KR20220157989A - 판재 공급 장치를 위한 제어 장치 - Google Patents
판재 공급 장치를 위한 제어 장치 Download PDFInfo
- Publication number
- KR20220157989A KR20220157989A KR1020227035409A KR20227035409A KR20220157989A KR 20220157989 A KR20220157989 A KR 20220157989A KR 1020227035409 A KR1020227035409 A KR 1020227035409A KR 20227035409 A KR20227035409 A KR 20227035409A KR 20220157989 A KR20220157989 A KR 20220157989A
- Authority
- KR
- South Korea
- Prior art keywords
- roll
- sheet material
- plate material
- control device
- control unit
- Prior art date
Links
- 239000000463 material Substances 0.000 claims abstract description 194
- 230000005540 biological transmission Effects 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 4
- 230000000694 effects Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000005242 forging Methods 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/021—Control or correction devices in association with moving strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/006—Feeding elongated articles, such as tubes, bars, or profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/08—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers
- B21D43/09—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers by one or more pairs of rollers for feeding sheet or strip material
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01P—MEASURING LINEAR OR ANGULAR SPEED, ACCELERATION, DECELERATION, OR SHOCK; INDICATING PRESENCE, ABSENCE, OR DIRECTION, OF MOVEMENT
- G01P3/00—Measuring linear or angular speed; Measuring differences of linear or angular speeds
- G01P3/42—Devices characterised by the use of electric or magnetic means
- G01P3/50—Devices characterised by the use of electric or magnetic means for measuring linear speed
- G01P3/54—Devices characterised by the use of electric or magnetic means for measuring linear speed by measuring frequency of generated current or voltage
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/04—Programme control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/042—Programme control other than numerical control, i.e. in sequence controllers or logic controllers using digital processors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Controlling Sheets Or Webs (AREA)
Abstract
판재 공급 장치에 의한 가공 장치로의 판재의 반송량을 고정밀도로 계측할 수 있는 판재 공급 장치를 위한 제어 장치를 제공한다. 판재 공급 장치(201)를 위한 제어 장치(101)는, 판재 공급 장치(201)의 제 1 롤(202) 및 제 2 롤(203)의 회전을 제어하는 제어부(102)와, 전자파(105)를 판재(100)를 향해 송신하는 송신부(103)와, 판재(100)에 의해 반사된 전자파(106)를 수신하는 수신부(104)를 구비하고, 제어부(102)는, 수신부(104)가 수신한 전자파(106)의 주파수에 의거하여 소정의 기간 동안의 판재(100)의 반송 속도를 계측하고, 반송 속도에 의거하여 판재(100)의 반송량을 계측한다.
Description
본 발명은, 판재 공급 장치에 의한 가공 장치로의 판재의 반송량을 고정밀도로 계측할 수 있는 판재 공급 장치를 위한 제어 장치에 관한 것이다.
특허 문헌 1에는, 프레스 기구와, 재료 공급 기구와, 재료 디스펜서를 구비하는 형 단조 시스템이 개시된다. 그리고, 이 형 단조 시스템에 있어서, 재료 공급 기구는, 재료를, 재료 디스펜서로부터 재료 공급 기구를 통과시켜, 프레스 기구로 보내며, 재료 디스펜서에 있어서의 재료의 이동을 측정하고, 이것을 이용하여, 공급 구동 롤과의 협동에 의해 재료를 파지하는 재료 파지 기구를 구비하는 재료 해제 기구가 원하는 타이밍을 결정한다.
특허 문헌 1에 의한 형 단조 시스템에 있어서는, 재료 디스펜서로부터 재료 공급 기구를 통과하여 프레스 기구에 반송되어 온 재료는, 프레스 기구에 의한 프레스 가공 시의 진동에 기인하여 이동한다. 이 때문에, 프레스 기구에 실제로 반송되어 온 재료의 반송량은, 재료 디스펜서로부터 반송된 재료의 반송량과는 상이하고, 프레스 기구에 있어서 반송되어 온 재료의 반송량을 계측할 수 없다고 하는 문제점이 있다. 또한, 재료에는 일반적으로 눈금 등의 재료의 반송량을 계측하기 위한 표식은 존재하지 않기 때문에, 프레스 기구에 있어서 반송되어 온 재료의 반송량을 계측할 수 없다고 하는 문제점이 있다.
따라서, 본 발명의 목적은, 상기 문제점을 해결하여, 프레스 장치 등의 가공 장치에 있어서 반송되어 온 판재의 반송량을 고정밀도로 계측할 수 있는 판재 공급 장치를 위한 제어 장치를 제공하는 것이다.
본 발명의 하나의 관점에 의하면, 제 1 롤 및 제 2 롤을 구비하는 판재 공급 장치로서, 제 1 롤 및 제 2 롤에 의해 판재를 클램핑하고, 제 1 롤 및 제 2 롤의 회전에 따라 판재를 반송할 수 있도록 되어 있는 판재 공급 장치를 위한 제어 장치가, 제 1 롤 및 제 2 롤의 회전을 제어하는 제어부와, 전자파를 판재를 향해 송신하는 송신부와, 판재에 의해 반사된 전자파를 수신하는 수신부를 구비하고, 제어부가, 수신부가 수신한 전자파의 주파수에 의거하여 소정의 기간 동안의 판재의 반송 속도를 계측하고, 반송 속도에 의거하여 판재의 반송량을 계측한다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 제어부가, 송신부가 송신한 전자파의 주파수와 수신부가 수신한 전자파의 주파수와의 차에 의해 판재의 반송 속도를 계측한다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 송신부가, 2방향으로부터 전자파를 판재를 향해 송신하고, 수신부가, 판재에 의해 반사된 2방향으로부터의 전자파를 수신하고, 제어부가, 반사된 2방향으로부터의 전자파의 주파수의 차에 의해 판재의 반송 속도를 계측한다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 수신부가, 수신한 전자파의 주파수에 의거하는 반송 속도 관련 신호를 제어부에 송신한다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 반송 속도 관련 신호가, 판재의 반송 속도에 의거하는 주기를 가진다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 판재 공급 장치가 판재를 반송하고 있는 경우에, 제어부가, 반송 속도 관련 신호를 제어부에 송신하도록 수신부를 제어한다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 판재 공급 장치가 판재를 반송하고 있는 경우에, 제어부가, 전자파를 판재를 향해 송신하도록 송신부를 제어한다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 제어부가, 제 1 롤 및 제 2 롤의 회전에 의해 판재의 반송을 제어하고, 소정의 기간은, 판재가 제 1 롤 및 제 2 롤의 회전에 의해 반송되고 있는 기간이다.
본 발명의 일 구체예에 의하면, 판재 공급 장치가, 제 1 롤 및 제 2 롤에 의해 클램핑된 판재를 릴리스하기 위한 릴리스 장치를 더 구비하고, 판재 공급 장치를 위한 제어 장치에 있어서, 제어부가, 릴리스 장치에 의해 판재의 반송을 제어하고, 소정의 기간은, 판재가 제 1 롤 및 제 2 롤에 의해 클램핑되고 있는 기간이다.
본 발명의 일 구체예에 의하면, 판재 공급 장치를 위한 제어 장치에 있어서, 판재 공급 장치로부터 반송된 판재를 가공하는 가공 장치로부터의 상태 신호에 의거하여, 제어부가, 소정의 기간을 결정한다.
본 발명에 의하면, 가공 장치에 있어서 반송되어 온 판재의 반송량을, 계측하기 위한 표식을 사용하지 않고 고정밀도로 계측할 수 있다.
또한, 본 발명의 다른 목적, 특징 및 이점은, 첨부 도면에 관한 이하의 본 발명의 실시예의 기재로부터 명백해질 것이다.
도 1은 본 발명의 일 실시 형태로서의 판재 공급 장치를 위한 제어 장치의 개략도이다.
도 2a는 일 실시 형태로서의 판재로부터의 전자파의 반사를 나타내는 개략도이다.
도 2b는 다른 실시 형태로서의 판재로부터의 전자파의 반사를 나타내는 개략도이다.
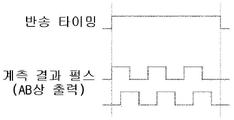
도 3은 일 실시 형태로서의 반송 속도 관련 신호의 타이밍도이다.
도 2a는 일 실시 형태로서의 판재로부터의 전자파의 반사를 나타내는 개략도이다.
도 2b는 다른 실시 형태로서의 판재로부터의 전자파의 반사를 나타내는 개략도이다.
도 3은 일 실시 형태로서의 반송 속도 관련 신호의 타이밍도이다.
이하, 본 발명의 실시예에 대하여 도면을 참조하여 설명하지만, 본 발명은 이들의 실시예에 한정되는 것은 아니다.
도 1~도 3을 참조하여, 본 발명의 일 실시 형태로서의 판재 공급 장치(201)를 위한 제어 장치(101)를 설명한다. 판재 공급 장치(201)는, 제 1 롤(202) 및 제 2 롤(203)을 구비하고, 제 1 롤(202) 및 제 2 롤(203)에 의해 판재(100)를 클램핑하고, 도 1에 나타내는 바와 같이, 제 1 롤(202) 및 제 2 롤(203)을 화살표의 방향과 같이 회전시키고, 제 1 롤(202) 및 제 2 롤(203)의 회전에 따라, 판재(100)를 화살표와 같이 반송할 수 있도록 되어 있다. 판재(100)는, 판재 공급 장치(201)에 의해 프레스 장치 등의 가공 장치(301)에 반송되고, 가공 장치(301)에 의해 가공된다. 제어 장치(101)는, 판재 공급 장치(201)의 제 1 롤(202) 및 제 2 롤(203)의 회전을 제어하는 제어부(102)와, 전자파(105)를 판재(100)를 향해 송신하는 송신부(103)와, 판재(100)에 의해 반사된 전자파(106)를 수신하는 수신부(104)를 구비한다. 제어부(102)는, 판재 공급 제어 신호선(107)을 개재하여 판재 공급 장치(201)에 접속되어, 제 1 롤(202) 및 제 2 롤(203)의 회전을 제어한다. 제어부(102)는, 수신부(104)가 수신한 전자파(106)의 주파수에 의거하여, 제어부(102)에 의해 결정된 소정의 기간 동안에 있어서의 판재(100)의 반송 속도(v)를 계측한다. 계속해서, 계측된 판재(100)의 반송 속도(v)에 의거하여, 제어부(102)는, 소정의 기간 동안에 있어서 가공 장치(301)에 반송된 판재(100)의 반송량을 계측한다. 도 1에 있어서는, 제어부(102)는, 판재 공급 장치(201) 및 가공 장치(301)와는 별도로 마련되지만, 판재 공급 장치(201) 또는 가공 장치(301)에 내장되어도 된다. 또한, 도 1에 있어서는, 송신부(103) 및 수신부(104)는, 가공 장치(301)에 내장되지만, 판재(100)가 제 1 롤(202) 및 제 2 롤(203)을 통과하기 전 또는 후의 판재(100)의 반송량을 계측할 수 있도록 판재 공급 장치(201)에 내장되어도 되고, 필요에 따른 개소에 마련될 수 있다. 또한, 제어 장치(101) 전체가, 판재(100)를 반송하는 판재 공급 장치(201)에 내장되어도 되고, 판재 공급 장치(201)로부터 반송된 판재(100)를 가공하는 프레스 장치 등의 가공 장치(301)에 내장되어도 된다.
제어부(102)는, 송신부(103)에 의해 송신되는 전자파(105)의 주파수와 수신부(104)에 의해 수신되는 전자파(106)의 주파수와의 차에 의해 판재(100)의 반송 속도(v)를 계측해도 된다. 도 2a에 있어서는, 송신부(103)는, 판재(100)에 대하여 θ의 입사각으로 전자파(105)를 송신하고, 수신부(104)는, 판재(100)로부터 θ의 반사각으로 반사된 전자파(106)를 수신한다. 송신부(103)에 의해 송신되는 전자파(105)의 주파수를 fT, 전자파(105, 106)의 속도를 c라고 하면, 수신부(104)에 의해 수신되는 전자파(106)의 주파수 fR은, 도플러 효과에 의해 (1) 식으로 나타난다.

제어부(102)는, 송신부(103)에 의해 송신되는 전자파(105)와 수신부(104)에 의해 수신되는 전자파(106)를 믹싱 처리하여, 이들 2개의 전자파(106)의 주파수의 차 fT-fR로부터 (2) 식의 주파수를 가지는 신호를 얻을 수 있다.
제어부(102)는, (2) 식의 주파수로부터, 판재(100)의 반송 속도(v)를 계측할 수 있다. 그리고, 소정의 기간 동안, 반송 속도(v)로 계측함으로써, 소정의 기간 동안에 판재(100)가 반송된 길이, 즉, 소정의 기간 동안의 판재(100)의 가공 장치(301)로의 반송량을 계측할 수 있다. 이와 같이 하여, 재료(100)가 눈금 등의 반송량을 계측하기 위한 표식을 가지지 않아도, 전자파의 도플러 효과에 의해, 판재(100)의 반송량을 계측할 수 있다.
도 2b에 있어서는, 송신부(103)는, 2방향으로부터 전자파(105)를 판재(100)를 향해 송신한다. 이 경우에 있어서는, 송신부(103)는, 전자파원, 빔 스플리터, 및 미러를 가진다. 송신부(103)의 전자파원으로부터 발생된 전자파는, 빔 스플리터에 의해 2개로 나뉘어지고, 일방의 전자파(105)는, 그대로 판재(100)에 대하여 θ의 입사각으로 송신되고, 타방의 전자파(105)는, 미러에 의해 반사되어, 판재(100)에 대하여 일방의 전자파(105)와는 반대인 θ의 입사각으로 송신된다. 송신부(103)에 의해 송신되는 전자파(105)의 주파수를 fT, 전자파(105, 106)의 속도를 c라고 하면, 일방의 전자파(105)가 판재(100)에 의해 반사된 경우의 전자파(106)의 주파수 fR1은, 도플러 효과에 의해 (3) 식으로 나타난다.
또한, 타방의 전자파(105)가 판재(100)에 의해 반사된 경우의 전자파(106)의 주파수 fR2는, 도플러 효과에 의해 (4) 식으로 나타난다.
2방향으로부터의 전자파(105)는, 판재(100)에 의해 반사되고, 수신부(104)는, 주파수 fR1을 가지는 전자파(106) 및 주파수 fR2를 가지는 전자파(106)로서의 2개의 주파수가 상이한 전자파(106)를 수신한다. 제어부(102)는, 수신부(104)에 의해 수신된 이들 2개의 전자파(106)를 헤테로다인 처리하여, 이들 2개의 전자파(106)의 주파수의 차 fR2-fR1로부터 (5) 식의 주파수를 가지는 신호를 얻을 수 있다.
제어부(102)는, (5) 식의 주파수로부터, 판재(100)의 반송 속도(v)를 계측할 수 있다. 그리고, 소정의 기간 동안, 반송 속도(v)로 계측함으로써, 소정의 기간 동안에 판재(100)가 반송된 길이, 즉, 소정의 기간 동안의 판재(100)의 가공 장치(301)로의 반송량을 계측할 수 있다. 이와 같이 하여, 재료(100)가 눈금 등의 반송량을 계측하기 위한 표식을 가지지 않아도, 전자파의 도플러 효과에 의해, 판재(100)의 반송량을 계측할 수 있다.
송신부(103)는, 제어부(102)와 전자파 제어 신호선(108)을 개재하여 접속되고, 수신부(104)는, 제어부(102)와 반송 속도 관련 신호선(109)을 개재하여 접속된다. 수신부(104)는, 상기한 바와 같이 송신부(103)가 송신한 전자파(105)의 주파수와는 상이한, (1) 식, (3) 식, (4) 식과 같은 주파수를 가지는 전자파(106)를 수신하고, 반송 속도 관련 신호선(109)을 개재하여 수신한 전자파(106)의 주파수에 의거하는 반송 속도 관련 신호를 제어부(102)에 송신한다. 예를 들면, 수신부(104)는, (1) 식, (3) 식, (4) 식과 같은 수신한 전자파(106)의 주파수와 관련된 신호를 반송 속도 관련 신호선(109)을 개재하여 제어부(102)에 송신해도 되고, (2) 식과 같은 믹싱 처리, (5) 식과 같은 헤테로다인 처리와 관련된 신호를 반송 속도 관련 신호선(109)을 개재하여 제어부(102)에 송신해도 된다. 이들 신호는, (1) 식~(5) 식과 같이, 판재(100)의 반송 속도(v)에 의거하는 주파수, 즉 주기를 가진다. 또한, 이들 신호에는, 판재(100)의 반송 속도(v)와 관련된 정보가 포함되어 있으면 된다.
제어부(102)는, 판재 공급 장치(201)가 판재(100)를 반송하고 있는 경우에, 반송 속도 관련 신호를 제어부(102)에 송신하도록 수신부(104)를 제어해도 된다. 또한, 제어부(102)는, 판재 공급 장치(201)가 판재(100)를 반송하고 있는 경우에, 전자파(105)를 판재(100)를 향해 송신하도록 송신부(103)를 제어해도 된다. 판재 공급 장치(201)가 판재(100)의 반송을 개시하면, 도 3에 나타내는 바와 같이, 제어부(102)는, 전자파 제어 신호선(108)을 개재하여 반송 타이밍을 H 레벨로 하고, 송신부(103)가 전자파(105)를 판재(100)에 대하여 송신하도록 제어한다. 수신부(104)는, 판재(100)에 의해 반사된 전자파(106)를 수신하고, 반송 속도 관련 신호선(109)을 개재하여 반송 속도 관련 신호인 측정 결과 펄스를 제어부(102)에 송신한다. 계측 결과 펄스는, 도 3에 나타내는 바와 같이 위상이 서로에 대하여 90° 시프트하고 있는 AB상 출력이어도 된다. 계측 결과 펄스는, 판재(100)의 반송 속도(v)에 의거하는 주파수를 가지고, 판재(100)의 반송 속도(v)가 빨라지면 주파수가 높아지며, 판재(100)의 반송 속도(v)가 느려지면 주파수가 낮아진다. 계측 결과 펄스에 의거하여, 판재(100)의 가공 장치(301)로의 반송량이 측정된다. 또한, 판재 공급 장치(201)가 판재(100)의 반송을 종료하면, 도 3에 나타내는 바와 같이, 제어부(102)는, 전자파 제어 신호선(108)을 개재하여 반송 타이밍을 L 레벨로 하고, 송신부(103)가 전자파(105)의 판재(100)에 대한 송신을 정지하도록 제어한다. 이와 같이 하여, 반송 타이밍이 H 레벨인 기간 동안의 판재(100)의 반송 속도(v)를 계측할 수 있고, 그리고, 판재(100)의 가공 장치(301)로의 반송량을 계측할 수 있다.
또한, 제어부(102)는, 반송 타이밍을 수신부(104)에 직접 송신해도 된다. 이 경우에는, 제어부(102)가 반송 타이밍을 H 레벨로 하면, 수신부(104)는, 반송 속도 관련 신호선(109)을 개재하여 반송 속도 관련 신호를 제어부(102)에 송신하고, 제어부(102)가 반송 타이밍을 L 레벨로 하면, 수신부(104)는, 반송 속도 관련 신호의 제어부(102)로의 송신을 정지한다. 또한, 제어부(102)는, 반송 타이밍을 송신부(103) 및 수신부(104)에 송신하지 않아도 된다. 이 경우에는, 수신부(104)는, 반송 속도 관련 신호선(109)을 개재하여 반송 속도 관련 신호를 제어부(102)에 상시 송신하게 되지만, 제어부(102)는 수신부(104)로부터 송신된 모든 기간의 반송 속도 관련 신호로부터, 반송 타이밍이 H 레벨인 기간을 발출하고, 그 발출된 기간의 반송 속도 관련 신호에 의거하여, 판재(100)의 반송 속도(v)를 계측하고, 계속해서, 계측된 판재(100)의 반송 속도(v)에 의거하여, 그 발출된 기간에 있어서 가공 장치(301)에 반송된 판재(100)의 반송량을 계측한다.
제어부(102)는, 판재 공급 제어 신호선(107)을 개재하여 판재 공급 장치(201)의 제 1 롤(202) 및 제 2 롤(203)의 회전을 제어함으로써, 제 1 롤(202) 및 제 2 롤(203)의 회전에 의해 판재(100)의 반송을 제어한다. 판재(100)의 가공 장치(301)로의 반송량이 계측되는 소정의 기간은, 판재(100)가 제 1 롤(202) 및 제 2 롤(203)의 회전에 의해 반송되고 있는 기간이어도 된다.
판재 공급 장치(201)는, 제 1 롤(202) 및 제 2 롤(203)에 의해 클램핑된 판재(100)를 릴리스하기 위한 릴리스 장치(204)를 더 구비해도 된다. 릴리스 장치(204)는, 제 1 롤(202) 및 제 2 롤(203) 중 어느 것에 접속되어도 되고, 릴리스 장치(204)가, 제 1 롤(202) 및/또는 제 2 롤(203)을 승강시킴으로써, 판재(100)는, 클램핑되거나 릴리스되거나 한다. 제어부(102)는, 판재 공급 제어 신호선(107)을 개재하여 릴리스 장치(204)를 제어함으로써 판재(100)의 반송을 제어한다. 판재(100)의 가공 장치(301)로의 반송량이 계측되는 소정의 기간은, 판재(100)가 제 1 롤(202) 및 제 2 롤(203)에 의해 클램핑되고 있는 기간이어도 된다.
가공 장치(301)는, 판재 공급 장치(201)로부터 반송되어 온 판재(100)를 가공한다. 가공 장치(301)가 프레스 장치인 경우에는, 가공 장치(301)는, 상측 금형(302)과 하측 금형(303)을 구비하고, 판재(100)는, 상측 금형(302)과 하측 금형(303)이 협동함으로써 타발된다. 타발 가공 등의 가공 처리가 가공 장치(301)에 의해 행해지고 있는 경우에는, 판재(100)의 반송을 정지할 필요가 있다. 이 때문에, 가공 장치(301)는, 가공 장치(301)의 상태에 관한 상태 신호, 즉, 판재(100)를 반송해야 하는지, 또는 판재(100)의 반송을 정지해야 하는지를 나타내는 신호를, 상태 신호선(111)을 개재하여 제어부(102)에 송신한다. 가공 장치(301)로부터의 신호에 의거하여, 제어부(102)는, 제 1 롤(202) 및 제 2 롤(203)을 회전시키는 기간, 제 1 롤(202) 및 제 2 롤(203)이 판재(100)를 클램핑하는 기간, 등을 결정하고, 나아가서는 상기한 바와 같이, 판재(100)의 가공 장치(301)로의 반송량이 계측되는 소정의 기간을 결정한다. 제어부(102)에 의해 계측된 판재(100)의 반송량은, 반송량 신호선(110)을 개재하여 가공 장치(301)에 송신되어도 되고, 또한, 디스플레이 등의 표시 장치에 표시되어도 된다.
판재 공급 장치(201)는, 간헐적으로 일정량씩 판재(100)를 가공 장치(301)에 반송하고, 본 발명의 제어 장치(101)는, 판재 공급 장치(201)에 의한 가공 장치(301)로의 판재(100)의 반송량을 고정밀도로 계측할 수 있다. 그리고, 계측된 판재(100)의 반송량은, 가공 장치(301)로의 판재(100)의 반송 속도, 가공 장치(301)로의 판재(100)의 반송량, 가공 장치(301)에 있어서의 판재(100)의 정지 위치, 등을 조정하기 위해 사용될 수 있다.
상기 기재는 특정의 실시예에 대하여 이루어졌지만, 본 발명은 이에 한정되지 않고, 본 발명의 원리와 첨부의 특허청구의 범위의 범위 내에서 다양한 변경 및 수정을 할 수 있는 것은 당업자에게 명백하다.
100 판재
101 제어 장치
102 제어부
103 송신부
104 수신부
105 송신된 전자파
106 반사된 전자파
107 판재 공급 제어 신호선
108 전자파 제어 신호선
109 반송 속도 관련 신호선
110 반송량 신호선
111 상태 신호선
201 판재 공급 장치
202 제 1 롤
203 제 2 롤
204 릴리스 장치
301 가공 장치
302 상측 금형
303 하측 금형
101 제어 장치
102 제어부
103 송신부
104 수신부
105 송신된 전자파
106 반사된 전자파
107 판재 공급 제어 신호선
108 전자파 제어 신호선
109 반송 속도 관련 신호선
110 반송량 신호선
111 상태 신호선
201 판재 공급 장치
202 제 1 롤
203 제 2 롤
204 릴리스 장치
301 가공 장치
302 상측 금형
303 하측 금형
Claims (10)
- 제 1 롤 및 제 2 롤을 구비하는 판재 공급 장치로서, 상기 제 1 롤 및 상기 제 2 롤에 의해 판재를 클램핑하고, 상기 제 1 롤 및 상기 제 2 롤의 회전에 따라 판재를 반송할 수 있도록 되어 있는 판재 공급 장치를 위한 제어 장치로서,
상기 제어 장치는, 상기 제 1 롤 및 상기 제 2 롤의 회전을 제어하는 제어부와, 전자파를 상기 판재를 향해 송신하는 송신부와, 상기 판재에 의해 반사된 상기 전자파를 수신하는 수신부를 구비하고, 상기 제어부는, 상기 수신부가 수신한 상기 전자파의 주파수에 의거하여 소정의 기간 동안의 상기 판재의 반송 속도를 계측하고, 상기 반송 속도에 의거하여 상기 판재의 반송량을 계측하는, 제어 장치. - 제 1 항에 있어서,
상기 제어부는, 상기 송신부가 송신한 상기 전자파의 주파수와 상기 수신부가 수신한 상기 전자파의 주파수의 차에 의해 상기 판재의 반송 속도를 계측하는, 제어 장치. - 제 1 항에 있어서,
상기 송신부는, 2방향으로부터 전자파를 상기 판재를 향해 송신하고, 상기 수신부는, 상기 판재에 의해 반사된 상기 2방향으로부터의 전자파를 수신하고, 상기 제어부는, 반사된 상기 2방향으로부터의 전자파의 주파수의 차에 의해 상기 판재의 반송 속도를 계측하는, 제어 장치. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 수신부는, 수신한 상기 전자파의 주파수에 의거하는 반송 속도 관련 신호를 상기 제어부에 송신하는, 제어 장치. - 제 4 항에 있어서,
상기 반송 속도 관련 신호는, 상기 판재의 반송 속도에 의거하는 주기를 가지는, 제어 장치. - 제 4 항 또는 제 5 항에 있어서,
상기 판재 공급 장치가 상기 판재를 반송하고 있는 경우에, 상기 제어부는, 상기 반송 속도 관련 신호를 상기 제어부에 송신하도록 상기 수신부를 제어하는, 제어 장치. - 제 4 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 판재 공급 장치가 상기 판재를 반송하고 있는 경우에, 상기 제어부는, 상기 전자파를 상기 판재를 향해 송신하도록 상기 송신부를 제어하는, 제어 장치. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 제어부는, 상기 제 1 롤 및 상기 제 2 롤의 회전에 의해 상기 판재의 반송을 제어하고, 상기 소정의 기간은, 상기 판재가 상기 제 1 롤 및 상기 제 2 롤의 회전에 의해 반송되고 있는 기간인, 제어 장치. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 판재 공급 장치는, 상기 제 1 롤 및 상기 제 2 롤에 의해 클램핑된 상기 판재를 릴리스하기 위한 릴리스 장치를 더 구비하고, 상기 제어부는, 상기 릴리스 장치에 의해 상기 판재의 반송을 제어하고, 상기 소정의 기간은, 상기 판재가 상기 제 1 롤 및 상기 제 2 롤에 의해 클램핑되고 있는 기간인, 제어 장치. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 판재 공급 장치로부터 반송된 상기 판재를 가공하는 가공 장치로부터의 상태 신호에 의거하여, 상기 제어부는, 상기 소정의 기간을 결정하는, 제어 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020071508 | 2020-04-13 | ||
| JPJP-P-2020-071508 | 2020-04-13 | ||
| PCT/JP2021/014992 WO2021210500A1 (ja) | 2020-04-13 | 2021-04-09 | 板材送り装置のための制御装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220157989A true KR20220157989A (ko) | 2022-11-29 |
Family
ID=78083878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227035409A KR20220157989A (ko) | 2020-04-13 | 2021-04-09 | 판재 공급 장치를 위한 제어 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230147738A1 (ko) |
| EP (1) | EP4137246A4 (ko) |
| JP (1) | JPWO2021210500A1 (ko) |
| KR (1) | KR20220157989A (ko) |
| CN (1) | CN115461169A (ko) |
| TW (1) | TW202144100A (ko) |
| WO (1) | WO2021210500A1 (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004520934A (ja) | 2000-11-16 | 2004-07-15 | ヴァムコ・インターナショナル・インコーポレイテッド | 材料送り機構に対して材料解除機構タイミングを決定及び設定する方法とシステム |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE620662A (ko) * | 1961-07-25 | 1900-01-01 | ||
| JPH0716237Y2 (ja) * | 1987-08-28 | 1995-04-12 | 日産自動車株式会社 | 位置検出装置 |
| IT1230509B (it) * | 1988-10-11 | 1991-10-25 | Fimi Spa | Macchina e metodo per il rallentamento di una serie di fogli di lamiera viaggianti in stretta successione lungo una linea di produzione |
| JPH05245555A (ja) * | 1992-03-04 | 1993-09-24 | Aida Eng Ltd | プレス機械の供給材料判別方法および判別装置 |
| GB9220096D0 (en) * | 1992-09-23 | 1992-11-04 | Davis Decade Ltd | Operation of press tools |
| JP2003112224A (ja) * | 2001-10-02 | 2003-04-15 | Amada Eng Center Co Ltd | H∞コントローラを用いた位置決め制御装置 |
| JP6649133B2 (ja) * | 2016-03-09 | 2020-02-19 | コマツ産機株式会社 | ロールフィーダ、プレスシステム、およびフープ材搬送方法 |
| JP6828408B2 (ja) * | 2016-03-25 | 2021-02-10 | セイコーエプソン株式会社 | 光走査装置、搬送装置、特徴検出装置、媒体判別装置、仕分け装置、および、媒体の走査方法 |
| JP2020027074A (ja) * | 2018-08-16 | 2020-02-20 | 株式会社豊田自動織機 | 検査装置 |
-
2021
- 2021-04-09 EP EP21788983.1A patent/EP4137246A4/en active Pending
- 2021-04-09 WO PCT/JP2021/014992 patent/WO2021210500A1/ja unknown
- 2021-04-09 JP JP2022515347A patent/JPWO2021210500A1/ja active Pending
- 2021-04-09 KR KR1020227035409A patent/KR20220157989A/ko active Search and Examination
- 2021-04-09 US US17/918,149 patent/US20230147738A1/en active Pending
- 2021-04-09 CN CN202180027528.6A patent/CN115461169A/zh active Pending
- 2021-04-12 TW TW110113099A patent/TW202144100A/zh unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004520934A (ja) | 2000-11-16 | 2004-07-15 | ヴァムコ・インターナショナル・インコーポレイテッド | 材料送り機構に対して材料解除機構タイミングを決定及び設定する方法とシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230147738A1 (en) | 2023-05-11 |
| TW202144100A (zh) | 2021-12-01 |
| WO2021210500A1 (ja) | 2021-10-21 |
| CN115461169A (zh) | 2022-12-09 |
| EP4137246A4 (en) | 2024-05-22 |
| EP4137246A1 (en) | 2023-02-22 |
| JPWO2021210500A1 (ko) | 2021-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8960410B2 (en) | Device and method for placing plate-like elements in a processing machine | |
| US8531742B2 (en) | Sheet detecting device, double feed determining device, and image reading apparatus using the same | |
| EP2026046A3 (en) | Radar level gauge with variable pulse parameters | |
| US10823846B2 (en) | Object detection method and object detection device | |
| EP0989243A3 (en) | Apparatus and method for positioning a tool of a construction machine | |
| EP1394720A3 (en) | Device suitable to detect the presence of a transponder in its vicinity | |
| JP2006219300A (ja) | 印刷技術的な機械を通ってシートを搬送するための装置 | |
| KR20220157989A (ko) | 판재 공급 장치를 위한 제어 장치 | |
| ES8501340A1 (es) | Procedimiento y dispositivo para la aportacion con ajuste correcto de pliegos en maquinas elaboradas de pliegos | |
| GB2123239A (en) | Measuring distance using transponders | |
| EP1494045A3 (en) | Ground-speed measuring apparatus | |
| JP3890766B2 (ja) | 超音波を利用したシート材の重送検知装置 | |
| US5621173A (en) | Method and apparatus for non-contact determination of the weight per unit area of thin materials | |
| US5031493A (en) | Ultrasonic control system for cut-off or shearing machines | |
| CN114548334B (zh) | 一种中厚板试样识别追溯系统 | |
| JP2000025986A (ja) | 超音波を利用したシート材の重送検知方法 | |
| JP2000025988A (ja) | 超音波を利用したシート材の重送検知方法 | |
| JPH0210059B2 (ko) | ||
| JPH0672591A (ja) | 超音波式2枚検知方法 | |
| JPH0556851U (ja) | 重送検出装置 | |
| CN217993909U (zh) | 双轴传送装置以及打印设备 | |
| JPH11277328A (ja) | 条鋼製品の切断方法及び切断装置 | |
| CN115973838A (zh) | 一种大宽度编织带精准输送方法 | |
| JP2017165562A (ja) | シート処理装置、シート処理方法及び画像形成装置 | |
| JPH0413064Y2 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |