазочно-охлаждающая жидкость (СОЖ) для механической обработки металлов (авторское свидетельство СССР 1227656, C 10 M 173/00, 1986 г.), состоящая из следующих компонентов, мас.%:
Натриевая соль сульфокислот продукта конденсации фенола с формальдегидом - 2,0-3,0
Натриевая соль аминомалоновой кислоты - 0,4-0,8
Триэтаноламин - 0,5-1,0
Нитрит натрия - 0,2-0,5
Вода - До 100
Недостатками этой СОЖ являются низкая износоустойчивость режущего инструмента и высокие затраты при приготовлении жидкости.Known cutting fluid (coolant) for machining metals (USSR author's certificate 1227656, C 10 M 173/00, 1986), consisting of the following components, wt.%:
Sodium salt of sulfonic acids of the product of the condensation of phenol with formaldehyde - 2.0-3.0
Sodium salt of aminomalonic acid - 0.4-0.8
Triethanolamine - 0.5-1.0
Sodium nitrite - 0.2-0.5
Water - Up to 100
The disadvantages of this coolant are the low wear resistance of the cutting tool and the high cost of preparing the liquid.
Так, например, при хонинговании чугуна СЧ-12 на станке модели 3821 четырехбрусковой хонголовкой с алмазными брусками АСР 100/80М73 100%-ный расход бруска составил 0,00042 г/мин. Что же касается получения этой СОЖ, то сначала надо провести длительную реакцию при высоких температурах (100oС) для получения натриевой соли сульфокислот продукта конденсации фенола с формальдегидом. Кроме того, для получения СОЖ используют повышенную температуру (60-65oС) при смешении компонентов. Все это требует определенных энергетических затрат.So, for example, when honing the SCh-12 cast iron on a model 3821 machine with a four-bar Hongol head with diamond bars ACP 100 / 80M73, the 100% consumption of the bar was 0,00042 g / min. As for obtaining this coolant, first you need to conduct a long reaction at high temperatures (100 o C) to obtain the sodium salt of sulfonic acids of the product of the condensation of phenol with formaldehyde. In addition, to obtain the coolant use an elevated temperature (60-65 o C) when mixing the components. All this requires certain energy costs.
Наиболее близкой СОЖ является (авторское свидетельство СССР 1675324, С 10 M 173/02, 1989 г.) жидкость, состоящая из следующих компонентов, мас.%:
Нитрит натрия - 0,2-0,5
Триэтаноламин - 0,5-1,0
Натриевая соль n-сульфамидобензойной кислоты - 2,0-3,0
-(оксиметил)-мочевина - 0,4-0,8
Вода - До 100
Недостатками этой СОЖ являются повышенная поражаемость микроорганизмами, низкие коррозионная стойкость и износоустойчивость режущего инструмента.The closest coolant is (USSR author's certificate 1675324, C 10 M 173/02, 1989) a liquid consisting of the following components, wt.%:
Sodium nitrite - 0.2-0.5
Triethanolamine - 0.5-1.0
Sodium salt of n-sulfamidobenzoic acid - 2.0-3.0
- (oxymethyl) -urea - 0.4-0.8
Water - Up to 100
The disadvantages of this coolant are increased susceptibility to microorganisms, low corrosion resistance and wear resistance of the cutting tool.
Так, например, при хонинговании чугуна СЧ-12 на станке модели 3321 четырехбрусковой хонголовкой с алмазными брусками АСР 100/80М73 100%-ный расход бруска составляет 0,0008 г/мин. So, for example, when honing the SCh-12 cast iron on a model 3321 machine with a four-bar Hongol head with diamond bars ACP 100 / 80M73, a 100% consumption of the bar is 0,0008 g / min.
Предлагаемая смазочно-охлаждающая жидкость включает в себя триэтаноламин, нафтенат натрия, серебро азотнокислое и воду при следующем соотношении компонентов, мас.%:
Триэтаноламин - 0,3-3,0
Нафтенат натрия - 0,8-3,5
Серебро азотнокислое - 0,0001-0,0005
Вода - До 100
Такая СОЖ обладает высокими антикоррозионными свойствами, низким пенообразованием, отсутствием дыма в процессе эксплуатации, хорошей фильтруемостью, высокой устойчивостью к поражению микроорганизмами. Кроме того, при применении этой СОЖ для механической обработки металлов сокращается износ инструментов.The proposed cutting fluid includes triethanolamine, sodium naphthenate, silver nitrate and water in the following ratio, wt.%:
Triethanolamine - 0.3-3.0
Sodium Naphthenate - 0.8-3.5
Silver nitrate - 0.0001-0.0005
Water - Up to 100
This coolant has high anti-corrosion properties, low foaming, no smoke during operation, good filterability, high resistance to microorganism damage. In addition, the use of this coolant for machining metals reduces tool wear.
В составе СОЖ использован нафтенат натрия, являющийся отходом нефтеперерабатывающего производства. Его получают при очистке прямогонных продуктов нефти (керосин, дизельное топливо, соляровое масло и т.д.) от нафтеновых кислот раствором едкого натра. Полученный раствор натриевых солей нафтеновых кислот концентрируют упариванием с последующим высаливанием раствором поваренной соли. Образовавшиеся соли нафтеновых кислот известны также под названием мылонафта. Нафтенат натрия хорошо растворим в воде, и водные растворы его обладают высокими поверхностно-активными, моющими и бактерицидными свойствами. The composition of the coolant used sodium naphthenate, which is a waste of the oil refining industry. It is obtained by purification of straight-run oil products (kerosene, diesel fuel, hydrochloric oil, etc.) from naphthenic acids with a solution of sodium hydroxide. The resulting solution of sodium salts of naphthenic acids is concentrated by evaporation, followed by salting out with sodium chloride solution. The resulting salts of naphthenic acids are also known as mylonaphtha. Sodium naphthenate is highly soluble in water, and its aqueous solutions have high surface-active, detergent, and bactericidal properties.
Для антимикробной защиты СОЖ на практике применяют периодическую пастеризацию жидкости. Чтобы усилить бактерицидные свойства жидкости и избежать пастеризации, в СОЖ добавлено серебро азотнокислое. Добавление этого компонента, кроме того, снижает пенообразование СОЖ и увеличивает ее антикоррозионные свойства. For antimicrobial protection of the coolant in practice, periodic pasteurization of the liquid is used. To enhance the bactericidal properties of the liquid and avoid pasteurization, silver nitrate was added to the coolant. The addition of this component, in addition, reduces the foaming of the coolant and increases its anti-corrosion properties.
За счет высоких поверхностно-активных свойств СОЖ уменьшается коэффициент трения между инструментом и обрабатываемой деталью и соответственно снижается сила резания и температура в зоне резания. Кроме того, обеспечивается быстрое удаление частиц с металлических поверхностей. Due to the high surface-active properties of the coolant, the friction coefficient between the tool and the workpiece decreases and, accordingly, the cutting force and the temperature in the cutting zone are reduced. In addition, provides quick removal of particles from metal surfaces.
СОЖ готовят либо обычным смешением компонентов в течение 10-15 мин, либо путем предварительно приготовленного концентрата СОЖ, представляющего собой смесь триэтаноламина и нафтената натрия в массовом соотношении:
Триэтаноламин - 30-60
Нафтенат натрия - 40-70
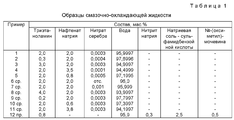
который затем добавляют к воде вместе с серебром азотнокислым. В таблице 1 приведены составы СОЖ, приготовленные по первому варианту, в примерах 2-11. В примере 1 приведен состав СОЖ, приготовленный по второму варианту: к 96 кг воды было добавлено 0,03 г серебра азотнокислого и 4 кг концентрата СОЖ состава, мас.%:
Триэтаноламин - 50
Нафтенат натрия - 50
и затем перемешано в течение 12 мин.The coolant is prepared either by conventional mixing of the components for 10-15 minutes, or by pre-prepared coolant concentrate, which is a mixture of triethanolamine and sodium naphthenate in a mass ratio:
Triethanolamine - 30-60
Sodium Naphthenate - 40-70
which is then added to water along with silver nitrate. Table 1 shows the compositions of the coolant prepared according to the first embodiment, in examples 2-11. Example 1 shows the composition of the coolant prepared according to the second option: 0.03 g of silver nitrate and 4 kg of coolant concentrate of the composition, wt.% Were added to 96 kg of water:
Triethanolamine - 50
Sodium Naphthenate - 50
and then mixed for 12 minutes.
Полученные СОЖ представляют собой прозрачные, стабильные жидкости светло-желтого цвета, имеющие рН 7,0-7,5. The resulting coolant are transparent, stable fluids of light yellow color, having a pH of 7.0-7.5.
Для проведения сравнительных испытаний был приготовлен состав СОЖ по прототипу (пример 12). For comparative tests, the composition of the coolant was prepared according to the prototype (example 12).
Приготовленные СОЖ были испытаны в процессах хонингования чугуна и шлифования стали. The prepared coolant was tested in the processes of honing cast iron and grinding steel.
Хонингование проводили на станке модели 3821 четырехбрусковой хонголовкой с алмазными брусками характеристики АСР 100/80М73 100%. Обрабатывали втулки из чугуна СЧ12 с внутренним диаметром 22 мм и длиной 20 мм. Режим обработки: окружная скорость хона 38,7 м/мин; поперечная подача хона 0,002 мм/ход; скорость возвратно-поступательного движения хона 10 м/мин; машинное время хонингования 1 мин. Результаты испытания представлены в таблице 2. The honing was carried out on a model 3821 machine with a four-bar Hong-head with diamond bars, ACP 100 / 80M73 100% characteristics. Processed bushings made of cast iron SCh12 with an inner diameter of 22 mm and a length of 20 mm. Processing mode: hone peripheral speed 38.7 m / min; transverse hone feed 0.002 mm / stroke; hon reciprocating speed 10 m / min;
Шлифование проводили на заточном станке модели 3А64Д абразивным кругом ПП150•12•32 характеристики 24А25СМ27КБ образцов из закаленной легированной стали ШХ-15 (РRСэ61-64) сечением 6•6 мм и длиной 25 мм. Режим обработки: скорость вращения шлифовального круга 30 м/с; нагрузка на шлифуемый образец 0,25 МПа, время шлифования 30 с. Шероховатость обработанной поверхности измеряли на профилометре-профилографе мод. 201.Grinding was carried out on a grinding machine model 3A64D with an abrasive wheel ПП150 • 12 • 32, characteristics 24А25СМ27КБ of samples from hardened alloy steel ШХ-15 (РРС э 61-64) with a cross section of 6 • 6 mm and a length of 25 mm. Processing mode: rotation speed of the grinding wheel 30 m / s; load on the grinded sample 0.25 MPa, grinding time 30 s. The roughness of the treated surface was measured on a profilometer-profilograph mode. 201.
Результаты испытания представлены в таблице 3. The test results are presented in table 3.
Приготовленную жидкость подавали в зону обработки металлов из индивидуальной емкости методом полива с расходом 12-15 л/мин. После шлифования стали с применением приготовленных образцов СОЖ осуществляли сравнительные испытания на коррозионную стойкость во влажной камере. Образец стали, обработанный составом по примеру 6, имел следы коррозии через 3 месяца, остальные образцы не имели следов коррозии после 8 месяцев пребывания во влажной камере. The prepared liquid was supplied to the metal processing zone from an individual tank by irrigation with a flow rate of 12-15 l / min. After grinding steel using prepared coolant samples, comparative tests for corrosion resistance in a wet chamber were carried out. The steel sample treated with the composition according to example 6 had traces of corrosion after 3 months, the remaining samples did not have traces of corrosion after 8 months in a humid chamber.
Как видно из данных таблиц 2 и 3 (примеры 1-5), применение предлагаемой СОЖ при шлифовании увеличивает производительность шлифовки на 8,8-10,3% и снижает износ режущего инструмента в 1,1 раза. При хонинговании увеличение производительности процесса наблюдается на 6,1-6,4%, а расход бруска снижается в два раза. As can be seen from the data in tables 2 and 3 (examples 1-5), the use of the proposed coolant during grinding increases the grinding performance by 8.8-10.3% and reduces the wear of the cutting tool by 1.1 times. When honing, an increase in process productivity is observed by 6.1-6.4%, and the consumption of the bar is reduced by half.
В таблице 4 представлены результаты испытаний составов СОЖ по ингибированию развития микроорганизмов и снижению пенообразования. Как видно из представленных данных, предложенная СОЖ обеспечивает не только высокие производственные показатели, но обладает низкой пенообразующей способностью и высокими фунгицидными свойствами. Table 4 presents the test results of the compositions of the coolant to inhibit the development of microorganisms and reduce foaming. As can be seen from the data presented, the proposed coolant provides not only high production performance, but also has low foaming ability and high fungicidal properties.
Подобные результаты достижимы только в пределах заявленного состава СОЖ. Так, например, при уменьшении содержания триэтанол амина (пример 9) и нафтената натрия (пример 10) производительность процесса и стойкость режущего инструмента снижаются. Увеличение компонентов СОЖ выше заявленных пределов (примеры 7, 8, 11) не приводит к улучшению показателей СОЖ. В случае отсутствия серебра азотнокислого (пример 6) наблюдается появление пены, и через 20 суток хранения раствор был поражен плесенью, обнаруживаемой визуально. Образцы СОЖ, приготовленные по примерам 1-5, через 180 суток хранения не имели признаков поражения бактериями, обладали высокой фильтруемостью и легкой прокачиваемостью по системе. Similar results are achievable only within the stated composition of the coolant. So, for example, with a decrease in the content of triethanol amine (example 9) and sodium naphthenate (example 10), the productivity of the process and the resistance of the cutting tool are reduced. An increase in coolant components above the stated limits (examples 7, 8, 11) does not lead to an improvement in coolant performance. In the absence of silver nitrate (Example 6), the appearance of foam is observed, and after 20 days of storage, the solution was struck by mold detected visually. The coolant samples prepared according to examples 1-5, after 180 days of storage did not show signs of bacteria damage, had high filterability and easy pumpability through the system.
Кроме того, следует отметить, что данная СОЖ не содержит горючих веществ и, следовательно, пожаробезопасна. Она обеспечивает экологическую чистоту окружающей среды и не поражается различными видами микроорганизмов. In addition, it should be noted that this coolant does not contain combustible substances and, therefore, is fireproof. It provides ecological cleanliness of the environment and is not affected by various types of microorganisms.
Claims (1)
Триэтаноламин - 0,3-3,0
Нафтенат натрия - 0,8-3,5
Серебро азотнокислое - 0,0001-0,0005
Вода - До 100иCutting fluid for machining metals containing triethanolamine and water, characterized in that it additionally contains sodium naphthenate and silver nitrate in the following ratio, wt.%:
Triethanolamine - 0.3-3.0
Sodium Naphthenate - 0.8-3.5
Silver nitrate - 0.0001-0.0005
Water - Up to 100i
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001109650/04A RU2201955C2 (en) | 2001-04-10 | 2001-04-10 | Lubricant-cooling liquid for mechanical metal working |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001109650/04A RU2201955C2 (en) | 2001-04-10 | 2001-04-10 | Lubricant-cooling liquid for mechanical metal working |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2001109650A RU2001109650A (en) | 2003-01-27 |
| RU2201955C2 true RU2201955C2 (en) | 2003-04-10 |
Family
ID=20248280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2001109650/04A RU2201955C2 (en) | 2001-04-10 | 2001-04-10 | Lubricant-cooling liquid for mechanical metal working |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2201955C2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103604767A (en) * | 2013-11-26 | 2014-02-26 | 中国南方航空工业(集团)有限公司 | Method for measuring cobalt content of cutting oil |
| CZ305791B6 (en) * | 2014-12-16 | 2016-03-16 | Technická univerzita v Liberci | Modification method of industrially delivered cooling and/or lubricating processing liquid used during cutting operation of metallic materials |
-
2001
- 2001-04-10 RU RU2001109650/04A patent/RU2201955C2/en not_active IP Right Cessation
Non-Patent Citations (1)
| Title |
|---|
| БЕРДИЧЕВСКИЙ Е.Г. Малоотходная технология применения СОЖ в металлообработке. М.: НИИМаш, 1981, с.21-22. * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103604767A (en) * | 2013-11-26 | 2014-02-26 | 中国南方航空工业(集团)有限公司 | Method for measuring cobalt content of cutting oil |
| CN103604767B (en) * | 2013-11-26 | 2016-05-04 | 中国南方航空工业(集团)有限公司 | The assay method of cobalt content in cutting oil |
| CZ305791B6 (en) * | 2014-12-16 | 2016-03-16 | Technická univerzita v Liberci | Modification method of industrially delivered cooling and/or lubricating processing liquid used during cutting operation of metallic materials |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4430234A (en) | Machining fluid of water soluble type using organic surfactants | |
| CA1335235C (en) | Corrosion preventive composition | |
| RU2201955C2 (en) | Lubricant-cooling liquid for mechanical metal working | |
| JPH10110183A (en) | Grinding agent | |
| RU2032716C1 (en) | Lubricant and coolant liquid for machining metal | |
| RU2688218C1 (en) | Lubricating and cooling liquid | |
| SU787452A1 (en) | Cutting fluid concentrate for mechanical metal working | |
| SU1162866A1 (en) | Processing liquid concentrate for grinding materials | |
| SU1335562A1 (en) | Cutting fluid composition for mechanical working of metals | |
| RU2177855C2 (en) | Lubrication fluid concentrate | |
| JPS61166893A (en) | Water-soluble cutting oil composition | |
| SU810785A1 (en) | Cutting fluid for mechanical working of metals | |
| SU1100299A1 (en) | Cutting fluid for grinding and honing metals | |
| JPS6115119B2 (en) | ||
| RU2235121C2 (en) | Process agent concentrate for metal machining (ts "inkomet-1") | |
| RU2017801C1 (en) | Lubricant-cooling liquid for polishing of aluminium and its alloys | |
| SU836077A1 (en) | Cutting fluid for diamond treatment of ceramic articles | |
| SU639921A1 (en) | Coolant for machining metals | |
| RU2148622C1 (en) | Process agent concentrate for mechanical metalworking | |
| SU777053A1 (en) | Cutting fluid for mechanical working of metals | |
| SU1643595A1 (en) | Concentrate of cutting fluid for abrasive machining of metals | |
| JP4076635B2 (en) | Water-soluble oil for machining cemented carbide | |
| RU2200187C1 (en) | Metal machining lubricating fluids | |
| RU2255966C1 (en) | Lubricant-and-coolant concentrate for metal working | |
| RU2146696C1 (en) | Cutting liquid for machining of metals |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20050411 |