KR20210016588A - 하나 또는 두 개의 와이어로부터 높은 생산 속도로 고순도 구형 금속 분말을 생산하는 방법 및 장치 - Google Patents
하나 또는 두 개의 와이어로부터 높은 생산 속도로 고순도 구형 금속 분말을 생산하는 방법 및 장치 Download PDFInfo
- Publication number
- KR20210016588A KR20210016588A KR1020207038125A KR20207038125A KR20210016588A KR 20210016588 A KR20210016588 A KR 20210016588A KR 1020207038125 A KR1020207038125 A KR 1020207038125A KR 20207038125 A KR20207038125 A KR 20207038125A KR 20210016588 A KR20210016588 A KR 20210016588A
- Authority
- KR
- South Korea
- Prior art keywords
- wire
- plasma torch
- plasma
- wires
- arc
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/14—Making metallic powder or suspensions thereof using physical processes using electric discharge
-
- B22F1/0048—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/065—Spherical particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/30—Plasma torches using applied electromagnetic fields, e.g. high frequency or microwave energy
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/46—Generating plasma using applied electromagnetic fields, e.g. high frequency or microwave energy
- H05H1/461—Microwave discharges
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/52—Generating plasma using exploding wires or spark gaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0824—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0848—Melting process before atomisation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/13—Use of plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- H05H2001/4607—
Abstract
와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치는 플라즈마 토치 및 장치에 공급되도록 구성된 하나 이상의 와이어를 포함한다. 와이어를 용융시키기 위해 아크가 와이어(들)로 직접 전달되는 동안, 플라즈마 토치는 용융된 와이어를 입자로 원자화하는 플라즈마 제트를 생성하고 다운 스트림 냉각 챔버는 입자들을 분말로 고체화한다. 플라즈마 초음속 제트 앞의 두 개의 연속적으로 공급되는 와이어 사이로 전기 아크가 끌려오며, 전류는 병렬로 연결된 두 개 이상의 전원 공급기에 의해 제공되고, 하나 이상의 전원 공급기는 전압 제어로 설정되고 하나 이상의 전원 공급기는 전류 제어로 설정된다. 이러한 전기적 구성을 통해 매우 높은 생산 속도에서도 미세한 구형 분말을 생산할 수 있어 가스-대-금속 비율을 훨씬 낮출 수 있다. 이 장치에서 하나의 와이어는 양극 역할을 하고 다른 하나는 음극 역할을 한다. 다른 장치에서 와이어는 플라즈마 토치 내에서 음극 역할을 한다. 또 다른 장치에서, 아크는 토치의 하나의 전극과 와이어 사이에 전달되며, 이는 토치 외부에서 공급되지만 장치의 인클로저 내에서 공급된다.
Description
본 출원은 2018년 6월 6일 출원된 미국 가출원특허 제62/681,623호에 대한 우선권을 주장하며, 본원에 참조로 통합된다. 본 발명은 첨단 재료에 관한 것으로, 특히 항공 우주 및 의료 산업을 위한 적층 제조와 같은 다양한 응용 분야를 위한 금속 분말 생산에 관한 것이다.
플라즈마 원자화는 일반적으로 와이어를 공급 원료로 사용하고 플라즈마 공급원(일명 플라즈마 토치)을 원자화 작용제(atomizing agent)로 사용하여 입자들을 동시에 녹이고 분해한다. 와이어를 사용하면 좁은 플라즈마 제트가 와이어를 조준하는데 필요한 안정성을 제공하는데, 플라즈마 제트가 와이어를 녹여 이를 단일 단계로 원자화 해야하기 때문이다.
가장 잘 알려진 바와 같이 이 기술은 현재 시장에서 가장 미세하고 가장 구형이며 밀도가 높은 분말을 생산한다. 즉, 0-106 미크론 범위에서 생산되는 분말의 수율이 매우 높고 구형도가 거의 완벽하며 가스 포획이 최소화된다.
그러나 이 기술은 플라즈마 원자화가 매우 에너지적으로 비효율적인 공정이라는 사실로 인하여 물 및 가스 원자화에 비해 상대적으로 낮은 생산 속도를 갖는 주요 단점이 있다. 플라즈마 원자화에 대해 보고된 생산 속도는 Ti-6Al-4V의 경우 0.6 내지 13kg/h 이다. 그러나 상한선 주변에서 작동하면 입자 크기 분포가 더 거칠다고 가정하는 것이 현실적이다. 예를 들어, 1998년 1월 13일 출원된 Tsantrizos 등의 "플라즈마 원자화에 의한 금속 및 세라믹 분말의 생산 방법"이라는 제목의 미국등록특허 제5,707,419에 티타늄의 경우 14.7g/min 또는 0.882kg/h의 공급 속도가 개시되고, 2017년 11월 16일 공개된 Boulos 등의 "가장 긴 부재 형태의 공급 물질을 원자화하여 분말 입자들을 생성하기 위한 공정 및 장치"라는 제목의 미국공개특허 제2017/0326649-A1호에 스테인리스 강에 대해 1.7 kg/h의 공급 속도가 개시된다. 현재의 세 가지 플라즈마 원자화 기술들은 모두 단일 중앙 공급 토치 [참조 4 참조] 또는 중앙에 있는 하나의 와이어를 겨냥한 세 개의 토치 [참조 1, 2 및 3 참조]를 사용한다.
세 개의 토치 기술의 경우, 플라즈마 기둥에서 와이어로 전달되는 열은 매우 낮으며 크기는 0.4 % 정도이다. 낮은 열 전달 효율은 특정 금속 공급 속도를 유지하기 위해 많은 양의 플라즈마 가스가 필요함을 의미하며, 이는 원자화의 표준 공정 효율 측정인 가스-대-금속(gas-to-metal) 비율에 하한을 부과한다. 또한 세 개의 토치를 사용하면 시간이 지남에 따라 많은 전극이 부식되어 오염의 원인이 되고 운영 비용이 증가할 수 있다. 중앙 공급식 토치의 경우, 유도 결합 플라즈마 토치가 사용되며, 이 토치는 시장에서 전원 공급기를 구하기 어렵다.
와이어 아크 스프레이는 표면에 코팅을 적용하기 위해 열 스프레이 분야에서 사용되는 성숙하고 신뢰할 수 있는 기술이다. 이는 본질적으로 하나 또는 두 개의 와이어를 통해 높은 전류를 전달하고 두 개의 와이어 사이 또는 단일 와이어와 전극 사이에 전기 아크를 갖는 것으로 구성된다. 고품질 와이어 아크 시스템은 매우 높은 처리량(~ 20 ~ 50kg/h)에서 거의 100% 듀티 사이클로 실행할 수 있다. 또한 이 기술은 아크가 와이어에 직접 접촉하기 때문에 에너지 효율이 높다. 그러나, 이 기술의 목적은 분말을 생산하는 것이 아니라 코팅을 생산하는 것이다. 이 기술은 차가운 가스를 사용하여 스프레이를 원자화(atomization)하기 때문에 매우 불규칙하고 각진 모양을 생성하므로 대부분의 응용 분야에는 바람직하지 않다.
따라서 플라즈마 원자화에 의해 제공되는 품질, 즉 미세한 구형 및 완전 조밀한 분말을 유지하면서 상당한 생산 속도로 하나 또는 두 개의 와이어로부터 금속 분말을 생산하는 장치 및 방법을 제공하는 것이 바람직할 것이다. 따라서 하나 또는 두 개의 와이어에서 상당한 속도로 금속 분말을 생산하는 새로운 장치 및 방법을 제공하는 것이 바람직하다.
본원에 기술된 실시예는 일 양상에서,
열 플라즈마 토치;
연속적으로 공급되는 원자화될 하나 또는 두 개의 와이어;
원자화될 와이어 또는 와이어들로 전달되는 전기 아크; 및
입자들을 구형 분말로 고체화시키도록 적용된 냉각 공정을 포함하는 플라즈마 원자화 공정을 개시한다.
또한, 본원에 기술된 실시예는 일 양상에서, 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 와이어를 포함하는 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하는데, 플라즈마 토치는 용융된 와이어를 입자들로 원자화하도록 구성되고, 아크는 음극 역할을 하는 와이어와 전극 사이에 형성되도록 구성된다.
또한, 본원에 기술된 실시예는 다른 양상에서 다음을 포함하는 플라즈마 원자화 공정을 제공한다:
열 플라즈마 토치를 제공하는 단계;
원자화될 하나 또는 두 개의 와이어를 연속적으로 공급하는 단계;
전기 아크가 와이어 또는 와이어들로 전달되도록 구성되어 입자들을 생성하는 단계; 및
입자들을 구형 분말로 고체화시키기 위한 냉각을 제공하는 단계.
또한, 본원에 기술된 실시예는 다른 양상에서, 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하는데, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 아크는 음극 역할을 하는 와이어와 전극 사이에 형성되도록 구성된다.
또한, 본원에 기술된 실시예는 다른 양상에서 플라즈마 토치 및 장치에 공급되도록 구성된 하나 이상의 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하는데, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 장치는 입자들을 분말로 고체화하도록 구성된 냉각 챔버를 포함하며, 와이어는 플라즈마 토치에서 음극 역할을 하도록 구성된다.
또한, 본원에 기술된 실시예는 다른 양상에서 플라즈마 토치 및 장치에 공급되도록 구성된 적어도 한 쌍의 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하는데, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 와이어 중 하나는 양극 역할을 하도록 구성되고 다른 와이어는 음극 역할을 하도록 구성된다.
또한, 본원에 기술된 실시예는 다른 양상에서 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하는데, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 아크는 음극으로 작용하는 와이어와 전극 사이에 형성되도록 구성된다.
또한, 본원에 기술된 실시예는 다른 양상에서 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 하나 이상의 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하는데, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 장치는 가스에 의해 냉각되도록 구성되어 가스를 가열하고, 이렇게 가열된 가스는 플라즈마 가스로 사용되도록 구성된다.
또한, 본원에 기술된 실시예는 다른 양상에서 다음을 포함하는 플라즈마 원자화 공정을 제공한다 :
열 플라즈마 토치를 제공하는 단계;
원자화될 하나 또는 두 개의 와이어를 연속적으로 공급하여 이로부터 원자화된 금속 액적들(droplets)을 생성하는 단계; 및
미세 분말의 재순환을 방지하여 새틀라이트(satellite) 형성을 방지하도록 조정된 새틀라이트 방지 확산기(anti-satellite diffuser)를 통해 액적들을 통과시키는 단계.
또한, 본원에 기술된 실시예는 다른 양상에서 다음을 포함하는 플라즈마 원자화 공정을 제공한다 :
열 플라즈마 토치를 제공하는 단계;
원자화될 하나 또는 두 개의 와이어를 제공하는 단계; 및
두 개의 와이어 사이 또는 단일 와이어와 플라즈마 토치의 하나의 전극 사이의 아크를 제어하기 위해 적어도 두 개의 전원 공급기를 병렬로 제공하여 입자들을 생성하는 단계.
본원에 기술된 실시예의 더 나은 이해를 위해 그리고 이들이 어떻게 실행될 수 있는지 더 명확하게 보여주기 위해, 하나 이상의 예시적인 실시예를 도시하는데, 다음과 같은 첨부된 도면은 단지 예로서만 참조될 것이다:
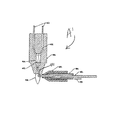
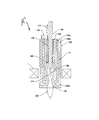
도 1 및 2는 본 발명의 예시적인 실시예에 따라 이중 와이어 아크 플라즈마 원자화를 사용하여 한 쌍의 와이어로부터 금속 분말을 생산하기 위한 장치의 수직 단면도이다.
도 3은 도 1 및 도 2의 도시를 포함하는 예시적인 실시예에 따른, 도 1 및 도 2에 도시된 장치를 사용하는 금속 분말 생산 시스템의 개략적인 정면도이다.
도 4는 도 1 및 도 2의 도시를 포함하는 예시적인 실시예에 따른, 사용된 전기적 구성의 개념적 개략도이다.
도 5는 본 개시에 의한 작동에 있는 실시예들의 전기적 추세선(trendlines)의 예를 도시한 도면이다.
도 6은 도 1 및 도 2에 의한 실시예의 수단에 의해 생성된 45-106μm Ti64 등급 23 분말의 100 배 배율의 SEM 이미지이다.
도 7은 도 1 및 도 2의 실시예의 수단에 의해 제조된 지르코늄 분말 20-120을 100 배로 확대한 SEM 이미지이다.
도 8은 본 명세서에 개시된 하나 이상의 실시예의 수단에 의해 생성된 미가공 분말에 대한 전형적인 레이저 회절 분말 크기 분포 그래프를 도시한다.
도 9는 본 발명의 예시적인 실시예에 따라, 단일 와이어로 아크를 전달할 수 있는 플라즈마 토치를 사용하여 단일 와이어로부터 금속 분말을 생산하기 위한 장치의 개략적인 수직 단면도이다.
도 10은 본 발명의 예시적인 실시예에 따라 중앙 공급 플라즈마 토치를 사용하여 단일 와이어로부터 금속 분말을 생산하기 위한 장치의 개략적인 수직 단면도이다.
도 1 및 2는 본 발명의 예시적인 실시예에 따라 이중 와이어 아크 플라즈마 원자화를 사용하여 한 쌍의 와이어로부터 금속 분말을 생산하기 위한 장치의 수직 단면도이다.
도 3은 도 1 및 도 2의 도시를 포함하는 예시적인 실시예에 따른, 도 1 및 도 2에 도시된 장치를 사용하는 금속 분말 생산 시스템의 개략적인 정면도이다.
도 4는 도 1 및 도 2의 도시를 포함하는 예시적인 실시예에 따른, 사용된 전기적 구성의 개념적 개략도이다.
도 5는 본 개시에 의한 작동에 있는 실시예들의 전기적 추세선(trendlines)의 예를 도시한 도면이다.
도 6은 도 1 및 도 2에 의한 실시예의 수단에 의해 생성된 45-106μm Ti64 등급 23 분말의 100 배 배율의 SEM 이미지이다.
도 7은 도 1 및 도 2의 실시예의 수단에 의해 제조된 지르코늄 분말 20-120을 100 배로 확대한 SEM 이미지이다.
도 8은 본 명세서에 개시된 하나 이상의 실시예의 수단에 의해 생성된 미가공 분말에 대한 전형적인 레이저 회절 분말 크기 분포 그래프를 도시한다.
도 9는 본 발명의 예시적인 실시예에 따라, 단일 와이어로 아크를 전달할 수 있는 플라즈마 토치를 사용하여 단일 와이어로부터 금속 분말을 생산하기 위한 장치의 개략적인 수직 단면도이다.
도 10은 본 발명의 예시적인 실시예에 따라 중앙 공급 플라즈마 토치를 사용하여 단일 와이어로부터 금속 분말을 생산하기 위한 장치의 개략적인 수직 단면도이다.
본 명세서에 개시된 본 접근법은 전술한 플라즈마 원자화 및 와이어 아크 스프레이 기술의 특징을 결합하여 금속 분말을 생산하는 방법 및 장치를 제공하며, 와이어 아크 스프레이 기술의 일부 개념들을 사용하고 이를 고순도 구형 분말 생산에 적합하도록 적용하는 방법을 포함한다. 보다 구체적으로, 가스 제트는 플라즈마 소스로 대체되고 용융된 와이어는 원자화 공정에서 볼 수 있듯이 냉각 챔버로 원자화된다.
한 가지 주요 고려 사항은 분말 품질이다. 와이어 아크는 고품질 분말 생산을 위해 개발되지 않았으므로 분말 품질에 맞게 맞춰지고 조정되어야 한다. 본 개시 내용은 용융 공정의 안정성을 개선하는 제어 전략을 포함하며, 이는 아래에서 더 자세히 설명될 것이다. 플라즈마 소스(예 : 하나 또는 여러 개의 플라즈마 토치 또는 전기 아크)는 높은 운동량으로 용융된 흐름에 부딪히기 전이나 이후에 초음속으로 가속될 수 있는 플라즈마 흐름을 전달한다.
현재 실시예에서, 초음속 플라즈마 제트 소스는 아크 플라즈마 토치를 통해 생성되는데, 이는 널리 이용 가능하기 때문이다. 그러나 동일한 초음속 플라즈마 제트를 달성하기 위해 다른 많은 방법을 사용할 수 있다. 예를 들어, 유도 결합 및 마이크로파 플라즈마 소스와 같은 모든 열 플라즈마 소스들도 사용될 수 있다.
실시예 1 : 이중 와이어 아크 플라즈마 원자화(주요 실시예)
이제 주요 실시예에 대하여 상세하게 설명될 것이다. 알려진 기술(참고 2)에 비해 이 실시예를 사용하는 이점은 표 1에 기재된다. 이는 참고 2에 의한 기술과는 대조적으로 본 발명을 사용하는 것이 유리하다는 명백한 이점을 보여준다.

주요 실시예의 권장 작동 조건은 Ti64 등급 23과 지르코늄의 두 가지 물질에 대해 표 2에 개시된다.

주요 실시예를 통해 생성된 두 제품의 성능은 표 3에 개시되며, 두 제품은 각각 Ti64 20-63μm 및 Zr 20-120μm에 해당하는 TA-015-EK-01 및 ZH-006-FQ-01이다.

도 1은 장치 A를 구성하는 특정 구성 요소를 자세히 설명한다. 이들은 높은 유속 플라즈마 토치(501) 및 정점(508)을 향해 공급되는 한 쌍의 와이어(502) 상으로 원자화 제트를 방출하여, 그 결과 전기 아크가 하나의 와이어에서 다른 와이어로 전달되는, 양극 통합 초음속 노즐(anode integrated supersonic nozzle)(505)을 포함한다. 이 전류는 전도성 연속 공급 원료의 연속 용융에 필요한 에너지를 제공한다. 전류는 고온에서 우수한 내마모성을 갖는 구리 지르코늄과 같은 고전도성 합금으로 만들어진 접촉 팁(509)에 의해 와이어(502)로 전달된다.
세라믹 팁(510)은 가스 쉬스 노즐(gas sheath nozzle)(513) 및 토치의 초음속 노즐(505)을 통해 반응기 본체로부터 수냉식 접촉기(514)의 전기 절연을 제공한다. 플라즈마 토치(501)와 전달된 아크에 의해 방출되는 강렬한 열은 접촉기의 수냉을 요구하는데, 접촉 팁 자체는 교체가능한 소모품이다. 이와 같이 물은 도면 부호 3에서 후면에 있는 접촉기의 매니폴드(manifold)(515)로 들어가고 팁쪽으로 향하여 다시 위쪽으로 돌아와 출구(504)를 통해 밖으로 나온다. 러그 마운트(lug mount)(511)를 통하고 매니폴드를 통해 전달된 아크 시스템에 전력이 제공된다.
도 2는 높은 유속 플라즈마 토치가 와이어 정점(608)에서 초음속 노즐(605)을 통해 원자화 제트를 방출하는 장치(A)의 수직 절단도를 도시한다. 여기서 쉬스 가스는 도면 부호 602에서 반응기로 주입되어 토치의 노즐과 수냉식 접촉기(607)를 둘러싼 공동을 채운다. 이 쉬스 가스는 쉬스 가스 노즐(606)을 통해 와이어 사이의 전기 아크를 둘러싸는 반응기로 배출된다. 이 쉬스 가스는 분말과 뜨거운 가스의 역류를 방지하고 초음속 기둥 내에서 아크를 유지하는 데 도움이 되는 등 다양한 용도로 사용된다.
혼합 가스 흐름과 용융된 원자화된 금속 액적은 새틀라이트 방지 확산기(610)를 통해 반응기의 침강 챔버로 고속으로 투사된다. 미세 분말이 부유물에 축적될 수 있는 고속 제트 주변의 재순환 구역은 새로운 액적이 미세 입자 구름을 통해 투사되어 표면에 용접됨에 따라 플라즈마 원자화 분말에서 새틀라이트의 주요 원인이다. 확산기(610)는 이러한 발생의 대부분을 제거하여 새틀라이트 형성을 크게 감소시킨다. 토치 리시버(611)는 원자로의 재킷으로 수냉되고, 물은 하단의 입구(603) 및 상단의 출구(604)로부터 유입된다.
도 3은 금속 분말을 생산하도록 적응된 시스템(S)을 개략적으로 도시하는데, 각각 도 1-2, 9 및 10의 장치 A, A' 및 A''중 하나를 구현한다. 보다 구체적으로, 시스템(S)은 이중 와이어 또는 단일 와이어 플라즈마 기반 원자화 장치 A, A' 또는 A''를 포함한다. 시스템(S)은 중앙에 위치한 고유량 플라즈마 토치(301) 및 두 개의 서보 구동 와이어 공급기(302)를 갖는 트윈 와이어 아크 구성(A)로 구체적으로 도시된다. 원자화 구역(303)은 하나 또는 두 개의 와이어 사이에 전달된 아크, 쉬스 가스 및 플라즈마 토치 흐름을 포함하고 새틀라이트 방지 확산기(304)를 통해 반응기로 향한다. 반응기는 구상화 및 고체화가 발생하는 침전 챔버(305) 및 분말에 대해 챔버(305)에서 일정한 냉각 속도를 유지하기 위한 수냉 재킷(306)으로 구성된다. 이어서 분말은 공압 컨베이어(307)를 통해 사이클론 분리기(308)로 이송되며, 여기서 벌크 분말은 수집 캐니스터(collection canister)(309)에 안착된다. 밸브(310)는 연속 작동 동안 수집을 위해 캐니스터(309)를 격리하는데 사용된다. 이후 아르곤은 사이클론 분리기(308)에 가라앉기에는 너무 미세한 분말에 대해 여과 유닛(311)을 통해 시스템으로부터 배출된다. 현재 실시예에서, 와이어((502)(도 1), 110(도 10) 및 405(도 9))는 티타늄, 지르코늄, 구리, 주석, 알루미늄, 텅스텐, 탄소강, 스테인리스 강 등 및 그 합금과 같은 다양한 전도성 재료로 제조될 수 있다.
원자화를 위한 와이어 아크 시스템의 안정성을 보장하기 위해 시스템은 세 개 매개 변수 중 두 개, 즉 전압, 전류 및 공급 속도를 제어해야 한다. 이 세 가지 매개 변수는 연속 작동에서 고려되기 위해 평형에서 정상 상태에 도달해야 한다. 정상 상태에서 와이어 사이의 거리, 아크 길이 및 전력이 일정해진다. 이 정상 상태에 도달하기 위해 다음과 같은 여러 구성들이 사용될 수 있다:
고정 와이어 속도, 전압 제어 모드의 하나의 전원 공급기, 하나의 전류 제어 모드의 전원 공급기(주 실시예);
고정 와이어 속도, 하나 또는 여러 개의 전압 제어 전원 공급기. 이 구성은 작동하지만 전류는 매우 불안정하여 입자 크기 분포 및 제품 일관성에 부정적인 영향을 미친다. 또한 두 전원 공급기 모두에 대해 매우 까다롭다.
전류 제어 전원 공급기, 가변 와이어 속도. 이 구성은 아직 테스트되지 않았지만 이론적으로는 작동한다.
고정 와이어 속도, 전류/전압 제어 하이브리드 전원 공급기가 본 발명에 가장 적합한 것으로 밝혀졌다. 도 4는 본 개시에 나타난 결과를 얻기 위해 주요 실시예가 어떻게 작동되었는지 개념적으로 도시한다.
서보 모터를 사용하면 매우 정확하고 일정한 이송 속도를 가질 수 있다. 두 개의 전원 공급기를 병렬로 사용하는 것(하나는 전압 제어 모드이고 다른 하나는 전류 제어 모드)은 안정적인 구성을 달성하기 위한 핵심이다. 두 전원 공급기가 병렬로 연결되어 있기 때문에 전압 제어 전원 공급기는 두 전원 공급기에 동일한 전압을 강제로 고정시킨다. 이것은 다른 변수를 제거한다. 또 다른 안정성 층을 추가하기 위해, 다른 전원 공급기는 상대적으로 높은 전류 설정(필요한 총 전류의 약 2/3)으로 전류 제어 모드로 설정되어 전류 기준선을 만드는 데 도움이 된다.
공정에서 유일한 변수는 전체 전류의 일부로서, 다른 매개 변수들이 일정하게 유지되도록(자유도) 변동할 필요가 있다. 따라서 전압 제어 전원 공급기는 적절한 양의 금속을 녹이기 위해 전류 제어 전원 공급기에 의해 이미 제공된 전류에 누락된 것을 보완하기 위해 가변적인 추가 전류를 제공하여, 시스템은 안정된 상태를 유지한다.
예를 들어, 특정 공급 속도에서 특정 금속을 용융하는데 20kW가 필요하다고 가정하고 이 공급 속도가 일정하다고 가정하면, 전압 제어 전원 공급기에 의해 전압이 30V로 고정된 경우, 전원 공급기에서 총 667A를 공급해야 한다. 전류 제어 전원 공급기가 400A로 설정된 경우 전압 제어 전원 공급기는 리플(ripples)이 거의 없이 약 267A 변동한다. 이 나머지 변동은 와이어 직경 변동, 아르곤 유속 변동, 아크 길이 가변성, 아크 제한 패턴, 와이어의 기계적 진동, 와이어 공급 속도 미세 변동 등과 같은 공정의 다른 모든 변동 요인을 보상하여 시스템을 안정된 상태로 유지하는데 필요하다.
도 5는 본 발명에서 제안된 전기 제어 전략을 사용하여 작동하는 동안 주요 실시예에 대해 기록된 전기 추세선을 도시한다. 요약하면 상술한 이유로 전압 제어 전원 공급기의 전류를 제외하고 모든 변수가 매우 안정적임을 보여준다.
도 5에서 볼 수 있듯이 이러한 안정적인 작동은 매우 구형의 분말을 생산할 수 있는데, Ti64 및 지르코늄의 경우 각각 도 6 및 7에 도시된다.
도 8은 본원에 기술된 전기 제어 전략에 의한 주요 실시예를 사용하여 생산 된 분말에 대한 전형적인 입자 크기 분포 곡선을 도시한다.
본원에 제시된 현재 제어가 주요 실시예에 대해 구체적으로 언급되고 테스트되었지만, 동일한 제어 전략이 제시된 다른 실시예에도 적용될 수 있다.
실시예 2 : 단일선 아크 플라즈마 원자화
도 9에 도시된 두 번째 예에서, 전도성 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치(A')가 또한 개시되는데, 와이어(405)는 초음속 노즐(411)이 장착된 이송 플라즈마 토치(401) 앞에서 화살표(409)를 따라 중앙에 공급되고, 와이어(405)와 하나의 전극(402) 사이에 아크(403)가 형성된다. 플라즈마 토치(401) 앞의 와이어 가이드(407)를 통해 전도성 와이어(405)를 삽입함으로써, 와이어(405) 자체는 전달된 아크를 통해 매우 효율적으로 용융될 수 있다. 남은 에너지는 예열 된 가스 채널(404)을 통해 공급되는 불활성 가스(예를 들어, 아르곤)를 플라즈마 상태로 데우는데 사용되며, 이 가스는 초음속 노즐(411)을 통해 가속된다. 운반 가스의 이러한 가속은 금속 액적들을 파쇄하여 더 원자화한다. 그런 다음 입자는 예를 들어, 불활성 가스(예 : 아르곤)로 채워진 냉각 챔버(도 3에 예시됨)에서 작은 구형 입자들로 고체화된다. 도면 부호 408은 플라즈마 플룸을 나타낸다.
실시예 3 : 중앙-공급 단일 와이어 아크 플라즈마 원자화
도 10에 도시된 세 번째 실시예에서, 전도성 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치(A'')가 또한 개시되는데, 와이어(110)는 화살표(111)를 따라 플라즈마 토치(112)로 중앙으로 공급되고, 음극으로 작용하는 와이어(110)와 하나의 전극(양극(114) 참조) 사이에 아크(128)가 형성된다. 플라즈마 토치(112)의 와이어 가이드(116)를 통해 전도성 와이어(110)를 삽입함으로써, 와이어(110) 자체는 전달된 아크를 통해 매우 효율적으로 용융될 수 있다. 이 방법은 와이어를 최대 2.5 인치 직경의 로드(rod) 또는 빌렛(billet)으로 가장 실현가능하게 교체할 수 있다는 점에서 확장 기능이 있는 것으로 선택된다. 와이어 가이드(116)는 점화 음극으로서 두 배(double)가 될 수 있다.
남은 에너지는 예열된 가스 채널(118)을 통해 공급되는 불활성 가스(예를 들어, 아르곤)를 플라즈마 상태로 데우는데 사용되며, 이 가스는 초음속 노즐(120)을 통해 가속된다. 운반 가스의 이러한 가속은 금속 액적들을 파쇄하여 더 원자화한다. 그런 다음 입자는 예를 들어, 불활성 가스(예 : 아르곤)로 채워진 냉각 챔버(도 3에 예시됨)에서 작은 구형 입자들로 고체화된다. 도면 부호 122는 플라즈마 플룸을 나타낸다.
본 명세서에 설명된 실시예는 하나의 측면에서, 플라즈마 토치 및 장치에 공급되도록 구성된 하나 또는 두 개의 와이어를 포함하는 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하고, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 장치는 입자들을 분말로 고체화하도록 구성된 냉각 챔버를 포함하며, 와이어는 플라즈마 토치에서 음극 역할을 하도록 구성된다.
또한, 본 명세서에 설명된 실시예는 다른 양상에서 플라즈마 토치 및 장치에 공급되도록 구성된 한 쌍의 와이어를 포함하는 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하고, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 와이어 중 하나는 양극 역할을 하도록 구성되고 다른 와이어는 음극 역할을 하도록 구성된다.
더욱이, 실시예는 상기 실시예의 원활하고 안정적인 작동을 허용하는 전기 제어 전략을 포함한다.
또한, 본원에 기술된 실시예는 다른 양상에서 플라즈마 토치 및 장치에 공급되도록 구성된 와이어를 포함하는 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하고, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 아크는 음극으로 작용하는 와이어와 토치의 전극 사이에 형성되도록 구성된다.
마지막으로, 본원에 기술된 실시예는 다른 양상에서 플라즈마 토치 및 플라즈마 토치 내부에서 중앙에 공급되도록 구성된 하나 이상의 와이어를 포함하는 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치를 제공하고, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 아크는 음극 역할을 하는 와이어와 토치 내의 전극 사이에 형성되도록 구성된다.
상술된 설명은 실시예들을 예를 들어, 제공하지만, 설명된 실시예의 일부 특징 및/또는 기능은 설명된 실시예의 작동 원리 및 사상에서 벗어나지 않고 수정될 수 있다는 것을 이해할 것이다. 따라서, 위에서 설명된 것은 실시예를 예시하고 비 제한적인 것으로 의도되었으며, 당업자는 본원에 첨부된 청구 범위에 정의된 실시예의 범위를 벗어나지 않고 다른 변형들 및 수정들이 이루어질 수 있음을 이해할 것이다.
참조문헌
[1] Peter G. Tsantrizos, Franηois Allaire 및 Majid Entezarian, "Method of Production of Metal and Ceramic Powders by Plasma Atomization", 미국등록특허 제5,707,419호, 1998년 1월 13일.
[2] Christopher Alex Dorval Dion, William Kreklewetz 및 Pierre Carabin, "Plasma Apparatus for the Production of High-Quality Spherical Powders at High Capacity", PCT 공개특허 제WO 2016/191854 A1호, 2016년 12월 8일.
[3] Michel Drouet, "Methods and Apparatuses for Preparing Spheroidal Powders", PCT 공개특허 제WO 2011/054113 A1호, 2011년 5월 12일.
[4] Maher I. Boulos, Jerzy W. Jurewicz 및 Alexandre Auger, "Process and Apparatus for Producing Powder Particles by Atomization of a Feed Material in the Form of an Elongated Member", 미국공개특허 제2017/0326649 A1호, 2017년 11월 16일.
[5] Pierre Fauchais, Joachim Heberlein, 및 Maher Boulos, "Thermal Spray Fundamentals - From Powder to Part", pp 577-605, Springer, New York, 2014.
Claims (54)
- - 열 플라즈마 토치;
- 연속적으로 공급되는 원자화될 하나 또는 두 개의 와이어;
- 원자화될 와이어 또는 와이어들로 전달되는 전기 아크; 및
- 입자들을 구형 분말로 고체화시키도록 적용된 냉각 공정을 포함하는 플라즈마 원자화 공정(plasma atomization process).
- 제1항에 있어서, 플라즈마 토치에 초음속 노즐이 장착된, 플라즈마 원자화 공정.
- 제1항에 있어서, 전기 아크는 플라즈마 토치의 초음속 스트림 내의 정점에서 와이어로 전달되는, 플라즈마 원자화 공정.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 원자화된 금속 액적들은 새틀라이트 방지 확산기(anti-satellite diffuser)를 통과하여, 미세 분말의 재순환을 방지하여 새틀라이트 형성을 방지하는, 플라즈마 원자화 공정.
- 제1항에 있어서, 두 개 이상의 전원 공급기를 병렬로 사용하여 두 개의 와이어 사이 또는 단일 와이어와 토치의 하나의 전극 사이의 아크를 제어하는, 플라즈마 원자화 공정.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 와이어 아크에 대한 전원 공급기 중 하나 이상은 전압-제어되는, 플라즈마 원자화 공정.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 와이어 아크에 대한 전원 공급기 중 하나 이상은 전류-제어되는, 플라즈마 원자화 공정.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 병렬 전원 공급기는 전압 제어 및 전류 제어 모드의 조합으로 동시에 사용되는, 플라즈마 원자화 공정.
- 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치로서, 상기 플라즈마 토치는 용융된 와이어를 입자들로 원자화하도록 구성되고, 아크는 음극 역할을 하는 와이어와 전극 사이에 형성되도록 구성된, 장치.
- 제9항에 있어서, 와이어는 중앙에서 플라즈마 토치로 공급되는, 장치.
- 제9항 또는 제10항에 있어서, 초음속 노즐이 제공되고, 전기 아크는 초음속 노즐 내에서 생성되는, 장치.
- 제9항 내지 제11항 중 어느 한 항에 있어서, 와이어 공급 원료는 직경이 0.25에서 2.5 인치 사이인 로드(rod) 또는 빌렛(billet)으로 대체되는, 장치.
- 제9항 내지 제12항 중 어느 한 항에 있어서, 냉각 챔버는 입자들을 구형 분말로 고체화시키기 위해 플라즈마 토치의 하부에 제공되는, 장치.
- - 열 플라즈마 토치를 제공하는 단계;
- 원자화될 하나 또는 두 개의 와이어를 연속적으로 공급하는 단계;
- 전기 아크가 와이어 또는 와이어들로 전달되도록 구성되어 입자들을 생성하는 단계; 및
입자들을 구형 분말로 고체화시키기 위한 냉각을 제공하는 단계를 포함하는 플라즈마 원자화 공정.
- 제14항에 있어서, 플라즈마 토치에 초음속 노즐이 장착된, 플라즈마 원자화 공정.
- 제14항에 있어서, 전기 아크는 플라즈마 토치의 초음속 스트림 내의 정점(apex)에서 와이어로 전달되도록 구성되는, 플라즈마 원자화 공정.
- 제14항 내지 제16항 중 어느 한 항에 있어서, 원자화된 금속 액적들은 새틀라이트 방지 확산기를 통과하여, 미세 분말의 재순환을 방지하여 새틀라이트 형성을 방지하는, 플라즈마 원자화 공정.
- 제14항에 있어서, 적어도 두 개 이상의 전원 공급기를 병렬로 사용하여 두 개의 와이어 사이 또는 단일 와이어와 플라즈마 토치의 하나의 전극 사이의 아크를 제어하는, 플라즈마 원자화 공정.
- 제14항 내지 제18항 중 어느 한 항에 있어서, 와이어 아크에 대한 전원 공급기 중 하나 이상은 전압-제어되는, 플라즈마 원자화 공정.
- 제14항 내지 제19항 중 어느 한 항에 있어서, 와이어 아크에 대한 전원 공급기 중 하나 이상은 전류-제어되는, 플라즈마 원자화 공정.
- 제14항 내지 제20항 중 어느 한 항에 있어서, 병렬 전원 공급기는 전압 제어 및 전류 제어 모드의 조합으로 동시에 사용되는, 플라즈마 원자화 공정.
- 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치로서, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 아크는 음극 역할을 하는 와이어와 전극 사이에 형성되도록 구성된, 장치.
- 제22항에 있어서, 와이어는 중앙에서 플라즈마 토치로 공급되는, 장치.
- 제22항 또는 제23항에 있어서, 초음속 노즐이 제공되고, 전기 아크는 초음속 노즐 내에서 생성되는, 장치.
- 제22항 내지 제24항 중 어느 한 항에 있어서, 와이어 공급 원료는 직경이 0.25에서 2.5 인치 사이인 로드 또는 빌렛의 형태인, 장치.
- 제22항 내지 제25항 중 어느 한 항에 있어서, 냉각 챔버가 입자들을 구형 분말로 고체화시키기 위해 플라즈마 토치의 하부에 제공되는, 장치.
- 플라즈마 토치 및 장치에 공급되는 하나 이상의 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치로서, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 상기 장치는 입자들을 분말로 고체화하도록 구성된 냉각 챔버를 포함하며, 와이어는 플라즈마 토치에서 음극 역할을 하도록 구성된, 장치.
- 제27항에 있어서, 플라즈마 토치에 의해 전달되는 플라즈마 스트림은 초음속 제트 내로 초음속으로 가속되도록 조정되는, 장치.
- 제27항 또는 제28항에 있어서, 초음속 노즐이 제공되고, 와이어는 초음속 노즐의 스로트(throat) 전후에 초음속 노즐 내로 공급되도록 구성되는, 장치.
- 플라즈마 토치 및 장치에 공급되도록 구성된 적어도 한 쌍의 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치로서, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 와이어 중 하나는 양극 역할을 하도록 구성되고 다른 와이어는 음극 역할을 하도록 구성된, 장치.
- 제30항에 있어서, 냉각 챔버가 입자들을 구형 분말로 고체화시키기 위해 플라즈마 토치의 하부에 제공되는, 장치.
- 제30항 또는 제31항에 있어서, 플라즈마 토치에 의해 전달되는 플라즈마 스트림은 초음속 제트 내로 초음속으로 가속되도록 조정되는, 장치.
- 제32항에 있어서, 초음속 노즐이 제공되고, 와이어는 초음속 노즐의 스로트 전후에 초음속 노즐 내로 공급되도록 구성되는, 장치.
- 제30항 내지 제33항 중 어느 한 항에 있어서, 전원 공급기가 제공되고 전류가 와이어를 통과하도록 구성되며, 두 개의 와이어 사이에 전기 아크가 생성되는, 장치.
- 제33항에 있어서, 전원 공급기가 제공되고 전류가 와이어를 통과하도록 구성되며, 두 개의 와이어 사이와 초음속 노즐 내에 전기 아크가 생성되는, 장치.
- 플라즈마 토치 및 플라즈마 토치에 공급되는 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치로서, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 아크는 음극 역할을 하는 와이어와 전극 사이에 형성되도록 구성된, 장치.
- 제36항에 있어서, 와이어는 중앙에서 플라즈마 토치로 공급되는, 장치.
- 제36항 또는 제37항에 있어서, 와이어에 와이어 가이드가 제공되어 와이어 가이드를 통해 와이어를 삽입함으로써 전달된 아크를 통해 와이어를 효율적으로 용융시킬 수 있는, 장치.
- 제38항에 있어서, 와이어 가이드는 점화 음극으로서 두 배가 되도록 조정되는, 장치.
- 제36항 내지 제39항 중 어느 한 항에 있어서, 초음속 노즐이 제공되고, 전기 아크가 초음속 노즐 내에서 생성되는, 장치.
- 제36항 내지 제40항 중 어느 한 항에 있어서, 입자들을 분말로 고체화시키기 위해 플라즈마 토치의 하부에 냉각 챔버가 제공되는, 장치.
- 플라즈마 토치 및 플라즈마 토치에 공급되도록 구성된 하나 이상의 와이어를 포함하는, 와이어 공급 원료로부터 금속 분말을 생산하기 위한 장치로서, 플라스마 토치는 용융된 와이어를 입자들로 원자화하도록 조정되고, 장치는 가스에 의해 냉각되도록 구성되어 가스를 가열하고, 이렇게 가열된 가스는 플라즈마 가스로 사용되도록 구성된, 장치.
- 제42항에 있어서, 가스는 아르곤과 같은 불활성 가스를 포함하는, 장치.
- 제42항 또는 제43항에 있어서, 가스를 플라즈마 토치에 공급하기 위한 가스 채널이 제공되는, 장치.
- 제42항 내지 제44항 중 어느 한 항에 있어서, 초음속 노즐이 제공되며, 가스는 초음속 노즐을 통해 가속되고 입자들을 분쇄하도록 조정되는, 장치.
- 제42항 내지 제45항 중 어느 한 항에 있어서, 입자들을 분말로 고체화시키기 위해 플라즈마 토치의 하부에 냉각 챔버가 제공되는, 장치.
- 제42항 또는 제43항에 있어서, 가스 채널이 제공되며, 가스는 와이어의 선단에 제공된 전기 아크와 접촉하기 전에 가열되도록 구성되는, 장치.
- 제27항, 31항, 41항 및 46항 중 어느 한 항에 있어서, 냉각 챔버에는 아르곤과 같은 불활성 가스가 포함된, 장치.
- - 열 플라즈마 토치를 제공하는 단계;
- 원자화될 하나 또는 두 개의 와이어를 연속적으로 공급하여 이로부터 원자화된 금속 액적들을 생성하는 단계; 및
- 미세 분말의 재순환을 방지하여 새틀라이트 형성을 방지하도록 조정된 새틀라이트 방지 확산기를 통해 액적들을 통과시키는 단계를 포함하는 플라즈마 원자화 공정.
- - 열 플라즈마 토치를 제공하는 단계;
- 원자화될 하나 또는 두 개의 와이어를 제공하는 단계; 및
- 두 개의 와이어 사이 또는 단일 와이어와 플라즈마 토치의 하나의 전극 사이의 아크를 제어하기 위해 적어도 두 개의 전원 공급기를 병렬로 제공하여 입자들을 생성하는 단계를 포함하는 플라즈마 원자화 공정.
- 제50항에 있어서, 적어도 두 개의 전원 공급기가 병렬로 사용되어 두 개의 와이어 사이 또는 단일 와이어와 플라즈마 토치의 하나의 전극 사이의 아크를 제어하는, 장치.
- 제50항 또는 제51항에 있어서, 와이어 아크에 대한 전원 공급기 중 하나 이상이 전압-제어되는, 장치.
- 제50항 내지 제52항 중 어느 한 항에 있어서, 와이어 아크에 대한 전원 공급기 중 하나 이상이 전류-제어되는, 장치.
- 제50항 내지 제53항 중 어느 한 항에 있어서, 병렬 전원 공급기는 전압 제어 및 전류 제어 모드의 조합으로 동시에 사용되는, 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862681623P | 2018-06-06 | 2018-06-06 | |
| US62/681,623 | 2018-06-06 | ||
| PCT/CA2019/000081 WO2019232612A1 (en) | 2018-06-06 | 2019-06-06 | Method and apparatus for producing high purity spherical metallic powders at high production rates from one or two wires |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210016588A true KR20210016588A (ko) | 2021-02-16 |
Family
ID=68769139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207038125A KR20210016588A (ko) | 2018-06-06 | 2019-06-06 | 하나 또는 두 개의 와이어로부터 높은 생산 속도로 고순도 구형 금속 분말을 생산하는 방법 및 장치 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US11839918B2 (ko) |
| EP (1) | EP3801959A4 (ko) |
| JP (1) | JP2021527164A (ko) |
| KR (1) | KR20210016588A (ko) |
| CN (1) | CN112512734A (ko) |
| AU (1) | AU2019280271A1 (ko) |
| BR (1) | BR112020024844A2 (ko) |
| CA (1) | CA3102832A1 (ko) |
| EA (1) | EA202092993A1 (ko) |
| TW (1) | TW202012074A (ko) |
| WO (1) | WO2019232612A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102437500B1 (ko) * | 2021-06-30 | 2022-08-30 | (주)선영시스텍 | 아토마이저 장치 |
| KR102465825B1 (ko) * | 2022-09-06 | 2022-11-09 | 이용복 | 열플라즈마를 이용한 금속분말 제조장치 및 그 제조방법 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111230134B (zh) * | 2020-03-10 | 2023-08-04 | 深圳航科新材料有限公司 | 多元合金粉末及其快速制备方法 |
| RU2751611C1 (ru) * | 2020-04-15 | 2021-07-15 | Общество С Ограниченной Ответственностью "Новые Дисперсные Материалы" | Устройство для получения мелкодисперсного порошка |
| US11780012B1 (en) * | 2020-06-23 | 2023-10-10 | Iowa State University Research Foundation, Inc. | Powder satellite-reduction apparatus and method for gas atomization process |
| CN112570720A (zh) * | 2020-12-08 | 2021-03-30 | 江苏威拉里新材料科技有限公司 | 一种气雾化金属粉体生产加工用熔炼设备以及加工工艺 |
| CN113145855B (zh) * | 2021-02-24 | 2022-10-11 | 山东大学 | 一种电弧制备高熔点合金粉末的装置和方法 |
| CN113414398A (zh) * | 2021-06-21 | 2021-09-21 | 江苏天楹等离子体科技有限公司 | 一种等离子体制备金属粉末的设备及其方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5296667A (en) * | 1990-08-31 | 1994-03-22 | Flame-Spray Industries, Inc. | High velocity electric-arc spray apparatus and method of forming materials |
| US5460701A (en) * | 1993-07-27 | 1995-10-24 | Nanophase Technologies Corporation | Method of making nanostructured materials |
| US5707419A (en) * | 1995-08-15 | 1998-01-13 | Pegasus Refractory Materials, Inc. | Method of production of metal and ceramic powders by plasma atomization |
| US5808270A (en) | 1997-02-14 | 1998-09-15 | Ford Global Technologies, Inc. | Plasma transferred wire arc thermal spray apparatus and method |
| RU2263006C2 (ru) * | 2000-02-10 | 2005-10-27 | Тетроникс Лимитед | Плазменно-дуговой реактор и способ получения тонких порошков |
| DE10044364C1 (de) * | 2000-09-08 | 2002-01-17 | Ald Vacuum Techn Ag | Zerstäubungsaggregat zum Zerstäuben von Schmelzen |
| US20030102207A1 (en) | 2001-11-30 | 2003-06-05 | L. W. Wu | Method for producing nano powder |
| EP2236211B1 (en) * | 2009-03-31 | 2015-09-09 | Ford-Werke GmbH | Plasma transfer wire arc thermal spray system |
| WO2011054113A1 (en) * | 2009-11-05 | 2011-05-12 | Ap&C Advanced Powders & Coatings Inc. | Methods and apparatuses for preparing spheroidal powders |
| AU2015230636B2 (en) | 2014-03-11 | 2018-05-17 | Tekna Plasma Systems Inc. | Process and apparatus for producing powder particles by atomization of a feed material in the form of an elongated member |
| CA2975723C (en) * | 2015-02-03 | 2023-08-22 | Monolith Materials, Inc. | Regenerative cooling method and apparatus |
| CA2992303C (en) * | 2015-07-17 | 2018-08-21 | Ap&C Advanced Powders And Coatings Inc. | Plasma atomization metal powder manufacturing processes and systems therefor |
| US10604830B2 (en) * | 2016-06-06 | 2020-03-31 | Comau Llc | Wire guides for plasma transferred wire arc processes |
-
2019
- 2019-06-06 JP JP2020567969A patent/JP2021527164A/ja active Pending
- 2019-06-06 CA CA3102832A patent/CA3102832A1/en active Pending
- 2019-06-06 AU AU2019280271A patent/AU2019280271A1/en active Pending
- 2019-06-06 US US16/972,949 patent/US11839918B2/en active Active
- 2019-06-06 CN CN201980045854.2A patent/CN112512734A/zh active Pending
- 2019-06-06 KR KR1020207038125A patent/KR20210016588A/ko unknown
- 2019-06-06 EP EP19814078.2A patent/EP3801959A4/en active Pending
- 2019-06-06 EA EA202092993A patent/EA202092993A1/ru unknown
- 2019-06-06 TW TW108119810A patent/TW202012074A/zh unknown
- 2019-06-06 WO PCT/CA2019/000081 patent/WO2019232612A1/en active Search and Examination
- 2019-06-06 BR BR112020024844-4A patent/BR112020024844A2/pt not_active Application Discontinuation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102437500B1 (ko) * | 2021-06-30 | 2022-08-30 | (주)선영시스텍 | 아토마이저 장치 |
| KR102465825B1 (ko) * | 2022-09-06 | 2022-11-09 | 이용복 | 열플라즈마를 이용한 금속분말 제조장치 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210229170A1 (en) | 2021-07-29 |
| CN112512734A (zh) | 2021-03-16 |
| US11839918B2 (en) | 2023-12-12 |
| JP2021527164A (ja) | 2021-10-11 |
| EA202092993A1 (ru) | 2021-04-06 |
| BR112020024844A2 (pt) | 2021-03-02 |
| WO2019232612A1 (en) | 2019-12-12 |
| TW202012074A (zh) | 2020-04-01 |
| EP3801959A1 (en) | 2021-04-14 |
| EP3801959A4 (en) | 2022-02-23 |
| WO2019232612A8 (en) | 2020-01-09 |
| CA3102832A1 (en) | 2019-12-12 |
| AU2019280271A1 (en) | 2021-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20210016588A (ko) | 하나 또는 두 개의 와이어로부터 높은 생산 속도로 고순도 구형 금속 분말을 생산하는 방법 및 장치 | |
| CA3089670C (en) | Process and apparatus for producing powder particles by atomization of a feed material in the form of an elongated member | |
| CN107635701B (zh) | 用于制造金属粉末材料的方法和设备 | |
| TW202128316A (zh) | 用於球型粉末之獨特原料及製造方法 | |
| US20240091857A1 (en) | Method and apparatus for the production of high purity spherical metallic powders from a molten feedstock | |
| JP2020528106A (ja) | スラスタ支援プラズマ微粒化を使用した大量の超微細球状粉末の費用効率の良い生産方法 | |
| JP2010018825A (ja) | 金属粒子の製造方法および製造装置、並びに製造された金属粒子 | |
| RU2751609C1 (ru) | Способ и устройство для получения порошков для аддитивных технологий | |
| KR20210071150A (ko) | 금속 분말 및 이의 가공장치, 가공방법 | |
| RU2413595C2 (ru) | Способ получения сферических гранул жаропрочных и химически активных металлов и сплавов, устройство для его осуществления и устройство для изготовления исходной расходуемой заготовки для реализации способа | |
| AU2018400808B2 (en) | Methods of forming spherical metallic particles | |
| CN115740471A (zh) | 一种超声辅助等离子-电弧复合雾化制粉设备与制粉方法 | |
| CN115625339A (zh) | 一种采用射频等离子制备球形粉末的装置及方法 | |
| US4885028A (en) | Process for producing prealloyed tungsten alloy powders | |
| JPWO2019232612A5 (ko) | ||
| RU205453U1 (ru) | Устройство для получения порошков для аддитивных технологий | |
| RU2794209C1 (ru) | Устройство для получения металлических порошков сферической формы | |
| JPS63250401A (ja) | 球状金属粉末の製造方法 |