RU2016128C1 - Литая штамповая сталь - Google Patents
Литая штамповая сталь Download PDFInfo
- Publication number
- RU2016128C1 RU2016128C1 SU4954947A RU2016128C1 RU 2016128 C1 RU2016128 C1 RU 2016128C1 SU 4954947 A SU4954947 A SU 4954947A RU 2016128 C1 RU2016128 C1 RU 2016128C1
- Authority
- RU
- Russia
- Prior art keywords
- steel
- nitrogen
- dies
- vanadium
- cast
- Prior art date
Links
Images



Abstract
Изобретение относится к металлургии сплавов, в частности к стали для литых штампов горячего деформирования металлов и сплавов. С целью повышения пластичности, ударной вязкости и износостойкости, сталь дополнительно содержит азот при следующем соотношении компонентов, мас.%: углерод 0,27 - 0,34; кремний 0,7 - 1,0; марганец 0,5 - 0,8; хром 0,5 - 1,2; молибден 0,15 - 0,30; никель 1,2 - 1,5; ванадий 0,1 - 0,2; РЗМ 0,2 - 0,5; азот 0,015 - 0,028; железо остальное. Предлагаемая литая штамповая сталь в указанной совокупности компонентов позволяет повысить пластичность, ударную вязкость и износостойкость в 2 раза, что приводит к расширению номенклатуры литых штампов и обеспечивает их работоспособность в особо тяжелых условиях. 3 табл.
Description
Изобретение относится к металлургии сплавов, в частности к изысканию сталей для литых штампов горячего деформирования металлов и сплавов.
Известна сталь, используемая для изготовления литых штампов, содержащая следующие компоненты, мас.%: Углерод 0,4-0,8 Кремний 0,15-0,50 Марганец 0,40-0,90 Хром 0,50-1,0 Молибден 0,15-0,30 Никель 1,0-2,0 Ванадий 0,03-0,25 Алюминий 0,009-0,03 Азот 0,009-0,04 Кальций 0,005-0,05 Магний 0,003-0,008 Железо Остальное
Выплавка стали производилась согласно ТИ 37.407250.0824 на плавку штамповой стали 5ХНМАФЛ в индукционной печи ИСТ-0,16 с кислой футеровкой.
Выплавка стали производилась согласно ТИ 37.407250.0824 на плавку штамповой стали 5ХНМАФЛ в индукционной печи ИСТ-0,16 с кислой футеровкой.
Получены следующие физико-механические свойства стали 5ХНМАФЛ после термической обработки (закалка 920оС, отпуск 580оС) σ0,2, МПа σ в, МПа ρ Ψ ак, кДж/м2 1250 1450 7,3 25,8 210
Значения ударной вязкости в 2 раза ниже, чем приведены в изобретении.
Значения ударной вязкости в 2 раза ниже, чем приведены в изобретении.
Несмотря на высокий уровень физико-механических свойств этой стали (прочности, пластичности, теплостойкости), она имеет существенный недостаток: при данном химическом составе эта сталь очень чувствительна к введению азота в виде азотированного феррохрома. Превышение азота по вводу более 0,005% приводит к образованию газовых раковин в отливках. В серии опытных плавок стали 5ХНМАФЛ все отливки при вводе азота в количествах 0,01-0,015-0,025-0,03 поражены газовыми раковинами, только при вводе азота 0,005% отливки получились годными, без газовых раковин.
В технологической инструкции на выплавку этой стали предусмотрено, что ввод азота составляет 0,005 и содержание остаточного азота в стали 0,02-0,026, что значительно ниже верхнего предела по содержанию азота, приведенного в изобретении (0,04% N2).
Следует также отметить, что введение в сталь азота в количестве 0,005% не изменяет ее физико-механических свойств, они находятся на уровне свойств исходной стали (без ввода азота).
Известна штамповая сталь для изготовления литых штампов, содержащая следующие компоненты, мас.%: Углерод 0,20-0,30 Кремний 0,30-0,50 Марганец 0,30-0,60 Хром 2,5-5,0 Никель 1,3-2,0 Молибден 1,2-1,8 Ванадий 0,55-0,80 Азот 0,03-0,08 Медь 1,5-2,5 Железо Остальное
Эта сталь имеет высокие показатели прочности, теплостойкости и жидкотекучести. Следует заметить, что сталь, обладающая высокой прочностью, имеет низкий уровень пластичности и вязкости.
Эта сталь имеет высокие показатели прочности, теплостойкости и жидкотекучести. Следует заметить, что сталь, обладающая высокой прочностью, имеет низкий уровень пластичности и вязкости.
Не случайно в данном изобретении не приведены значения относительного удлинения и ударной вязкости.
Кроме того, микроструктура этой стали, состоящая из тростосорбита с карбидом и нитридами ванадия, свидетельствует о том, что сплав имеет низкие пластические свойства. Известно, что в сталях, содержащих азот и ванадий, рекомендуется соблюдать отношение содержания ванадия к содержанию азота в пределах 3-6. В данном изобретении это отношение составляет 7-20, т.е. при содержании V - 0,55-0,80 и азота 0,03-0,08 по границам зерен выделяются нитриды ванадия, которые охрупчивают сталь и резко снижают показатель ударной вязкости. Повышенное содержание хрома и молибдена в стали приводит к образованию сложных карбидов, которые также снижают вязкость и пластичность сплава.
Данный сплав пригоден для отливки штампов несложных конфигураций и работающих при средних усилиях прессов, но для работы штампов со сложной конфигурацией и тяжелонагруженных данный сплав непригоден. Штампы будут раскаливаться при эксплуатации.
Наиболее близкой к заявленной стали является сталь 3ХСНМФРЛ. Она содержит компоненты при следующем соотношении, мас.%: Углерод 0,27-0,34 Кремний 0,7-1,0 Марганец 0,3-0,4 Хром 1,3-1,5 Никель 1,2-1,5 Ванадий 0,35-0,85 Бор 0,002-0,004 Редкоземельные металлы 0,2-0,5 Железо Остальное
Эта сталь применяется для отливки заготовок штампов, модельной оснастки, пресс-форм и т.д. Освоено около 200 позиций отливок.
Эта сталь применяется для отливки заготовок штампов, модельной оснастки, пресс-форм и т.д. Освоено около 200 позиций отливок.
Следует отметить, что эта сталь имеет существенное отличие по физико-механическим свойствам при выплавке в печах с кислой и основной футеровкой.
Свойства стали 3ХСНМФРЛ после термической обработки, выплавленной в печи с основной футеровкой, находятся на уровне: σ0,2, МПа σ в, МПа ρ ,% Ψ ,% aк кДж/м2 HRСЭ 1370 1480 5 15 120 42 1490 1580 12 45 500 44 а с кислой футеровкой: σ0,2 МПа σ в, МПа ρ ,% Ψ ,% ак, кДж/м2 НRСЭ 1430 1450 4,0 12,0 90-120 42-44
Ударная вязкость и пластичность стали, выплавленной в печи с основной футеровкой, значительно выше, чем у стали, выплавленной в печи с кислой футеровкой.
Ударная вязкость и пластичность стали, выплавленной в печи с основной футеровкой, значительно выше, чем у стали, выплавленной в печи с кислой футеровкой.
Печи с основной футеровкой имеют склонность к трещинообразованию, требуют ежедневного ремонта, имеют низкую стойкость, более опасны в эксплуатации при плавке в индукционной печи с водяным охлаждением индуктора. Печи с основной футеровкой применяются в основном в оборонной промышленности, а на машиностроительных предприятиях в основном применяют печи с кислой футеровкой.
Кислая футеровка не склонна к образованию трещин, имеет стойкость значительно выше основной футеровки и менее опасна при эксплуатации.
Высокий уровень свойств стали 3ХСНМФРЛ, выплавленной в печи с основной футеровкой, не удалось реализовать, так как в производстве не смогли организовать плавку металла в печи с основной футеровкой по выше указанным причинам.
Уровень свойств стали 3ХСНМФРЛ, выплавленной в печи с кислой футеровкой, обеспечивает работоспособность штампов освоенной номенклатуры > 200 наименований в объеме 200 т.
Для некоторых позиций штампов, работающих в особо тяжелых условиях (штамповка поворотного кулака ГАЗ-24, цапфы заднего оста ГАЗ-66), эта сталь не может применяться, так как не обеспечивает их стойкости.
Была поставлена задача разработать сталь повышенной пластичности и вязкости, которая бы имела высокие показатели физико-механических свойств при выплавке в печи как с кислой, так и основной футеровкой.
Целью данного изобретения является повышение пластичности, ударной вязкости и износостойкости стали.
Для достижения указанной цели в сталь дополнительно вводят азот при следующих соотношениях компонентов, мас. % : Углерод 0,27-0,34 Кремний 0,7-1,0 Марганец 0,5-0,8 Хром 0,5-1,2 Молибден 0,15-0,30 Никель 1,2-1,5 Ванадий 0,1-0,2 Азот 0,015-0,028 РЗМ 0,2-0,5
Аналогов, содержащих отличительные признаки предлагаемого технического решения, не обнаружено.
Аналогов, содержащих отличительные признаки предлагаемого технического решения, не обнаружено.
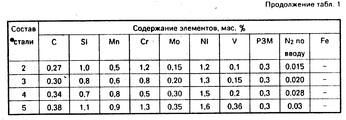
Для получения сплава были подготовлены пять составов. Составы 2,3,4, содержащие компоненты: углерод, кремний, марганец, хром, молибден, никель, ванадий на нижнем, среднем и верхнем уровнях и отличающиеся друг от друга содержанием азота, равным в каждой смеси последовательно 0,015-0,020-0,028, содержание РЗМ в каждом составе постоянно 0,3 мас,%. Составы 1,5 содержат компоненты: углерод кремний, марганец, хром, молибден, никель, ванадий, азот в запредельных уровнях, при постоянном содержании РЗМ 0,3 мас.%.
Выплавка сплавов производилась в индукционной тигельной печи МГП-102 кислой футеровкой. Стандартные образцы-клинья (по ГОСТ 977-75) заливали в песчаные жидкостекольные формы при 1540-1480оС. Термообработка образцов производилась по следующему режиму:
Нагрев до 650оС, выдержка 2 ч
Нагрев до 860оС, выдержка 4 ч
Охлаждение до 720оС
Выдержка при 720оС - 4 ч
Охлаждение до 500оC с печью, дальнейшее охлаждение на воздухе
Закалка образцов производилась в соляной ванне, температура нагрева 1020оС.
Нагрев до 650оС, выдержка 2 ч
Нагрев до 860оС, выдержка 4 ч
Охлаждение до 720оС
Выдержка при 720оС - 4 ч
Охлаждение до 500оC с печью, дальнейшее охлаждение на воздухе
Закалка образцов производилась в соляной ванне, температура нагрева 1020оС.
Химический состав сплавов и физико-механические свойства приведены в табл.1,2.
Уменьшение легирующих элементов (ванадия, молибдена и хрома) в заявленной стали позволило увеличить ударную вязкость стали в 2,8 раза с 990 до 250 кДж/м2 (при выплавке в печи с кислой футеровкой), а дополнительная обработка азотом способствовала увеличению ударной вязкости до 280-290 кДж/м2, т.е. в 3 раза выше известной стали.
Ввод азота ниже нижнего предела не дает эффекта улучшения свойств стали. Ввод азота в заявленную сталь выше верхнего предела приводит к поражению отливок газовыми раковинами.
При содержании ванадия выше верхнего предела резко снижается ударная вязкость сплава в 2,1 раза (с 2,85 до 1,3 кДж/м2).
Как видно из приведенных выше аналогов, эффект улучшения свойств стали обработкой азотом известен однако в сочетании с другими компонентами.
Предлагаемое решение обладает существенными отличиями именно в предлагаемой совокупности элементов, что позволяет в 2 раза повысить пластичность, ударную вязкость и износостойкость.
Из заявленной стали была отлита на заводе штампов и пресс-форм опытная партия штампов, черт.503680д13, 66-02-2401051 (цапфа заднего моста) в количестве пяти компонентов.
Пример конкретного исполнения. Сплав состава (мас.%): углерод 0,3; кремний 0,85; марганец 0,75; хром 0,9; никель 1,3; ванадий 0,15; азот 0,02; редкоземельные металлы 0,3 по вводу выплавляют в индукционной тигельной печи ИСТ-0,4 с кислой футеровкой из шихты состава: Возврат 3ХСНМАФЛ 44,44 Сталь 55ПП 25,470 Сталь 15 26,932 Феpрохром ФХО15А 0,379 Никель НЗ 0,718 Ферромолибден ФМО-58 0,224 Феррованадий ФВА-358 0,270 Ферромарганец ФМНо 0,449 Феррохром азотированный фХ015а 0,2
После расплавления шихты сплав перегревают до 1580оС, скачивают шлак и производят доводку металла в следующей последовательности. На зеркало метала дают раскислители: алюминий 0,06 мас.% и силикокальций 0,2, затем азотированный феррохром с размерами кусков 5-10 мм, ферросилиций и ферромарганец и в последнюю очередь феррованадий.
После расплавления шихты сплав перегревают до 1580оС, скачивают шлак и производят доводку металла в следующей последовательности. На зеркало метала дают раскислители: алюминий 0,06 мас.% и силикокальций 0,2, затем азотированный феррохром с размерами кусков 5-10 мм, ферросилиций и ферромарганец и в последнюю очередь феррованадий.
Перегревают металл до 1600-1610оС и при выдаче в ковш на струю вводят РЗМ в количестве 0,3 по весу с размерами кусков 5-10 мм в поперечнике.
Заливку штампов осуществляют в кокиль, облицованный керамикой, при 1520-1490оС.
Термообработку штампов производят по режимам.
Режим отжига. Нагрев до 650оС. Выдержка при 650оС - 6 ч. Нагрев до 860оС, выдержка 8-10 ч. Охлаждение до 720оС. Выдержка при 720оС 10-12 ч. Охлаждение с печью до 500оС, дальнейшее охлаждение на воздухе.
Режим закалки. Нагрев до 1020оС, выдержка при 1020оС 2;3,5-4,5 ч. Закалка в масло с температурой 150-170оС - 30 мин. Отпуск двукратный 60)-610оС в течение 8 ч. Испытание пяти компонентов штампов, черт.503680д13, для штамповки цапфы заднего моста ГАЗ-66 производилось в кузнечно-рессорном производстве.
Средняя стойкость литых штампов - 2900 поковок, при норме стойкости 2200 поковок (табл.3). Ранее изготовленные штампы для штамповки этой детали из стали 3ХСНМФРЛ, применяемой в настоящее время, раскалывались при эксплуатации.
Трудоемкость изготовления литых штампов из заявленной стали, включая шихтовку, плавку, разливку, очистку, термообработку, не увеличивалась.
За счет уменьшения добавок легирующих элементов снижается себестоимость стали, а увеличение пластичности и вязкости предложенной стали позволит расширить номенклатуру литых штампов и обеспечить их работоспособность в особо тяжелых условиях.
Claims (1)
- ЛИТАЯ ШТАМПОВАЯ СТАЛЬ, содержащая углерод, кремний, марганец, хром, молибден, никель, ванадий, редкоземельные металлы, железо, отличающаяся тем, что, с целью повышения пластичности, ударной вязкости и износостойкости, она дополнительно содержит азот при следующем соотношении компонентов, мас. %:
Углерод 0,27 - 0,34
Кремний 0,7 - 1,0
Марганец 0,5 - 0,8
Хром 0,5 - 1,2
Молибден 0,15 - 0,30
Никель 1,2 - 1,5
Ванадий 0,1 - 0,2
Редкоземельные металлы 0,2 - 0,5
Азот 0,0015 - 0,028
Железо Остальное
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4954947 RU2016128C1 (ru) | 1991-06-03 | 1991-06-03 | Литая штамповая сталь |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4954947 RU2016128C1 (ru) | 1991-06-03 | 1991-06-03 | Литая штамповая сталь |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2016128C1 true RU2016128C1 (ru) | 1994-07-15 |
Family
ID=21584207
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU4954947 RU2016128C1 (ru) | 1991-06-03 | 1991-06-03 | Литая штамповая сталь |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2016128C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100413988C (zh) * | 2005-10-27 | 2008-08-27 | 广东省韶关钢铁集团有限公司 | 一种锤式破碎机用锤头 |
-
1991
- 1991-06-03 RU SU4954947 patent/RU2016128C1/ru active
Non-Patent Citations (1)
| Title |
|---|
| Авторское свидетельство СССР N 1183560, кл. C 22C 38/54, 1985. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100413988C (zh) * | 2005-10-27 | 2008-08-27 | 广东省韶关钢铁集团有限公司 | 一种锤式破碎机用锤头 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105886933B (zh) | 一种高抗回火软化性和高韧性的热作模具钢及其制造方法 | |
| CN110295265B (zh) | 一种奥贝球铁及其制备方法和应用 | |
| JPS6338418B2 (ru) | ||
| RU2016128C1 (ru) | Литая штамповая сталь | |
| RU2338793C2 (ru) | Сортовой прокат из среднелегированной стали для холодной объемной штамповки | |
| EP0041953B1 (en) | Production of vermicular graphite cast iron | |
| RU2307875C1 (ru) | Чугун и способ термической обработки отливок из него | |
| SU1724716A1 (ru) | Чугун дл металлических форм | |
| US2943932A (en) | Boron-containing ferrous metal having as-cast compacted graphite | |
| RU2449043C2 (ru) | Способ термической обработки чугуна с шаровидным графитом | |
| CN113462955B (zh) | 一种高强度高韧性等温淬火球铁材料及其制备方法和应用 | |
| RU2432412C2 (ru) | Чугун и способ его получения | |
| RU2751503C1 (ru) | Модификатор | |
| RU2267542C1 (ru) | Чугун, способ его получения и способ термической обработки отливок из него | |
| RU2203344C2 (ru) | Литейная сталь | |
| SU855050A1 (ru) | Сталь | |
| SU1705395A1 (ru) | Чугун | |
| SU1678888A1 (ru) | Лигатура | |
| SU1749310A1 (ru) | Низкоуглеродиста свариваема сталь | |
| SU1289905A1 (ru) | Чугун | |
| RU2138576C1 (ru) | Чугун | |
| SU979520A1 (ru) | Чугун | |
| RU1775489C (ru) | Лигатура дл стали | |
| RU2016131C1 (ru) | Сталь | |
| SU1032036A1 (ru) | Чугун |