KR20230006512A - 로봇에 기계 공구들을 부착하기 위한 신속한 클램핑 시스템 - Google Patents
로봇에 기계 공구들을 부착하기 위한 신속한 클램핑 시스템 Download PDFInfo
- Publication number
- KR20230006512A KR20230006512A KR1020227040392A KR20227040392A KR20230006512A KR 20230006512 A KR20230006512 A KR 20230006512A KR 1020227040392 A KR1020227040392 A KR 1020227040392A KR 20227040392 A KR20227040392 A KR 20227040392A KR 20230006512 A KR20230006512 A KR 20230006512A
- Authority
- KR
- South Korea
- Prior art keywords
- base plate
- clamping system
- workpiece
- linear actuator
- manipulator
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J11/00—Manipulators not otherwise provided for
- B25J11/005—Manipulators for mechanical processing tasks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0019—End effectors other than grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/04—Gripping heads and other end effectors with provision for the remote detachment or exchange of the head or parts thereof
- B25J15/0408—Connections means
Abstract
공구 또는 기계 공구를 조작기 상에 장착하기 위한 신속한 클램핑 시스템이 개시된다. 예시적인 일 실시예에 따르면, 신속한 클램핑 시스템은 조작기에 의해 위치될 수 있는 플랜지 상에 장착되도록 설계되는, 베이스 플레이트를 갖는 클램핑 척; 기계 공구 상에 장착되기 위해 설계된 공구 홀더, 여기서 공구 홀더는 잠긴 상태에서, 클램핑 척의 베이스 플레이트에 대하여 배치되는 장착 플레이트를 가지고; 장착된 상태에서, 베이스 플레이트 상에 장착 플레이트를 정렬시키고 또한 베이스 플레이트에 평행한 평면에서 베이스 플레이트에 대하여 장착 플레이트의 움직임을 방지하도록 구성되는 2 또는 그 이상의 핀들; 적어도 하나의 탄성 요소; 및 클램핑 척의 베이스 플레이트 상에 공구 홀더를 잠그도록 설계되는 토글 타입의 고정자를 포함하고, 잠긴 상태에서, 탄성 요소가 변형되어 베이스 플레이트와 장착 플레이트 사이에 프리텐셔닝 힘을 초래한다.
Description
본 발명은 로봇에 기계 공구들을 부착하기 위한 신속한 클램핑 시스템에 관한 것이다.
표면들의 로봇-보조 기계가공 동안, 기계 공구(예. 연삭기, 드릴, 밀링 머신, 연마기 등)은 예를 들어 산업용 로봇과 같은, 조작기에 의해 안내된다. 이렇게 할 때, 기계 공구는 다양한 방식들로 소위 조작기의 "도구 중심점"(tool center point, TCP)에 결합될 수 있고 조작기는 일반적으로 기계 공구를 궤적을 따라, 즉 작업편의 표면에 평행한 궤적을 따라 움직이도록 하기 위해 위치 및 방향을 사실상 조정할 수 있다. 산업용 로봇들은 보통 위치-제어되고, 이것은 TCP가 원하는 궤적을 따라 정확하게 움직이는 것을 가능하게 해준다.
많은 응용들에 있어서, 로봇-보조 연삭 또는 기타 표면 기계가공 공정들에서 좋은 결과들을 획득하기 위해, 가공하는 힘(연삭하는 힘)은 조절되어야 한다. 이것은 종종 종래의 산업용 로봇들을 이용하면 충분한 정밀도를 가지고 달성하기 어렵다. 산업용 로봇의 크고 무거운 암 세그먼트들은 페루프 컨트롤러가 가공하는 힘에 있어서의 편차들에 충분히 빠르게 반응하기에는 너무 큰 관성 질량을 가지고 있다. 이 문제들을 해결하기 위해, 산업용 로봇보다 더 작고(더 가벼운) 선형 액츄에이터가 조작기의 TCP를 기계 공구에 결합하기 위해 조작기의 TCP와 기계 공구 사이에 배치될 수 있다. 선형 액츄에이터는 표면의 기계가공 동안 단지 가공하는 힘(즉, 작업편에 대한 기계 공구의 접촉력)을 조절하지만, 조작기는 위치-제어되는 방식으로 원하는 궤적을 따라, 선형 액츄에이터와 함께, 기계 공구를 움직인다. 힘을 조절함으로써, 선형 액츄에이터는 조작기의 궤적에 있어서의 부정확함 뿐만 아니라, 기계가공되는 작업편의 형태 및 위치에 있어서의 부정확함을 (주어진 범위들 내에서) 보상할 수 있다. 즉, 심지어 상기에서 언급된 선형 액츄에이터 없이도, 힘-토크 조정을 이용해 가공하는 힘을 조절할 수 있는 로봇들이 존재한다.
다양한 기계 공구들을 로봇에/으로부터 부착 및 제거하기에 적절한 다양한 클램핑 시스템들이 알려져 있다. 단순한 시스템들은 조작자가 수동으로 로봇 상의 공구들을 교체하는 것이 필요하다. 일반적으로, 로봇들은 고도의 정밀도를 제공하는 것이 예상되고 현재 상업적으로 이용가능한 클램핑 시스템들은 상대적으로 복잡하고 상당히 고가이다.
본 발명자들은 많은 응용 분야들에서 요구되는 정밀도를 가지고 작동하는 기계 공구들을 부착하기 위한 비교적 단순하고 신속한 클램핑 시스템을 생성하는 것을 목적으로 설정하였다.
상기에서 언급된 목적은 청구항 제1항에 따른 장치에 의해 달성된다. 다양한 실시예들 및 추가적인 개선들은 종속항들의 주제를 형성한다.
조작기 상에 공구 또는 기계 공구를 장착하기 위한 신속한 클램핑 시스템이 설명될 것이다. 일 실시예에 따르면, 신속한 클램핑 시스템은 조작기를 이용해 위치될 수 있는 플랜지 상에 장착되도록 구현되는 베이스 플레이트를 갖는 클램핑 척; 기계 공구 상에 장착되도록 구성되는 공구 홀더, 이로써 공구 홀더는 잠긴 상태에 있을 때, 클램핑 척의 베이스 플레이트에 안착하는 장착 플레이트를 포함하고; 장착된 상태에 있을 때, 베이스 플레이트 상에 장착 플레이트를 정렬시키고 또한 베이스 플레이트에 평행한 평면에서 베이스 플레이트에 대하여 장착 플레이트의 움직임을 방지하도록 구성되는 2 또는 그 이상의 핀들; 적어도 하나의 탄성 요소; 및 클램핑 척의 베이스 플레이트 상에 공구 홀더를 잠그도록 구성되는 토글-타입의 고정자를 포함하고, 이로써 잠긴 상태에 있을 때, 탄성 요소가 변형되어 베이스 플레이트와 장착 플레이트 사이에 프리텐션 힘을 초래한다.
다양한 구현들이 이제 도면들에 도시된 예들을 참조하여 상세하게 설명될 것이다. 예시들은 반드시 축척에 맞는 것은 아니며 본 발명이 여기에 예시된 측면들로 한정되는 것으로 이해되어서는 안된다. 대신, 예시된 실시예들의 기저에 깔려 있는 기본 원리들을 설명하는 데 중점을 둔다.
도 1은 힘-제어 선형 액츄에이터를 이용해 산업용 로봇에 결합되는 연삭 기계를 갖는 로봇-보조 연삭 장치의 예시적인 대략도이다.
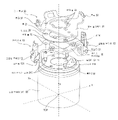
도 2는 로봇에 기계 공구를 부착하기 위한 신속한 클램핑 시스템의 일 예의 사시도이다.
도 3은 도 2의 예의 측면도이다.
도 4는 고정된 상태에 있는 신속한 클램핑 시스템의 사시도이다.
도 5는 기계 공구를 포함하는, 도 4의 시스템을 보여준다.
도 1은 힘-제어 선형 액츄에이터를 이용해 산업용 로봇에 결합되는 연삭 기계를 갖는 로봇-보조 연삭 장치의 예시적인 대략도이다.
도 2는 로봇에 기계 공구를 부착하기 위한 신속한 클램핑 시스템의 일 예의 사시도이다.
도 3은 도 2의 예의 측면도이다.
도 4는 고정된 상태에 있는 신속한 클램핑 시스템의 사시도이다.
도 5는 기계 공구를 포함하는, 도 4의 시스템을 보여준다.
다양한 실시예들이 상세하게 설명되기 전에, 로봇-보조 연삭 장치의 일반적인 예가 설명될 것이다. 여기에 설명된 개념들은 또한 다른 형태의 표면 기계가공(예. 연마, 밀링, 천공 등)에도 적용될 수 있고 연삭에만 한정되지 않음이 이해되어야 한다. 여기에 설명된 신속한 클램핑 시스템을 이용하면, 실제로 어떠한 부품들도 로봇에 빠르게 부착될 수 있다.
도 1에 따르면, 로봇-보조 연삭 장치는 조작기(manipulator, 80), 예를 들어 산업용 로봇, 및 회전 연삭 공구(51)를 갖는 연삭 기계(grinding machine, 50)를 포함한다. 이로써 연삭 기계는 선형 액츄에이터(20)를 통해 조작기(1)의 소위 도구 중심점(tool center point, TPC)에 결합될 수 있다. 엄격하게 말하면, TCP는 점이 아니라 차라리 벡터이고 예를 들어 3 개의 공간 좌표들(위치) 및 3 개의 각도들(방향)을 이용해, 기술될 수 있다. 로봇틱스에서, 설정 공간 내의 일반화된 좌표들(보통 로봇의 6 개의 조인트 각도들) 또한 종종 TCP의 위치를 기술하는 데 사용되고 TCP의 위치 및 방향은 종종 함께 "포즈(pose)"로 지칭된다. TCP의 위치(방향을 포함하여)는 시간 함수로서 연삭 공구의 움직임("궤적"으로 지칭되는)을 정의한다. 말단 장치(end effector) 플랜지의 중심점이 종종 로봇의 TCP로 정의되지만, 항상 이 경우여야 하는 것은 아니다. TCP는 로봇이 그 위치 및 방향을 조정할 수 있는 모든 점(및 이론상, 심지어 로봇 외부에 놓일 수도 있다)일 수 있다. TCP는 또한 공구 좌표 시스템의 원점으로 정의될 수 있다.
6 자유도를 갖는 산업용 로봇의 경우에 있어서, 조작기(80)는 4 개의 세그먼트들(82, 83, 84 및 85)로 구축될 수 있고, 그 각각은 조인트들(G11, G12 및 G13)을 통해 연결된다. 제1 세그먼트(82)는 보통 베이스(81)에 견고하게 부착된다(하지만, 반드시 이 경우일 필요는 없다). 조인트(G11)는 세그먼트들(82 및 83)을 연결한다. 조인트(G11)는 2축일 수 있고 수평 회전축 주위로(elevation angle, 앙각) 및 수직 회전축 주위로(Azimuth angle, 방위각) 세그먼트(83)의 회전을 허용한다. 조인트(G12)는 세그먼트들(83 및 84)을 연결하고 세그먼트(83)의 위치에 대하여 세그먼트(84)의 회전 움직임(swivel movement)을 허용한다. 조인트(G13)는 세그먼트들(84 및 85)를 연결한다. 조인트(G13)는 2축일 수 있고 이로써 (조인트(G11)와 유사하게) 2 개의 방향들로 회전 움직임(swivel movement)을 허용한다. TCP는 세그먼트(85)에 대한 영구적인 위치이고, 세그먼트(85)는 일반적으로 또한 세그먼트(85) 상에 배치되는 말단 장치 플랜지(86)의 세그먼트(85)의 길이방향 축(A) 주위로 회전 움직임을 허용하는 회전 조인트(rotational joint, 미도시)를 포함한다(도 1에 실점선으로 지시되어 있고, 여기에 도시된 예에 있어서는 연삭 공구의 회전축에 대응한다). 개별적인 조인트 축 주위 회전 움직임을 발생시킬 수 있는 액츄에이터(예. 전기 모터)는 바로 그 조인트 축에 할당된다. 조인트들에 있어서의 액츄에이터들은 로봇 프로그램에 따른 로봇 컨트롤러(70)에 의해 제어된다. 다양한 산업용 로봇들/조작기들 및 그들 각각의 컨트롤러들은 널리 알려져 있고 여기에는 더 상세하게 설명되지 않을 것이다.
조작기(80)는 일반적으로 위치-제어되는데, 즉 로봇 컨트롤러는 TCP의 포즈(위치 및 방향)을 결정하고 이전에 정의된 궤적을 따라 이를 움직일 수 있다. 도 1에서 TCP가 놓인 세그먼트(85)의 길이방향 축은 A로 지시되어 있음을 알 수 있다. 액츄에이터(90)가 정지단(end stop)에 안착할 때, TCP의 포즈 또한 연삭 기계(50)(연삭 디스크(51) 뿐만 아니라)의 포즈를 정의한다. 이전에 언급된 바와 같이, 액츄에이터(90)는 공구와 작업편(60) 사이에서 원하는 값까지 접촉력(처리하는 힘)을 조정할 목적으로 사용된다. 조작기(80)를 이용해 직접 힘을 전달하는 것은 조작기(80)의 세그먼트들(83 내지 85)의 관성 질량이 힘 피크들(즉, 연삭 공구가 작업편(60)을 누를 때 발생하는)의 빠른 보상을 종래 조작기들을 이용하면 실제로 불가능하게 만들기 때문에 대부분의 적용들에 있어서 매우 부정확하다. 이러한 연유로, 로봇 컨트롤러(70)는 조작기(80)의 TCP의 포즈(위치 및 방향)를 조정하도록 구성되지만, 힘 제어는 액츄에이터(90)의 도움으로만 실현된다.
이전에 언급된 바와 같이, 연삭 공정 중, 연삭 공구(연삭 디스크(51)를 갖는 연삭 기계(50))과 작업편(60) 사이의 접촉력(FK)은 선형 액츄에이터(90) 및 힘 조정기(예를 들어 컨트롤러(70) 내에 구현될 수 있는)의 도움으로 조정될 수 있고 이로써 연삭 디스크(51)와 작업편(60) 사이의 (길이방향 축(A)의 방향으로의) 접촉력(FK)은 명시가능한 원하는 값에 대응한다. 여기서 접촉력(FK)은 액츄에이터 힘(FA)에 대한 반응이고, 이를 이용해 선형 액츄에이터(90)는 작업편의 표면을 누른다. 작업편(60)과 공구(51) 사이에 접촉이 없을 때, 액츄에이터(90)는, 작업편(60) 상에 접촉력 부족으로 인해, 정지단(미도시, 액츄에이터(2) 내에 통합되어 있는)에 안착할 때까지 움직이고 정의된 힘으로 이를 누른다. 이것이 발생할 때 힘 제어는 전체 시간 내내 활성화된다. 이 상황에서(접촉 없음), 액츄에이터 편향은 이로써 최대치에 있게 되고 액츄에이터(90)는 그 안착 위치에 있게 된다. 액츄에이터(90)가 정지단을 누르는 정의된 힘은 작업편 표면에의 접촉이 가능한 한 약하게 수행되기 위해서 매우 작거나 또는 (이론상) 0일 수 있다.
조작기(80)의 위치 제어(컨트롤러(70) 내에 구현될 수 있는)는 액츄에이터(90)의 힘 제어와 완전히 독립적으로 작동할 수 있다. 액츄에이터(90)는 연삭 기계(50)을 포지셔닝하는 것이 아니라 연삭 공정 동안 원하는 접촉력(FK)을 조정하고 유지하는 것 또한 공구(51)와 작업편(60) 사이에 접촉이 발생하는 때를 검출하는 것을 책임진다. 이 접촉을 검출하는 것은 그 안착 위치로부터의 액츄에이터의 움직임에 기초하여 간단히 실현될 수 있다(정지단에서의 액츄에이터 편향(a)이 최대 편향(aMAX)보다 작다).
액츄에이터(90)는 공압식 액츄에이터, 에를 들어 복동 공압식 실린더(double-acting pneumatic cylinder)일 수 있다. 하지만, 예를 들어 벨로우 실린더들 및 에어 머슬들과 같은 다른 공압식 액츄에이터들 또한 사용될 수 있다. 다른 예로서, 전기(기어리스) 다이렉트 드라이브 또한 고려될 수 있다. 액츄에이터(90)의 유효 방향 및 연삭 기계(50)의 회전 축은 조작기(80)의 세그먼트(85)의 길이방향 축(A)과 반드시 일치할 필요는 없음이 자명하다. 공압식 액츄에이터가 사용되는 경우에 있어서, 힘은 제어 밸브, 조절기(예. 컨트롤러(70) 내에 구현되는)의 도움으로 및 압축 공기 탱크 또는 압축기로 종래의 방식으로 제어될 수 있다. 수직에 대한 기울기가 중력((즉, 연삭 기계(50)의 무게의 힘)을 고려할 때 관련이 있기 때문에, 액츄에이터(2)에는 기울기 센서가 구비될 수 있거나 또는 동일한 정보가 조작기(80)의 조인트 각도들에 기초하여 추론될 수 있다. 검출된 기울기는 힘 컨트롤러에 의해 고려된다. 힘 제어가 어떻게 구현될 수 있는지에 대한 상세사항들은 일반적으로 알려져 있고 추가적인 설명과는 전혀 무관하므로; 여기서는 상세하게 설명되지 않을 것이다. 액츄에이터(90)는 조작기(80)와 작업편(60) 사이에 기계적 결합해제의 정도를 제공할 뿐만 아니라, TCP의 포지셔닝에 있어서의 부정확함을 보상할 수 있다.
도 2는 예를 들어 연삭 기계, 연마기 또는 밀링 머신과 같은 기계 공구를 로봇에/으로부터 상당히 쉽게 부착 및 분리하는 것을 가능하게 해주는 신속한 클램핑 시스템의 예시적인 일 구현을 보여준다. 도 2는 또한 상기에서 언급된 선형 액츄에이터(90)의 일부를 보여주는데, 그 일 단은 말단 장치 플랜지(86)에 결합되어 있고(로봇의 말단 암 세그먼트(85) 상에, 도 1 참조) 또한 타 단은 기계 공구를 장착하기 위한 플랜지(91)를 포함한다. 액츄에이터(90)는 이로써 종종 말단 장치 플랜지와 기계 공구 사이의 힘을 능동적으로 조정할 수 있다는 사실 관점에서 "능동 플랜지(active flange)"로 지칭된다. 도 3은 도 2의 도시의 측면도이다. 도 4는 잠긴 상태에 있는 조립된 신속한 클램핑 시스템의 사시도를 보여준다.
도 2에 따른 신속한 클램핑 시스템은 필수적으로 플랜지(91)에 기계적으로 결합되는(예를 들어 나사들을 이용해), 클램핑 척(10) 및 해당 예에 있어서는 고무 디스크(20)로 구현된, 탄성 요소, 뿐만 아니라 기계 공구에 기계적이고 견고하게 결합될 수 있는 공구 홀더(30)를 포함한다. 디스크(20)에 사용되기에 적합한 물질들은, 고무에 더하여, 플라스틱, 특히 엘라스토머를 포함할 수 있다. 플랜지(91)는 다수의 나사산 있는 보어들(210)을 포함한다. 도시된 예에 있어서, 플랜지(91)는 6 개의 나사산 있는 보어들(210)을 포함하고, 이로써 실린더 핀들(11)은 나사산 있는 보어들(210) 중 3 개에 나사결합된다. 실린더 핀들(11)의 상부 부분은 실린더 형태이고 하부 부분에는 나사산 있는 보어들(210)에 나사결합될 수 있는 나사산(110)이 마련되어 있다. 실린더 핀들은 종종 다월 핀들(dowel pins)로 지칭된다. 나사 연결되는 지점에서, 실린더 핀들(나사산들 없이)은 또한 접착되거나 또는 대응하는 보어들로 밀착될 수 있다. 삽입되는 실린더 핀들(11)은 특히 z-축(베이스 플레이트(15)의 평면 상에 수직 축, 도 2 참조)에 대하여 공구 홀더(30)의 기울어짐(tipping)을 방지하기 위해, 공구 홀더(30)를 위한 가이드들로서 기능한다. 일반적으로, 핀들(11)은 베이스 플레이트 평면에 평행한 평면(xy 평면)을 따라 클램핑 척(10)의 베이스 플레이트(15)에 대한 공구 홀더(30)의 장착 플레이트(31)의 움직임을 방지하는 한편, 이 평면에 직교하는 움직임의 정도는 허용하는 기능을 한다.
클램핑 척(10)은 필수적으로 베이스 플레이트(15) 및 그 측면들 상에 장착되는, 2 또는 그 이상의 클램핑 브라켓들(13)을 포함한다. 베이스 플레이트(15)는 다수의 홀들(12)(일반적으로 보어 홀들)을 포함한다. 도 3의 예에 있어서 베이스 플레이트(15)는 6 개의 홀들을 가지고, 이로써 플랜지(91)로 나사결합되는 실린더 핀들(11)은 홀들 중 3 개로 연장되고, 이로써 클램핑 척의 위치는 유지된다. 다른 3 개의 홀들(12)은 베이스 플레이트(15)를 플랜지(91)에 고정하기 위해 대응하는 나사산 있는 보어들(21)로 나사결합되는 나사들(14)을 위한 것이다. 도 2의 예에 있어서, 6 개의 나사산 있는 보어들(210) 각각은 서로에 대하여 60°오프셋되어 있고, 그 결과, 3 개의 실린더 핀들(11) 및 3 개의 나사들(14) 각각은 서로에 대하여 (z 축에 대하여) 120°오프셋되어 배치될 수 있다.
베이스 플레이트(15)는 그 측면들 상에, 2 개의 연장 암들(extension arm, 16)을 포함하고, 이 연장 암들은 베이스 플레이트(15)와 함께, 필수적으로 90°의 각도를 형성하며 플랜지(91)를 향해 돌출되어 있다(도 3 참조). 클램핑 브라켓들(13)은 이 연장 암들 상에 장착된다(예. 나사들을 이용해). 여기서 다른 예로서, 실린더 핀들(11)은 또한 베이스 플레이트(15) 상에 (예. 플랜지(91)를 향하는 대신 이에 나사결합되어) 장착될 수 있음에 유의해야 한다. 하지만, 요구되는 오차범위를 유지하기 위해, 도 2에 도시된 변형은, 실린더 핀들(11)이 플랜지(91)로 나사결합되고, 더 나을 수 있다(구체적인 적용에 따라서). 의도된 기능을 충족시키기 위해, 실린더 핀들(11)은 직각으로 베이스 플레이트(15)로부터 연장되어야 한다.
공구 홀더(30)는 기계 공구에 견고하게 부착된다(도 2 내지 도 4에 미도시). 공구 홀더(30)의 구체적인 구축은 기계 공구에 따라 달라진다. 특히 공구 홀더를 기계 공구에 고정하는 기능을 하는 공구 홀더(30)의 부분들은 가변적이고 또한 개별적인 기계 공구에 맞게 조정되어야 한다. 결과적으로, 공구 홀더(30)는 기계 공구가 클램핑 척(10)에 고정될 수 있도록 해주는 일종의 인터페이스 같은 종류를 포함한다. 기계 공구(30)는 보어 홀들(33) 및 후크들(32)을 갖는 장착 플레이트(31)를 포함한다. 장착 플레이트(31)는 클램핑 척(10)의 베이스 플레이트(15)에 매칭된다. 장착된 상태에서, 공구 홀더(30)의 장착 플레이트(31)는 실린더 핀들(11)에 부착되어 실린더 핀들(11)이 보어 홀들(33)을 통해 연장된다. 실린더 핀들(11)은 이로써 또한 x 및 y 방향들로(즉, xy 평면에서 z 축에 수직하게) 공구 홀더(30)의 위치(및 이로써 기계 공구의 위치)를 정의한다. 고정된 상태에서, 공구 홀더의 장착 플레이트(32)는 클램핑 척(10)의 베이스 플레이트(15)에 안착하고 클램핑 브라켓들(13)은 그 각각의 후크들(32)에 걸려서 고정된다(후크는 종종 키퍼(keeper)로 지칭된다). 함께, 클램핑 브라켓(13) 및 후크는 이로써 드로 래치(draw latch)를 형성한다. 탄성 요소 - 도시된 예에 있어서 베이스 플레이트(15)와 장착 플레이트(32) 사이에 배치되는 고무 디스크(20) - 는 클램핑 척(10)에 대하여 z 방향으로 공구 홀더(30)의 작은 탄력적 변위를 허용한다. 탄성 요소(예. 고무 디스크(20))는 드로 래치가 닫힐 때(고무 디스크(20)가 압착될 때) 변형될 수 있고 드로 래치의 프리텐셔닝을 제공한다. 다시 말하면, 고정된 상태에서, 클램핑 브라켓들(13)은 그 각각의 후크들(32)을 당긴다(그 역도 마찬가지다). 동시에 탄성 요소/고무 디스크(20)는 변형된, 프리로딩된 상태로 유지된다. 클램핑 브라켓들(13) 및 그 각각의 후크들(32)은 잘 알려져 있고 상업적으로 널리 이용가능하여 여기서는 더 이상 설명하지 않을 것이다.
드로 래치들, 그 각각은 탄성 요소와 결합되어 클램핑 브라켓(13) 및 후크(31)를 포함하고, 또한 종종 클램핑 브라켓(13)이 닫힐 때, 그 대응하는 후크(32)에 걸린 후, 회전 움직임(swivel movement)의 데드 센터까지 조인트(131) 주변으로 흔들려서 데드 센터를 넘어가기 때문에 오버 센터 래치들(over center latches)로서 지칭된다. 이것은 클램핑 브라켓(13)이 외력의 적용 없이는 데드 센터를 넘어 다시 움직일 수 없게 하기 때문에, 드로 래치/오버 센터 래치가 의도치 않게 분리되는 것을 신뢰성 있게 방지한다. 이 외력은 드로 래치를 잠그고 분리하는 동안 조작에 의해 수동으로 적용되어야 한다.
여기서 고무 디스크(20)는 탄성 요소의 일 예에 불과함에 유의해야 한다. 일반적으로, 드로 래치들(클램핑 브라켓(13) 및 후크(32))이 닫힐 때 탄성적으로 변형되고, 닫힌 상태에서 드로 래치들로 전달되는, 클램핑 척(10)과 공구 홀더(30) 사이의 z 방향으로의 프리로딩 힘을 유지하도록 (신속한 클램핑 시스템 내 어딘가에) 배치될 수 있는 한, 어떠한 탄성 요소라도 적절할 수 있다. 이 탄력적인 변형은 클램핑 척(10)에 대한 z 방향으로의 공구 홀더(30)의 작은 움직임을 허용하는 한편, x 및 y 방향들로의 직선 안내로서 기능하는 실린더 핀들(11)의 상대적인 움직임을 차단한다. 고무 디스크(20)의 대체 예로서, 하나 또는 그 이상의 탄성 요소들이 대신 클램핑 브라켓들(13) 또는 후크들(32) 내에 통합될 수 있고, 이 경우에 있어서 고무 디스크(20)는 생략될 수 있다. 예를 들어, 후크들(32) 및/또는 클램핑 브라켓들(13)의 일부는 그 자체로 탄성 또는 그렇지 않다면 항복 물질로 (적어도 부분적으로) 형성되어질 수 있다. 이러한 경우들에 있어서 이것들은 종종 플렉서블 드로 래치들(flexible draw latches) 또는 텐션 스트랩 클로져들(tension strap closures)로 지칭된다. 다른 대체 예로서, 클램핑 브라켓들(13)은 z 방향으로 탄성적으로 움직일 수 있게, 스프링을 이용해 베이스 플레이트(15)의 연장 암들(16) 상에 장착될 수 있다. 추가적으로 또는 대체하여, 후크들(32)이 탄성적으로 움직일 수 있게 장착 플레이트(31) 상에 스프링 요소 또는 기타 다른 탄성 요소를 이용해 장착될 수 있다. 추가적으로 또는 대체하여, 클램핑 브라켓들(13)의 조인트들(131)의 베어링 부쉬들 또한 탄성 물질로 만들어질 수 있고 또한 드로 래치들이 닫힐 때 상기에서 언급된 탄성적 변형을 허용할 수 있다.
도 5는 도 2 내지 도 4의 예들에 따른 잠긴 신속한 클램핑 시스템을 갖는 로봇(도 5에 미도시, 도 1 참조) 상에 장착된 선형 액츄에이터(90)를 보여준다. 여기서 폴 샌더(50)는 공구 홀더(30)에 부착된다. 이전에 언급된 바와 같이, 공구 홀더(30)는 기계 공구를 신속한 클램핑 시스템의 클램핑 척(10)에 고정하기 위한 인터페이스로서 기능한다.
여기서 설명된 신속한 클램핑 시스템은 특히 공구와과 작업편 표면 간의 접촉 력을 조정할 수 있는 로봇들에 채용될 수 있다. 이전에 언급된 바와 같이, 이 힘 조절은 액츄에이터(90)의 도움으로 또는 - 로봇이 적절하게 구비되었다고 가정하면 - 로봇 그 자체에 의해 - 수행될 수 있는데 이 경우에 있어서 액츄에이터(90)는 또한 생략될 수 있고 클램핑 척(10)은 액츄에이터(90)의 플랜지(91) 대신 말단 장치 플랜지(86)(cf. 도 1) 상에 직접 장착될 수 있다. 두 가지 경우들(액츄에이터(90)가 있든 없든) 모두에 있어서, 접촉력(처리하는 힘)은 표면 기계가공 공정 동안 조절되고, 이로써 기계가공 공정 중, 도 2 내지 도 4에 도시된 z 방향은 전반적으로 작업편의 표면에 직교하여 연장되고 z 방향은 또한 조절되는 접촉력의 유효 방향이다. 기계 공구는 항상 정의된, 조절되는 힘으로 작업편에 대하여 눌러지기 때문에 z 방향으로 기계 공구의 포지셔닝에 있어서의 가능한 부정확함은 힘 제어에 의해 보상된다. 이러한 연유로, 탄성 요소(예. 고무 디스크(20))의 변형으로부터 기인하는 기계 공구의 위치에 있어서의 부정확함은 실제 적용들에 있어서 무관해지고; 이 부정확함들은 또한 힘 제어에 의해 사실상 자동으로 보상된다. 토크가 신속한 클램핑 시스템에 영향을 주는 경우에 있어서, 이러한 움직임은 보어 홀들(33)로 연장되는 실린더 핀들(11)에 의해 차단되기 때문에 이것은 여전히 상당한 틸팅으로 또는 클램핑 척(10)에 대한 공구 홀더(30)의 xy 변위로 귀결될 수 없다. 토크는 이로써 신속한 클램핑 시스템에 의해 흡수될 것이다. 자유도는 설명된 바와 같이, 단지 힘 제어에 의해 보상되는 z 방향으로의 (매우 작은) 탄력적인 변위에 있을 뿐이다.
결론적으로 실제로, (공구 홀더(30)의 장착 플레이트(13) 상이 아니라) 클램핑 척(10)의 베이스 플레이트 상에 클램핑 브라켓들을 장착하는 것이 더 합리적일 수 있음에도 불구하고 후크(32) 및 클램핑 브라켓(13)의 위치들은 상호교체가능함에 유의해야 한다. 도 2에 도시된 바와 같이, 실린더 핀들이 클램핑 척(10)의 베이스 플레이트(15)에 대하여 움직일 수 없는지 여부나 또는 이것들이 클램핑 척(10) 내의 대응하는 홀들을 통해 삽입되는지 여부는 동일하게 무관하다. 핀들(11)도 반드시 별개의 부품들일 필요는 없고; 이론상 베이스 플레이트(15) 또는 장착 플레이트(31)와 함께 원피스로 형성될 수 있다(비록 이것이 생산하기에 더 복잡할 수 있지만). 이러한 경우에 있어서 베이스 플레이트(또는 장착 플레이트) 및 핀들은 통합된 구성요소일 수 있다. 핀들은 실린더 형태일 필요는 없고 - 플레이트에 수직하는 작은 움직임은 허용하면서, 반대 부품 내의 대응하는 구멍에 결합되어 베이스 플레이트에 평행한 평면으로의 움직임을 차단할 수 있다면 어떠한 형태든 가능하다.
다른 일 예에 있어서, 선형 액츄에이터(90)는 신속한 클램핑 시스템 및 기계 공구과 함께, 조작기(산업용 로봇) 상에 장착되지 않고, 부동의(정지) 베이스 상에 장착된다. 이 경우에 있어서, 작업편은 로봇에 의해 잡히고 기계 공구가 로봇에 의해 잡힌 작업편을 접촉 및 기계가공할 수 있도록 위치된다. 로봇은 위치-제어되는 방식으로 작동하고 기계가공 공정 동안 이전에 구체화된 궤적을 따라 작업편을 움직이는 한편, 정지 베이스 상에 장착된 선형 액츄에이터(90)는 힘 조정을 수행하고 기계 공구를 로봇에 의해 잡힌 작업편에 대하여 누른다. 이러한 시스템들의 예들은, - 신속한 클램핑 시스템 없이도 - 공개문헌 US 2018/0126512 A1에 기술되어 있다.
Claims (10)
- 신속한 클램핑 시스템에 있어서,
베이스 플레이트(15)를 갖는 클램핑 척(10), 클램핑 척(15)은 조작기(80, 90) 또는 선형 액츄에이터를 이용해 힘으로 제어가능하게 위치될 수 있는 플랜지(86, 91) 상에 장착되도록 설정되고,
기계 공구 상에 장착되도록 구성되는 공구 홀더(30), 이로써 공구 홀더(30)는 잠긴 상태에 있을 때, 베이스 플레이트(15)에 안착하는 장착 플레이트(31)를 포함하고;
장착된 상태에 있을 때, 베이스 플레이트(15) 상에 장착 플레이트(31)를 정렬시키고 또한 베이스 플레이트(15)에 평행한 평면에서 베이스 플레이트(15)에 대하여 장착 플레이트(31)의 움직임을 방지하도록 구성되는 2 또는 그 이상의 핀들(11);
적어도 하나의 탄성 요소(20); 및
클램핑 척(10)의 베이스 플레이트(15) 상에 공구 홀더(30)를 잠그도록 구성되는 드로 래치(13, 32)를 포함하고, 이로써 잠긴 상태에 있을 때, 탄성 요소(20)가 변형되어 베이스 플레이트(15)와 장착 플레이트(31) 사이에 프리텐션 힘을 초래하는, 신속한 클램핑 시스템. - 제 1 항에 있어서, 적어도 하나의 탄성 요소(20)는 베이스 플레이트(15)와 장착 플레이트(31) 사이에 배치되는 탄성 물질의 디스크를 포함하는, 신속한 클램핑 시스템.
- 제 1 항에 있어서, 적어도 하나의 탄성 요소(20)는 드로 래치의 일부인, 신속한 클램핑 시스템.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 드로 래치는 다수의 클램핑 브라켓들(13) 및 클램핑 브라켓들(13)에 할당되는 후크들(32)을 포함하는, 신속한 클램핑 시스템.
- 제 4 항에 있어서, 후크들(32)은 공구 홀더(30) 상에 장착되고 클램핑 브라켓들은 베이스 플레이트(15) 상에 장착되는 스위벨이거나, 또는
후크들(32)은 베이스 플레이트(15) 상에 장착되고 클램핑 브라켓들은 공구 홀더(30) 상에 장착되는 스위벨인, 신속한 클램핑 시스템. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서, 핀들(11)은, 장착된 상태에 있을 때, 장착 플레이트(31) 내의 대응하는 홀들로 연장되거나, 및/또는
핀들(11)은, 장착된 상태에 있을 때, 베이스 플레이트(32) 내의 대응하는 홀들로 연장되는, 신속한 클램핑 시스템. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서, 핀들(11)은 플랜지(86, 91) 상에 장착되고 베이스 플레이트(15) 및 장착 플레이트(31)의 대응하는 홀들(12, 33)을 통해 연장되는, 신속한 클램핑 시스템.
- 제 1 항 내지 제 7 항 중 어느 한 항에 있어서, 드로 래치(13, 32)는 오버 센터 래치를 포함하는, 신속한 클램핑 시스템.
- 작업편의 표면의 로봇-보조 기계가공을 위한 장치에 있어서,
제 1 항 내지 제 8 항 중 어느 한 항에 따른 신속한 클램핑 시스템, 선형 액츄에이터(90)의 제1 플랜지는 힘으로-제어되어 위치될 수 있고,
조작기(80)를 포함하고, 선형 액츄에이터(90)의 제2 플랜지는 조작기(80)의 말단 장치 플랜지(86)에 결합되고,
조작기(80)는 작업편(60)에 대하여 위치-제어되는 방식으로 신속한 클램핑 시스템을 이용해 선형 액츄에이터(90)에 결합되는 기계 공구(60)과 함께, 선형 액츄에이터(90)를 위치시키도록 구성되고 또한 선형 액츄에이터(90)는 기계 공구(50)와 작업편(60) 사이에서 힘을 조정하도록 구성되는, 작업편의 표면의 로봇-보조 기계가공을 위한 장치. - 작업편의 표면의 로봇-보조 기계가공을 위한 장치에 있어서,
제 1 항 내지 제 8 항 중 어느 한 항에 따른 신속한 클램핑 시스템, 선형 액츄에이터(90)의 제1 플랜지는 힘으로-제어되어 위치될 수 있고,
선형 액츄에이터의 제2 플랜지가 장착되는 정지 베이스;
작업편을 잡아 이를 신속한 클램핑 시스템을 이용해 선형 액츄에이터에 결합된 기계 공구(50)에 대하여 위치시키도록 구성되는 조작기(80)를 포함하고,
선형 액츄에이터(90)는 기계 공구와 작업편 사이에서 힘을 조정하도록 구성되는, 작업편의 표면의 로봇-보조 기계가공을 위한 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020111292.0 | 2020-04-24 | ||
| DE102020111292.0A DE102020111292A1 (de) | 2020-04-24 | 2020-04-24 | Schnellspannsystem zur verbindung von werkzeugmaschinen mit einem roboter |
| PCT/EP2021/060529 WO2021214217A1 (de) | 2020-04-24 | 2021-04-22 | Schnellspannsystem zur verbindung von werkzeugmaschinen mit einem roboter |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230006512A true KR20230006512A (ko) | 2023-01-10 |
Family
ID=75690278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227040392A KR20230006512A (ko) | 2020-04-24 | 2021-04-22 | 로봇에 기계 공구들을 부착하기 위한 신속한 클램핑 시스템 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230182320A1 (ko) |
| EP (1) | EP3934862B1 (ko) |
| JP (1) | JP2023523046A (ko) |
| KR (1) | KR20230006512A (ko) |
| CN (1) | CN115666875A (ko) |
| DE (1) | DE102020111292A1 (ko) |
| WO (1) | WO2021214217A1 (ko) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29922796U1 (de) * | 1999-12-24 | 2000-08-17 | Staeubli Vertriebs Gmbh | Automatisches Roboterwechselsystem zum Wechseln von Greifern am Roboter |
| DE10326239B4 (de) * | 2003-06-11 | 2007-05-16 | Ass Maschb Gmbh | Schnellwechselsystem |
| US8857821B2 (en) * | 2008-09-05 | 2014-10-14 | Ati Industrial Automation, Inc. | Manual robotic tool changer with rotating piston |
| DE102015106480A1 (de) | 2015-04-27 | 2016-10-27 | Ferrobotics Compliant Robot Technology Gmbh | Vorrichtung zur Oberflächenbearbeitung |
| CN110576346A (zh) * | 2019-09-03 | 2019-12-17 | 中科君胜(深圳)智能数据科技发展有限公司 | 一种机器人自动打磨的柔性执行器及其打磨方法 |
| CN111002155A (zh) * | 2019-11-27 | 2020-04-14 | 中国科学院上海光学精密机械研究所 | 抛光力控制柔性抛光工具 |
-
2020
- 2020-04-24 DE DE102020111292.0A patent/DE102020111292A1/de active Pending
-
2021
- 2021-04-22 US US17/920,964 patent/US20230182320A1/en active Pending
- 2021-04-22 EP EP21721895.7A patent/EP3934862B1/de active Active
- 2021-04-22 KR KR1020227040392A patent/KR20230006512A/ko unknown
- 2021-04-22 WO PCT/EP2021/060529 patent/WO2021214217A1/de unknown
- 2021-04-22 CN CN202180037744.9A patent/CN115666875A/zh active Pending
- 2021-04-22 JP JP2022564631A patent/JP2023523046A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023523046A (ja) | 2023-06-01 |
| EP3934862A1 (de) | 2022-01-12 |
| DE102020111292A1 (de) | 2021-10-28 |
| US20230182320A1 (en) | 2023-06-15 |
| CN115666875A (zh) | 2023-01-31 |
| WO2021214217A1 (de) | 2021-10-28 |
| EP3934862B1 (de) | 2023-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11752626B2 (en) | Apparatus and method for automated contact tasks | |
| JP7093342B2 (ja) | ロボット支援による表面加工機械 | |
| KR102368247B1 (ko) | 작업물의 제한된 영역을 처리하기 위한 장치 및 방법 | |
| JP7014733B2 (ja) | ロボット支援研削装置 | |
| WO2017041645A1 (zh) | 一种用于工业机器人精密装配的柔性单元及柔性手腕 | |
| US4919586A (en) | Mechanical closed loop robotic arm end effector positioning system | |
| JP2018516766A (ja) | 多関節アームロボットに取り付けられた穴加工工具を使用して、静的に装着された工作物の表面に穿孔を設けるための方法及び装置 | |
| CN111770810B (zh) | 末端执行器及其机器人 | |
| KR102158959B1 (ko) | 샤프트의 자동 교체를 위한 방법 및 시스템 | |
| US20210316444A1 (en) | Work machine unit and articulated robot | |
| JP2022536300A (ja) | ロボット支援表面加工における位置決め誤差の補正 | |
| US20220362898A1 (en) | Apparatus for active contact force control in machining and handling operations | |
| KR20230006512A (ko) | 로봇에 기계 공구들을 부착하기 위한 신속한 클램핑 시스템 | |
| US20220193857A1 (en) | Device for the Robot-Assisted Machining of Surfaces | |
| KR20240005758A (ko) | 공압식 선형 액츄에이터 | |
| WO2004028755A1 (en) | End effector | |
| US4802800A (en) | Passive positioning apparatus | |
| JP6735043B2 (ja) | ロボット、対象物固定装置、および機械加工方法 | |
| JPWO2021214217A5 (ko) | ||
| JP2015100884A (ja) | ロボットハンド | |
| JPS59224224A (ja) | ボルト植込装置 | |
| JP2000052285A (ja) | 力制御ロボットおよび工具ホルダ | |
| JPWO2021008837A5 (ko) | ||
| JPH071377A (ja) | コンプライアンス継手 | |
| JPS59227377A (ja) | ロボツト装置 |