KR870000974B1 - 관류식 열교환기의 중공금속용기 주조방법 - Google Patents
관류식 열교환기의 중공금속용기 주조방법 Download PDFInfo
- Publication number
- KR870000974B1 KR870000974B1 KR8201465A KR820001465A KR870000974B1 KR 870000974 B1 KR870000974 B1 KR 870000974B1 KR 8201465 A KR8201465 A KR 8201465A KR 820001465 A KR820001465 A KR 820001465A KR 870000974 B1 KR870000974 B1 KR 870000974B1
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- sand
- core
- heat exchanger
- sand core
- Prior art date
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
- F28F3/042—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/02—Special casting characterised by the nature of the product by its peculiarity of shape; of works of art
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
- B22C9/24—Moulds for peculiarly-shaped castings for hollow articles
- B22C9/26—Moulds for peculiarly-shaped castings for hollow articles for ribbed tubes; for radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49357—Regenerator or recuperator making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
내용 없음.
Description
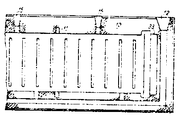
제1도는 본 발명에 따라 주조된 관류식 열교환기의 용기를 도시하는 사시도.
제2도는 모래 주형의 동일한 반쪽부중 하나를 도시하는 일부 평면도.
제3도는 내부에 샌드코어를 함유하는 모래 주형의 반쪽부를 도시하는 일부 평면도.
제4도는 제3도의 4-4선을 따라 취한 샌드코어의 단면도.
제5도는 제3도의 5-5선을 따라 취한 모래주형의 단면도.
제6도는 형틀속에 채워넣어진 모래 주형의 상부 및 하부 부분을 도시하는 단부도.
* 도면의 주요부분에 대한 부호의 설명
8 : 용기 8-A : 단부 세그먼트
8-B : 중앙 세그먼트 10 : 모래 주형
11 : 홈 12 : 탕구
16 : 라이저 18 : 샌드 코어
20 : 요철부 25 : 틈새 공간
26 : 돌기 31 : 구멍
32 : 형틀 33 : 요홈
34 : 플러그
본 발명은 일반적으로 하나의 가스상 유체로부터 다른 유체로 열을 전달하기 위해 사용되는 바와 같은 금속판 형태의 열교환기를 주조하는 방법, 특히 관류식 열교환기의 중공 금속용기를 주조하는 방법에 관한 것이다.
이와같은 열교환기를 통해 부식성 또는 침식성 가스들을 흘려 보내주는 몇몇 적용들에 있어서, 주철은 가스로부터의 부식 및 침식에 대하여 독특한 저항 특성들을 갖고 있기 때문에 양호한 구성물질로 간주되었다.
따라서, 미합중국 특허 제1,992,097호, 제2,537,276호 및 영국특허 제 1,197,409호에는 다수의 길이방향 볼트에 의해 서로 간격을 두고 유지되는 주철판들을 사용한 다양한 배열방식들이 제안되어 있다. 먼저, 열교환기의 각 판들을 손으로 조립한 다음, 그 판들의 측부에 있는 플랜지내의 구멍을 통해 볼트를 삽입시키고, 이어서 그 볼트 위에 너트와 같은 체결 수단을 각각 배치 고정시킴으로써, 완전히 조립된 용기 유니트가 제공되어 졌다.
용기판들 사이의 유체누설을 방지해주는 만족스러운 밀봉을 제공하기 위해 함께 볼트결합되기 전에 , 용기판들 사이에는 가요성 석면줄과 같은 가스켓 물질이 삽입 배치되어야만 한다.
그러나, 이러한 제조 공정은 시간이 많이 걸리며, 또한 열교환기의 분리된 부품들을 조립하여 누설이 없는 설비로 적절히 결합해주기 위해 막대한 수공을 필요로 한다. 더우기, 인접한 판들을 관통하여 형성된 구멍들은 그 판들을 상당히 약화시키기 때문에 , 부가의 보강재가 필요하게 되어 비용이 더 들게됨과 동시에 열교환기의 중량 증가를 초래하였다. 1980년 12월 22일자로 출원된 미합중국 특허출원 제 218,892호에는 관류식 열교환기의 독립적인 두 반쪽부들을 따로따로 주조하여 상기 두 반쪽부들 모두에 공통인 비천공 외주 플랜지를 따라 용융 금속으로 함께 결합시켜주는 주조 공정에 있어서의 개선이 발표되어 있다. 이러한 주조공정은 비록 완성된 설비의 강도를 증가시킴과 동시에 그러한 설비를 생산하는 데 필요한 제작 시간과 비용 및 노동력을 실질적으로 절감시켜주기는 하지만, 사실상 중량은 전과 동일한 상태로 머물러 있고, 제조 공정에 있어서 여전히 막대한 시간과 비용을 들게 한다.
그러므로, 본 발명의 목적은 상기의 결점을 해결하여 관류식 열교환기의 중공 금속 용기를 주조하는 방법을 개선시키는 데에 있다. 본 발명에서는 전체 열교환 용기를 단일 주조 작업에 의해 일체로 된 유니트로서 주조해줌으로써, 막대한 주조 시간과 조립 시간을 들이지 않게 해준다. 게다가, 지금까지 열교환 용기 유니트의 양 측부를 연결시키는데 필요했던 플랜지를 제거하여, 요구되는 용융금속의 양을 절감시킴과 동시에 완성된 용기의 최종 중량을 줄일 수 있게 해준다. 또한, 열교환 용기가 일체로 주조되기 때문에, 누설현상이 근본적으로 없게 되므로서,작업 비용이 상당히 절감됨과 동시에 예상되는 유효 수명과 효율성을 크게 증대시켜 준다.
내부에 적당한 결합제를 함유한 단일체 모래덩어리를 열교환 용기 내부에 둘러싸인 중공 내부 공간의 외형을 갖도록 코어 상자속에 형성해준다. 이것은 본 발명자의 1980년 12월 22일자 기출원된 미합중국 특허출원 제 218,892호에 개략적으로 설명한 바와같은 통상적인 방법이다. 샌드 코어를 구성해주는 모래가 높은 주조 온도에서 제한된 분해율을 갖는 상용 등급의 결합제와 혼합되므로써, 주조품이 냉각된 후 상기 코어는 부분적으로 분해되어 제거될 수가 있다.
유사한 형태의 단부 세그먼트들과 이들 사이에 배치되는 하나 이상의 동일하지만 분리된 중앙 세그먼트들을 포함하는 샌드 코어를 밀집된 모래덩어리처럼 형성해준다. 샌드코어와 각 세그먼트 측부로부터 측방향으로 연장하는 돌기는 예정된 용기 윤곽을 갖는 모래주형의 측부에 형성된 홈속에 보유 지지된다. 샌드 코어를 주형내에 걸어주면 그들사이에 공동이 형성되는데, 이 공동은 다음에 용융 주조금속으로 채워진다. 이어서, 냉각 작용에 따라 용융 금속이 응고되어서, 연속적인 단부 및 중앙부분들을 갖는 일체로 된 열교환기 용기를 형성해 준다. 코어에서 주형까지 연장하는 돌기들이 완성된 주조품에 구멍을 형성해주기 때문에 ,이들 구멍들에는 적절히 나사홈을 내서 나사진 플러그가 꼭 끼워지도록 하여 유체가 그 곳을 통해 누설되지 않도록 해준다.
모래 주형은 샌드 코어를 형성할때와 마찬가지로 예정된 용량을 갖는 단부 및 중앙 세그먼트들로 형성된다. 그러나, 주형속으로 주입되는 용융 금속이 주형을 떼어놓으려고 하는 외향력을 가진 유체압력을 발생시키기 때문에 ,인접하는 주형 세그먼트들은 용융금속에 의해 야기된 압력을 지탱하기에 충분한 강도를 갖도록 설계된 형틀 속에 배치해야 한다.
샌드 코어와 모래 주형이 모두 인접하는 세그먼트들로 만들어지기 때문에 , 열교환 용기 유니트의 크기와 용량은 특정 기능에 적합하도록 설계된 예정된 용량을 갖기 위해 용이하게 조절될 수가 있다.
이하, 첨부 도면을 참조하여 본 발명의 양호한 실시예를 설명한다.
본 발명에 따르면, 먼저 제1도에 도시된 열교환 용기(8)의 외부 형상에 대응하는 외부 형상을 갖는 나무나 금속으로 된 통상적인 모형이 종래부터 행해오던 진행 순서에 따라 만들어진다. 상기 모형은 각각의 용기에 대하여 단부 및 중앙부분들을 포함하도록 규격화된 표준 형태로 제작되며, 그럼으로써 열교환기의 유사 단부들 사이에 있는 중앙 부분들의 수를 필요에 따라 더하거나 빼주거나 하여 예정된 길이와 표면적 및 열교환 용량을 갖는 용기(8)를 조립할 수가 있다. 상기 단부 및 중앙부분들 사이의 분할선은 플러그(34)를 거쳐 연장하는 점선으로 표시되어 있다.
이 모형으로 부터 모래 주형(10)의 상부 및 하부부분(상부주형 및 하부주형)들이 형성된다. 주형을 형성하는데 사용하는 모래는 주변공기와 접촉함에 따라 경화되기 적합한 표준 결합제와 혼합된다. 주형은 통상적인 방식으로 형성되며, 그 측부를 따라 홈(11)을 구비하여 제3도에 도시된 바와 같이 샌드 코어로부터 측방으로 연장되는 돌기(26)를 지지하기에 적합하도록 되어 있다. 상기 모래주형은 제 2도 및 3도에 도시된 바와같이 탕구(12), 게이트 및 라이저(16)를 위한 홈들을 포함하므로써, 두 개의 주형 반쪽부를 함께 배열시키면 주형속에 용융금속의 공급을 위한 연속 통로를 형성해 줄 것이다.
샌드 코어(18)는 주형내부에 헐겁게 끼워져서, 용융 주조 금속으로 채워질 때 용기로 되는 틈새 공간을 그들사이에 제공하도록 형성되어 있다.
샌드 코어(18)는 용기의 내벽에 역으로 대응하는 외부형상을 갖는다. 샌드 코어는 제3도에 도시된 바와같이 틈새 공간(25)을 형성하도록 주형의 공동내에 놓여지기 위해 단부와 단부가 접촉한 상태로 끼워지는 단부 세그먼트(8-A)와 중앙 세그먼트 (8-B)로 이루어져 있다. 상기 샌드 코어의 각 세그먼트는 그곳으로 부터 모래주형의 측부상에 있는 홈(11)까지 측방향으로 연장하는 돌기(26)를 가지며, 그럼으로써 샌드 코어(18)의 인접한 세그먼트들은 이동되지 않게 단단히 지지되어 언제나 정확한 접촉상태에 있게 되므로 열교환용기의 내면 윤곽을 매끄럽게 유지해 준다. 제5도에 도시된 바와같이 인접한 세그먼트의 단부 표면들내에는 요철부가 형성되어 각각의 세그먼트의 이동을 부가로 방지해준다.
샌드 코어(18)를 구성해주는 모래는 저온(149 ℃내지 260℃, 300 ℉내지 500℉)에서는 경화됨과 동시에 다음에 코어와 주형사이의 틈새 공간속으로 부어진후 고온의 용융 주조금속에 노출되면 부서지기 적합한 결합제와 혼합되어 있다. 따라서 , 샌드 코어의 세그먼트들은 저온에서는 단일체의 모래 덩어리로 유지되지만, 결합제가 고온의 용융금속에 의해 가열된 후에는 용융금속에 인접한 곳에서 부서져서 모래를 다시 입자 상태로 환원시켜 준다. 용기를 형성해주는 용융금속이 냉각응고된 후에는, 이 입자상태로 환원된 모래와 나머지 샌드 코어 부분을 새로 이 주조된 용기로부터 함께 용이하게 제거해준다.
샌드 코어의 세그먼트들은 미리 제작하여 저장해두므로써, 어느 때라도 사용을 위해 이용할 수 있도록 하는 것이 바람직하다.
샌드 코어의 세그먼트들에는 인접한 세그먼트의 다른 요철부와 합치하는 요철부 (20)가 형성되어 있다. 따라서 , 세그먼트의 한 단부에 있는 수형(male) 요철부는 한 세그먼트와 거기에 인접한 다른 세그먼트를 똑바로 정열시킬 수 있도록 인접한 세그먼트의 단부에 있는 암형(female) 요철부와 맞물리게 된다.
샌드 코어의 각 단부 세그먼트의 말단부(30)는 주형 공동을 지나 연장하여 제3도에 도시된 바와 같은 식으로 주형의 단부에 있는 적절한 요홈(33)내에 지지되는 고형블록으로 이루어지며, 그럼으로써 코어의 단부와 주형사이의 틈새 공간이 용기 주조품의 개방 입구 및 출구 단부들을 형성해 준다.
모래 주형(10)의 상부 및 하부 반쪽부들은 모래주형을 지지하여 제6도에 도시된 바와같은 직립 위치로 이동시킬 수 있는 형틀(32)속에 끼워 넣어져 있다. 따라서 용융 주조금속을 탕구(12) 및 게이트 속에 부어서 코어와 주형사이의 공동 또는 틈새공간 (25) 속으로 유입시킬 수 있게 된다. 금속이 공동 또는 틈새공간(25)속에서 상승함에 따라, 불순물 및 가스와 더불어 어떤 과잉 금속이 통상의 주조방식에 따라 라이저(16)내의 주조품 상부에까지 도달하여 냉각 응고된 다음에 제거됨으로써 매끄러운 외부 표면을 만들 수가 있다.
돌기(26)는 용융 주금속에 의해 열교환 용기를 형성해주는 공동 또는 틈새 공간 (25)을 통해 측방향으로 연장하고 있기 때문에, 금속 용기는 각각의 돌기(26)가 존재하는 곳에 틈 또는 열린 구멍(31)을 가질 것이다. 이들 기구들은 내면에 연속적으로 나선홈이 파여져 있으므로서, 유체가 관통하여 흐르는 것을 방지해주는 나사진 플러그(34)를 받아들이기 적합하게 되어있다. 또한, 이들 구멍(31)들은 주조 공정이 끝난후 용기로부터 입자상태의 모래와 나머지 코어 부분을 제거하는데 이용될 수 있으며, 주조 공정 동안에는 코어의 결합제에 대한 고온의 용융금속의 작용에 의해 발생되는 가스들을 위한 토출 통로를 형성해 준다. 이들 가스들은 비록 가스를 대기로 배출시키기 위해 코어로 부터의 가스들을 위한 적당한 통로를 제공하도록 부가의 배출구가 주형내에 홈(11)으로 부터 외향으로 형성될 수 있다 할찌라도, 주형내의 모래입자들 사이의 틈을 통해 서서히 배출될 수가 있다,
주철로 제조된 열교환 용기는 근본적으로 부식 및 침식에 대하여 높은 저항성을 갖고 있지만, 용기의 표면에 세라믹 에나멜 피복물을 접촉시켜주므로서 용기에 보다 크고 균일한 저항성을 부여해줄 수도 있다. 따라서 , 새로 주조된 용기는 부식이 일어나기 전에 통상의 에나멜 피복작업을 해두는 것이 바람직하다.
Claims (6)
- 공동의 외주를 형성하기 위해 삽입되며 이 공동속에 용융금속을 주입하기 위한 탕구(12)와 게이트 및 라이저(16)를 포함하는 통로가 내부에 형성되어 있는 벽을 구비한 모래 주형(10)의 상부 및 하부 부분을 형성해 주고, 상기 주형(10)의 측부에 대해 측방향으로 연장하는 돌기(26)를 가지며 공동의 외주보다 약간 작은 샌드 코어(18)를 형성해 주고, 측방향 돌기(26)가 주형의 측부상에 지지됨과 동시에 상기 주형(10)의 공동의 상기 샌드 코어의 하부 부분과의 사이에 하부 틈새 공간을 제공하기 위해 코어(18)의 하부부분을 헐겁게 받아들이도록 상기 샌드 코어(18 )를 모래 주형(10)의 하부 부분내에 배치해주고, 끼워진 표면이 하부 틈새 공간과 연속되는 상부 틈새 공간을 그 사이에 형성해 주기 위해 상기 코어(18)의 상부 부분을 헐겁게 받아들이도록 상기 주형 (10)의 하부 부분위에 주형(10)의 상부 부분을 겹치게 해주고, 모래 주형(10)에 강성을 부여해 주는 형틀(32)속에 주형의 인접한 상부 및 하부 부분을 채워 넣어 주고, 냉각됨에 따라 중공 금속 용기로 응고되는 틈새 공간(25)에 용융 금속을 공급하기 위해 모래 주형(10)의 탕구(12)와 게이트 및 라이저(16)속으로 다량의 용융 금속을 주입시켜 주는 단계들로 이루어진 관류식 열교환기의 중공 금속 용기 주조 방법에 있어서, 단부와 단부가 서로 접촉 상태에 놓여진 별개의 단부 세그먼트(8-A)와 중앙 세그먼트(8-B)로 상기 샌드 코어 (18)를 형성해 주고, 길이와 용량을 증대시킨 열교환 용기(8)를 제공하기 위해 두 개의 단부 세그먼트(8-A)사이에 단부와 단부가 접촉한 상태로 다수의 중앙 세그먼트(8-B)를 배치해 주는 것을 특징으로 하는 관류식 열교환기의 중공 금속 용기 주조방법.
- 제1항에 있어서, 주조 작업 동안에 샌드 코어(18)를 가열해 주므로서 형성된 가스들이 대기로 배출될 수 있도록 샌드 코어(18)의 돌기(26)로 부터 외향으로 모래 주형내에 구멍(31)을 형성해주는 것을 특징으로 하는 관류식 열교환기의 중공 금속 용기 주조 방법.
- 제2항에 있어서, 각 세그먼트(8-A, 8-B)의 단부들에 측방향 돌기(26)를 형성시켜 인접한 세그먼트의 돌기들이 서로 접촉하여 샌드 코어(18)에 대한 일체로 된 지지체로서 측방향으로 연장되게 한 것을 특징으로 하는 관류식 열교환기의 중공 금속 용기 주조 방법.
- 제3항에 있어서, 원통형 지지체를 형성하기 위해 직경 방향측부들은 서로 접촉하는 반면 호형 측부들은 서로 합체되는 반원통형 형태로 각 세그먼트(8-A, 8-B)의 측방향 돌기(26)를형성해 주는 것을 특징으로 하는 관류식 열교환기의 중공 금속 용기 주조 방법.
- 제1항에 있어서, 서로 인접한 세그먼트(8-A, 8-B)에 반대로 배열된 요철부 (20)를 형성시켜서 서로 접촉할 경우 맞물리도록 하여 그 상대운동을 방지해주는 것을 특징으로 하는 관류식 열교환기의 중공 금속 용기 주조방법.
- 제4항에 있어서, 샌드 코어(18)로부터 측방향으로 연장하는 인접한 돌기(26)들을 받아들이기 위해 모래 주형(10)의 양측부내에 홈(11)을 형성해 주는 것을 특징으로 하는 관류식 열교환기의 중공 금속 용기 주조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US246,214 | 1981-04-02 | ||
| US06/246,214 US4416044A (en) | 1981-04-02 | 1981-04-02 | Cast recuperator tube |
| US246214 | 2002-09-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR830009826A KR830009826A (ko) | 1983-12-23 |
| KR870000974B1 true KR870000974B1 (ko) | 1987-05-16 |
Family
ID=22929756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8201465A KR870000974B1 (ko) | 1981-04-02 | 1982-04-02 | 관류식 열교환기의 중공금속용기 주조방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4416044A (ko) |
| EP (1) | EP0062196A3 (ko) |
| JP (1) | JPS57175054A (ko) |
| KR (1) | KR870000974B1 (ko) |
| AU (1) | AU8217782A (ko) |
| BR (1) | BR8201872A (ko) |
| CA (1) | CA1185067A (ko) |
| ES (1) | ES510807A0 (ko) |
| IN (1) | IN155795B (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101017255B1 (ko) * | 2010-10-05 | 2011-02-28 | 정희철 | 열교환기용 핀 블록유닛 성형을 위한 주조금형 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4574865A (en) * | 1984-11-05 | 1986-03-11 | The Air Preheater Company, Inc. | Method of making a finned cast recuperator tube |
| GB9212674D0 (en) * | 1992-06-15 | 1992-07-29 | Rank Brimar Ltd | Multipin structures |
| JP2012131331A (ja) * | 2010-12-21 | 2012-07-12 | Sanden Corp | 車両用加熱装置 |
| JP5867235B2 (ja) | 2011-05-16 | 2016-02-24 | 三菱電機株式会社 | 磁気センサ装置 |
| CN106077484A (zh) * | 2016-08-16 | 2016-11-09 | 黄小虎 | 一种多用途整体调温板及其制作方法 |
| CN106271487A (zh) * | 2016-08-16 | 2017-01-04 | 安徽天祥空调科技有限公司 | 一种空调散热管的生产工艺 |
| CN108145833B (zh) * | 2018-01-08 | 2023-07-21 | 郑州远东耐火材料有限公司 | 锆刚玉电熔砖普通浇铸冒口圈模具及冒口圈生产方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1286375A (en) * | 1916-07-31 | 1918-12-03 | John C Mclachlan | Method of producing cast shell-projectiles. |
| US1657444A (en) * | 1926-10-06 | 1928-01-24 | Robert K Prince | Process of and means for preparing molds |
| US1804400A (en) * | 1927-08-19 | 1931-05-12 | Vernon J Davis | Method of molding |
| FR647780A (fr) * | 1928-01-23 | 1928-11-30 | H B Smith Company | Procédé et moyen pour préparer des moules |
| GB404763A (en) * | 1932-09-19 | 1934-01-25 | Gurney Foundry Company Ltd | Improvements in or relating to moulds for casting |
| US3554271A (en) * | 1968-03-18 | 1971-01-12 | Acme Cleveland Corp | Molding assembly method |
| FR1598236A (ko) * | 1968-11-29 | 1970-07-06 | ||
| DE2620515C3 (de) * | 1975-05-16 | 1982-12-16 | Remeha Fabrieken B.V., Apeldoorn | Gußmetallener Wärmetauscher, insbesondere Zentralheizkessel |
-
1981
- 1981-04-02 US US06/246,214 patent/US4416044A/en not_active Expired - Fee Related
-
1982
- 1982-02-02 IN IN128/CAL/82A patent/IN155795B/en unknown
- 1982-02-12 CA CA000396218A patent/CA1185067A/en not_active Expired
- 1982-03-19 EP EP82102252A patent/EP0062196A3/en not_active Withdrawn
- 1982-03-25 ES ES510807A patent/ES510807A0/es active Granted
- 1982-03-30 AU AU82177/82A patent/AU8217782A/en not_active Abandoned
- 1982-03-30 JP JP57050289A patent/JPS57175054A/ja active Pending
- 1982-04-01 BR BR8201872A patent/BR8201872A/pt unknown
- 1982-04-02 KR KR8201465A patent/KR870000974B1/ko active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101017255B1 (ko) * | 2010-10-05 | 2011-02-28 | 정희철 | 열교환기용 핀 블록유닛 성형을 위한 주조금형 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1185067A (en) | 1985-04-09 |
| AU8217782A (en) | 1982-10-07 |
| EP0062196A2 (en) | 1982-10-13 |
| US4416044A (en) | 1983-11-22 |
| ES8303151A1 (es) | 1983-02-01 |
| ES510807A0 (es) | 1983-02-01 |
| BR8201872A (pt) | 1983-03-08 |
| KR830009826A (ko) | 1983-12-23 |
| IN155795B (ko) | 1985-03-09 |
| JPS57175054A (en) | 1982-10-27 |
| EP0062196A3 (en) | 1983-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6626230B1 (en) | Multi-wall core and process | |
| CN113070453B (zh) | 齿轮箱铸件的铸造方法 | |
| KR870000974B1 (ko) | 관류식 열교환기의 중공금속용기 주조방법 | |
| US4617977A (en) | Ceramic casting mould and a method for its manufacture | |
| US2536692A (en) | Temperature control mold | |
| US4182397A (en) | Continuous casting mold and means for securing mold liners therein | |
| US5407487A (en) | Method and apparatus for producing nickel shell molds | |
| US4417615A (en) | Cast iron recuperator | |
| US4733712A (en) | Method of casting multiple articles | |
| US3709280A (en) | Method of manufacturing a conduction heater | |
| US1663455A (en) | Molding apparatus | |
| CN114082899A (zh) | 一种片式多路阀铸造工艺 | |
| US4574865A (en) | Method of making a finned cast recuperator tube | |
| US2769218A (en) | Continuous casting mold | |
| US323807A (en) | Mold for casting rolls and other articles | |
| JPS63101066A (ja) | 鋳鉄金型の冷却孔の鋳造方法 | |
| US1137144A (en) | Steel manufacture. | |
| US1256588A (en) | Apparatus for casting radiators, sectional boilers, and the like. | |
| JPS603960A (ja) | 冷却水路を内蔵した鋳物の製造法 | |
| US2834077A (en) | Method of producing patterns for cored castings | |
| CN118543788A (zh) | 大型风力发电机组主轴铸件的铁型铸型结构及其制作工艺 | |
| CA1039022A (en) | Conduction heater and manufacture thereof | |
| CN118543789A (zh) | 大型风力发电机组主轴铸件的铁模覆砂铸型结构及其制作工艺 | |
| CN219006423U (zh) | 一种铁水罐底可变尺寸弧形锆刚玉电熔砖浇筑装置 | |
| CN118543790A (zh) | 大型风力发电机组主轴铸件的树脂砂铸型结构及其制作工艺 |